Способ точного весового дозирования заданного сыпучего материала и автоматическое загрузочное устройство - RU2089861C1
Код документа: RU2089861C1
Чертежи









Описание
Изобретение относится к способам точного отмеривания заданных масс сыпучего материала в перевозочную тару, в частности в мешки, а также к автоматическим загрузочным устройствам.
Наряду с классическими видами транспортной тары в области так называемой промышленности упаковочных материалов известны специализированные расфасовочно-упаковочные устройства для потребительской тары. При этом, как правило, отмериваются количества заполняющего материала, составляющее самое большое несколько килограмм. Вес 5-10 кг воспринимается, как правило, в качестве верхней границы. Величина подогнана для легкого манипулирования для продажи и потребителя, соответственно от магазина к конечному потребителю, например на кухне. Перевозочная тара служит преимущественно для транспортировки от одного перерабатывающего предприятия к последующему, в классическом случае из мельницы в хлебопекарню. Вес транспортной тары, большей частью приспособленный к работнику- мужчине, лежит между 20 и 100 кг.
На практике для заполнения транспортных мешков выполняются три ступени автоматизации соответственно специфическим требованиям:
автоматическое приготовление порций, прицепление и заделывание мешка от руки;
автоматическое приготовление порции, прицепление мешков рукой, прицепление мешков рукой; полностью
автоматизированное заделывание мешков;
автоматическое приготовление порций, полностью автоматизированное прицепление и заделывание мешков.
Отсюда очевидно, что в каждом случае порционное приготовление является базой для всех ступеней автоматизации. Основная проблема заключается в том, чтобы в небольшой промежуток времени образовать порции сыпучего материала и точно отвесить. Один и тот же сыпучий материал может вести себя по-разному в зависимости от того, мог ли материал смешаться с воздухом во время транспортировки и получил более или менее аналогичные жидкостным свойства, или мешают ли экстремальные условия типа тепла или холода, также элементы машины и вытекающие отсюда силы сцепления между сыпучим материалом и частями стенки.
По сравнению с размерами механизированных зерноскладов объемы мешка представляют небольшие порции. Несмотря на это для выбора размеров фасовочных устройств, например промежуточных складов, получаются большие габариты. Когда исходят от высоты помещения 3-4 м, устройства для засыпки в мешки занимают 1-2 этажа.
После загрузочных весов применяется только одна весовая загрузочная воронка, чтобы все содержимое весов перед мешком перехватывалось в одном промежуточном буфере, что тоже требует высоты.
Вопреки практике двух прошедших десятилетий заменять мешок перевозкой в цистернах и большегрузных контейнерах существует тенденция возврата снова к небольшой транспортной таре, т.е. мешку. Во многих странах профcоюзы требуют снижения веса мешка, например, с 50 до 25 кг, что при одинаковом выпускаемом тоннаже несет с собой удвоение количества мешков. Поэтому увеличивается спрос на установки для засыпки мешков с очень высокой штучной производительностью. Для особо мелких промышленных продуктов типа цемента, извести, синтетических материалов и т.д. больше всего распространены так называемые клапанные мешки. Продукт загружается через имеющую вид сливного носика загрузочную горловину через одно, соответственно небольшое, проходное отверстие клапана. По достижении желаемого веса отверстие в мешке может тотчас закрываться посредством подготовленных бумажных сгибов.
Огромное преимущество заключается в том, что продукт лишь очень незначительно смешивается с воздухом. Основной недостаток этой системы состоит в ограниченной загрузочной способности. Зерно, крупа, мука, отруби и комбикорм и т. д. имеют, как известно, сильно различающиеся насыпные веса, так что в мешок одного размера при различных продуктах засыпаются различные веса.
При классических же мучных мешках незначительное количество пустоты в наполненном, закрытом бумажном или пластиковом мешке не мешает, так как этот мешок после наполнения плотно заделывается посредством швейной машины или с помощью клея.
