Способ получения связующего для изготовления углеродных материалов и изделий из них - RU2582411C1
Код документа: RU2582411C1
Описание
Изобретение относится к области металлургии, в частности к способам получения и подготовки электродного пека, предназначенного для производства анодной массы, угольной и графитированной продукции, конструкционных углеграфитовых материалов, и может найти применение в коксохимической или нефтеперерабатывающей промышленности.
Основным видом связующего для производства анодной массы является каменноугольный пек - неперегоняемый остаток дистилляции каменноугольной смолы.
Наибольшее распространение в промышленности для получения анодной массы получил каменноугольный электродный пек марки В по ГОСТ 10200-83, показатели качества которого приведены в таблице 1.
Каменноугольная смола является побочным продуктом процесса получения металлургического кокса из углей, поэтому масштабы ее производства и качественные характеристики определяются потребностью в металлургическом коксе и существующим состоянием технологии коксования углей.
В настоящее время в связи со снижением производства металлургического кокса, используемого, в основном, для получения чугуна, производство каменноугольной смолы и связанное с ним производство каменноугольного пека падает. Это заставляет искать новые пути для увеличения ресурсов связующего для анодной массы. Использование нефтяных пеков для снижения дефицита каменноугольного пека не нашло широкого использования. Нефтяные пеки, получаемые на основе тяжелых фракций и остатков нефтепереработки, имеют низкий коксовый остаток и не позволяют получить качественную анодную массу. Допустимым способом вовлечения нефтяного пека в производство анодов является получение комбинированного связующего из каменноугольного и нефтяного пеков [McHenry E.R. Coal-tar/petro industrial pitches. Light Metals. 1997. P. 543-548; Wombles R.H., Kiser M.D. Developing coal tar/petroleum pitches. Light Metals. 2000. P. 537-541].
Второй причиной желательного снижения использования каменноугольного пека для производства анодной массы является высокое содержание в нем полициклических ароматических углеводородов (ПАУ), часть из которых является канцерогенной. На практике в качестве индикатора содержания ПАУ используется концентрация бенз(а)пирена в связующем пеке или в выбросах при его коксовании. Каменноугольный пек является основным источником эмиссии ПАУ на алюминиевых предприятиях с самообжигающимися анодами Содерберга. Показано, что использование нефтекаменноугольных пеков с пониженным содержанием ПАУ, по сравнению с каменноугольным пеком, позволяет существенно снизить эмиссию ПАУ из промышленных электролизеров Содерберга [Boenigk W. et al. Production of low PAH pitch for use in Soederberg smelters. Light Metals. 2002. P. 519-524].
Получение новых для промышленности нефтекаменноугольных пеков в выше цитированных работах проводилось смешением каменноугольных и нефтяных пеков.
В патенте [US 5746906 McHenry et al. Coal tar pitch blend having low polycyclic aromatic hydrocarbon content and method of making thereof. 1998] предложен способ получения гибридного нефтекаменноугольного пека с температурой размягчения в интервале 107-114°С и пониженным содержанием ПАУ путем смешения каменноугольного пека с повышенной температурой размягчения и нефтяного пека с пониженной температурой размягчения в соотношении 60:40.
В патенте РФ [Лазарев В.Д. и др., патент РФ №2080418, С25С 3/12, 27.05.97. Способ производства анодной массы алюминиевых электролизеров] предложено в производстве анодной массы в качестве углеродсодержащего связующего использовать гомогенную смесь, полученную путем смешивания каменноугольного пека с нефтяным пеком при соотношении 19:1-2:1. Смешивание каменноугольного пека с нефтяным выполняют перекачиванием смеси из нижней зоны емкости в верхнюю зону из расчета 1-3-кратного обмена общим потоком в турбулентном режиме.
Недостатком способов получения нефтекаменноугольного пека, использующих смешение нефтяного и каменноугольного, является необходимость наличия промышленного производства нефтяного пека. Кроме того, проведение стадии смешения каменноугольного и нефтяного пеков требует капитальных и энергетических затрат, связанных с созданием установки, включающей обогреваемые емкости для пеков и аппаратуру для перемешивания.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ получения связующего для изготовления углеродных материалов и изделий из них [Крюков В.В. и др., патент РФ №2013416 С1, С04 35/52, 30.05.94. Способ получения связующего для изготовления углеродных материалов и изделий из них]. Согласно этому патенту связующее получают на основе каменноугольного пека путем термической обработки каменноугольной смолы. В каменноугольную смолу перед термической обработкой добавляют тяжелую смолу пиролиза нефтепродуктов или дистиллятный крекинг-остаток в количестве 10-35 масс. %. Способ позволяет уменьшить количество бенз(а)пирена в связующем и расширить сырьевую базу для его получения. Дистиллятный крекинг-остаток, или тяжелый газойль каталитического крекинга, представляет собой кубовый продукт термического крекинга нефтепродуктов, образующихся в каталитических процессах нефтепереработки при 350-480°С, предназначенных для получения моторных топлив.
