Устройство для удерживания одного или более электродов при электроэрозионной механической обработке и способ изготовления указанного устройства - RU2769136C1
Код документа: RU2769136C1
Чертежи

Описание
[001] Настоящее изобретение относится к (направляющему) устройству для удерживания одного или более электродов при электроэрозионной механической обработке (EDM) и способу изготовления указанного устройства.
[002] Областью применения данного изобретения являются газовые турбины для летательных аппаратов.
[003] Пример такого устройства для удерживания электрода (электродов) описан, например, в документе ЕР 0449694, при этом указанное устройство содержит корпус, имеющий прямолинейную часть, в которой выполнен первый канал для прохождения электрода (электродов).
[004] В данном описании любое выражение «один» подразумевает «по меньшей мере один», т.е. один или более.
[005] Проблемами, существующими в данной области техники, являются, например, сверление отверстий в лопатке многолопаточного направляющего аппарата, предназначенного для работы при высоких давлениях, в авиационной газовой турбине, с обеспечением доступа электрода, предназначенного для сверления методом EDM, к межлопаточной области.
[006] Основными ограничениями являются:
сохранение свойств стандартных направляющих (электрическая изоляция, адаптация к традиционному присоединительному приспособлению станка, низкая интенсивность износа, механическая прочность и т.д.);
использование геометрии с элементами уменьшенного размера, подгоняемой по форме, для обеспечения доступа к межлопаточной области и выполнения/механической обработки отверстий в указанной области;
подача диэлектрической среды (смазочно-охлаждающей текучей среды) в зону сверления, которая обычно является ограниченной.
[007] Кроме того, можно отметить важность, в частности, таких факторов, как:
способ формирования EDM-устройства, геометрия которого адаптирована по форме и размеру для доступа к труднодоступным областям обработки;
обеспечение быстрого и недорого способа создания указанного устройства с гарантией того, что в дальнейшем такое устройство будет выдерживать многократную длительную механическую обработку;
возможность изготовления, при необходимости, специфического устройства для каждого случая механической обработки;
дополнительную возможность автоматизации работы устройства, в частности для выполнения направленного сверления.
[008] Для по меньшей мере частичного решения указанной проблемы предложено выполнение корпуса вышеупомянутого устройства с изогнутой, выполненной как единое целое частью, в которой имеется второй изогнутый канал для подачи диэлектрической текучей среды и в которой проходит (т.е. имеется) изогнутый удлинительный участок указанного первого канала, через который проходит (проходят) электрод(ы), причем указанные изогнутый удлинительный участок первого канала и второй изогнутый канал выполнены из керамики, при этом значение среднеарифметической шероховатости (Ra) внутренней поверхности составляет Ra<2 мкм, предпочтительно Ra<0,5 мкм.
[009] Для дополнительного улучшения доступа и упрощения монтажа на существующей оснастке предложено следующее:
в указанной прямолинейной части выполнен прямолинейный удлинительный участок второго изогнутого канала, и
изогнутая и прямолинейная части являются отдельными частями, склеенными друг с другом торец к торцу, при этом прямолинейная часть имеет соединительное средство для соединения с электроэрозионным (EDM) станком для сверления микроотверстий.
[010] Кроме того, для дополнительного улучшения подачи диэлектрической среды (смазочно-охлаждающей текучей среды) в зону механической обработки предложено (по отдельности или в комбинации) следующее:
вокруг изогнутого удлинительного участка первого канала выполнены указанные вторые изогнутые каналы, соосные с указанным изогнутым удлинительным участком первого канала;
общее поперечное сечение указанных вторых изогнутых каналов, перпендикулярное оси, вдоль которой проходят данные соосные каналы, составляет от 4 до 8 мм2.
[011] Фактически, ламинарный поток текучей среды в зоне механической обработки, локальное погружение и стабильность электрической дуги, образуемой между соответствующим электродом и деталью, будут способствовать полному погружению области обработки в диэлектрическую среду.
[012] В соответствии с предложенным устройством, для обеспечения направления или для содействия направлению соответствующего электрода в принимающем его канале, по меньшей мере в изогнутой части значение среднеарифметической шероховатости (Ra) внутренней поверхности изогнутого удлинительного участка составляет 0,01 мкм < Ra < 0,3 мкм.
