Способ определения расхода сжатого воздуха, вычислительное устройство для этого и носитель информации - RU2675404C1
Код документа: RU2675404C1
Чертежи







Описание
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу определения расхода сжатого воздуха для определения суммарного расхода сжатого воздуха, используемого на всей производственной линии, имеющей множество объектов технологического оборудования, которые используют сжатый воздух. Настоящее изобретение также относится к вычислительному устройству и носителю информации.
2. Описание предшествующего уровня техники
[0002] На производственной линии сжатый воздух может использоваться различным технологическим оборудованием. Однако различное технологическое оборудование отличается друг от друга состоянием эксплуатационной готовности, что затрудняет процесс определения точной величины суммарного расхода сжатого воздуха, используемого на всей производственной линии.
[0003] Когда компрессор, который вырабатывает значительный объем сжатого воздуха, выбирается в качестве компрессора для такой производственной линии, то производительность компрессора часто является чрезмерной для фактического суммарного расхода сжатого воздуха. Это приводит к таким недостаткам, как увеличение инвестиционных затрат из-за увеличения расходов на покупку компрессора, увеличение эксплуатационных расходов из-за увеличения расходов на электрическую энергию и отсутствие возможности энергосбережения из-за ухудшения энергоэффективности.
[0004] Соответственно, предпочтительно выбирать недорогой компрессор с низкой величиной эксплуатационных расходов и высокой энергоэффективностью. Однако, когда выбран экономичный компрессор, необходимо отрегулировать значение суммарного расхода сжатого воздуха, используемого на всей производственной линии так, чтобы его значение было меньше, чем объем сжатого воздуха, вырабатываемого компрессором.
[0005] Например, в опубликованной заявке на патент Японии №2010-128625 раскрыт способ, который на производстве, имеющем разнообразное технологическое оборудование, использующее сжатый воздух, моделирует процесс, при котором варьируют временную последовательность суммарного значения расхода сжатого воздуха на основе временных данных о расходе сжатого воздуха на каждом объекте технологического оборудования и времени такта, и регулирует момент начала работы и момент остановки любого объекта технологического оборудования на основе результата моделирования, чтобы предотвратить повышение значения суммарного расхода сжатого воздуха до порогового значения или более.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Как описано выше, способ, описанный в JP 2010-128625 А, регулирует момент начала работы и момент остановки работы любого объекта технологического оборудования для предотвращения превышения значением суммарного расхода сжатого воздуха порогового значения. Однако, когда моменты начала работы и остановки работы любого объекта технологического оборудования произвольно изменяется, то на производственной линии, имеющей различное технологическое оборудование, которые различаются по времени начала работы и остановки работы, необходимо решить техническую задачу, заключающуюся в том, что готовые изделия не могут быть произведены по графику.
[0007] Одним из решений данной технической задачи является точное определение суммарного расхода сжатого воздуха, используемого во всей производственной линии, имеющей различное технологическое оборудование, которое использует сжатый воздух, даже в том случае, когда каждое различное технологическое оборудование имеет разные временные параметры начала и остановки работы. То есть, когда значение суммарного расхода сжатого воздуха, используемого на всей производственной линии, может быть точно рассчитано в такой ситуации, как описано выше, то становится возможным выбирать компрессор, соответствующий требованиям производства и экономии. Когда можно выбрать компрессор, соответствующий требованиям производства и экономии, то можно исключить необходимость корректировки времени начала и остановки работы любого различного технологического оборудования, как описано в JP 2010-128625 А. В результате готовые изделия могут быть изготовлены по графику. Кроме того, когда можно выбрать компрессор, соответствующий требованиям производства и экономии, можно не допустить случая покупки компрессора, имеющего чрезмерную производительность, что выгодно с точки зрения инвестиций, эксплуатационных расходов и экономии энергии.
[0008] Настоящее изобретение представляет способ для производственной линии, имеющей множество объектов технологического оборудования, которые использует сжатый воздух, причем данный способ обеспечивает точное определение суммарного расхода сжатого воздуха, используемого на всей производственной линии, даже в том случае, когда множество объектов технологического оборудования различается по времени начала работы и остановки работы.
[0009] Один объект настоящего изобретения относится к способу определения расхода сжатого воздуха. Одним из объектов настоящего изобретения является способ определения расхода сжатого воздуха для определения суммарного расхода сжатого воздуха, используемого на всей производственной линии, имеющей множество объектов технологического оборудования, которые используют сжатый воздух, причем способ включает в себя: ввод информации о технологическом оборудовании, включающей в себя количество технологического оборудования и информацию о его размещении, и дополнительную производственную информацию, включающую в себя информацию о времени такта всей производственной линии; хранение в запоминающем устройстве временных данных, представляющих собой изменение от времени расхода сжатого воздуха для каждого объекта из множества объектов технологического оборудования, причем используется значение расхода сжатого воздуха для каждого объекта технологического оборудования в течение цикла работы от момента начала работы до момента остановки работы; и моделирование изменения от времени суммарного расхода сжатого воздуха, используемого во всей производственной линии, в течение заданного промежутка времени, при этом моделирование включает в себя определение для каждого объекта из множества объектов технологического оборудования, наступил ли момент начала работы на каждом из объектов технологического оборудования в течение заданного промежутка времени, генерирование для каждого объекта из множества объектов технологического оборудования при определении момента начала работы каждого из объектов технологического оборудования временных данных о расходе сжатого воздуха, используемого на каждом из объектов технологического оборудования в течение заданного промежутка времени, путем получения с запоминающего устройства временных данных о расходе сжатого воздуха, используемого на каждом из объектов технологического оборудования в течение цикла работы, когда, и определение временных данных, представляющих собой изменение от времени данных о суммарном расходе сжатого воздуха, используемого на всей производственной линии в течение заданного промежутка времени, путем суммирования временных данных о расходе сжатого воздуха, используемого в течение заданного промежутка времени, причем временные данные генерируются для каждого объекта из множества объектов технологического оборудования.
[0010] Согласно одному аспекту настоящего изобретения, временная диаграмма, которая представляет собой оцифрованные временные данные о расходе сжатого воздуха, используемого каждым объектом из множества объектов технологического оборудования в течение цикла работы, может храниться в запоминающем устройстве для каждого из объектов технологического оборудования.
[0011] Согласно одному аспекту настоящего изобретения, в случае, когда процесс, выполняемый одним из объектов технологического оборудования, является первым процессом, и на этом объекте технологического оборудования нет обрабатываемого изделия, можно определить момент начала работы этого объекта технологического оборудования, когда обрабатываемое изделие поступает на этот объект технологического оборудования, тогда как в случае, когда процесс, выполняемый одним из объектов технологического оборудования, не является первым процессом, и на этом объекте технологического оборудования отсутствует обрабатываемое изделие, и обрабатываемое изделие находится на том объекте технологического оборудования, которое выполняет процесс, предшествующий процессу, выполняемому этим объектом технологического оборудования, момент начала работы может быть определен для этого объекта технологического оборудования, когда обрабатываемое изделие поступает на этот объект технологического оборудования.
[0012] Второй объект настоящего изобретения относится к вычислительному устройству для определения расхода сжатого воздуха. Второй объект настоящего изобретения представляет собой вычислительное устройство для определения расхода сжатого воздуха для определения суммарного расхода сжатого воздуха, используемого на всей производственной линии, имеющей множество объектов технологического оборудования, которые используют сжатый воздух, при этом вычислительное устройство содержит: устройство ввода, сконфигурированное, чтобы принимать ввод информации о технологическом оборудовании, включающей в себя количество объектов технологического оборудования и информацию о его размещении, и дополнительную производственную информацию, включающую в себя информацию о времени такта всей производственной линии; запоминающее устройство, сконфигурированное, чтобы хранить временные данные, представляющие собой изменение от времени расхода сжатого воздуха для каждого объекта из множества объектов технологического оборудования, причем используется значение расхода сжатого воздуха на каждом из объектов технологическом оборудовании в течение цикла работы, от момента начала работы до остановки работы; и процессор, сконфигурированный, чтобы моделировать изменение от времени суммарного расхода сжатого воздуха, используемого на всей производственной линии, в течение заданного промежутка времени, при этом процессор сконфигурирован, чтобы определять во время моделирования для каждого объекта из множества объектов технологического оборудования, наступил ли момент начала работы каждого объекта технологического оборудования в течение заданного промежутка времени, генерировать для каждого объекта из множества объектов технологического оборудования временные данные о расходе сжатого воздуха, используемого на каждом из объектов технологического оборудования в течение заданного промежутка времени, путем получения из запоминающего устройства временных данных о расходе сжатого воздуха, используемого на каждом из объектов технологического оборудования в течение цикла работы, когда определяется момент начала работы каждого из объектов технологического оборудования, и определять временные данные, представляющие собой изменение от времени суммарного расхода сжатого воздуха, используемого во всем производственном линии в течение заданного промежутка времени, путем суммирования временных данных о расходе сжатого воздуха, используемого в течение заданного промежутка времени, при этом временные данные генерируются для каждого объекта из множества объектов технологического оборудования.
