Способ и установка непрерывного производства полимерного битумного вяжущего in-line - RU2763721C1
Код документа: RU2763721C1
Чертежи
Описание
Область техники
Группа изобретений относится к нефтереработке и строительству и может быть использована в гражданском строительстве, а также при строительстве и ремонте дорог. Более конкретно, настоящее изобретение является усовершенствованием традиционной технологии модификации битума, в том числе получения полимерного битумного вяжущего (ПБВ).
Уровень техники
Основной вид нефтяного вяжущего, успешно применяемого в дорожной отрасли любого государства мира при строительстве и ремонте дорожных покрытий, - это нефтяной дорожный битум, пластичный, способный без разрушения выдерживать воздействие низких температур и температурных перепадов, а также различных деформаций.
Однако специфические условия эксплуатации таких объектов дорожного строительства как мосты, путепроводы, развязки и пр. обусловливают необходимость предъявления более высоких требований к покрытиям. Удовлетворить эти требования в полной мере битум уже не может. Кроме того, с каждым годом возрастают нагрузки, увеличивается интенсивность движения, негативно влияет на дорожное покрытие шипованная резина. Во всем мире постоянно проводятся работы по созданию новых современных дорожных материалов и технологий, корректировке нормативных требований к их физико-механическим свойствам. Все это направлено на повышение долговечности дорожных покрытий в современных условиях их эксплуатации.
Одними из направлений улучшения качества битумов являются модификация битума различными полимерными добавками. Продуктом полимерной модификации битумов являются полимерно-модифицированные битумы (ПМБ) или, как их принято называть в России- полимерно-битумное вяжущее (ПБВ).
Применение ПБВ повышает срок службы дорожного покрытия в 2-3 раза. Также за счет этого достигается увеличение эластичности и стойкости к деформациям, улучшение отвода воды с поверхности дорожного покрытия, уменьшение износа шин на асфальтовом покрытии.
Для производства ПБВ обычно используются жидкие сырьевые составляющие, такие как битум, гудрон, газойль и др. А также сыпучие составляющие: полимер СБС (стирол-бутадиен-стирол) обычно в форме гранул и сшиватель - добавку на основе серы также в форме гранул или порошка.
Полимерно-модифицированные битумы представляют собой вяжущее на основе вязких нефтяных дорожных битумов с введением блоксополимеров типа стирол-бутадиен-стирол (СБС), а также при необходимости дополнительных компонентов для улучшения растворимости полимеров (пластификаторы), для предотвращения расслоения вяжущих, поверхностно-активных веществ (ПАВ).
Блоксополимер СБС является одним из лучших модификаторов битума, что обусловлено его способностью не только повышать прочность битума (что достигается и другими видами модификаторов), но и придавать полимерно-битумной композиции эластичность - свойство присущее полимерам, причем при небольшой концентрации (3-5% от массы битума). Использование в рецептуре асфальтобетонной смеси битума, модифицированного полимером типа СБС, обеспечивает дорожному покрытию способность к быстрому снятию напряжений, которые возникают в покрытии под воздействием движущегося транспорта.
В основе процесса получения полимерно-битумного вяжущего на основе блоксополимеров типа стирол-бутадиен-стирол лежат процессы образования дисперсно-коллоидной системы растворенного СБС полимера в дисперсно-коллоидной системе битума.
В дисперсную систему окисленного битума, где дисперсной фазой являются асфальтены с маслами, а дисперсионной средой мальтеновая часть, добавляют пластификатор для увеличения мальтеновой части битума, которая предназначена для растворения блоксополимера СБС. При растворении блоксополимера СБС стирол и бутадиен являются несовместимыми веществами и стремятся отделиться друг от друга, но будучи химически связанными в блоки веществ могут отделяться друг от друга только на молекулярном уровне, что приводит к объединению конечных блоков полистирола в домены.
Домены полистиролов образуют узлы физических межмолекулярных связей трехмерной сети полибутадиена. Конечные блоки полистирола обеспечивают прочность образовавшейся в битуме полимерной сетке, тогда как средний блок полибутадиена придает полимерной сетке в битуме - эластичность.
Если концентрация блоксополимера СБС в битуме составляет 5-6%, увеличенный в объеме блоксополимер СБС занимает большую часть объема битума, образуя непрерывную цепь связей по всему объему битума
При более низких концентрациях блоксополимера СБС~3% сеть связей проходит не через весь объем, а фрагментарно охватывает частичные объемы битума.
