Способ оценки деформируемости стальной трубы и способ изготовления стальной трубы - RU2726168C1
Код документа: RU2726168C1
Чертежи






Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу оценки деформируемости стальной трубы, такой как стальная труба UOE, изготавливаемой посредством этапа экспандирования трубы, выполняемого с помощью экспандера во время изготовления, а также относится к способу изготовления стальной трубы, используя способ оценки деформируемости стальной трубы.
Уровень техники
Для удовлетворения растущего спроса на энергоносители, такие как газ и нефть, в последние годы разрабатывается увеличивающееся число газовых и нефтяных месторождений. Соответственно, в сейсмических зонах и зонах вечной мерзлоты строится все большее количество трубопроводов. В сейсмических зонах и зонах вечной мерзлоты (в частности, в зонах многолетней мерзлоты) земля может быть значительно деформирована в результате частичной потери прочности грунтов, сбросовой дислокации, вспучивания грунта от мороза или подтаивания. Подземные трубопроводы могут быть деформированы в результате воздействия больших деформаций грунта.
В условиях окружающей среды, где имеют место значительные деформации грунта, трубопроводы подвергаются воздействию значительных деформаций даже после пластической деформации. В результате чрезмерной деформации стальные трубы изгибаются, выгибаются в осевом направлении на стороне сжатия и в результате разрушаются на стороне растяжения. Поскольку разрушение трубопроводов может привести к непреднамеренным утечкам газа и т.п., стальные трубы или трубопроводы должны иметь достаточную деформируемость во избежание такого разрушения.
Стальная труба UOE, используемая в трубопроводах, таких как описаны выше, имеет волнистую форму, образованную в результате воздействия экспандирования трубы, выполняемого с помощью экспандера в направлении наружного диаметра. Из-за этой волнистой формы жесткость при изгибе стальной трубы не является постоянной и варьируется. Это вызывает распространение напряжений при изгибе в некоторых компонентах, подверженных изгибу. В результате в этих компонентах возникает выгибание в осевом направлении.
Для того чтобы стальная труба могла изгибаться без выгибания в осевом направлении, т.е. для улучшения деформируемости стальной трубы, необходимо повысить характеристики стальной трубы в отношении материалов и формы.
С учетом формы стальная труба в идеальном случае должна иметь совершенную круглую форму, постоянную толщину стенки без отклонений и постоянную форму в радиальном направлении.
Однако в условиях реального производства невозможно изготавливать совершенно круглые стальные трубы без колебаний формы, и необходимо контролировать характеристики формы изделий в рамках определенных допусков на изготовление.
В Патентном документе 1 приведено описание способа, в котором определена величина, именуемая как «отношение D волнистости к длине волны», причем эта величина отношения D волнистости к длине волны задается равной 0,8 и менее. В Патентном документе 1 указано, что если отношение D волнистости к длине волны составляет 0,8 и менее, достигается улучшенные сопротивление выгибанию в осевом направлении или деформируемость.
В Патентном документе 1 указано, что оценка выполняется с допущением, что амплитуда формы волны является постоянной величиной, в частности, равна 0,73 мм = 0,06% наружного диаметра.
Цитируемые документы
Патентная литература:
Патентный документ 1: японский патент № 5447461
Раскрытие сущности изобретения
Техническая проблема
Согласно способу, описанному в Патентном документе 1, расчет выполняется с допущением, что все «волнистости» имеет одинаковую амплитуду. В патентном документе 1 специально не описывается, как амплитуда влияет на сопротивление выгибанию в осевом направлении.
Кроме того, способ, описанный в Патентном документе 1, допускает волнистую форму с одной и той же частотой и не допускает волны с разными длинами волн или случайные волны.
Как описано выше, согласно способу, описанному в Патентном документе 1, форму стальной трубы, которая подвергается экспандированию, рассчитывают и оценивают с допущением, что форма стальной трубы имеет одну частоту.
