Катализатор изодепарафинизации и способ получения низкозастывающих дизельных топлив с его использованием - RU2662934C1
Код документа: RU2662934C1
Описание
Изобретение относится к области нефтепереработки, а именно разработке катализатора изодепарафинизации и способа получения низкозастывающих дизельных топлив зимних и арктического сортов с использованием разработанного катализатора.
Дизельные топлива, предназначенные для эксплуатации в условиях холодного и арктического климата, должны обладать надлежащими низкотемпературными характеристиками - низкими значениями температуры помутнения и предельной температуры фильтруемости. Указанные характеристики влияют на пуск и работу двигателей в условиях низких температур и определяются, в первую очередь, содержанием н-парафиновых углеводородов в составе дизельного топлива. Наибольшее негативное влияние на низкотемпературные свойства дизельного топлива оказывают нормальные парафиновые углеводороды с числом углеродных атомов в молекуле от 12, которые имеют высокие температуры плавления.
Изодепарафинизация позволяет получать дизельные топлива надлежащего качества с более высокими выходами без увеличенного потребления водорода. Катализаторы изодепарафинизации, как правило, содержат цеолит специфичной структуры, гидрирующий металл, промотор и в качестве связующего оксид алюминия. В процессе изодепарафинизации, как правило, используют гидроочищенное углеводородное сырье, не содержащее соединений серы, азота, которые являются ядом для катализаторов процесса.
Известны катализаторы изодепарафинизации парафиновых углеводородов на основе благородных металлов (RU 2320407, 2008; RU 2560157, 2014; RU 2616003, 2017).
В патенте RU 2320407 описан следующий состав катализатора, % мас.: платина (Pt) 0,15-0,60; оксид алюминия (Аl2O3) 58,61-89,43; цеолит ZSM 5 или BETA в Н-форме 5-40; модификаторы оксид вольфрама 1-4; оксид индия 0,24-0,97.
В патенте RU 2560157 предлагается катализатор следующего состава, мас. %: платина 0,20-0,40, цеолит ZSM-23 или SAPO-41 10-40 и оксид алюминия - остальное.
В патенте RU 2616003 представлена совмещенная схема получения низкозастывающего дизельного топлива, включающая процессы изодепарафинизации и гидрофинишинга. В процессе изодепарафинизации используют катализатор, содержащий платину и/или палладий и цеолит структуры: МТТ (ZSM-23, SSZ-32), TON (Theta, ZSM-22), *MRE (ZSM-48).
Недостатками этих катализаторов являются многостадийность процесса их получения, использование дорогостоящих благородных металлов в качестве гидрирующих компонентов, недоступность некоторых видов цеолитов, например, марки SAPO.
Известны катализаторы изодепарафинизации парафиновых углеводородов, не содержащие в качестве гидрирующих компонентов благородные металлы, на основе переходных металлов никеля, кобальта, молибдена в виде оксидов.
Известен катализатор для гидрооблагораживания утяжеленных нефтяных фракций. (RU 2183505, 2002).
Катализатор в качестве гидрирующих металлов содержит вольфрам и/или молибден, никель или кобальт, в качестве фазообразующих промоторов содержит алюмосиликатные соединения аморфного и кристаллического строения и/или их смеси в количестве 20-70% масс. от общей массы носителя, в качестве алюмосиликатных соединений кристаллического строения содержит цеолиты типа β, Y, ZSM-5.
Недостатком данного катализатора является то, что температура застывания целевой дизельной фракции минус 35°С достигается при достаточно низких объёмных скоростях подачи сырья - 1,0-2,0 час-1, что не позволяет получать дизельные топлива арктических сортов. В патенте отсутствует дополнительная информация по выходу целевого продукта - дизельной фракции, предельной температуре фильтруемости.
Известен способ получения низкозастывающих дизельных топлив путем переработки утяжеленных нефтяных фракций (180-417°С) с использованием цеолитсодержащего катализатора, активированного перед реакцией в среде водорода при температуре 300-400°С в течение 3-6 часов. (RU 2225433, 2002). Недостатком данного способа активации является низкая стабильность работы катализаторов, отсутствие информации по выходу целевого продукта и предельной температуре фильтруемости.
