Носитель катализатора, катализатор и его применение - RU2660419C2
Код документа: RU2660419C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение в целом относится к носителю и катализатору, изготовленному из этого носителя. Более конкретно, настоящее изобретение относится к носителю на основе оксида алюминия и катализатору, подходящему для получения оксида олефина, 1,2-диола, простого эфира 1,2-диола, 1,2-карбоната или алканоламина.
УРОВЕНЬ ТЕХНИКИ
При эпоксидировании олефина сырье, содержащее олефин и источник кислорода, приводят в контакт с катализатором, расположенным в реакторе, в условиях эпоксидирования, в результате чего получают оксид олефина и, как правило, не прореагировавшие сырьевые материалы и продукты сгорания. Катализатор обычно содержит каталитически активный материал, такой как серебро, нанесенный на множество керамических гранул, которые могут быть обозначены как носитель. Способы получения носителя описаны в US 6831037 и US 7825062.
В последние несколько десятилетий существенное развитие получила технология, используемая для получения носителей, которые предназначены для применения в качестве подложек катализатора в реакции эпоксидирования олефина. В US 4007135 (Hayden), опубликованном 8 февраля 1977 г., в описании примера 4 описан носитель, продаваемый компанией Norton Co., в котором «пористость по воде составляет 25%», а площадь поверхности носителя составляет 0,36 м2/г. В описании примера 7 публикации Hayden описана подложка, имеющая пористость по воде от 16 до 20% и площадь поверхности 0,17 м2/г. В отличие от описаний в примерах 4 и 7 цитируемой публикации Hayden, которая может быть в целом охарактеризована как раскрывающая носители с низкой площадью поверхности и низким объемом пор, в US 5187140 (Thorsteinson), опубликованном 16 февраля 1993 г., описан «носитель с большой площадью поверхности и высокой пористостью» (см. столбец 6, строки 32-33) для эпоксидирования алкена в оксид алкилена. В столбце 7, строки 40-51, Thorsteinson описывает носители согласно рассматриваемому изобретению как имеющие площадь поверхности более чем примерно 0,7 м2/г, и предпочтительно имеющие объем водяных пор по меньшей мере примерно 0,55 см3/г, и наиболее предпочтительно примерно от 0,6 примерно до 0,8 см3/г. В ссылке '140 обсуждается также идея ЕР 0327356 (Jin); и US 4829043 (Boehning) в разделе «Уровень техники» рассматриваемого описания. Ссылка Jin характеризуется как раскрывающая носитель, имеющий «общий объем пор, превышающий 0,5 миллилитров на грамм, предпочтительно 0,5-0,7 миллилитров на грамм» и «площадь поверхности от 0,2 до 2 м2/г, предпочтительно 0,8-1,3 м2/г». Ссылка Boehning характеризуется как раскрывающая носитель, который «имеет площадь поверхности от 0,4 до 0,8 м2/г и объем пор не менее 0,45 миллилитров на грамм». Несмотря на то, что информация, приведенная в этих ссылках, в основном, указывает на то, что технология, используемая для получения носителей для катализаторов, применяемых для получения оксидов алкилена, эволюционировала от получения плотных (то есть с низким объемом пор) носителей с низкой площадью поверхности до пористых (то есть с большим объемом пор) носителей с высокой площадью поверхности, существует лишь небольшое количество описаний носителей с низким объемом пор и высокой площадью поверхности. Например, в ссылке '140, указанной выше, раскрыт также носитель «AS», который был описан как «выпускаемый компанией Norton, г. Стоу, штат Огайо под номером 5502», и который имеет площадь поверхности 0,80 м2/г и объем водяных пор 0,26-0,32 см3/г. В другой ссылке, в Примере 1А US 2009/0192324 описан носитель из альфа-оксида алюминия, имеющий следующие характеристики: «(удельная площадь поверхности: 1,0 м2/г; водопоглощение: 35,7% по массе; содержание SiO2: 3,0% по массе; содержание Na2O: 0,35% по массе;». Общая тенденция в техническом развитии носителей, описанная выше, которая продолжается примерно в течение последних двух десятилетий, предположительно обусловлена тем, что описанные носители не обеспечивают заданные показатели при их использовании в качестве подложки катализатора.
Основным стимулом, помимо технических попыток обеспечить улучшенный катализатор, было снижение себестоимости получения конечного продукта реактора (то есть оксида олефина), такого как оксид этилена. На себестоимость получения можно воздействовать, положительно и отрицательно, несколькими способами, которые могут быть взаимосвязаны, и поэтому их сложно выделить и улучшить. Например, стоимость конечного продукта может быть снижена, если может быть увеличена селективность реакции без соответствующего увеличения рабочей температуры реактора. При использовании в настоящем документе, селективность представляет собой показатель доли, обычно выраженной в процентах, превращенного материала или продукта, который представляет собой оксид алкена. Если носитель и катализатор могут быть заменены так, что улучшается селективность реактора, то в заданный конечный продукт превращается больший процент реагентов, по сравнению с процентом реагентов, превращающихся с используемым ранее катализатором. Стоимость конечного продукта также может быть снижена, если рабочая температура реактора может быть снижена относительно другого носителя, который обладает, в основном, такой же или более низкой селективностью. Другая тактика снижения стоимости конечного продукта заключается в улучшении долговечности катализатора, что означает, что реактор может эксплуатироваться в течение более продолжительных периодов времени до снижения селективности и/или активности катализатора и/или до повышения температуры до неприемлемого уровня, требующего остановки реактора для замены катализатора. Остановка реактора для замены катализатора неотъемлемо влечет за собой затраты, которые увеличивают стоимость конечного продукта.
В отношении развития технологии носителя и катализатора, авторы настоящего изобретения выявили, что существует сильная симбиотическая взаимосвязь между изменениями, сделанными в отношении носителя, и последующими изменениями, сделанными в отношении катализатора, которые совместно улучшают или ухудшают экономические показатели реактора. Например, как описано выше, некоторые из имеющихся в продаже носителей обладают низкими объемами пор, такими как менее 0,35 г/г катализатора, которые могут обеспечивать возможность осаждения ограниченного количества каталитически активного материала (то есть серебра). Ограничение количества серебра на грамм катализатора по определению ограничивает количества серебра на единицу объема реактора. Однако носители с общим объемом пор менее 0,35 г/г, которые также могут быть описаны как носители с высокой плотностью, устойчивы к раздавливанию и истиранию, которые представляют собой важные характеристики. Более того, на химический состав носителя существенно влияют примеси в промышленных сырьевых материалах, используемых для получения носителя. Некоторые из сырьевых материалов представляют собой оксид алюминия, связующий материал и порообразователи. Каждый сырьевой материал может специально (или случайно) привносить избыточные концентрации некоторых соединений, таких как Na2O, SiO2 и калийсодержащие соединения, которые могут неблагоприятно влиять на характеристики катализатора. Для улучшения показателей катализатора исследователи начали разрабатывать более пористые носители, чем их предшественники, увеличивая посредством этого количество серебра, которое может быть осаждено. Данные о продвижении разработок более пористых носителей можно найти в описании US 7547795 (Matusz), в которой описаны носители с одинаковой площадью поверхности, но с различными значениями водопоглощения. Более того, в этом патенте описано, что увеличение водопоглощения носителя «позволяет загружать на материал подложки большее количество серебра, чем может быть загружено на другие неорганические материалы, обладающие более низким водопоглощением». По мере увеличения количества серебра на грамм носителя, увеличивается также количество серебра на единицу объема реактора, что приводит к улучшению селективности и долговечности. К сожалению, увеличение пористости носителя снижает устойчивость носителя к раздавливанию и увеличивает его истирание, и эти изменения представляют собой нежелательные атрибуты.
Поэтому цель, которая заключается в получении носителя и катализатора, которые одновременно являются устойчивыми к раздавливанию и истиранию и обеспечивают селективность и долговечность, превышающую эти показатели имеющихся в продаже продуктов, труднодостижима из-за очевидного конфликта между получением носителя с хорошей устойчивостью к раздавливанию и истиранию при одновременном обеспечении приемлемой пористости для обеспечения возможности осаждения на носителе достаточного количества серебра и последующей загрузки в реактор. Авторы настоящего изобретения, описанного и заявленного ниже, обнаружили, что носитель, обладающий определенными микрофизическими и химическими характеристиками, приведенными ниже, может улучшать селективность катализатора, обеспечивая в то же время физически прочный носитель, снижая благодаря этому стоимость необходимого конечного продукта.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В вариантах реализации настоящего изобретения предложен физически прочный носитель, который может выдерживать силы раздавливания и истирания, которые обычно воздействуют на носитель в процессах получения носителя и катализатора, и который в то же время обеспечивает также приемлемую пористость и площадь поверхности, без необходимости внедрения в него сырьевых материалов, содержащих примеси, которые отрицательно влияют на характеристики катализатора, полученного из этого носителя.
В одном варианте реализации, носитель настоящего изобретения содержит по меньшей мере 85 массовых процентов альфа-оксида алюминия, по меньшей мере 0,06 массового процента SiO2 и не более 0,04 массового процента Na2O. Носитель имеет водопоглощение не более 0,35 грамм воды/грамм носителя и отношение водопоглощения (грамм воды/грамм носителя) к площади поверхности (м2 носителя/грамм носителя) не более 0,50 грамм воды/м2 носителя.
В другом варианте реализации настоящего изобретения предложен катализатор для эпоксидирования олефинов. Катализа гор содержит описанный выше носитель и диспергированное на нем серебро, причем носитель имеет мономодальное, бимодальное или мультимодальное распределение пор, и при этом количество серебра составляет от 5 до 50 масс.% относительно массы катализатора.
