Система двух деталей и способ изготовления первой детали - RU2584669C2
Код документа: RU2584669C2
Чертежи


Описание
Область техники, к которой относится изобретение
Изобретение касается системы двух деталей, в частности деталей петель, у которых, по меньшей мере, первая деталь изготовлена литьем под давлением и содержит выемку, в которой проложена с возможностью регулирования, по меньшей мере, одна секция второй детали, причем, по меньшей мере, одна боковая стенка выемки имеет уклон. Изобретение относится также к способу изготовления первой детали. Под деталями могут подразумеваться, в частности, детали дверной петли с взаимной регулировкой.
Уровень техники
Литье под давлением - промышленный способ серийного и массового производства деталей. В области производства дверных петель отдельные детали также получают литьем металла под давлением. Преимущество заключается в получении сравнительно сложных форм за один процесс формования.
В публикации ЕР 2186979 А2 описана дверная петля с крепежной деталью, которая состоит из основания. В выемку основания монтируется вставка. На вставке размещены шарниры дверной петли.
Под основанием дверной петли подразумевается деталь, которая может быть изготовлена литьем под давлением. Для этого расплавленный металл с большой скоростью под высоким давлением подается в пресс-форму. Пресс-форма сконструирована таким образом, что, по меньшей мере, одна боковая стенка выемки имеет небольшой наклон, который называется также уклоном. Уклон является отклонением от вертикали в изготовлении моделей и пресс-форм. Уклон позволяет извлекать готовую модель из пресс-формы без повреждений. Благодаря этому удается избежать заедания или задира материала. Уклон могут содержать или все стороны модели, которые лежат под прямым углом к линии разъема пресс-формы, или может иметь только одна сторона. У небольших деталей уклон составляет обычно 2%.
В системах в соответствии с категорией изобретения, по меньшей мере, одна стенка выемки первой детали не прямая, а имеет уклон. Это приводит к образованию воронкообразной выемки, поперечное сечение которой уменьшается в направлении ввода. При вводе второй детали в выемке зазор введенной детали к боковой стенке из-за ее уклона уменьшается. При регулировке положения обеих деталей относительно друг друга возникает неравномерный зазор, при котором не обеспечивается глухая посадка.
Раскрытие изобретения
Задача изобретения состоит в том, чтобы создать систему двух деталей, положение которых относительно друг друга может регулироваться таким образом, что гарантировано плавное перемещение без образования неравномерного зазора и без проблем можно сформовать литьем под давлением деталь.
Данная задача в соответствии с изобретением решается тем, что содержащая уклон боковая стенка имеет область с ровной поверхностью, на которой секция второй детали перемещается между областью и ровной сопряженной поверхностью. Данная область образует ровную направляющую полосу, которая отформована на другой наклонной боковой стенке. В противоположность к плоскостям с уклоном область с ровной плоскостью проходит параллельно к направлению перемещения. При регулировке положения обеих деталей относительно друг друга зазор между секцией второй детали и областью с ровной поверхностью остается постоянным, так что при регулировке не возникает неравномерный зазор и, следовательно, гарантировано точное перемещение во всем диапазоне регулирования.
Для изготовления первой детали расплавленный металл подается в пресс-форму. Пресс-форма сконструирована таким образом, что, по меньшей мере, одна боковая стенка выемки имеет уклон. В соответствии с изобретением на данной боковой стенке отформована область, которая содержит ровную поверхность. В принципе можно отформовать данную область за отдельную операцию в соответствии с технологическим процессом литья. Предпочтительно данная область формуется уже во время литья тем, что в пресс-форме она образуется в виде обратной формы.
Благодаря уклону боковой стенки первая деталь без проблем может выниматься из пресс-формы. Боковая стенка содержит как область с ровной поверхностью, так и область с наклонной поверхностью. Ровная область обеспечивает точное перемещение, наклонная область гарантирует беспрепятственную выемку. Благодаря уклону не происходит заеданий и задира материала, неожиданно и не в области с ровной поверхностью, когда она выбирается не слишком большой. По направлению перемещения расположена ровная область рядом с уклоном боковой стенки. Высота ровной области выбирается таким образом, что участок второй детали перемещается от ровной области во всем диапазоне регулирования обеих деталей.