[013] В результате, в качестве способа изготовления, специально предназначенного для изготовления вышеупомянутого устройства для удерживания электрода (электродов), имеющего все или часть заявленных характеристик, можно будет все шире использовать способ, включающий изготовление устройства из керамического материала по аддитивной технологии.
[014] Выражение «керамический материал» обозначает как керамический материал как таковой (например, глинозем, диоксид циркония, нитрид кремния и т.п.), так и керамический композит, композит с керамической матрицей (CMC).
[015] Таким образом, направляющее устройство, созданное с помощью предложенного способа, содержит средство для подачи (диэлектрической) смазочно-охлаждающей текучей среды по второму каналу (каналам), чего невозможно достичь при использовании направляющей, выполненной путем механической обработки.
[016] Кроме того, благодаря использованию предложенного способа, можно предусмотреть (возможно, в сочетании) следующее:
керамический материал содержит глинозем и диоксид циркония;
керамический материал содержит частицы глинозема и диоксида циркония, диспергированные в структуре глинозема, причем указанный керамический материал получен путем смешивания в жидком состоянии;
после изготовления по аддитивной технологии выполняют последующую обработку внутреннего пространства (внутренней поверхности) второго изогнутого канала и предпочтительно всей внутренней поверхности указанной изогнутой части, выполненной как единое целое, методом абразивно-струйной обработки (AFM).
