Способ и установка для карбонилирования метанола с обогащенным уксусной кислотой потоком мгновенного испарения - RU2508162C2
Код документа: RU2508162C2
Чертежи




Описание
Данная заявка устанавливает приоритет патентной заявки США 12/150481, поданной 29 апреля 2008 г., которая включена полностью в настоящую заявку в качестве ссылки.
Настоящее изобретение относится к производству уксусной кислоты с повышенной эффективностью, нагреванием емкости мгновенного испарения для поддержания повышенной температуры пара обычно выше 148,9°С (300°F). Посредством изобретения повышается относительное содержание уксусной кислоты в потоке неочищенного продукта, снимая ограничения пропускной способности системы очистки.
Получение уксусной кислоты карбонилированием метанола хорошо известно в уровне техники. Вообще говоря, производственная линия карбонилирования метанола включает реактор, испаритель мгновенного действия, очистку и рецикл. В реакторной секции метанол и моноксид углерода контактируют с родиевым или иридиевым катализатором в гомогенной перемешиваемой жидкой реакционной среде в реакторе для получения уксусной кислоты. Метанол закачивают в реактор из буферного резервуара метанола. Процесс является высокоэффективным, обеспечивая превращение метанола в уксусную кислоту выше 99%. Емкость мгновенного испарения, связанная с реактором, обеспечивает мгновенное испарение выходящего потока для удаления неочищенного продукта из реакционной смеси. Неочищенный продукт подают в секцию очистки, обычно включающую колонну отделения легких фракций или отпарную колонну, колонну осушки, дополнительную очистку и, необязательно, колонну рафинирования. В процессе образуются различные потоки сдувок, содержащие легкие фракции, в особенности йодистый метил, моноксид углерода и метилацетат, которые подаются в секцию извлечения легких фракций. Эти потоки сдувок промывают растворителем для удаления легких фракций, возвращающихся в систему или сбрасывающихся.
В различных источниках было отмечено, что емкости мгновенного испарения, используемые в процессах карбонилирования, могут подогреваться или не подогреваться (см. патент США 587610 на имя Clode et al., столбец 2, строки 20-54; патент США 5750007 на имя Clode et al., столбец 2, строки 40-51 и патент США 5990347 на имя Clode et al., столбец 2, строки 50-57. См. также патент США 6066762 на имя Yoneda et al., который указывает температуру мгновенного испарения от 80-180°С (столбец 16, строки 40-44)). Однако не было принято во внимание, что регулирование температуры в относительно узком интервале может быть использовано для того, чтобы существенно повысить содержание уксусной кислоты в потоке неочищенного продукта. В традиционных системах мгновенное испарение обычно проводят адиабатически, и имеется сильное падение температуры относительно входного потока из-за теплоты испарения неочищенного продукта.
В соответствии с настоящим изобретением было неожиданно установлено, что небольшой подвод тепла к емкости мгновенного испарения может значительно повысить концентрацию уксусной кислоты в потоке неочищенного продукта, понижая требования к очистке и рециркуляции. Этот факт не мог быть предсказан специалистами. Без намерения быть связанными теорией считается, что повышенная температура мгновенного испарения обеспечивает испарение большего количества уксусной кислоты и оказывает незначительно влияние на количество легких фракций (йодистый метил, метилацетат), которые отгоняются в паровой поток неочищенного продукта.
Таким образом, в одном аспекте изобретения предложен способ карбонилирования для получения уксусной кислоты, включающий (a) карбонилирование метанола или его реакционноспособных производных в присутствии катализатора - металла группы VIII и промотора йодистого метила для получения жидкой реакционной смеси, включающей уксусную кислоту, воду, метилацетат и йодистый метил; (b) подачу жидкой реакционной смеси в емкость мгновенного испарения, которую поддерживают под пониженным давлением; и (c) подогрев емкости мгновенного испарения с одновременным мгновенным испарением реакционной смеси для получения парового потока неочищенного продукта, где выбирают реакционную смесь и ее расход в емкость мгновенного испарения, а также количество тепла, подводимого к ней, регулируют так, чтобы поддерживать температуру парового потока неочищенного продукта выше 148,9°С (300°F) и концентрация уксусной кислоты в паровом потоке неочищенного продукта была больше 70% от массы потока.