Для беспрепятственной выемки ровная область составляет менее 50%, в частности менее 30% на общей поверхности боковой стенки. Предпочтительно ровная область формуется в виде удлиненной направляющей полосы на боковую стенку. Оставшаяся часть боковой стенки имеет уклон.
Участок второй детали, которая вводится в выемку, содержит предпочтительно со своей стороны гладкие ровные поверхности, которые параллельны направлению перемещения. Следовательно, обеспечивается прямое проскальзывание второй детали параллельно направлению перемещения. Ровная область боковой стенки первой детали и ровные поверхности второй детали при регулировке в любом положении обеих деталей находятся всегда параллельно относительно друг друга.
Особенно предпочтительным оказывается, когда ровная область боковой стенки выступает относительно оставшейся части боковой стенки. При этом речь идет предпочтительно о выступе со смещением. Область образуется посредством утолщения материала, которое выступает в пределах выемки.
Согласно одному варианту выполнения изобретения перемещение без зазора осуществляется посредством посадки с небольшим натягом. Вторая деталь вводится с натягом в выемку первой детали. Это означает, что там вторая деталь имеет ширину и диаметр больше, чем у выемки. При посадке с натягом в соответствии с особо предпочтительной формой осуществления изобретения может быть предусмотрено, что сначала вторая деталь может вводиться в выемку с некоторым зазором, прежде чем затем регулировочное средство в виде шпинделя, винта и т.п. войдет в контакт. Посредством приведения в действие регулировочного средства вторая деталь может проникать дальше в выемку. Если вторая деталь входит в контакт с ровной областью с небольшим натягом, то возникающие при регулировке повышенные силы трения можно преодолеть с помощью регулировочного элемента. Тем самым становится возможным сдвиг, который нельзя произвести просто вручную. Чрезмерное заедание можно предотвратить и тем, что ровная область проходит только через одну деталь соответствующей поверхности прилегания или боковой стенки. Для достижения описанного принципа действия из соображений целесообразности ровная область начинается с некоторым зазором от верхнего края выемки, причем регулировочный элемент выбирается таким образом, что он приводит к соединению первой и второй деталей, прежде чем вторая деталь войдет в контакт с ровной областью боковой стенки первой детали.
В принципе из практических соображений или допусков на обработку, как описано выше, постоянным может быть небольшой натяг или небольшой нижний предел размера, который позволяет перемещение без заеданий. В рамках изобретения имеет место преимущество, заключающееся в том, что уклон не дает никаких дополнительных погрешностей или дополнительного зазора.
Выемка может иметь различные формы. Например, полученная литьем под давлением деталь может содержать и цилиндрическую выемку. Особенно предпочтительным оказывается, когда первая деталь имеет прямоугольную выемку.
При этом речь может идти о замкнутой выемке, которая в случае прямоугольной формы имеет четыре боковые стенки. В качестве альтернативы выемка может быть U-образной, так что она состоит только из днища и противолежащих относительно друг друга боковых стенок.
Особенно предпочтительным оказывается предусмотреть выемку, которая открыта на стороне, так что она содержит днище и две противолежащие относительно друг друга боковые стенки, которые соединены посредством третьей боковой стенки.
Днище выемки предпочтительно выполнено плоским, так что область с ровной поверхностью имеет вертикальное положение к днищу.
В соответствии с изобретением боковая стенка выемки содержит, по меньшей мере, одну область с ровной поверхностью. Ровная сопряженная поверхность предпочтительно образуется противолежащей боковой стенкой. Вся противолежащая боковая стенка может быть образована в виде ровной поверхности, то есть без уклона. В другом варианте осуществления изобретения и противолежащая стенка имеет уклон. В данном случае и противолежащая стенка содержит область с ровной поверхностью. Противолежащие ровные области обеспечивают перемещение без неравномерного зазора. При этом особенно выгодным оказывается, когда области расположены зеркально симметрично относительно друг друга и имеют одинаковый размер.