Мешок годится для простой транспортировки штучного груза на большие расстояния и в различном отношении является удобной единицей для оптимального "ручного использования". Сообразно со специфическим материалом на переднем плане выступают особые критерии (типа вопросов гигиены), например, свободное от пыли тугое наполнение мешков. Почти во всех случаях потребителем требуется точный насыпной вес каждого отдельного мешка. Однако лишь путем высокой степени автоматизации экономично может засыпаться точно по весу большое число мешков в 1 ч. Законодателем, как правило, при так называемых автоматических весах с засыпкой мешков для взвешивания чистым весом должны соблюдаться через правила проверки определенные методические законы действия. Для получения заданного количества засыпаемого материала получается следующее протекание процесса наполнения: тарирование весового ковша на ноль; грубое дозирование; точное дозирование; состояние покоя; контроль дозы или же заданного веса; возможная коррекция точки прерывания большого потока и/или малого потока.
При более высоких
производительностях засыпки 0-тарирование, а также контроль дозы и вытекающая отсюда коррекция точки прерывания мелкого потока может быть еще лишь циклическим, это значит, например, осуществление при
каждой 20 засыпке. К тому же должны учитываться следующие параметры влияния на взвешивание:
ударное давление большого и малого потока;
эффект Доплера;
попутный поток
большого и малого потока;
различная высота сбрасывания при различных выбойных весах.
Возникнув через десятилетия так называемые автоматические весы с засыпкой мешков существенно расширены как автоматические весы с засыпкой мешков для взвешивания чистым весом. В самих автоматических весах с засыпкой мешков точно по весу подготавливается заданный порционный вес, который после подвешивания одного пустого мешка на один выбойный патрубок в самое короткое возможное время засыпается в мешок. Таким образом, приготовляются от нескольких 100 до 1000 и более порций в 1 ч и продукт засыпается в соответствующее число мешков. Во многих загрузках сегодня требуются значительно больше производительности, например до 2000 порций в 1 ч.
Автоматические весы с засыпкой мешков для взвешивания чистым весом выпускают насыпной вес внезапно и с очень высокой производительностью. Отсюда возникают некоторые принимаемые всерьез проблемы. Мешок сильно надувается вследствие вытеснения воздуха путем наполнения и дополнительно нагружает материал мешка. К тому же сыпучая масса во время выгрузки при порошкообразных продуктах принимает существенное количество воздуха, так что удаление воздуха из выбойного патрубка представляет собой другую известную проблему. Выбойный патрубок также по причинам оптимального удаления воздуха и быстрого наполнения должен выбираться по возможности большим. Для достижения высоких мощностей предполагается высокая степень автоматизации и поэтому используется автоматический прицеп мешка. Но большие выбойные патрубки причиняют значительный вред эксплуатационной надежности механического развешивателя мешков. Для продуктов, которые посредством уплотняющих элементов могут уменьшаться в своем объеме с целью уменьшения готовой упаковки или же с целью экономии дорогого мешочного материала, повышается время уплотнения по причине псевдоожижения продукта и понижается производительность засыпки мешков.
В качестве соединения весов с выбойным патрубком используется загрузочная воронка весов. Явления зависания в этой воронке очень негативно влияют с одной стороны на точность веса упаковки, с другой стороны на гигиену. Специально при продуктах, которые сильно склонны к прилипанию, является неизбежной частая очистка особенно загрузочной воронки.
Одной из задач изобретения было понижение конструктивной высоты, обусловленной техникой объемного способа измерения (сосудом), и удержание как можно низким, в частности, возможных вредных влияний на пути перемещения сыпучего материала.
Задача изобретения устранение известных недостатков, сокращение процесса упаковки,т.е. повышение производительности.
Предлагаемый способ отличается тем, что сыпучий материал засыпается предпочтительно в виде плотного потока и доза в мешке устанавливается во время процесса наполнения через осуществленное перед этим автоматическое дифференцильное взвешивание.
В результате удается овысить степень автоматизации, эксплуатационной надежности и гигиены, а также производительность. Все специалисты, которым было поручено заниматься проблемой засыпки мешков, до сих пор пытались с огромными издержками, но лишь с частичным успехом, привести под контроль мешающие параметры влияния.