[017] При таком подходе оптимизация параметров аддитивной технологии будет обеспечивать быстрый, контролируемый, легко воспроизводимый и экономически эффективный способ, позволяющий удобно применять его с учетом различных требований в отношении геометрических и размерных характеристик, а также в отношении ожидаемого состояния поверхности внутри каналов.
[018] Данное изобретение будет более понятным, а его прочие детали, характеристики и преимущества станут очевидными после прочтения нижеследующего описания, приведенного в качестве неограничивающего примера со ссылкой на прилагаемые чертежи, на которых:
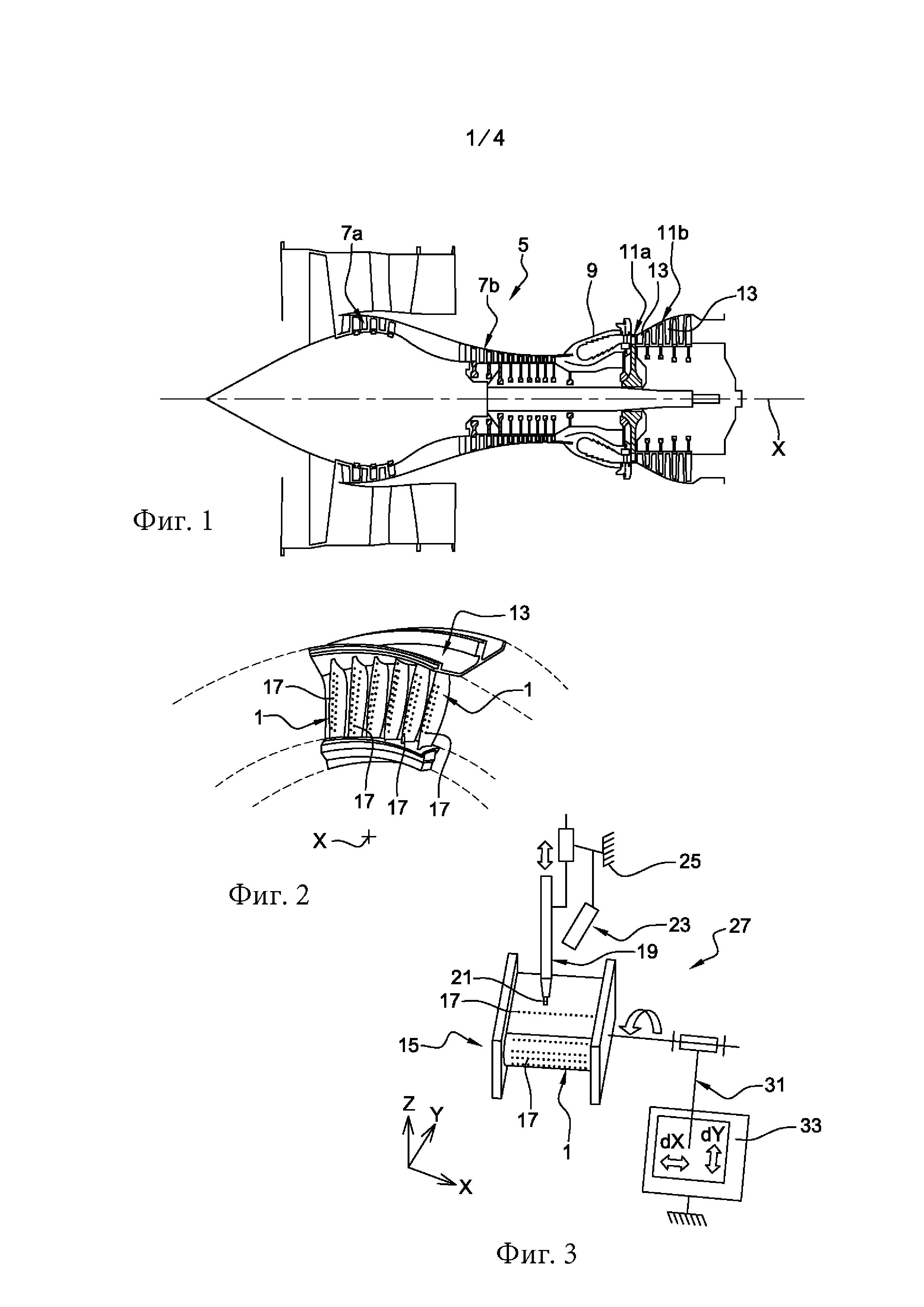
[019] на фиг. 1 представлено схематическое изображение авиационной газовой турбины;