[0013] Третий объект настоящего изобретения относится к машиночитаемому носителю информации. Третий объект сконфигурирован, чтобы хранить компьютерную программу и заставлять компьютер выполнять этапы при выполнении компьютерной программы, причем эти этапы включают: этап ввода для ввода в компьютер, сконфигурированный для определения суммарной величины расхода сжатого воздуха, используемого на всей производственной линии, имеющей множество объектов технологического оборудования, которые используют сжатый воздух, информации о технологическом оборудовании, включающей в себя информацию о количестве объектов технологического оборудования и информацию о его размещении, и дополнительной производственной информации, включающей в себя информацию о времени такта всей производственной линии; этап хранения для хранения на запоминающем устройстве временных данных, представляющих собой изменение от времени расхода сжатого воздуха для каждого объекта из множества объектов технологического оборудования, при этом используются значения расхода сжатого воздуха на каждом объекте из множества объектов технологического оборудования в течение цикла работы от начала работы до остановки; и этап моделирования для моделирования изменения от времени суммарного расхода сжатого воздуха, используемого на всей производственной линии, в течение заданного промежутка времени, при этом этап моделирования включает в себя: этап определения для определения для каждого объекта из множества объектов технологического оборудования, наступил ли момент начала работы каждого объекта из множества объектов технологического оборудования в течение заданного промежутка времени, этап генерирования для генерирования для каждого объекта из множества объектов технологического оборудования временных данных о расходе сжатого воздуха, используемого каждым объектом технологического оборудования в течение заданного промежутка времени, путем получения из запоминающего устройства временных данных о расходе сжатого воздуха, используемого каждым объектом из множества объектов технологического оборудования в течение цикла работы каждый раз, когда для каждого объекта из множества объектов технологического оборудования определяется, что наступил момент начала работы, и этап вычисления для определения временных данных, представляющих изменение от времени суммарного расхода сжатого воздуха, используемого на всей производственной линии, в течение заданного промежутка времени, путем суммирования временных данных о расходе сжатого воздуха, используемого в течение заданного промежутка времени, причем временные данные генерируются для каждого объекта из множества объектов технологического оборудования.
[0014] Вышеописанные объекты настоящего изобретения могут быть эффективно внедрены на производственной линии, имеющей множество объектов технологического оборудования, которые использует сжатый воздух, чтобы выполнить точное определение суммарного расхода сжатого воздуха, используемого на всей производственной линии, даже в случае, когда множество объектов технологического оборудования отличаются друг от друга моментами начала работы и остановки работы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0015] Признаки, преимущества, а также техническая и промышленная значимость иллюстративных примеров осуществления изобретения будут описаны ниже со ссылкой на прилагаемые чертежи, на которых одинаковые ссылочные позиции обозначают одинаковые элементы, и на которых:
Фиг. 1 иллюстрирует один пример аппаратной конфигурации компьютера, который реализует вычислительное устройство для определения расхода сжатого воздуха в соответствии с примером осуществления изобретения;
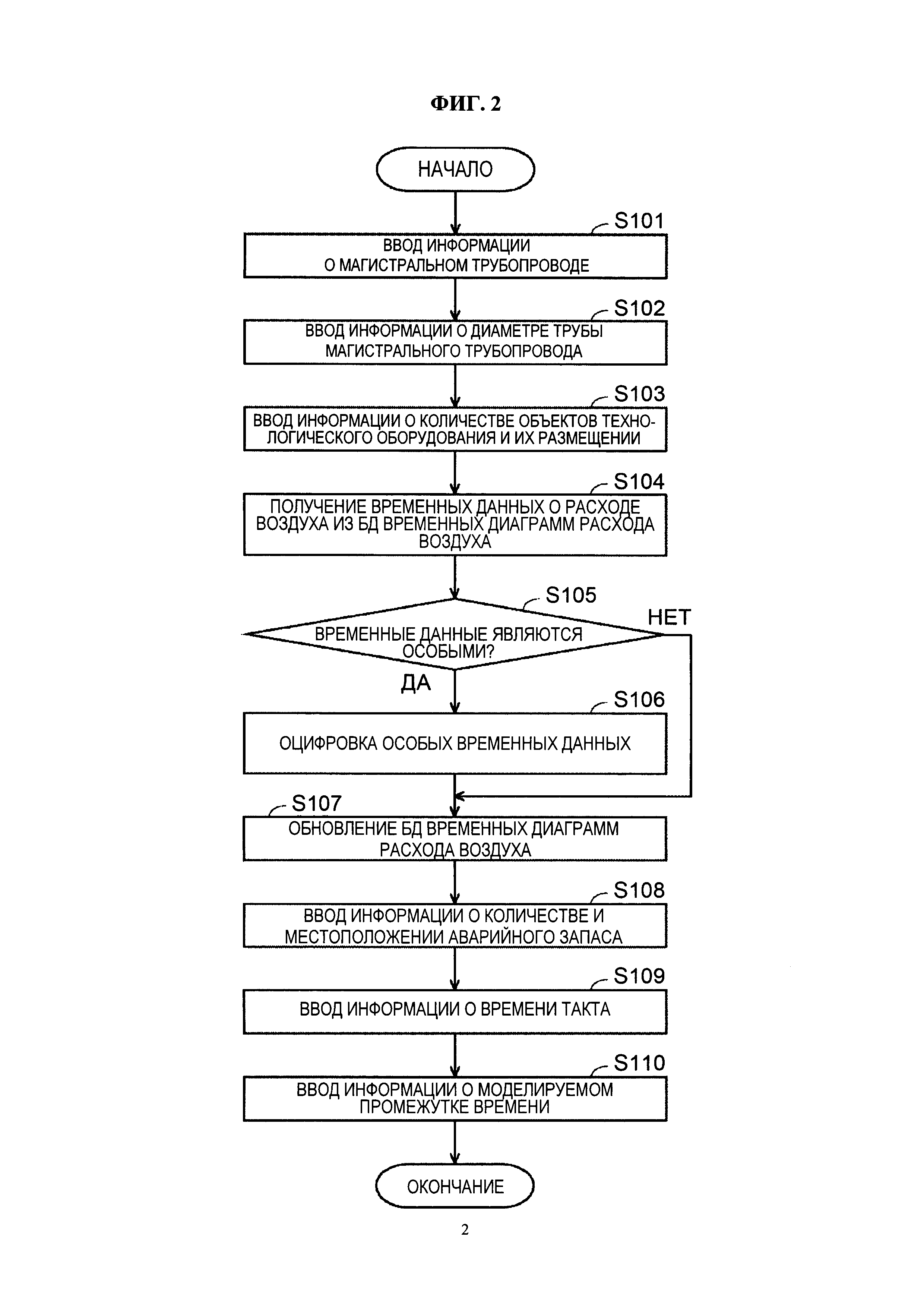
Фиг. 2 представляет собой блок-схему последовательности действий, иллюстрирующую один пример предварительной процедуры, выполняемой до моделирования в способе определения расхода сжатого воздуха в соответствии с примером осуществления изобретения;
Фиг. 3 иллюстрирует один пример формы для ввода данных, отображаемой на этапах S101, S102, показанных на фиг. 2;
Фиг. 4 иллюстрирует один пример формы для ввода данных, отображаемой на этапе S103, показанном на фиг. 2;
Фиг. 5 иллюстрирует один пример формы для ввода данных, отображаемой на этапе S103, показанном на фиг. 2;
Фиг. 6 иллюстрирует один пример процедуры для оцифровки специальных форм сигналов на этапе S106, показанном на фиг. 2;
