Удерживающий элемент для поднимающегося и опускающегося бокового стекла транспортного средства - RU2752069C1
Код документа: RU2752069C1
Чертежи


Описание
Изобретение касается удерживающего элемента для бокового стекла транспортного средства, оснащенного им бокового стекла, а также способа его изготовления и применения.
Автомобили обычно располагают открываемыми боковыми окнами. Такие боковые окна снабжены боковым стеклом, которое может двигаться (то есть подниматься и опускаться) путем по существу вертикального смещения, благодаря чему боковое окно может открываться и закрываться. Чтобы можно было двигать окно, оно соединено с механизмом внутри кузова транспортного средства.
Для привязки бокового стекла к этому механизму для подъема и опускания боковое стекло может быть снабжено одним или несколькими отверстиями в области его нижней кромки. Альтернативно в области нижней кромки на боковом стекле может быть также установлен, в частности приклеен один или несколько удерживающих элементов. Такие удерживающие элементы имеют обычно по существу Y-образное поперечное сечение, имеющее два прилегающих участка, которые приклеены к двум поверхностям бокового стекла, и к каждому из которых через ступень присоединяется один общий крепежный участок. Этот крепежный участок присоединяется к нижней кромке бокового стекла и оснащен отверстием для соединения с механизмом для подъема и опускания. Такие Y-образные удерживающие элементы известны, например, из EP1936088A1, EP1936087A1, EP1935557A1, EP1935558A1, EP1745190A1, EP1299611A2 и DE4340363A1.
Обычно традиционные Y-образные удерживающие элементы насаживаются на нижнюю кромку бокового стекла. После этого наносится клей, в частности впрыскивается через заливные отверстия в прилегающих участках. При этом чтобы предотвратить выход клея из промежуточного пространства между прилегающим участком и поверхностью стекла, требуется уплотнить это промежуточное пространство прилегающим к боковым кромкам прилегающего участка уплотнительным устройством. Альтернативно выходящий клей может удаляться на последующем рабочем этапе. Как применение уплотнительного элемента, так и последующее удаление вышедшего клея делают установку удерживающего элемента трудоемкой.
US4762904 раскрывает удерживающий элемент, прилегающие поверхности которого оснащены каждая каналом для бокового впрыскивания клея.
DE3320157A1 раскрывает удерживающий элемент, прилегающая поверхность которого выполнена с углублениями, надрезами или проемами, чтобы увеличить площадь контакта для клея.
В основе настоящего изобретения лежит задача, предоставить улучшенный удерживающий элемент, который может устанавливаться на боковом стекле также без применения уплотнительного устройства, при этом предотвращается или по меньшей мере уменьшается выход клея из промежуточного пространства между удерживающим элементом и поверхностью стекла.
Задача настоящего изобретения решается в соответствии с изобретением с помощью удерживающего элемента по п.1 формулы изобретения. Предпочтительные варианты осуществления вытекают из зависимых пунктов формулы изобретения.
Предлагаемый изобретением удерживающий элемент для бокового стекла транспортного средства включает в себя по меньшей мере один прилегающий участок и соединенный с ним, в частности жестко соединенный крепежный участок. Прилегающий участок предусмотрен и предназначен для того, чтобы крепиться к первой поверхности бокового стекла. Прилегающий участок имеет прилегающую поверхность, которая предписанным образом предусмотрена для того, чтобы обращаться к первой поверхности бокового стекла, соответственно, направляться на нее и соединяться клеем с этой первой поверхностью. Крепежный участок предписанным образом выдается за нижнюю кромку бокового стекла и предусмотрен и предназначен для крепления на транспортном средстве. Для этого крепежный участок соединен с механизмом для подъема и опускания бокового стекла внутри кузова транспортного средства.
Прилегающая поверхность прилегающего участка в соответствии с изобретением имеет каналы. Каналом в смысле изобретения называется продолговатое углубление, сделанное в прилегающей поверхности, которая в остальных местах задает плоскую или искривленную поверхность, в частности является плоской. Каналы в соответствии с изобретением предусмотрены для того, чтобы влиять на режим течения, в частности направление течения, клея, впрыскиваемого в промежуточное пространство между прилегающим участком и боковым стеклом, и поэтому могут также называться проточными каналами. Каналы должны, в частности, улучшать распределение клея по прилегающей поверхности. Чтобы обеспечить достаточное смачивание прилегающей поверхности и противоположной ей части поверхности стекла, у традиционных удерживающих элементов либо должно уплотняться промежуточное пространство между прилегающей поверхностью и поверхностью стекла, либо допускаться значительный выход клея из промежуточного пространства, который впоследствии должен удаляться. Предлагаемая изобретением конфигурация прилегающей поверхности, имеющей проточные каналы, способствует улучшенному распределению клея по прилегающей поверхности, так что ее достаточное смачивание достигается без выхода клея или по меньшей мере при сильно пониженном выходе клея. Так можно обходиться без уплотнения промежуточного пространства между прилегающим участком и боковым стеклом или без дополнительной обработки с целью удаления избыточного клея, что решающим образом упрощает и ускоряет способ изготовления. Это преимущества настоящего изобретения.