Устойчивость ПБВ, как битумно-полимерной композиции, зависит от степени дисперсности полимера в битуме, а также от концентрации СБС полимера.
ПБВ на основе блоксополимеров типа СБС под воздействием повышенных температур в течение длительных периодов времени подвержено необратимым реакциям:
- реакции увеличения молекулярной массы полимера в результате которой возможна желатинизация, вызванная поперечным соединением ненасыщенных связей бутадиеновой составляющей;
- полимеризации полимера, индуцированная кислородом;
- реакции распада полимера.
Кроме того, в битуме, входящем в состав ПБВ под воздействием температурно-временных факторов также возникают необратимые изменения состава и его свойств.
Основные механизмы старения битума:
- испарение летучих составляющих, происходящее в поверхностном слое битума;
- полимеризация, связанная с воздействием тепла даже при отсутствии кислорода;
- поликонденсация, происходящая под воздействием кислорода.
Все эти реакции неизбежны, но их можно свести к минимуму при условии контроля над температурой и временем перемешивания, т.е. оптимизацией температурно-временного параметров.
В основе технологического процесса получения ПБВ на основе блоксополимеров типа СБС лежат технологические процессы смешения компонентов с помощью традиционного смесительного оборудования с мешалками (оборудования с малым усилием сдвига) и смесительного оборудования с большим усилием сдвига диспергатора или коллоидной мельницы. Технологический процесс получения ПБВ состоит из трех стадий:
- предварительное перемешивание компонентов и создание грубых дисперсий полимера в битуме;
- измельчение и создание тонких дисперсий полимера в битуме с помощью коллоидной мельницы;
- процесс созревания или стабилизации битумно-полимерной композиции.
Известно устройство для производства модифицированного битумного вяжущего из патентного документа RU 2627392 С1, опубл. 08.08.2017. Устройство содержит емкость со змеевиками масляного обогрева, термоизоляцией, облицовкой гальванизированными металлическими листами, люком, узлом подачи модифицирующих компонентов и смесителем с электроприводом в виде лопастного устройства в цилиндрическом внешнем корпусе с забором смеси битума и модификатора из верхних слоев и подачей в низ емкости, обогреваемые термомаслом входные и выходные циркуляционные трубы с шаровыми кранами, битумный фильтр, электронасос с инвертером и пассивный гидродинамический диспергатор.
Недостаток данного устройства заключается в необходимости предварительного замешивания компонентов и цикличности производства т.е. двух- или трехкратная прокачка смеси через гидродинамический диспергатор для получения качественного модифицированного битума, в том числе, ПБВ. Выявленные недостатки снижают производительность и увеличивают энергозатраты при производстве ПБВ.
Известна установка для получения модифицированного битума из патентного документа RU 2183500 С1, опубл. 20.06.2002. Установка для получения модифицированного битума содержит статический смеситель, снабженный патрубком для подачи модификатора, контактную емкость с дегазационно-разделительной камерой. В контактной емкости вдоль ее оси установлен распределитель потока, выходные отверстия которого выполнены в виде сопел, направленных в сторону дегазационно-разделительной камеры, а статический смеситель снабжен диспергирующим устройством, которое может быть выполнено в виде инжектора.
К недостаткам описанной выше установке можно отнести цикличность производства и использование дополнительного компонента в качестве окислителя для связи битума с модификатором, все это приводит к снижению производительности.
Известно устройство модификации битума из патентного документа ЕР 1876207 А1, опубл. 09.01.2008. Устройство модификации битума состоит из емкости для резинового порошка, подаваемого через дозатор в предварительный смеситель, в который также подается битум из емкостей установки. Смешивание завершается в предварительном смесителе, когда смесь становится очень однородной, хотя размер частиц каучука существенно не уменьшается, затем смесь переносится в дополнительную смесительную установку, снабженную смесительным элементом, таким как коллоидная мельница для получения полностью однородной смеси, которая затем переносится в сборный резервуар.
Необходимость предварительного смешивания битума с модификатором, и циркуляция смеси битума с модификатором через смесительное устройство до гомогенизации продукта снижают производительность известного устройства модификации битума.