Фиг. 7 иллюстрирует один пример формы для ввода данных, отображаемой на этапе S108, показанном на фиг. 2;
Фиг. 8 иллюстрирует один пример формы для ввода данных, отображаемой на этапах S109, S110, показанных на фиг. 2;
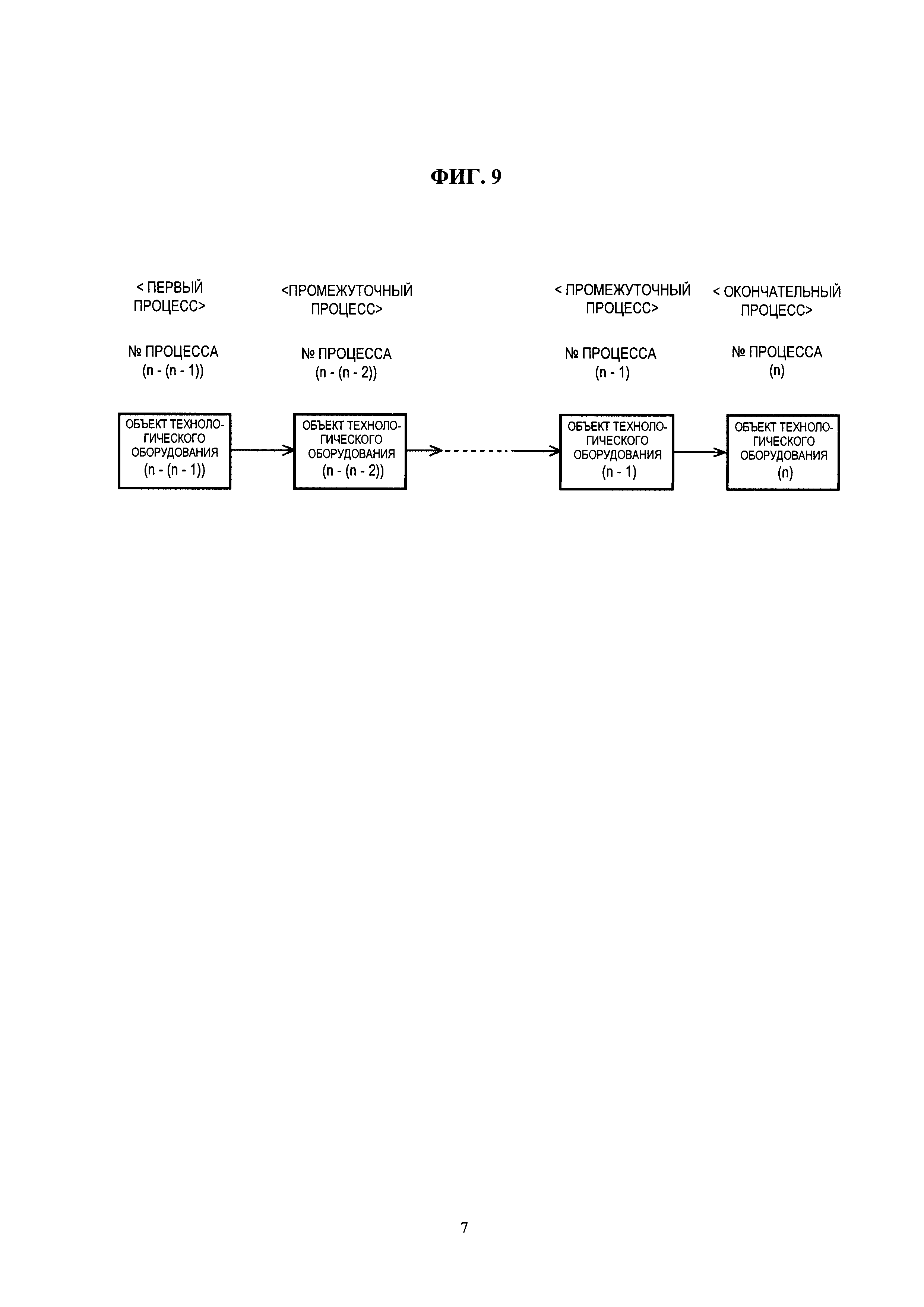
Фиг. 9 иллюстрирует один пример размещения различного технологического оборудования, содержащегося в производственной линии;
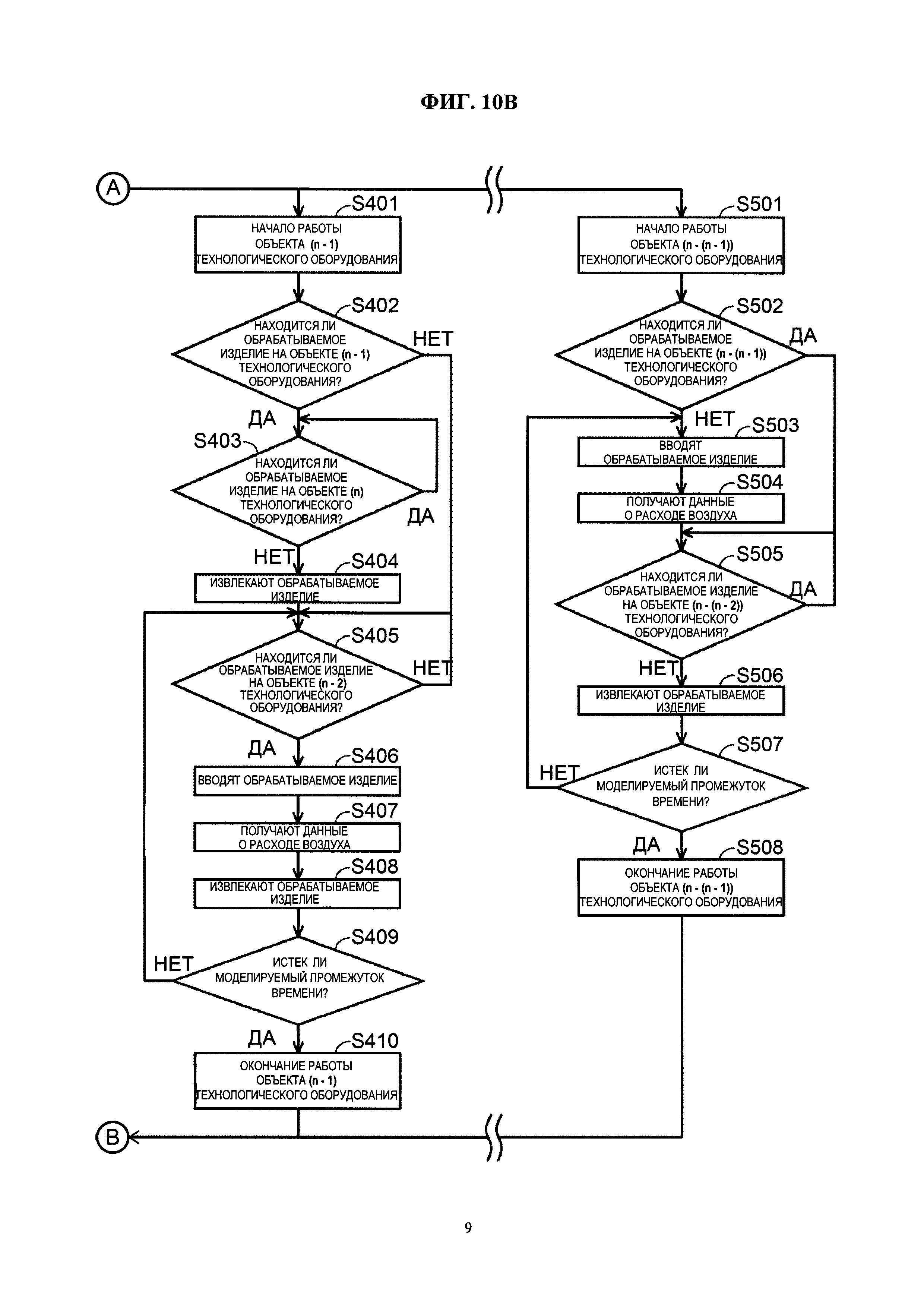
Фиг. 10 представляет собой блок-схему последовательности действий, иллюстрирующую один пример процедуры моделирования в способе определения расхода сжатого воздуха в соответствии с примером осуществления изобретения;
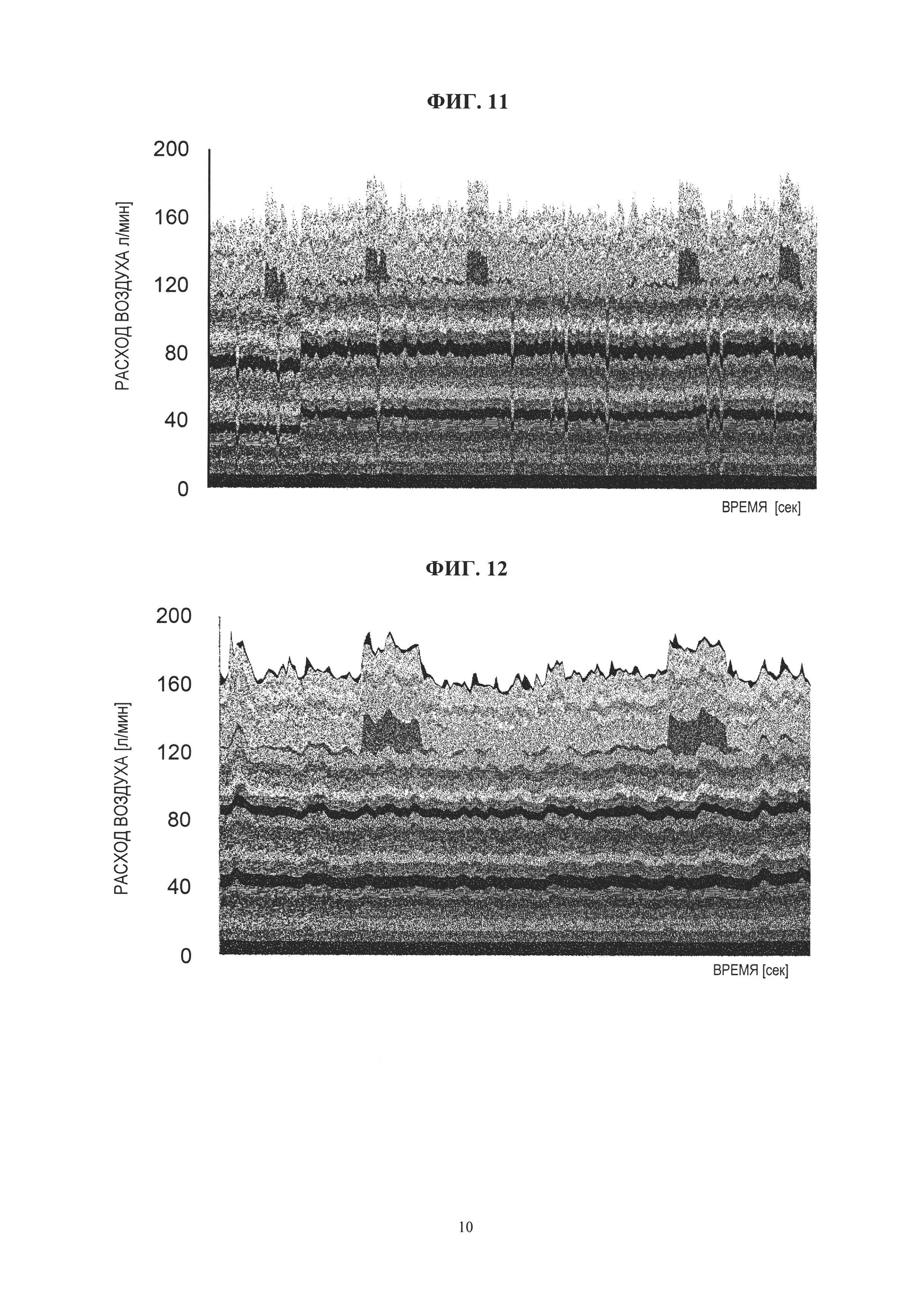
Фиг. 11 иллюстрирует один пример фактических измерений временных данных о суммарном расходе сжатого воздуха на всей производственной линии, когда производственная линия имеет конвейер;
Фиг. 12 иллюстрирует один пример фактических измерений временных данных о суммарном расходе сжатого воздуха на всей производственной линии, когда производственная линия не имеет конвейера;
Фиг. 13А иллюстрирует конкретный пример оцифрованной временной диаграммы временных данных о расходе сжатого воздуха в объекте А технологического оборудования в течение цикла работы;
Фиг. 13В иллюстрирует конкретный пример оцифрованной временной диаграммы временных данных о расходе сжатого воздуха в объекте В технологического оборудования в течение цикла работы;
Фиг. 13С иллюстрирует конкретный пример оцифрованной временной диаграммы временных данных о расходе сжатого воздуха в объекте С технологического оборудования в течение цикла работы; и
Фиг. 14 показывает конкретный пример результата определения временных данных суммарного расхода сжатого воздуха во всей производственной линии в течение моделируемого промежутка времени.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0016] Примеры осуществления настоящего изобретения будут описаны ниже со ссылкой на чертежи. Сначала со ссылкой на фиг. 1 будет описан пример конфигурации компьютера 10, который реализует вычислительное устройство для определения расхода сжатого воздуха в соответствии с настоящим примером осуществления изобретения. Как показано на фиг. 1, компьютер 10 включает в себя процессор 11, память 12, запоминающее устройство 13 и интерфейс 14 ввода-вывода (IF-вход-выход). Процессор 11, память 12, запоминающее устройство 13 и интерфейс 14 ввода-вывода соединены посредством линии передачи для обмена данными друг с другом.
[0017] Например, процессор 11 представляет собой арифметический процессор, такой как центральный процессор (CPU). Например, память 12 представляет собой такую память, как оперативное запоминающее устройство (ОЗУ) и постоянное запоминающее устройство (ПЗУ). Например, запоминающее устройство 13 является запоминающим устройством, таким как жесткий диск (ЖД), твердотельный накопитель (ТН) и картой памяти.
[0018] Запоминающее устройство 13 хранит программу, которая заставляет компьютер 10 выполнять способ определения расхода сжатого воздуха в соответствии с настоящим примером осуществления изобретения, то есть способ определения суммарного расхода сжатого воздуха, используемого во всей производственной линии, имеющей множество объектов технологического оборудования, которые используют сжатый воздух. Процессор 11 считывает вышеупомянутую программу из запоминающего устройства 13 и выполняет считанную программу для реализации способа определения расхода сжатого воздуха, в соответствии с настоящим примером осуществления изобретения. Здесь при выполнении вышеупомянутой программы процессор 11 может считывать вышеупомянутую программу в память 12 и затем выполнять считанную программу или может выполнять программу, не считывая ее в память 12. Программа может храниться в различных типах энергонезависимых машиночитаемых носителей информации и устанавливается на компьютер. Энергонезависимые машиночитаемые носители информации включают в себя различные типы материальных носителей информации. Примеры энергонезависимого машиночитаемого носителя информации включают в себя магнитные носители (например, гибкий диск, магнитную ленту и жесткий диск), оптические магнитные носители (например, магнитооптический диск), постоянную память на компакт-диске (CD-ROMы), диски CD-R, диски CD-RW, полупроводниковые запоминающие устройства (например, ПЗУ с масочным программированием, программируемое ПЗУ (ПЗУ), стираемое ППЗУ (СППЗУ), флэш-ПЗУ и память с произвольным доступом (ОЗУ)). Программа может быть введена в компьютер через различные типы промежуточных машиночитаемых носителей информации. Примеры промежуточных машиночитаемых носителей информации включают в себя электрический сигнал, оптический сигнал и электромагнитную волну. Промежуточные машиночитаемые носители информации могут передавать программу на компьютер через проводной канал связи, такой как электрический провод и оптическое волокно, или через канал беспроводной связи.