на фиг. 2 и 3 представлена типовая деталь, известная из существующего уровня техники и имеющая отношение к применению устройства согласно данному изобретению;
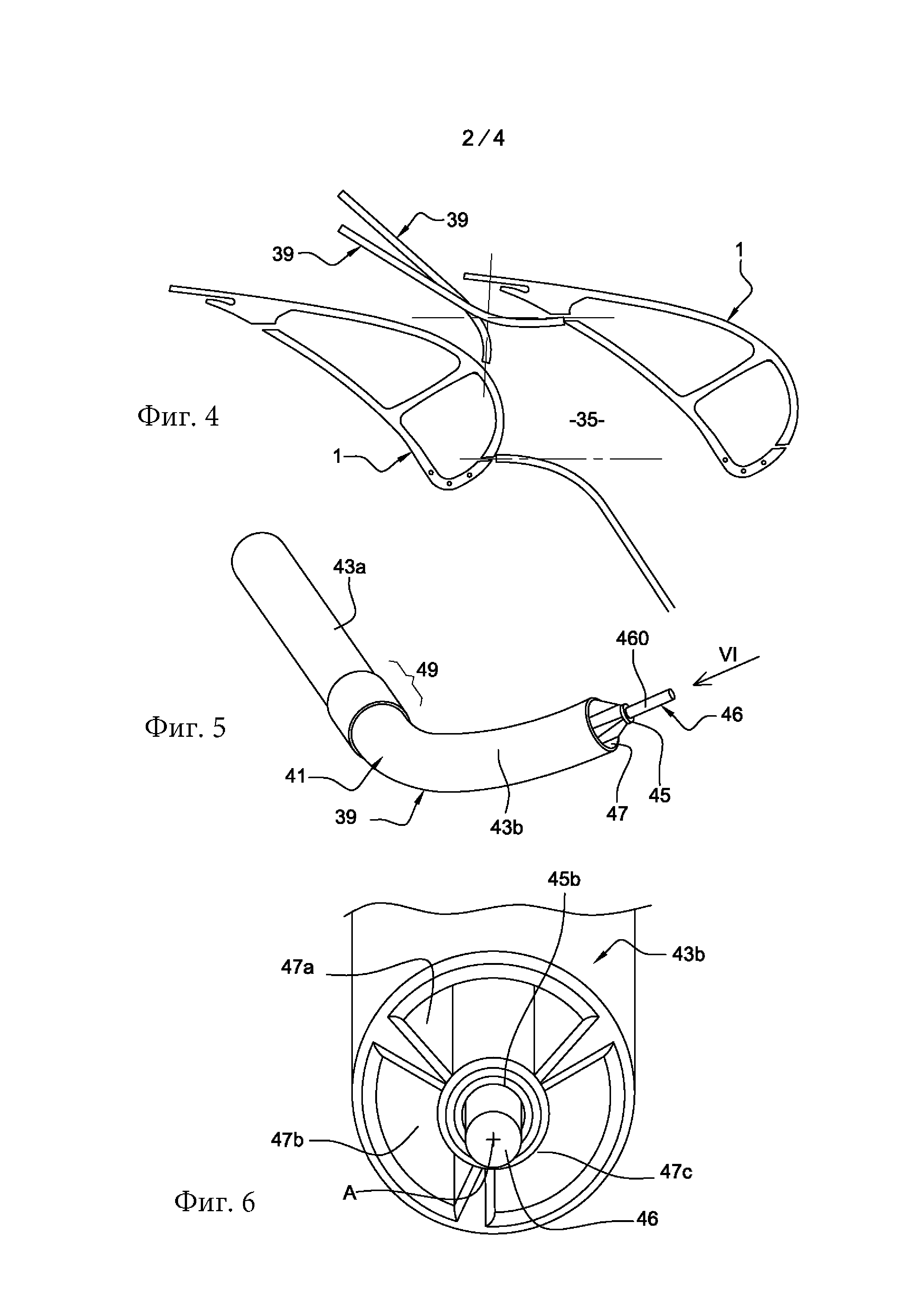
на фиг. 4 представлен пример манипуляций между двумя соседними неподвижными лопатками в области 35 манипуляций, которая является труднодоступной и имеет изменяющуюся кривизну;
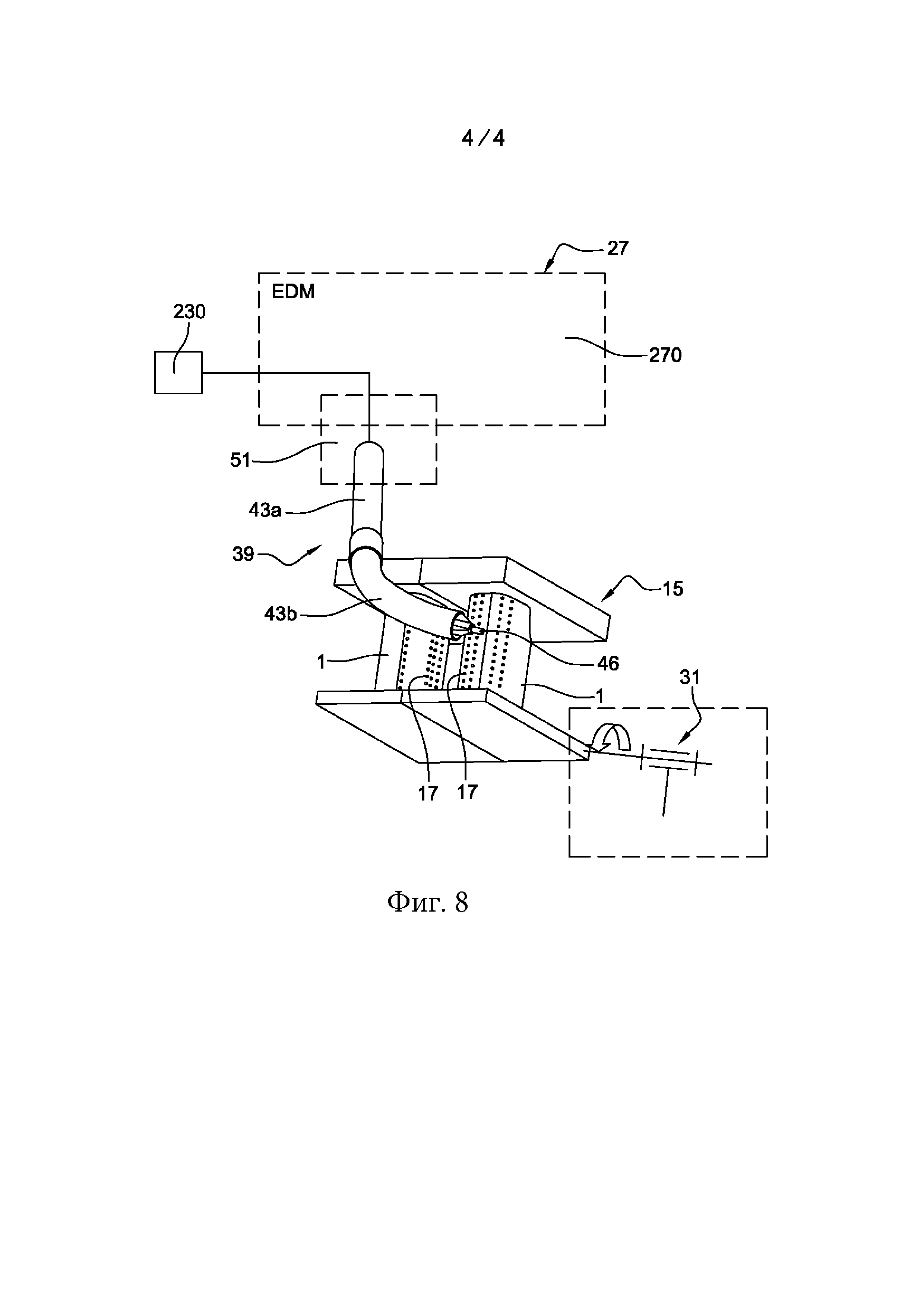
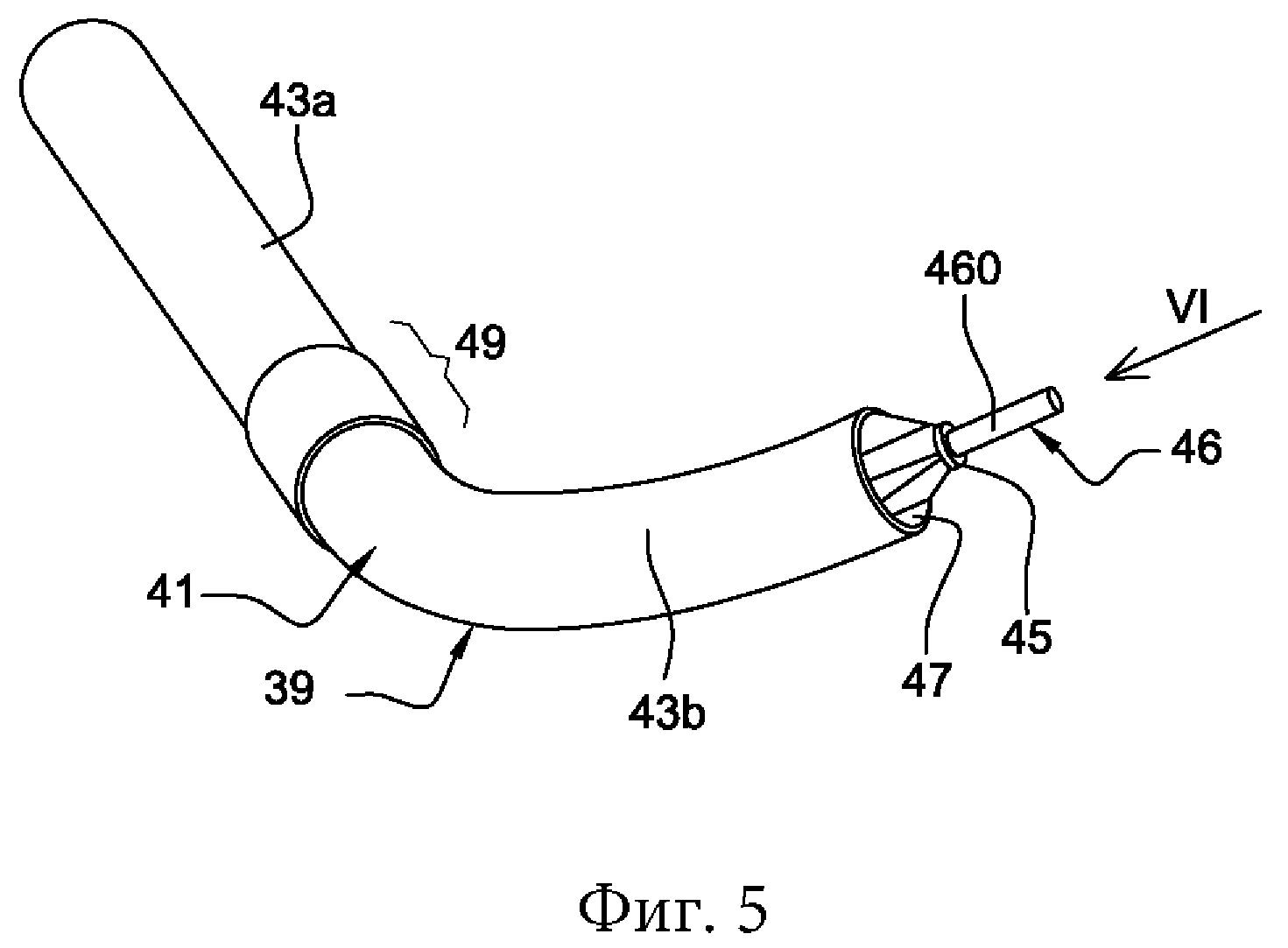
на фиг. 5 и 8 представлено схематическое изображение устройства для удерживания электрода (электродов) при электроэрозионной обработке согласно данному изобретению;
на фиг. 6 изображен вид спереди в соответствии с направлением, обозначенным стрелкой VI на фиг. 5; и
на фиг. 7 изображена внутренняя конструкция прямолинейных и изогнутых частей и возможное соединение между указанными частями.