Обычно указанный по меньшей мере один прилегающий участок через ступенчатый участок соединен с крепежным участком. Ступенчатый участок служит для того, чтобы крепежный участок был сдвинут относительно прилегающего участка, в частности в направлении, в котором указывает прилегающая поверхность. Для создания этого сдвига угол между ступенчатым участком и прилегающим участком, а также угол между ступенчатым участком и крепежным участком составляют больше 0° и меньше 180°, обычно больше или равны 45° и меньше 180°. Латеральный сдвиг между прилегающим участком и крепежным участком позволяет расположить выдающийся за нижнюю кромку бокового стекла крепежный участок в смонтированном положении в плоскости бокового стекла. Иначе выражаясь, крепежный участок направлен на нижнюю кромку бокового стекла. Это предпочтительно в отношении положения центра тяжести и занимаемой площади в кузове транспортного средства.
Удерживающий элемент имеет по меньшей мере одно заливное отверстие. Под этим подразумевается ввод (проход) через удерживающий элемент, который предусмотрен и предназначен для впрыскивания клея с обращенной от бокового стекла стороны удерживающего элемента сквозь удерживающий элемент в промежуточное пространство между прилегающим участком и поверхностью стекла. Такие заливные отверстия общеприняты также у традиционных удерживающих элементов. Размер площади заливного отверстия составляет обычно от 0,5 мм2 до 25 мм2, предпочтительно от 2 мм2 до 12 мм2. Каналы расположены в прилегающей поверхности таким образом, что впрыскиваемый через заливное отверстие в промежуточное пространство клей более равномерно распределяется по прилегающей поверхности по сравнению с удерживающим элементом, имеющим традиционную прилегающую поверхность без канала. В частности, по меньшей мере 95% прилегающей поверхности и противоположной ей области поверхности стекла должны смачиваться клеем, прежде чем клей начнет выходить из промежуточного пространства, соответственно, переходить за прилегающую поверхность. Для этого точное расположение канала может реализовываться различным образом.
Заливное отверстие может быть выполнено в прилегающем участке или в ступенчатом участке, или же задавать границу между обеими областями.
Специалист может надлежащим образом выбирать геометрическое расположение каналов в зависимости от требований в отдельном случае, чтобы достигать поставленной изобретением цели как можно более гомогенного распределения клея по прилегающей поверхности. Каналы направлены на заливное отверстие, так что клей, начиная от заливного отверстия, распределяется по прилегающей поверхности. Иначе выражаясь, каналы указывают на заливное отверстие. Каналы могут распространяться до заливного отверстия; альтернативно обращенные к заливному отверстию концы каналов могут находиться на расстоянии от заливного отверстия. В принципе, может быть также достаточно одного единственного канала, который, например, подобно улитке проходит вокруг заливного отверстия.
Прилегающая поверхность имеет несколько каналов. При этом каналы направлены на заливное отверстие и веерообразно распределены по прилегающей поверхности или по области прилегающей поверхности. Это означает, что отдельные каналы радиально распространяются между заливным отверстием и боковыми кромками прилегающей поверхности. Иначе выражаясь, каналы, как бы в виде лучей, начинаются от заливного отверстия, так что расстояние между соседними каналами возрастает с растущим расстоянием до заливного отверстия. Каналы могут проходить до боковых кромок или заканчиваться раньше. Предпочтительно каналы проходят не до боковых кромок, а заканчиваются раньше, что способствует меньшему выходу клея за прилегающую поверхность. Расстояние от концов каналов до боковой кромки прилегающей поверхности составляет предпочтительно от 2 мм до 15 мм, особенно предпочтительно от 3 мм до 8 мм. Каналы могут распространяться до заливного отверстия или находиться на расстоянии от заливного отверстия, причем первое предпочтительно.
Прилегающая поверхность имеет обычно полигональную, в частности прямоугольную форму. В одном из предпочтительных вариантов осуществления с по меньшей мере одним углом прилегающей поверхности согласован канал, который направлен на него. Предпочтительно с углом или углами прилегающей поверхности, которые дальше всего удалены от заливного отверстия, согласовано по каналу, который направлен не него/них. Так как заливное отверстие обычно расположено вблизи обращенной к крепежному участку кромки заливного отверстия, упомянутые углы обычно являются обращенными от крепежного участка углами прилегающей поверхности. Тогда клей предпочтительно подается в область этих сильно удаленных от заливного отверстия углов, что решающим образом улучшает гомогенность распределения клея.
Ширина и глубина каналов может выбираться специалистом надлежащим образом в соответствии с требованиями в отдельном случае. Надлежащая ширина и глубина зависит, в частности, от вязкости клея, при этом более высокая вязкость приводит к необходимости более широких и более глубоких каналов. Ширина каналов составляет обычно от 0,5 мм до 3 мм, предпочтительно от 0,5 мм до 2 мм, предпочтительно от 1 мм до 1,5 мм. При этих значениях достигаются хорошие результаты, в частности при применении обычно используемого клея, имеющего вязкость от 1 Па х с до 150 Па х с. Ширина и/или глубина одного отдельно канала могут быть также изменяющимися. Так, может быть, например, предпочтительно, чтобы ширина и/или глубина канала уменьшались с растущим расстоянием до заливного отверстия, чтобы учесть меньшее подлежащее транспортировке количество клея в наружных областях прилегающей поверхности.
