Способ непрерывного весового дозирования сыпучего материала и устройство для его осуществления - RU2691786C1
Код документа: RU2691786C1
Чертежи
Описание
Способ относится к области непрерывного дозирования сыпучих материалов и может быть использован в химической, фармацевтической и других отраслях промышленности, в частности при дозировании порошка KMgO4 в реактор при получения оксида графена для модифицирования пластичных смазок.
Известен способ непрерывного дозирования сыпучих материалов, включающий подачу материала во вращающуюся трубу, высыпание материала непрерывным потоком (А. с. СССР N 838365, БИ №22, 1981).
Недостаток способа заключается в низкой точности. Дозирование осуществляется самой вращающейся трубой, а производительность зависит от множества физико-механических свойств дозируемого сыпучего материала, таких как коэффициенты трения, гранулометрический состав, влажность и т.д. Поскольку указанные свойства даже в пределах одной партии сыпучего материала колеблются, изменяется производительность дозатора, а, следовательно, снижается точность дозирования.
Известен принятый за прототип способ весового непрерывного дозирования сыпучих материалов включающий формирование отдельных порций с одинаковым весом ΔР, подачу порций через равные промежутки времени ΔT в преобразователь этих порций в непрерывный поток при выполнении условия что ΔР/ΔT равно заданной весовой производительности дозирования. Недостаток способа заключается в том, что при формировании отдельных порций взвешивание порции осуществляется при подаче материала, а это невозможно осуществить без динамических воздействий на весоизмерительное устройства, которые снижают точность взвешивания и, следовательно, точность непрерывного дозирования. Динамические воздействия на весоизмерительное устройство являются основной причиной, которая не позволяет повысить точность порционного дозирования. В настоящее время, ведущие мировые производители дозаторов, для уменьшения динамических воздействий на весоизмерительное устройство формируют порцию материала в два этапа. На первом этапе материал подается с достаточно большой производительностью, а когда вес порции становится равным (0,8-0,9) от заданного значения, производительность существенно уменьшают. В данном случае динамические воздействия уменьшаются, но остаются. Кроме этого, значительно возрастает время формирования отдельной порции. В последние годы особенно остро стоит задача обеспечения высокой точности дозирования при отборе проб за малые промежутки времени. Так, например, при подаче катализатора в реактор непрерывного действия по производству углеродных нанотрубок, необходимо обеспечить высокую точность непрерывного дозирования при отборе проб за 60 с и меньше.
Наиболее близким к предлагаемому является устройство для непрерывного весового дозирования сыпучих материалов, содержащее порционный дозатор, основание, состоящее из неподвижной платформы, на которой шарнирно закреплена подвижная платформа, лоток, установленный на подвижной платформе, вибратор, установленный на основании и соединенный с загрузочным краем лотка, блок управления. Недостатком данного устройства является то, что при формировании отдельных порций взвешивание порции осуществляется при подаче материала, а это невозможно осуществить без динамических воздействий на весоизмерительное устройства, которые снижают точность взвешивания и, следовательно, точность непрерывного дозирования.
Технический результат по изобретению-способу заключается в повышении точности непрерывного весового дозирования сыпучих материалов по сравнению со способом прототипом.
Технический результат заявляемого изобретения-устройства заключается в создании устройства, обеспечивающего реализацию предлагаемого способа непрерывного весового дозирования сыпучего материала.
Технический результат по изобретению-способу достигается тем, что в способе непрерывного весового дозирования сыпучего материала, включающем формирование отдельных порций с весом ΔР и максимальной погрешностью взвешивания при подаче материала δР, подачу порций через равные промежутки времени ΔT в преобразователь этих порций в непрерывный поток при выполнении условия, что ΔР/ΔT равно заданной весовой производительности дозирования, формирование отдельных порций осуществляют по частям, формируют первую часть порции ΔP(i) при подаче сыпучего материала с производительностью ql=ΔP/(0,1ΔT), прекращают подачу материала при весе ΔP(i)=ΔP-δР, взвешивают первую часть порции ΔP(i), формируют поэтапно вторую часть порции, причем па каждом этапе добавляют материал с производительностью q2=ΔР/(ΔT) в течение промежутка времени 0,1ΔТ, прекращают подачу материала, путем взвешивания определяют общий вес материала ΔP(i) и повторяют добавление материала до тех пор, пока не будет выполнено условие:
ΔP(i)≥ΔР,
где ΔР - заданный вес отдельной порции, г; ΔP(i) - текущий вес порции, г.