Дальнейшие подробности и преимущества станут ясны из последующего обсуждения.
Краткое описание чертежей
Изобретение описывается подробно ниже со ссылкой на чертежи, где одинаковые числовые символы обозначают одинаковые части. На фигурах:
Фиг.1 отражает схематическую диаграмму, показывающую установку карбонилирования метанола с очисткой;
Фиг.2 отражает схематическую диаграмму, показывающую альтернативную компоновку реактора и испарителей мгновенного действия, снабженную теплообменником для передачи тепла из реактора к испарителю и конвертерной грушей между реактором и испарителем;
Фиг.3 является схемой потоков, показывающей работу установок, показанных на фиг.1 и 2;
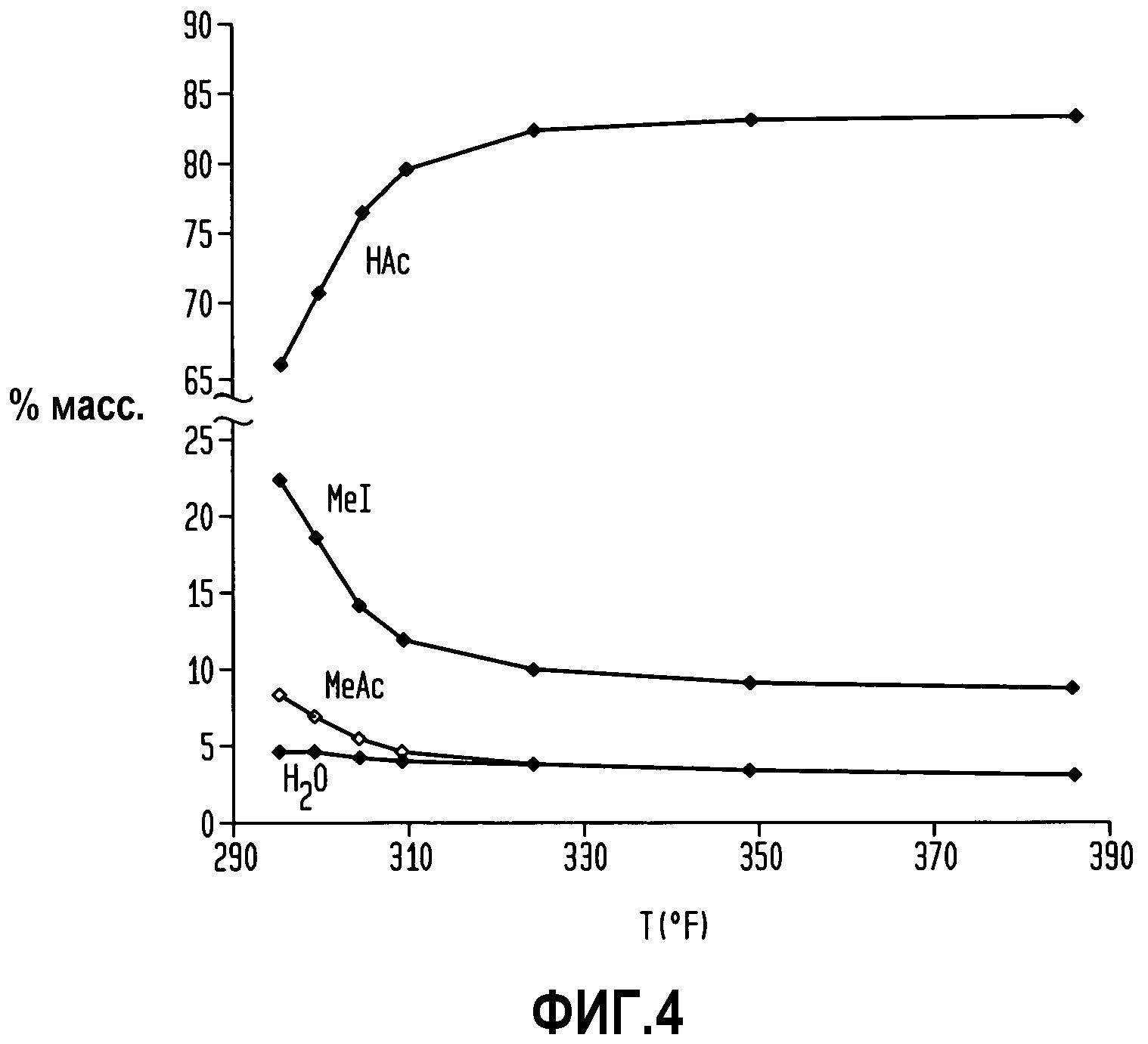
Фиг.4 представляет собой график, показывающий концентрацию пара неочищенного продукта как функцию температуры испарителя мгновенного действия;
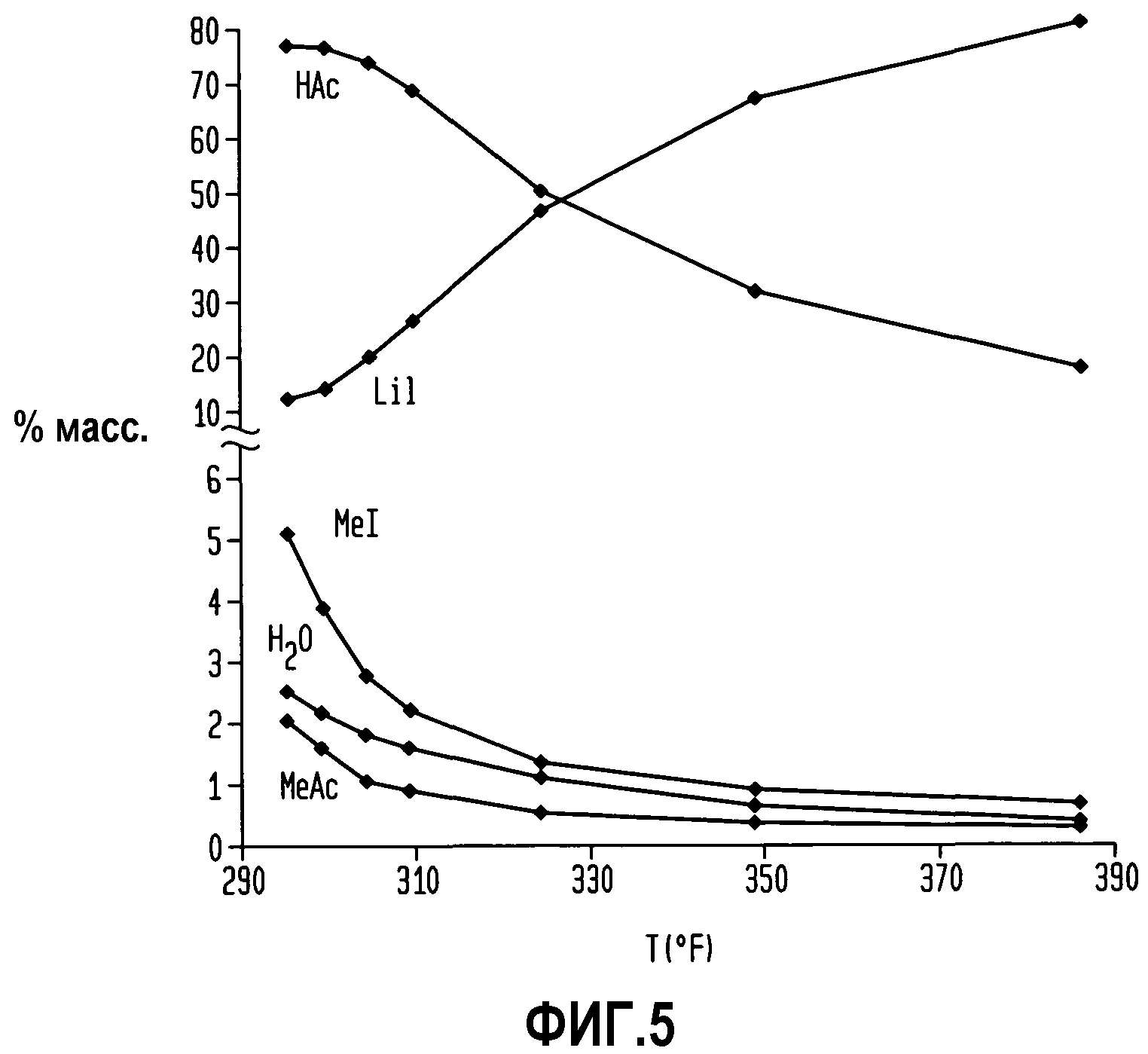
Фиг.5 представляет собой график, показывающий состав жидкости мгновенного испарения как функцию температуры испарителя мгновенного действия;
Фиг.6 представляет собой график нормализованного массового расхода различных компонентов как функцию температуры испарителя мгновенного действия;
Фиг.7 представляет собой график массового расхода различных потоков как функцию температуры испарителя мгновенного действия;
Фиг.8 представляет собой график, показывающий потребление энергии нагреваемым испарителем мгновенного действия и затраты как функцию температуры испарителя мгновенного действия.
Изобретение подробно описано ниже со ссылкой на его многочисленные частные воплощения только приведенные в примерах и пояснениях, которые даны только в иллюстративных целях. Модификации конкретных воплощений в рамках сущности и объема настоящего изобретения, как они представлены в прилагаемой формуле изобретения, должны быть ясны специалистам.
Если не указано особо ниже, использованные в настоящем описании термины имеют свои обычные значения, %, ч/млн и подобные величины относятся к массовым процентам, к массовым частям на миллион, если не указано иное.
"Пониженное давление" относится к давлению ниже давления в реакторе.
"Подобный" поток, подвергающийся мгновенному испарению, относится к потоку питания одинакового состава, который обеспечивает поток продукта, содержащий такое же количество уксусной кислоты в паре мгновенного испарения (см. таблицы 1-7).
Температуру подачи реакционной смеси в испаритель мгновенного действия измеряют максимально близко к входному штуцеру со стороны высокого давления. Для этих целей могут быть использованы любые подходящие приборы.
Температуру парового потока неочищенного продукта измеряют максимально близко к выходу пара из емкости мгновенного испарения.
Катализатор металла группы VIII, используемый в сочетании с настоящим изобретением, может быть родиевым и/или иридиевым катализатором. Родиевый металлический катализатор может быть добавлен в любой подходящей форме, такой, чтобы родий находился в катализаторном растворе в виде равновесной смеси, включающей анион [Rh(CO)2I2]-, как хорошо известно из практики. Когда родиевый раствор находится в обогащенной моноксидом углерода среде реактора, растворимость родия обычно сохраняется, поскольку родий/карбонилйодидные анионы обычно растворимы в воде и уксусной кислоте. Однако будучи перенесенным в обедненные моноксидом углерода среды, которые обычно существуют в испарителе, колонне легких фракций и так далее, равновесие родий/катализаторная смесь изменяется, поскольку доступно меньше моноксида углерода. Родий выпадает в осадок в виде, например, RhI3, хотя формы уносимого из реактора родия недостаточно изучены. Йодидные соли помогают уменьшить осаждение в испарителе в условиях малого количества воды, что должно быть понятно специалисту.
