Способ и установка для поточного контроля размеров промышленных изделий - RU2768110C2
Код документа: RU2768110C2
Чертежи


Описание
Область техники, к которой относится изобретение
Изобретение относится к области рентгеновского контроля размеров промышленных изделий, идентичных, образующих партию изделий.
Более конкретно, задача изобретения состоит в получении с помощью рентгеновского излучения значений линейных размеров, то есть длин промышленных изделий, в общем смысле, таких как контейнеры, формованные или механически обработанные детали, механические детали, упаковка, элементы кузова автомобиля.
Из уровня техники известны различные технологии, позволяющие контролировать размеры изделий с помощью рентгеновского излучения. Известны также системы проверки багажа, которые не предназначены для измерения размеров известных изделий, а предназначены для обнаружения запрещенных изделий или количественной оценки запрещенных материалов, имеющих почти случайное расположение, форму и количество.
Кроме того, известны системы с осевым вращением, которые включают в себя томографию с компьютерной поддержкой или компьютерную томографию (CT). Этот традиционный способ описан в статье "Computed tomography for dimensional metrology" by J.P.Kruth(1) & all, in CIRP Annals Volume 60, Issue 2, 2011, Pages 821-842 и реализован, например, с помощью томографических устройств, реализуемых на рынке компаниями Werth Messtechnik или General Electric. Этот способ состоит в позиционировании изделия на поворотном столе, вращающемся вокруг вертикальной оси, между рентгеновской трубкой и матричным или линейным датчиком рентгеновского изображения. Во время вращения получают очень большое количество (не менее 100 и часто более 600) двухмерных (2D) радиографических изображений изделий. Если датчик изображения является матричным датчиком изображения, пучок является коническим. Если датчик изображения является линейным датчиком изображения, пучок предпочтительно ограничен веерообразной формой ("веерообразный пучок") в плоскости, ортогональной оси вращения, и вращение сопровождается перемещением вдоль вертикальной оси вращения, для полного сканирования спирального типа. Эта технология позволяет выполнять высокоточные трехмерные измерения. Однако для самых быстродействующих систем требуется время сбора данных не менее одной минуты, к которому добавляются время загрузки и время выгрузки изделий, поэтому в течение часа можно проверить максимум от 10 до 30 изделий.
Другое решение, называемое вращающимся гантри, обеспечивается, например, устройством, известным под торговым названием "speed|scan CT 64" компании General Electric. Как и некоторые трехмерные (3D) сканеры для проверки багажа, эта концепция решения аналогична томографам для получения медицинских изображений с точки зрения относительных перемещений между источником, изделием и датчиком изображения. Действительно, изделия промышленного производства или багаж, расположенные на конвейере, поступательно перемещаются в устройстве. Они проходят через плоскость проекции, ортогональную направлению перемещения. В кольцевом гантри, содержащем упомянутую плоскость, источник рентгеновского излучения и, как правило, криволинейный датчик изображения, расположенный напротив источника, вращаются вокруг центральной оси перемещения, получая, срез за срезом или с помощью спирального сканирования, проекции, необходимые для 3D реконструкции с помощью алгоритма, реализующего, например, способ "отфильтрованной обратной проекции" или способ ART. Задача этих устройств состоит в том, чтобы обеспечить получение очень большого количества проекций при каждом повороте гантри, например, 100 или даже от 700 до 1000 изображений на срез. 3D реконструкция изделий выполняется, например, срез за срезом. Действительно, определив коэффициент ослабления в любой точке среза, путем объединения срезов, полученных во время перемещения изделия, получают значение коэффициента ослабления в любом элементе объема изделия.
Хотя эти устройства на основе вращения вокруг вертикальной оси или вращающегося гантри являются очень точными благодаря большому количеству получаемых изображений, эти устройства являются дорогостоящими, имеют низкое быстродействие и на практике предназначены для непоточного контроля размеров, так как они не подходят для поточного контроля размеров с производительностью, которая может достигать и превышать 600 изделий в минуту при скорости перемещения 1 м/с.
В патентной заявке DE 10 2014 103137 описан способ определения геометрических характеристик детали, подлежащей механической обработке, с использованием системы томоденситометрических детекторов, состоящей из источника рентгеновского излучения, плоскопанельного детектора и механической оси для вращения детали или для вращения источника рентгеновского излучения и детектора.
Способ позволяет получить радиографические изображения во время вращения и обеспечивает представление поверхности с использованием модели поверхности. Такой способ позволяет избежать выполнения этапов реконструкции большого количества данных с целью сокращения времени вычисления. Такая технология не позволяет проводить измерения изготовленных деталей с высокой скоростью, так как она требует, чтобы детали были загружены на поворотный стол, затем были повернуты по меньшей мере на 180° и затем выгружены для контроля другой детали.