В результате предлагаемого
способа
нет ударного давления большого и малого потока;
нет эффекта Доплера;
нет попутного потока после большого и малого потока;
нет изменяющейся высоты
сбрасывания;
нет весовой загрузочной воронки и соответствующей пыльной зоны;
Кроме того, появляется лишь еще одно минимальное псевдоожижение;
издержки на уплотнение сыпучего
материала в мешке и необходимость встряхивания мешка минимизированы;
значительное уменьшение выбойного патрубка.
Изобретение позволяет осуществить большое число особенно предпочтительных вариантов выполнения.
Расфасовочные порции циклично приготовляются посредством управления нагрузкой из одного дифференциального весовыбойного аппарата через выявление дифференциального веса и через один выбойный патрубок засыпаются прямо в мешки. Для этого система дифференциального взвешивания имеет один бункер для дифференциального взвешивания с дозированием сыпучего материала и управляемой выгрузкой продукта, а также вычислительными средствами, которые посредством весовых величин системы взвешивания управляют процессом наполнения как мешка, так и бункера для взвешивания.
Предпочтительным образом циклично, попеременно после каждой или после нескольких засыпок осуществляется досыпка бункера дифференциальных весов. На дифференциальных весах приготавливается 1,5 самое большое 5-кратная, предпочтительно 1,5-3 кратная порция, из чего могут засыпаться транспортные мешки весом 10 100 кг.
Изобретение, кроме того, касается автоматического загрузочного устройства, в частности для мешков, с целью точечного по весу отмеривания заданных количеств сыпучего материала с одними весами, а также дозирующими и управляющими устройствами. Предлагаемое устройство содержит один дифференциальный весовыбойный аппарат с одним управляемым устройством для выгрузки продукта с прямой передачей в выбойный патрубок. Таким образом, все загрузочное устройство не только проще, ниже и гигиеничнее известного, но и вносит огромный вклад в автоматизацию, так что также достигается результат удвоения производительности засыпки без недостатков.
Предлагаемое устройство может выполняться далее разнообразным способом. Так, в предпочтительном варианте выполнения выгружаемый продукт из дифференциального весовыбойного аппарата попадает прямо в один текучего наполнения патрубок одного устройства для подвешивания мешков. Процесс взвешивания может быть улучшен тем, что в конце зоны разгрузки дифференциальных автоматических весов с засыпкой мешков расположено управляемое заделывающее устройство.
Для продуктов с неблагоприятной текучестью предполагается, что устройство содержит один вертикальный весовой бункер, один управляемый по числу оборотов разгрузочный шнек с одним, в основном горизонтально направленным выходом из весового бункера, а также один переходной элемент от весового бункера к загрузочному шнеку и элементы для дифференциального взвешивания, причем разгружаемый материал благодаря силе тяжести входит прямо в выбойный штуцер. При этом дифференциальный весовыбойный аппарат осуществляет преимущественно как грубое дозирование, так и точное дозирование, причем грубое и точное разгрузочные устройства представляют собой управляемые элементы принудительной разгрузки, предпочтительно разгрузочные шнеки. Для свободно текучих продуктов предлагается, что устройство для разгрузки продуктов выполнено как дозирующее устройство с управляемыми заслонками.
При другом, особенно предпочтительном выполнении, дифференциальные весовыбойные аппараты сопряжены с одним выбойным аппаратом карусельного типа и в цикле выбойного аппарата карусельного типа передают по одной заданной порции через один выбойный штуцер, соответственно загрузочный штуцер для засыпки мешков.
Для выполнения мешконаполнения самой высокой производительности в одной установке два или несколько весов дифференциальной засыпки сопряжены с одним загрузочным штуцером одного выбойного аппарата карусельного типа. При этом могут приготавливаться порции либо в режиме последовательного подключения, либо кратковременно с удвоенной часовой производительностью.
Особенно предпочтительно, когда загрузочный патрубок имеет свободное поперечное сечение, которое меньше или приблизительно соответствует поперечному сечению выпуска продукта из весового бункера. Этот прием тоже позволяет повысить автоматизацию, так как небольшой выбойный патрубок является более простым для выполнения быстрых механических перемещений устройства для подвешивания мешков. К тому же для большего диапазона, например 20-100 кг мешков, может применяться одинаковый выбойный патрубок.
