Способ изготовления огнеупорных легковесных изделий - RU2114090C1
Код документа: RU2114090C1
Чертежи
Описание
Изобретение относится к отрасли строительных материалов и может быть использовано при изготовлении огнеупорных легковесных изделий для футеровки тепловых агрегатов с рабочей температурой до 1300oC, в частности в печах металлургической промышленности, где футеровка служит в среде влажного водорода.
Известен способ изготовления огнеупорных легковесов, заключающийся в перемешивании молотого дистенсиллиманитового концентрата, огнеупорной глины, воды и подвспененного полистирола формовании, сушке термоударом при 130-160oC и обжига [1].
Недостаток известного способа заключается в низкой прочности изделий (1,3-3,0 МПа при средней плотности 0,45-0,8 г/см3).
Наиболее близким к предлагаемому по технической сущности является способ изготовления огнеупорных легковесных изделий, заключающийся в приготовлении формовочной массы из огнеупорного компонента, лигносульфонатов, воды и подвспененных гранул полистирола, заполнении массой перфорированных форм, верхняя и нижняя крышка которой являются электродами, электропрогреве токами промышленной частоте, сушке и обжиге [2].
Недостаток известного способа заключается в высокой энергоемкости технологического процесса, больших затратах на мероприятие по технике безопасности поста электропрогрева, а также сравнительно низкой прочности, что связано с режимом электропрогрева. Электропрогрев на первой стадии при напряжении 160-150 В и резкое их повышение температуры приводят к стремительному выносу тонкодисперсных частиц к периферии, что отрицательно сказывается на прочностных характеристиках.
Техническим результатом изобретения является снижение энергозатрат, повышение электробезопасности технологической линии и повышение прочности изделий.
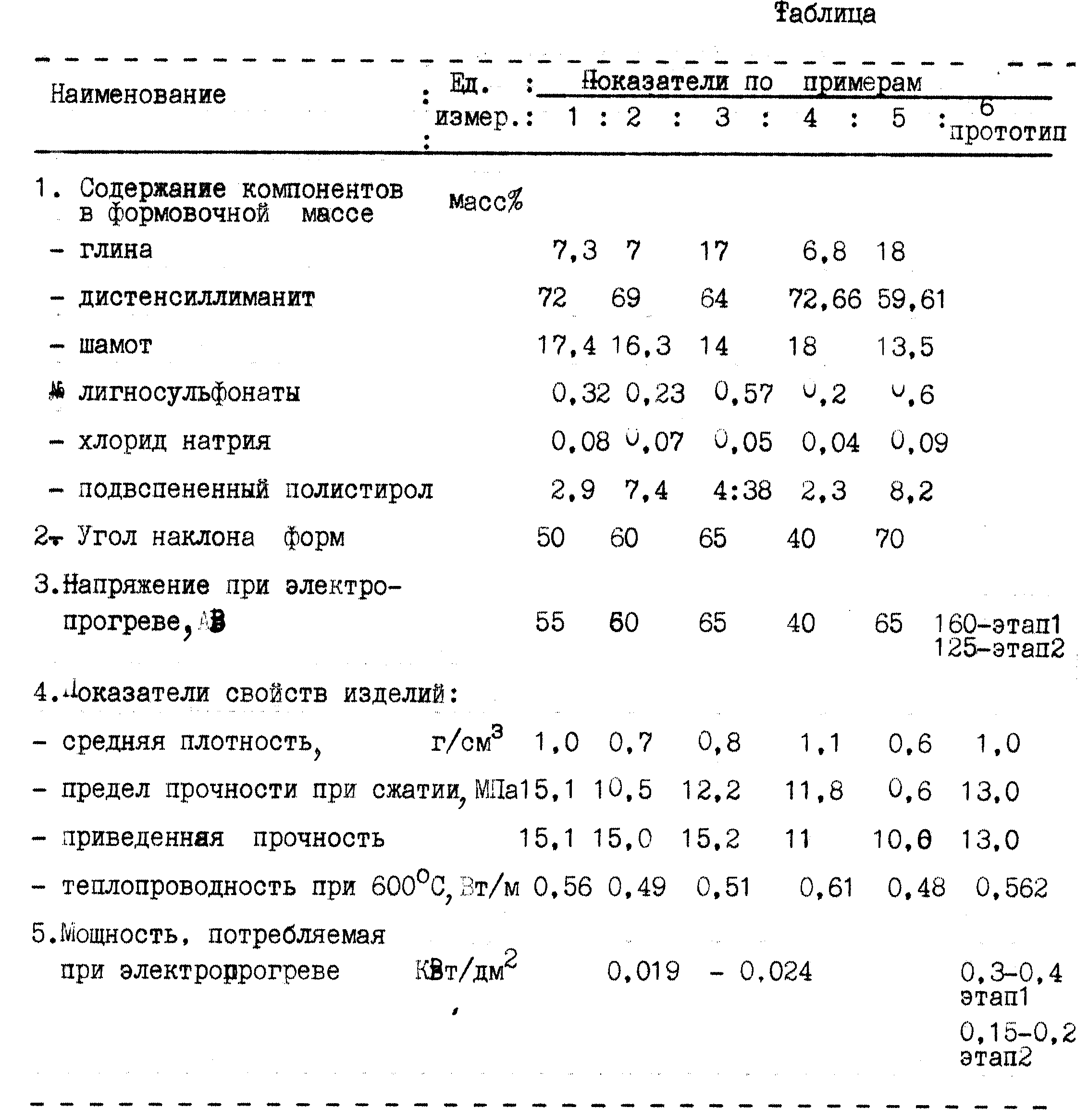
Поставленная цель достигается тем, что в способе изготовления огнеупорных легковесных изделий, заключающемся в приготовлении формовочной массы из огнеупорного компонента, лигносульфонатов, модифицированных натриевыми солями минеральных кислот, воды и подвспененных гранул полистирола, заполнении массой перфорированных закрывающихся форм, верхняя и нижняя крышки которых служат электродами, электропрогреве токами промышленной частоты с последующей сушкой и обжигом, формовочную массу готовят путем перемешивания 7-17 мас. % огнеупорной глины, 64-72% дистенсиллиманитового концентрата, 14,0-17,4% молотого шамота, комплексной добавки, состоящей из 0,23-0,57% лигносульфонатов и 0,05-0,08% хлорида натрия и воды с последующим совмещением полученного шликера с 2,9-7,4% пенополистирола, а электропрогрев осуществляют в формах, установленных в наклонном положении под углом 50-65o, при напряжении в 55-65 В в одну стадию.