В другом варианте реализации настоящего изобретения предложена реакторная система для эпоксидирования этилена, содержащая по меньшей мере одну удлиненную трубу с внутренним диаметром от 20 до 50 мм, в которой содержится каталитический слой из частиц катализатора, содержащих серебро в количестве от 5 до 50 масс.% относительно массы катализатора.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
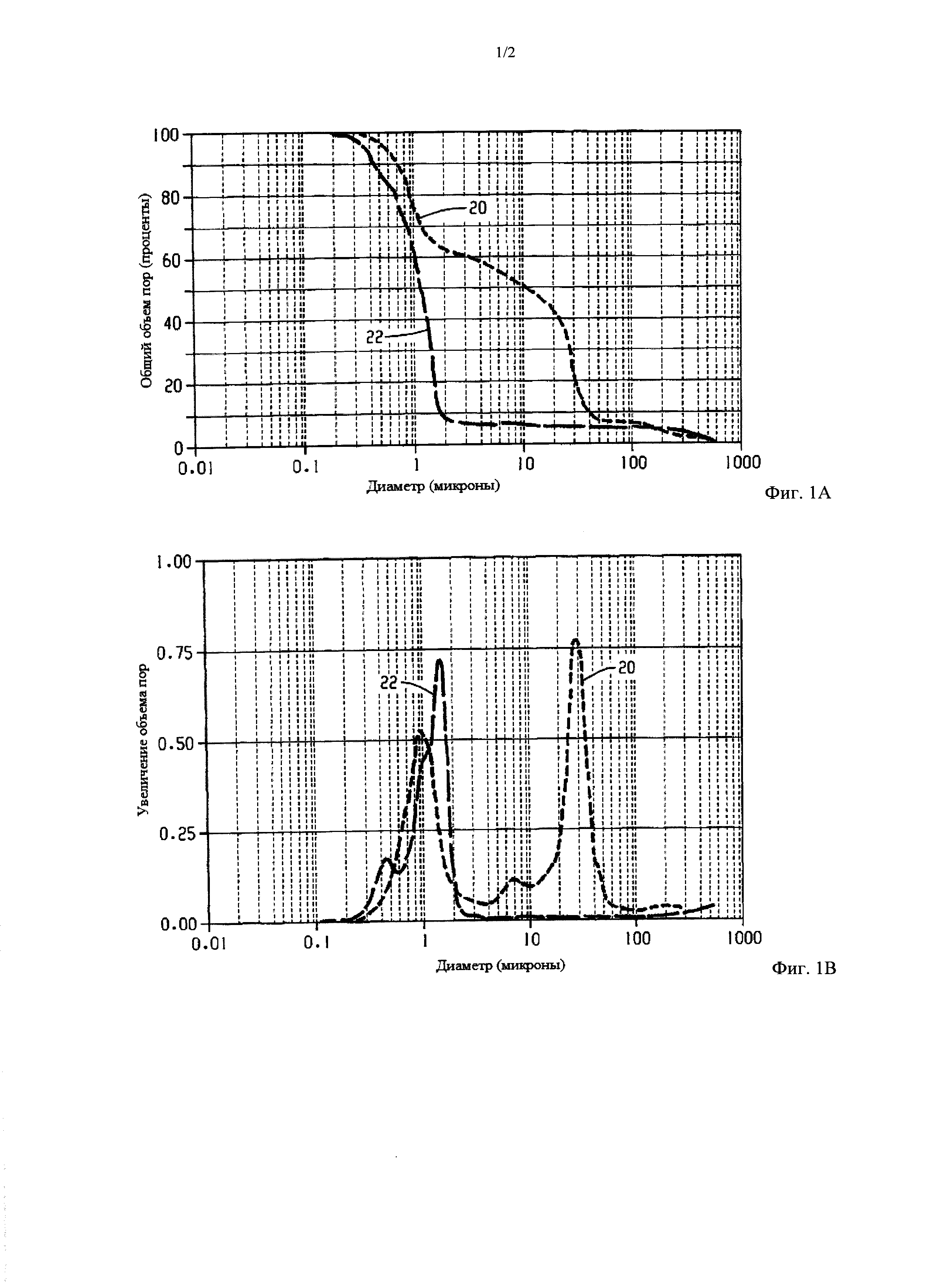
Фигура 1А представляет собой график общего объема пор;
Фигура 1В представляет собой график увеличения объема пор;
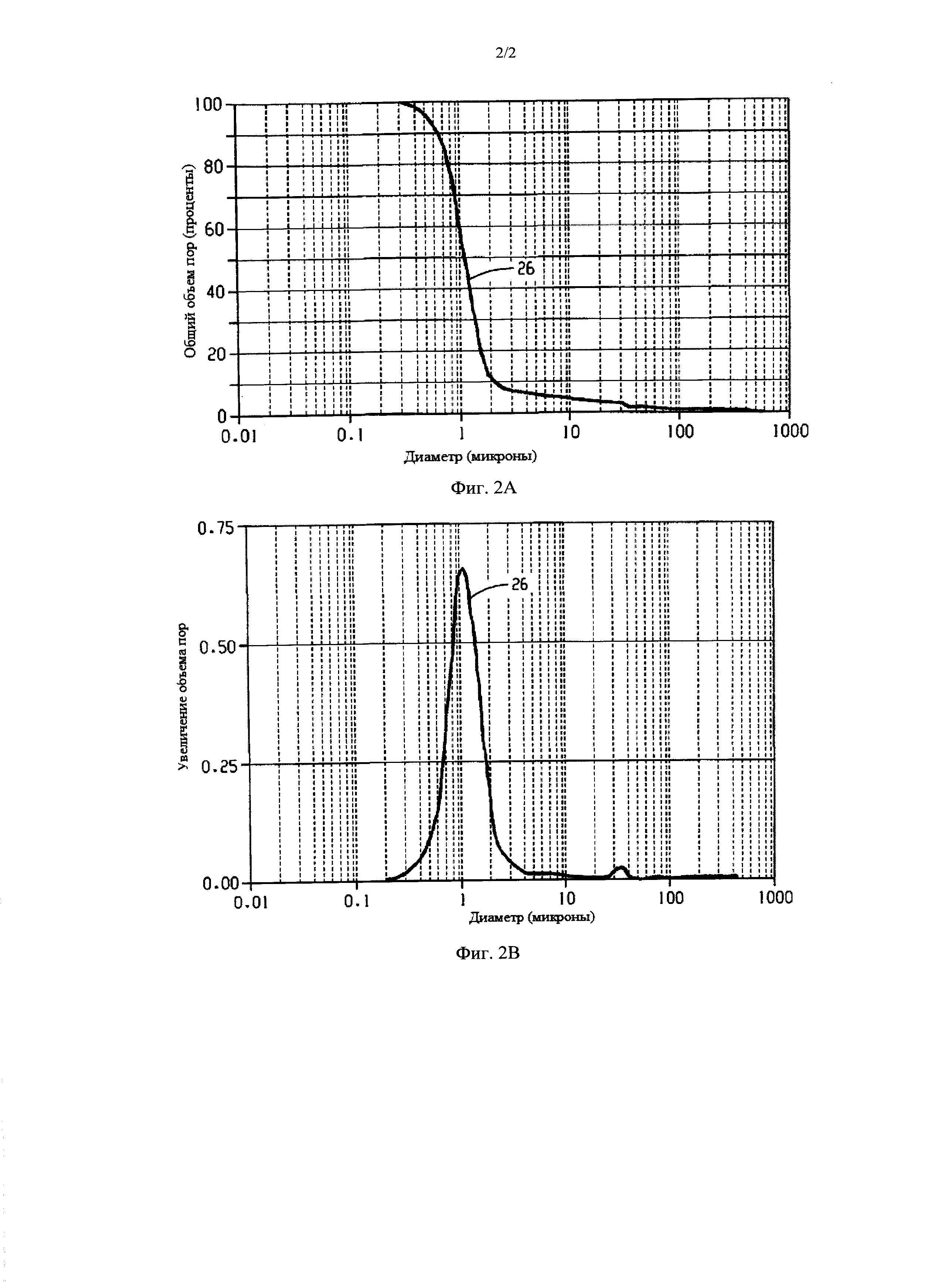
Фигура 2А представляет собой график общего объема пор; и
Фигура 2В представляет собой график увеличения объема пор.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Пористые керамические материалы, используемые в качестве носителей для каталитически активного материалов, имеют множество физических и химических характеристик, которые в совокупности и по отдельности влияют на селективность, долговечность, выход и износостойкость катализатора при его загрузке в химический реактор. Физические и химические характеристики пористых материалов также могут влиять на технологичность изготовления носителя и катализатора. Многочисленные патенты и технические статьи посвящены улучшению катализаторов путем модифицирования характеристик, таких как площадь поверхности, водопоглощение, распределение пор по размеру и морфология носителя направлены, которые могут быть упомянуты в настоящем документе как микрофизические характеристики носителя. В других публикациях описаны макрофизические характеристики носителя, такие как его устойчивость к раздавливанию, длина, наружный диаметр и внутренний диаметр. В других публикациях описаны химические характеристики носителя, такие как содержание калия и кремния. В настоящем изобретении описан носитель и катализатор, изготовленный из него, которые обладают уникальным сочетанием микрофизических характеристик и химических свойств, которые обеспечивают катализатор, обладающий одновременно физической прочностью и заданной селективностью при его использовании в химическом реакторе.
Носитель, подходящий для применения в качестве подложки для каталитически активного материала, обладает функциональной долговечностью, описанной в настоящем документе, которая начинается с момента образования носителя в виде отдельных неагломерированных гранул, известных как сырец, и заканчивается при выгрузке катализатора, изготовленного из этого носителя, из реактора. Многие керамические носители, включая носители, используемые для получения катализаторов для процессов эпоксидирования, в течение их срока эксплуатации подвергаются различным производственным процессам и внешним условиям, которые могут отрицательно влиять на характеристики катализатора в химическом реакторе. Процессы и внешние условия, описанные ниже, могут влиять на характеристики катализатора за счет нежелательного изменения физических и/или химических свойств катализатора.
С физической точки зрения, две основные макрофизические характеристики носителя представляют собой устойчивость к раздавливанию и стойкость к истиранию. Коммерчески приемлемые носители должны быть достаточно прочными, чтобы выдерживать раздавливание и истирание, которые могут иметь место на одной или нескольких технологических стадиях. Например, во время процесса получения носителя, носитель может быть изготовлен с помощью экструзионного процесса, в результате чего получают сырец, который может представлять собой трубчатые гранулы, легко деформируемые при сдавливании сырца между пальцами. В промышленных процессах сырец может быть загружен в большие печные вагонетки, содержащие тысячи гранул сырца, случайным образом сложенных друг на друга. Сырец в нижней части вагонетки должен выдерживать раздавливание под тяжестью сырца, расположенного непосредственно над ним в верхней части вагонетки. Вагонетки могут быть предназначены для прохождения через большую обжиговую печь, где гранулы спекают, получая посредством этого керамические носители, которые являются одновременно жесткими и потенциально хрупкими, если на носитель действует достаточная сила. Затем носители могут быть физически выгружены из вагонеток и могут содержаться в больших контейнерах, таких как стальные барабаны, для хранения и последующей транспортировки на грузовиках, в результате чего носители могут подвергаться периодическим ударам при перевозке. Устойчивость носителя к истиранию может быть измерена с помощью ASTM D4058-96.