Однако форма волны стальной трубы изменяется в зависимости от регулирования экспандирования трубы (например, используемого шага экспандирования трубы). Например, существует тенденция, что если экспандирование трубы выполняют с небольшим шагом, получают короткопериодную волну с небольшой амплитудой, в то время как при выполнении экспандирования трубы с большим шагом получают длиннопериодную волну с большой амплитудой. Экспандирование трубы обычно предусматривает использование инструмента, именуемого экспандером, длина которого меньше длины стальной трубы. Экспандер, помещенный внутрь стальной трубы, прикладывает давление к стальной трубе в направлении наружного диаметра для ее частичного расширения. После частичного экспандирования трубы экспандер перемещается в следующее положение экспандирования трубы для повторения операции экспандирования трубы. В настоящем изобретении шаг экспандирования трубы относится к расстоянию, которое каждый раз проходит экспандер, чтобы достичь следующего положения экспандирования трубы во время операции экспандирования трубы.
По существу, если экспандирование трубы выполняют с большим шагом, например, с шагом 450 мм, полученная форма стальной трубы практически является формой синусоидальной кривой, такой как показана на фиг. 10, в то время как при выполнении экспандирования трубы с небольшим шагом, например, с шагом 80 мм, полученное наложение волнистых форм позволяет получить случайную волну, такую как показана на фиг. 11, вместо простой синусоидальной кривой.
На фиг. 10 и 11 горизонтальная ось представляет собой положение измерения (мм), и вертикальная ось представляет собой неравномерность в направлении наружного диаметра (мм). В рассматриваемом случае неравномерность в направлении наружного диаметра относится к величине отклонения от среднего диаметра, определяемого посредством измерения наружной формы стальной трубы.
Вышеприведенное описание указывает, что деформируемость стальной трубы нельзя оценивать только на основе амплитуды или формы волны.
Настоящее изобретение должно решить вышеописанные проблемы. Задача настоящего изобретения состоит в том, чтобы предложить для стальной трубы, изготавливаемой посредством этапа экспандирования трубы, используя экспандер, способ оценки деформируемости стальной трубы, с помощью которого деформируемость стальной трубы можно оценивать независимо от того, является ли шаг экспандирования трубы большим или малым, а также предложить способ изготовления стальной трубы, используя способ оценки деформируемости стальной трубы.
Решение проблемы
В отношении форм существующих стальных труб, которые нельзя оценить на основе амплитуды или волнистой наружной формы стальной трубы, автор настоящей заявки выполнил исследования для разработки способов оценки деформируемости стальной трубы. Автор настоящей заявки сосредоточил внимание на том, что даже когда наружная форма стальной трубы является формой, имеющей форму случайной волны, полученная сложная волна обладает энергией в каждый период. Спектральный анализ, выполненный на наружной форме стальной трубы, показал, что существует взаимосвязь между энергетическим спектром и деформируемостью стальной трубы. Автор настоящей заявки разработал настоящее изобретение на основе указанных данных. В рассматриваемом случае энергетический спектр относится к фактическому распределению мощности сигнала для каждой длины волны (или волнового числа), причем его получают посредством деления мощности сигнала на предварительно заданные частотные диапазоны, и энергетический спектр представляет собой мощность в каждом диапазоне как функция частоты.
В частности, настоящее изобретение включает в себя следующее:
(1) Способ оценки деформируемости стальной трубы по настоящему изобретению является способом оценки деформируемости стальной трубы, изготавливаемой посредством этапа экспандирования трубы, используя экспандер. Способ оценки деформируемости стальной трубы включает в себя этап получения информации о наружной форме посредством измерения формы стальной трубы для получения информации о наружной форме; этап получения информации об энергетическом спектре посредством получения информации об энергетическом спектре от полученной волнистой наружной формы; и этап определения посредством интегрирования полученного энергетического спектра для предварительно заданного диапазона длины волны и определения деформируемости на основе полученного интеграла.
(2) Согласно способу оценки деформируемости стальной трубы по (1), если интеграл меньше или равен предварительно заданной величине, этап определения определяет, что предварительно заданный уровень деформируемости является удовлетворительным.