Крепежный участок имеет обычно ввод (монтажное отверстие), который предусмотрен и предназначен для крепления на транспортном средстве. Этот ввод предусмотрен для крепления удерживающего элемента на транспортном средстве, в частности на механизме для подъема и опускания бокового стекла. Обычно этот ввод по существу круглый, на что рассчитаны большинство традиционных крепежных систем. Но ввод может также, в зависимости от требований в отдельном случае, иметь любую другую форму, например, эллиптическую форму или же неправильную форму. Размер ввода составляет обычно по меньшей мере 20 мм2, в частности от 20 мм2 до 2000 мм2, предпочтительно от 80 мм2 до 700 мм2. В идеальном случае этот ввод примерно круглый и имеет диаметр от 5 мм до 50 мм, предпочтительно от 10 мм до 30 мм.
В одном из вариантов осуществления удерживающий элемент представляет собой удерживающий элемент, который должен крепиться на боковом стекле с одной стороны. Такой удерживающий элемент предусмотрен, чтобы соединяться только с одной единственной поверхностью бокового стекла. Для этого удерживающий элемент обычно имеет ровно один единственный прилегающий участок, который жестко соединен с крепежным участком, предпочтительно через ступенчатый участок.
В одном другом варианте осуществления изобретения удерживающий элемент представляет собой удерживающий элемент, который должен крепиться на боковом стекле с двух сторон. Такой удерживающий элемент предусмотрен, чтобы соединяться с двумя противоположными поверхностями бокового стекла. Для этого удерживающий элемент имеет первый прилегающий участок и второй прилегающий участок, которые жестко соединены с общим крепежным участком. Первый прилегающий участок предусмотрен для того, чтобы крепиться к первой поверхности бокового стекла. Второй прилегающий участок предусмотрен для того, чтобы крепиться ко второй поверхности бокового стекла, которая противоположна первой поверхности. Оба прилегающих участка расположены противоположно друг другу, так что их соответствующие прилегающие поверхности обращены друг к другу. Удерживающий элемент имеет по существу Y-образное поперечное сечение. Прилегающие поверхности обоих прилегающих участков предпочтительно выполнены с предлагаемыми изобретением каналами и имеют особенно предпочтительно по заливному отверстию, на которое направлены эти каналы.
У удерживающего элемента, предназначенного для крепления с двух сторон, предпочтительно первый прилегающий участок через первый ступенчатый участок, а второй прилегающий участок через второй ступенчатый участок жестко соединены с общим крепежным участком. Особенно предпочтительно оба ступенчатых участка имеют одинаковую геометрию, в частности длину и угол относительно примыкающих участков. Это имеет то преимущество, что в смонтированном положении крепежный участок расположен в середине между прилегающими участками и в плоскости бокового стекла, что предпочтительно в отношении положения центра тяжести и занимаемой площади в кузове транспортного средства.
Удерживающий элемент предпочтительно изготовлен из металла, металлического сплава или пластика, особенно предпочтительно из алюминия, стали, нержавеющей стали или термопластичных пластиков, содержащих или не содержащих стекловолоконные, стеклошариковые или подобные упрочнители, а также их композиции с другими пластиками. Подходящими термопластичными пластиками являются, например, полиамиды (ПА), полибутилентерефталаты (ПБТ) или полиэтилентерефталат (ПЭТ). Совсем особо предпочтительно удерживающий элемент изготовлен из алюминия, ПЭТ или полиамида 66. Подходящие материалы имеются в продаже, например, под торговыми марками Technyl, Zytel, Ultramid, Schulamid, Ultradur, Arnite, Duranex, Crastin, Bergadur, Pocan или Grivor. Возможны также комбинации названных материалов. Но предпочтительно весь удерживающий элемент выполнен цельно и изготовлен из одного и того же материала. Если удерживающий элемент изготовлен из пластика, то этот пластик предпочтительно упрочнен стекловолокнами или упрочнен углеродными волокнами. Для безрамных боковых стекол предпочтительны удерживающие элементы из металлов или металлических сплавов по причине их большей стабильности. Для рамных боковых стекол предпочтительны удерживающие элементы из пластика по причине их более низкого веса - более низкая стабильность пластикового удерживающего элемента по сравнению с металлическими удерживающими элементами компенсируется здесь стабилизирующим действием рамы в закрытом состоянии окна.
Прилегающий участок и крепежный участок выполнены в виде пластин, обычно по существу прямоугольных, при этом, однако, возможны и другие формы. Толщина материала (толщина) крепежного участка и прилегающего участка и при известных условиях ступенчатого участка составляет предпочтительно от 1 мм до 10 мм, особенно предпочтительно от 2 мм до 5 мм, например, 3,5 мм. При этом достигается хорошая стабильность, не связанная со слишком большой занимаемой площадью и слишком высоким расходом материала. Предпочтительно прилегающие участки, крепежные участки и при известных условиях ступенчатые участки имеют одну и ту же толщину материала.
Ширина прилегающего участка, крепежного участка и при известных условиях ступенчатого участка составляет предпочтительно от 1 см до 100 см, особенно предпочтительно от 2 см до 15 см, например, 10 см. При этом достигается хорошая стабильность, в частности прилегающие участки предоставляют достаточно большие адгезионные поверхности для соединения с боковым стеклом.
Длина (или высота) прилегающего участка составляет предпочтительно от 1 см до 6 см, особенно предпочтительно от 2 см до 4 см, например, 3 см. При этом достигается хорошая стабильность, в частности прилегающие участки предоставляют достаточно большие адгезионные поверхности для соединения с боковым стеклом. Площадь прилегающего участка составляет предпочтительно от 5 см2 до 500 см2, особенно предпочтительно от 10 см2 до 50 см2, например, 30 см2.