Технический результат по изобретению-способу достигается также и тем, что что добавляют материал с производительностью q2=ΔP/(N2⋅ΔT) до тех пор, пока не будет выполнено условие
ΔP(i)≥2ΔP-ΔP(i-1),
где ΔP(i-1) - вес предыдущей порции, г.
Технический результат по изобретению-устройству достигается тем, что в устройстве для осуществления способа по п. 1, содержащем порционный дозатор, основание, состоящее из неподвижной платформы, на которой шарнирно закреплена подвижная платформа, лоток, установленный на подвижной платформе, вибратор, установленный на основании и соединенный с загрузочным краем лотка, блок управления, порционный дозатор выполнен в виде бункера установленного на весоизмерительном устройстве, снабженного основным и дополнительным шнековыми питателями с регулируемыми приводами вращения, причем весоизмерительное устройство и приводы вращения основного и дополнительного питателя включены в цепь блока управления.
Технический результат по изобретению-устройству достигается также и тем, что приводы основного и дополнительного питателя соединены с основанием с помощью дополнительного кронштейна и передают вращение шнекам основного и дополнительного питателя с помощью подвижных соединений, приводы вертикальных перемещений которых включены в цепь блока управления.
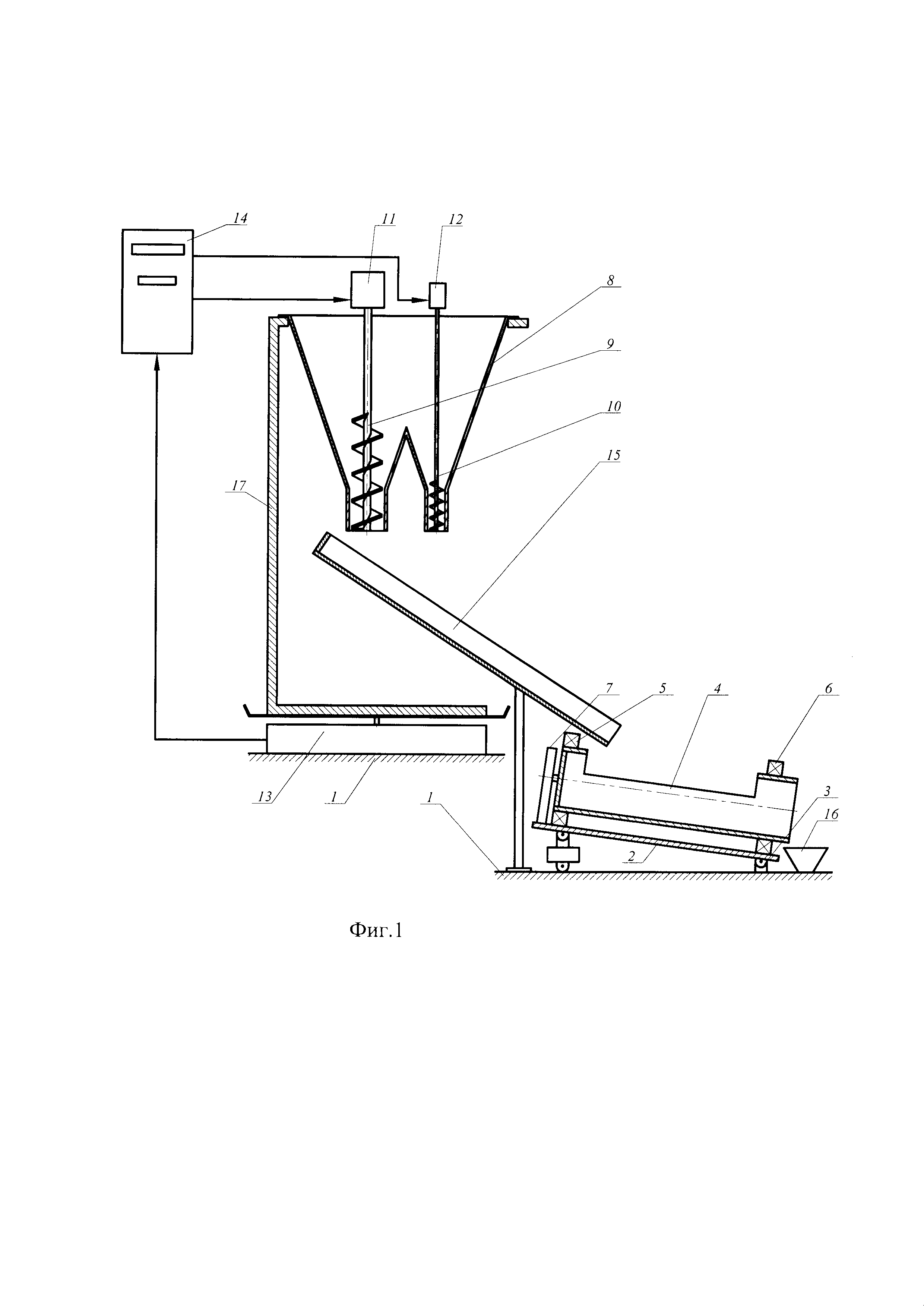
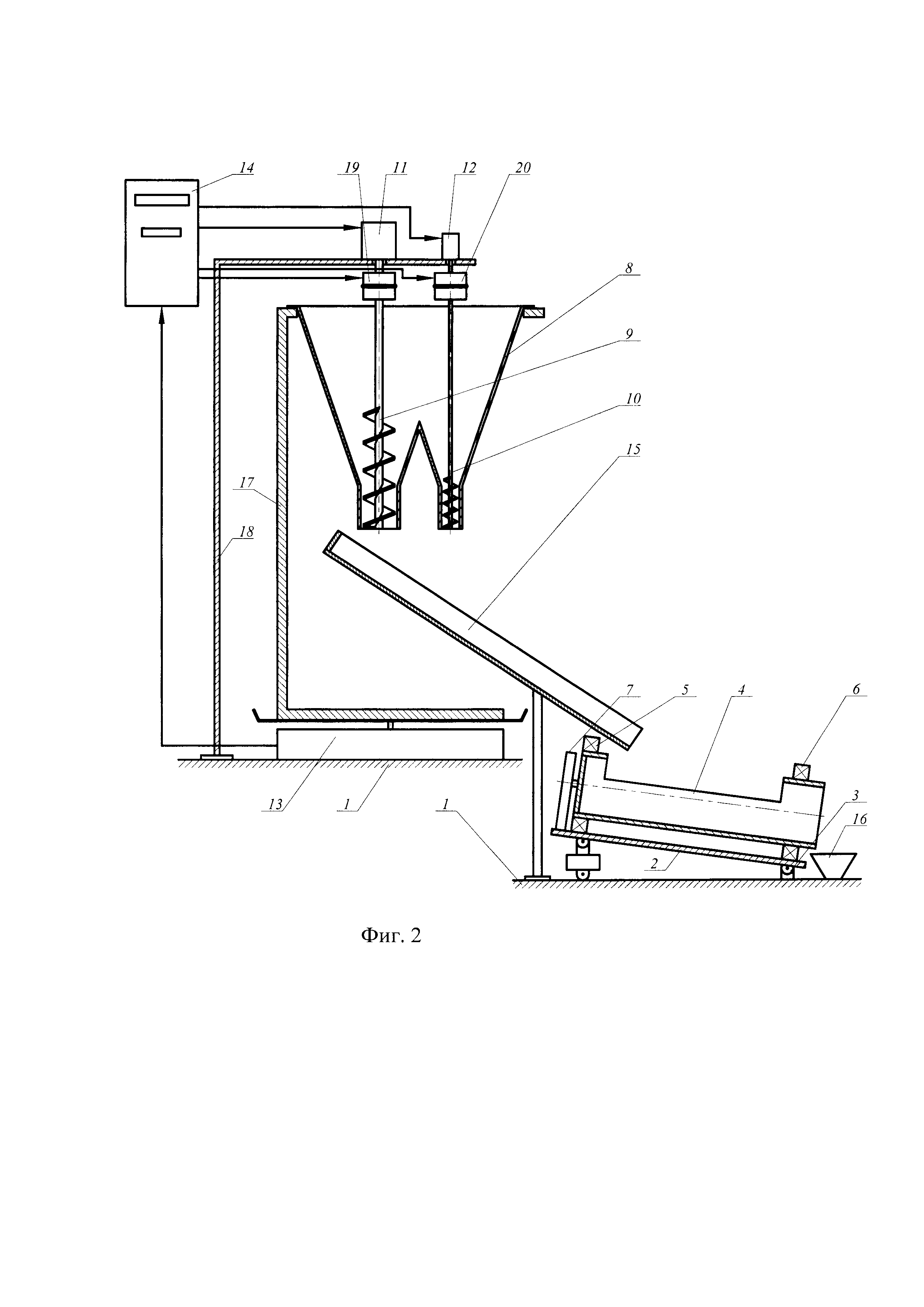
Изобретение поясняется чертежами, на которых показаны: на фиг. 1 схема устройства по п. 3 формулы изобретения; на фиг. 2 - схема устройства по п. 4 формулы изобретения.
Перечень позиций, указанных на чертежах:
1 - основание; 2 - подвижная платформа; 3 - шарнир; 4 - лоток; 5 - передняя опора; 6 - задняя опора; 7 - вибратор; 8 - бункер; 9 - основной шнек; 10 - дополнительный шнек; 11 - привод вращения основного шнека; 12 - привод вращения дополнительного шнека; 13 - весоизмерительное устройство; 14 - блок управления; 15 - узел загрузки; 16 - узел выгрузки; 17 - кронштейн; 18 - дополнительный кронштейн; 19 - подвижное соединение основного шнека 9 с приводом 11; 20 - подвижное соединение дополнительного шнека 10 с приводом 12.
Устройство работает следующим образом. Материал, подлежащий дозированию загружается в бункер 8. В блок управления вводятся следующие данные: заданная производительность дозатора qг⋅с-1; вес отдельной порции материала ΔРг; промежуток времени ΔТс; значение δР, определенное экспериментально; значения коэффициентов N1, N2, N3. В блоке управления рассчитываются производительности основного питателя QОСНг⋅с-1 и дополнительного QДОП=0,005 г⋅с-1, а также промежуток времени равный N3ΔTc., в течение которого осуществляется каждая догрузка материала дополнительным питателем. После расчета указанных величин начинается процесс дозирования сыпучего материала. Цикл дозирования отдельной порции, при использовании устройства по п. 3 ф-лы изобретения включает следующие операции: дозирование первой части порции основным шнеком 9; прекращение дозирования первой части порции, выключением привода 11 по команде блока управления 14; взвешивание бункера 8 с материалом и расчет блоком управления веса первой части порции и необходимую догрузку материала дополнительным шнеком 10; включение привода 12, по команде блока управления 14; выключение привода 12, по команде блока управления 14; взвешивание бункера 8 с материалом и расчет блоком управления общего веса порции.
Цикл дозирования отдельной порции, при использовании устройства по п. 4 ф-лы изобретения включает те же операции, что и по п. 3, но перед операциями взвешивания бункера 8 с материалом, блок управления 14 подает команду на отключение приводов подвижных соединений 19 и 20. Вес бункера 8 с материалом становится меньше (не взвешиваются приводы 11 и 12) и точность определения веса порции увеличивается.