Высокопроизводительные выбойные установки имеют двое весов грубого дозирования, а также одни весы точного дозирования с сопряженными вычислительными средствами и выбойный аппарат карусельного типа с 3-6 загрузочными штуцерами.
Это расположение позволяет составить программу для точного контроля перемещения продукта, так что, например, после одного определенного количества продукта, которое должно засыпаться в мешок, нигде не остаются остатки продукта. Одним и тем же выбойным устройством могут также быстрее подготавливаться и проводиться смены продуктов.
На фиг.1 показан схематичный вид простой выбойной установки с одним дифференциальным весовыбойным аппаратом; на фиг.2 -иллюстрация дифференциального взвешивания во взаимодействии с одним выбойным аппаратом карусельного типа; на фиг.3 показан цикл протекания основного выбойного движения; на фиг. 4 и 5 проиллюстрирован принцип взвешивания нетто-весовыбойного аппарата; на фиг. 6 -весовременная диаграмма одного нетто-весовыбойного аппарата уровня техника; на фиг.7 весовременная диаграмма нового нетто- весовыбойного аппарата; на фиг.8 расположение высокопроизводительной выбойной установки, например, для 1200 мешков в 1 ч; на фиг.9 представлен ход перемещения установки по фиг. 8 аналогично фиг.3; на фиг.10 решение аналогично фиг.1, но с расфасовочно- упаковочной машиной; на фиг.11 четырехпатрубный выбойный аппарат карусельного типа для текучих сыпучих материалов; на фиг.12 один дифференциальный весовыбойный аппарат для труднотекучих материалов в увеличенном масштабе.
Дифференциальные автоматические весы с засыпкой мешков 1 поддерживаются через колонки 2, одну платформу 3, а также регистрирующие вес элементы 4 и соответственно подвешены к перекрытию 5.
Дифференцированные автоматические весы с засыпкой мешков 1 состоят из одного весового бункера 6, одного переходного элемента 7 от весового бункера к разгрузочному шнеку 8, который приводится приводным двигателем 9 через передачу 10 и управляется одним вычислительным устройством 11. Грубое и точное дозирование может осуществляться дозирующим шнеком с двумя числами оборотов или точное дозирование может осуществляться через один отдельно приводимый шнек (не показан).
Чтобы от разгрузочного шнека 8 не возник неконтролируемый попутный поток, выходное отверстие 12 открывается и закрывается через заслонку 13 с управлением через вычислительное устройство 11. Выбойная головка 14, которая независимо от дифференциальных автоматических весов с засыпкой мешков 1 поддерживается на полу 15, имеет выбойный патрубок 16 и мешкодержатель 17, который на фиг.1 держит зажатым один мешок. Вытесняемый продуктом в мешке 18 воздух может удаляться через аспиратор 19. Через резиновую мембрану 20 питающая головка 21 пыленепроницаемо соединена с весовым бункером 6. В питающую головку 21 входит питающий транспортер 22, который через один приводной двигатель 23 циклично управляется вычислительным устройством 11, соответственно весовым сигналом.
На фиг. 2 представлены дифференциальные автоматические весы с засыпкой мешков 1 непосредственно над одним выбойным аппаратом 24 карусельного типа, на котором видны выбойные штуцеры 25, 26, 27. При этом важно также то, что мешок, особенно при складчатых мешках, равномерно снизу доверху заполнен продуктом. Уплотняющая система, например боковой упаковщик 28, уплотняет продукт в мешке посредством вибрационных и колебательных движений очень эффективно во время грубого и точного дозирования одинаков интенсивно снизу вверх. Сообразно с постановкой проблемы может использоваться также второй боковой упаковщик 28, расположенный позади выбойного штуцера 26 или 27. По окончании наполнения мешка и вибрирования мешок опускается на ленточный конвейер 29, проводится через запечатывающую установку 30 и подготавливается для отправки.