Длина (или высота) крепежного участка составляет предпочтительно от 2 см до 15 см, особенно предпочтительно от 4 см до 10 см, например, 8 см. В этих пределах крепежный участок особенно предпочтительно подходит для соединения с общепринятыми механизмами для подъема и опускания бокового стекла. Длина ступенчатого участка составляет, например, от 2 мм до 10 мм.
В смысле этого изобретения шириной называется измерение вдоль нижней кромки бокового стекла в смонтированном положении. Длиной (или высотой) называется перпендикулярное ему измерение, которое в смонтированном положении расположено по существу параллельно плоскости бокового стекла. Так, площадь контакта прилегающего участка с боковым стеклом получается, например, как произведение длины и ширины прилегающего участка. Толщина материала является измерением перпендикулярно плоскости бокового стекла в смонтированном положении.
Крепежный участок и прилегающие участки могут быть выполнены плоско. Тогда кривизна бокового стекла компенсируется слоем клея. Но альтернативно прилегающий участок и крепежный участок могут быть также искривлены и таким образом, например, быть адаптированы к кривизне бокового стекла и воспроизводить ее и продолжать в случае крепежного участка.
Изобретение включает в себя, кроме того, боковое стекло с удерживающим элементом. Боковое стекло в качестве бокового стекла транспортного средства предусмотрено для того, чтобы отделять внутреннее помещение транспортного средства от внешнего окружения. Боковое стекло имеет верхнюю кромку, нижнюю кромку, переднюю кромку и заднюю кромку. Боковое стекло имеет, кроме того, первую поверхность (основная поверхность) и противоположную первой поверхности вторую поверхность (основная поверхность), между которыми распространяются упомянутые кромки. В области нижней кромки на боковом стекле установлен по меньшей мере один предлагаемый изобретением удерживающий элемент. Под этим подразумевается, что примыкающая к нижней кромке область покрыта удерживающим элементом, и удерживающий элемент распространяется оттуда за нижнюю кромку. Прилегающий участок удерживающего элемента адгезивно закреплен на первой поверхности бокового стекла, при этом адгезивное соединение создается посредством клея. Обычно нижняя кромка бокового стекла снабжена двумя удерживающими элементами.
Верхней кромкой называется боковая кромка, которая в смонтированном положении указывает вверх. Нижней кромкой называется боковая кромка, которая в смонтированном положении указывает вниз к земле. Передней кромкой называется боковая кромка, которая направлена в направлении движения вперед. Задней кромкой называется боковая кромка, которая направлена в направлении движения назад.
Предлагаемое изобретением боковое стекло предпочтительно представляет собой открываемое, в частности поднимающееся и опускающееся боковое стекло автомобиля, в частности легкового автомобиля. Под этим понимается стекло для бокового окна, которое может открываться в кузов и снова закрываться путем по существу вертикального смещения бокового стекла. Обычно такие боковые стекла имеют несколько, в частности два удерживающих элемента, которые установлены в области нижней кромки, где они в открытом и также в закрытом состоянии окна скрыты в кузове транспортного средства. Каждый удерживающий элемент имеет ввод, который предусмотрен для соединения с расположенным в кузове транспортного средства, обычно двери транспортного средства, подъемным механизмом, чтобы крепить стекло, в частности путем ввода крепежного участка подъемного механизма, например, крепежного штифта, в этот ввод. Боковое окно может быть безрамным или рамным. Рамное боковое окно имеет полную кузовную раму вокруг оконного проема, так что в закрытом состоянии все боковые кромки бокового стекла перекрываются внутри кузова транспортного средства - боковое стекло при подъеме как бы вводится в кузовную раму. У безрамного бокового окна такая кузовная рама отсутствует. Вместо этого верхняя кромка, передняя кромка и задняя кромка бокового стекла и в закрытом состоянии свободны.
Указанный по меньшей мере один прилегающий участок слоем клея прикреплен к первой поверхности бокового стекла. Если удерживающий элемент является удерживающим элементом, устанавливаемым с двух сторон, имеющим два прилегающих участка, то первый прилегающий участок прикреплен первым слоем клея к первой поверхности бокового стекла, второй прилегающий участок прикреплен вторым слоем клея ко второй поверхности бокового стекла. Толщина одного отдельного слоя клея составляет предпочтительно от 0,5 мм до 5 мм, особенно предпочтительно от 1 мм до 4 мм. Традиционные удерживающие элементы обычно прикреплены к боковому стеклу слоями клея толщиной примерно по 1 мм. В одном из предпочтительных вариантов осуществления применяются более толстые слои клея, предпочтительно имеющие толщину от 2 мм до 4 мм. Это имеет то преимущество, что возникающий в пределах одной серии производства разброс в отношении кривизны края боковых стекол может лучше компенсироваться более толстым слоем клея. Из-за крепежного участка, распространяющегося, подобно рычагу, от нижней кромки стекла, у традиционно установленных удерживающих элементов также положение привязки к механизму для подъема и опускания также подвержено разбросу и иногда может значительно отклоняться от предусмотренного положения. При толстом слое клея, в отличие от этого, точная ориентация удерживающего элемента может выбираться более свободно, так что крепежный участок может точнее располагаться в желаемом положении, независимо от кривизны края бокового стекла. Так в пределах одной серии производства могут уменьшаться разбросы в отношении размещения ввода для крепления на подъемном механизме. У удерживающего элемента, устанавливаемого с двух сторон, толщина слоев клея получается из расстояния между прилегающими участками в закрытом состоянии (обычно определяемого исполнением ступенчатых участков) и толщины бокового стекла, что должно учитываться при разработке удерживающего элемента для определенного типа бокового стекла.