Площадь поверхности носителя и водопоглощение представляют собой две микрофизические характеристики, обычно используемые для описания носителя. Площадь поверхности носителя является показателем размера площади поверхности на грамм носителя, доступной для осаждения каталитически активного материала. Площадь поверхности может быть определена по способу, описанному в методе БЭТ (Брунауэра, Эмметта и Теллера), как описано в Journal of the American Chemical Society 60 (1938 г.), с.309-316. Водопоглощение носителя может быть показателем способности носителя к абсорбции жидкостей, таких как жидкости, используемые в процессе приготовления катализатора для осаждения каталитически активного металла, промоторов и со-промоторов на доступной площади поверхности носителя. Водопоглощение может быть измерено по следующему способу. Сначала примерно 100 г репрезентативных образцов носителя высушивают при 110°С в течение одного часа. Затем образцы охлаждают в эксикаторе, а затем определяют сухую массу (D) каждого образца с точностью до 0,01 г. Затем образцы помещают в кювету с дистиллированной водой и кипятят в течение тридцати минут. Во время кипения воды образцы покрываются водой, а для отделения образцов от дна и стенок кюветы, а также друг от друга используют специальные шпильки или другое аналогичное устройство. Через тридцать минут кипения образцы оставляют пропитываться еще на пятнадцать минут. Затем после охлаждения до комнатной температуры каждый образец слегка промокают увлажненной безворсовым полотном или хлопчатобумажной тканью для удаления избытка воды с поверхности, и измеряют насыщенную массу (М) с точностью до 0,01 г. Операцию промокания можно выполнить легким вращением частиц на влажной ткани, которая должна быть предварительно пропитана водой, а затем выжата лишь до той степени, чтобы лишняя вода стекла с ткани. Следует избегать чрезмерного промокания, поскольку это внесет погрешность за счет удаления воды из пор образца. Образцы должны быть взвешены сразу после промокания. Вся операция должна быть завершена максимально быстро для минимизации погрешностей, обусловленных испарением воды из образца. Водопоглощение (А) представляет собой отношение массы абсорбированной воды к массе высушенного носителя и определяется по следующей формуле: А=[(M-D)/D]×100, где Водопоглощение выражено в процентах от массы носителя. Водопоглощение также может быть выражено как отношение массы воды, которая может быть абсорбирована в порах носителя, к массе носителя, и, следовательно, записывается в граммах воды на грамм носителя, и эти единицы могут быть сокращены как «г/г». Водопоглощение также может быть выражено в см3^, с поправкой на плотность воды при всех измеряемых условиях. Значение водопоглощения носителя может положительно коррелировать и, следовательно, использоваться взаимозаменяемо с термином «пористость», который в области носителей катализаторов обычно понимают как открытоячеистую пористость. Как правило, существует обратная корреляция между водопоглощением и устойчивостью к раздавливанию.
В современных тенденциях получения катализатора для получения оксида этилена используют носители с все более высокими площадями поверхности и водопоглощением. Последнее обычно достигается внедрением различных порообразующих материалов в смесь носителя до получения сформированного керамического материала в процессе обжига, которые могут придавать нежелательные свойства конечному носителю. Одно из последствий увеличения содержания порообразующего агента заключается в ослаблении сформированных гранул, которое может проявляться в более низкой устойчивости к плоскому раздавливанию или в пониженной устойчивости к истиранию при работе с ними. В частности, в случае фиксированной площади поверхности с увеличением водопоглощения, полученный катализатор после пропитки металлосодержащим раствором и высушивания будет характеризоваться более высокой поверхностной плотностью серебра. Это является прямым результатом осаждения более высоких количеств металла на фиксированной площади поверхности. Не ограничиваясь какой-либо теорией, предполагается, что такое увеличенное накопление металла на несущей поверхности носителя ускоряет процесс спекания металлических частиц и, следовательно, приводит к снижению активности катализатора. В рассматриваемом изобретении этот эффект предположительно ослабляется за счет уменьшения влияния более крупных пор, образованных порообразующими агентами, и удовлетворяет необходимость в заданных загрузках металла за счет многократных пропиток металлосодержащим раствором. Таким образом, с помощью многократных пропиток носителя с низким водопоглощением можно достичь таких загрузок металла, которые равны (по массе металла на единицу объема насыпного катализатора) загрузкам металла с меньшим количеством пропиток носителя с более высоким водопоглощением.
Другая микрофизическая характеристика представляет собой распределение пор носителя по размеру. Распределение пор по размеру может быть измерено с помощью стандартного ртутного порозиметра, в котором жидкую ртуть закачивают в поры носителя. Для закачивания ртути в более мелки поры необходимо более высокое давление, и измерение увеличения давления соответствует увеличению объема пропитанных пор и, следовательно, размера пор в увеличенном объеме. При использовании в настоящем документе, распределение пор по размеру, средние диаметры пор и объемы пор определены с помощью ртутной порозиметрии с давлением до 2,1×108Па, с использованием модели Micromeretics Autopore 9200 (угол контакта 130°, ртуть с поверхностным натяжением 0,480 н/м, с использованием поправки на сжатие ртути). При использовании в настоящем документе, средний диаметр пор представляет собой диаметр пор, при котором половина от общего объема пор содержится в порах, имеющих больший диаметр пор, и половина общего объема пор содержится в порах, имеющих меньший.
После получения носителей и их транспортировки на установку по получению катализатора, в ходе процесса получения катализатора они могут подвергаться дополнительным физическим воздействиям. Например, после выгрузки носителей из транспортировочных контейнеров и начала переработки в процессе получения катализатора, на них может воздействовать высокая центробежная сила в процессе химической пропитки, что вызывает столкновение отдельных частиц носителя друг с другом и внутренней поверхностью металлического оборудования. Сила, воздействующая на катализатор, может вызывать разрушение и/или истирание катализатора, в результате чего образуется мелкий керамический порошок, который ухудшает количество подходящего для применения катализатора и может забивать оборудование для получения катализатора. После получения катализатора гранулы катализатора могут быть направлены в трубчатые реакторы, которые могут быть 3-25 метров в длину и диаметром от 20 мм до 50 мм. Толщина стенок трубы может составлять от 0,5 до 10 мм. Если гранулы катализатора разрушаются при загрузке в реактор, что эти частицы катализатора могут отрицательно влиять на характеристики реактора за счет увеличения перепада давления, изменения потока реагентов и побочных продуктов через реактор и вскрытия поверхности катализатора, не содержащей каталитически активного материала. Изношенные и разрушенные гранулы катализатора могут вызывать снижение эффективности реактора, увеличивая, таким образом, стоимость конечного продукта.
С химической точки зрения, на химический состав носителя могут влиять несколько факторов, включая примеси в сырьевых материалах, используемых для получения носителей. Пример стандартного исходного материала представляет собой оксид алюминия, такой как альфа-оксид алюминия, в порошковой форме, который является общепризнанным ингредиентом для получения катализаторов для выпуска этиленоксида и других реакций эпоксидирования. Примеси в альфа-оксиде алюминия могут зависеть от способа получения альфа-оксида алюминия. Другой класс сырьевых материалов, известный как связующие вещества, обычно содержит смесь элементов и соединений, которые служат для связывания частиц порошка оксида алюминия в компактный самоподдерживающийся сырец или в виде спеченного носителя. Выражение «связующее вещество» может включать материал для временного связывания и/или материал для постоянного связывания. Материал для временного связывания, такой как оксиды полиолефинов, целлюлозы и замещенные целлюлозы, включая метилцеллюлозу, крахмал, этилцеллюлоза и карбоксиэтилцеллюлоза, обычно обеспечивает целостность сырца в течение процесса получения носителя. В отличие от материалов для временного связывания, вещества для постоянного связывания обычно остаются в составе носителя после его спекания. Примеры веществ для постоянного связывания включают соединения щелочноземельных металлов и соединения щелочных металлов. Предпочтительно, соединения щелочноземельных металлов включают силикаты, такие как силикат магния, силикат кальция и силикат бария. К сожалению, и материалы для временного связывания, и вещества для постоянного связывания могут содержать одну или несколько примесей, которые отрицательно влияют на характеристики катализатора. Другой класс сырьевых материалов общеизвестен как порообразователи, которые используют для создания заданной пористости, имеющей определенное распределение пор по размеру. Порообразователи обычно удаляются из носителя в процессе его спекания. Порообразователи могут быть природными материалами или искусственными материалами. Пример природного материала представляет собой истолченные скорлупы орехов, таких как пекан, кешью, грецкий орех, персиковые косточки, абрикосовые косточки и фундук, которые могут упоминаться в настоящем документе как крупнозернистые порообразователи. Примеры синтетических материалов представляют собой полипропилен и/или полиэтилен. Количество и разнообразие химических примесей в природных материалах изначально более изменчиво, чем количество и разнообразие химических примесей в искусственных связующих веществах. Следовательно, остаток, который остается в носителе после выжигания природного пористого материала в процессе спекания, может содержать переменное количество примесей, которые могут неблагоприятно влиять на селективность и долговечность катализатора. Примеси, которые обычно внедряются в носитель за счет порообразователя, включают соединения, содержащие калий. В зависимости от сочетания и концентрации этих примесей, они могут незначительно или, напротив, существенно влиять на характеристики катализатора, изготовленного из них. Другие сырьевые материалы, используемые для получения носителей, представляют собой жидкости, такие как растворители и экструзионные добавки. Наиболее распространенным растворителем является вода, в частности, деионизированная вода. Количество воды, используемой в конкретной смеси, регулируют для достижения заданной текучести через экструзионную головку. Стандартные количества воды варьируются от 10 массовых процентов до 60 массовых процентов от массы оксида алюминия. Примеры подходящих экструзионных добавок включают нефтяной вазелин, смазочные материалы, оксиды полиолефинов и полиэтиленгликоль.
Носители для катализаторов эпоксидирования олефина могут быть получены различными способами, в результате которых получают носители с различной морфологией. В первом способе, который описан в US 4994589, носитель получают по способу, в котором получают частицы подложки альфа-оксида алюминия, имеющие «пластинчатую морфологию». На Фигуре 1 в US 4994589 представлена растрово-электронная микрофотография частиц подложки альфа-оксида алюминия, имеющих пластинчатую морфологию. Для получения носителя с пластинчатой морфологией, «используют фторсодержащий агент перекристаллизации в количестве, достаточном для эффективного превращения оксида алюминия в альфа-оксид алюминия, имеющий по меньшей мере одну практически плоскую поверхность». «Практически плоская основная поверхность», упоминаемая в настоящем документе, может характеризоваться радиусом кривизны, по меньшей мере в два раза превышающим длину главного размера указанной поверхности. Предпочтительно, частицы также имеют аспектное соотношение по меньшей мере приблизительно 4:1, где аспектное соотношение представляет собой отношение наибольшего или главного размера к наименьшему или второстепенному размеру». В этом способе получают оксид алюминия, имеющий пластинчатую морфологию, который при рассмотрении с высоким увеличением, таким как 2000Х, приближается к форме «небольших пластин или вафель». Как описано в US 4994589, «часть частиц подложки, предпочтительно, сформирована в виде «сплавленных» или «взаимопроникающих» пластинок, то есть имеющих внешний вид пластинок, растущих друг из друга или проходящих друг через друга под различными углами». В отношении количества пластинчатого оксида алюминия в носителе, «предпочтительно, по меньшей мере примерно 50 процентов частиц подложки, имеющих размер частиц по меньшей мере 0,1 микрон, составляют частицы, имеющие по меньшей мере одну практически плоскую основную поверхность». Кроме того, «эти пластинчатые частицы зачастую имеют, в сущности, угловатые краевые участки, в отличие от аморфных или скругленных краевых участков стандартных материалов подложки, включая стандартные подложки альфа-оксида алюминия». Во втором способе, «стандартный» носитель, которые может упоминаться в настоящем документе как носитель, содержащий не пластинчатый оксид алюминия, получают без применения фторсодержащего агента перекристаллизации. Как описано в настоящем документе, носитель, содержащий не пластинчатый оксид алюминия, который известен также как не пластинчатый носитель, имеет, если вообще имеет, лишь очень небольшое количество частиц оксида алюминия, имеющих по меньшей мере одну практически плоскую основную поверхность. При использовании в настоящем документе, по меньшей мере одну практически плоскую основную поверхность имеют не более 25 процентов не пластинчатых частиц оксида алюминия, относящихся к носителю. Во втором способе обычно используют небольшие количества одного или нескольких связующих материалов для облегчения связывания частиц оксида алюминия друг с другом. Связующий материал может частично покрывать некоторые частицы оксида алюминия и/или может накапливаться между частицами, образуя, таким образом, связующие блоки. Морфология носителя, изготовленного по второму способу, ухудшает физические характеристики носителя, такие как площадь поверхности, водопоглощение, распределение пор по размеру и размер частиц.