Для устранения недостатков трубки и датчика изображения, размещенных во вращающемся гантри, в патенте US 8 971 484 описана система проверки багажа, в которой вращающаяся система заменена массивом стационарных многолучевых источников рентгеновского излучения, последовательно включаемых для создания виртуального перемещения источников рентгеновского излучения, что позволяет получать большое количество радиографических изображений с разными углами проекции. По сравнению с системами с физическим вращением, ограниченным 4 оборотами в секунду, число "виртуальных вращений" увеличено до 40 оборотов в секунду. Эта технология, которая реализуется устройством, известным под торговым названием Rapiscan RTT компании Rapiscan Systems, способна контролировать 1200 единиц багажа в час, создавая десятки тысяч 2D изображений багажа с учетом этого виртуального вращения и обеспечивая около 40 различных углов проекции.
Эта технология требует больших затрат из-за высокой стоимости источников многолучевого рентгеновского излучения и вычислительной мощности, необходимой для обработки очень большого объема данных. В дополнение к этому, скорости контроля все еще ограничены и не подходят для поточного контроля.
В патентах US 7 319 737 и US 7 221 732 предложено контролировать багаж с помощью технологии, называемой цифровой ламинографией или томосинтезом. Части багажа проходят через последовательность конических проекционных плоскостей, называемых "веерообразным пучком", каждый из которых содержит пару линейных датчиков изображения, расположенных в форме буквы L. Эти технологии направлены на поиск оружия или взрывчатых веществ в багаже, который содержит фасонные изделия и очень разнообразные материалы, путем визуализации их 3D положений в багаже и оценки, например, объема подозрительного изделия. В настоящее время, широко используется мультиспектральная технология для определения атомного номера вещества. Поэтому эти системы ориентированы на определение величины ослабления в любой точке багажа. С другой стороны, эти системы не способны определять с высокой скоростью и точностью размеры промышленных изделий с целью контроля их качества.
В патентной заявке JP S60 260807 предложено измерять толщину стенок трубки, перемещающейся при поступательном движении вдоль оси трубки, используя измерения с помощью рентгеновского излучения из одного или нескольких фокусов, с каждым из которых ассоциированы датчики. Фокусы и датчики позиционируются таким образом, чтобы получить радиографические проекции вдоль плоскости, ортогональной направлению перемещения трубки. Таким образом, радиографические проекции компланарны в плоскости проекции, которая ортогональна оси симметрии трубки. Направление этих радиографических проекций образует прямой угол (90°) по отношению к направлению перемещения. Эта технология не позволяет в полной мере узнать внутреннюю и внешнюю поверхности трубки. Способ, описанный в этой патентной заявке, позволяет измерять только суммарную толщину двух стенок трубки в направлении проекции без реконструкции трехмерной модели трубки, которая позволила бы проводить точные измерения в других направлениях.
Аналогичным образом, в патенте US 5 864 600 описан способ определения уровня заполнения контейнера с использованием источника рентгеновского излучения и датчика, расположенного в поперечном направлении по обе стороны от транспортировочного конвейера для контейнеров. Эта система не позволяет проводить измерения для не поперечно ориентированной поверхности, так как в данном документе не предусмотрено трехмерное моделирование контейнеров.
В патентной заявке US 2009/0262891 описана система детектирования с помощью рентгеновского излучения предметов, помещенных в багаж, перемещаемый при поступательном движении. Эта система включает в себя импульсные рентгеновские трубки или датчик, имеющий большой размер, расположенные параллельно направлению движения. В этом документе описан способ реконструкции предмета, но способ не является удовлетворительным, так как отсутствие проекций в направлении перемещения не позволяет измерять размеры в направлении, ортогональном направлению перемещения. Отсутствие радиографических проекций в угловом секторе не позволяет создать подходящую цифровую модель, обеспечивающую точные измерения.
В патентной заявке DE 197 56 697 описано устройство, имеющее те же недостатки, что и в патентной заявке US 2009/0262891.
В патентной заявке WO 2010/092368 описано устройство для визуализации предмета, которое перемещается при поступательном движении, с помощью рентгеновского излучения с использованием источника излучения и трех линейных датчиков.
В патентной заявке US 2010/220910 описан способ детектирования отклонений от нормы для изделия путем создания эталонной 3D модели, представляющей собой идеальное изделие. Затем способ направлен на сравнение полученного 2D изображения реального изделия с 2D изображением, соответствующим эталонной модели для выявления у него отклонений от нормы. Этот способ не позволяет проводить точные измерения изготавливаемого изделия и позволяет контролировать изделие только на основе 2D изображений, полученных, таким образом, только в направлениях, ортогональных направлениям проекции.
Задача настоящего изобретения состоит в том, чтобы устранить недостатки предшествующего уровня техники, за счет обеспечения недорогого при реализации способа, позволяющего выполнять с помощью рентгеновского излучения точный контроль размеров промышленных изделий, перемещающихся поступательно с высокой скоростью.