(3) Способ изготовления стальной трубы по настоящему изобретению является способом изготовления стальной трубы на основе способа оценки деформируемости стальной трубы по (1) или (2). Если этап определения способа оценки деформируемости стальной трубы определяет, что деформируемость не удовлетворяет предварительно заданному уровню деформируемости, уменьшают шаг экспандирования трубы на этапе экспандирования трубы, используя экспандер.
Преимущественные эффекты изобретения
Настоящее изобретение включает в себя этап получения информации о наружной форме посредством измерения формы стальной трубы для получения информации о наружной форме стальной трубы, этап получения информации об энергетическом спектре посредством получения информации об энергетическом спектре от полученной волнистой наружной формы, и этап определения посредством интегрирования полученного энергетического спектра для предварительно заданного диапазона длины волны и определения деформируемости на основе полученного интеграла. Это обеспечивает точную оценку деформируемости стальной трубы независимо от того, является ли шаг экспандирования трубы большим или малым.
Краткое описание чертежей
Фиг. 1 – пояснительная схема способа оценки деформируемости стальной трубы по варианту выполнения настоящего изобретения;
фиг. 2 – схематический вид формы стальной трубы, изготавливаемой посредством этапа экспандирования трубы, используя экспандер, по настоящему изобретению;
фиг. 3 – график, показывающий энергетический спектр, полученный с шагом экспандирования трубы 450 мм;
фиг. 4 – график, показывающий энергетический спектр, полученный с шагом экспандирования трубы 125 мм;
фиг. 5 – график, показывающий энергетический спектр, полученный с шагом экспандирования трубы 80 мм;
фиг. 6 – график, показывающий случайную волну для приведения энергетического спектра;
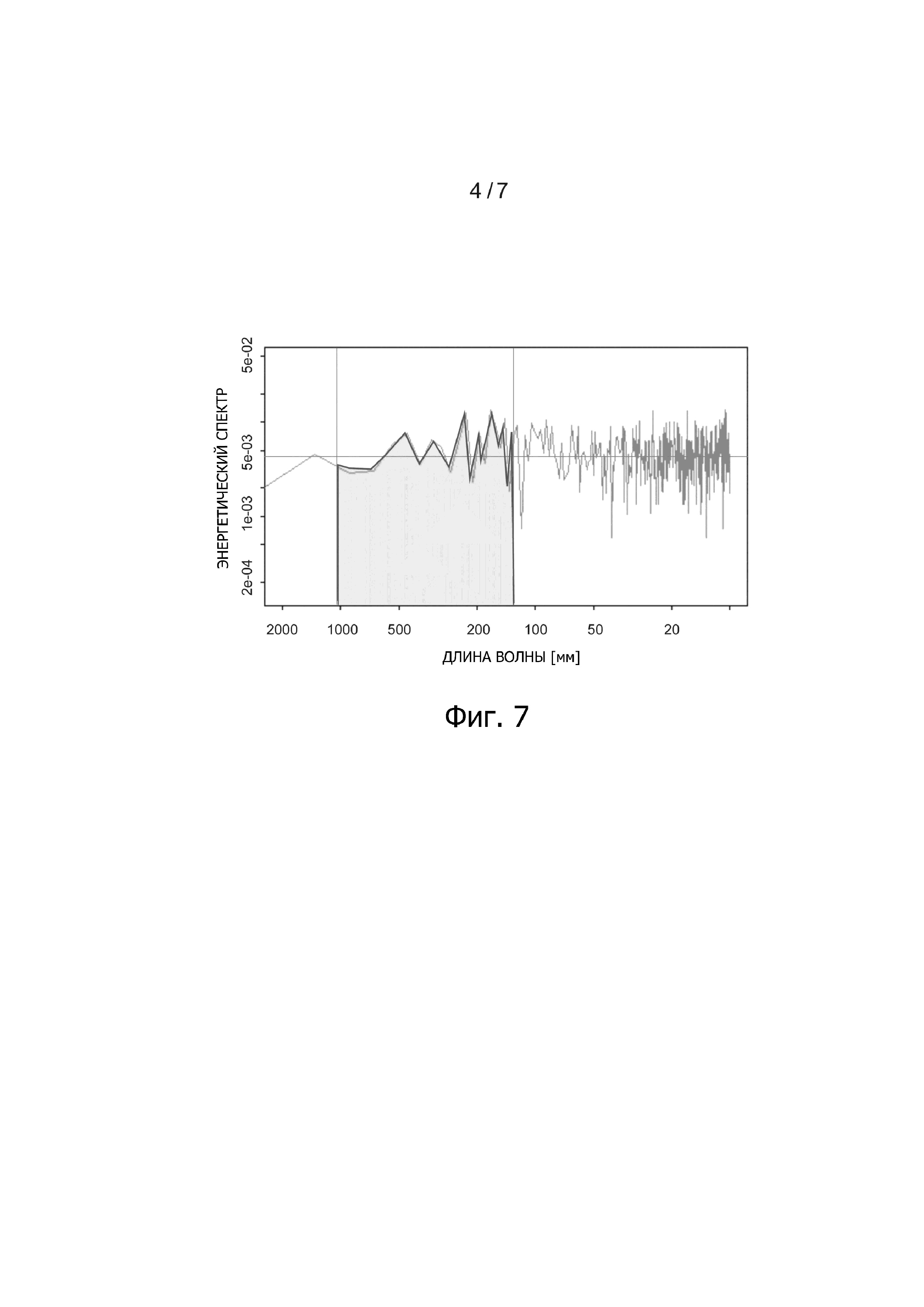
фиг. 7 – график, показывающий энергетический спектр случайной волны, показанной на фиг. 6;
фиг. 8(a) – график, показывающий область, полученную интегрированием энергетического спектра формы случайной волны, фиг. 8(b) – график, показывающий область, полученную интегрированием энергетического спектра волнистой наружной формы, соответствующей шагу экспандирования трубы 450 мм, фиг. 8(c) – график, показывающий область, полученную интегрированием энергетического спектра волнистой наружной формы, соответствующей шагу экспандирования трубы 125 мм, и фиг. 8(d) – график, показывающий область, полученную интегрированием энергетического спектра волнистой наружной формы, соответствующей шагу экспандирования трубы 80 мм;