В особо предпочтительном варианте осуществления изобретения обе детали имеют разъемное соединение друг с другом посредством крепежного или регулировочного элемента. Предпочтительно в днище выемки просверлить отверстие, в которое можно вкрутить крепежный или регулировочный элемент. Предпочтительно в качестве регулировочного элемента используется винт или регулировочный шпиндель. Посредством регулировочного элемента можно менять положение обеих деталей относительно друг друга.
В особо предпочтительном варианте выполнения изобретения система применяется в дверной петле. Система может образовать крепежную деталь дверной петли. Посредством данной крепежной детали дверная петля фиксируется на створке или раме двери. У крепежной детали одна из деталей образует основание и другая деталь - вставку. Посредством регулировочного средства вставка может перемещаться в направлении ввода и таким образом может устанавливаться положение основания и вставки относительно друг друга.
Краткое описание чертежей
Другие признаки и преимущества изобретения можно получить из описания примера осуществления изобретения при помощи чертежей.
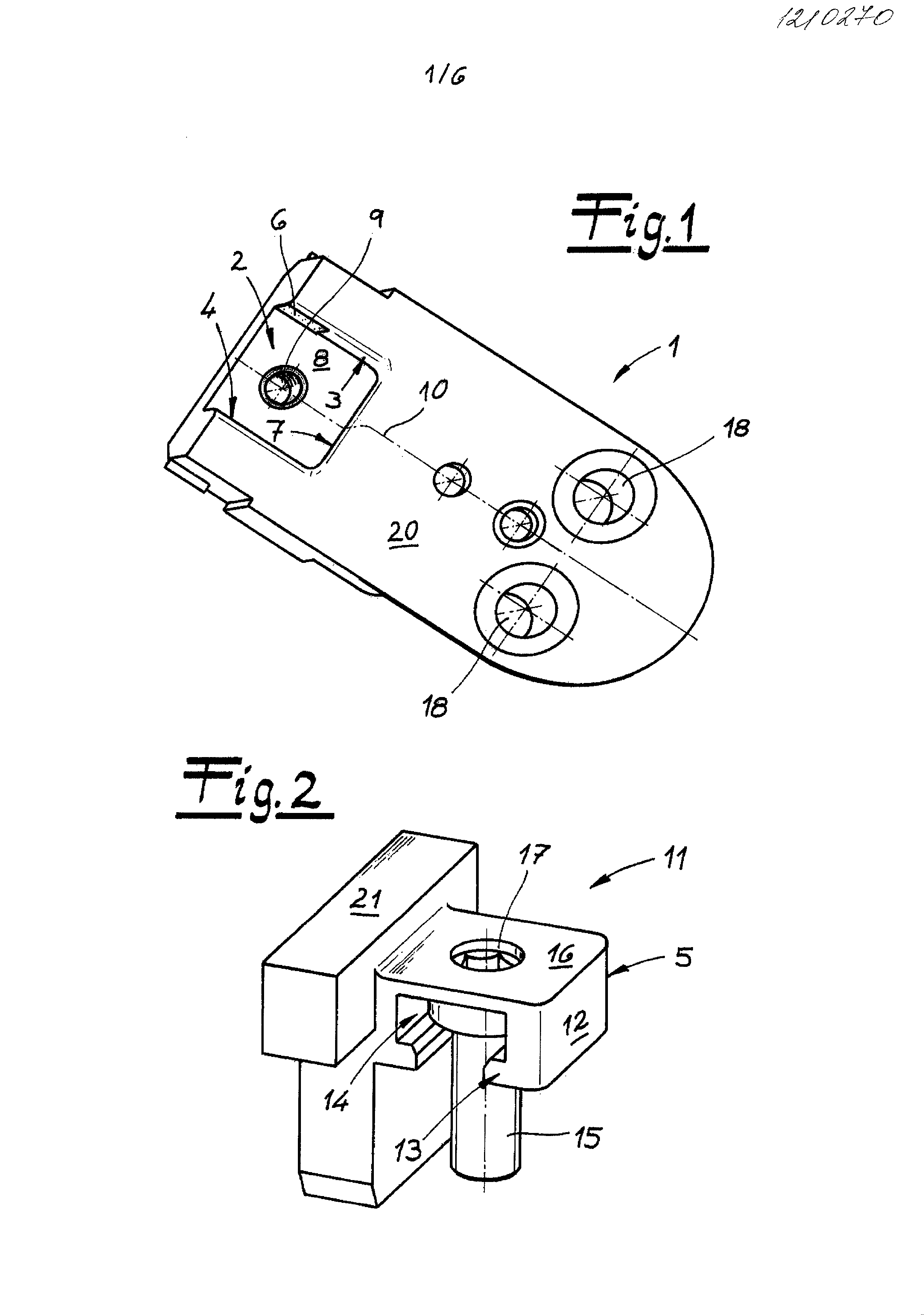
Фиг.1 - изображение первой детали системы в перспективе,
фиг.2 - изображение второй детали системы в перспективе,
фиг.3 - изображение соединения обеих деталей в перспективе,
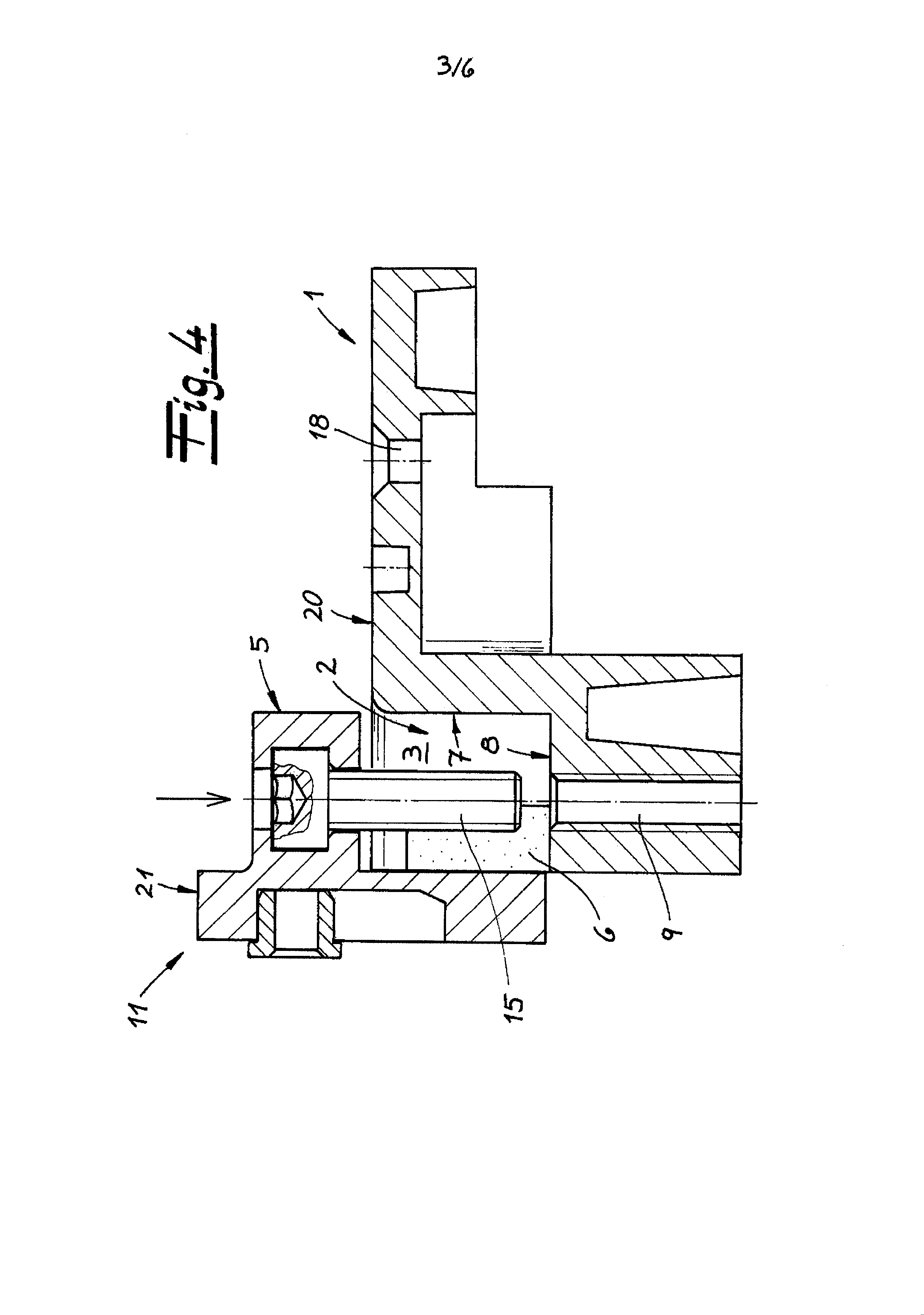