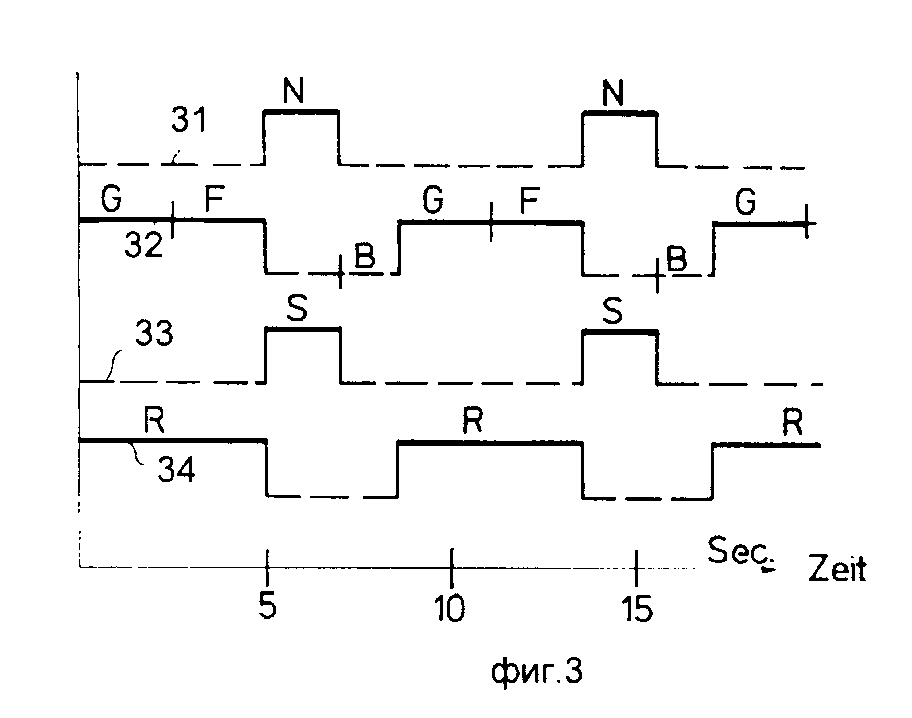
На фиг. 3 представлена временная схема хода, например, одного выбойного аппарата карусельного типа согласно фиг.2 с четырьмя выбойными патрубками. Кривая 31 показывает временное протекание догрузок продукта в дифференциальных автоматических весах с засыпкой мешков 1. Кривая 32 представляет протекание разгрузки продукта из дифференциальных автоматических весов с засыпкой мешков 1, причем G это грубый поток, F точный поток и B время установки (успокоения) весов. Линия 33 представляет временное протекание шагового перемещения карусели; S обозначает время одного шагового перемещения выбойного штуцера на 90oC. На кривой 34 представлено время R вибрирования, в течение которого боковой упаковщик 28 уплотняет продукт.
Фиг. 4,5 и 6 поясняют технические термины. При этом G продукт в весовом бункере; P ударное давление; D эффект Доплера; N попутный поток, F-H - высота сбрасывания.
Из фиг.4 и 5 понятно, что количество спутного потока (пунктирная линия) зависит от высоты сбрасывания. На фиг.5 спутный поток меньше, чем на фиг.4. С возрастающей высотой сбрасывания возрастает скорость падения сыпучего материала. Чем уже в поперечном сечении весовой ковш, тем быстрее поднимается уровень сыпучего материала в весовом ковше. Вследствие встречного роста вверх столба сыпучего материала в весах навстречу падающему потоку продукта возникает аналогичный феномен, как если бы два автомобиля наталкивались друг на друга. Сила столкновения (удара) в обоих случаях больше в сравнении с ударом о неподвижное тело. В технике взвешивания это явление называют доплеровским эффектом. Эффективный конечный вес может быть установлен лишь тогда, когда и спутный поток оседает в бункер для взвешивания и установились весы. Эти и другие мешающие факторы должны учитываться при любых ковшовых весах, например, посредством соответствующих временных задержек. В технике взвешивания известна весовременная диаграмма согласно фиг.6.
На фиг. 7 представлена весовременная диаграмма в дифференциальных весах для сыпучего материала согласно новому решению. В показанном примере представлен переменный цикл: наполнение весов наполнение мешка.