Наиболее близкими к заявляемому являются описанные в патенте RU 2549617, 2015, катализатор и способ изопарафинизации дизельных дистиллятов с его использованием.
Катализатор включает смесь высококремнеземных цеолитов, гидрирующие переходные металлы: никель, вольфрам и/или молибден, связующее и дополнительно содержит промотор - оксид бора или оксид фосфора, или их смесь. В качестве смеси высококремнеземных цеолитов содержит тройную смесь из цеолитов: широкопористого фожазита - ультрастабильного USY, среднепористого ZSM-12 или ZSM-22, а также пентасила ЦВН или ZSM-11, при содержании кислотных центров в цеолитах в диапазоне 350-1030 мкмоль/г, в качестве связующего содержит оксид алюминия. Активацию катализатора проводят в токе водорода при повышенной температуре до 480-500°С.
Катализатор имеет следующий состав, % мас.: смесь цеолитов (кислотный компонент) 60,0-80,0; гидрирующие металлы (в виде оксидов) 6,0-20,0; промотор 0,5-4,0; оксид алюминия до 100,0.
Заявлен также способ изодепарафинизации дизельных дистиллятов с использованием разработанного катализатора, в качестве дизельных дистиллятов используют гидроочищенные прямогонные дизельные дистилляты, процесс проводят при температуре 250-400°С, давлении 2-5 МПа, объемной скорости подачи сырья 2-4 час-1, при соотношении Н2/сырье, равном 400-1200 нм3/м3.
Недостатком прототипа является то, что применяемый в процессе изодепарафинизации катализатор используют в металлической форме, полученной при восстановлении оксидов металлов в токе водорода при повышенной температуре 480-500°С, что связано с высокими энергозатратами, приводящими к повышенным экономическим затратам.
Технической задачей настоящего изобретения является разработка композиции катализатора изодепарафинизации дизельных дистиллятов, содержащей гидрирующие переходные металлы (никель, молибден, вольфрам) и дополнительного включения металлической меди, позволяющей уменьшить температуру активации катализатора, и способа получения низкозастывающих дизельных топлив зимних и арктических сортов с использованием этого катализатора в сульфидной или металлической форме, в зависимости от возможности установки изодепарафинизации, что способствует универсальности его применения.
Технический результат достигается разработкой катализатора изодепарафинизации дизельных дистиллятов, содержащего в качестве кислотного компонента смесь высококремнеземных цеолитов, гидрирующие переходные металлы - оксиды никеля, молибдена и/или вольфрама, промотор оксид бора и/или фосфора, и связующее оксид алюминия. Катализатор отличается тем, что дополнительно содержит металл группы I В - оксид меди, при следующем соотношении компонентов при загрузке, % мас.:
при этом в процессе изодепарафинизации катализатор используют в сульфидной или металлической форме.
Следует отметить, что использование катализатора изодепарафинизации в сульфидной или металлической форме дает возможность его универсального применения в зависимости от заводской потребности.
Процесс сульфидирования катализатора изодепарафинизации проводят в реакторе при температуре 200-350°С, что значительно ниже, чем при активации катализатора водородом в металлическую форму при температуре 480-500°С по прототипу, что позволяет улучшить экономические и энергетические показатели процесса. Также это позволяет при пакетной загрузке проводить совместно процесс сульфидирования катализаторов изодепарафинизации и гидроочистки (гидрофинишинга) непосредственно в реакторе.
Металлическую форму получают обработкой катализатора в среде водорода при температуре 430-460°С и давлении 2,5-4,0 МПа. Основным преимуществом катализатора изодепарафинизации в металлической форме перед описанным в прототипе является снижение температуры активации в процессе восстановления с 480-500°С до 430-460°С, что также позволяет улучшить экономические и энергетические показатели процесса.