Известно устройство для получения полимерно-битумной композиции из патентного документа RU 190772 U1, опубл. 11.07.2019. Устройство для получения полимерно-битумной композиции, включает емкость, снабженную нагревателем и коллоидную мельницу. В емкость загружают предварительно нагретое до температуры 90-100°С сырье битум, засыпают полимер. Время набухания полимера составляет от 10 до 20 минут. Включают нагреватель. Диспергирование полимера и перемешивание смеси производят коллоидной мельницей.
Долгое время нахождения полимера в битуме перед запуском мельницы способствует его размоканию и препятствует максимальному дроблению, что отрицательно влияет на гомогенизацию смеси и соответственно на конечный продукт.
Общей технической проблемой, которая не могла быть решена при помощи вышеописанных аналогов является повышение качества полимерного битумного вяжущего, повышение производительности и снижение энергозатрат при производстве полимерного битумного вяжущего.
Раскрытие сущности изобретения
Техническим результатом является повышение качества полимерного битумного вяжущего, повышение производительности и снижение энергозатрат при производстве полимерного битумного вяжущего.
Технический результат достигается за счет использования следующей совокупности существенных признаков, а именно - способ непрерывного производства полимерного битумного вяжущего (ПБВ) содержит следующие этапы: непрерывно подают сырьевые продукты, включающие битум и его пластификаторы в статический смеситель; смешивают сырьевые продукты в заданном соотношении; поддерживают температуру полученной мягкой базы в пределах заданной; непрерывно подают в необходимом соотношении мягкую базу, а также модификатор, которым является гранулят стирол-бутадиен-стирола (СБС) и сшиватель - добавка на основе серы в форме гранул или порошка в емкость смешивания, при этом обеспечивается непрерывная подача всех компонентов смеси без предварительного смешивания, а объем каждого