Для догрузки дифференциальных автоматических весов с засыпкой мешков необходимо около 1-2 с, пока не будет достигнут вес около 25 кг. Довольно существенным является то, что для дозагрузки, исключая последние количества заполняющего мешок сыпучего материала, не надо догружаться до точного заданного веса, так как после догрузки через выявление остановки устанавливается точный вес в дифференциальных автоматических весах с засыпкой мешков и сообщается вычислительному устройству. Затем фасовочный вес загружается системой дифференциального взвешивания с управлением по заданному весу (FA) сначала как грубый поток и затем как точный поток. Фасовочный вес достигается приблизительно в течение 4 с. Особенно интересно теперь то, что с закрыванием разгрузочных дозирующих органов дифференциальных автоматических весов с засыпкой мешков соответственно моменту покидания последних крошек сыпучего материала из весовой части на весах тотчас имеется точное измерение действительного значения веса. Спутный поток уже взвешен. Эффект Доплера, ударное давление и т. д. при установке фасовочного веса (дозы) очевидно не имеют влияния, так как они происходят вне, соответственно после взвешивания. Все приведенные выше мешающие факторы исключены из зоны фазы расфасовки и расположены в фазе дозагрузки и таким образом "безвредны" для наполнения мешка и установки веса.
На фиг. 8 схематично представлена комплектная выбойная установка. При этом мешки посредством подвешивающего автомата 35 подвешиваются на выбойный штуцер 26 выбойного аппарата 24 карусельного типа. Засыпка мешков выполняется попеременно весами 1, соответственно 1', причем догрузка заполнение осуществляются поочередно. Дозирование точного потока управляется через одно вычислительное устройство 36 и выдается соответствующая дозирующая команда на весовой дозатор для точного потока, выполненный тоже как дифференциальный весовой дозатор. Через вычислительное устройство 36 равным образом может осуществляться дозирование сыпучего материала по дозирующему шнеку 37, 38, соответственно 39 из распределителя 40. Выбойный аппарат карусельного типа выполнен как 6-патрубочный аппарат карусельного типа, причем шестой штуцер 26 предусмотрен для подвешивания мешков от руки.
На фиг.9 представлено координированное протекание работы показанного на фиг. 6 выбойного устройства аналогично фиг. 2а. При этом обозначено: К - аппарат карусельного типа; MWBC-GП дифференциальные автоматические весы с засыпкой мешков; грубый поток П; MWBC-F дифференциальные автоматические весы с засыпкой мешков, точный поток; R встряхиватель.
На фиг. 7 представлен другой, более комфортабельный вариант выполнения расфасовочно-упаковочной установки, причем речь идет об одном отдельном выбойном штуцере. Один отдельный мешок 18 привешивается аналогично тому, как на фиг. 1, причем телескопический выбойный патрубок выполняет вертикальное движение V, тем самым может быть устранено в мешке всякое пылеобразование. Наполнение осуществляется здесь через один приведенный загрузочный шнек 41. Вертикальное перемещение осуществляется через один пневмоцилиндр 42. Эта известная как расфасовочно-упаковочная машина выбойная установка опирается здесь через одну стойку 43 на пол аналогично фиг.1. Для ходов перемещения обслуживающим персоналом через устройство ввода задаются желаемые данные. В результате выбойный цикл протекает тогда через прибор управления, соответственно через соответствующее весовое управляющее устройство.