Йодидные соли, удерживаемые в реакционной смеси описанного в настоящем описании процесса, могут быть в форме растворимой соли щелочного металла или щелочноземельного металла, или солью четвертичного аммония или фосфония. В некоторых осуществлениях сопромотором катализатора является йодид лития, ацетат лития или их смесь. Соль-сопромотор может быть добавлена как нейодидная соль или лиганд, которые будут генерировать йодидную соль. Йодидный стабилизатор катализатора может быть введен непосредственно в реакционную систему. Альтернативно, йодидная соль может быть генерирована in situ, поскольку при рабочих условиях реакционной системы широкий круг нейодидных солевых перкурсоров будет реагировать с йодистым метилом с образованием соответствующего йодидного солевого сопромотора-стабилизатора. Для дополнительных подробностей, относящихся к образованию йодидной соли, см. патенты США 5001259 на имя Smith et al.; 5026908 на имя Smith et al.; и 5144068 также на имя Smith et al., описание которых включено в качестве ссылки в настоящее описание. Йодидная соль может быть добавлена в виде оксида фосфина или любого органического лиганда, если это необходимо. Эти соединения и другие лиганды обычно подвергаются кватернизации в присутствии йодистого метила при повышенных температурах, давая подходящую соль, которая поддерживает концентрацию йодидного аниона.
Иридиевый катализатор в жидкой композиции реакции карбонилирования может включать любое иридий-содержащее соединение, которое растворимо в жидкой реакционной смеси. Иридиевый катализатор может быть добавлен в жидкую реакционную смесь для реакции карбонилирования в любой подходящей форме, которая растворима в жидкой реакционной смеси или способна конвертироваться в растворимую форму. Примеры подходящих иридий-содержащих соединений, которые могут быть добавлены в жидкую реакционную композицию, включают IrCl3, IrI3, IrBr3, [Ir(CO)2I]2, [Ir(CO)2Cl]2, [Ir(CO)2Br]2, [Ir(CO)2I2]-H+, [Ir(CO)2Br2]-H+, [Ir(CO)2I4]-H+, [Ir(CH3)I3(CO2]-H+; Ir4(CO)12; IrCl3·3H2O; IrBr3·3H2O; металлический иридий, Ir2O3; Ir(acac)(CO)2; Ir(acac)3; ацетат иридия; [Ir3O(OAc)6(H2O)3][OAc] и гексахлориридиевую кислоту [H2IrCl6]. Такие несодержащие хлор комплексы иридия, как ацетаты, оксалаты и ацетоацетаты, обычно применяют в качестве исходных материалов. Концентрация иридиевого катализатора в жидкой реакционной смеси может быть в интервале от 100 до 6000 ч/млн. Карбонилирование метанола с использованием иридиевого катализатора хорошо известно и описано в следующих патентах США: 5942460; 5932764; 5883295; 5877347 и 5696284, которые полностью включены в настоящее описание в качестве ссылки.
Йодистый метил используют в качестве промотора. Предпочтительно концентрация йодистого метила в жидкой реакционной смеси находится в интервале от 1 до 50% масс., предпочтительно от 2 до 30% масс.
Промотор может быть соединен с солевым соединением стабилизатором/сопромотором, которое может включать соли металлов группы IA или группы IIA, или соль четвертичного аммония или фосфония. Особо предпочтительными являются йодидные или ацетатные соли, например йодид лития или ацетат лития.
Другие промоторы и сопромоторы могут быть использованы как часть каталитической системы по настоящему изобретению, как описано в европейской патентной публикации ЕР 0849248, которая полностью включена в настоящее описание в качестве ссылки. Подходящие промоторы выбирают из рутения, осмия, вольфрама, рения, цинка, кадмия, индия, галлия, ртути, никеля, платины, ванадия, титана, меди, алюминия, олова, сурьмы, и более предпочтительно выбирают из рутения и осмия. Конкретные сопромоторы описаны в патенте США 6627770, который включен полностью в настоящее описание в качестве ссылки.
Промотор может присутствовать в эффективном количестве до предела своей растворимости в жидкой реакционной смеси и/или любых жидких технологических потоках, рециркулируемых в реактор карбонилирования со стадии извлечения уксусной кислоты. Промотор, когда он используется, присутствует в жидкой реакционной смеси в мольном отношении промотора к металлическому катализатору [от 0,5 до 15]:1, предпочтительно [от 2 до 10]:1, более предпочтительно [от 2 до 7,5]:1. Подходящая концентрация промотора составляет от 400 до 5000 ч/млн.
Настоящее изобретение может быть понятно в связи, например, с карбонилированием метанола моноксидом углерода в гомогенной каталитической системе, включающей растворитель (обычно уксусную кислоту), метанол и/или его реакционноспособные производные, растворимый родиевый катализатор, по меньшей мере конечную концентрацию воды. Реакция карбонилирования протекает, когда метанол и моноксид углерода непрерывно подают в реактор. Реагент моноксид углерода может быть в высокой степени чистым или может содержать такие инертные примеси, как диоксид углерода, метан, азот, инертные газы, воду и парафиновые углеводороды от С1 до С4. Присутствие водорода в моноксиде углерода и образование in situ реакцией конверсии водяного газа предпочтительно удерживают низким, например, меньше парциального давления в 100 кПа (1 бар), так как его присутствие может привести в результате к образованию продуктов гидрирования. Требуемым парциальным давлением моноксида углерода при реакции является давление в интервале от 100 до 7000 кПа (от 1 до 70 бар), предпочтительно от 100 до 3500 кПа (от 1 до 35 бар) и наиболее предпочтительно от 100 до 1500 кПа (от 1 до 15 бар).
Требуемое давление реакции карбонилирования находится в интервале от 1000 до 20000 кПа (от 10 до 200 бар), предпочтительно от 100 до 10000 кПа (от 10 до 100 бар, наиболее предпочтительно от 1500 до 5000 кПа (от 15 до 50 бар). Требуемая температура реакции карбонилирования находится в интервале от 100 до 300°С, предпочтительно в интервале от 150 до 220°С. Уксусную кислоту обычно получают жидкофазной реакцией при температуре примерно 150-200°С и общем давлении от примерно 2000 до примерно 5000 кПа (от примерно 20 до примерно 50).
Уксусную кислоту обычно включают в реакционную смесь в качестве растворителя для реакции.
Подходящие реакционноспособные производные метанола включают метилацетат, диметиловый эфир, метилформиат и йодистый метил. Смесь метанола и его реакционноспособных производных может быть использована в качестве реагента в процессе по настоящему изобретению. Предпочтительно в качестве реагента используют метанол и/или метилацетат. По меньшей мере часть метанола и/или его реакционноспособного соединения должна будет конвертироваться реакцией с уксусной кислотой - продуктом или растворителем, и, следовательно, присутствовать в жидкой реакционной смеси в виде метилацетата. Подходящая концентрация метилацетата в жидкой реакционной смеси находится в интервале от 0,5 до 70% масс., предпочтительно от 0,5 до 50% масс., более предпочтительно от 1 до 35% масс. и наиболее предпочтительно 1-20% масс.
Вода может образовываться in situ в жидкой реакционной смеси, например, реакцией этерификации между метанольным реагентом и уксусной кислотой, получаемой в качестве продукта. Вода может быть введена в реактор карбонилирования вместе с другими компонентами жидкой реакционной смеси или раздельно. Вода может быть отделена от других компонентов реакционной смеси, выведенных из реактора и может быть рециркулирована в контролируемых количествах для того, чтобы поддерживать требуемую концентрацию воды в жидкой реакционной смеси. Предпочтительно концентрация воды, поддерживаемая в жидкой реакционной смеси, находится в интервале от 0,1 до 16% масс., более предпочтительно от 1 до 14% масс., наиболее предпочтительно от 1 до 10% масс.
Реакционную жидкость обычно выводят из реактора и подвергают мгновенному испарению в одноступенчатом или многоступенчатом процессе, используя конвертер, а также емкость мгновенного испарения, как описано далее. Паровой поток неочищенного продукта из испарителя мгновенного действия направляют в систему очистки, которая обычно включает по меньшей мере колонну легких фракций и колонну дегидратации.