ПОДРОБНОЕ ОПИСАНИЕ
[020] Типичный пример детали, имеющей отношение к применению устройства согласно данному изобретению, показан на фиг. 2 и 3. Данная деталь представляет собой направляющую лопатку 1 направляющего аппарата 13, предназначенного для работы при высоких давлениях, в турбомашине 5, изображенной на фиг. 1. Лопатка 1 может быть частью многолопаточного направляющего аппарата.
[021] Соответственно, такая конструкция создает неудобства.
[022] Как известно, авиационная газовая турбина, такая как турбина, обозначенная позицией 5, обычно имеет воздухозаборник (нагнетательную камеру), образующий отверстие для впуска воздушного потока непосредственно в двигатель. Как правило, турбина содержит одну или более секций для сжатия всасываемого воздуха (обычно секцию 7а низкого давления и секцию 7b высокого давления). Сжатый воздух поступает в камеру 9 сгорания и смешивается с топливом перед его воспламенением.
[023] Горячие газообразные продукты сгорания затем расширяются в различных ступенях 11а, 11b турбины, таких как ступень 11а высокого давления, расположенная сразу за камерой сгорания, и последующие ступени 11b низкого давления.
[024] Каждая ступень турбины, например, ступень 11а или 11b, имеет ряд неподвижных лопаток, также называемых направляющим аппаратом 13, за которым следует ряд подвижных лопаток, расположенных по окружности вокруг диска турбины. Направляющий аппарат 13 отклоняет и ускоряет поток газа, выходящего из камеры сгорания к лопаткам ротора турбины, обеспечивая вращение лопаток и диска турбины. Ось вращения обозначена как X.
[025] Таким образом, направляющий аппарат 13 содержит множество направляющих лопаток 1, расположенных радиально относительно оси X и соединяющих радиально внутренний кольцевой элемент (или внутреннюю полку) и радиально наружный кольцевой элемент (или наружную полку). Описанный узел обеспечивает образование кольцевой струи напротив подвижных лопаток турбины.
[026] Таким образом, неподвижные лопатки 1 расположены в виде кольца (см. пунктирную линию на фиг. 2), которое при необходимости может быть разделено на сегменты, распределенные по окружности вокруг оси X. Каждый сегмент, например, весьма схематично изображенный на фиг. 3 или 8 сегмент 15, содержит одну или более смежных неподвижных лопаток 1, прикрепленных к элементу в форме сектора кольца для образования направляющего аппарата 13.
[027] Сопловые лопатки обычно выполнены литыми и могут быть изготовлены из жаропрочного сплава на основе никеля или монокристаллического материала, имеющего очень хорошую термостойкость. В частности, направляющие аппараты 13 турбины высокого давления представляют собой узлы, которые подвергаются очень высокому термическому напряжению.
[028] Для снижения температуры и ограничения ухудшения рабочих характеристик направляющих аппаратов часто требуется обеспечивать их охлаждение. Такое охлаждение направляющих аппаратов позволяют обеспечить отверстия 17, выполненные, например, во вставках, расположенных внутри лопаток. «Свежий» воздух, забираемый из компрессора турбины, может воздействовать на внутреннюю поверхность лопатки через указанные отверстия, обеспечивая охлаждение лопатки.
[029] Как правило, отверстия 17 могут быть просверлены в лопатке 1 с помощью станка для электроэрозионной обработки (EDM) или лазера.