В томографии известно, что отсутствие рентгенологических проекций вокруг заданного направления препятствует реконструкции поверхностей, параллельных этому направлению, создавая явление "отсутствующей границы", что не позволять осуществить контроль размеров, то есть измерение размеров, ортогональных отсутствующим радиографическим проекциям.
Таким образом, другая задача настоящего изобретения состоит в том, чтобы обеспечить способ, позволяющий проводить точные измерения изделий, перемещающихся поступательно, путем построения точной и полной трехмерной цифровой модели при ограниченном количестве радиографических проекций и невозможности получения проекций по направлению транспортировки изделий.
Согласно настоящему изобретению способ автоматизированного измерения линейных размеров промышленных изделий одной партии состоит в том, чтобы:
выбрать партию промышленных изделий, в которой каждое из упомянутых изделий выполнено из материала с постоянным коэффициентом ослабления во всех точках изделия;
выбрать по меньшей мере одну область, подлежащую проверке, из изделий, в которых должен быть измерен по меньшей мере один линейный размер;
транспортировать, с помощью транспортировочного устройства, движущиеся изделия в направлении перемещения, по существу, по прямолинейной траектории в плоскости транспортировки, эти изделия образуют транспортируемый объем во время их перемещения;
разместить вне транспортируемого объема по меньшей мере один фокус рентгеновской трубки и датчики изображения, каждый из которых облучается и чувствителен к рентгеновскому излучению, полученному из ассоциированного фокуса, причем это рентгеновское излучение проходит по меньшей мере через область, подлежащую проверке, создавая на каждом датчике изображения радиографическую проекцию в направлении проекции;
собрать данные, с помощью датчиков изображения, для каждого изделия во время его перемещения, по меньшей мере трех радиографических изображения области, подлежащей проверке, полученных по меньшей мере из трех радиографических проекций области, подлежащей проверке, направления проекции которых отличаются друг от друга;
проанализировать указанные по меньшей мере три радиографических изображения с использованием компьютерной системы;
предоставить компьютерной системе априорную геометрическую модель области, подлежащей проверке, для указанной партии изделий;
определить с использованием компьютерной системы, с учетом постоянного коэффициента ослабления и на основе априорной геометрической модели и по меньшей мере трех радиографических изображений области, подлежащей проверке, цифровую геометрическую модель области, подлежащей проверке, состоящую по меньшей мере из двух трехмерных точек, каждая из которых принадлежит граничной поверхности области, подлежащей проверке, и расположена в плоскости, не ортогональной направлению проекции;
для каждого изделия из партии, определить из цифровой геометрической модели области, подлежащей проверке, по меньшей мере один линейный размер области, подлежащей проверке, как расстояние между по меньшей мере двумя трехмерными точками, каждая из которых принадлежит граничной поверхности области, подлежащей проверке, и расположена в плоскости, не ортогональной направлению проекции.
В дополнение к этому, способ согласно изобретению может дополнительно включать в себя, в их сочетании, по меньшей мере одну и/или другую из следующих дополнительных характеристик:
- определять цифровую геометрическую модель, состоящую из:
по меньшей мере двух трехмерных точек пространства, каждая из которых принадлежит граничной поверхности области, подлежащей проверке, и расположена в плоскости, не ортогональной направлению проекции и не параллельной направлению перемещения;
и/или по меньшей мере одной трехмерной поверхности области, подлежащей проверке, содержащей точки, не принадлежащие плоскости, ортогональной направлению проекции, и не принадлежащие плоскости, параллельной направлению перемещения;
и/или по меньшей мере одного участка области, подлежащей проверке, вдоль плоскости, отличной от плоскости, ортогональной направлению проекции, и отличной от плоскости, параллельной направлению перемещения;
- предоставлять компьютерной системе значение постоянного коэффициента ослабления;
- предоставлять компьютерной системе априорную геометрическую модель области, подлежащей проверке, для партии изделий, полученную с помощью:
цифровой модели для компьютерного проектирования изделий из партии изделий;
или цифровой геометрической модели, полученной из результата измерения одного или более изделий из одной и той же партии с помощью измерительного устройства;
или цифровой геометрической модели, созданной с помощью компьютерной системы из введенных значений, и/или из чертежей и/или форм, выбранных оператором на интерфейсе человек-машина компьютерной системы;
- устанавливать фокус, из которого получается расходящийся пучок рентгеновского излучения с углом расхождения, большим или равным 120°, или по меньшей мере двух фокусов, из которых получаются расходящиеся пучки рентгеновского излучения, сумма углов расхождения которых больше или равна 120°;
- размещать по меньшей мере один фокус в плоскости транспортировки;
- размещать с одной стороны плоскости, пересекающей транспортируемый объем и ортогональной плоскости транспортировки, фокус, из которого получается расходящийся пучок рентгеновского излучения, таким образом, чтобы его пучок проходил через пересекающую плоскость и область, подлежащую проверке;
- размещать с противоположной стороны, по отношению к пересекающей плоскости, по меньшей мере один датчик изображения, ассоциированный с упомянутым фокусом, для приема рентгеновского излучения, полученного из упомянутого фокуса;