Авторы изобретения, заявленного в настоящем документе, разработали и описали носители, которые обеспечивают получение высокоселективного катализатора, который также является достаточно прочным, чтобы выдерживать нагрузки, воздействующие на промышленный носитель в течение периода его функциональной эксплуатации. Носители настоящего изобретения разработаны так, что они содержат минимальное количество кремния, в пересчете на SiO2, и менее чем максимальное количество Na2O. Эти носители также имеют менее чем максимальное значение водопоглощения, а отношение водопоглощения к площади поверхности носителя не превышает определенный максимум. Далее будут описаны носители, обладающие уникальным сочетанием химических и физических свойств, а также способ, который может быть использован для получения таких носителей.
В одном варианте реализации, носитель настоящего изобретения содержит по меньшей мере 85 массовых процентов оксида алюминия, по меньшей мере 0,06 массового процента кремния, в пересчете на SiO2, и не более 0,04 массового процента Na2O. Процентное содержание оксида алюминия от общего массы носителя может составлять 90 массовых процентов, 95 массовых процентов или более. Количества SiO2 и Na2O определяют с помощью анализа оптической эмиссионной спектроскопии с индуктивно-связанной плазмой (ICP-OES), в котором образцы готовят с помощью процесса плавления, и количества приведены из расчета на общую массу носителя после спекания носителя и до начала каких-либо последующих технологических стадий, которые могут изменять химический состав носителя. При использовании в настоящем документе, выражение «последующие технологические стадии» включает, например, процессы, такие как протравная грунтовка, промывание, погружение в жидкость или осаждение какого-либо элемента или соединения на поверхности носителя. Количество диоксида кремния в носителе может составлять от 0,06 до 0,40 массового процента, такое значение как 0,08, 0,15, 0,18, 0,20, 0,30 или 0,35 массового процента. Точно так же, количество Na2O может составлять от 0,01 до 0,04 массового процента, такое значение как 0,02 или 0,03 массового процента. В отличие от некоторых известных носителей, которые могут соответствовать только одному из ограничений, описанных выше, сочетание минимального количества диоксида кремния и не более чем максимального количества Na2O предположительно будет способствовать созданию высокоселективного катализатора.
В отношении физических характеристик, в одном из вариантов реализации носитель настоящего изобретения может иметь значение водопоглощения не более 0,35 грамм воды/грамм носителя, которое может быть сокращено как 0,35 г/г, и отношение водопоглощения к площади поверхности не более, чем 0,50 грамм воды/м2 носителя, которое может быть сокращено как 0,50 г/м2. В некоторых вариантах реализации, носитель настоящего изобретения может иметь водопоглощение менее 0,35 г/г, такое значение как 0,32 или даже 0,30 г/г, и отношение водопоглощения к площади поверхности может составлять не более 0,45 или 0,40 г/м2. Отношение водопоглощения к площади поверхности определяют измерением водопоглощения носителя в граммах воды на грамм носителя, а затем делением водопоглощения на площадь поверхность носителя, которая может быть измерена в м2/г. Совместное использование: (1) водопоглощения; и (2) отношения водопоглощения к площади поверхности, в сущности, ограничивает площадь поверхности носителя, который имеет значение водопоглощения 0,35 г/г, до значения не менее 0,70 м2/г. В некоторых вариантах реализации, площадь поверхности носителя может составлять 0,75, 0,80, 0,85 м2/г и более. Возможные и предполагаемые промежуточные значения площади поверхности составляют 0,78, 0,82 и 0,90 м2/г. Совместное использование водопоглощения и отношения водопоглощения к площади поверхности также предусматривает, что носители, которые имеют водопоглощение менее 0,35 г/г, имеют площадь поверхности менее 0,70 м2/г. Например, если носитель имеет значение водопоглощения 0,25 г/г, то площадь поверхности может составлять 0,50 м2/г, и носитель имеет отношение водопоглощения к площади поверхности 0,50 г/м2. В отличие от носителей с низким объемом пор и низкой площадью поверхности, описанных Hayden, и носителей с большим объемом пор и большой площадью поверхности, описанных Thorsteinson, носители настоящего изобретения могут быть, в общем, описаны как носители с низким объемом пор и высокой площадью поверхности.
В некоторых вариантах реализации, распределение пор носителя по размеру, в соответствии с настоящим изобретением, может иметь большую часть общего объема пор носителя, обеспечиваемую порами с диаметрами узкого диапазона. Например, по меньшей мере, 60 процентов от общего объема пор могут составлять поры в диапазоне 3,8 микрон. В некоторых вариантах реализации, по меньшей мере, 80 процентов, 90 процентов или более от общего объема пор могут составлять поры в диапазоне 3,8 микрон. Кроме того, не более 10, 15 или даже 20 процентов от общего объема пор могут составлять поры, имеющие диаметр более 10 микрон. Контролирование распределения пор носителя по размеру, в соответствии с настоящим изобретением, до такого распределения, при котором основную часть общего объема пор обеспечивают поры с узким распределением, и ограничение значения объема пор, обеспечиваемого крупными порами (то есть более 10 микрон), может способствовать достижению заданных характеристик низкого объема пор и большой площади поверхности.
Гранулы катализатора могут иметь множество различных форм, при этом наиболее распространенная форма представляет собой форму небольших цилиндрических гранул с отверстием в центре гранулы. Другие возможные формы описаны в WO 2004/014549; US 2408164 и ЕР 1184077 А1. Предпочтительно, частицы катализатора имеют, в основном, геометрическую конфигурацию полого цилиндра, имеющего длину от 4 до 20 мм, наружный диаметр от 4 до 20 мм, внутренний диаметр от 0,1 до 6 мм и соотношение длины к наружному диаметру в диапазоне от 0,5 до 2.
Получение серебряных катализаторов
Получение серебряного катализатора известно в данной области техники, и для получения катализатора, который может быть использован при практическом осуществлении настоящего изобретения могут быть использованы известные способы. Способы осаждения серебра на носители включают пропитку носителя или материала носителя серебряным соединением, содержащим катионное серебро и/или серебро в форме комплекса, и выполнение восстановления с образованием частиц металлического серебра. Дополнительное описание таких способов представлено в US 5380697; US 5739075; US 4766105 и US 6368998, которые включены в настоящий документ посредством ссылки. Соответственно, для осаждения серебра на носителе могут быть использованы дисперсии серебра, например, золи серебра.
Восстановление катионного серебра до металлического серебра может быть выполнено на стадии высушивания катализатора, и, следовательно, для такого восстановления не требуется дополнительная технологическая стадия. Это может иметь место в случае если пропиточный раствор, содержащий серебро, включает восстанавливающий агент, например, оксалат, лактат или формальдегид.
При приготовлении катализаторов с различным содержанием серебра на материалах подложки с одинаковой плотностью упаковки, их обычно сравнивают по массе серебра, которую обычно выражают в массовых процентах серебра от общего массы катализатора.
Заметную каталитическую активность получают при использовании катализатора с содержанием серебра, по меньшей мере, 1 масс.% относительно массы катализатора. Предпочтительно, катализатор содержит серебро в количестве от 5,0 до 50,0 масс.%, более предпочтительно, от 7,5 до 45,0 масс.%, например, 10,5 масс.% или 12,0 масс.%, или 19,0 масс.%, или 25,0 масс.%, или 35,0 масс.%. При использовании в настоящем документе, если не указано иное, масса катализатора обозначает общую массу катализатора, включая массу носителя и каталитических компонентов, например серебра, рениевого промотора, первого и второго со-промотора и дополнительных элементов, при их наличии.
Альтернативно, загрузка серебра может быть выражена по массе серебра на единицу объема катализатора, загружаемого в трубы реактора. В этом случае может быть выполнено сравнение загрузки серебра между катализаторами, приготовленными на материалах подложки с очень разными плотностями упаковки. В конечном итоге, катализатор загружают в трубы реактора в определенном объеме, поэтому этот способ сравнения загрузки серебра является наиболее уместным. Предпочтительно, содержание серебра, выраженного таким способом, составляет, по меньшей мере, 50 кг/м3относительно объема упакованного слоя катализатора. Предпочтительно, катализатор содержит серебро в количестве от 50 до 500 кг/м3, более предпочтительно от 100 до 450 кг/м3, например 140 кг/м3, или 220 кг/м3, или 230 кг/м3, или 250 кг/м3, или 300 кг/м3. При использовании в настоящем документе, если не указано иное, масса серебра обозначает массу серебра, содержащегося в одном кубическом метре катализатора, загруженного в виде колец, имеющих наружный диаметр (номинальный) 8 мм, в трубы, имеющие внутренний диаметр 39 мм.
Катализатор для применения в настоящем изобретении дополнительно содержит компонент рениевого промотора, осажденный на носителе в количестве более 1 ммоль/кг от массы катализатора. Предпочтительно, рениевый промотор может содержаться в количестве по меньшей мере 0,5 ммоль/кг, более предпочтительно, по меньшей мере 1,5 ммоль/кг, наиболее предпочтительно, по меньшей мере 2 ммоль/кг катализатора. Предпочтительно, рениевый промотор может содержаться в количестве не более 500 ммоль/кг, более предпочтительно, не более 50 ммоль/кг, наиболее предпочтительно, не более 10 ммоль/кг относительно массы катализатора. Предпочтительно, рениевый промотор может содержаться в количестве в диапазоне от 1,25 до 50 ммоль/кг, более предпочтительно, от 1,75 до 25 ммоль/кг, наиболее предпочтительно, от 2 до 10 ммоль/кг относительно массы катализатора. Форма, в которой рениевый промотор может быть осажден на носителе, не имеет значения для настоящего изобретения. Например, рениевый промотор может быть соответствующим образом представлен в виде оксида или в виде окси-аниона, например в виде рената или перрената, в солевой или кислотной форме.