Недостатком известного способа является низкое качество получаемого пека и высокое содержание бенз(а)пирена в нем. По этому способу получают пек с содержанием бенз(а)пирена от 1,32 до 1,84%, содержанием α-фракции до 25% и температурой размягчения не выше 81°C, что не отвечает современным требованиям к пекам для использования в качестве связующего для анодной массы, приведенным в таблице 1.

1Нефтекаменноугольный пек, данные из работы [Wombles R.H., Melvin D.K. Developing coal tar/petroleum pitches // Light metals. 2000] получен no запатентованному процессу [US 5746906 McHenry et al. Coal tar pitch blend having low polycyclic aromatic hydrocarbon content and method of making thereof. 1998].
2Нефтекаменноугольный пек, данные из работы [Cutshall Е., Maillet L. Vertical stud Soderberg emissions using a petroleum pitch blend // Light metals. 2006].
3Нефтекаменноугольный пек, данные по прототипу [Крюков В.В. и др., патент РФ №2013416, C1 С 04 35/52, 30.05.94. Способ получения связующего для изготовления углеродных материалов и изделий из них].
Задачей настоящего изобретения является расширение сырьевой базы для получения связующего пека, улучшение его качественных характеристик и снижение содержания бенз(а)пирена.
Поставленная задача достигается тем, что в качестве сырья используют каменноугольную смолу и жидкие продукты нефтепереработки, имеющие ароматичную структуру, поскольку предельные и непредельные углеводороды и нафтены не смешиваются с каменноугольной смолой. К таким продуктам относятся тяжелые смолы пиролиза углеводородов и тяжелые газойли каталитического или термического крекинга. Причем, жидкий продукт нефтепереработки должен удовлетворять условиям:
Плотность при 20°C, не менее 1020 кг/м3;
Вязкость при 100°C, не более 20 сСт;
Коксуемость, не менее 5%;
Отгон фракции, выкипающей до 300°C, не более 5%.
Предложенный способ включает смешивание каменноугольной смолы и продукта нефтепереработки в соотношении от 85:15 до 50:50 масс. %, термообработку полученной смеси при температуре жидкой фазы 410-430°C с отделением дистиллятных фракций и неперегоняемого остатка дистилляции, далее полученный остаток дистилляции дополнительно окисляют кислородом воздуха в интервале температур 325-360°C и расходом воздуха 20-54 л/кг пека с получением нефтекаменноугольного пека, пригодного для получения анодной массы.
Предлагаемый способ позволяет получить нефтекаменноугольный пек с показателями качества, близкими к таковым для каменноугольного электродного пека, и более высокими, чем для нефтекаменноугольных пеков, полученных методом смешения, и по прототипу, см. таблицу 1.
Исследование термообработки смеси каменноугольной смолы и продукта нефтепереработки показало, что при дистилляции смесей каменноугольной смолы и продукта нефтепереработки при соотношении от 85:15 до 50:50 масс. % в обычных температурных условиях дистилляции каменноугольной смолы нельзя получить остаток дистилляции (пек) с необходимой температурой размягчения (не менее 85°C для марки В по ГОСТ 10200-83, или в пределах 80-90°C для нефтекаменноугольных пеков, полученных методом смешения) и другими показателями качества, удовлетворяющими требованиям к пекам для производства анодной массы. Это обстоятельство препятствует осуществлению совместной переработки смеси каменноугольной смолы и продукта нефтепереработки при соотношении каменноугольная смола:продукт нефтепереработки от 85:15 до 50:50 масс. % на действующих установках фракционирования каменноугольной смолы. Для получения пеков с температурой размягчения выше 80°C и необходимыми значениями показателей «массовая доля веществ, не растворимых в толуоле» (α-фракция) и «выход летучих веществ» требуется повышение температуры жидкой фазы (кубового остатка) и увеличение длительности термообработки. Это приводит к резкому снижению выхода готового пека на 15-20 отн. %.