- размещать с одной стороны плоскости транспортировки фокус, из которого получается расходящийся пучок рентгеновского излучения, таким образом, чтобы его пучок проходил через плоскость транспортировки;
- размещать с противоположной стороны, по отношению к плоскости транспортировки, по меньшей мере один датчик изображения, ассоциированный с упомянутым фокусом, для приема рентгеновского излучения из упомянутого фокуса;
- собирать данные, с использованием датчиков изображения, для каждого изделия из партии во время его перемещения, по меньшей мере двух радиографических изображений проверяемой области, соответствующих направлениям проекции, определяющим используемый угол, больший или равный 45° и меньший или равный 90°, и предпочтительно больший или равный 60° и меньший или равный 90°;
- собирать данные, используя датчики изображения, для каждого изделия из партии во время его перемещения, по меньшей мере одного радиографического изображения проверяемой области, соответствующего направлению проекции, имеющему угол раскрыва по отношению к направлению перемещения, составляющий между 10° и 60°;
- создать радиографические проекции проверяемой области изделия, таким образом, чтобы рентгеновское излучение, выходящее из фокуса или фокусов и достигающее датчиков изображения, не проходило через другое изделие, и собирать данные этих проекций;
- собирать данные, используя датчики изображения, для каждого изделия из партии во время его перемещения, радиографических изображений, полученных из радиографических проекций области, подлежащей проверке, с разными направлениями проекций, в количестве от трех до сорока, предпочтительно, от четырех до пятнадцати;
- датчики изображения представляют собой датчики линейного типа и каждый из них включает в себя линейный массив чувствительных к рентгеновскому излучению элементов, распределенных вдоль опорной прямой линии, определяющей, вместе с соответствующим фокусом, плоскость проекции, содержащую направление проекции, причем эти датчики изображения расположены таким образом, что:
по меньшей мере m чувствительных элементов каждого из этих датчиков изображения принимают радиографическую проекцию области, проверяемой с помощью рентгеновского пучка, полученного из ассоциированного фокуса;
плоскости проекций для разных датчиков отличаются друг от друга и не параллельны плоскости транспортировки;
с помощью каждого из указанных по меньшей мере трех линейных датчиков изображения, при каждом инкрементном перемещении каждого изделия по траектории, собирают данные радиографических линейных изображений области, подлежащей проверке, согласно выбранному количеству, так чтобы для каждого изделия вся область, подлежащая проверке, была полностью представлена на всех указанных линейных радиографических изображениях;
анализируют для каждого изделия указанные по меньшей мере три набора линейных радиографических изображений области, подлежащей проверке.
Другая задача изобретения состоит в том, чтобы предложить установку для автоматизированного измерения линейных размеров по меньшей мере одной области, подлежащей проверке, промышленных изделий одной партии, установка включает в себя:
- устройство для транспортировки изделий в направлении, материализованном через вектор перемещения, по существу, по прямолинейной траектории в плоскости транспортировки, причем изделия пересекают транспортируемый объем Vt, вытянутый в указанном направлении;
- по меньшей мере один фокус рентгеновской трубки, расположенной вне пересекаемого объема и создающий расходящийся пучок рентгеновского излучения, направленный таким образом, чтобы излучение проходило через по меньшей мере одну проверяемую область изделия;
- по меньшей мере три датчика изображения, расположенные вне транспортируемого объема таким образом, чтобы принимать рентгеновское излучение, полученное из ассоциированного фокуса, причем фокус или фокусы и датчики изображения расположены таким образом, чтобы каждый датчик изображения принимал радиографическую проекцию области, проверяемой с помощью излучения, полученного из указанного фокуса, когда изделие проходит через это излучение, причем направления проекции этих радиографических проекций отличаются друг от друга;
- система сбора данных, подключенная к датчикам изображения, для того чтобы осуществлять сбор данных, для каждого изделия во время его перемещения, по меньшей мере трех радиографических проекций области, подлежащей проверке, причем все направления проекций различные;
- устройство для предоставления компьютерной системе априорной геометрической модели области, подлежащей проверке, для изделий из партии; при этом компьютерная система выполнена с возможностью:
определять цифровую геометрическую модель для каждого изделия из партии, состоящую по меньшей мере из двух трехмерных точек, каждая из которых относится к граничной поверхности области, подлежащей проверке, и расположена в плоскости, не ортогональной направлению проекции, с учетом постоянного коэффициента ослабления материала для изделий и на основе априорной геометрической модели и по меньшей мере трех радиографических проекций области, подлежащей проверке;
определять, для каждого изделия из партии, на основе цифровой геометрической модели проверяемой области по меньшей мере одно линейное измерение области, подлежащей проверке, как расстояние между по меньшей мере двумя трехмерными точками, каждая из которых принадлежит граничной поверхности области, подлежащей проверке, и расположена в неортогональной плоскости проекции.