Катализатор для применения в настоящем изобретении необязательно содержит компонент первого со-промотора. Первый со-промотор может быть выбран из серы, фосфора, бора и их смесей. Особенно предпочтительно, чтобы первый со-промотор содержал в качестве компонента серу.
Катализатор для применения в настоящем изобретении может дополнительно содержать компонент второго со-промотора. Компонент второго со-промотора может быть выбран из вольфрама, молибдена, хрома и их смесей. Особенно предпочтительно, чтобы компонент второго промотора содержал в качестве компонента вольфрам и/или молибден, в частности, вольфрам. Форма, в которой компоненты первого со-промотора и второго со-промотора могут быть осаждены на носителе, не имеет значения для настоящего изобретения. Например, компоненты первого со-промотора и второго со-промотора могут быть соответствующим образом представлены в виде оксида или в виде окси-аниона, например в виде вольфрамата, молибдата или сульфата, в солевой или кислотной форме.
Общее количество первого со-промотора и второго со-промотора, осажденного на носителе, составляет не более 10,0 ммоль/кг, в пересчете на общее количество элементов (то есть сумму серы, фосфора, бора, вольфрама, молибдена и/или хрома) относительно массы катализатора. Предпочтительно, общее количество первого со-промотора и второго со-промотора может составлять не более 4,0 ммоль/кг, более предпочтительно, не более 3 ммоль/кг катализатора. Предпочтительно, общее количество первого со-промотора и второго со-промотора может составлять по меньшей мере 0,1 ммоль/кг, более предпочтительно, по меньшей мере 0,5 ммоль/кг, наиболее предпочтительно, по меньшей мере 1 ммоль/кг катализатора.
В одном из вариантов реализации, мольное отношение первого со-промотора ко второму со-промотору может быть более 1. В этом варианте реализации, мольное отношение первого со-промотора ко второму со-промотору может, предпочтительно, составлять по меньшей мере 1,25, более предпочтительно, по меньшей мере 1,5, наиболее предпочтительно, по меньшей мере 2, в частности, по меньшей мере 2,5. Мольное отношение первого со-промотора ко второму со-промотору может составлять не более 20, предпочтительно, не более 15, более предпочтительно, не более 10.
В одном из вариантов реализации, мольное отношение рениевого промотора ко второму со-промотору может быть более 1. В этом варианте реализации, мольное отношение рениевого промотора ко второму со-промотору может, предпочтительно, составлять по меньшей мере 1,25, более предпочтительно, по меньшей мере 1,5. Мольное отношение рениевого промотора ко второму со-промотору может составлять не более 20, предпочтительно, не более 15, более предпочтительно, не более 10.
Предпочтительно, катализатор также может содержать дополнительный элемент, осажденный на носителе. Подходящие дополнительные элементы могут быть выбраны из азота, фтора, щелочных металлов, щелочноземельных металлов, титана, гафния, циркония, ванадия, таллия, тория, тантала, ниобия, галлия, германия и их смесей. Предпочтительно, щелочные металлы выбран из лития, калия, рубидия и цезия. Наиболее предпочтительно, щелочной металл представляет собой литий, калий и/или цезий. Предпочтительно, щелочноземельные металлы выбран из кальция, магния и бария. Предпочтительно, дополнительный элемент может содержаться в катализаторе в общем количестве от 0,01 до 50 ммоль/кг, более предпочтительно, от 0,05 до 100 ммоль/кг общего количества элемента относительно массы катализатора. Дополнительный элемент может быть представлен в любой форме. Например, подходят соли и гидроксиды щелочного металла или щелочноземельного металла. Например, литиевые соединения могут представлять собой гидроксид лития или нитрат лития.
В одном из вариантов реализации, катализатор, предпочтительно, может дополнительно содержать калиевый промотор, осажденный на носителе. Дополнительный калиевый промотор особенно предпочтителен, если носитель, используемый для получения катализатора, содержит низкое количество выщелачиваемого калия. Например, дополнительный калиевый промотор особенно предпочтителен, если носитель содержит калий, выщелачиваемый азотной кислотой, в количестве менее 85 м.д. от массы носителя, приемлемо не более 80 м.д., более приемлемо не более 75 м.д., наиболее приемлемо не более 65 м.д., в таком же пересчете. Дополнительный калиевый промотор особенно предпочтителен, если носитель содержит калий, выщелачиваемый водой, в количестве менее 40 м.д. от массы носителя, приемлемо не более 35 м.д., более приемлемо не более 30 м.д. В этом варианте реализации, калиевый промотор может быть осажден в количестве, составляющем по меньшей мере 0,5 ммоль/кг, предпочтительно, по меньшей мере 1 ммоль/кг, более предпочтительно, по меньшей мере 1,5 ммоль/кг, наиболее предпочтительно, по меньшей мере 1,75 ммоль/кг, в расчете на общее количество осажденного калия от массы катализатора. Калиевый промотор может быть осажден в количестве, составляющем не более 20 ммоль/кг, предпочтительно не более 15 ммоль/кг, более предпочтительно, не более 10 ммоль/кг, наиболее предпочтительно не более 5 ммоль/кг, в таком же пересчете. Калиевый промотор может быть осажден в количестве, находящемся в диапазоне от 0,5 до 20 ммоль/кг, предпочтительно, от 1 до 15 ммоль/кг, более предпочтительно, от 1,5 до 7,5 ммоль/кг, наиболее предпочтительно, от 1,75 до 5 ммоль/кг, в таком же пересчете. Катализатор, приготовленный в соответствии с этим вариантом реализации, может демонстрировать улучшенную селективность, активность и/или устойчивость катализатора, особенно при эксплуатации в условиях, в которых реакционное сырье содержит низкие количества диоксида углерода, как описано далее.
В одном из вариантов реализации, катализатор, предпочтительно, может содержать такое количество калия, что количество калия, экстрагируемого водой, в катализаторе может составлять по меньшей мере 1,25 ммоль/кг по массе катализатора, приемлемо по меньшей мере 1,5 ммоль/кг, более приемлемо по меньшей мере 1,75 ммоль/кг, в таком же пересчете. Допустимо, что катализатор может содержать калий, экстрагируемый водой, в количестве не более 10 ммоль/кг, более приемлемо не более 7,5 ммоль/кг, наиболее приемлемо не более 5 ммоль/кг, в таком же пересчете. Допустимо, что катализатор может содержать калий, экстрагируемый водой, в количестве, находящемся в диапазоне от 1,25 до 10 ммоль/кг, более приемлемо от 1,5 до 7,5 ммоль/кг, наиболее приемлемо от 1,75 до 5 ммоль/кг, в таком же пересчете. Источник калия, экстрагируемого водой, может находиться в носителе и/или каталитических компонентах. Важно выбрать заданное значение для содержания калия во всей каталитической композиции (носитель плюс добавленные компоненты катализатора). Например, если заданное количество калия, экстрагируемого водой, составляет 10 ммоль/г от массы катализатора, то такое заданное количество калия достигают измерением содержания калия в носителе и добавлением достаточного дополнительного количества калия в ходе пропитки катализатора, с получением заданного содержания калия. Такой же способ добавления натрия может быть использован для достижения надлежащего заданного уровня.
Количество экстрагируемого водой калия в катализаторе представляет собой количество, которое может быть экстрагировано из катализатора. Экстракция включает трехкратное экстрагирование 2-граммового образца катализатора путем его нагревания в 25-граммовых порциях деионизированной воды в течение 5 минут при 100°С и определение количества калия в объединенных экстрактах с помощью известного метода, например атомно-абсорбционной спектроскопии.
При использовании в настоящем документе, если не указано иное, количество щелочного металла, содержащегося в катализаторе, и количество выщелачиваемых водой компонентов, содержащихся в носителе, представляют собой количество, которое может быть экстрагировано из катализатора или носителя с помощью деионизированной воды при 100°С. Экстракционный способ включает трехкратное экстрагирование 10-граммового образца катализатора или носителя путем его нагревания в 20 мл порциях деионизированной воды в течение 5 минут при 100°С и определение количества соответствующих металлов в объединенных экстрактах с помощью известного метода, например атомно-абсорбционной спектроскопии.
При использовании в настоящем документе, если не указано иное, количество щелочноземельного металла, содержащегося в катализаторе, и количество выщелачиваемых водой компонентов, содержащихся в носителе, представляют собой количество, которое может быть экстрагировано из катализатора или носителя с помощью 10 масс.% азотной кислоты в деионизированной воде при 100°С. Экстракционный способ включает экстрагирование 10-граммового образца катализатора или носителя путем его кипячения в 100 мл порции 10 масс.% азотной кислоты в течение 30 минут (1 атм., т.е. 101,3 кПа) и определение количества соответствующих металлов в объединенных экстрактах с помощью известного метода, например, атомно-абсорбционной спектроскопии. Сделана ссылка на US 5801259, который включен в настоящий документ посредством ссылки.
Процесс эпоксидирования
Хотя рассматриваемый процесс эпоксидирования может быть выполнен многими способами, предпочтительно осуществлять его как газофазный процесс, то есть процесс, в котором сырье в газовой фазе приводят в контакт с катализатором, который присутствует в виде твердого материала, обычно в упакованном слое. Как правило, этот процесс выполняют как непрерывный процесс.
Олефин для применения в рассматриваемом процессе эпоксидирования, может представлять собой любой олефин, такой как ароматический олефин, например, стирол, или ди-олефин, сопряженный или не сопряженный, например, 1,9-декадиен или 1,3-бутадиен. Как правило, олефин представляет собой моноолефин, например, 2-бутен или изобутен. Предпочтительно, олефин представляет собой моно-α-олефин, например, 1-бутен или пропилен. Наиболее предпочтительным олефином является этилен. Допустимо использование смесей олефинов.
Количество олефина, содержащегося в сырье, может быть выбрано в пределах широкого диапазона. Как правило, количество олефина, присутствующего в сырье, составляет не более 80 мольных % от общего количества сырья. Предпочтительно, оно находится в диапазоне от 0,5 до 70 мольных %, в частности от 1 до 60 мольных %, в таком же пересчете. При использовании в настоящем документе, сырье представляет собой композицию, контактирующую с катализатором.