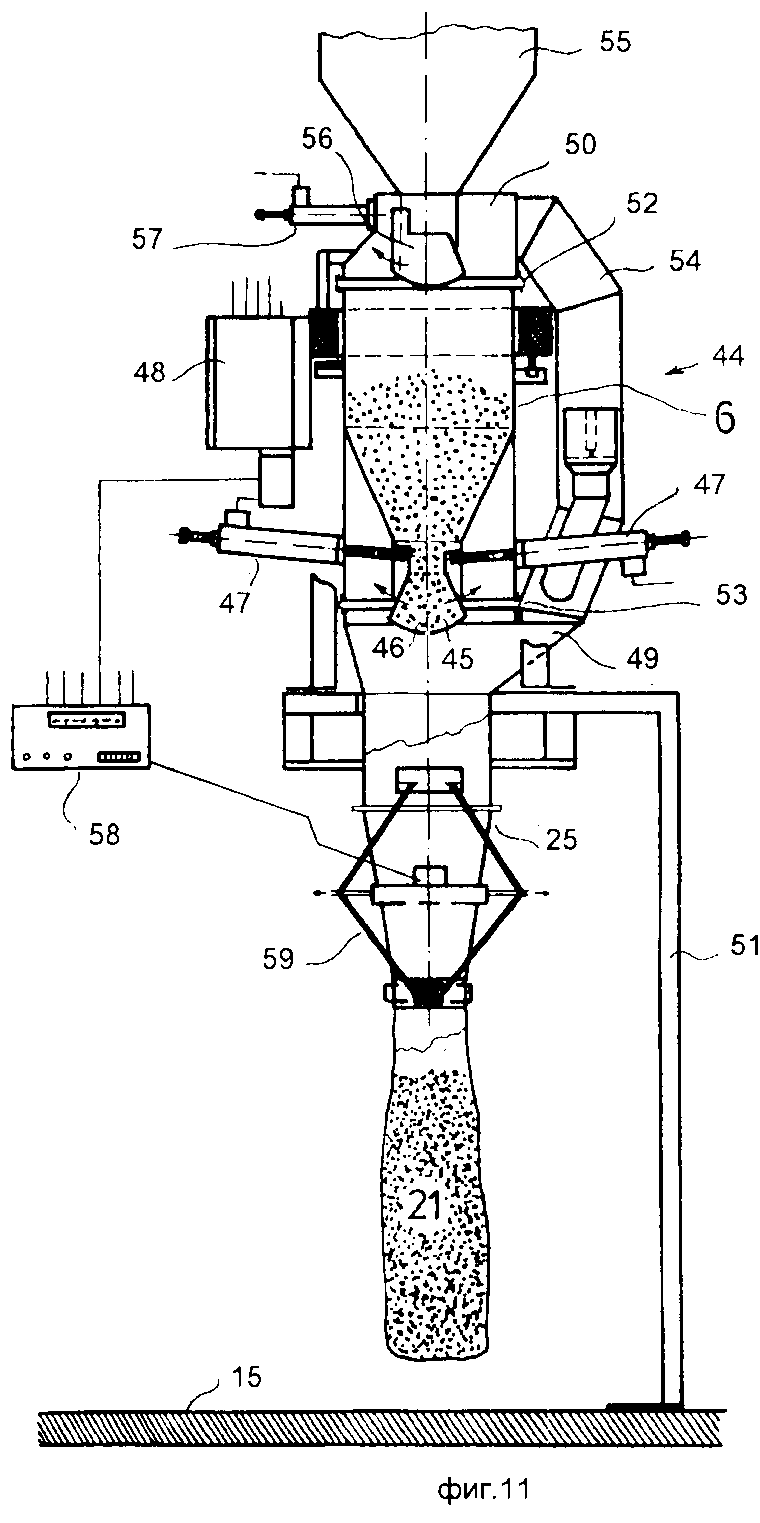
На фиг.11 вместо дифференциальных автоматических весов с засыпкой мешков 1 фиг.1 с принудительной выгрузкой представлены дифференциальные весы 44 для текучих материалов с управляемыми дозирующими заслонками 45, 46. При этом через пневмоцилиндр 47, а также весовое управляющее устройство 48 могут быть выбраны различные дозирующие положения с целью получения быстрого и все же оптимального наполнения мешков. Возникают некоторые очень интересные комбинаторные эффекты. Улавливающая воронка 49 выполнена как один конструктивный узел с выбойным штуцером 25. Обе детали как питающая головка 50 через одну опору 51 жестко поддерживаются на полу 15. Весовой бункер 6 вверху, внизу в области резиновых манжет 52, 53 имеет совпадение поперечных сечений также с неподвижными переходниками. Через одну вентиляционную уравнительную трубу 54 весь вытесненный внизу в мешке воздух с большим поперечным сечением проводится вверх, так что здесь не существует ни проблемы пыли, ни проблемы перепада давления между верхом и низом.
В питающей головке 50 под воронкой 55 расположена управляемая заслонка 56, которая приводится в действие через пневмоцилиндр 57. Электроника весов присоединена непосредственно к коробке 58 управления, из которой выдаются основные рабочие команды, таким образом также на полуавтоматическое приспособление 59 для зажима мешка.