[0019] Запоминающее устройство 13 также функционирует в качестве базы данных (БД) 13А временных диаграмм расхода воздуха. Например, разные объекты технологического оборудования отличается друг от друга моментом начала работы, продолжительностью цикла работы от момента начала работы до остановки работы и изменением временных данных о расходе сжатого воздуха, используемого во время работы. Однако, в случае одного и того же объекта технологического оборудования момент начала работы может быть случайным, но продолжительность цикла работы от начала работы до остановки работы и изменение от времени данных о расходе сжатого воздуха, используемого во время цикла работы, может быть одинаковым. Соответственно, в настоящем примере осуществления изобретения временные данные, представляющие изменение от времени данных о расходе сжатого воздуха, используемого в каждом объекте технологического оборудования в течение цикла работы, сохраняются в БД 13А временных диаграмм расхода воздуха для каждого объекта из множества объектов технологического оборудования. Как описано ниже, процессор 11 моделирует изменение от времени суммарного расхода сжатого воздуха, используемого во всей производственной линии, в течение моделируемого промежутка времени (заданного периода) на основе временных данных, сохраненных в БД 13А временных диаграмм расхода воздуха.
[0020] Интерфейс 14 ввода-вывода соединен с элементами компонентов, такими как устройство 141 отображения и устройство 142 ввода. Устройство 141 отображения сконфигурировано, чтобы отображать изображения экранов, как изображение экрана, сгенерированного в процессоре 11. Примеры устройства 141 отображения включают в себя дисплей, такой как жидкокристаллический дисплей (ЖКД) и дисплей с электронно-лучевой трубкой (ЭЛТ). Устройство 142 ввода сконфигурировано, чтобы принимать ввод действий пользователя Примеры устройства 142 ввода включают в себя клавиатуру, мышь и сенсорный датчик. Устройство 141 отображения и устройство 142 ввода могут быть объединены как сенсорная панель.
[0021] Далее приводится описание способа определения расхода сжатого воздуха в соответствии с настоящим примером осуществления изобретения. Сначала будет описан пример последовательности действий предварительной процедуры со ссылкой на фиг. 2. Предварительная процедура выполняется перед моделированием изменения временной последовательности суммарного расхода сжатого воздуха, используемого во всей производственной линии в течение моделируемого промежутка времени (заданный период), причем вся производственная линия имеет множество объектов технологического оборудования, которые используют сжатый воздух.
[0022] Как показано на фиг. 2, процессор 11 принимает через устройство 142 ввода входной сигнал о схеме расположения магистрального трубопровода в качестве информации о магистральном трубопроводе (этап S101). Магистральным трубопроводом является трубопровод между компрессором, который генерирует сжатый воздух, и каждым из объектов технологического оборудования. Магистральный трубопровод не включает в себя трубопроводы в каждом объекте технологического оборудования. Затем процессор 11 принимает через устройство 142 ввода информацию о диаметре трубы магистрального трубопровода в качестве информации о магистральном трубопроводе (этап S102). Например, на этапах S101, S102 процессор 11 отображает на устройстве 141 отображения форму для ввода данных, показанную на фиг. 3. Посредством формы для ввода данных процессор 11 принимает входной сигнал о схеме расположения магистрального трубопровода и диаметре трубы через устройство 142 ввода. Форма для ввода данных, показанная на фиг. 3, сконфигурирована, чтобы принимать не только входной сигнал о схеме расположения магистрального трубопровода и диаметре трубы, но и информацию о давлении сжатого воздуха, создаваемом компрессором.