Рассматриваемый процесс эпоксидирования может быть выполнен в воздухе или в атмосфере кислорода, см. "Kirk-Othmer Encyclopedia of Chemical Technology", 3е издание, том 9, 1980 г., с.445-447. В технологии с использованием воздуха в качестве источника окислительного агента используют воздух или воздух, обогащенный кислородом, тогда как в технологии с применением кислорода в качестве источника окислительного агента используют кислород высокой чистоты (по меньшей мере 95 мольных %) или очень высокой чистоты (по меньшей мере 99,5 мольных %). Дополнительное описание процессов с использованием кислорода представлено в US 6040467, включенном в настоящий документ посредством ссылки.
Количество кислорода, содержащегося в сырье, может быть выбрано в пределах широкого диапазона. Однако на практике кислород обычно используют в таком количестве, чтобы избегать возможности самовоспламенения. Как правило, количество используемого кислорода находится в диапазоне от 1 до 15 мольных %, более часто от 2 до 12 мольных % от общего количества сырья. Для сохранения безопасной работы за пределами самовоспламенения, количество кислорода в сырье следует понижать при увеличении количества олефина. Фактические диапазоны безопасной эксплуатации зависят, наряду с составом сырья, и от условий реакции, таких как температура реакции и давление.
В сырье может содержаться модификатор реакции для увеличения селективности, подавления нежелательного окисления олефина или оксида олефина в диоксид углерода и воду, относительно заданного образования оксида олефина. В качестве модификаторов реакции могут быть использованы многие органические соединения, особенно органические галогениды и органические соединения азота. Также могут быть использованы оксиды азота, органические нитросоединения, такие как нитрометан, нитроэтан и нитропропан, гидразин, гидроксиламин или аммиак. Зачастую считается, что в производственных условиях эпоксидирования олефина, азотсодержащие модификаторы реакции представляют собой предшественники нитратов или нитритов, то есть они являются так называемыми нитрат- или нитритобразующими соединениями. Дополнительное описание азотсодержащих модификаторов реакции представлено в ЕР-А-3642 и US-A-4822900, которые включены в настоящий документ посредством ссылки.
Органические галогениды представляют собой предпочтительные модификаторы реакции, в частности, органические бромиды, и более конкретно органические хлориды. Предпочтительные органические галогениды представляют собой хлоруглеводороды или бромуглеводороды. Более предпочтительно, они выбраны из группы метилхлорида, этилхлорида, этилендихлорида, этилендибромида, винилхлорида и их смесей. Более предпочтительные модификаторы реакции представляют собой этилхлорид, винилхлорид и этилендихлорид. Дополнительное описание, касающееся модификаторов реакции, представлено, например, в US 7193094.
Стабильные оксиды азота имеют общую формулу NOx, где х находится в диапазоне от 1 до 2, и включают, например NO, N2O3 и N2O4. Подходящие органические соединения азота представляют собой нитросоединения, нитрозосоединения, амины, нитраты и нитриты, например, нитрометан, 1-нитропропан или 2-нитропропан. В предпочтительных вариантах реализации, нитрат- или нитрит-образующие соединения, например, оксиды азота и/или органические соединения азота, используют вместе с органическим галогенидом, в частности, органическим хлоридом.
Модификаторы реакции, как правило, эффективны при использовании в сырье в небольших количествах, например, до 0,1 мольного %, относительного общего количества сырья, например, от 0,01×10-4 до 0,01 мольного %. В частности, если олефин представляет собой этилен, предпочтительно, чтобы модификатор реакции присутствовал в сырье в количестве от 0,1×10-4 до 500×10-4мольных %, в частности, от 0,2×10-4 до 200×10-4 мольных %, относительно общего количества сырья.
Помимо олефина, кислорода и модификатора реакции, сырье может содержать также один или более необязательных компонентов, таких как диоксид углерода, инертные газы и насыщенные углеводороды. Диоксид углерода представляет собой побочный продукт процесса эпоксидирования. Однако диоксид углерода обычно оказывает неблагоприятное действие на активность катализатора. Как правило, избегают содержания диоксида углерода в сырье, превышающего 25 мольных %, предпочтительно более 10 мольных % от общего количества сырья. Может быть использовано количество диоксида углерода менее 6 мольных %, предпочтительно, менее 3 мольных %, в частности, в диапазоне от 0,3 до менее 1 мольного % от общего количества сырья. При промышленных операциях, содержание диоксида углерода в сырье может составлять по меньшей мере 0,1 мольного % или по меньшей мере 0,2 мольного % от общего количества сырья. Инертные газы, например, азот или аргон, могут присутствовать в сырье в количестве от 30 до 90 мольных %, обычно от 40 до 80 мольных %. Подходящие насыщенные углеводороды представляют собой метан и этан. В случае присутствия насыщенных углеводородов, их содержание может составлять до 80 мольных % от общего количества сырья, в частности, до 75 мольных %. Зачастую их содержание составляет по меньшей мере 30 мольных %, более часто по меньшей мере 40 мольных %. Насыщенные углеводороды могут добавляться в сырье для увеличения кислородного предела воспламеняемости.
Процесс эпоксидирования может быть выполнен с использованием температур реакций, выбранных из широкого диапазона. Предпочтительно, температура реакции находится в диапазоне от 150 до 325°С, более предпочтительно, в диапазоне от 180 до 300°С.
Процесс эпоксидирования, предпочтительно, осуществляют при давлении на входе в реактор в диапазоне от 1000 до 3500 кПа. «GHSV» или часовая объемная скорость газа представляет собой единицу объема газа при нормальной температуре и давлении (0°С, 1 атм., то есть 101,3 кПа), проходящую через одну единицу объема упакованного катализатора в час. Предпочтительно, если процесс эпоксидирования представляет собой газофазный процесс с использованием упакованного слоя катализатора, то GHSV находится в диапазоне от 1500 до 10000 ч-1. Предпочтительно, этот процесс выполняют при рабочей скорости в диапазоне от 0,5 до 10 кмоль образованного оксида олефина на м3катализатора в час, в частности, от 0,7 до 8 кмоль образованного оксида олефина на м3катализатора в час, например, 5 кмоль образованного оксида олефина на м3 катализатора в час. При использовании в настоящем документе, рабочая скорость представляет собой количество оксида олефина, образованного на единицу объема катализатора в час, а селективность представляет собой количество образованного оксида олефина в молях относительно количества превращенного олефина в молях. Приемлемым образом процесс проводят в таких условиях, что парциальное давление оксида олефина в продуктовой смеси находится в диапазоне от 5 до 200 кПа, например, 11 кПа, 27 кПа, 56 кПа, 77 кПа, 136 кПа и 160 кПа. Термин «продуктовая смесь», при использовании в настоящем документе, следует понимать как относящийся к продукту, полученному из выходного отверстия реактора эпоксидирования.
Полученный оксид олефина может быть выделен из продуктовой смеси с помощью способов, известных в данной области, например, водной абсорбцией оксида олефина из выходящего потока реактора, и необязательно выделением оксида олефина из этого водного раствора путем перегонки. По меньшей мере часть водного раствора, содержащего оксид олефина, может быть использована на следующей стадии превращения оксида олефина в 1,2-диол, простой эфир 1,2-диола, 1,2-карбонат или алканоламин.
Превращение оксида олефина в другие химические вещества
Оксид олефина, полученный в процессе эпоксидирования, может быть преобразован в 1,2-диол, простой эфир 1,2-диола, 1,2-карбонат или алканоламин. Поскольку настоящее изобретение обеспечивает более эффективный способ получение оксида олефина, то параллельно оно обеспечивает более эффективный способ, включающий получение оксида олефина согласно настоящему изобретению и последующее применение полученного оксида олефина для получения 1,2-диола, простого эфира 1,2-диола, 1,2-карбоната и/или алканоламина.
Превращение в 1,2-диол или простой эфир 1,2-диола может включать, например, взаимодействие оксида олефина с водой, допустимо с использованием кислотного или щелочного катализатора. Например, для получения, в основном, 1,2-диола и меньшего количества эфира 1,2-диола, оксид олефина может взаимодействовать с десятикратным мольным избытком воды, в жидкофазной реакции в присутствии кислотного катализатора, например, 0,5-1,0 масс.% серной кислоты, в пересчете на общую массу реакционной смеси, при 50-70°С при 1 бар абсолютного давления, или в газофазной реакции при 130-240°С и 20-40 бар абсолютного давления, предпочтительно, без катализатора. Наличие такого большого количества воды может благоприятствовать селективному образованию 1,2-диола и может служить для снижения экзотермы реакции, облегчая контролирование температуры реакции. При понижении доли воды в реакционной смеси увеличивается доля эфиров 1,2-диола. Эфиры 1,2-диола, полученные таким образом, могут представлять собой ди-эфир, три-эфир, тетра-эфир или последующие эфиры. Альтернативные эфиры 1,2-диола могут быть получены превращением оксида олефина со спиртом, в частности, с первичным спиртом, таким как метанол или этанол, или заменой по меньшей мере части воды на спирт.
Оксид олефина может быть преобразован в соответствующий 1,2-карбонат путем взаимодействия оксида олефина с диоксидом углерода. При необходимости, 1,2-диол может быть получен последующим взаимодействием 1,2-карбоната с водой или спиртом с образованием 1,2-диола. Подходящие для применения способы описаны в US-6080897, который включен в настоящий документ посредством ссылки.
Превращение в алканоламин может включать, например, взаимодействие оксида олефина с аммиаком. Для содействия получению моноалканоламина обычно используют безводный аммиак. Способы, применимые для превращения оксида олефина в алканоламин, описаны, например, в публикации US-A-4845296, которая включена в настоящий документ посредством ссылки.
1,2-Диол и эфир 1,2-диола могут быть использованы в большом количестве промышленных применений, например, в промышленности пищевых продуктов, напитков, табачных изделий, косметики, термопластичных полимеров, отверждаемых полимерных систем, моющих средств, систем теплообмена и т.д. 1,2-Карбонаты могут быть использованы в качестве разбавителя, в частности, в качестве растворителя. Алканоламины могут быть использованы, например, при очистке («обессеривании») природного газа.
Если не указано иное, низкомолекулярные органические соединения, упомянутые в настоящем документе, например, олефины, 1,2-диолы, эфиры 1,2-диолов, 1,2-карбонаты, алканоламины и модификаторы реакции, как правило имеют не более 40 углеродных атомов, более часто не более 20 углеродных атомов, в частности, не более 10 углеродных атомов, более конкретно, не более 6 углеродных атомов. Как указано в настоящем документе, диапазоны количеств углеродных атомов (то есть углеродное число) включают количества, указанные для границ этих диапазонов.
Иллюстративные варианты реализации
Приготовление образцов носителя
Способы получения носителей для применения в реакциях эпоксидирования описаны в многочисленных публикациях, включая US 5100859 и US 6831037, которые включены в настоящий документ посредством ссылки. Смотри, например, описание, представленное в US 5100859, которое начинается со 2 столбца, 6 строки и продолжается до 6 столбца, 43 строки.