[030] В соответствии с фиг. 3, на которой представлено решение согласно уровню техники, отверстия 17 могут быть выполнены при использовании оснастки станка для электроэрозионной обработки (EDM), содержащей прямое (прямолинейное) сверлильное устройство или направляющую 19, из которой выступает электрод 21. Сопло 23, расположенное неподвижно относительно рамы 25 сверлильного станка 27, обеспечивает орошение зоны сверления диэлектрической текучей средой. Деталь, подлежащая сверлению, может быть ориентирована (в направлениях dX, dY) с помощью подвижных средств 31, посредством ориентирующего стола 33.
[031] Как уже было отмечено, при сверлении, особенно в данном случае, может потребоваться решение следующих задач:
по возможности сохранение свойств стандартных направляющих;
обеспечение соответствующей возможности доступа для электрода, предназначенного для сверления методом EDM, особенно когда область, к которой необходимо обеспечить указанный доступ, является тесной, плохо доступной или даже извилистой;
использование простой геометрии, соответственно адаптированной к нескольким возможным конфигурациям;
улучшение условий для выполнения операций сверления/механической обработки, с ограничением при этом продолжительности указанных операций.
[032] Пример вмешательств, вызывающих возникновение проблемы данного типа, представлен на фиг. 4, на которой изображены две соседние неподвижные лопатки 1, между которыми образована область 35 манипуляций, являющаяся труднодоступной и имеющая изменяющуюся кривизну.
[033] Таким образом, предложено заменить прямое (прямолинейное) сверлильное устройство или направляющую 19 на EDM-устройство 39 для удерживания электрода (электродов), показанное, в частности, на фиг. 5, 6 и 8.
[034] Устройство 39 содержит корпус 41, имеющий трубчатую прямолинейную часть 43а и продолжающую ее изогнутую часть 43b, причем каждая из указанных частей выполнена как единое целое.
[035] Как изображено на фиг. 5, 6 или 7, по меньшей мере в указанной изогнутой части выполнены
(по меньшей мере) один первый канал 45 для проведения по меньшей мере одного электрода 46, в данном случае одного электрода, и
(по меньшей мере) один второй канал 47 для подачи диэлектрической текучей среды из свободного конца корпуса, на котором выступает рабочий конец 460 электрода 46, предназначенный для вхождения в контакт с обрабатываемой деталью.
[036] В предпочтительном примере показано, что указанный второй канал 47 имеет несколько, в данном случае три, радиальных сегментов 47а, 47b, 47c, расположенных вокруг продольного направления А корпуса 41, причем данное направление является прямолинейным с последующим искривлением.
[037] Электрод 46 проходит в центре через изогнутый удлинительный участок 45b, который предпочтительно является продолжением указанного (по меньшей мере) первого канала 45.
[038] Три изогнутых сегмента 47а, 47b, 47с предпочтительно отходят от такого же количества сегментов 470а, 470b, 470с, находящихся в прямолинейной части (см. фиг. 7), расположены соосно и сообщаются с соответствующими вышеуказанными сегментами.
[039] В данном случае, изогнутый удлинительный участок 45b предпочтительно отходит от расположенного в прямолинейной части центрального прямолинейного участка 450b канала 45, предназначенного для проведения электрода 46, и сообщается с указанным участком.
[040] Изогнутый удлинительный участок 45b указанного (по меньшей мере) одного первого канала и второй изогнутый канал (47; 47а, 47b, 47с, 470а, 470b, 470с), в котором, таким образом, расположен данный изогнутый удлинительный участок 45b, выполнены из керамического материала, значение среднеарифметической шероховатости (Ra) внутренней поверхности которого составляет Ra < 2 мкм.
[041] Благодаря этому обеспечивается создание недорогой, выполненной как единое целое конструкции, которая может быть быстро и просто сформована, в частности, путем трехмерного (3D) изготовления устройства по аддитивной технологии с помощью цифровой оптической обработки (DTP, Digital Light Processing - товарный знак) из (композитного или некомпозитного) керамического материала.
[042] В представленном предпочтительном примере имеется несколько так называемых вторых изогнутых каналов 47а, 47b, 47с, соосно окружающих центральный изогнутый удлинительный участок 45b первого канала.