[0023] Затем процессор 11 принимает информацию о количестве объектов технологического оборудования, содержащихся в производственной линии, и их размещении через устройство 142 ввода в качестве информации о технологическом оборудовании (этап S103). Например, на этапе S103 процессор 11 сначала отображает на устройстве 141 отображения форму для ввода данных, показанную на фиг. 4. Посредством формы для ввода данных процессор 11 принимает через устройство 142 ввода информацию о размещении технологического оборудования. Затем процессор 11 отображает на устройстве 141 отображения форму для ввода данных, показанную на фиг. 5. Посредством этой формы для ввода данных процессор 11 принимает через устройство 142 ввода информацию о спецификации каждого технологического оборудования. Форма для ввода данных, показанная на фиг. 5, сконфигурирована, чтобы принимать информацию о номере процесса, соответствующем месту процесса в последовательности, выполняемой объектами технологического оборудования, о типе объекта технологического оборудования, о продолжительности цикла работы объекта технологического оборудования и давлении, используемом объектом технологического оборудования. Среди этих параметров №процесса может быть использован для определения последовательности расположения каждого объекта технологического оборудования. Форма для ввода данных, показанная на фиг. 5, дополнительно сконфигурирована, чтобы принимать информацию о том, включает ли в себя технологическое оборудование многорядный процесс, состоящий из множества процессов, выполняемых параллельно. Когда технологическое оборудование включает в себя многорядный процесс, то форма для ввода данных принимает информацию о номере многорядного целевого процесса, соответствующую месту многорядного процесса.
[0024] Далее, для каждого из множества объектов технологического оборудования процессор 11 получает из БД 13А временных диаграмм расхода воздуха, хранящейся в запоминающем устройстве 13, временные данные о расходе сжатого воздуха для каждого объекта технологического оборудования в течение цикла работы (этап S104). Например, в случае такого объекта технологического оборудования, как технологическое оборудование для высверливания отверстий и технологическое оборудование для опрессовывания штырей, временных диаграммы расхода сжатого воздуха, используемого на этих объектах технологического оборудования в течение цикла работы, становятся простыми сигналами. Соответственно, для такого технологического оборудования получаются оцифрованные типичные временные диаграммы, предварительно записанные в БД 13А временных диаграмм расхода воздуха.
[0025] Затем процессор 11 определяет, содержит или нет множество объектов технологического оборудования такой объект технологического оборудования, у которого временная диаграмма расхода сжатого воздуха, используемого в течение цикла работы, является особой временной диаграммой (этап S105). Особая временная диаграмма отличается от типичных временных диаграмм, предварительно сохраненных в БД 13А временных диаграмм расхода воздуха. Например, особая временная диаграмма отличается от типичных временных диаграмм временем использования сжатого воздуха и расходом воздуха. Конкретный пример особой временной диаграммы показан на верхнем графике на фиг. 6.
[0026] Когда на этапе S105 (ДА на этапе S105) обнаруживается, что множество объектов технологического оборудования включает в себя объект технологического оборудования, у которого временная диаграмма расхода сжатого воздуха, используемого в течение цикла работы, представляет собой особую временную диаграмму, то процессор 11 оцифровывает и тем самым упрощает особую временную диаграмму (этап S106). Особая временная диаграмма оцифровывается, например, общеизвестным способом, включающим в себя получение зависимости, преобразование непрерывного сигнала в дискретные значения и кодирование диаграммы. Например, временная диаграмма, показанная на верхнем графике на фиг. 6, оцифровывается, как показано на нижнем графике на фиг. 6. Оцифровка особой временной диаграммой на этапе S106 может быть реализована не только процессором И, но и ручным вводом, выполняемым пользователем через устройство 142 ввода. Когда на этапе S105 (НЕТ на этапе S105) определяется, что множество объектов технологического оборудования не включает в себя объект технологического оборудования, чья временная диаграмма расхода сжатого воздуха, используемого в течение цикла работы, является особой временной диаграммой, то все временные диаграммы могут быть получены из БД 13А временных диаграмм расхода воздуха. Соответственно, этап S106 пропускается, и процедура переходит к этапу S107.
[0027] Затем для каждого из множества объектов технологического оборудования процессор 11 хранит в БД 13А временных диаграмм расхода воздуха оцифрованную временную диаграмму данных о расходе сжатого воздуха, используемого на каждом объекте технологического оборудования в течение цикла работы. Соответственно, БД 13А временных диаграмм расхода воздуха обновляется (этап S107).
[0028] Затем процессор 11 принимает через устройство 142 ввода информацию о количестве и местоположении аварийных запасов в качестве вспомогательной информации о производстве (этап S108). Аварийные запасы - это обрабатываемые изделия, оставленные в качестве буферного запаса на конвейере для обеспечения производственного процесса в случае сбоя в работе ненадежного технологического оборудования (например, технологического оборудования, которое часто выходит из строя и останавливается). Например, на этапе S108 процессор 11 отображает на устройстве 141 отображения форму для ввода данных, показанную на фиг. 7. Посредством формы для ввода данных процессор 11 через устройство 142 ввода принимает ввод количества и местоположения аварийных запасов. На фиг. 7 обрабатываемые изделия, не расположенные на объектах технологического оборудования, являются изделиями, оставленными в качестве буферного запаса на конвейере.
[0029] Затем процессор 11 через устройство 142 ввода вводит время такта всей производственной линии в качестве дополнительной производственной информации (этап S109). Затем процессор 11 через устройство 142 ввода принимает значение длительности моделируемого промежутка времени, представляющего длительность промежутка времени, для которого выполняется моделирование (этап S110). Например, на этапах S109, S110 процессор 11 отображает на устройстве 141 отображения форму для ввода данных, показанную на фиг. 8. Посредством формы для ввода данных процессор 11 принимает ввод спецификации всей производственной линии через устройство 142 ввода. Форма для ввода данных, показанная на фиг. 8, сконфигурирована, чтобы принимать не только ввод времени такта и длительности моделируемого промежутка времени всей производственной линии, но и ввод давления сжатого воздуха, создаваемого в компрессоре, и расхода воздуха. На этом этапе предварительная обработка, выполняемая перед моделированием, завершается.
[0030] Далее будет описан пример последовательности действий процесса моделирования изменения временной последовательности суммарного расхода сжатого воздуха со ссылкой на фиг. 9 и 10, причем суммарный расход сжатого воздуха используется в течение моделируемого промежутка времени (заданный период) на всей производственной линии, имеющей множество объектов технологического оборудования, которые используют сжатый воздух.
[0031] Здесь, как показано на фиг. 9, производственная линия составлена из n (n - натуральное число, равное 2 или более) объектов технологического оборудования от (n-(n-1)) до (n), которые используют сжатый воздух, при этом объекты технологического оборудования установлены в порядке номеров технологического оборудования, и объект (n-(n-1)) является головным. Объекты технологического оборудования с (n-(n-1)) по (n) выполняют процессы с № (n-(n-1)) по процесс № (n) соответственно. Когда начинается процесс, показанный на фиг. 10, объекты технологического оборудования находятся в состоянии наличия обрабатываемых изделий (состояние, где все объекты технологического оборудования имеют обрабатываемые изделия), как на фактической производственной линии.
[0032] Как показано на фиг. 10, процессор 11 вычисляет для каждого из n объектов технологического оборудования с (n-(n-1)) по (n) потери в трубопроводах, представляющие величину потерь давления сжатого воздуха внутри магистрального трубопровода между этим технологическим оборудованием и компрессором (этап S201).
[0033] Затем процессор 11 начинает генерировать временные данные о расходе сжатого воздуха, используемого на n объектах технологического оборудования с (n-(n-1)) по (n) в течение моделируемого промежутка времени для каждого объекта технологического оборудования (этапы S301, S401, S501).
[0034] Здесь сначала дается описание процесса генерирования временных данных о расходе сжатого воздуха в объекте (n) технологического оборудования, который выполняет процесс № (n), который является окончательным процессом. Сначала процессор 11 определяет, имеет ли объект (n) технологического оборудования обрабатываемое изделие (этап S302). Если на этапе S302 (ДА на этапе S302) объект (n) технологического оборудования имеет обрабатываемое изделие, то обрабатываемое изделие удаляется из объекта (n) технологического оборудования (этап S303). Если на объекте (n) технологического оборудования нет обрабатываемого изделия (НЕТ на этапе S302), то нет необходимости извлекать какую-либо обрабатываемую деталь. Соответственно, этап S303 пропускается, и процедура переходит к этапу S304.