Кроме того, установка согласно настоящему изобретению может дополнительно включать в себя, в их сочетании, по меньшей мере одну и/или другую из следующих дополнительных характеристик:
- устройство для предоставления компьютерной системе коэффициента ослабления материала изделий из партии;
- указанное устройство для предоставления компьютерной системе априорной геометрической модели области, подлежащей проверке, может быть массовой памятью, проводной или беспроводной компьютерной сетью или интерфейсом человек-машина;
- устройство для предоставления компьютерной системе значений и/или допусков для требуемых линейных размеров и/или по меньшей мере одной геометрической эталонной модели;
- по меньшей мере два фокуса для получения рентгеновского излучения, отдельно расположенные в двух различных положениях, и по меньшей мере три датчика изображения, чувствительные к рентгеновскому излучению и расположенные таким образом, что:
каждый фокус излучает свой пучок по меньшей мере через область, подлежащую проверке, для достижения по меньшей мере одного ассоциированного датчика;
каждый датчик ассоциируется с одним фокусом и принимает рентгеновское излучение, полученное из упомянутого фокуса после прохождения через область, подлежащую проверке;
- по меньшей мере один фокус, из которого расходящийся пучок рентгеновского излучения получается с углом расхождения, большем или равном 120°, или по меньшей мере два фокуса, из которых получаются расходящиеся пучки рентгеновского излучения, сумма углов расхождения которых больше или равна 120°;
- по меньшей мере один фокус, расположенный в плоскости транспортировки;
- с одной стороны плоскости, пересекающей транспортируемый объем и ортогональной плоскости транспортировки, расположен фокус, из которого получается расходящийся пучок рентгеновского излучения, такой что его пучок проходит через пересекающую плоскость и область, подлежащую проверке;
- с противоположной стороны, по отношению к пересекающей плоскости, по расположен меньшей мере один датчик изображения, ассоциированный с упомянутым фокусом, для приема рентгеновского излучения, полученного из упомянутого фокуса;
- с одной стороны плоскости транспортировки расположен фокус, из которого получается расходящийся пучок рентгеновского излучения, так чтобы его пучок проходил через плоскость транспортировки;
- с противоположной стороны по отношению к плоскости транспортировки расположен по меньшей мере один датчик изображения, ассоциированный с упомянутым фокусом, для приема рентгеновского излучения из упомянутого фокуса;
- по меньшей мере один фокус и два датчика изображения размещаются таким образом, чтобы используемый угол между направлениями проекций проверяемой области, которые принимают датчики, был большим или равным 45° и меньшим или равным 90°, и предпочтительно, меньшим или равным 60° и меньшим или равным 90°;
- по меньшей мере один фокус и один датчик изображения размещаются таким образом, что, когда изделие проходит через область датчиков, направление проекции проверяемой области на датчик изображения составляет угол раскрыва по отношению к направлению перемещения, находящийся между 10° и 60°;
- датчики изображения и фокусы размещаются таким образом, чтобы рентгеновское излучение, полученное из фокуса или фокусов, достигающее датчиков изображения и проходящее через область изделия, не проходило одновременно через другое изделие;
- от одного до четырех фокусов, полученных из одной или более рентгеновских трубок;
- количество и расположение датчиков изображения и ассоциированных с ними фокусов являются такими, что для каждого изделия из партии во время их перемещения радиографические проекции области, подлежащей проверке, на датчики изображения имеют от четырех до пятнадцати различных направлений проекции;
- датчики изображения представляют собой датчики линейного типа, и каждый из них включает в себя линейный массив чувствительных к рентгеновскому излучению элементов, распределенных вдоль опорной прямой линии, определяющей вместе с соответствующим фокусом плоскость проекции, содержащую направление проекции, причем эти датчики изображения размещаются таким образом, что:
- по меньшей мере m чувствительных элементов каждого из этих датчиков изображения получают радиографическую проекцию области, подлежащей проверке, с помощью рентгеновского излучения, полученного из ассоциированного фокуса;
- плоскости проекции для разных датчиков отличаются друг от друга и не параллельны плоскости транспортировки;
- по меньшей мере три линейных датчика изображения имеют опорные прямые линии, параллельные друг другу;
- по меньшей мере три линейных датчика изображений имеют опорные прямые линии, ортогональные плоскости транспортировки;
- фокус размещен с одной стороны плоскости транспортировки, и согласно изобретению, по меньшей мере один ассоциированный линейный датчик изображения размещен со стороны, противоположной фокусу по отношению к плоскости транспортировки, и таким образом, что его опорная прямая линия параллельна плоскости транспортировки.
Различные другие характеристики станут очевидными из описания, приведенного ниже со ссылкой на прилагаемые чертежи, которые показывают в качестве неограничивающих примеров варианты осуществления изобретения.