фиг. 9 – график, показывающий экспериментальные результаты примера, в частности, отношение между нормированным интегралом энергетического спектра и углом гибки (в градусах) при осевом выгибании;
фиг. 10 – график, показывающий волнистую наружную форму стальной трубы, полученную с шагом экспандирования трубы 450 мм;
фиг. 11 – график, показывающий волнистую наружную форму стальной трубы, полученную с шагом экспандирования трубы 80 мм.
Осуществление изобретения
Способ оценки деформируемости стальной трубы по варианту выполнения настоящего изобретения используется для оценки стальной трубы, изготавливаемой посредством выполнения этапа экспандирования трубы, используя экспандер. Как показано на фиг. 1, способ оценки включает в себя этап получения информации о наружной форме, касающийся получения информации о волнистой наружной форме стальной трубы, этап получения информации об энергетическом спектре, касающийся получения информации об энергетическом спектре от полученной волнистой наружной формы трубы, и этап определения, касающийся определения деформируемости стальной трубы. Например, устройство для оценки деформируемости, которое осуществляет способ оценки деформируемости стальной трубы настоящего изобретения, содержит блок получения информации о наружной форме, блок получения информации об энергетическом спектре и блок определения. Процесс оценки деформируемости стальной трубы, показанный на фиг. 1, начинается с подачи сигнала в устройство для оценки деформируемости, указывающего на получение информации о волнистой форме. Далее процесс продолжается на этапе получения информации о наружной форме (описание приведено ниже).
Ниже приведено подробное описание каждого из этапов.
Этап получения информации о наружной форме
Этап получения информации о наружной форме является этапом получения информации о наружной форме стальной трубы посредством измерения формы стальной трубы, используя, например, лазерный трекер или сканер, или фотографирования формы стальной трубы и измерения формы стальной трубы, используя фотографическое изображение. Следует отметить, что волнистая наружная форма относится к волнистой форме, измеренной в направлении оси стальной трубы.