[0035] Затем процессор 11 определяет, имеет ли обрабатываемую деталь объект (n-1) технологического оборудования, который выполняет процесс № (n-1), который является процессом, предшествующим процессу № (n) (т.е. есть ли обрабатываемое изделие, которое уже было удалено из объекта (n-1) технологического оборудования, но еще не введено в технологическое оборудование (n)) (этап S304). В частности, вышеупомянутое обрабатываемое изделие представляет собой заготовку, которая уже выведена из объекта (n-1) технологического оборудования, но еще не введена в объект (n) технологического оборудования. Когда на этапе S304 (НЕТ на этапе S304) на объекте (n-1) технологическом оборудовании нет обрабатываемого изделия, то никакое обрабатываемое изделие не может быть введено в объект (n). Соответственно, процедура возвращается к этапу S304.
[0036] Когда объект (n-1) технологического оборудования имеет обрабатываемое изделие на этапе S304 (ДА на этапе S304), то процессор 11 направляет обрабатываемое изделие в объект (n) технологического оборудования (этап S305). То есть в случае, когда объект (n) технологического оборудования, который выполняет процесс № (n), который является окончательным процессом, когда на объекте (n) технологического оборудования нет обрабатываемого изделия, и объект (n-1) технологического оборудования, который выполняет процесс № (n-1), который является процессом, предшествующим процессу № (n), имеет обрабатываемое изделие, то процессор 11 поставляет обрабатываемое изделие в объект (n) технологического оборудования. На этом этапе процессор 11 определяет, что наступил момент начала работы для начала работы объекта (n) технологического оборудования.
[0037] Здесь предусмотрен конвейер для транспортировки обрабатываемого изделия между объектом (n) технологического оборудования и объектом (n-1) технологического оборудования. Обрабатываемое изделие, находящееся в объекте (n-1) технологического оборудования, транспортируется конвейером в объект (n) технологического оборудования. Соответственно, даже когда на объекте (n-1) технологического оборудования имеется обрабатываемое изделие, то обрабатываемое изделие не обязательно должно быть сразу же попасть в объект (n) технологического оборудования. На самом деле, обрабатываемое изделие попадает в объект (n) технологического оборудования по истечении времени, затрачиваемого на транспортировку конвейером обрабатываемого изделия. Однако в настоящем примере осуществления изобретения, когда на объекте (n) технологического оборудования нет обрабатываемого изделия и на объекте (n-1) технологического оборудования имеется обрабатываемое изделие, то предполагается, что обрабатываемое изделие подается в объект (n) технологического оборудования, игнорируя время транспортировки обрабатываемого изделия. При вводе обрабатываемого изделия определяется момент начала работы объекта (n) технологического оборудования. Причина такого решения будет описана ниже.
[0038] На фиг. 11 показаны временные диаграммы реальных измеренных значений временных данных о суммарном расходе сжатого воздуха в случае, когда установлен конвейер между объектами технологического оборудования. На фиг. 12 показаны временные диаграммы реальных измеренных значений временных данных о суммарном расходе сжатого воздуха в случае отсутствия конвейера между объектами технологического оборудования. Фиг. 11 и фиг. 12 иллюстрируют временные диаграммы тех же объектов технологического оборудования. Как показано на фиг. 11 и фиг. 12, наличие конвейера между объектами технологического оборудования не вызывает значительного изменения в временных диаграммах данных о суммарном расходе сжатого воздуха. Разница между максимальным значением суммарного расхода сжатого воздуха без конвейера и максимальным значением суммарного расхода сжатого воздуха с конвейером составляет около 2%. Если, несмотря на такую небольшую разницу, программа, выполняемая процессором 11, создается таким образом, что движение и условия конвейера программируются в соответствии с реальной производственной линией, то программы становятся сложными, что вызывает необходимость решать еще одну техническую задачу, заключающуюся в необходимости написания программы. Соответственно, в настоящем примере осуществления изобретения приоритет отдается упрощению программы, так что время, затрачиваемое на транспортировку конвейером, не учитывается.
[0039] При определении наступления момента начала работы объекта (n) технологического оборудования процессор 11 получает из БД 13А временных диаграмм расхода воздуха оцифрованную временную диаграмму расхода сжатого воздуха, используемого в объекте (n) технологического оборудования в течение цикла работы (этап S306). Затем процессор 11 извлекает обрабатываемое изделие из объекта (n) технологического оборудования по истечении цикла работы объекта (n) технологического оборудования (этап S307).
[0040] Затем процессор 11 определяет (этап S308), достигла ли длительность промежутка времени от начала генерирования на этапе S301 временных данных о расходе сжатого воздуха в объекте (n) технологического оборудования длительности моделируемого промежутка времени. На этапе S308, если длительность промежутка времени от начала этапа S301 не достигла значения длительности моделируемого промежутка времени (НЕТ на этапе S308), процесс возвращается к этапу S304. Когда процесс возвращается к этапу S304, то на объекте (n) технологического оборудования нет обрабатываемого изделия. Соответственно, на этапе S304, когда объект (n-1) технологического оборудования имеет обрабатываемое изделие (ДА на этапе S304), то процессор 11 подает обрабатываемое изделие в объект (n) технологического оборудования (этап S305). В этот момент процессор 11 определяет, что наступил момент начала работы объекта (n) технологического оборудования и выполняет этап S306 и далее.
[0041] То есть процессор 11 при определении момента начала работы объекта (n) технологического оборудования получает из БД 13А временных диаграмм расхода воздуха оцифрованные временные данные о расходе сжатого воздуха, используемого на объекте (n) технологического оборудования в течение цикла работы. Таким образом, процессор 11 генерирует временные данные о расходе сжатого воздуха, используемого на объекте (n) технологического оборудования в течение моделируемого промежутка времени.
[0042] Между тем, когда на этапе S308 длительность промежутка времени, прошедшего с момента начала этапа S301, достигает длительности моделируемого промежутка времени (ДА на этапе S308), процессор 11 завершает генерирование временных данных о расходе сжатого воздуха в объекте (n) технологического оборудования (этап S309).
[0043] Далее дается описание процесса генерирования временной последовательности данных о расходе сжатого воздуха в объекте (n-1) технологического оборудования, который выполняет процесс № (n-1), который является промежуточным процессом. Сначала процессор 11 определяет, имеет ли объект (n-1) технологического оборудования обрабатываемое изделие (этап S402). На этапе S402, если объект (n-1) технологического оборудования имеет обрабатываемое изделие (ДА на этапе 5402), процессор 11 затем определяет, имеет ли обрабатываемое изделие объект (n) технологического оборудования, который выполняет процесс № (n), который является процессом, следующим после процесса № (n-1) (этап 5403). На этапе S403, если на объекте (n) технологического оборудования нет обрабатываемого изделия (НЕТ на этапе S403), это указывает на то, что объект (n-1) технологического оборудования имеет обрабатываемое изделие, а объект (n) технологического оборудования не имеет обрабатываемого изделия. Соответственно, процессор 11 извлекает обрабатываемое изделие из объекта (n-1) технологического оборудования (этап S404). Когда на объекте (n-1) технологическом оборудовании нет обрабатываемого изделия (НЕТ на этапе S402), то нет необходимости извлекать какое-либо обрабатываемое изделие. Соответственно, этапы S403, S404 пропускаются, и процесс переходит к этапу S405. Когда на этапе S304 (ДА на этапе S403) объект (n) технологического оборудования имеет обрабатываемое изделие, то обрабатываемое изделие невозможно извлечь из объекта (n-1) технологического оборудования. Соответственно, процесс возвращается к этапу S403. То есть, обрабатываемое изделие из объекта (n-1) технологического оборудования (n-1) извлекается после того, как обрабатываемое изделие больше не присутствует на объекте (n) технологического оборудования.
[0044] Затем процессор 11 определяет, имеет ли объект (n-2) технологического оборудования, который выполняет процесс № (n-2), который является процессом, предшествующим процессу № (n-1), обрабатываемое изделие (независимо от того, существует ли обрабатываемое изделие, которое уже было удалено из объекта (n-2) технологического оборудования, но еще не находится в объекте (n-1) технологического оборудования) (этап S405). Если на этапе S405 (НЕТ на этапе S405) на объекте (n-2) технологического оборудования нет обрабатываемого изделия, то никакое обрабатываемое изделие не может быть введено. Соответственно, процесс возвращается к этапу S405.