Сравнение предлагаемого способа с прототипом осуществляли на лабораторной установке, в которой бункер с основным и дополнительным питателями установлен на весы с точностью взвешивания 0,0001 г. Для преобразовании отдельных порций в непрерывный поток использовали устройство, выполненное согласно полезной модели к патенту РФ 11353, содержащее цилиндрический наклонный лоток диаметром 30 мм, совершающим крутильные колебания с угловой амплитудой от 10 до 30° и частотой от 10 до 50 с-1. В качестве блока управления использовали персональный компьютер, к которому были подсоединены электронные весы, привод основного шнека и привод дополнительного шнека. Дозировали порошок KMgO4. Заданная производительность дозирования от 0,05 до 0,5 г⋅с-1. В процессе экспериментальной проверки значения N1 изменялись от 0,05 до 0,5, N2 от 10 до 30, N3 от 0,02 до 0,1.
Пример 1.
Заданная производительность дозирования q=0,05 г⋅с-1. Для реализации предлагаемого способа были выбраны следующие параметры: ΔР=1,5 г; ΔT=30;. N1=0,05; N2=10; N3=0,02. При данных параметрах, производительность основного шнекового питателя QОCН=1 г⋅с-1, а производительность дополнительного питателя QДОП=0,005 г⋅с-1. Согласно п. 1 формулы изобретения основной привод 11 вращал основной шнек 9 до тех пор, пока вес материал ΔP(i), поступившего в узел загрузки 15 не становился равным (ΔР-δР). Предварительно, экспериментально было установлено, что при данных параметрах δР=0,075 г. Данная ситуация фиксировалась компьютером 14, в который поступала информация с весов 13. Вес материала ΔP(i), поступившего в узел загрузки рассчитывался, как разность суммарного веса бункера 8, материала, находящегося в бункере, основного привода 11, дополнительного привода 12, шнеков 9 и 10. Компьютер 14 подавал команду на выключение привода 11. После выключения привода 11 компьютер уточнял вес ΔP(i), уже без динамических воздействий на весы 13 и включает привод 12 с производительностью q2=ΔP/(N2⋅ΔT). В данном примере q2=0,005гc-1. Согласно п. 1 формулы изобретения, привод 12 работает в течение промежутка времени N3 ΔT=0,6 с. За это время в узел загрузки 15 поступит примерно 0,045 г материала. Если вес порции, после загрузки материала основным шнеком, был равен (ΔР-δР)=1,425 г, то после первой догрузки материала дополнительным шнеком он станет равным 1,47 г. Компьютер, установив, что не выполнено условие ΔP(i)≥ΔР (см. п1 ф-лы), даст команду на повторное включение привода 12. После второй загрузки вес порции станет равным примерно 1,515 г. Компьютер зафиксирует точный вес материала, поступившего в узел загрузки и выполнение условия ΔP(i)≥ΔР. Таким образом, вес порции, поступивший в узел загрузки 15 и далее в вибрирующий лоток 4 равен 1,515 г. Окончательная погрешность порционного дозирования на данном шаге равна 1%.
Реальная проверка работоспособности предлагаемого способа и сравнение с прототипом осуществлялась следующим образом: установка работала в соответствии с описанным выше регламентом. Из потока материала, высыпающегося из узла выгрузки 16 отбирались пробы в течение промежутков времени ΔТПРОБ равных 60 с. Пробы взвешивались и рассчитывались среднеквадратические отклонения с заданным значением ΔРПРОБ. Для заданной производительности ΔРПРОБ=3,0 г.
При реализации способа прототипа, проба формировалась за один раз, при выполнении условия ΔР(i)≥ΔР-δР. Анализ полученных результатов показал, что при использовании способа прототипа погрешность составляла ±4%, а при использовании предлагаемого способа ±0,6%.
Пример 2.