фиг.4 - продольный разрез в положении, в котором регулировочный элемент еще не вошел в предназначенное отверстие,
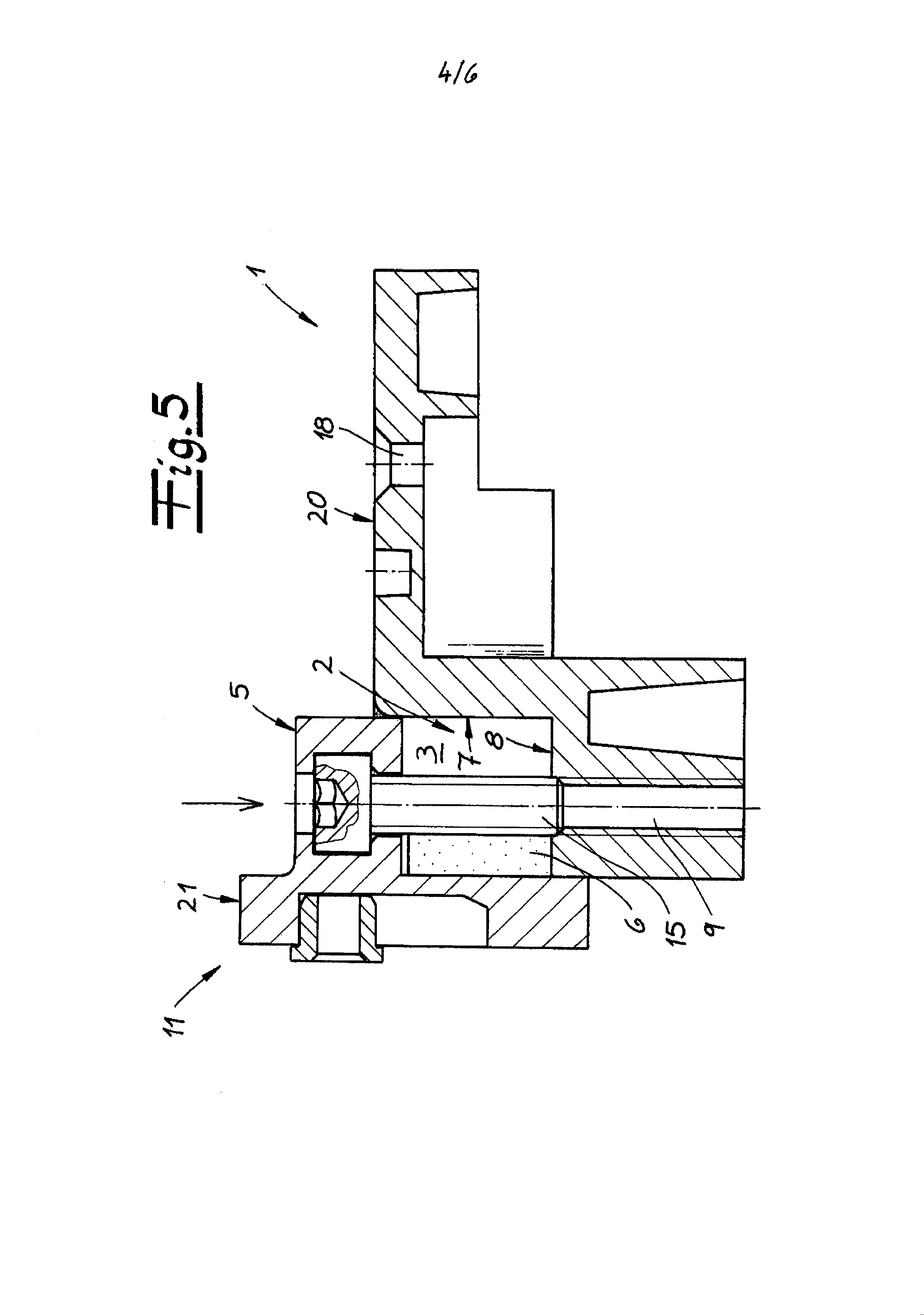
фиг.5 - продольный разрез в положении, при котором регулировочный элемент вошел в отверстие,
фиг.6 - продольный разрез в положении, при котором вторая деталь входит в контакт с ровной областью первой детали,
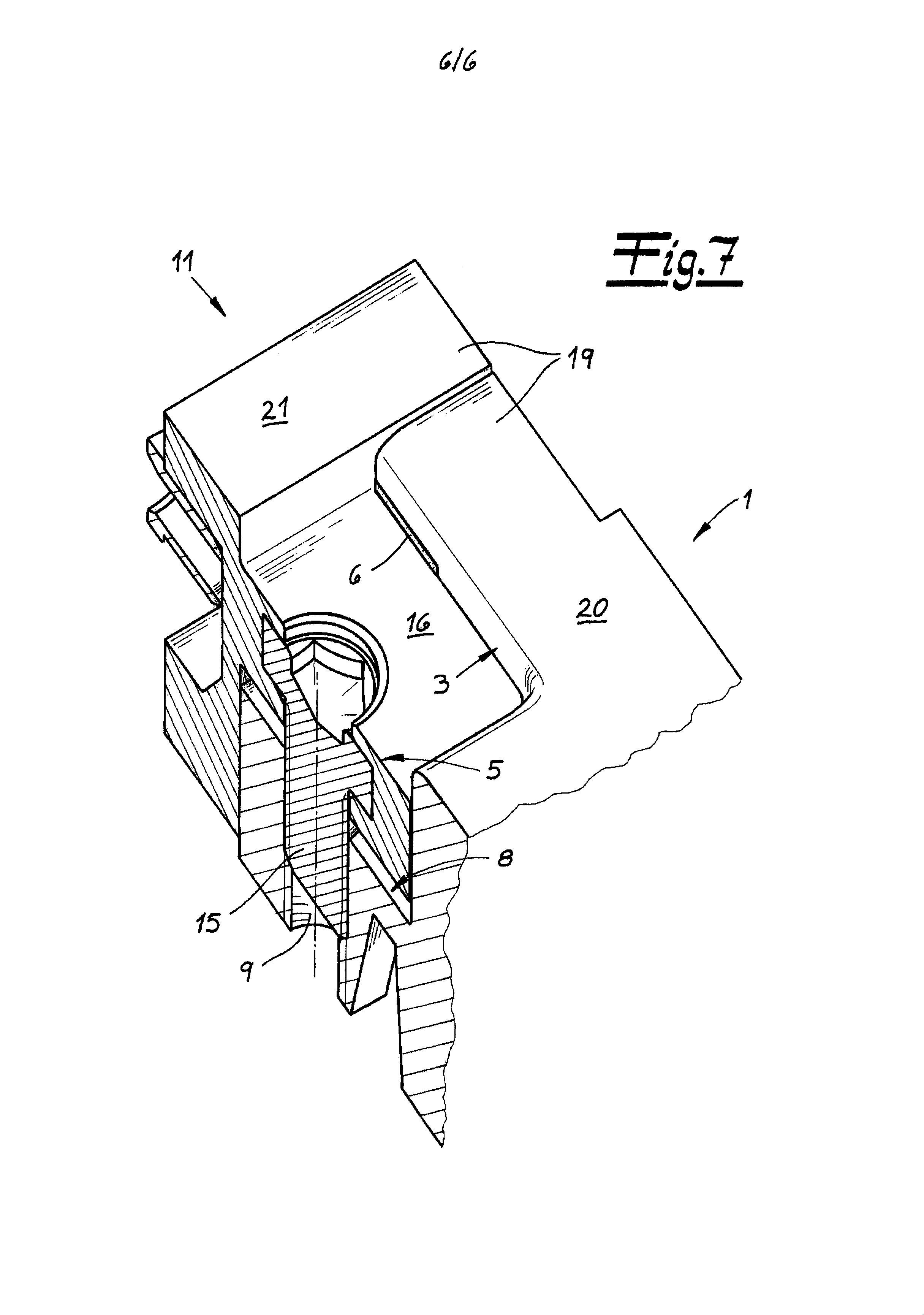
фиг.7 - изображение в перспективе, при котором вторая деталь полностью вставлена в первую деталь.