Заявленный катализатор содержит тройную смесь высококремнеземных алюмосиликатных компонентов из цеолитов с различной структурой пор:
широкопористые - ультрастабильный USY или цеолит бета β с трехмерной системой 12-членных кислородных структур входного окна,
среднепористый - ZSM-12 с одномерной системой 12-членных кислородных структур входного окна, параллельных непересекающихся каналов,
цеолит структуры пентасил - ЦВН, ZSM-5, ZSM-11 с трехмерной системой 10-членных кислородных структур входного окна, при следующем соотношении компонентов, % мас.:
Сочетание цеолитов с различной структурой пор в композиции катализатора снижает крекирующую и повышает изомеризующую активности.
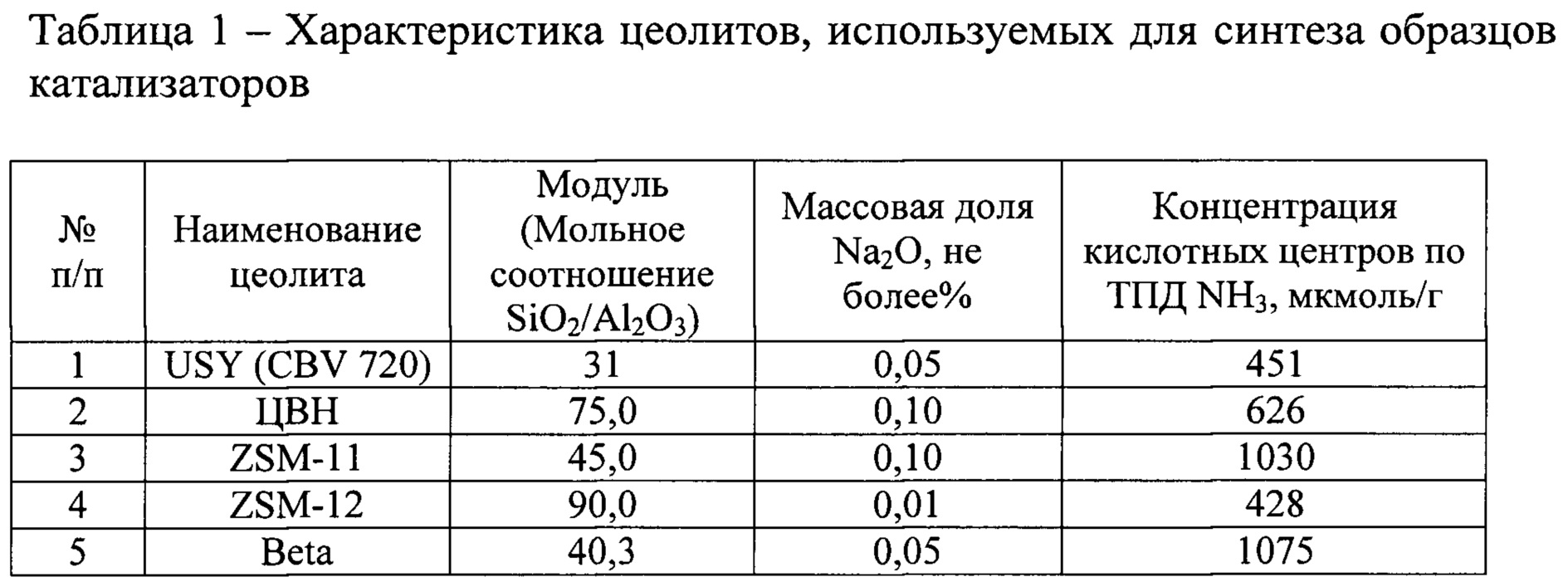
Структура образцов цеолитов была подтверждена методом рентгенофазового анализа на порошковом дифрактометре D2 PHASER фирмы BRUKER. Характеристика кислотности образцов проводилась методом термопрограммированной десорбции аммиака (ТПД NH3).
Физико-химические свойства цеолитов приведены в таблице 1.
Образцы катализатора изодепарафинизации готовят методом влажного смешения - соэкструзией.