компонента дозируют индивидуально; непрерывно смешивают с помощью мешалки в емкости смешивания мягкую базу, гранулят СБС и сшиватель, при этом незначительное время нахождения гранулята СБС в мягкой базе перед проходом через коллоидную мельницу предотвращает его размокание; затем посредством дозирующего насоса полученную смесь подают в коллоидную мельницу, где происходит дробление гранулята СБС, при этом дробление гранул и однородность смеси ПБВ достигается всего за один проход через коллоидную мельницу; из коллоидной мельницы смесь ПБВ направляют на дозревание в емкости с перемешивающими устройствами, при поддержании заданной температуры. Установка производства полимерного битумного вяжущего, содержит: блок подачи и смешивания битума с системой контроля вязкости, включающий трубопроводы подачи сырья с регулирующими клапанами и контролирующими расходомерами, статический смеситель, вискозиметр, теплообменник, блок производства ПБВ, включающий емкость смешивания, оборудованную системой обогрева и смешивающим агрегатом с валом и лопастями, гравиметрические дозирующие системы СБС и сшивателя содержащие шнековые или вакуумные системы подачи, подающий гранулят СБС и сшивателя в конусовидные силосы, оборудованные системой взвешивания на тензодатчиках, процессором и контроллером, дозирующий насос с частотным преобразователем, коллоидную мельницу, емкость дозревания, оборудованная мешалками, систему управления. Краткое описание чертежей
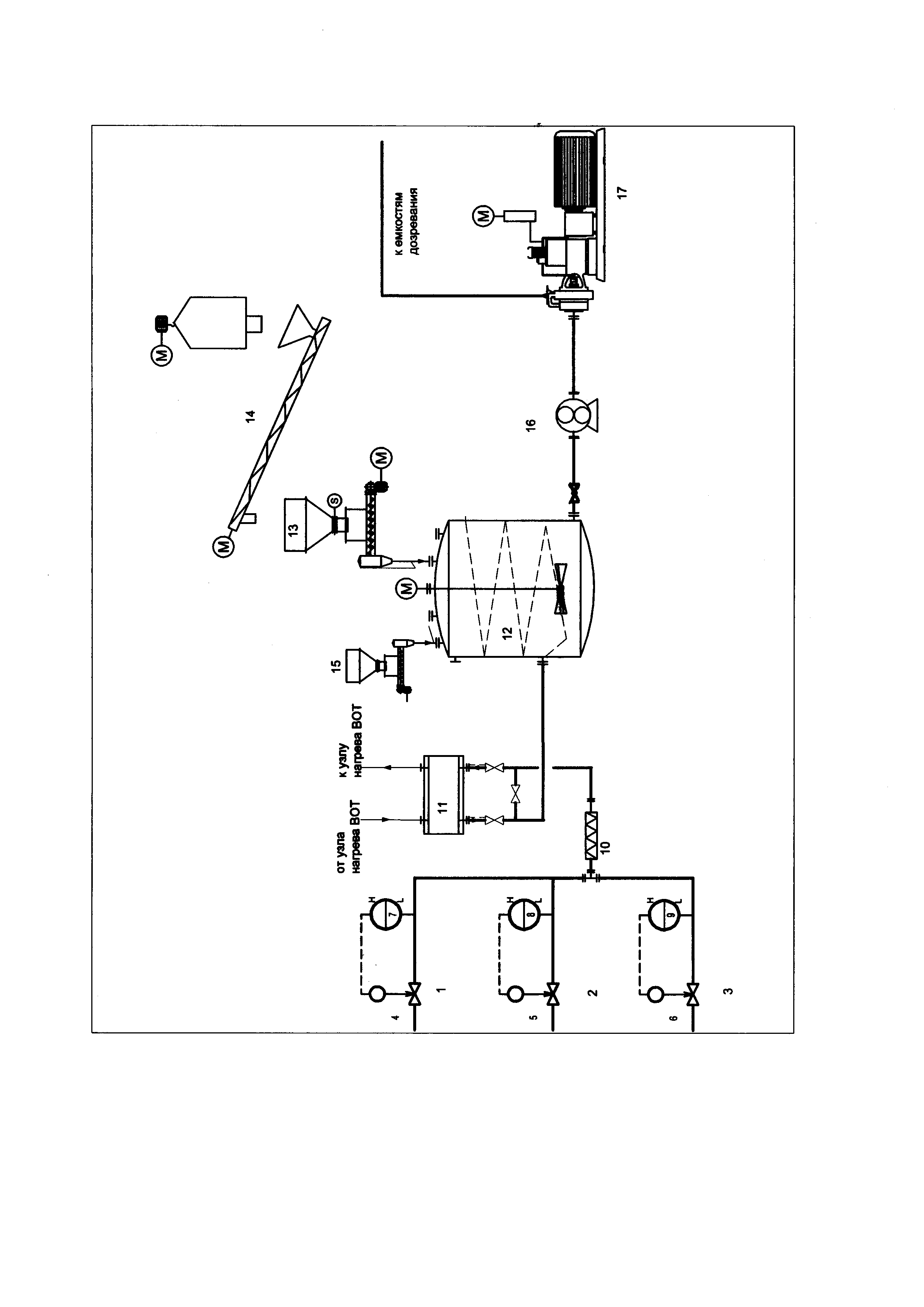
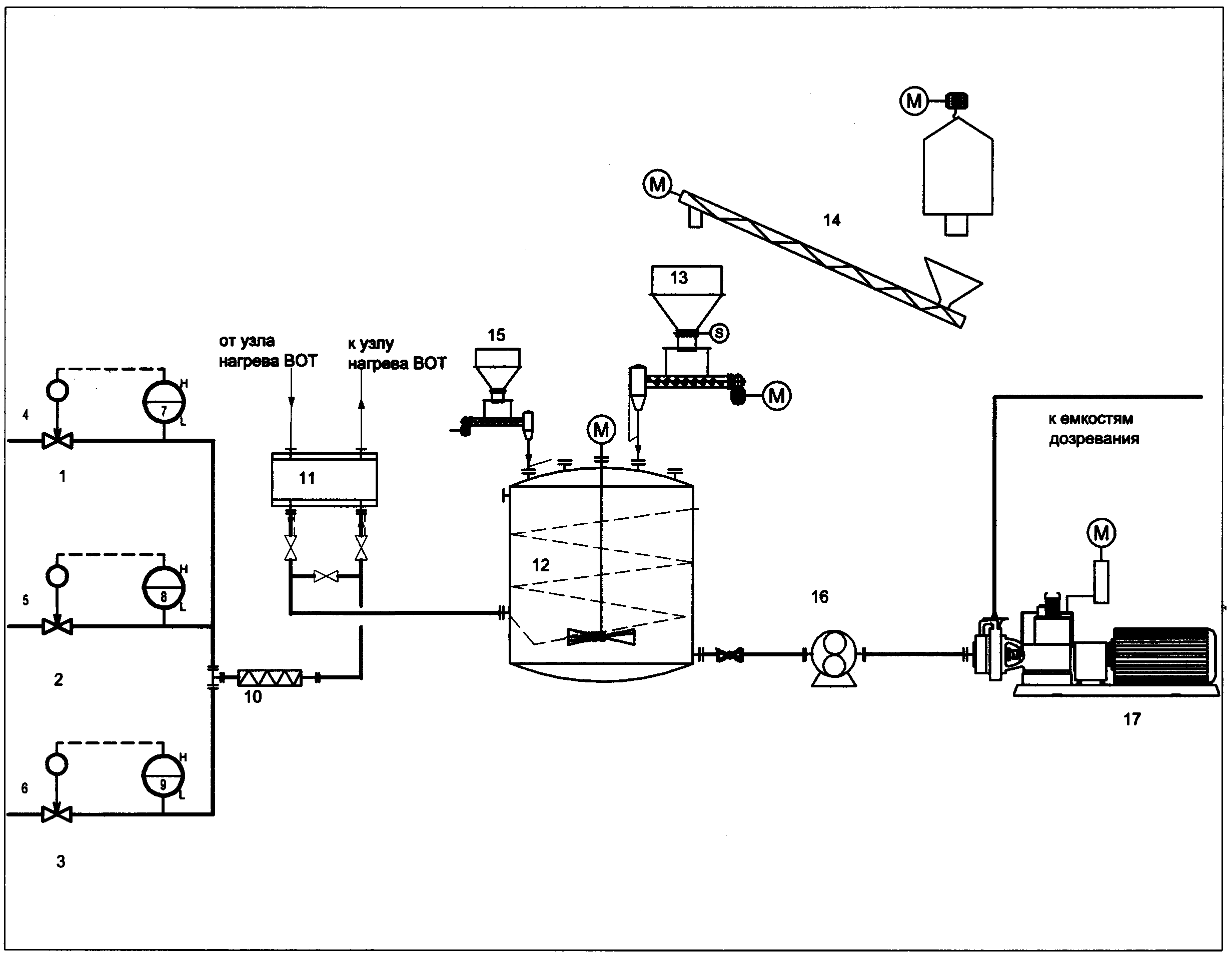
Сущность изобретения поясняется чертежом. На фиг. 1 приведен схематический общий вид установки производства ПБВ. Позициями на фигуре обозначены: 1-3 трубопроводы, 4-6 клапаны, 7-9 расходомеры, 10 - статический смеситель, 11 - теплообменник, 12 - емкость смешивания, 13 гравиметрическая дозирующая система гранулята СБС, 14 шнековый конвейер, 15 гравиметрическая дозирующая система сшивателя, 16 дозирующий насос, 17 коллоидная мельница. Осуществление изобретения