Для улучшения характеристик низкотемпературного нефтекаменноугольного пека после стадии совместной дистилляции смеси каменноугольной смолы и продукта нефтепереработки предлагается подвергнуть полученный низкотемпературный нефтекаменноугольный пек (температура размягчения в пределах 46-70°C) окислению воздухом в интервале температур 325-360°C.
На основании экспериментальных результатов выбраны следующие технологические параметры для получения нефтекаменноугольных пеков, пригодных для получения анодной массы. На первой стадии осуществляется дистилляция смесей каменноугольной смолы и продукта нефтепереработки при массовом соотношении от 85:15 до 50:50 масс. % в температурных условиях, позволяющих получить низкотемпературный пек с температурой размягчении в пределах 46-70°C. Температура жидкой фазы при дистилляции смеси не должна превышать 430°C. Ведение процесса при температурах выше 430°C снижает выход мягкого пека и вызывает нежелательное образование частиц мезофазы (вторичной α1-фракции).
Условия осуществления второй стадии, окисления воздухом, выбираются таким образом, чтобы получить пек с необходимой температурой размягчения, обычно в пределах 80-90°C по методу «Кольцо и стержень» или 103-123°C по Меттлеру. Температура окисления поддерживается в интервале 325-360°C, расход воздуха и время окисления являются связанными параметрами, которые определяют расход окислительного агента, кислорода воздуха, на единицу массы или объема пека. Конкретные значения технологических параметров зависят от характеристик используемой каменноугольной смолы, состава смеси, поступающей на дистилляцию, температуры размягчения остатка дистилляции после первой стадии и требуемых показателей нефтекаменноугольного пека. Для получения пеков с температурой размягчения в пределах 80-90°C по методу «Кольцо и стержень» на использованных при разработке патента сырьевых материалах и соотношении каменноугольная смола:продукт нефтепереработки от 85:15 до 50:50 масс. % расход воздуха составляет 20-54 л/кг пека. Подача воздуха на окисление менее 20 л/кг пека потребует более длительного времени для достижения пеком требуемых показателей. Подача воздуха в количестве более 54 л/кг пека является излишней, поскольку скорость протекания реакций окисления в пеке лимитирована скоростью диффузии пузырьков воздуха в вязком пеке.
Предлагаемый способ может быть осуществлен как в периодическом, так и в непрерывном режиме на существующих установках переработки каменноугольной смолы и не требует наличия производства нефтяного пека и создания установки для смешения пеков.
Изобретение иллюстрируется следующими примерами.
Пример 1. Каменноугольная смола соответствует ТУ 2453-203-00190437-2005. «Смола каменноугольная для переработки», плотность при 20°C 1182-1202 кг/м3, содержание α-фракции 6.8-9.4%, α1-фракции 1,9-3,1%. Тяжелый газойль каталитического крекинга имеет плотность при 20°C 1078 кг/м3, коксуемость 6,8%, вязкость при 100°C 16 сСт; содержание α-фракции 0,8%, α1-фракция - отсутствует. Смесь каменноугольной смолы и тяжелого газойля каталитического крекинга в соотношении каменноугольная смола: тяжелый газойль 60:40 мас. % помещают в круглодонную стеклянную колбу вместимостью 1 л. Проводят дистилляцию 730 г смеси при конечной температуре жидкой фазы 410°C с выдержкой при этой температуре в течение 2 ч. Получают 404 г (55,4%) низкотемпературного пека.
Затем полученный низкотемпературный пек обрабатывают воздухом при 340°C в течение 5 часов, при расходе воздуха 22 л на кг пека. Выход окисленного нефтекаменноугольного пека составляет 97% на загрузку низкотемпературного пека.
Пример 2. Смешивают каменноугольную смолу и тяжелый газойль каталитического крекинга, как в примере 1, в соотношении 50:50 масс. %. Проводят дистилляцию 723 г смеси при конечной температуре жидкой фазы 420°C и выдержке в течение 2 ч, получают 419 г (58,0%) низкотемпературного пека.
Затем полученный низкотемпературный пек обрабатывают воздухом при 340°C в течение 5 ч, при расходе воздуха 50 л на кг пека. Выход окисленного нефтекаменноугольного пека составляет 99% на загрузку.