Добавка шамота служит в формовочной массе отощителем. Лигносульфонаты и хлорид натрия играют роль комплексного электролита, позволяющего проводить электропрогрев при напряжении 55-65 В, чем обеспечивается высокая степень безопасности работающего персонала. Электропрогрев при низком напряжении приводит к равномерному прогреву всей массы и плавному тепломассообмену не толще изделия, чем создается равномерная структура материала. Установка форм в наклонное положение после закрытия крышек перед началом электропрогрева обеспечивает полный контакт массы и равномерный прогрев ее. Отжимаемая при расширении полистирола влага стекает с наклонной крышки, чем исключается возможность попадания ее с через перфорацию в поверхностные слои массы.
Увеличение содержания лигносульфонатов в комплексной добавке свыше 0,57% приводит к повышению клеящего эффекта на стадии приготовления массы, увеличению выноса этих частиц при электропрогреве и снижению прочности изделий. Уменьшение содержания лигносульфонатов против рекомендуемого влечет повышение водопотребности формовочной массы и снижение прочности. Повышение дозировки хлорида натрия в комплексной добавке свыше 0, 08% вызывает снижение температуры эксплуатации, а снижение дозировки хлорида натрия не позволяет проводить электропрогрев при низких напряжениях, так как повышается термическое сопротивление массы и возникает необходимость повышения напряжения.
Согласно предлагаемому способу приготовление формовочной массы осуществляют в две стадии: приготовление шликера и совмещение его с подвспененным полистиролом. Шликер готовят путем перемешивания глины, дистенсиллиманита, шамота и затворения смеси водным раствором комплексной добавки. В полученный шликер вводят подвсепенный полистирол. Масса влажностью 36-38% заполняют жесткие перфорированные формы, верхняя и нижняя крышка которых являются электродами. Формы закрывают крышками и устанавливают в наклонном положении под углом 50-65o к горизонту, после чего осуществляют электропрогрев при низком напряжении /55-65 В/ в течение 25-40 мин. В процессе электропрогрева масса нагревается до 80-100oC, происходит довспучивание полистирола, уплотнение массы, отжим части влаги через перфорацию крышек. При этом в верхней крышке вода стекает, не задерживаясь на ней. После электропрогрева проводят сушку при 120-125oC и обжиг.
Предложенным способом получают высокоглиноземистый огнеупорный легковес с содержанием оксида алюминия не менее 50%, высокой прочностью и эксплуатационной стойкостью.
Предлагаемым способом (примеры 1-3 таблицы) и способом по прототипу (пример 6) готовят образцы огнеупорного легковеса и испытывают согласно стандартным методикам.
Используют следующие сырьевые материалы:
огнеупорная глина Дружковская ДН1;
тонкомолотый дистенсиллиманитовый концентрат КДСП,
лигносульфонаты
технические, модифицированные, являющиеся смесью лигносульфонатов с натриевыми и кальциевыми солями минеральных кислот (ОСТ 13-183-83);
хлорид натрия;
шамот тонкомолотый (удельная
поверхность 2000 см2/г);
полистирол ПСВ (ТУ 6-05-1905-81), подвспененный (K = 16-17).
Основные параметры способа и результаты испытаний приведены в таблице.
Как видно из таблицы, использование предложенного способа обеспечивает повышение прочности изделий. Проведение электропрогрева при низком напряжении приводит к повышению степени электробезопасности технологии и позволяет снизить расходы на мероприятия по технике безопасности. Потребляемая при электропрогреве мощность снижена более чем в 10 раз.
Реферат
Использование: для футеровки печей металлургической промышленности. Сущность изобретения: способ изготовления огнеупорных легковесных изделий включает приготовление формовочной массы путем перемешивания 7-17 мас. % огнеупорной глины, 64-72 мас. % дистенсилиманитового концентрата, 14-17,4 мас. % молотого шамота и 0,23-0,57 мас. % лигносульфонатов и 0, 05-0,08 хлорида натрия и воды, совмещение шликера с 2,9-7,4 мас. % пенополистирола, заполнение перфорированных форм, установленных наклонно под углом 50-65°, верхняя и нижняя крышка которых служат электродами, электропрогрев при 55-65 В, сушку и обжиг. Характеристики: средняя плотность 0,7-1,0 г/см3, предел прочности при сжатии 10,5-15,1 МПа. 1 табл.
Комментарии