Ниже приведено описание примерных вариантов осуществления заявленной группы изобретений. Однако заявленная группа изобретений не ограничивается только этими вариантами осуществления. Специалистам будет очевидно, что под объем заявленной группы изобретений, описанной в формуле, могут попадать и другие варианты реализаций.
Высокая производительность - 20-40 т/час и выше диктует использование непрерывной технологии. Циклические установки имеют реальную производительность максимум 10-15 т/час и поэтому применяются только при небольших асфальтобетонных заводах (АБЗ). Использование параллельно двух и более установок для обеспечения большей производительности делает процесс затратным и энерго-неэффективным.
Установка непрерывного производства полимерного битумного вяжущего In-Line обеспечивает непрерывную подачу компонентов без предварительного смешивания. Все компоненты смеси подаются в потоке, что и обеспечивает непрерывный процесс производства. Потоки битума, пластификатора, например, гудрона, полимера и сшивателя контролируются индивидуально и могут быть изменены в процессе производства без воздействия друг на друга.
Все компоненты смеси подаются непрерывно и проходят мельницу за один раз и этот процесс может длиться бесконечно долго. Такая технология в разы увеличивает производительность установки при снижении энергозатрат. Короткое время нахождения гранулята СБС в битуме перед проходом через мельницу предотвращает его размокание и обеспечивает максимальное дробление в мельнице. Время дозревания смеси в товарных емкостях в зависимости от качества сырья составляет 3-6 часов. Для подачи и дозировки полимера и сшивателя может быть использована как шнековая, так и вакуумная система. Налив готового ПБВ в битумовозы осуществляется из емкостей дозревания ПБВ через отдельный рукав на станции налива. Возможно использование нескольких видов СБС, различных пластификаторов и добавок- жидких и сыпучих.