В одном из предпочтительных вариантов осуществления клей представляет собой высокомодульный клей. Модуль E (модуль упругости) этого клея составляет предпочтительно по меньшей мере 20 МПа, особенно предпочтительно по меньшей мере 150 МПа, в частности по меньшей мере 300 МПа, совсем особо предпочтительно от 400 МПа до 600 МПа. При этом достигается особая стабильность соединения бокового стекла с удерживающим элементом. Это преимущество учитывается в особенности у безрамных боковых окон, у которых соединение между боковым стеклом и удерживающим элементом нагружается в особой мере, например, действующими в направлении задней кромки, вызываемыми ветром при движении силами. Надлежащими высокомодульными клеями являются, например, полиуретановые, акрилатные и эпоксидные клеи.
В одном из предпочтительных вариантов осуществления клей является быстро затвердевающим клеем, так что становится возможным непосредственное извлечение без других стабилизирующих мер. Быстрое затвердевание может достигаться путем смешивания двух компонентов. Другими путями являются отверждение за счет приложения энергии извне, например, посредством тепла или света. Так называемое открытое время двухкомпонентного клея составляет от 0,5 мин. до 10 мин., предпочтительно от 1 мин. до 5 мин. Время затвердевания или время схватывания клея для достижения достаточной внутренней прочности меньше 10 мин., предпочтительно от 1 мин. до 5 мин. Это имеет то преимущество, что положение удерживающего элемента относительно бокового стекла бывает быстро зафиксировано, так что можно обходиться без стабилизирующих мер после установки удерживающего элемента. Но клей может быть также медленно затвердевающим клеем.
Боковое стекло, как общепринято для стекол транспортных средств, предпочтительно изогнуто так, что поверхность со стороны внутреннего помещения выполнена вогнутой, в поверхность с наружной стороны выпуклой. Поверхностью с наружной стороны называется та поверхность, которая в смонтированном положении обращена к внешнему окружению. Поверхностью со стороны внутреннего помещения называется та поверхность, которая в смонтированном положении обращена к внутреннему помещению. Первая поверхность в смысле изобретения может быть поверхностью со стороны внутреннего помещения или с наружной стороны, предпочтительно со стороны внутреннего помещения.
В одном из вариантов осуществления боковое стекло выполнено в виде одинарного безопасного стекла (ESG). При этом боковое стекло состоит из одной единственной стеклянной пластины, которая термически или химически закалена (преднапряжена). Толщина стеклянной пластины составляет предпочтительно от 2 мм до 5 мм.
В другом варианте осуществления боковое стекло выполнено в виде многослойного стекла (VSG: многослойное безопасное стекло). Это многослойное стекло включает в себя первую стеклянную пластину и вторую стеклянную пластину, которые соединены друг с другом термопластичным промежуточным слоем. Эти стекла могут также называться наружным стеклом (пластиной) и внутренним стеклом (пластиной), при этом внутреннее стекло в смонтированном положении обращено к внутреннему пространству, а наружное стекло в смонтированном положении обращено к внешнему окружению. Открытые поверхности бокового стекла, к которым приклеивается удерживающий элемент, являются обращенными от промежуточного слоя поверхностями отдельных стекол (пластин), то есть поверхностью наружного стекла с наружной стороны и поверхностью внутреннего стекла со стороны внутреннего пространства. Наружное стекло и внутреннее стекло имеют предпочтительно толщину от 1 мм до 5 мм, при этом толщина этих двух стекол (пластин) может быть одинаковой (симметричные стекла) или же различной (асимметричные стекла). Толщина промежуточного слоя составляет предпочтительно от 0,3 мм до 2 мм, особенно предпочтительно от 0,5 мм до 1 мм. Промежуточный слой обычно выполняется из полимерной пленки, предпочтительно из или на базе поливинилбутирала (ПВБ), этиленвинилацетата (ЭВА) или полиуретана (ПУ). Для улучшения термического комфорта в транспортном средстве промежуточный слой может быть выполнен из шумопонижающей полимерной пленки, которые обычно включают в себя по меньшей мере три слоя, при этом средний слой имеет более высокую пластичность или упругость, чем окружающие его наружные слои, например, вследствие различной доли мягчителей.
Стеклянная пластина или стеклянные пластины изготовлена/изготовлены предпочтительно из известково-натриевого стекла, как это общепринято в оконных стеклах. Стеклянные пластины могут быть прозрачными и бесцветными, а также тонированными, матированными или цветными.
Изобретение включает в себя также транспортное средство, имеющее расположенный внутри кузова подъемный механизм для открываемого бокового окна и предлагаемое изобретением боковое стекло, причем этот подъемный механизм установлен на крепежном участке удерживающего элемента или удерживающих элементов, предпочтительно посредством удерживания во вводе (проходе) через крепежный участок.