Заданная производительность дозирования q=0,5 г⋅с-1. Для реализации предлагаемого способа были выбраны следующие параметры: ΔР=15 г; ΔT=30;. N1=0,1; N2=20. При данных параметрах, производительность основного шнекового питателя QОСН=5 г⋅с-1, а производительность дополнительного питателя QДОП=0,025 г⋅с-1. Экспериментально было установлено, что при данных параметрах δР=0,5 г. Отбор проб и обработка результатов проводилась, как и в Примере 1. Анализ полученных результатов показал, что при использовании способа прототипа погрешность составляла ±1%, а при использовании предлагаемого способа ±0,25%.
Аналогичным образом осуществлялась проверка способа по п. 2. ф-лы изобретения.
Пример 3.
Заданная производительность дозирования q=0,05 г⋅с-1. Для реализации предлагаемого способа были выбраны следующие параметры: ΔР=1,5 г; ΔT=30;. N1=0,05; N2=10. При данных параметрах, производительность основного шнекового питателя QОСН=1 г⋅с-1, а производительность дополнительного питателя QДОП=0,005 г⋅с-1. Согласно п. 2 ф-лы изобретения при формировании порции сыпучего материала, первая часть формируется также, как и в Примере 1, а добавляют материал с помощью дополнительного шнекового питетеля до тех пор, пока не будет выполнено условие
ΔP(i)≥2ΔP-ΔP(i-1),
где ΔP(i-1)- вес предыдущей порции, г. Таким образом, на каждом шаге исправляется ошибка, совершенная на предыдущем шаге, т.е. если на предыдущем шаге (i-1) вес порции был на величину δ(i-1)=ΔР-ΔP(i-1) больше или меньше заданного значения ΔР, то на шаге i формируется порция весом меньше или больше ΔР на величину δ(i-1). Анализ полученных результатов показал, что при использовании способа по п. 1 погрешность составляла ±0,6%, а при использовании предлагаемого способа по п. 2 ф-лы изобретения погрешность ±0,3%.
Пример 4
Заданная производительность дозирования q=0,5 г⋅с-1. Для реализации предлагаемого способа были выбраны следующие параметры: ΔР=15 г; ΔT=30;. N1=0,1; N2=20. При данных параметрах, производительность основного шнекового питателя QОСН=5 г⋅с-1, а производительность дополнительного питателя QДОП=0,025 г⋅с-1. Экспериментально было установлено, что при данных параметрах δР=0,5 г. Отбор проб и обработка результатов проводилась, как и в Примере 1. Анализ полученных результатов показал, что при использовании способа по п. 1 погрешность составляла ±0,25%, а при использовании предлагаемого способа по п. 2 ф-лы изобретения погрешность ±0,15%.
Таким образом, предлагаемый способ и устройство для его реализации позволяют повысить точность непрерывного весового двухстадийного дозирования, т.е. запланированный технический результат достигнут.
Реферат
Изобретение предназначено для непрерывного весового дозирования сыпучих материалов. Сущность: устройство содержит основание (1), состоящее из неподвижной платформы, на которой шарнирно закреплена подвижная платформа (2). На подвижной платформе (2) установлены лоток (4) и вибратор (7), соединенный с загрузочным краем лотка (4). Устройство содержит порционный дозатор (8), выполненный в виде бункера, установленного на весоизмерительном устройстве (13). Дозатор (8) снабжен основным (9) и дополнительным (10) шнековыми питателями с регулируемыми приводами (11, 12) вращения. Весоизмерительное устройство (13) и приводы (11, 12) вращения основного (9) и дополнительного (10) шнековых питателей включены в цепь блока (14) управления. Дозируемый материал загружают в дозатор (8). В блок (14) управления вводят следующие данные: заданная производительность дозатора, вес отдельной порции материала, промежутки времени дозирования, максимальная погрешность взвешивания, значения экспериментально определенных коэффициентов. Посредством блока (14) управления рассчитывают производительности основного и дополнительного шнековых питателей, а также промежуток времени, в течение которого осуществляют каждую догрузку материала дополнительным шнековым питателем. После расчета указанных величин начинают процесс дозирования сыпучего материала. Технический результат: повышение точности весового дозирования сыпучих материалов. 2 н. и 2 з.п. ф-лы, 2 ил.
Комментарии