Установка непрерывного производства полимерного битумного вяжущего содержит блок подачи и смешивания битума с системой контроля вязкости, теплообменник, блок производства ПБВ и систему управления.
Установка занимает относительно мало места, узлы производства ПБВ смонтированы в мобильном исполнении на раме стандартного 20 или 40 футового контейнера. За пределами контейнера блока смешивания ПБВ располагаются емкости для хранения сырьевого битума, емкости созревания ПБВ, система нагрева термального масла, система налива ПБВ в битумовозы, система улавливания паров.
Блок полимерного битумного вяжущего предусматривает использовать в качестве сырьевых компонентов разнообразные продукты. Система их подачи на входе в блок ПБВ представляет из себя три трубопровода 1-3, которые могут подавать разнообразные сырьевые продукты: битум и его пластификаторы-гудрон, вакуумный погон, газойль и другие. Продукты направляются из соответствующих сырьевых емкостей насосами либо, как на схеме напрямую с НПЗ. Соотношение этих продуктов согласно технологии определяется регулирующими клапанами 4-6 и контролируется расходомерами 7-9. Точность дозировки составляет доли процента.
Давление и температура процесса контролируются соответствующими приборами на каждой линии.
Сырьевые потоки смешиваются в заданном рецептурой соотношении в статическом смесителе 10. Смесь битума и пластификаторов называют мягкой базой.
Вискозиметр определяет значение вязкости мягкой базы, и передает его в контроллер системы управления. Одним из важнейших показателей качества исходного сырья, которое напрямую влияет на качество конечного продукта является пенетрация мягкой базы. Функция определения вязкости в потоке мягкой базы позволяет судить об изменении пенетрации смеси при изменении качества подаваемого сырья с НПЗ. Экспериментальным путем определяются корреляционные кривые вязкость/пенетрация. На основании этих данных при помощи запорно-регулирующих клапанов линий подачи сырья происходит автоматическая корректировка соотношения компонентов в мягкой базе для соблюдения качества конечного продукта.
Если температура смеси ниже заданной, смесь поступает в пластинчатый теплообменник 11, где происходит догрев мягкой базы до заданной температуры процесса, которая в большинстве случаев должна составлять 180-185°С. На входе в теплообменник температура смеси контролируется датчиком температуры, который управляет трехходовым клапаном, регулирующим поток теплоносителя (ВОТ). Он открывает/закрывает линию ВОТ в теплообменник в зависимости от температуры мягкой базы. На входе и выходе в теплообменник давление и температура определяются соответствующими приборами.
Смешанные в заданном соотношении жидкие компоненты подаются в емкость смешивания 12, оборудованную смешивающим агрегатом с валом и лопастями. Перед входом в емкость 12, после теплообменника 11, температурными датчиками контролируется температура мягкой базы.
Стандартной температурой процесса считается 180-185°С. При отклонении от заданных значений мягкая база направляется на догрев в теплообменник.
В смесительной емкости 12 происходит равномерное распределение гранулята СБС и сшивателя добавки на основе серы в объеме мягкой базы. Емкость 12 оборудована системой обогрева термальным маслом, которое циркулирует внутри рубашки вокруг емкости и обеспечивает равномерную температуру поверхности внутри емкости. Термальное масло в свою очередь подогревается электрическим кабелем.
Гравиметрическая дозирующая система гранулята СБС 13 включает в себя шнековый конвейер 14, который подает гранулят СБС в конусовидный силос, оборудованный системой взвешивания на тензодатчиках, процессором и контроллером. Компьютерная система управления управляет непрерывным процессом дозировки с точностью до долей процента.
Аналогичная гравиметрическая дозирующая система 15 также служит для подачи сшивателя в смесительную емкость 12.
Современной альтернативой шнековой системы подачи является вакуумная система, с вакуумным насосом и фильтром, которая позволяет использовать несколько видов СБС.