Фиг.1 – схематичный вид сверху, показывающий установку, выполняющую измерение с помощью рентгеновского излучения размеров изделий в поточной линии.
Фиг.2 – схематичный вид сбоку в перспективе, показывающий участок установки, позволяющий измерять с помощью рентгеновского излучения размеры изделия.
Фиг.3 – схематичный вид в перспективе, показывающий объем, который пересекается или образуется изделиями во время их линейного перемещения.
Фиг.4 – схематичный вид сверху, показывающий примерный вариант установки согласно изобретению, включающей три фокуса генерации рентгеновских пучков.
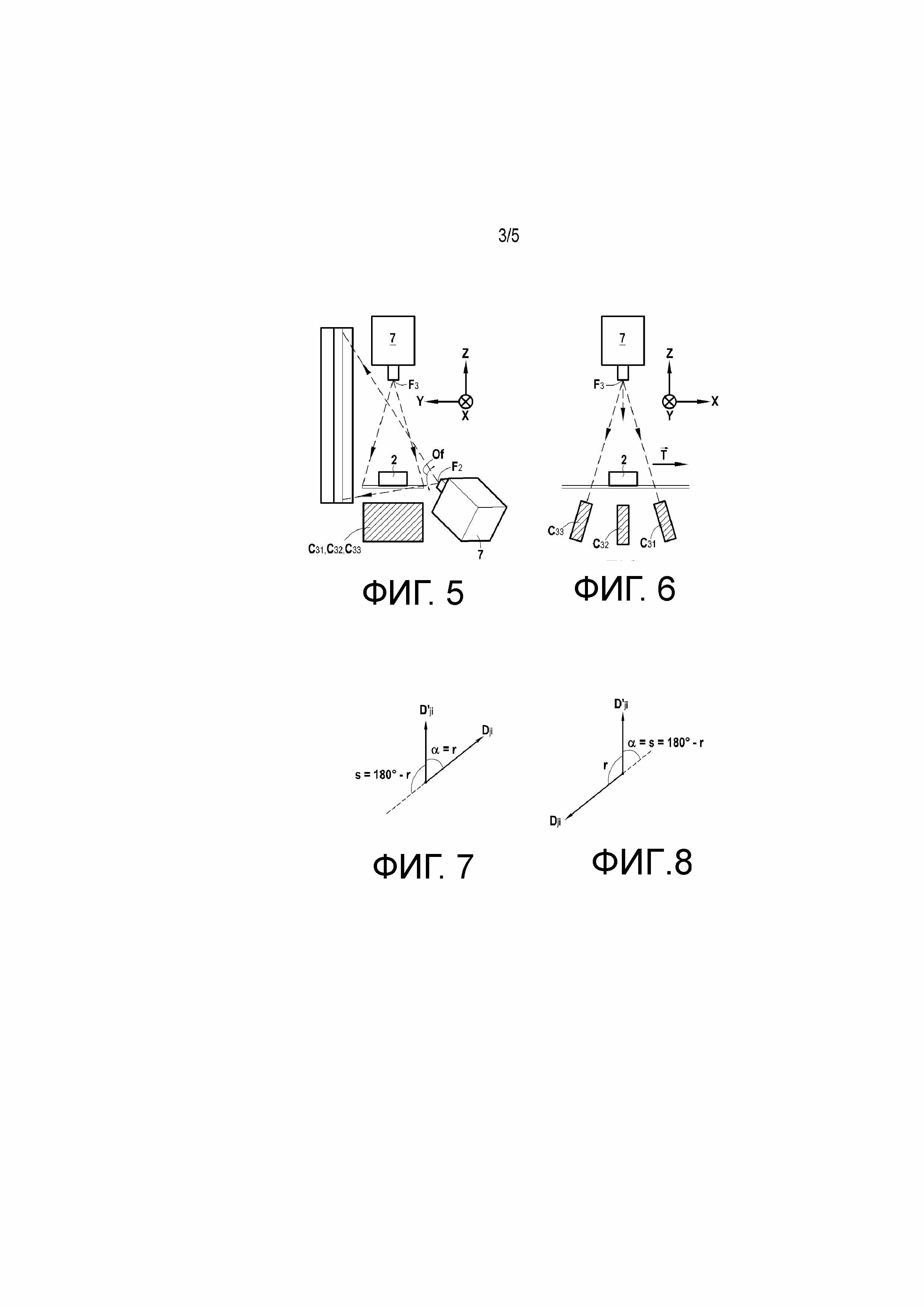
Фиг.5 – схематичный вертикальный вид в разрезе установки, показанной на фиг.4.
Фиг.6 – схематичный вертикальный вид сбоку установки, показанной на фиг.4.
Фиг.7 и 8 – схематичные виды, поясняющие определение используемого угла между двумя направлениями проекции.