Носитель А (первый сравнительный пример)
Носитель А получали в соответствии с указаниями в US 5100859, относящимися к Носителю L. Порошок оксида алюминия смешивали с диоксидом циркония, силикатом магния, истолченной скорлупой грецкого ореха, борной кислотой и экструзионной добавок, с получением смеси, которую затем экструдировали с образованием полых цилиндров, которые высушивали и обжигали. Физические и химические характеристики обожженных цилиндров, которые могут упоминаться как носители или подложка, определяли с помощью стандартных аналитических приемов, а данные представили ниже в Таблице I. Водопоглощение Носителя А составило 0,489 г/г, отношение водопоглощения к площади поверхности составило 0,64 г/м2, а истирание составило 16,8%.
Носитель В (носитель настоящего изобретения)
Носитель В получали согласно описанию в US 5100859, относящемуся к способу получения Носителя L, представленному в Таблице 5, за исключением применения выжигания, которое исключили. Внедрение крупнозернистого порообразователя, такого как измельченные скорлупы, может быть исключено или ограничено до менее 0,01 массового процента от массы оксида алюминия. Предпочтительно, порообразователь не используют. Альфа-оксид алюминия, использованный для приготовления носителя, имел чистоту более 98,5 массовых процентов, и содержание определенных примесей контролировали для обеспечения заданного химического состава носителя. Использование порошка оксида алюминия с низким содержанием натрия обеспечило получение носителя с содержанием натрия в носителе не более 0,04 массового процента. Порошок оксида алюминия смешивали с силикатом магния, который служил в качестве постоянного связующего вещества и способствовал повышению общего содержания оксида кремния в носителе до уровня по меньшей мере 0,06 массового процента от массы оксида алюминия. В отличие от носителя L в US 5100859, Носитель В не содержал измельченных скорлуп грецкого ореха, которые могут упоминаться как крупнозернистый порообразователь. Отсутствие порообразователя в композиции Носителя В предположительно является причиной того, что Носитель В обладает мономодальным распределением пор по размеру, по сравнению с Носителем А, который содержит поробразователь и имеет бимодальное распределение пор по размеру. Физические и химические характеристики Носителя В представлены ниже в Таблице 1. Водопоглощение Носителя В составило 0,271 г/г, отношение водопоглощения к площади поверхности составило 0,36 г/м, и истирание составило 6,9%. Содержание Na2O составило 0,02 массового процента, а содержание диоксида кремния составило 0,24 массового процента.
Носитель С (второй сравнительный пример) Носитель С имеется в продаже у компании Saint-Gobain NorPro, г. Стоу, штат Огайо, США. Промышленное обозначение этого носителя SA 5202. Физические и химические характеристики носителя SA 5502 описаны в US 5187140, в столбце 43. Числовое обозначение 5202 указывает, что носитель имеет форму сфер, тогда как 5502 указывает, что носитель имеет форму полых цилиндров. Номера «02» являются показателем состава, использованного для изготовления носителя и, следовательно, указывают, что сферы 5202 и цилиндры 5502 изготовлены по одной рецептуре. Физические и химические характеристики Носителя С, которые представлены в Таблице 1, показывают водопоглощение 0,247 г/г, отношение водопоглощения к площади поверхности 0,29 г/м2, содержание натрия 0,10 процента от массы носителя и содержание диоксида кремния 0,03 процента от массы носителя.
Анализ данных в Таблице 1 показывает следующие различия между носителями А, В и С. В отличие от Носителя С, который имеет содержание диоксида кремния 0,03 массового процента и содержание натрия 0,10 массового процента. Носитель В, который представляет собой носитель настоящего изобретения, имеет содержание диоксида кремния 0,24 массового процента и содержание натрия 0,02 массового процента. Очевидно, что содержание диоксида кремния в Носителе В значительно превышает содержание диоксида кремния в Носителе С, а содержание натрия в Носителе В значительно ниже содержания натрия в Носителе С. В отличие от Носителя А, который имеет бимодальное распределение пор по размеру, водопоглощение 0,489 г/г и отношение водопоглощения к площади поверхности 0,64 г/м2. Носитель В имеет мономодальное распределение пор по размеру, водопоглощение 0,271 г/г и отношение водопоглощения к площади поверхности 0,36 г/м2. Уникальное сочетание: (1) низкого водопоглощения, определенного в настоящем документе на уровне менее 0,35 г/г; (2) высокой площади поверхности, определенной в настоящем документе на уровне более 0,70 м2/г; (3) содержания диоксида кремния на уровне до 0,06 до 0,40% от массы носителя; и (4) низкого содержания натрия, определенного в настоящем документе на уровне менее 0,04 массового процента, Носителя В, предположительно, обеспечивает такие характеристики катализаторов, изготовленных из Носителя В, которые демонстрируются данными о селективности, представленными в Таблице 4, которые показаны в разделе «Примеры катализаторов» настоящего описания.
На Фигурах 1А и 1В представлены графики общего объема пор и графики увеличения объема пор, соответственно, для носителей А и С, где линия 20 представляет демонстрирует носитель А, а линия 22 демонстрирует носитель С. На Фигурах 2А и 2В представлены графики общего объема пор и графики увеличения объема пор, соответственно, для носителя В, который определяется как линия 26. В Таблице 2 ниже представлены процентные доли пор определенного диапазона диаметров от общего объема пор. Эти данные четко показывают, что носитель А имеет бимодальное распределение пор по размеру, и лишь 42% от общего объема пор составляют поры, имеющие чистый диапазон размеров менее 3,8 микрон. Напротив, в носителях В и С, соответственно, 95% и 94% общего объема пор обеспечивают поры с чистым диапазоном размеров 3,8 микрон. Более того, мономодальная природа распределения пор носителя В по размеру визуально различима на Фигуре 2А и объективно охарактеризована в Таблице 2, где 83% общего объема пор носителя В составляют поры с чистым диапазоном размеров 1,4 микрон. Напротив, лишь 33% общего объема пор носителя А составляют поры с чистым диапазоном размеров 1,4 микрон.
Получение примеров катализаторов:
Получение исходного раствора серебра:
При каждом приготовлении катализатора использовали стандартные растворы серебра. Типичный диапазон состава раствора основных компонентов до разбавления представлял собой 25-35 масс.% Ag+, 15-20 масс.% этилендиамина, 10-14 масс.% С2О4-2 и 40-50 масс.% H2O. В каждом из следующих примеров приготовления катализатора к этому исходному раствору добавляли добавки и разбавители для получения конечного пропиточного раствора. Количество разбавителя, добавляемого к исходному раствору, было основано на удельной плотности исходного раствора, водопоглощении носителя и целевой загрузке серебра для конечного катализатора.
Приготовление катализаторов:
Для приготовления катализаторов в соответствии с Примерами 1-7 использовали три носителя А, В и С, описанные выше.
ПРИМЕР 1 (Сравнительный) - Приготовление катализатора на основе Носителя А:
Катализатор 1 приготовили по следующей методике: К 192,2 грамма исходного раствора серебра с удельной плотностью 1,549 г/мл добавляли 0,1793 г перрутената аммония в 2 г 1:1 смеси этилендиамина/воды; 0,0500 г метавольфрамата аммония, растворенного в 2 г 1:1 смеси аммиака/воды; 0,0855 г сульфата аммония, растворенного в 2 г воды; 0,2664 г моногидрата гидроксида лития, растворенного в воде, и 0,0676 г нитрата калия, растворенного в 2 г воды. Добавляли дополнительное количество воды, чтобы довести удельную плотность раствора до 1,501 г/мл. 50 г полученного раствора смешивали с 0,1045 г 50 масс.% раствора гидроксида цезия, с образованием конечного пропиточного раствора. Сосуд, содержащий 30 грамм полых цилиндров Носителя А, вакуумировали до 20 мм рт.ст. в течение 1 минуты, и этот конечный пропиточный раствор добавляли к гранулам носителя под вакуумом, затем вакуум сбрасывали, а носитель оставляли контактировать с жидкостью на 3 минуты. Затем пропитанный носитель центрифугировали при 500 об/мин в течение 2 минут для удаления избытка жидкости. Влажные гранулы носителя помещали в вибрационный шейкер и высушивали в потоке воздуха со скоростью 16,2 н.л/ч. при 250°С в течение 5,5 минут, с образованием Катализатора 1.
Конечный состав Катализатора 1, содержащего следующие вещества, рассчитали на основе пропитки объема пор: 17,5 масс.% серебра; 2,0 микромоль Re/г; 0,6 микромоль W/г; 2,0 микромоль S/г; 21 микромоль Li/г; 2,0 микромоль К/г; и 4,5 микромоль Cs/г. Эти значения выражены в отношении к массе катализатора.
ПРИМЕР 2 (изобретение) - Приготовление катализатора на основе Носителя В:
Катализатор 2 приготовили за две стадии пропитки. Сначала примерно 120 грамм Носителя В пропитывали 204 граммами раствора серебра с удельной плотностью 1,478 г/см в соответствии со способом для Катализатора 1, за исключением того, что в раствор серебра не добавляли никаких добавок. Полученный высушенный предшественник серебра содержал примерно 9,8 масс.% серебра. Высушенный предшественник Катализатора 2 затем пропитывали вторым раствором, который получали смешиванием 191,0 грамм исходного раствора серебра с удельной плотностью 1,55 г/см с раствором 0,3375 г NH4ReO4 в 2 г 1:1 смеси EDA/Н2О, 0,0941 г метавольфрамата аммония, растворенного в 2 г 1:1 смеси аммиака/воды, 0,1610 г Li2SO4⋅H2O, 0,1272 г KNO3 и 0,5015 г LiOH⋅H2O, растворенного в воде. Добавляли дополнительное количество воды, чтобы довести удельную плотность раствора до 1,478 г/см3. 50 грамм раствора с такими добавками смешивали с 0,2109 г 44,8 масс.% раствора CsOH. Конечный пропиточный раствор использовали для приготовления Катализатора 2. Колбу, содержащую 30 грамм предшественника Катализатора 2, вакуумировали до 20 мм рт.ст. в течение 1 минуты и под вакуумом добавляли конечный пропиточный раствор, затем вакуум сбрасывали, а предшественник оставляли контактировать с жидкостью на 3 минуты. Затем пропитанный предшественник центрифугировали при 500 об/мин в течение 2 минут для удаления избытка жидкости. Влажные гранулы Катализатора 2 помещали в вибрационный шейкер и высушивали в потоке воздуха со скоростью 460 станд. куб. фут в час при 250°С в течение 5,5 минут. Конечный состав Катализатора 2 представлял собой 17,5% Ag, 600 м.д. Cs/г катализатора, 2,0 мкмоль Re/г катализатора, 0,60 мкмоль W/г катализатора, 2,0 S/г катализатора, 2,0 микромоль К/г катализатора и 21 микромоль Li/г катализатора.