[0045] Когда на этапе S405 (ДА на этапе S405) объект (n-2) технологического оборудования имеет обрабатываемое изделие, процессор 11 подает обрабатываемое изделие в объект (n-1) технологического оборудования (этап S406). То есть в случае, когда объект (n-1) технологического оборудования, который выполняет процесс № (n-1), который является промежуточным процессом, когда на объекте (n-1) технологического оборудования нет обрабатываемого изделия, и объект (n-2) технологического оборудования, который выполняет процесс № (n-2), который является процессом, предшествующим процессу № (n-1), имеет обрабатываемое изделие, процессор 11 поставляет обрабатываемое изделие в объект (n-1) технологического оборудования. В этот момент процессор 11 определяет, что наступил момент начала работы объекта (n-1) технологического оборудования. При этом период времени транспортировки обрабатываемого изделия конвейером между объектом (n-1) технологического оборудования и объектом (n-2) технологического оборудования не учитывается, как и в случае объекта (n) технологического оборудования.
[0046] При определении того, что наступил момент начала работы объекта (n-1) технологического оборудования, процессор 11 получает из БД 13А временных диаграмм расхода воздуха оцифрованные временные данные о расходе сжатого воздуха в объекте (n-1) технологического оборудования в течение цикла работы (этап S407). Затем процессор 11 выдает обрабатываемое изделие из объекта (n-1) технологического оборудования по истечении цикла работы объекта (n-1) технологического оборудования (этап S408).
[0047] Затем процессор 11 определяет, достигала ли длительность промежутка времени, прошедшего после начала генерирования на этапе S401 временных данных о расходе сжатого воздуха объектом (n-1) технологического оборудования, длительности моделируемого промежутка времени (этап S409). На этапе S409, если длительность промежутка времени, прошедшего с этапа S401, не достигла длительности моделируемого промежутка времени (НЕТ на этапе S409), процесс возвращается к этапу S405. Когда процесс возвращается к этапу S405, на объекте (n-1) технологического оборудования нет обрабатываемого изделия. Соответственно, на этапе S405, когда объект (n-2) технологического оборудования имеет обрабатываемое изделие (ДА на этапе S405), процессор 11 подает обрабатываемое изделие в объект (n-1) технологического оборудования (этап S406). В этот момент процессор 11 определяет, что наступил момент начала работы объекта (n-1) технологического оборудования и выполняет этап S407 и далее.
[0048] То есть процессор 11 получает из БД 13А временных диаграмм расхода воздуха оцифрованные временные данные о расходе сжатого воздуха, используемого в объекте (n-1) технологического оборудования в течение цикла работы, когда определяется, что момент начала работы объекта (n-1) технологического оборудования наступил. Таким образом, процессор 11 генерирует временные данные о расходе сжатого воздуха, используемого в объекте (n-1) технологического оборудования в течение моделируемого промежутка времени.
[0049] Между тем, когда на этапе S409 (ДА на этапе S409) обнаруживается, что длительность промежутка времени, прошедшего с начала этапа S401, достигла длительности моделируемого промежутка времени, процессор 11 прекращает генерировать временные данные о расходе сжатого воздуха в объекте (n-1) технологического оборудования (этап S410).
[00501 Временные данные о расходе сжатого воздуха на объектах технологического оборудования с (n-(n-2)) по (n-2), которые выполняют процессы с № (n-(n-2)) по № (n-2), которые являются промежуточными процессами, соответственно, могут генерироваться, по существу, таким же образом, как и временные данные о расходе сжатого воздуха в объекте (n-1) технологического оборудования. Соответственно, описание способа их генерирования опущено.
[0051] Далее дается описание генерирования временных данных о расходе сжатого воздуха в объекте (n-(n-1)) технологического оборудования, который выполняет процесс № (n-(n-1)), который является первым процессом. Сначала процессор 11 определяет, имеет ли объект (n-(n-1)) технологического оборудования обрабатываемое изделие (этап S502). Если на объекте (n-(n-1)) технологического оборудования есть обрабатываемое изделие (ДА на этапе S502), то нет необходимости вводить обрабатываемое изделие. Соответственно, описанные ниже этапы S503, S504 пропускаются, и процесс переходит к этапу S505.
[0052] Если объект (n-(n-1)) технологического оборудования не имеет обрабатываемого изделия на этапе S505 (НЕТ на этапе S502), то процессор 11 подает обрабатываемое изделие в объект (n-(n-1)) технологического оборудования (этап S503). То есть в случае, когда объект (n-(n-1)) технологического оборудования, который выполняет процесс № (n-(n-1)), который является первым процессом, процессор 11 вводит обрабатываемое изделие в объект (n-(n-1)) технологического оборудования, когда на объекте (n-(n-1)) технологического оборудования нет обрабатываемого изделия. В это время процессор 11 определяет, что наступил момент начала работы для начала работы объекта (n-(n-1)) технологического оборудования. При этом период времени транспортировки обрабатываемого изделия конвейером, установленным непосредственно перед объектом (n-(n-1)) технологического оборудования, игнорируется, как и в случае объекта (n) технологического оборудования.
[0053] При определении того, что наступил момент начала работы объекта (n-(n-1)) технологического оборудования, процессор 11 получает из БД 13А временных диаграмм расхода воздуха оцифрованные временные данные о расходе сжатого воздуха, используемого на объекте (n-(n-1)) технологического оборудования в течение цикла работы (этап S504).
[0054] Затем процессор 11 определяет, присутствует ли обрабатываемое изделие в объекте (n-(n-2)) технологического оборудования, который выполняет процесс № (n-(n-2)), который представляет собой процесс, следующий за № (n-(n-1)), по истечении цикла работы объекта (n-(n-1)) технологического оборудования (этап S505). Когда на этапе S505 (НЕТ на этапе S505) обнаруживается, что объект (n-(n-2)) технологического оборудования не имеет обрабатываемого изделия, то обрабатываемое изделие выводится из объекта (n-(n-1)) технологического оборудования (этап S506). Если на этапе S505 (ДА на этапе S505) объект (n-(n-2)) технологического оборудования имеет обрабатываемое изделие, обрабатываемое изделие не может быть извлечено из объекта (n-(n-1)) технологического оборудования. Соответственно, процесс возвращается к этапу S505. То есть обрабатываемое изделие из объекта (n-(n-1)) технологического оборудования извлекается после того, как обрабатываемое изделие больше не присутствует на объекте (n-(n-2)) технологического оборудования.
[0055] Далее процессор 11 определяет, достигла ли длительность промежутка времени, прошедшего после начала на этапе S501 генерирования временных данных о расходе сжатого воздуха в объекте (n-(n-1)) технологического оборудования, длительности моделируемого промежутка времени (этап S507). На этапе S507, если длительность промежутка времени, прошедшего после начала этапа S501 не достигает длительности моделируемого промежутка времени (НЕТ на этапе S507), то процесс возвращается к этапу S503. Когда процесс возвращается к этапу S503, то на объекте (n-(n-1)) технологического оборудования отсутствует обрабатываемое изделие. Соответственно, когда процесс возвращается к этапу S503, процессор 11 вводит обрабатываемое изделие в объект (n-(n-1)) технологического оборудования (этап S503). В этот момент процессор 11 определяет, что наступил момент начала работы объекта (n-(n-1)) технологического оборудования и выполняет этап S504 и далее.
[0056] То есть процессор 11 получает из БД 13А временных диаграмм расхода воздуха оцифрованные временные данные о расходе сжатого воздуха, используемого в объекте (n-(n-1)) технологического оборудования, когда определяется, что наступил момент начала работы объекта (n-(n-1)) технологического оборудования. Таким образом, процессор 11 генерирует временные данные о расходе сжатого воздуха, используемого в объекте (n-(n-1)) технологического оборудования в течение моделируемого промежутка времени.
[0057] Между тем, когда длительность промежутка времени, прошедшего после начала этапа S501, на этапе S507 (ДА на этапе S507) достигает длительности моделируемого промежутка времени, процессор 11 прекращает генерировать временные данные о расходе сжатого воздуха в объекте (n-(n-1)) технологического оборудования (этап S508).
[0058] Вышеописанная процедура генерирует временные данные о расходе сжатого воздуха для каждого из объектов технологического оборудования от (n-(n-1)) до (n), при этом при моделировании используется значение расхода сжатого воздуха в каждом объекте технологического оборудования. Затем процессор 11 вычисляет временные данные, представляющие изменение от времени суммарного расхода сжатого воздуха, используемого во всей производственной линии в моделируемом промежутке времени, путем суммирования временных данных о расходе сжатого воздуха, используемого в моделируемом промежутке времени, при этом генерируются временные данные для каждого из n объектов технологического оборудования с (n-(n-1)) по (n). Затем процессор 11 выводит вычисленные временные данные (этап S202). При этом процессор 11 отображает и выводит изображение вычисленных временных данных, например, на экран устройства 141 отображения.
[0059] Затем процессор 11 выводит максимальное значение суммарного расхода сжатого воздуха в течение моделируемого промежутка времени (этап S203). В это время процессор 11 отображает и выводит, например, на экран устройства 141 отображения изображение, содержащее максимальное значение суммарного расхода сжатого воздуха.
[0060] Далее способ определения расхода сжатого воздуха в соответствии с настоящим примером осуществления изобретения будет описан на основе конкретного примера со ссылкой на фиг. 13А-13С и фиг. 14. Здесь производственная линия выполнена таким образом, что три объекта технологического оборудования от А до С, которые используют сжатый воздух, располагаются в порядке, где технологическое оборудование А является головным.