Пример 3. Смешивают каменноугольную смолу и тяжелый газойль каталитического крекинга, как в примере 1, в соотношении 70:30. Проводят дистилляцию 728 г смеси при конечной температуре жидкой фазы 410°C и выдержке в течение 2 ч, получают 433 г (59,5%) низкотемпературного пека.
Затем полученный пек обрабатывают воздухом при 325°C в течение 5 ч, при расходе воздуха 50 л на кг пека. Выход окисленного нефтекаменноугольного пека составил 95,3% на загрузку.
Пример 4. Смешивают каменноугольную смолу и тяжелый газойль каталитического крекинга, как в примере 1, в соотношении 60:40. Проводят дистилляцию 725 г смеси при конечной температуре жидкой фазы 425°C и выдержке в течение 2 ч, получают 377 г (52%) низкотемпературного пека.
Затем полученный пек обрабатывают воздухом при 350°C в течение 5 ч, при расходе воздуха 22 л на кг пека. Выход окисленного нефтекаменноугольного пека составил 94% на загрузку.
Пример 5. Смешивают каменноугольную смолу и тяжелый газойль каталитического крекинга, как в примере 1, в соотношении 50:50. Проводят дистилляцию 730 г смеси при конечной температуре жидкой фазы 436°C и выдержке в течение 1,5 ч, получают 356 г (48,8%) низкотемпературного пека.
Затем полученный пек обрабатывают воздухом при 340°C в течение 5 ч, при расходе воздуха 22 л на кг пека. Выход окисленного нефтекаменноугольного пека составил 99,8% на загрузку.
Пример 6. Смешивают каменноугольную смолу и тяжелый газойль каталитического крекинга, как в примере 1, в соотношении 50:50. Проводят дистилляцию 719 г смеси при конечной температуре жидкой фазы 436°C и выдержке в течение 3 ч, получают 351 г (48,9%) низкотемпературного пека.
Затем полученный пек обрабатывают воздухом при 340°C в течение 5 ч, при расходе воздуха 22 л на кг пека. Выход окисленного нефтекаменноугольного пека составил 99,7% на загрузку.
Пример 7. Смешивают каменноугольную смолу и тяжелый газойль каталитического крекинга, как в примере 1, в соотношении 65:35. Проводят дистилляцию 728 г смеси при конечной температуре жидкой фазы 425°C и выдержке в течение 2 ч, получают 400 г (55,0%) низкотемпературного пека.
Затем полученный пек обрабатывают воздухом при 340°C в течение 5 ч, при расходе воздуха 22 л на кг пека. Выход окисленного нефтекаменноугольного пека составил 99,0% на загрузку.
Характеристики низкотемпературного пека (первая стадия) и пека связующего (вторая стадия), полученных по примерам 1-7, приведены в таблице 2.
Пример 8. Образец нефтекаменноугольного пека, полученный в условиях примера 1 на укрупненной лабораторной установке, массой 5 кг был испытан при получении анодной массы. Характеристики пека связующего, полученного по примеру 8, приведены в таблице 3. Характеристики анодной массы, произведенной на пеке по примеру 8, приведены в таблице 4.
Пример 9. Смесь каменноугольной смолы и тяжелого газойля каталитического крекинга, как в примере 1, в соотношении 60:40, подвергалась дистилляции в непрерывном режиме на промышленной установке дистилляции смолы. Условия дистилляции: температура однократного испарения смеси 415-420°C, скорость подачи смеси 10 т/ч, выход пека со стадии дистилляции 47,1% с температурой размягчения 52°C. Полученный со стадии дистилляции пек обрабатывали воздухом при 350-360°C в течение 10 часов при расходе воздуха 40-50 м3 на тонну пека. Переработано 664 т смеси каменноугольной смолы и тяжелого газойля каталитического крекинга, получено 300 т нефтекаменноугольного пека со следующими характеристиками: температура размягчения по методу «Кольцо и стержень» 87°C, содержание веществ, не растворимых в толуоле, 29% масс., содержание веществ, не растворимых в хинолине, 5% масс., выход летучих веществ 57% масс., коксовый остаток 54% масс.