ПРИМЕР 3 (изобретательский) - Приготовление катализатора на основе Носителя В:
Катализатор 3 приготовили за три стадии пропитки. Сначала примерно 120 грамм Носителя В пропитывали 204 граммами раствора серебра с удельной плотностью 1,549 г/см3 в соответствии со способом для Катализатора 1, за исключением того, что в раствор серебра не добавляли никаких добавок. Процедуру пропитывания/центрифугирования/высушивания выполняли в целом два раза, с образованием сухого предшественника катализатора, содержащего примерно 19,5 масс.% серебра. Высушенный предшественник Катализатора 3 затем пропитывали конечным раствором, который получали смешиванием 191,9 грамм исходного раствора серебра с удельной плотностью 1,549 г/см3 с раствором 0,3962 г NH4ReO4 в 2 г 1:1 смеси EDA/H2O, 0,1105 г метавольфрамата аммония, растворенного в 2 г 1:1 смеси аммиака/воды, 0,1890 г Li2SO4⋅Н2О, 0,1493 г KNO3 и 0,5888 г LiOH⋅Н2О, растворенного в воде. Добавляли дополнительное количество воды, чтобы довести удельную плотность раствора до 1,500 г/см3. К 50 грамм раствора с такими добавками добавляли 0,2160 г 47,02 масс.% раствора CsOH. Конечный пропиточный раствор использовали для приготовления Катализатора 3. Колбу, содержащую 30 грамм предшественника Катализатора 3, вакуумировали до 20 мм рт.ст. в течение 1 минуты и под вакуумом добавляли конечный пропиточный раствор, затем вакуум сбрасывали, а предшественник оставляли контактировать с жидкостью на 3 минуты. Затем пропитанный предшественник центрифугировали при 500 об/мин в течение 2 минут для удаления избытка жидкости. Гранулы Катализатора 3 помещали в вибрационный шейкер и высушивали в потоке воздуха со скоростью 460 станд. куб. фут в час при 250°С в течение 5,5 минут. Конечный состав Катализатора 3 представлял собой 25,7% Ag, 550 м.д. Cs/г катализатора, 2,0 мкмоль Re/г катализатора, 0,60 мкмоль W/г катализатора, 2,0 S/г катализатора, 2,0 микромоль К/г катализатора и 21 микромоль Li/г катализатора.
ПРИМЕР 4 (Сравнительный) - Приготовление катализатора на основе Носителя С:
Катализатор 4 приготовили за две стадии пропитки. Сначала примерно 250 грамм Носителя С пропитывали 370 граммами раствора серебра с удельной плотностью 1,478 г/см3 в соответствии со способом для Катализатора 1, за исключением того, что в раствор серебра не добавляли никаких добавок. Полученный высушенный предшественник серебра содержал примерно 9,0 масс.% серебра. Высушенный предшественник Катализатора 4 затем пропитывали вторым раствором, который получали смешиванием 370,5 грамм исходного раствора серебра с удельной плотностью 1,554 г/см3 с раствором 0,5112 г NH4ReO4 в 2 г 1:1 смеси EDA/H2O, 0,1420 г метавольфрамата аммония, растворенного в 2 г 1:1 смеси аммиака/воды, 0,2095 г Li2SO4⋅H2O, 0,1927 г KNO3 и 0,7561 г LiOH⋅H2O, растворенного в воде. Добавляли дополнительное количество воды, чтобы довести удельную плотность раствора до 1,478 г/см3. 50 грамм раствора с такими добавками смешивали с 0,2438 г 47,0 масс.% раствора CsOH. Конечный пропиточный раствор использовали для приготовления Катализатора 4. Колбу, содержащую 30 грамм предшественника Катализатора 4, вакуумировали до 20 мм рт.ст. в течение 1 минуты и под вакуумом добавляли конечный пропиточный раствор, затем вакуум сбрасывали, а предшественник оставляли контактировать с жидкостью на 3 минуты. Затем пропитанный предшественник центрифугировали при 500 об/мин в течение 2 минут для удаления избытка жидкости. Влажные гранулы Катализатора 4 помещали в вибрационный шейкер и высушивали в потоке воздуха со скоростью 460 станд. куб. фут в час при 250°С в течение 5,5 минут. Конечный состав Катализатора 4 представлял собой 16,2% Ag, 675 м.д. Cs/г катализатора, 2,75 мкмоль Re/г катализатора, 0,822 мкмоль W/г катализатора, 2,75 S/г катализатора, 2,75 микромоль К/г катализатора и 29 микромоль Li/г катализатора.
ПРИМЕР 5 (Сравнительный) - Приготовление катализатора на основе Носителя С:
Катализатор 5 приготовили, используя раствор, полученный в соответствии с методикой в Примере 4, за исключением того, что использовали 0,2167 г 47,0 масс.% раствора CsOH, в результате чего получили конечное содержание цезия 600 масс. м.д.
ПРИМЕР 6 (Сравнительный) - Приготовление катализатора на основе Носителя С:
Катализатор 6 приготовили, используя раствор, полученный в соответствии с методикой в Примере 4, за исключением того, что использовали 0,1626 г 47,0 масс.% раствора CsOH, в результате чего получили конечное содержание цезия 450 масс. м.д.
ПРИМЕР 7 (Сравнительный) - Приготовление катализатора на основе Носителя С:
Катализатор 7 приготовили, используя раствор, полученный в соответствии с методикой в Примере 4, за исключением того, что количества добавок скорректировали так, чтобы получить конечный состав Катализатора 7 с 16,2% Ag, 600 м.д. Cs/г катализатора, 2,0 мкмоль Re/г катализатора, 0,60 мкмоль W/г катализатора, 2,0 S/г катализатора, 2,0 микромоль К/г катализатора и 21 микромоль Li/г катализатора.
Испытание катализатора
Катализаторы, описанные выше, использовали для получения оксида этилена из этилена и кислорода. Для этого 3-7 г измельченных образцов катализатора загружали в отдельные U-образные трубы из нержавеющей стали. Каждую трубу погружали в баню из расплавленного металла (теплоноситель), а концы присоединяли к системе подачи газа. Массу используемого катализатора и скорость подачи газа на входе регулировали для получения часовой объемной скорости газа 3300 н.л/(л.ч.), по расчету для недробленого катализатора. Давление газа на входе составляло 1550 кПа (абсолютное).
Перед запуском катализаторы предварительно обрабатывали в течение 3 часов газовой смесью, содержащей 11,4 мольного % кислорода, 7 мольных % диоксида углерода и 81,6 мольного % азота при 280°С. Затем реактор охлаждали до 240°С и вводили испытываемую газовую смесь. Газовую смесь в течение всего испытания пропускали через слой катализатора «однократным» способом, включая запуск, состоящий из 30,0 объемных процентов этилена, 8,0 объемных процентов кислорода, 5,0 объемных процентов диоксида углерода, 57 объемных процентов азота и 0-6,0 объемных миллионных долей (об. м.д.) хлористого этила. Затем регулировали температуры для достижения постоянного содержания оксида этилена, составляющего 3,09 объемного процента в исходящем газовом потоке. Количество хлористого этила варьировали для получения максимальной селективности к оксиду этилена. Первоначальные характеристики эффективности при такой производительности измеряли с 1 по 7 день эксплуатации. Характеристики эффективности обобщены ниже в Таблице 4. Для получения данных о стабильности катализатора также должны быть измерены значения селективности и температуры, соответствующие увеличению общей выработки оксида этилена.
Из представленных выше примеров видно, что изобретательский носитель может быть использован для получения серебряных катализаторов эпоксидирования с явным преимуществом по сравнению с известными носителями. При сравнении Примеров 1 и 2, в которых носители отличаются по водопоглощению, видно, что среди катализаторов с равной загрузкой металла в массовом выражении, преимуществом в селективности и активности обладает изобретательский носитель - носитель с такой же площадью поверхности, но более низким водопоглощением. Дополнительное улучшение активности обнаружено для изобретательского носителя с повышенной загрузкой металла (Примеры 2 и 3). Примеры 2 и 7 иллюстрируют заметное различие между изобретательским носителем и известным материалом с такими же физическими свойствами. Примеры 4, 5 и 6 добавлены для полноты картины и исключения вопроса о поверхностной плотности добавки в случае немного более высокой площади поверхности носителя С. В этих примерах содержание добавок увеличивалось в такой же степени, что и разница площадей поверхности между Носителем В и Носителем С.Примеры 2 и 4 представляют собой наилучшее сравнение в этих группах, с очень близким содержанием цезия. Эти данные демонстрируют, что при корректировании содержания добавок для нормализации разницы площади поверхности, все еще сохраняется очевидное преимущество катализатора, изготовленного на изобретательском Носителе В. Все эти данные в совокупности иллюстрируют преимущество катализаторов с низким водопоглощением и определенным химическим составом.
Помимо преимуществ, обнаруженных в первоначальных характеристиках примеров согласно настоящему изобретению, некоторые варианты реализации настоящего изобретения могут подходить для обеспечения катализаторов с улучшенной стабильностью селективности и/или активности. Такая улучшенная долговечность обеспечивает экономическую выгоду для потребителя катализатора.
Представленное выше описание следует считать относящимся лишь к конкретным вариантам реализации. Специалистам в данной области, а также исполнителям или пользователям настоящего изобретения понятны его модификации. Следовательно, следует понимать, что варианты реализации, представленные на чертежах и описанные выше, предназначены только для иллюстративных целей и не предназначены для ограничения объема настоящего изобретения, который определяется следующей формулой изобретения, интерпретируемой в соответствии с принципами патентного права, включая теорию эквивалентов.
Реферат
Изобретение относится к носителю катализатора для эпоксидирования этилена, содержащему по меньшей мере 85 масс. % альфа-оксида алюминия, 0,06-0,4 масс.% SiOи 0,01-0,04 масс. % NaO, обладающему водопоглощением не более 0,35 грамм воды/грамм носителя и отношением водопоглощения (грамм воды/грамм носителя) к площади поверхности (мносителя/грамм носителя) не более 0,50 грамм воды/мносителя. Причем носитель характеризуется общим объемом пор, при этом не более 20% от общего объема пор носителя составляют поры размером более 10 микрон. Другой аспект настоящего изобретения представляет собой катализатор для эпоксидирования олефинов, который содержит описанный выше носитель и диспергированное на нем серебро. При этом количество серебра составляет от 5 до 50 масс.% относительно массы катализатора. Также предложена реакторная система для эпоксидирования этилена и способ эпоксидирования этилена, включающий взаимодействие этилена с кислородом в присутствии слоя, содержащегося в реакторной системе катализатора. Технический результат – низкий объем пор и большая площадь поверхности носителя, одновременная устойчивость к раздавливанию и истиранию катализатора, улучшение селективности и долговечности катализатора. 4 н. и 29 з.п. ф-лы, 4 ил., 4 табл., 7 пр.
Формула
Документы, цитированные в отчёте о поиске
Катализатор и способ его применения
Комментарии