На фиг.1 показано изображение первой детали 1 в перспективе. Деталь 1 изготовлена литьем под давлением и содержит выемку 2. Для беспрепятственной выгрузки из пресс-формы, по меньшей мере, одна боковая стенка 3 имеет уклон. На уклоне боковой стенки 3 невозможно ровное перемещение при вставке секции 5 второй детали 11 в выемку 2. Вторая деталь 11 представлена на фиг.2. Зазор между секцией 5 и уклоном изменяется в зависимости от глубины ввода. Поэтому в соответствии с изобретением боковая стенка 3 имеет область 6 с ровной поверхностью. Секция 5 перемещается между ровной областью 6 и ровной сопряженной поверхностью. Ровная область 6 образуется в виде утолщения материала на боковой стенке 3. Ровная сопряженная поверхность 4 образуется противолежащей боковой стенкой. Зазор между ровной областью 6 и сопряженной поверхностью 4 остается по всей глубине ввода постоянным. При изменении положения обеих деталей 1, 11 относительно друг друга зазор не меняется. Следовательно, обеспечивается точное перемещение.
Ровная область 6 образуется на боковой стенке 3 в виде утолщения материала. Ровная область 6 выступает относительно оставшейся боковой стенки 3, имеющей уклон. При вводе секции 5 в пределах данной ровной области 6 имеется минимальный зазор между вставленной секцией 5 и боковой стенкой 3.
Если и противолежащая боковая стенка содержит уклон, то данная стенка то же может иметь область, которая содержит ровную поверхность. В данном случае данная область образует ровную сопряженную поверхность 4. Из соображений целесообразности ровные области расположены зеркально симметрично друг к другу относительно продольной оси 10. Кроме того, целесообразным оказывается, когда противолежащие области имеют одинаковый размер.
Обе противолежащие боковые стенки выемки 2 соединены через боковую стенку 7. Напротив боковой стенки 7 находится боковое отверстие выемки 2. По направлению перемещения на боковой стенке 3 лежит ровная область 6 рядом с наклонной областью боковой стенки 3.
Ровная область 6 расположена предпочтительно в направлении бокового отверстия, в то время как наклонная область лежит в направлении боковой стенки 7.
Ровная область 6 боковой стенки 3 должна быть настолько широкой, чтобы обеспечить точное перемещение. Чем уже ровная область 6, тем легче можно вынуть деталь 1.
Высота ровной области 6 зависит от диапазона регулирования, в пределах которого относительно друг друга должны устанавливаться обе детали 1, 11. В пределах всего диапазона регулирования секция 5 второй детали 11 должна быть проложена от ровной области 6.
Боковые стенки 3, 4, 7 образуют вместе с днищем 8 выемку 2 первой детали 1. Днище 8 имеет отверстие 9. Отверстие 9 расположено посередине продольной оси 10.
Ровная область 6 составляет предпочтительно менее 50%, в частности менее 30% к общей поверхности боковой стенки 3. Следовательно, обеспечивается извлечение детали 1 без заеданий и задира материла.
На фиг.2 показана вторая деталь 11. Деталь 11 содержит выступающую секцию 5, которая установлена на первой детали 1. Секция 5 имеет прямоугольную форму. Она содержит три ровные боковые поверхности, из которых две боковые поверхности 12, 13 можно увидеть на фиг.2. На боковой поверхности 13 выполнен паз 14, в котором размещается регулировочный элемент 15. В примере осуществления изобретения в качестве регулировочного элемента 15 используется простой винт. На верхней стороне 16 секции 5 выполнено отверстие 17, через которое регулировочный элемент 15 может поворачиваться, например, с помощью торцевого шестигранного ключа.