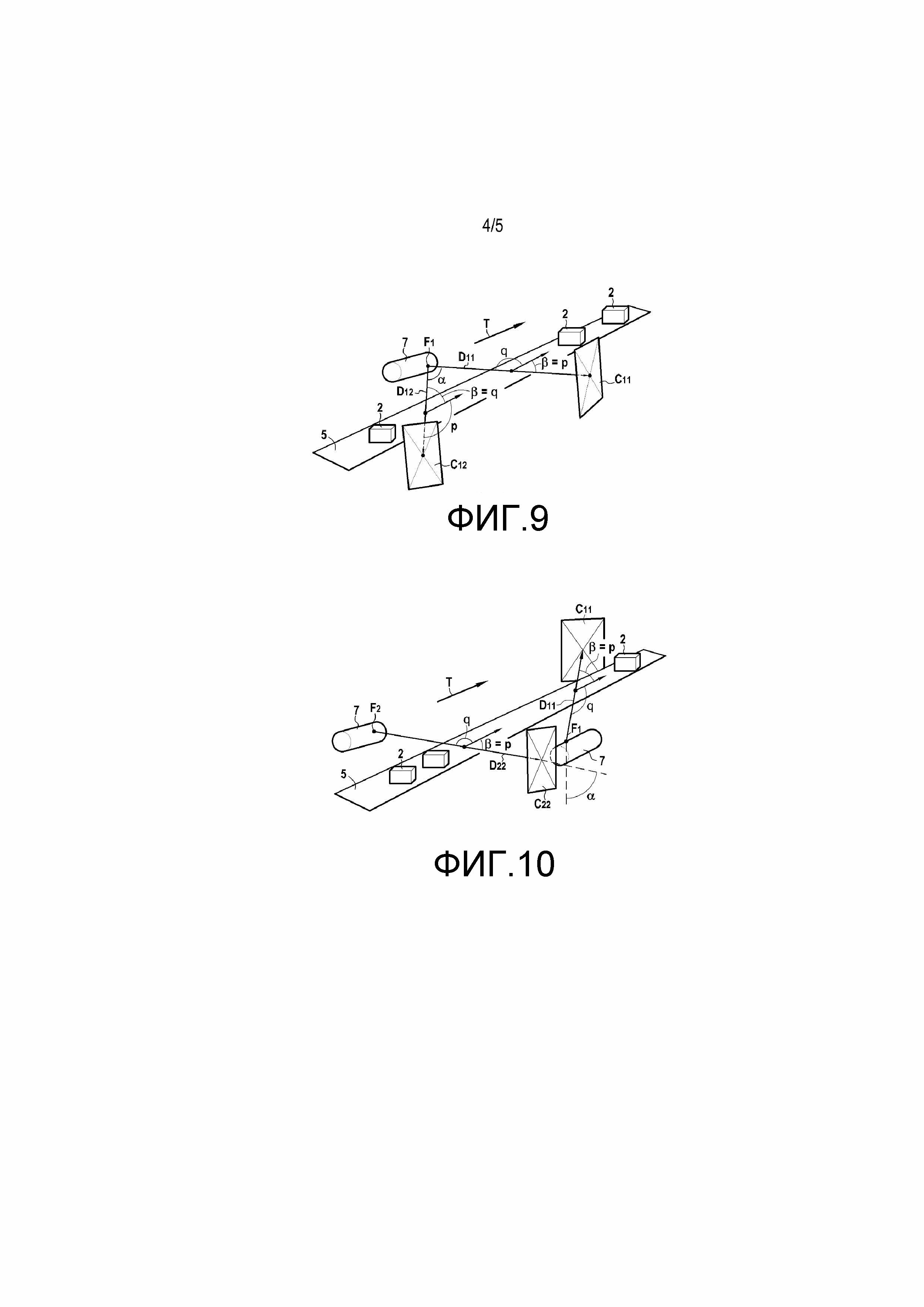
Фиг.9 и 10 – схематичные виды в перспективе, показывающие расположение датчиков изображения по отношению к смещению контролируемых изделий.