Изобретение включает в себя, кроме того, способ изготовления бокового стекла с удерживающим элементом для транспортного средства. При этом предоставляются по меньшей мере один предлагаемый изобретением удерживающий элемент, а также боковое стекло, имеющее первую поверхность, противоположную этой поверхности вторую поверхность и нижнюю кромку. Удерживающий элемент располагается в желаемом положении относительно бокового стекла, при этом прилегающая поверхность указанного по меньшей мере одного прилегающего участка направлена на первую поверхность бокового стекла. При этом желаемым положением называется предписанное расположение удерживающего элемента относительно бокового стекла, которое должен принимать окончательно смонтированный удерживающий элемент. Затем клей через предусмотренное для этого заливное отверстие впрыскивается в промежуточное пространство между прилегающей поверхностью и первой поверхностью бокового стекла. Каналы прилегающей поверхности осуществляют гомогенное распределение клея. Так склеиваемые поверхности могут достаточно смачиваться без выхода критического количества клея из промежуточного пространства между прилегающей поверхностью и поверхностью стекла. Поэтому способ может предпочтительно выполняться без уплотнения промежуточного пространства.
В одном из предпочтительных вариантов осуществления способа боковое стекло располагается и фиксируется в инструменте в заданном положении, которое, например, определено с помощью опорных (референсных) точек стекла. Удерживающий элемент приводится в желаемое положение, например, с помощью монтажного приспособления или робота. Положение удерживающего элемента выбирается так, чтобы крепежные участки окончательно смонтированного удерживающего элемента были расположены в желаемом положении относительно стекла.
В одном из предпочтительных вариантов осуществления способа клей является быстро затвердевающим клеем. Благодаря этому положение удерживающего элемента относительно бокового стекла достаточно быстро фиксируется, так что можно обходиться без мер временной стабилизации положения во время затвердевания клея. При этом процесс производства упрощается и ускоряется. Но может также применяться медленно затвердевающий клей. Тогда, возможно, должны приниматься меры временной стабилизации положения, например, путем зажатия, удерживания или посредством второго клея, например, горячего клея,
Сам удерживающий элемент изготавливается общепринятым у специалистов способом. Удерживающие элементы из пластика предпочтительно изготавливаются способом экструзии, удерживающие элементы из металла или металлических сплавов, например, непрерывным литьем, литьем под давлением, фрезерованием, штамповкой, прокаткой и/или сваркой. Каналы могут получаться, например, непосредственно с помощью формы для экструзии или выполняться путем дополнительной обработки.
Изобретение включает в себя, кроме того, применение предлагаемого изобретением бокового стекла в качестве открываемого бокового стекла автомобиля, предпочтительно легкового автомобиля, при этом удерживающий элемент служит для крепления на подъемном механизме в кузове транспортного средства.
Далее изобретение поясняется подробнее с помощью чертежей и примеров осуществления. Чертежи являются схематичным изображением и выполнены без соблюдения масштаба. Чертежи никоим образом не ограничивает изобретение.
Показано:
фиг.1: вид в плане бокового стекла, имеющего два родовых удерживающих элемента;
фиг.2: поперечное сечение двух боковых стекол, имеющих различные варианты осуществления удерживающего элемента 1;
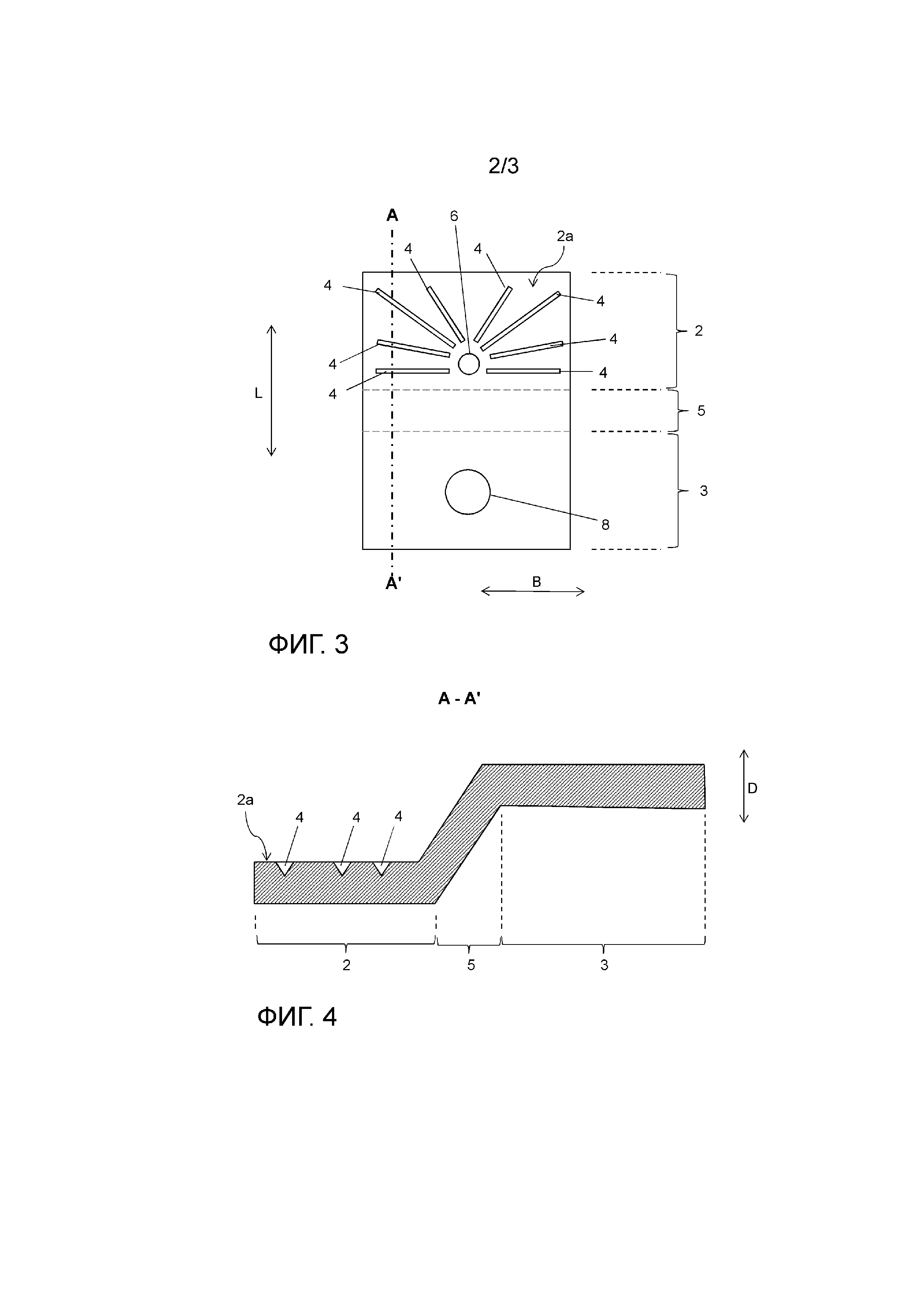
фиг.3: вид в плане обращенной к боковому стеклу I поверхности одного из вариантов осуществления удерживающего элемента 1;