В смесильную машину загружают расчетные количества гидрооксида алюминия, цеолитов, пептизирующий агент, массу перемешивают до однородного состояния. Затем вводят расчетное количество активных компонентов в виде солей соответствующих металлов: никеля азотнокислого, меди азотнокислой, молибдата аммония и/или паравольфрамата аммония. Добавляют расчетное количество промоторов борной и/или фосфорной кислоты. Массу перемешивают до однородного состояния, затем упаривают и формуют на экструзионной машине в гранулы, провяливают, сушат и прокаливают.
В таблице 2 представлен химический состав синтезированных образцов катализатора: с 1-3 - это составы катализатора настоящего изобретения, 4 образец - пример для сравнения, не содержащий медь, пример 5 - сравнительный пример по прототипу, пат. РФ №2549617 (для сравнения взят пример 3 из таблицы 3, как наиболее близкий по составу к заявляемому).
Предлагаемый способ изодепарафинизации дизельных фракций с использованием разработанного катализатора включает активацию катализатора сульфидированием или восстановлением в присутствии водородсодержащего газа.
I. Получение сульфидной формы катализатора
Перевод неактивной оксидной формы гидрирующих металлов никеля, меди, молибдена или вольфрама в сульфидную состоит из стадий сушки, смачивания и сульфидирования. Сушку и смачивание катализатора прямогонным гидроочищенным дизельным топливом проводят при температуре 150°С и давлении 3 МПа.
Процесс сульфидирования осуществляют при давлении 3 МПа в токе циркуляционного водородсодержащего газа смесью гидроочищенной прямогонной дизельной фракции и осерняющего агента диметилдисульфида (ДМДС) при температуре 200-350°С. Для поддержания сульфидной формы катализатора в процессе работы добавляют в сырье осерняющий агент диметилдисульфид.
II. Получение металлической формы катализатора
Предлагаемый способ изодепарафинизации дизельных фракций с использованием разработанного катализатора также включает активацию катализатора при повышенной температуре в среде водорода с получением гидрирующих компонентов в металлической форме.
Катализатор предварительно сушат в токе водорода при атмосферном давлении и соотношении водород/катализатор не менее 500 об./об. Температуру повышают ступенчато до 100°С, 150°С и 250°С (скорость нагрева 25°С в час) с выдержкой при каждой температуре до полного прекращения выделения воды. После окончания сушки поднимают давление водорода до 2,5-4 МПа и повышают температуру активации до 430-460°С (скорость нагрева 25°С в час), и при соотношении водород/катализатор не менее 600-1250 об./об. катализатор выдерживают в течение 8-12 часов. После окончания активации температуру в реакторе понижают до температуры реакции, включают подачу сырья и процесс изодепарафинизации проводят при выбранных технологических параметрах.
После окончания активации заявленного катализатора сульфидированием или восстановлением в среде водорода процесс изодепарафинизации проводят в присутствии циркулирующего водородсодержащего газа при соотношении Н2/сырье=500-1250 нл/л, при температуре 280-390°С, давлении 2,5-4,0 МПа, объемной скорости подачи сырья 1,5-5 час-1. В качестве дизельных дистиллятов используют гидроочищенные прямогонные дизельные дистилляты.
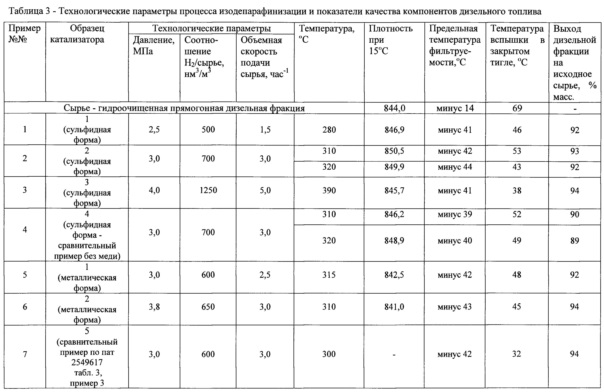
В таблице 3 приведены технологические параметры процесса изодепарафинизации и показатели качества компонентов дизельных топлив, полученных с применением образцов катализатора в сульфидной или металлической формах.