На фиг.9 поток PI продукции вверху выходит вертикально в дифференциальные автоматические весы с засыпкой мешков 1 для труднотекучих материалов, а покидает эти весы внизу, с другой стороны, как поток Р2. Расходомер имеет одну питающую головку 60, которая через консоли 61 жестко соединена с одной платформой 62 и опирается на пол 63. Подводящая труба 64, равно как и отводящая труба 65 неподвижны. Узел 66 взвешивания по отношению к питающей головке 60, а также по отношению к отводящей трубе 65 пыленепроницаемо соединен с каждой через одну упругую резиновую манжету 67. Узел 66 взвешивания состоит из одного вертикального весового бункера 68, который в нижней части имеет легкое коническое сужение 69. Весовой бункер 68 и коническое сужение имеют круглую трубчатую форму. Между весовым бункером 68 и разгрузочным шнеком 70 расположен перепуск 71, который оптимально технически обеспечивает переход протекания продукта из вертикального трубчатого весового бункера 68 в горизонтальный трубчатый разгрузочный шнек 70. Как на фиг.1, перепуск 71 сверху вниз имеет одно приблизительное постоянное поперечное сечение, а в примере выполнения имеет форму от круглой до прямоугольной. Весовой узел 66 подвешен на платформе 62 в окружном направлении, например, на три датчика 72 измеренного значения веса. Очень интересно подвешивание всего весового узла 66, включая приводной двигатель 73, так что приводной двигатель 73 и разгрузочный шнек 70 выступают каждый в противоположное направление через весовой узел 66 и в одном определенном объеме относительно средней оси 74 взаимно удерживают одинаковый вес. В непосредственном сообщении с подводящей трубой 64 находится предбункер 75, который управляем по выбираемой программе пневмоцилиндром 76 и нижним клапаном 77 через электронное управляющее устройство 78, соответственно пневматическое преобразующее сигнал устройство 79, причем заданные значения для разгрузки продукта получаются из дальнего вычислительного устройства 80, а сигналы действительного значения веса из датчика 72 измеренных значений веса.
Предбункер содержит менее 50% максимальной вместимости весового бункера 68, предпочтительно где-то 30-90% Тем самым и здесь, но совершенно осознанно, отклоняются от конвекционного применения одних дифференциальных весов, так как для загрузки весового бункера предварительно хранима лишь одна часть, чтобы приток тоже был регистрируем техникой взвешивания, что является важным для регистрации одного потока продукции, когда еще нельзя примириться с дополнительными устройствами для подвода.
Весовой бункер имеет приблизительно удвоенную высоту диаметра, причем диаметр может составлять 0,3-0,6 м. К тому же трубчатый шнек имеет диаметр 1,100-0,250 м, так что существует среднее соотношение поперечного сечения весового бункера к поперечному сечению трубчатого шнека, составляющее приблизительно 1:10.
На фиг. 9 представлена еще одна интересная идея выполнения, в то время как приводной двигатель 73 с или без прифланцованного разгрузочного шнекового вала 81 через вытяжной механизм 82 выдвигаем в направлении оси 83 разгрузочного шнека 70. Это позволяет учитывать довольно высокие требования по поддержанию чистоты пути продвижения продукта.
В вертикальном весовом бункере 68 продукт непрерывно осаждается в вертикальном направлении, проводится перепуском 71 прямо протягиванием разгрузочного шнекового вала 81 и горизонтально разгружается из весового бункера 68 и снова вертикально через отводящую трубу 7, вновь контролируемым техникой измерения, непрерывно выдается.
Реферат
Использование: весовое дозирование сыпучего материала в транспортировочную тару, в частности в мешки. Сущность изобретения: сыпучий материал дозируют в виде плотного потока, а дозировочный вес устанавливают во время процесса засыпки через осуществляемое перед этим автоматическое дифференциальное взвешивание с помощью дифференциальных автоматических весов с засыпкой мешков с одним управляемым разгрузочным устройством с прямой передачей в один выбойный штуцер. 2 с. и 14 з.п. ф-лы, 12 ил.

Комментарии