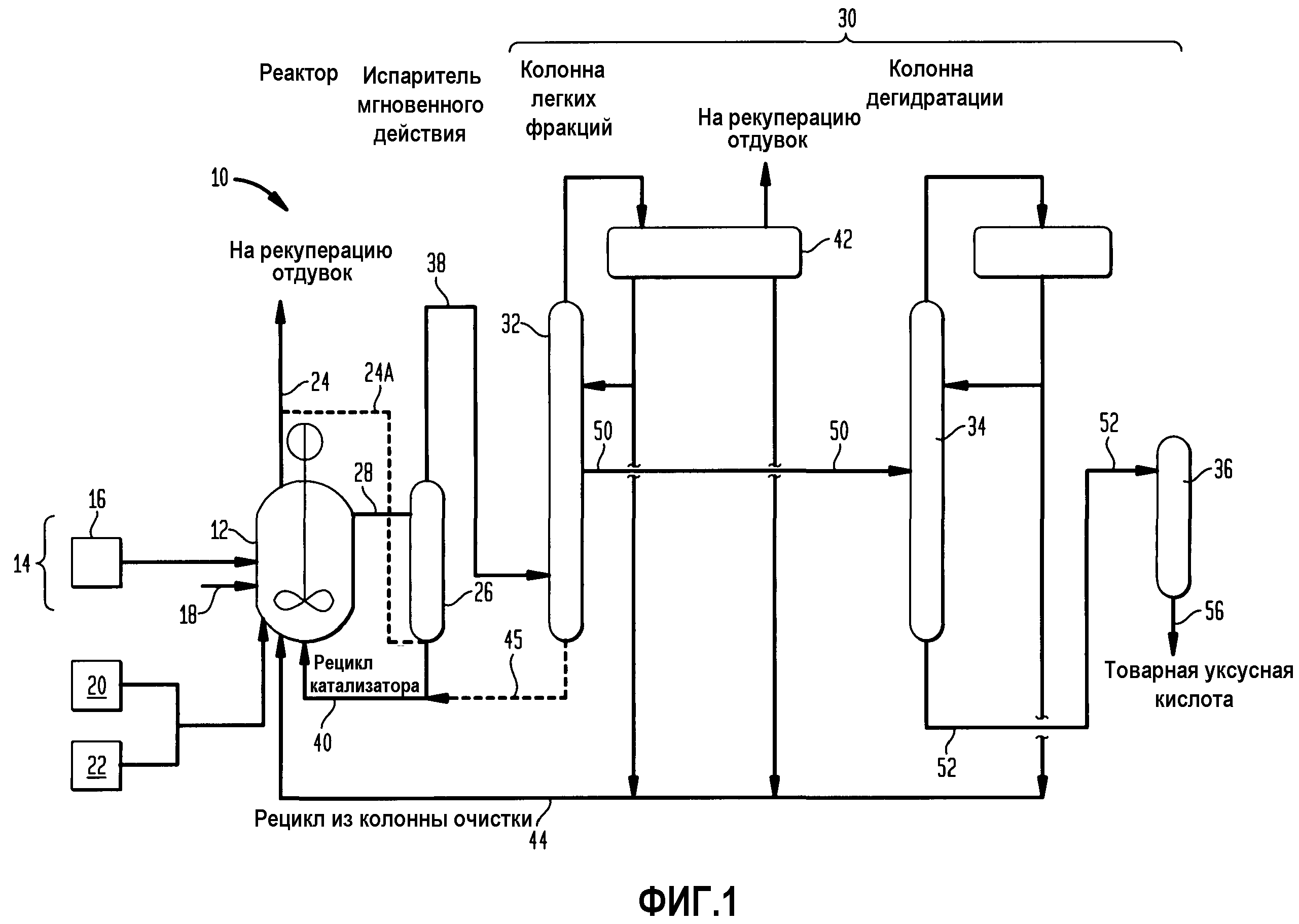
Настоящее изобретение далее пояснено со ссылкой на фиг.1, которая отражает схематическую диаграмму, показывающую типичные процесс и установку карбонилирования. На фиг.1 показана система карбонилирования 10, включающая реактор 12, снабженный системой питания 14, включающей промежуточную емкость метанола 16 и линию подачи моноксида углерода 18. Резервуарная система катализатора включает резервуар хранения йодистого метила 20, а также резервуар хранения катализатора 22. Реактор 12 снабжен отводной трубой 24 и, необязательно, отводной трубой 24а. Реактор 12 соединен с емкостью мгновенного испарения 26 посредством трубопровода 28 и, необязательно, посредством отводной трубы 24а. Испаритель мгновенного действия в свою очередь соединен с секцией очистки 30, которая включает колонну легких фракций или отпарную колонну 32, колонну дегидратации 34 и слой 36 сильно кислотной катионной ионообменной смолой, содержащей ионы серебра, которая обеспечивает удаление йодидов из продукта. Известно, что вместо упомянутой выше ионообменной смолы для удаления йодидов может быть использована анионная ионообменная смола. См. британский патент G 2112394A, а также патент США 5416237, столбец 7, строки 54+, которые рекомендуют использование 4-винилпиридиновых смол для удаления йодидов.
Газовый поток сдувок обычно сбрасывают из шлема реактора, чтобы предотвратить накопление таких газообразных побочных продуктов, как метан, диоксид углерода и водород, и поддерживать требуемое парциальное давление моноксида углерода при данном общем давлении реактора. Необязательно (как показано в китайском патенте ZL.92108244.4) может быть применен так называемый "конвертерный" реактор, который устанавливают между реактором и испарителем мгновенного действия, показанными на фиг.1, и который обсуждается далее в связи с фиг.2. Необязательно газовые сдувки могут быть продуты через основную жидкость испарителя или через нижнюю часть колонны легких фракций для повышения стабильности родия, и/или они могут быть соединены с другими газовыми технологическими сдувками (такими как сдувки из приемника дистиллята колонны очистки) перед промывкой. Эти изменения и модификации полностью находятся в рамках объема настоящего изобретения, как должно быть понятно из прилагаемой формулы изобретения и последующего описания.
Как должно быть ясно специалисту, различные химические среды обуславливают необходимость использования различных металлов для изготовления оборудования. Например, оборудование на выходе из колонны легких фракций, вероятно, будет выполнено из циркония вследствие коррозионной активности технологического потока, тогда как нержавеющая сталь может быть использована для изготовления оборудования, размещающегося после колонны дегидратации, где коррозионная активность значительно ниже.
Моноксид углерода и метанол непрерывно вводят в реактор 12 при перемешивании при высоком парциальном давлении моноксида углерода. Неконденсирующиеся побочные продукты сбрасывают из реактора, чтобы поддерживать оптимальное парциальное давление моноксида углерода. Отходящий из реактора газ обрабатывают для извлечения конденсирующихся продуктов реакции, т.е. йодистого метила, до сжигания. Эффективность использования метанола и моноксида углерода обычно более 98 и 99%, соответственно. Как должно быть понятно из патента Smith et al., отмеченного выше, основным недостатком процесса является одновременное образование диоксида углерода и водорода реакцией конверсии водяного газа.
Из реактора поток реакционной смеси непрерывно подают по трубе 28 в испаритель мгновенного действия 26. В испарителе уксусная кислота, получаемая в качестве продукта, и большая часть легких фракций (йодистый метил, метилацетат и вода) при одноступенчатом мгновенном испарении отделяются от катализаторного раствора, и неочищенный технологический поток 38 с растворенными газами направляют в отделение дистилляции или очистки 30. Катализаторный раствор возвращают в цикл в реактор по трубе 40. В соответствии с изобретением испаритель мгновенного действия нагревают водяным паром, например через рубашку или змеевик, для того, чтобы поднять температуру потока 38. Альтернативные средства нагрева, такие как электрический нагрев или излучатель (микроволновой) могут быть использованы, если это более целесообразно.
Очистка уксусной кислоты обычно включает дистилляцию в колонне легких фракций, колоне дегидратации и, необязательно, колонне тяжелых фракций. Технологический поток неочищенного пара 38 из испарителя мгновенного действия подают в колонну легких фракций 32. Йодистый метил, метилацетат и часть воды конденсируются в дистилляте колонны легких фракций, образуя две фазы (органическую и водную) в приемнике 42. Обе жидких фазы дистиллята возвращаются в реакторную секцию по линии рецикла 44. Необязательно жидкий рецикловый поток 45 из колонны легких фракций также может быть возвращен в реактор.