[0061] Сначала, в процессе предварительной обработки, выполненной перед моделированием для каждого из трех объектов технологического оборудования от А до С процессор 11 хранит в БД 13А временных диаграмм расхода воздуха оцифрованные временные данные о расходе сжатого воздуха, используемого на каждом объекте технологического оборудования в течение цикла работы. Здесь предположим, что временные диаграммы, показанные на фиг. 13А-13С, хранятся для трех объектов технологического оборудования от А до С, соответственно.
[0062] Затем процессор 11 начинает процесс моделирования. При этом процессор 11 начинает генерировать временные данные о расходе сжатого воздуха для каждого из объектов технологического оборудования, причем значение расхода сжатого воздуха используется для каждого из трех объектов технологического оборудования А-С в течение моделируемого промежутка времени. Здесь, как показано на фиг. 14, моделируемый промежуток времени представляет собой период времени от t1 до t11.
[0063] Сначала, для объекта А технологического оборудования процессор 11 определяет, что в моделируемом промежутке времени моменты начала работы имеют место в моменты времени t4 и t9. Соответственно, процессор 11 извлекает из БД 13А временных диаграмм расхода воздуха оцифрованные временные данные о расходе сжатого воздуха, используемого в объекте А технологического оборудования в течение цикла работы.
[0064] Для объекта В технологического оборудования процессор 11 определяет, что в моделируемом промежутке времени моменты начала работы имеют место в моменты времени t2 и t7. Соответственно, процессор 11 в моменты времени t2 и t7 извлекает из БД 13А временных диаграмм расхода воздуха оцифрованные временные данные о расходе сжатого воздуха, используемого в объекте В технологического оборудования в течение цикла работы.
[0065] Для объекта С технологического оборудования процессор 11 определяет, что в моделируемом промежутке времени моменты начала работы имеют место в моменты времени t1 и t6. Соответственно, процессор 11 в моменты времени t1 и t6 извлекает из БД 13А временных диаграмм расхода воздуха оцифрованные временные данные о расходе сжатого воздуха, используемого в объекте С технологического оборудования в течение цикла работы.
[0066] Описанная выше процедура генерирует временные данные о расходе сжатого воздуха для каждого из объектов технологического оборудования, причем значения расхода сжатого воздуха используются для каждого из трех объектов технологического оборудования в течение моделируемого промежутка времени. Затем процессор 11 вычисляет временные данные о суммарном расходе сжатого воздуха, используемого во всей производственной линии в моделируемом промежутке времени, путем суммирования временных данных о расходе сжатого воздуха, используемого в моделируемом промежутке времени, причем временные данные генерируются для каждого из трех объектов технологического оборудования от А до С.Затем процессор 11 выводит вычисленные временные данные.
[0067] В это время во временных данных о суммарном расходе сжатого воздуха суммарный расход сжатого воздуха показывает максимальное значение между моментами t4 и t5 и между моментами t9 и t10. Соответственно, процессор 11 выводит значение суммарного расхода сжатого воздуха между моментами t4 и t5 и между моментами t9 и t10 в качестве максимального значения суммарного расхода сжатого воздуха.
[0068] Как описано выше, в соответствии с настоящим примером осуществления изобретения БД 13А временных диаграмм расхода воздуха для каждого объекта из множества объектов технологического оборудования сохраняет временные данные о расходе сжатого воздуха в каждом объекте технологического оборудования в течение цикла работы от начала работы до остановки работы. Процессор 11 получает для каждого объекта из множества объектов технологического оборудования временные данные о расходе сжатого воздуха в каждом объекте технологического оборудования в течение цикла работы из БД 13А временных диаграмм расхода воздуха, когда в течение заданного моделируемого промежутка времени наступает момент начала работы каждого объекта технологического оборудования. Таким образом, процессор 11 генерирует временные данные о расходе сжатого воздуха для каждого из множества объектов технологического оборудования в течение заданного промежутка времени. Затем процессор 11 вычисляет временные данные о суммарном расходе сжатого воздуха на всей производственной линии в течение заданного промежутка времени путем суммирования временных данных о расходе сжатого воздуха в каждом из множества объектов технологического оборудования в течение заданного промежутка времени.
[0069] Соответственно, даже когда множество объектов технологического оборудования отличаются друг от друга моментами начала работы и остановки работы на производственной линии, имеющей множество объектов технологического оборудования, которые используют сжатый воздух, временные данные о расходе сжатого воздуха в каждом объекте технологического оборудования могут быть точно сгенерированы. В результате суммарный расход сжатого воздуха на всей производственной линии также может быть рассчитан с достаточной точностью.
[0070] В результате может быть выбран компрессор, имеющий надлежащие характеристики, соответствующие суммарному расходу сжатого воздуха. Например, в примере, показанном на фиг. 14, выбранный компрессор может иметь характеристики, соответствующие значению суммарного расхода сжатого воздуха в период между моментами t4 и t5 и в период между моментами t9 и t10. Так как возможно выбрать компрессор, который удовлетворяет требованиям производства, становится возможным исключить необходимость корректировки момента начала работы и момента остановки работы любого из объектов технологического оборудования, как описано в JP 2010-128625 А. В результате, готовые изделия могут быть изготовлены по графику. Кроме того, поскольку можно выбрать компрессор с надлежащими характеристиками, можно не допустить случая покупки компрессора, имеющего чрезмерную производительность, что выгодно с точки зрения инвестиций, эксплуатационных расходов и экономии энергии.
[0071] В соответствии с настоящим примером осуществления изобретения оцифрованные временные диаграммы хранятся в БД 13А временных диаграмм расхода воздуха в виде временных данных о расходе сжатого воздуха в каждом объекте из множества объектов технологического оборудования в течение цикла работы. Таким образом, временные диаграммы расхода сжатого воздуха оцифровываются и, таким образом, упрощается, что приводит к упрощению программы, выполняемой процессором 11 для реализации способа определения расхода сжатого воздуха в соответствии с настоящим изобретением. Поэтому время, затрачиваемое на написание программы, может быть сокращено.
[0072] В соответствии с настоящим примером осуществления изобретения, когда на объекте технологического оборудования, который выполняет первый процесс, отсутствует обрабатываемое изделие, процессор 11 подает обрабатываемое изделие в этот объект технологического оборудования, и в этот момент процессор 11 определяет, что наступил момент начала работы технологического оборудования. Если обрабатываемое изделие отсутствует на одном из объектов технологического оборудования, который отличается от объекта технологического оборудования, который выполняет первый процесс, и обрабатываемое изделие находится на объекте технологическом оборудовании, который выполняет процесс, предшествующий процессу, выполняемому одним из объектов технологического оборудования, процессор 11 поставляет обрабатываемое изделие в этот объект технологического оборудования, упомянутый последним. В этот момент процессор 11 определяет, что наступил момент начала работы этого объекта технологического оборудования. То есть, процессор 11 поставляет обрабатываемое изделие в этот объект технологического оборудования независимо от времени транспортировки конвейером, и в этот момент процессор 11 определяет, что наступил момент начала работы этого объекта технологического оборудования. Когда время транспортировки конвейером игнорируется, то вышеупомянутая программа дополнительно упрощается, что еще больше сокращает время, затрачиваемое на написание программы.
[0073] Настоящее изобретение не ограничено примерами осуществления изобретения, раскрытыми выше, и возможны соответствующие модификации без отхода от объема настоящего изобретения.
Реферат
Настоящее изобретение относится к способу определения расхода сжатого воздуха для определения суммарного расхода сжатого воздуха, используемого на всей производственной линии, имеющей множество объектов технологического оборудования, которые используют сжатый воздух. Настоящее изобретение также относится к вычислительному устройству и носителю информации. Способ определения расхода сжатого воздуха согласно настоящему изобретению включает в себя хранение в запоминающем устройстве временных данных о расходе сжатого воздуха, используемого в каждом объекте из множества объектов технологического оборудования в течение цикла работы, и осуществление моделирования. Моделирование включает в себя генерирование для каждого объекта из множества объектов технологического оборудования временных данных о расходе сжатого воздуха на каждом из объектов технологического оборудования в течение заданного промежутка времени, путем получения из запоминающего устройства временных данных о расходе сжатого воздуха в каждом из объектов технологического оборудования в течение цикла работы, всякий раз когда определяется момент начала работы каждого из объектов технологического оборудования. Временные данные о суммарном расходе сжатого воздуха на всей производственной линии в течение заданного промежутка времени рассчитываются путем суммирования временных данных о расходе сжатого воздуха каждым объектом из множества объектов технологического оборудования в течение заданного промежутка времени. Технический результат – точное определение суммарного расхода сжатого воздуха, используемого на производственной линии. 3 н. и 2 з.п. ф-лы, 14 ил.
Комментарии