В случае стальной трубы, изготовленной посредством выполнения этапа экспандирования трубы, используя экспандер, форма стальной трубы 1 может быть, как показано на фиг. 2, волнистой формой, имеющей длину волны и амплитуду. Это показано на примере случая из фиг. 10, где экспандирование трубы было выполнено, например, с шагом 450 мм. В примере на фиг. 10 стальная труба имеет наружный диаметр 609 мм (∅609 мм) и толщину стенки 17,5 мм (t17,5 мм).
Когда стальную трубу такого же размера, как труба из фиг. 10, подвергают экспандированию с шагом, например, 80 мм, полученное наложение волнистых форм ведет к образованию случайной волнистой формы, такой как показано на фиг. 11, вместо волнистой формы с конкретной амплитудой и длиной волны.
Этап получения информации об энергетическом спектре
Этап получения информации об энергетическом спектре является этапом получения информации об энергетическом спектре от волнистой наружной формы стальной трубы, полученной на этапе получения информации о наружной форме.
Энергетический спектр может быть получен следующим образом.
Дискретное преобразование Фурье задается следующим уравнением:
Уравнение 1

где N – количество данных и комплексный коэффициент f(z) Фурье – данные о форме, приведенные к среднему значению, равному 0.
Амплитуда (или значение неравномерности в направлении Z) P(X) при каждой частоте (или длине волны в рассматриваемом случае) может быть представлена энергетическим спектром следующим образом:
Уравнение 2
Энергетические спектры, определяемые вышеописанным уравнением, показаны на фиг. 3 – 5. Фиг. 3 – график, показывающий энергетический спектр, полученный с шагом экспандирования трубы, равным 450 мм, фиг. 4 – график, показывающий энергетический спектр, полученный с шагом экспандирования трубы, равным 125 мм, и фиг. 5 – график, показывающий энергетический спектр, полученный с шагом экспандирования трубы, равным 80 мм. Фиг. 3 - 5 – графики, показывающие энергетический спектр, полученный, например, для стальной трубы с наружным диаметром 609 мм (∅609 мм) и толщиной стенки 17,5 мм (t17,5 мм).
На фиг. 3 - 5 вертикальная ось представляет собой энергетический спектр, и горизонтальная ось представляет собой длину волны (мм).
Со ссылкой на фиг. 3 энергетический спектр очень высокий при длине волны 450 мм. Это связано с тем, что энергетический спектр имеет преобладающий период 450 мм.
Со ссылкой на фиг. 4, энергетический спектр является высоким при длине волны 125 мм. При длине волны 450 мм энергетический спектр ниже, но не пропадает полностью. Энергетический спектр при длине волны 450 мм всё же выше, чем в близлежащих составляющих длины волны. Это связано с тем, что экспандер имеет расчетную длину 450 мм, и даже когда шаг экспандирования трубы составляет 125 мм, все еще справедливо, что пластическое деформирование повторяется с шагом 450 мм. Другими словами, даже если длина волны 450 мм может быть уменьшена до некоторой степени, так чтобы она не смогла стать преобладающей, это не означает, что отдельная длина волны 125 мм не может быть достигнута посредством повторения экспандирования трубы.
Со ссылкой на фиг. 5, энергетический спектр является низким при длине волны 450 мм, как в случае с шагом экспандирования трубы 125 мм на фиг. 4. По сравнению со случаем с шагом экспандирования трубы 125 мм на фиг. 4 пиковое значение смещается к более короткой длине волны (или вправо по горизонтальной оси), длина волны является более короткой, и энергетический спектр более низким. Другими словами, на фиг. 5 показано, что стальная труба является более ровной стальной трубой с меньшей амплитудой. Энергетический спектр длины волны 450 мм является высоким до определенной степени и самым высоким из пиковых значений в энергетическом спектре. Другими словами, в случае шага экспандирования трубы 80 мм на фиг. 5 длина волны 450 мм может быть уменьшена до уровня, который по преимуществу не определяет форму, как в случае с шагом экспандирования трубы 125 мм на фиг. 4.