Пример 10. Смешивают каменноугольную смолу и тяжелую смолу пиролиза в соотношении 85:15. Каменноугольная смола имеет плотность 1,18 г/см3. Тяжелая смола пиролиза имеет плотность при 20°C 1046 кг/м3, вязкость при 100°C 19 сСт; коксуемость 9,1%, отгон фракции, выкипающей до 300°C, не более 5%. Проводят дистилляцию смеси при температуре 410°C в жидкой фазе. Получают мягкий пек с температурой размягчения 65°C. Полученный мягкий пек обрабатывают воздухом при температуре 275°C в течение 4-х часов при расходе воздуха 26,4 л/кг пека.
Пример 11. Смешивают каменноугольную смолу и тяжелую смолу пиролиза, как в примере 10, в соотношении 50:50. Проводят дистилляцию смеси и обрабатывают мягкий пек, как в примере 10.
Пример 12. Смешивают каменноугольную смолу и тяжелую смолу пиролиза, как в примере 10, в соотношении 60:40. Проводят дистилляцию смеси и обрабатывают мягкий пек, как в примере 10.
Характеристики полученных связующих пеков по примерам 9-12 приведены в таблице 5.




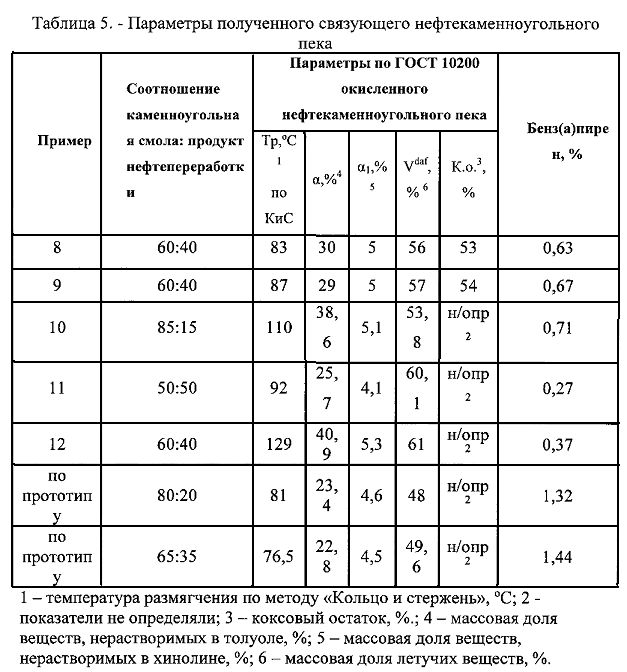
Полученные результаты свидетельствуют о соответствии полученного по предлагаемому способу связующего требованиям ГОСТ 10200 к качеству пека марки В. При этом качество связующего пека выше, чем качество пека, получаемого по прототипу. В частности, температура размягчения пека, полученного по предлагаемому способу, составляет от 83 до 129°C (максимально 81°C по прототипу), содержание веществ, не растворимых в толуоле, от 25,7 до 40,9% (максимально 25% по прототипу), содержание бенз(а)пирена от 0,27 до 0,71% (минимально 1,32% по прототипу). Результаты испытаний анодной массы на основе связующего, полученного по предлагаемому способу, соответствуют качеству обычной анодной массы на каменноугольном пеке марки В, при этом реакционная способность в углекислом газе и в воздухе ниже, что положительно скажется на расходе анодной массы при ее загрузке в действующий электролизер. Таким образом, предлагаемый способ позволяет получать связующий пек, пригодный для изготовления анодной массы.
Реферат
Изобретение относится к области металлургии, в частности к способам получения и подготовки электродного пека, предназначенного для производства анодной массы, угольной и графитированной продукции, конструкционных углеграфитовых материалов, и может найти применение в коксохимической или нефтеперерабатывающей промышленности. Способ получения связующего для изготовления углеродных материалов и изделий из них включает смешение каменноугольной смолы и жидкого продукта нефтепереработки, обладающего плотностью при 20°C не менее 1,02 г/см; вязкостью при 100°C не более 20 сСт; коксуемостью не менее 5%; отгоном фракции, выкипающей до 300°C, не более 5%, в соотношении от 85:15 до 50:50 мас.%, термообработку полученной смеси при 410-430°C в жидкой фазе с отделением дистиллятных фракций и неперегоняемого остатка дистилляции и окисление воздухом неперегоняемого остатка дистилляции при 325-360°C и при подаче воздуха из расчета 20-54 л/кг пека. Предлагаемый способ позволяет получать связующий пек, пригодный для изготовления анодной массы. 5 табл., 12 пр.
Комментарии