фиг.4: сечение A-A' удерживающего элемента 1 с фиг.3;
фиг.5: поперечное сечение другого варианта осуществления бокового стекла, имеющего удерживающий элемент 1 и
фиг.6: блок-схема одного из вариантов осуществления предлагаемого изобретением способа.
На фиг.1 показан вид в плане родового бокового стекла I, которое предусмотрено в качестве открывающегося бокового стекла для переднего бокового окна легкового автомобиля. В области нижней кромки U бокового стекла установлены два удерживающих элемента 1, которые предусмотрены для соединения с подъемным механизмом внутри двери транспортного средства. Удерживающие элементы 1 имеют для этого вводы (проходы) 8, к которым может крепиться подъемный механизм.
На фиг.2 показано поперечное сечение двух разных вариантов осуществления бокового стекла I, имеющего удерживающий элемент 1. На фиг.2a изображен удерживающий элемент 1, установленный с одной стороны. Удерживающий элемент 1 установлен на боковом стекле I с одной стороны. Удерживающий элемент 1 состоит из одного единственного прилегающего участка 2, который прикреплен к первой поверхности Ia бокового стекла I. Для этого обращенная к боковому стеклу I прилегающая поверхность 2a прилегающего участка 2 приклеена к поверхности Ia. Через ступенчатый участок 5 к прилегающему участку 2 присоединен крепежный участок 3, имеющий ввод 8. Удерживающий элемент 1 покрывает область нижней кромки U и примыкающую к ней область поверхности Ia. Крепежный участок 3 выдается за нижнюю кромку U бокового стекла I, латерально сдвинут относительно прилегающего участка 2, так что он расположен примерно в плоскости бокового стекла I и направлен на его нижнюю кромку U. На фиг.2b изображен удерживающий элемент, установленный с двух сторон, имеющий по существу Y-образное поперечное сечение. Удерживающий элемент 1 включает в себя два противоположных друг другу прилегающих участка 2.1, 2.2, которые прикреплены в области нижней кромки U бокового стекла I к двум поверхностям Ia, Ib. Для этого обращенная к боковому стеклу I прилегающая поверхность 2.1a прилегающего участка 2.1 приклеена к поверхности Ia, а обращенная к боковому стеклу I прилегающая поверхность 2.2a прилегающего участка 2.2 к поверхности Ib. То есть удерживающий элемент 1 окружает область нижней кромки и примыкающую к ней область поверхностей Ia, Ib. К прилегающим участкам 2.1, 2.2 через согласованный с каждым из них ступенчатый участок 5.1, 5.2 присоединяется крепежный участок 3, который размещен ниже бокового стекла I и направлен на нижнюю кромку U. Крепежный участок 3 имеет здесь также ввод 8ʽ для соединения с подъемным механизмом.
Удерживающие элементы 1 изготовлены цельно из упрочненного стекловолокном полиамида 66. Прилегающие участки 2, 2.1, 2.2, крепежные участки 3 и ступенчатые участки 5, 5.1, 5.2 имеют толщину D (толщина материала) 3 мм. Ширина B удерживающих элементов 1 составляет, например, 80 мм. Длина L прилегающих участков 2, 2.1, 2.2 составляет, например, 30 мм. Длина L крепежных участков 3 составляет, например, 50 мм.
Слои клея между прилегающими поверхностями 2a, 2.1a, 2.2a и боковым стеклом I ради простоты не изображены. Клей представляет собой, например, DOW Betaforce 9050S, имеющий модуль E 400 МПа, разрывное удлинение 80%, разрывную прочность 15 МПа и жизнеспособность 6 мин. Толщина слоев клея составляет, например, 3 мм.
Боковое стекло I выполнено, например, в виде одинарного безопасного стекла (ESG) из известково-натриевого стекла толщиной 3,85 мм. Боковое стекло I ради простоты изображено на фигуре плоско, но в реальности имеет некоторую кривизну, как это общепринято для стекол легковых автомобилей.