Ниже приведены примеры 1-6
Пример 1
Способ изодепарафинизации гидроочищенной прямогонной дизельной фракции с применением образца катализатора изодепарафинизации 1 в сульфидной форме осуществляют при температуре 280°С, давлении 2,5 МПа, объемной скорости подачи сырья 1,5 час-1, при соотношении Н2/сырье, равном 500 нм3/м3. Получен целевой продукт с выходом 92% мас., с предельной температурой фильтруемости минус 41°С, температурой вспышки 46°С, что соответствует базовому компоненту топлива дизельного зимнего не выше минус 38°С согласно ГОСТ Р 55475-2013.
Пример 2
Способ изодепарафинизации гидроочищенной прямогонной дизельной фракции с применением образца катализатора изодепарафинизации 2 в сульфидной форме осуществляют при температурах 310°С и 320°С, давлении 3,0 МПа, объемной скорости подачи сырья 3,0 час-1, при соотношении Н2/сырье, равном 700 нм3/м3. Получен целевой продукт при температуре 310°С с выходом 93% мас., с предельной температурой фильтруемости минус 42°С, температурой вспышки 53°С, что соответствует базовому компоненту дизельного топлива зимнего не выше минус 38°С согласно ГОСТ Р 55475-2013.
При температуре 320°С получен целевой продукт с выходом 92% мас., с предельной температурой фильтруемости минус 44°С, температурой вспышки 43°С, что соответствует базовому компоненту дизельного топлива арктического с предельной температурой фильтруемости не выше минус 44°С согласно ГОСТ Р 55475-2013.
Пример 3
Способ изодепарафинизации гидроочищенной прямогонной дизельной фракции с применением образца катализатора изодепарафинизации 3 в сульфидной форме осуществляют при температуре 390°С, давлении 4,0 МПа, объемной скорости подачи сырья 5,0 час-1, при соотношении Н2/сырье, равном 1250 нм3/м3. Получен целевой продукт с выходом 94% мас., с предельной температурой фильтруемости минус 41°С, температурой вспышки 38°С, что соответствует базовому компоненту топлива дизельного зимнего не выше минус 38°С согласно ГОСТ Р 55475-2013.
Пример 4 (сравнительный без меди)
Способ изодепарафинизации гидроочищенной прямогонной дизельной фракции с применением образца катализатора изодепарафинизации 4 в сульфидной форме (без меди) осуществляют при температурах 310°С и 320°С, давлении 3,0 МПа, объемной скорости подачи сырья 3,0 час-1, при соотношении Н2/сырье, равном 700 нм3/м3, т.е. в условиях примера 2.
Получен целевой продукт при температуре 310°С с выходом 90% мас., с предельной температурой фильтруемости минус 39°С, температурой вспышки 52°С, что соответствует базовому компоненту дизельного топлива зимнего не выше минус 38°С согласно ГОСТ Р 55475-2013, однако выход и предельная температура фильтруемости ниже, чем в примере 2 с катализатором, содержащим медь (соответственно 93% мас. и минус 42°С).
При температуре 320°С получен целевой продукт с выходом 89% мас., с предельной температурой фильтруемости минус 40°С, температурой вспышки 49°С, что соответствует базовому компоненту дизельного топлива зимнего не выше минус 38°С °С согласно ГОСТ Р 55475-2013, однако выход и предельная температура фильтруемости ниже, чем в примере 2 с катализатором, содержащим медь (соответственно 92% мас. и минус 44°С).
Различие в каталитической активности и селективности образцов возникает за счет введения в образец 2 меди, обладающей собственной гидрирующей и изомеризующей активностью. Медь взаимодействует с металлом никелем в водородсодержащей среде, изменяет электронное состояние никеля за счет образования твердого раствора Ni1-x Cux и предотвращает агломерацию частиц никеля на поверхности катализатора, повышает дисперсность и снижает крекирующую активность никеля. При этом повышается выход целевого продукта.
Таким образом, введение меди в состав катализатора, и использование катализатора в процессе изодепарафинизации в сульфидной форме, позволяет улучшить показатели качества компонентов дизельного топлива - выход дизельной фракции на исходное сырье и понизить предельную температуру фильтруемости (примеры 1-4).