Мягкая база, смешанная с гранулятом СБС в емкости 12 посредством дозирующего насоса 16 с частотным преобразователем, подается в коллоидную мельницу 17, где происходит измельчение гранул модификатора. Дозирующий насос с частотным преобразователем 16 регулирует поток смеси, проходящий через мельницу, а также поддерживает определенный уровень около 30% от объема в емкости 12, тем самым регулируя время нахождения гранулята СБС в мягкой базе перед проходом через мельницу. Небольшое время нахождения гранул в жидкости не позволяет им излишне намокать, что обеспечивает и хороший размол в мельнице. Коллоидная мельница 17 имеет ротор и статор, зазор между которыми регулируется. При начале работы ротор отодвигается гидравлическим насосом для увеличения зазора и облегчения старта установки. Мельница имеет обогревающую рубашку с термальным маслом и электроподогревом. На выходе из мельницы температура и давление потока контролируются соответствующими датчиками.
Все трубопроводы включая мельницу, насосы, расходомеры и клапаны обогреваются термальным маслом, поддерживающим необходимую температуру процесса.
Емкости дозревания ПБВ/премикса оборудованы мешалками и изоляцией. В емкостях ПБВ происходит дозревание ПБВ при заданной температуре равной 180-185°С и активном перемешивании в течение нескольких часов.
В емкостях ПБВ может быть реализована функция наполнения мягкой базой для разработки новых рецептур. После проведения тестов мягкая база может подаваться на блок ПБВ и далее в свободные емкости для дозревания. В случае несоответствия параметров мягкой базы ожидаемым или получения некондиционного готового продукта, благодаря функции ремикса он может быть направлен снова на блок смешивания ПБВ.
Компьютерная система управления обеспечивает стабильность всех производственных показателей, точность дозировки и безопасность всех технологических процессов.
Предложенный способ и установка производства полимерного битумного вяжущего позволяют удовлетворить самые высокие требования современного производства, т.е. обеспечить высокое качество полимерного битумного вяжущего, повышение производительности и снижение энергозатрат при производстве полимерно-битумного вяжущего.
Реферат
Группа изобретений относится к нефтереработке и строительству и может быть использована в гражданском строительстве, а также при строительстве и ремонте дорог, в частности к способу непрерывного производства полимерного битумного вяжущего (ПБВ) и к установке для его осуществления. Способ содержит следующие этапы: непрерывно подают сырьевые продукты, включающие битум и его пластификаторы, в статический смеситель; смешивают сырьевые продукты; поддерживают температуру полученной мягкой базы в пределах 180-185°С; непрерывно подают мягкую базу, а также модификатор, которым является гранулят стирол-бутадиен-стирола (СБС) и сшиватель - добавка на основе серы в форме гранул или порошка в емкость смешивания, при этом обеспечивается непрерывная подача всех компонентов смеси без предварительного смешивания, а объем каждого компонента дозируют индивидуально; непрерывно смешивают с помощью мешалки в емкости смешивания мягкую базу, гранулят СБС и сшиватель; затем посредством дозирующего насоса полученную смесь подают в коллоидную мельницу, где происходит дробление гранулята СБС. Причем дробление гранул и однородность смеси ПБВ достигается всего за один проход через коллоидную мельницу. Затем из коллоидной мельницы смесь ПБВ направляют на дозревание в емкости с мешалками при поддержании температуры в пределах 180-185°С. Установка содержит: систему подачи и смешивания битума с системой контроля вязкости, включающую трубопроводы подачи сырьевых продуктов, включающих битум и его пластификаторы, с регулирующими клапанами и контролирующими расходомерами, статический смеситель, вискозиметр; теплообменник; блок производства ПБВ, включающий емкость смешивания, оборудованную системой обогрева, смешивающим агрегатом с валом и лопастями и входом для мягкой базы – смеси битума и пластификаторов, гравиметрические дозирующие системы СБС и сшивателя - добавки на основе серы, содержащие шнековые или вакуумные системы подачи, подающие гранулят СБС и сшиватель – добавку на основе серы - в конусовидные силосы, оборудованные системой взвешивания на тензодатчиках, процессором и контроллером, дозирующий насос с частотным преобразователем, коллоидную мельницу, емкость дозревания, оборудованную мешалками; систему управления. Техническим результатом заявленной группы изобретений является повышение качества ПБВ, повышение производительности и снижение энергозатрат при производстве ПБВ. 2 н. и 10 з.п. ф-лы, 1 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для получения полимерно-битумной композиции
Композиция битумного вяжущего и способ ее получения
Устройство для производства модифицированного битумного вяжущего
Комментарии