Этап определения
Этап определения является этапом интегрирования энергетического спектра, полученного на этапе получения информации об энергетическом спектре, для предварительно заданного диапазона длин волн и определения деформируемости стальной трубы на основе лученного интеграла.
В рассматриваемом случае предварительно заданный диапазон длин волн соответствует диапазону от верхнего предельного значения 8λ (приблизительно 1000 мм) до нижнего предельного значения λ (приблизительно 125 мм). Численные величины в скобках являются значениями, полученными, например, для стальной трубы с наружным диаметром 609 мм (∅609 мм) и толщиной стенки 17,5 мм (t17,5 мм), как описано выше.
Следует отметить, что величина λ, описанная выше, является полуволной осевого выгибания Тимошенко, и может быть выражена как λ = 1,72√(rt), где r – радиус и t – толщина стенки.
Интеграл I энергетического спектра может быть задан следующим уравнением.
Уравнение 3

На фиг. 3 - 5 диапазон интегрирования в энергетическом спектре обозначен серым цветом.
Верхнее предельное значение задано равным 8λ поскольку, в общем, маловероятно, что длина волны, получаемая в форме стальной трубы посредством экспандирования трубы, используя экспандер, будет превышать 8λ. Стальные трубы, выпускаемые в настоящее время и требующие выполнения экспандирования, главным образом, имеют размеры в диапазоне 16-56 дюймов. С точки зрения ширины, до которой может быть выполнено экспандирование с помощью обычно используемого экспандера, верхнее предельное значение 8λ составляет, например, 1000 мм в случае 24-дюймовой стальной трубы с толщиной стенки 17 мм (t17 мм).
Нижнее предельное значение задано равным λ, поскольку с этой длиной волны или меньшей длиной волны волнистая форма оказывает меньшее влияние на возникновение осевого выгибания. Нижнее предельное значение предпочтительно составляет 2λ. С точки зрения волнистой формы осевого выгибания Тимошенко, например, нижнее предельное значение λ составляет 125 мм в случае 24-дюймовой стальной трубы с толщиной стенки 17 мм (t17 мм), в то время как нижнее предельное значение λ составляет 55 мм в случае 16-дюймовой стальной трубы с толщиной стенки 5 мм (t5 мм), которая является стальной трубой с наименьшим диаметром и наименьшей толщиной стенки из тех труб, что выпускаются в настоящее время.
При определении деформируемости на основе интеграла энергетического спектра, представляющего волнистую форму стальной трубы, предпочтительно получить случайную волну без конкретной амплитуды, например, как показано на фиг. 6, определить энергетический спектр I0 случайной волны, и привести его к I/I0, как на фиг. 7, где I – энергетический спектр, представляющий собой волнистую форму стальной трубы.
На фиг. 8(a) показан интеграл для диапазона интегрирования в энергетическом спектре случайной волны, на фиг. 8(b) показан интеграл для диапазона интегрирования в энергетическом спектре, полученном с шагом экспандирования трубы 450 мм, на фиг. 8(c) показан интеграл для диапазона интегрирования в энергетическом спектре, полученном с шагом экспандирования трубы 125 мм, и на фиг. 8(d) показан интеграл для диапазона интегрирования в энергетическом спектре, полученном с шагом экспандирования трубы 80 мм.
Этап определения служит для определения характеристик гибки стальной трубы на основе интеграла, полученного посредством приведения диапазона интегрирования. Чем меньше полученный интеграл, тем точнее оценка деформируемости стальной трубы, Это подтверждается в описанном ниже примере.
В частности, если полученный интеграл меньше или равен предварительно заданному значению, определяется, что стальная труба имеет высокую деформируемость, в то время как в случае, если полученный интеграл больше (или превышает) предварительно заданное значение, определяется, что стальная труба не удовлетворяет требуемому уровню деформируемости.