На фиг.3 показан вид в плане обращенной к боковому стеклу I стороны устанавливаемого с одной стороны удерживающего элемента 1 в соответствии с фиг.2a, имеющего крепежный участок 3 с вводом 8, ступенчатый участок 5 и прилегающий участок 2. На виде в плане различима прилегающая поверхность 2a прилегающего участка 2, которая соединяется с боковым стеклом I. Прилегающая поверхность вблизи обращенной к ступенчатому участку 5 кромки имеет заливное отверстие 6, через которое при монтаже удерживающего элемента 1 в промежуточное пространство между боковым стеклом I и прилегающим участком 2 впрыскивается клей. В прилегающей поверхности 2a сделаны несколько каналов 4. Каналы 4 предусмотрены для того, чтобы как можно более гомогенно распределять впрыскиваемый через заливное отверстие 6 клей по прилегающей поверхности 2a. Благодаря этому может достигаться хорошее смачивание прилегающей поверхности 2a, а также противоположной ей области поверхности Ia, без угрозы выхода избыточного клея из промежуточного пространства, что у традиционных удерживающих элементов 1 должно было бы предотвращаться с помощью уплотнительного устройства или с устраняться с помощью дополнительной обработки. Каналы 4 выполнены прямо и направлены с одной стороны на заливное отверстие 6, а с другой стороны на боковую кромку прилегающей поверхности 2a. Каналы 4 веерообразно распределены вокруг заливного отверстия и проходят радиально между заливным отверстием 6 и боковой кромкой прилегающей поверхности 2a, чтобы распределять клей.
Прилегающие поверхности 2.1a, 2.2a удерживающего элемента 1 в соответствии с фиг.2b тоже выполнены с предлагаемыми изобретением каналами 4 вокруг заливных отверстий 6.
На фигуре стрелками обозначены измерения ширины B и длины L в смысле этого изобретения.
На фиг.4 показано сечение по A-A' удерживающего элемента 1 с фиг.3. Кроме того, стрелкой обозначено измерение толщины D в смысле этого изобретения. Различимы каналы 4, которые сделаны в прилегающей поверхности 2a. Они имеют, например, ширину 1,5 мм и глубину 1 мм.
На фиг.5 показано поперечное сечение предлагаемого изобретением бокового стекла I, имеющего другой вариант осуществления удерживающего элемента 1. Этот удерживающий элемент должен устанавливаться с одной стороны и имеет один единственный прилегающий участок 2 и соединенный с этим участком через ступенчатый участок 5 крепежный участок 3. Заливное отверстие 6 для впрыскивания клея 9 расположено здесь в ступенчатом участке 5. В этом случае это может быть предпочтительно для распределения клея 9, когда каналы 4 продолжаются за прилегающий участок 2 в ступенчатый участок 5.
На фиг.6 показана блок-схема одного из примеров осуществления предлагаемого изобретением способа изготовления предлагаемого изобретением бокового стекла, имеющего удерживающий элемент. Так как каналами 4 гарантируется равномерное распределение клея 9, при впрыскивании клея 9 можно обходиться без уплотнения промежуточного пространства между удерживающим элементом 1 и боковым стеклом I.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
(1) Удерживающий элемент для бокового стекла транспортного средства
(2) Прилегающий участок удерживающего элемента 1
(2.1) Первый прилегающий участок удерживающего элемента 1
(2.2) Второй прилегающий участок удерживающего элемента 1
(2a) Прилегающая поверхность прилегающего участка 2
(2.1a) Прилегающая поверхность прилегающего участка 2.1
(2.2a) Прилегающая поверхность прилегающего участка 2.2
(3) Крепежный участок удерживающего элемента 1
(4) Канал
(5) Ступенчатый участок удерживающего элемента 1
(5.1) Первый ступенчатый участок удерживающего элемента 1
(5.2) Второй ступенчатый участок удерживающего элемента 1
(6) Заливное отверстие
(8) Ввод через крепежный участок 3
(9) Клей
I Боковое стекло транспортного средства
Ia Первая поверхность бокового стекла I
Ib Вторая поверхность бокового стекла I
(O) Верхняя кромка бокового стекла I
(U) Нижняя кромка бокового стекла I
(V) Передняя кромка бокового стекла I
(H) Задняя кромка бокового стекла I
(L) Длина/высота
(B) Ширина
(D) Толщина/толщина материала
A-'A Линия сечения
Реферат
Настоящее изобретение касается удерживающего элемента (1) для бокового стекла (I) транспортного средства, включающего в себя: по меньшей мере один прилегающий участок (2) для крепления к первой поверхности (Ia) бокового стекла (I), причем этот прилегающий участок (2) имеет прилегающую поверхность (2a), которая предусмотрена для того, чтобы соединяться клеем (9) с первой поверхностью (Ia), соединенный с прилегающим участком (2) крепежный участок (3) для крепления на транспортном средстве и заливное отверстие (6) для впрыскивания клея (9) в промежуточное пространство между прилегающим участком (2) и первой поверхностью (Ia) бокового стекла (I), при этом прилегающая поверхность (2a) имеет несколько каналов (4), которые направлены к заливному отверстию (6) и веерообразно распределены по прилегающей поверхности (2a). 4 н. и 8 з.п. ф-лы, 6 ил.
Комментарии