На фиг.3 показана сборка обеих деталей 1, 11 по направлению стрелки. Секция 5 второй детали 11 перемещается в выемку 2 первой детали 1. Для обеспечения прямолинейного точного перемещения без неравномерного зазора, несмотря на боковую стенку 3, имеющую уклон, боковая стенка 3 содержит область 6 с ровной поверхностью. Ровная боковая поверхность, противолежащая боковой поверхности 13, секции 5 перемещается от ровной образованной области 6 боковой стенки 3.
В примере выполнения изобретения обе детали 1, 11 образуют крепежную деталь дверной петли. В торцевой стороне дверной створки выполняют вырез, в который вставляется крепежная деталь и закрепляется винтами через отверстия 18.
Полученная литьем под давлением первая деталь 1 образует основание крепежной детали дверной петли. Вторая деталь 11 является вставкой, которая размещается в основании. На второй детали 11 устанавливается шарнир дверной петли. Вставка регулируется по направлению стрелки в основании. Для перемещения вставки служит регулировочный элемент 15, который соединяет вставку с основанием.
На фиг.4-6 показаны разные положения при сборке обеих деталей 1, 11.
На фиг.4 регулировочный элемент 15 вставляется в выемку 2 первой детали 1 без его входа в отверстие 9. Боковая поверхность секции 5 второй детали 11 еще не входит в контакт с ровной областью 6 боковой стенки 3.
В положении, представленном на фиг.5, винт 15 как регулировочное средство входит в отверстие 9. И в данном положении боковая стенка прямоугольной секции 5 еще не входит в контакт с ровной областью 6 боковой стенки 3.
На фиг.6 показано положение, в котором секция 5 проложена между ровной областью 6 боковой стенки 3 и противолежащей боковой стенкой в виде сопряженной поверхности 4.
На фиг.7 показаны обе детали 1, 11 в собранном положении. С помощью регулировочного элемента 15 может изменяться положение обеих деталей относительно друг друга. Передняя поверхность 19 расположения образуется передней поверхностью 20 первой детали 1 и передней поверхностью 21 второй детали 11. Секция 5 перемещается между ровной областью 6 и ровной сопряженной поверхностью 4 под прямым углом к передней поверхности 19 расположения.
Из сравнительного анализа фиг.4 и 5 можно сделать вывод, что выступающая секция 5 второй детали 11 может содержать относительно выемки 2 первой детали 1, то есть относительно области 6 с ровной поверхностью некоторый натяг. Из соображений целесообразности выемка 2 образована таким образом, что секция 5 второй детали сначала может вставляться с некоторым зазором в направлении регулирования в выемку 2 (фиг.4). Регулировочный элемент 15 образован таким образом, что он вставляется в отверстие, имеющее резьбу, пока секция 5 не коснется ровной области 6 (фиг.5). Благодаря вращению регулировочного элемента 15 секция 5 проникает дальше и контактирует с ровной областью 6. Поскольку посредством регулировочного элемента 15 могут прикладываться большие усилия, то может преодолеваться некоторое заедание ввиду натяга. Таким образом, можно осуществлять регулирование без зазора под воздействием повышенных сил, которые невозможно достичь вручную.
Реферат
Изобретение касается системы двух деталей (1, 11). По меньшей мере, первая деталь (1) изготовлена литьем под давлением. Она содержит выемку (2), в которой проложена с возможностью регулирования, по меньшей мере, одна секция (5) второй детали (11). По меньшей мере, одна боковая стенка (3) выемки (2) имеет уклон. В соответствии с изобретением боковая стенка (3) содержит смежную с уклоном область (6) с ровной поверхностью относительно уклона. Секция (5) проводится между областью (6) и ровной сопряженной поверхностью (4). 2 н. и 23 з.п. ф-лы, 7 ил.
Комментарии