[043] Как уже упоминалось выше, общее поперечное сечение вторых изогнутых каналов, перпендикулярное оси, вдоль которой соосно проходят данные каналы, предпочтительно составляет от 4 до 8 мм. Таким образом, может быть обеспечена эффективная подача диэлектрической текучей среды к обрабатываемой области и, в частности, может быть обеспечено локальное погружение.
[044] Благодаря выполнению в устройстве 39 для удерживания электрода (электродов), по меньшей мере в его изогнутой части, одного изогнутого удлинительного участка 45b и/или второго канала 47, значение среднеарифметической шероховатости (Ra) внутренней поверхности которых/которого составляет 0,01 мкм < Ra < 0,3 мкм, будет ограничено трение электрода о стенки направляющей и, тем самым, облегчено перемещение электрода.
[045] В частности, для возможности использования изогнутых частей 43b, дифференцированных в соответствии с предъявляемыми требованиями (различные радиусы кривизны, различная длина и даже различные диаметры и т.д.), соответствующие изогнутые и прямолинейные части при необходимости являются конструктивно отдельными частями, выполненными с возможностью склеивания друг с другом, состыковки торец 49 к торцу или соединения через муфту или втулку 490 (фиг. 7).
[046] В таком случае прямолинейная часть 43а дополнительно имеет средство 51, предназначенное для соединения с одной головкой 270 сверлильного станка 27.
[047] Диэлектрическая текучая среда поступает из источника 230 (фиг. 8) и, соответственно, подается в устройство 39 для удерживания электрода (электродов), для впрыскивания указанной текучей среды как можно ближе к зоне сверления.
[048] Что касается уже упомянутого способа изготовления, керамический материал предпочтительно содержит глинозем и диоксид циркония.
[049] В таком случае можно использовать преимущества двух материалов: твердость и химическую инертность глинозема и упрочнение диоксида циркония при фазовом переходе. Одним из способов достижения таких преимуществ может быть создание однородной дисперсии гранул диоксида циркония в матрице глинозема. Трещина, распространяющаяся в таком материале, будет вызывать q-m трансформацию гранул диоксида циркония и, соответственно, будет сдерживаться сжимающими напряжениями, возникающими в результате данной трансформации. Для этого требуется два условия: с одной стороны, гранулы диоксида циркония должны быть изначально квадратными, а с другой стороны, они должны быть восприимчивы к трансформации под воздействием напряжения.
[050] Как уже было сказано, чтобы обеспечить компромисс между производительностью с точки зрения позиционирования электрода 46 и подачи диэлектрической текучей среды с хорошим качеством потока и дешевым, быстрым и, возможно, серийным изготовлением устройства 39, предложено использование абразивно-струйной обработки (AFM) для последующей обработки (то есть, после изготовления по аддитивной технологии) внутренней части второго изогнутого канала (каналов) 47, 47а, 47b, 47с и предпочтительно всего внутреннего пространства выполненной как единое целое изогнутой части 43b. Данный вид механической обработки, выполняемый путем экструзии абразивной пасты, позволяет формировать несколько полостей в одной детали и, в то же время, обрабатывать несколько десятков частей в одном узле. Оснастку можно легко сконструировать таким образом, чтобы при практическом использовании на производстве ее можно было поменять в течение нескольких минут.
Реферат
Изобретение относится к изготовлению устройства для удерживания одного или более электродов при электроэрозионной обработке. Устройство (39) содержит корпус (41), имеющий прямолинейную часть (43а), в которой выполнен по меньшей мере один первый канал (45) для проведения по меньшей мере одного электрода (46). Корпус дополнительно имеет выполненную как единое целое изогнутую часть (43b), в которой выполнен по меньшей мере один второй изогнутый канал (47) для подачи диэлектрической текучей среды и в которой имеется изогнутый удлинительный участок указанного по меньшей мере одного первого канала. Изогнутый удлинительный участок и второй изогнутый канал выполнены из керамики, и в них значение среднеарифметической шероховатости (Ra) внутренней поверхности составляет Ra < 2 мкм. Обеспечивается устройство, геометрия которого адаптирована по форме и размеру для доступа к труднодоступным областям электроэрозионной обработки, способное выдерживать многократную длительную механическую обработку, а также возможность изготовления, при необходимости, специфического устройства для каждого случая обработки и возможность автоматизации работы устройства, в частности для выполнения направленного сверления. 2 н. и 8 з.п. ф-лы, 8 ил.
Комментарии