Очищенный технологический поток 50 выводят сбоку колонны легких фракций 32 и подают в колонну дегидратации 34. Воду и часть уксусной кислоты из этой колонны отделяют и, как показано, возвращают в цикл в систему реакции по линии рецикла 44. Очищенный и дегидратированный технологический поток 52 из колонны дегидратации 34 подают на слой смолы 36, и продукт отбирают из него, как показано, индексом 56. Система карбонилирования 10 использует только две основные колонны очистки и предпочтительно работает так, как описано более подробно в патенте США 6657078 на имя Scates et al., озаглавленном "Low Energy Carbonylation Process", который полностью включен в настоящее описание в качестве ссылки. Дополнительные колонны обычно используют, если желательно, в зависимости от системы.
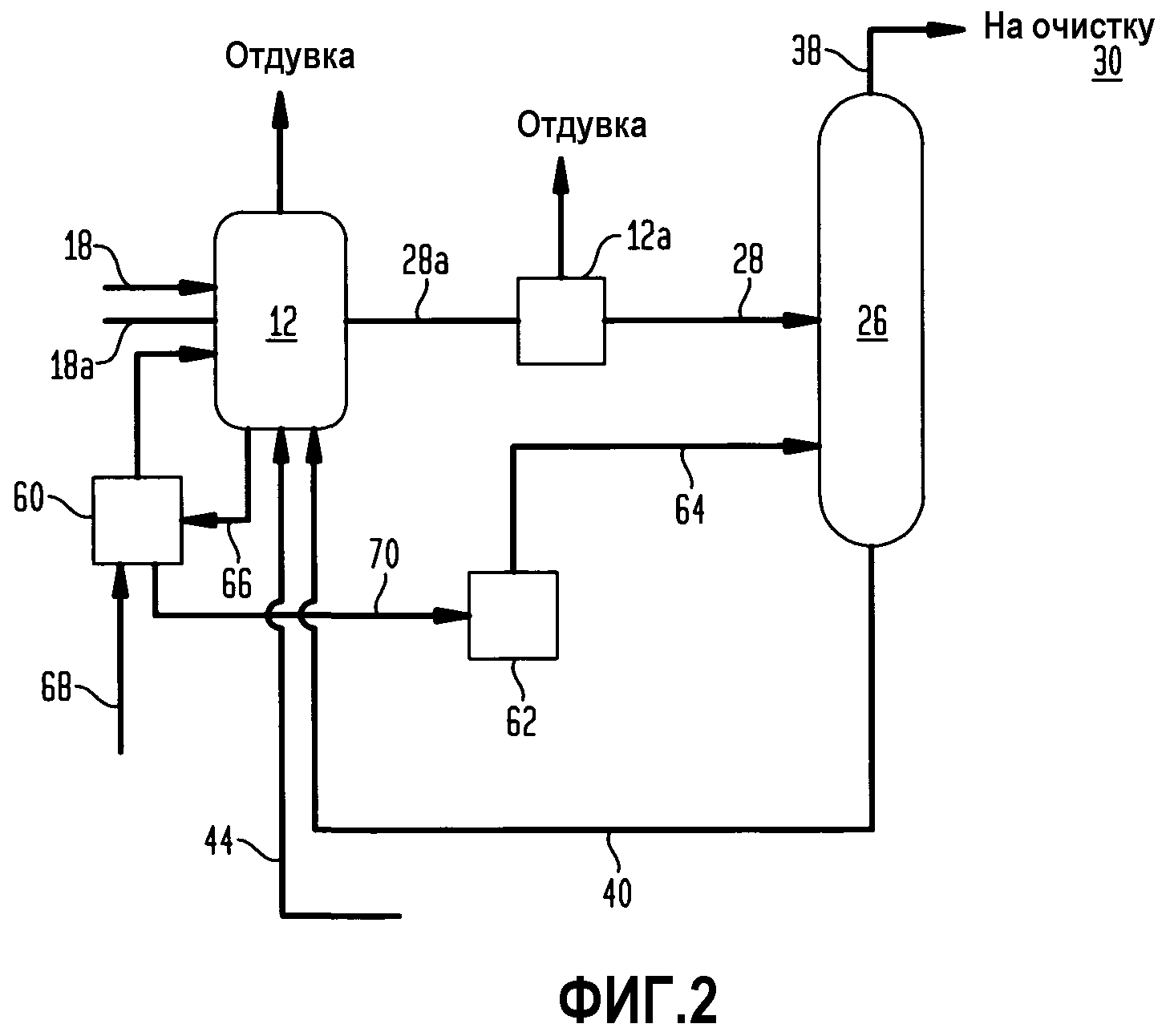
На фиг.2 показана альтернативная компоновка реактора/испарителя с конвертерной грушей 12а между ними, а также с теплообменником 60 и емкостью мгновенного испарения водяного пара низкого давления 62. Реактор 12 и испаритель мгновенного действия 26 работают так, как описано выше. Метанол и моноксид углерода подают в реактор 12 по линиям 18а, 18, и жидкую реакционную смесь выводят по линии 28а и подают в конвертерную грушу 12а, которая выводит газ, включающий легкие фракции, в скруббер (не показан). Газовая сдувка может быть промыта метанолом и возвращена в реактор. Конвертер 12а питает испаритель мгновенного действия 26, где давление понижается и происходит мгновенное испарение потока неочищенного продукта 38. Рецикл в реактор обеспечивается посредством линий 40, 44а, как обсуждалось выше в связи с фиг.1.
Испаритель мгновенного действия 26 нагревают подачей 64 водяного пара низкого давления из емкости мгновенного испарения водяного пара 62, которую, в свою очередь, питают из теплообменника 60. Теплообменник 64 изготовлен из подходящего металла и принимает горячую каталитическую смесь из реактора 12 по линии 66, а также паровой конденсат по линии 68. Конденсат нагревается горячим катализатором, который, в свою очередь, требует охлаждения из обусловленного экзотермичностью реакции карбонилирования. Нагретый конденсат подается по линии 70 в емкость 62, где он мгновенно испаряется в водяной пар (низкого давления) и используется для нагрева испарителя мгновенного действия 26, как отмечено выше.
Таким образом теплообменник 64, как показано на фиг.2, обеспечивает охлаждение реактора и нагрев испарителя, что снижает общие затраты энергии, как должно быть понятно специалисту.
Моноксид углерода может быть добавлен непосредственно в конвертер 12а, если это желательно, или может быть добавлен перед или после него, если это необходимо, для того, чтобы стабилизировать катализаторный раствор и израсходовать весь непрореагировавший метанол. Подробности работы таких установок раскрыты в европейском патенте ЕР 0759419, а также в патенте США 5770768 на имя Denis et al., описание которых включено в настоящее описание в качестве ссылки.
Независимо от того будет иметь место теплоперенос из реактора к испарителю мгновенного действия или нет, настоящее изобретение существенно повышает эффективность системы, обеспечивая более высокую концентрацию уксусной кислоты в паровом потоке неочищенного продукта, как должно быть ясно из следующего далее обсуждения.
Установки карбонилирования, показанные на фиг.1 и 2, могут быть схематично представлены для целей настоящего изобретения, как показано на фиг.3. На фиг.3 питание реактора обозначено потоком 1, поток жидкости в испаритель мгновенного действия обозначен потоком 2, паровой поток неочищенного продукта, подаваемый в отгонную колонну, обозначен потоком 3 и поток очищенного продукта обозначен как поток 4. Поток 5 представляет рецикловый поток катализатора из испарителя мгновенного действия, и поток 6 представляет рецикл с узла очистки в реактор.
Фиг.3 показывает два главных недостатка процесса карбонилирования метанола: рецикл катализатора (5) и рецикл с очистки (6). Обе операции являются энерго- и капиталоемкими и должны быть минимизированы путем улучшения работы испарителя мгновенного действия, то есть обеспечением того, что паровой поток (3), который направляют на очистку, имеет пропорционально больше НАс и меньше "нетоварных" компонентов (H2O, MeAc, MeI). Это может быть достигнуто обеспечением подвода тепла для повышения рабочей температуры испарителя. Выгоды этого подхода проиллюстрированы следующими примерами.