Пример 5
Способ изодепарафинизации гидроочищенной прямогонной дизельной фракции с применением образца катализатора изодепарафинизации 1 в металлической форме, активированного в среде водородсодержащего газа, осуществляют при температуре 315°С, давлении 3,0 МПа, объемной скорости подачи сырья 2,5 час-1, при соотношении Н2/сырье, равном 600 нм3/м3. Получен целевой продукт с выходом 92% мас., с предельной температурой фильтруемости минус 42°С, температурой вспышки 48°С, что соответствует базовому компоненту топлива дизельного зимнего не выше минус 38°С согласно ГОСТ Р 55475-2013.
Пример 6
Способ изодепарафинизации гидроочищенной прямогонной дизельной фракции с применением образца катализатора изодепарафинизации 2 в металлической форме, активированного в среде водородсодержащего газа, осуществляют при температуре 310°С, давлении 3,8 МПа, объемной скорости подачи сырья 3,0 час-1, при соотношении Н2/сырье, равном 650 нм3/м3. Получен целевой продукт с выходом 94% мас., с предельной температурой фильтруемости минус 44°С, температурой вспышки 45°С, что соответствует базовому компоненту дизельного топлива арктического с предельной температурой фильтруемости не выше минус 44°С согласно ГОСТ Р 55475-2013.
Сравнение показателей качества компонентов дизельного топлива примеров 5 и 6, содержащих в составе катализатора медь и использующих катализатор в металлической форме, по сравнению с прототипом - пат. РФ №2549617 показывает, что заявленный катализатор проявляет примерно ту же активность, что и в прототипе (выход дизельной фракции 92-94% мае, предельная температура фильтруемости минус 42 - минус 44°С), однако активация катализатора в металлическую форму проводилась при более низкой температуре (430-460°С) по сравнению с прототипом (480-500°С), что уменьшает энергозатраты и позволяет улучшить экономические показатели процесса.