Как описано выше, с помощью настоящего варианта выполнения можно точно определить деформируемость стальной трубы, даже когда, например, шаг эспандирования трубы небольшой, и полученная наложенная волнистая наружная форма стальной трубы представляется в виде случайной волны.
Ниже приведено описание изготовления стальной трубы. Способ изготовления стальной трубы служит для изготовления стальной трубы на основе способа оценки деформируемости стальной трубы по настоящему обретению.
Согласно способу изготовления стальной трубы по настоящему изобретению, если на этапе определения по способу оценки деформируемости, описанному выше, определено, что деформируемость не удовлетворяет предварительно заданному уровню, уменьшают шаг экспандирования трубы на этапе экспандирования трубы, выполняемом с помощью экспандера.
Например, на этапе формования стальной лист формуют до цилиндрической формы с помощью способа, использующего гибочный пресс, в котором с помощью пуансона, имеющего на концевом участке наружную периферию дугообразного сечения, прикладывают давление к стальному листу таким образом, чтобы края стального листа в направлении ширины были обращены друг к другу. Далее, на этапе сварки края стального листа в направлении ширины сваривают встык. Далее, на этапе экспандирования трубы стальную трубу экспандируют с внутренней стороны, используя трубный экспандер с множеством сегментов для экспандирования трубы, расположенных в окружном направлении, каждый из которых имеет в сечении дугообразную наружную периферию. Далее, вышеописанное устройство для оценки деформируемости выполняет этап получения информации о наружной форме посредством получения информации о волнистой наружной форме полученной стальной трубы, этап получения информации об энергетическом спектре посредством получения информации об энергетическом спектре от полученной волнистой наружной формы и этап определения посредством определения деформируемости стальной трубы.
Пример
Был выполнен эксперимент для подтверждения того, что деформируемость стальной трубы можно определить, используя интеграл I энергетического спектра, описанного в варианте выполнения. Ниже приведено описание указанного эксперимента.
Эксперимент содержал осуществление нескольких способов экспандирования трубы посредством изменения шага экспандирования трубы и амплитуды наружной формы и проверку для каждого способа экспандирования трубы отношения между нормированным интегралом и углом гибки при осевом выгибании.
Способы экспандирования трубы и результаты проверки показаны ниже в таблице.
Таблица 1
Из способов 1-8, показанных в табл. 1, к способам экспандирования трубы, используемым в настоящее время на практике, относятся способы №№ 3, 4 и 7. Другие способы экспандирования трубы были осуществлены в качестве моделирования для устранения пробелов между способами №№ 3, 4 и 7 посредством варьирования амплитуды. Следует отметить, что угол гибки при осевом выгибании, показанный в таблице 1, является результатом анализа, который моделирует испытания, где стальную трубу изгибают и подвергают осевому выгибанию при внутреннем давлении 60% от установленного минимального предела текучести (SMYS) (X70).
Отношение между углом гибки при осевом выгибании и нормированным интегралом энергетического спектра, показанное в таблице 1, представлено на графике на фиг. 9.
График на фиг. 9 показывает, что «угол гибки при осевом выгибании» и нормированный «интеграл энергетического спектра», по существу, обратно пропорциональны, за исключением изменения отношения на обратное между способами № 2 и № 8. Другими словами, когда в качестве показателя используют нормированный интеграл энергетического спектра, можно определить, что когда интеграл энергетического спектра уменьшается, деформируемость стальной трубы увеличивается.
Несмотря на то, что способы № 3 и № 8 показывают одну и ту же амплитуду ± 0,2 мм, способ № 8 показывает меньший интеграл и больший угол гибки при осевом выгибании. Это дает основание предположить, что деформируемость может варьироваться от одной стальной трубы к другой, даже когда их наружные формы имеет одну и ту же амплитуду, и что определение деформируемости, которое нельзя осуществить с помощью обычных способов только на основе наружной формы, можно успешно осуществить, используя изобретение настоящей заявки.