Полуэмпирическая моделирующая программа была использована для изучения влияния температуры мгновенного испарения при сохранении постоянным массового расхода НАс в паровом потоке (3). Состав потока показан ниже для пара (3) и жидкости (5), выходящих из испарителя. Базовым поступлением в испаритель является поток при 197,2°C (387°F) и 2760 кПа изб. (400 psig), содержащий 8,1% масс. MeI, 2,9% масс. МеАс, 75,7% масс. НАс, 2,8% масс. Н2О и 10,6% масс. LiI. Температуру мгновенного испарения (температуру парового потока) варьировали от адиабатической (147,2°C (297°F)) до изотермической (197,2°C (387°F)), во всех случаях при 172,54 кПа изб. (25 psig).
Результаты показаны в таблицах 1-7 и на фиг.4-7.
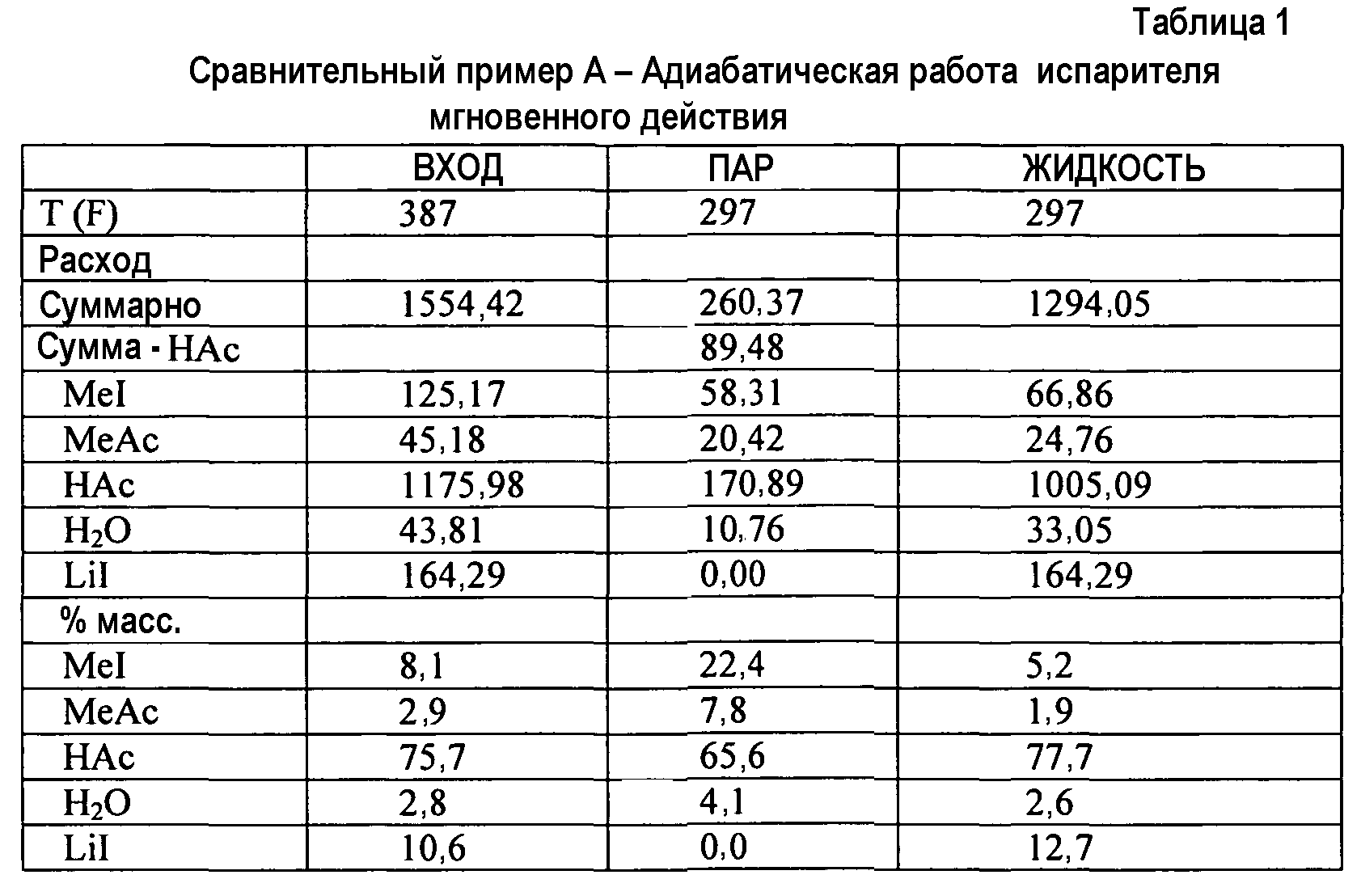

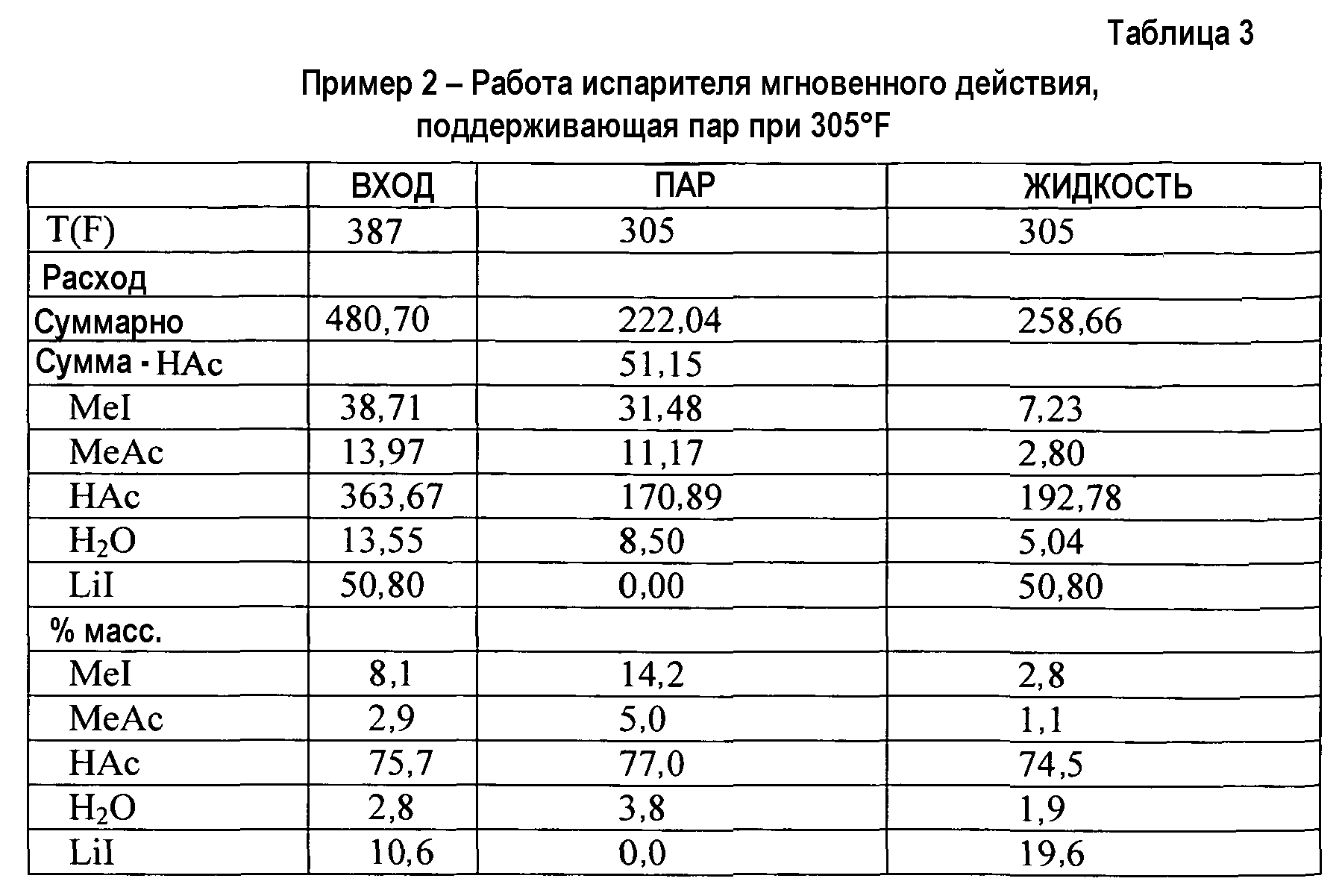

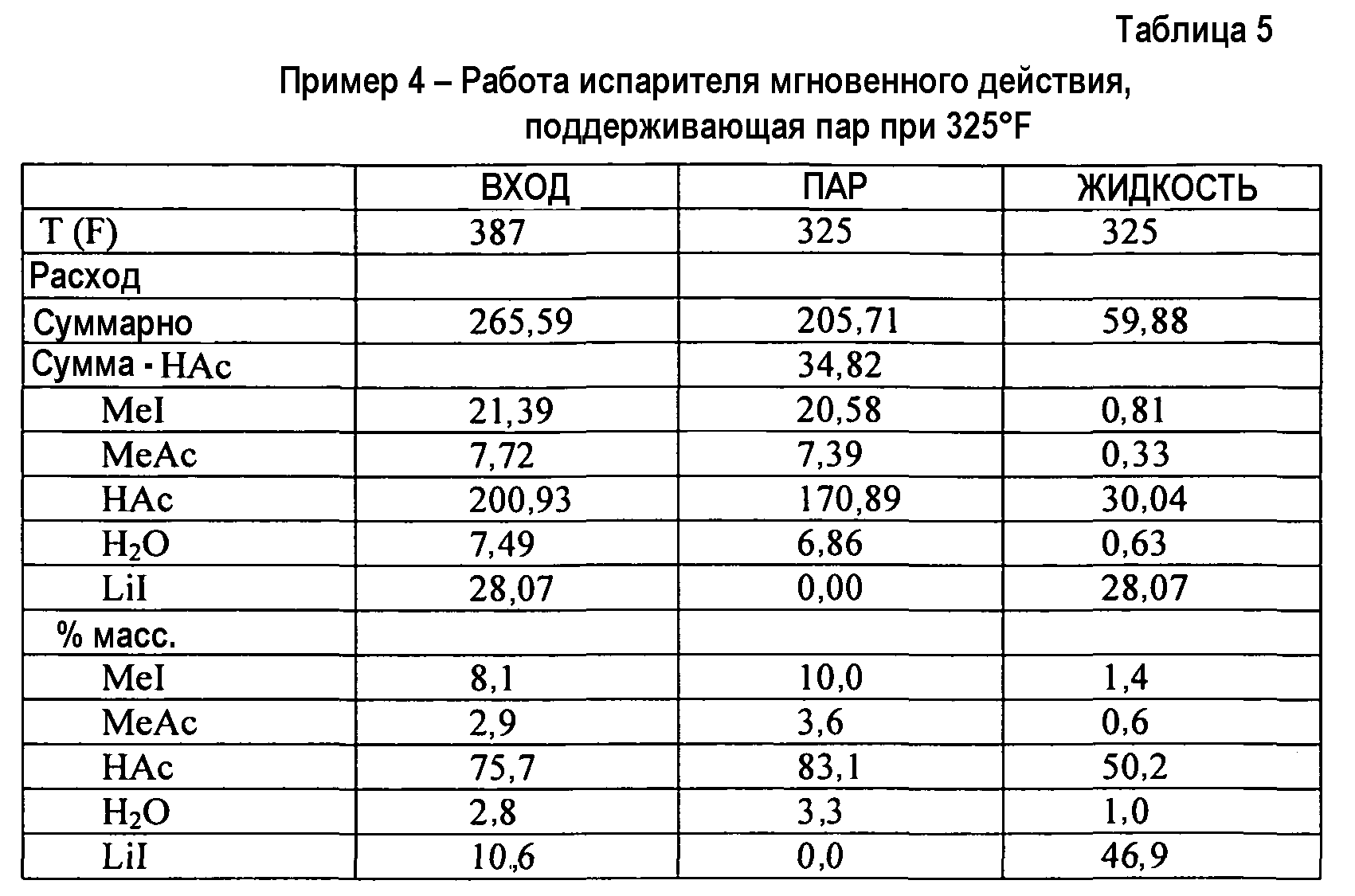

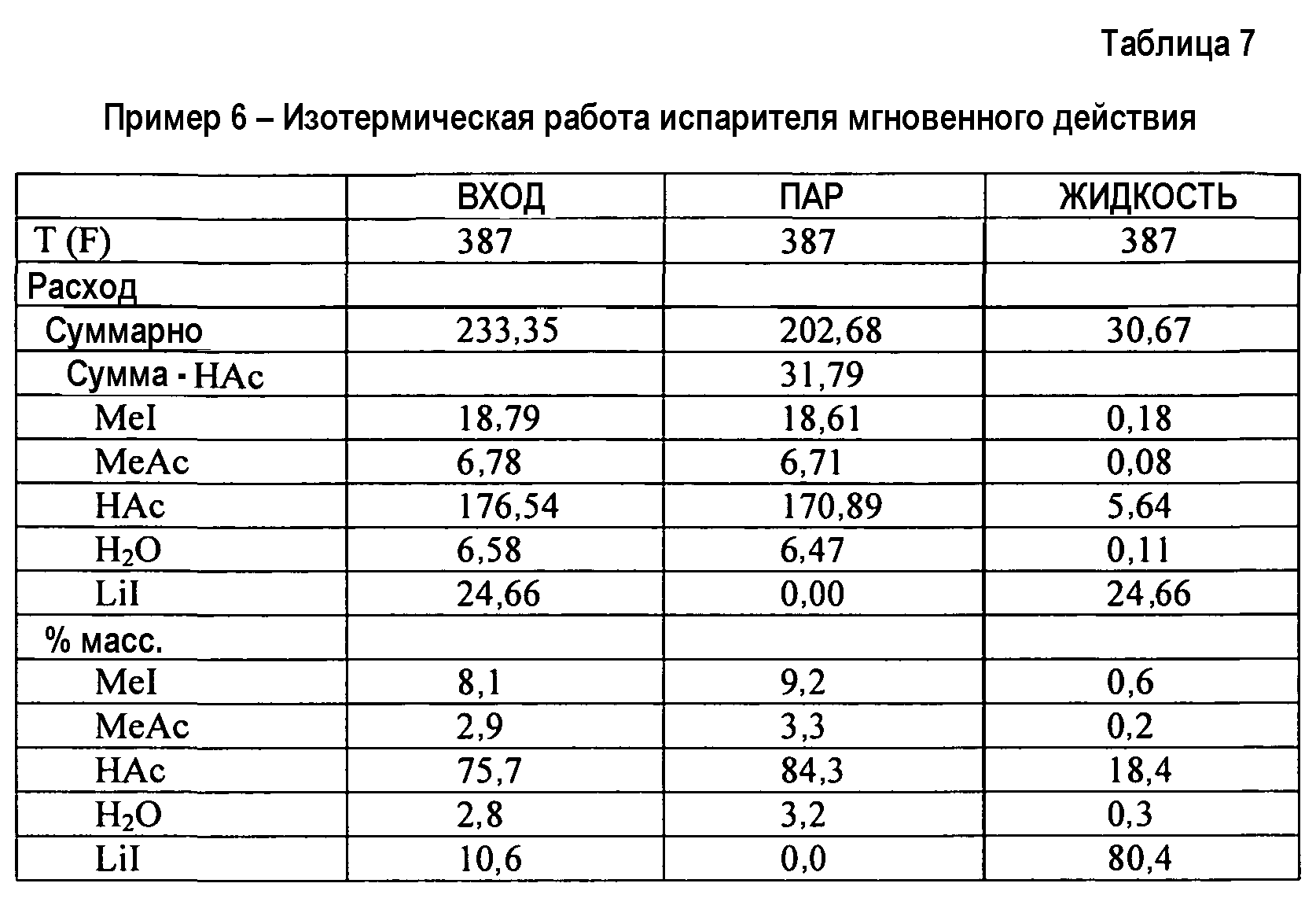
Как показано в данных и на фиг.4, повышение температуры испарителя мгновенного действия повышает массовый процент НАс в паровом потоке (3), понижая в то же время концентрацию всех других компонентов. Фиг.5 показывает, что доля LiI в потоке рецикла катализатора (5) возрастает с повышением температуры мгновенного испарения. Эта высокая концентрация LiI работает на повышение стабильности катализатора в испарителе (возможно, компенсируя любые вредные эффекты более высокой рабочей температуры).