Технический результат: разработаный катализатор изодепарафинизации дизельных дистиллятов, содержащий гидрирующие переходные металлы (никель, молибден, вольфрам) позволяет уменьшить температуру активации катализатора за счет включения в состав катализатора меди, использование катализатора в сульфидной и металлической формах в процессе изодепарафинизации уменьшает энергозатраты за счет уменьшения температуры активации катализатора, что улучшает экономические показатели процесса, а также дает возможность использования катализатора изобретения в одной из двух форм активации в зависимости от возможностей установки, что говорит об универсальности его применения.
В процессе изодепарафинизации дизельных дистиллятов получают базовые компоненты дизельных топлив с выходом на сырье от 92% мас. до 94% мас., с температурой предельной фильтруемости от минус 41°С до минус 44°С, что соответствует ГОСТ Р 55475-2013 для зимних и арктических сортов дизельного топлива.
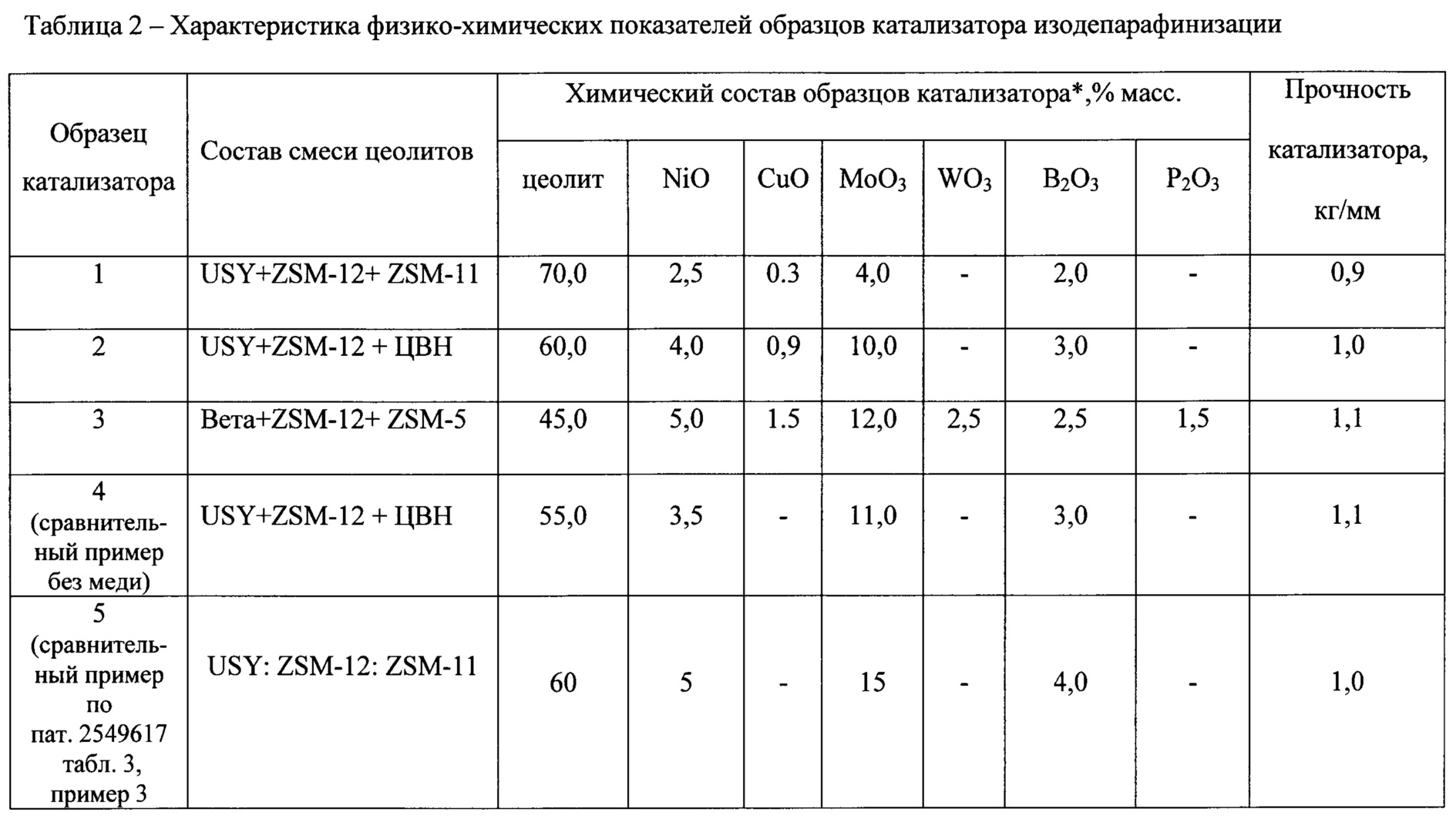
*Связующее оксид алюминия до 100% масс.
Реферат
Изобретение относится к области нефтепереработки, а именно к разработке катализатора изодепарафинизации и способа получения низкозастывающих дизельных топлив зимних и арктического сортов с использованием разработанного катализатора. Заявлен катализатор изодепарафинизации дизельных дистиллятов, содержащий в качестве кислотного компонента смесь высококремнеземных цеолитов, гидрирующие переходные металлы - оксиды никеля, молибдена и/или вольфрама, оксид меди, промотор оксид бора и/или фосфора и связующее оксид алюминия при следующем соотношении компонентов при загрузке, % мас.: смесь цеолитов (кислотный компонент) - 45,0-70,0, гидрирующие переходные металлы (в виде оксидов) - 6,5-20,0, медь (в виде оксида) - 0,3-1,5, промотор - 2,0-4,0, оксид алюминия - до 100,0; при этом в процессе изодепарафинизации катализатор используют в сульфидной форме или металлической форме. Заявлен также способ изодепарафинизации дизельных дистиллятов при повышенной температуре и давлении в присутствии описанного выше катализатора. Технический результат заключается в уменьшении температуры активации катализатора и энергозатрат. 2 н. и 4 з.п. ф-лы, 3 табл., 7 пр.
Формула
Документы, цитированные в отчёте о поиске
Катализатор гидроизодепарафинизации среднедистиллятных углеводородных фракций
Комментарии