Наружные формы, полученные в случаях с шагом экспандирования трубы 80 мм по способу № 4 и с шагом экспандирования трубы 125 мм по способу № 7, имеют составляющую длины волны 450 мм, которая уменьшается до уровня, который по преимуществу не определяет форму, как описано выше. Это означает, что даже когда наружная форма имеет длину волны 450 мм, деформируемость стальной трубы может быть улучшена, если составляющая амплитуды длины волны 450 мм может быть уменьшена или распределена по другой частотной составляющей.
Обычный способ, используемый для улучшения деформируемости (характеристик осевого выгибания), основан на концепции отсутствия конкретной длины волны или отсутствия задания конкретных различий между минимальным и максимальным диаметрами на концах трубы. Однако с помощью этой концепции сложно определить характеристики стальных труб со сложными наружными волнистыми формами, например, формами, полученными в случаях шагов экспандирования трубы 80 мм и 125 мм. Поскольку стальные трубы, которые изготавливают обычным образом, имеют различные амплитуды в широком частотном диапазоне, с помощью этой обычной концепции сложно улучшить или оценить характеристики обычных стальных труб.
Однако полученные результаты показывают, что даже в случае наличия конкретной длины волны деформируемость стальной трубы может быть улучшена, если составляющая амплитуды конкретной длины волны может быть уменьшена или конкретная длина волны может быть распределена по другой частотной составляющей. Таким образом, с помощью настоящего изобретения можно улучшить или оценить характеристики стальных труб, изготавливаемых обычным образом.
Результаты примера показывают, что для улучшения деформируемости стальной трубы необходимо только уменьшить шаг экспандирования трубы приблизительно до 125 мм или модифицировать экспандер таким образом, чтобы амплитуда наружной формы, полученная посредством экспандирования трубы, составляла ± 0,1 мм или менее.
С помощью этого способа определения настоящего изобретения можно не только определить деформируемость стальной трубы, но также обеспечить направления для улучшения деформируемости стальной трубы с учетом способа экспандирования трубы, используя экспандер.
Как описано выше, информация о наружной форме изготавливаемой стальной трубы может быть получена с помощью измерения в режиме реального времени, например, с помощью лазерного трекера или сканера. Следовательно, стальные трубы с высокой деформируемостью можно изготавливать в случае необходимости посредством последовательного измерения наружных форм во время изготовления, осуществляя способ определения по настоящему изобретению на основе результатов измерений и обеспечивая результат определения в качестве обратной связи с управлением экспандированием трубы. Таким образом, это может улучшить выход годной продукции.
В качестве примера обратной связи можно привести следующий случай: если определено, что деформируемость стальной трубы не удовлетворяет предварительно заданному уровню, шаг экспандирования трубы, используемый на этапе экспандирования трубы с помощью экспандера, может быть уменьшен.
Перечень номеров позиций
1 – стальная труба
Реферат
Изобретение относится к области изготовления труб, точнее труб, изготавливаемых посредством экспандирования с использованием экспандера. Способ включает этап получения информации о наружной форме посредством измерения формы стальной трубы для получения информации о наружной форме, этап получения информации об энергетическом спектре от полученной волнистой наружной формы стальной трубы, при этом энергетический спектр получают посредством деления мощности сигнала на предварительно заданные частотные диапазоны и энергетический спектр представляет собой мощность сигнала в каждом частотном диапазоне как функцию частоты, и этап определения деформируемости стальной трубы посредством интегрирования полученного энергетического спектра для предварительно заданного диапазона длины волны и определения деформируемости стальной трубы на основе полученного интеграла, при этом если интеграл меньше или равен предварительно заданному значению, то предварительно заданный уровень деформируемости является удовлетворительным. Если деформируемость не удовлетворяет предварительно заданному уровню деформируемости, уменьшают шаг экспандирования трубы на этапе экспандирования трубы посредством экспандера. Изобретение обеспечивает возможность контроля характеристики формы изделий в рамках определенных допусков на их изготовление. 2 н.п. ф-лы, 11 ил., 1 табл.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления трубы и устройство для его осуществления, устройство для получения информации об отклонении толщин и компьютерная программа
Комментарии