Фиг.6 показывает влияние температуры испарителя мгновенного действия на массовый расход каждого компонента в паровом потоке (3), который подается на очистку. Она показывает, что при заданном количестве НАс, пропускаемом через установку, меньшие количества "нетоварных" компонентов поступают на очистку, когда используется более высокая температура мгновенного испарения. Например, подъем температуры мгновенного испарения с 147,2°С (297°F) до 154,4°С (310°F) будет понижать массовый расход воды, поступающей на очистку на 30%, МеАс на 55% и MeI на 55%.
На фиг.7 видно, что требуемые расходы потоков являются значительно более низкими, когда испаритель мгновенного действия работает при более высокой температуре. Это является результатом пропорционально большего количества НАс в покидающем испаритель паровом потоке (3) и меньшего количества "нетоварных" компонентов. Меньший расход питания испарителя мгновенного действия (2) требуется для достижения такого же массового количества НАс, подаваемого на очистку (3). Например, при подъеме температуры мгновенного испарения с 147,2°С (297°F) до 154,4°С (310°F) требуемый расход рецикла катализатора падает на 90%, жидкого питания испарителя - на 80%, рецикла с очистки - на 50% и парового питания очистки - на 20%. Суммарные выгоды включают: (1) для существующей установки повышение НАс в потоке неочищенного продукта, соответственно снимающее ограничения пропускной способности системы очистки и снижающее эксплуатационные затраты и/или позволяющее повысить производительность; (2) работу реактора при более высоких концентрациях МеАс, в настоящее время этот уровень обычно ограничен пропускной способностью очистки, более высокий уровень МеАс делает также возможной работу реактора при более низкой температуре, а также понижает скорость образования пропионовой кислоты; (3) для новых установок капитальные и энергетические затраты понижаются благодаря тому, что требуются меньший рецикл катализатора и меньшая пропускная способность очистки для заданной нормы выработки НАс; (4) снижение интенсивности подачи пара на очистку уменьшает потери катализатора путем уноса; и (5) снижение интенсивности подачи жидкости в испаритель мгновенного действия повышает эффективность использования СО за счет значительного уменьшения потерь из-за уноса растворимого СО (которые в настоящее время составляют до 80% от суммарных потерь СО).
Например, подъем рабочей температуры испарителя мгновенного действия с 147,2°С (297°F) до 154,4°С (310°F) понижаетинтенсивность подачив испаритель на 80%. Эта модификация значительно понижает суммарную неэффективность использования СО на 60% (=80% снижения потерь СО с уносом из испарителя).
Затраты энергии на нагрев испарителя мгновенного действия паром показаны на фиг.8. Эти затраты должны быть значительно снижены интеграцией тепла между реактором и испарителем, как показано на фиг.2. Например, для нагрева испарителя до 154,4°С (310°F) можно использовать контур охлаждения реактора.
Хотя изобретение было проиллюстрировано в связи с конкретными оборудованием и рабочими условиями, модификации этих примеров в рамках сущности и объема изобретения должны быть без труда ясны специалистам. В свете предшествующего обсуждения релевантные знания в данной области и документы, обсужденные выше в связи с историей вопроса и подробным описанием, сущность которых включена в настоящее описание в качестве ссылки, дополнительные описания считаются ненужными.
Реферат
Способ карбонилирования для получения уксусной кислоты, включающий: (a) карбонилирование метанола или его реакционноспособных производных в присутствии катализатора - металла группы VIII и промотора йодистого метила для получения жидкой реакционной смеси, включающей уксусную кислоту, воду, метилацетат и йодистый метил; (b) подачу жидкой реакционной смеси при температуре питания в емкость мгновенного испарения, которую поддерживают под пониженным давлением; и (c) подогрев емкости мгновенного испарения, в то время как одновременно происходит мгновенное испарение реакционной смеси для получения парового потока неочищенного продукта, где реакционную смесь выбирают и расход реакционной смеси в емкость мгновенного испарения, а также количество тепла, подводимого к емкости мгновенного испарения, регулируют так, чтобы поддерживать температуру парового потока неочищенного продукта менее чем на 32,22°С (90°F) ниже температуры ввода жидкой реакционной смеси в испаритель мгновенного действия, и концентрация уксусной кислоты в паровом потоке неочищенного продукта была больше 70% от массы парового потока неочищенного продукта. 3 н. и 22 з.п.ф-лы, 8 ил., 7 табл.
Формула
а) карбонилирование метанола или его реакционноспособных производных в присутствии катализатора - металла группы VIII и промотора йодистого метила для получения жидкой реакционной смеси, включающей уксусную кислоту, воду, метилацетат и йодистый метил;
(b) подачу жидкой реакционной смеси в емкость мгновенного испарения, которую поддерживают при пониженном давлении;
(c) подогрев емкости мгновенного испарения, в то время как одновременно происходит мгновенное испарение реакционной смеси, для получения парового потока неочищенного продукта,
где композиция реакционной смеси, расход реакционной смеси в емкость мгновенного испарения, и количество тепла, подводимого к емкости мгновенного испарения, регулируют так, чтобы поддерживать температуру парового потока неочищенного продукта, измеренную в точке выхода пара из емкости мгновенного испарения, выше 149°С (300°F), и концентрация уксусной кислоты в паровом потоке неочищенного продукта была больше 70% от массы потока.
(a) карбонилирование метанола или его реакционноспособных производных в присутствии катализатора - металла группы VIII и промотора йодистого метила для получения жидкой реакционной смеси, включающей уксусную кислоту, воду, метилацетат и йодистый метил;
(b) подачу жидкой реакционной смеси при температуре подачи в емкость мгновенного испарения, которую поддерживают при пониженном давлении;
(с) подогрев емкости мгновенного испарения, в то время как одновременно происходит мгновенное испарение реакционной смеси, для получения парового потока неочищенного продукта,
где композицию реакционной смеси, расход реакционной смеси в емкость мгновенного испарения и количество тепла, подводимого к емкости мгновенного испарения, регулируют так, чтобы поддерживать температуру парового потока неочищенного продукта менее чем на 50°С (90°F) ниже температуры ввода жидкой реакционной смеси, вводимой в испаритель мгновенного действия, и концентрация уксусной кислоты в паровом потоке неочищенного продукта была больше 70% от массы парового потока неочищенного продукта.
(а) реактор, содержащий гомогенный катализатор - металл группы VIII для карбонилирования метанола или его реакционноспособных производных в присутствии катализатора - металла группы VIII и промотора йодистого метила для получения жидкой реакционной смеси, включающей уксусную кислоту, воду, метилацетат и йодистый метил;
(b) емкость мгновенного испарения, приспособленную для приема потока реакционной смеси и мгновенного испарения реакционной смеси, под пониженным давлением для получения парового потока неочищенного продукта;
(c) систему теплообмена, соединенную с реактором и емкостью мгновенного испарения, работающую для переноса тепла от реактора к емкости мгновенного испарения так, чтобы повысить температуру парового потока неочищенного продукта по сравнению с температурой подобного потока, подвергшегося адиабатическому мгновенному испарению.
Комментарии