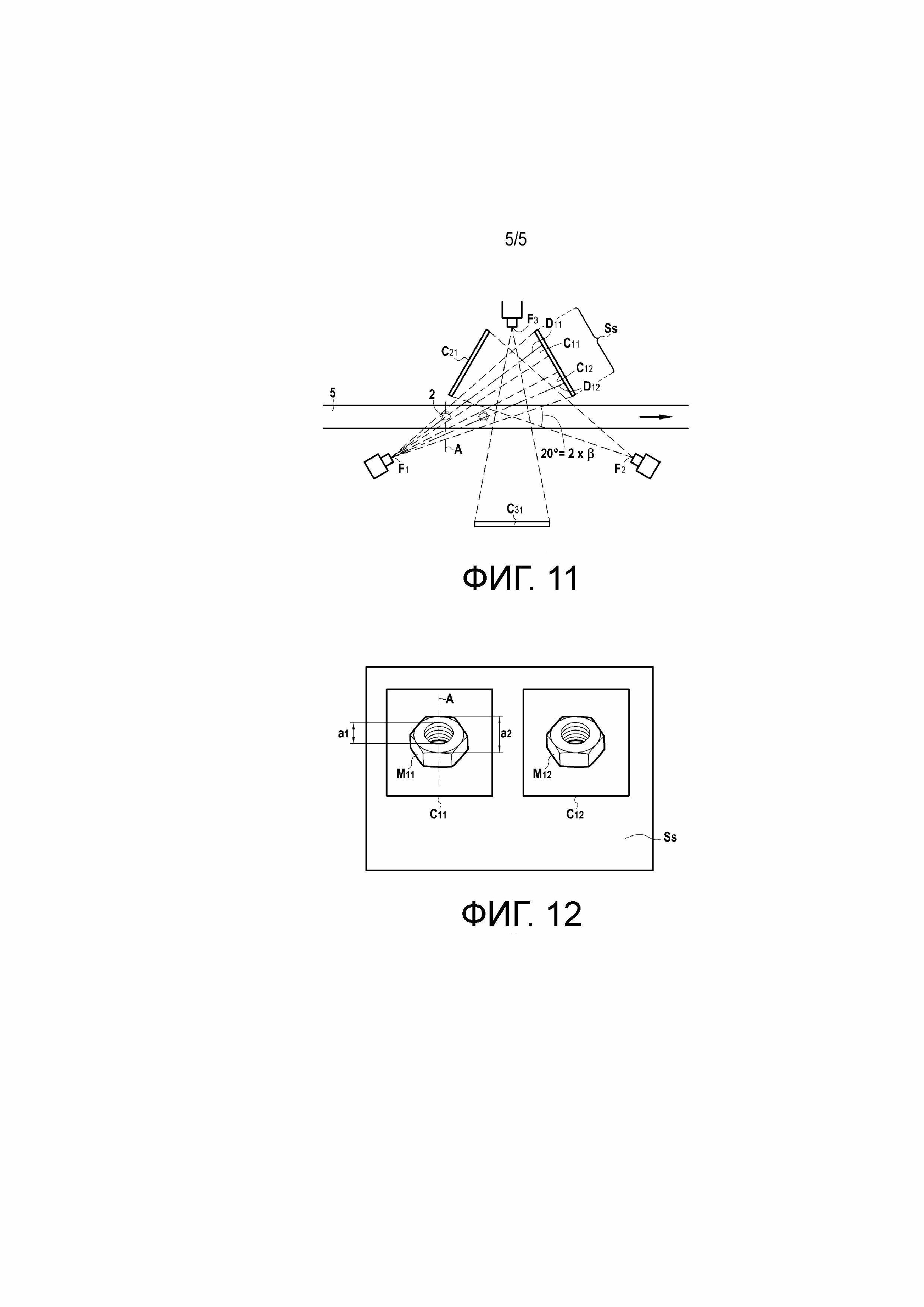
Фиг.11 – вид варианта установки согласно изобретению, с использованием матричных датчиков изображения.
Фиг.12 – вид матрицы чувствительных к рентгеновскому излучению элементов, показывающий две отдельные области, соответствующие двум матричным датчикам изображения.
Для начала ниже приведены некоторые определения терминов, используемых в контексте изобретения.
Фокус Fj рентгеновской трубки представляет собой точечный источник рентгеновского излучения, предпочтительно "микрофокус", например, диаметром от 0,01 мм до 1 мм, создающий расходящийся пучок рентгеновского излучения. Можно использовать любой тип точечного или квазиточечного источника рентгеновского излучения.
Чувствительный элемент представляет собой элемент, чувствительный к рентгеновскому излучению, другими словами, элементарную поверхность размером, например, 0,2 × 0,2 мм или 0,02 × 0,02 мм, которая преобразует принимаемое рентгеновское излучение в электрический сигнал. В общем, сцинтиллятор преобразует рентгеновское излучение в видимый свет, и затем фотоэлектрический датчик преобразует видимый свет в электрический сигнал. Существуют также способы прямого преобразования рентгеновского излучения в электрический сигнал. Пиксель обозначает элементарное значение точки дискретизированного изображения, которое характеризуется уровнем серого между 0 и максимальным значением. Например, для 12-битового цифрового изображения пиксель принимает цифровые значения от 0 до 4095.
Система для считывания или получения радиографических изображений включает в себя одну или более поверхностей, чувствительных к рентгеновскому излучению, то есть поверхностей, содержащих чувствительные элементы, преобразующие рентгеновское излучение в электрический сигнал, который должен быть передан в систему анализа, традиционно реализованную с помощью компьютера и называемую в последующем описании компьютерной системой. Сигналы, полученные от набора чувствительных элементов, принадлежащих области с одной и той же чувствительной поверхностью, полученные устройством сбора данных и переданные все вместе в компьютерную систему, образуют радиографическое изображение. Для того чтобы проводить анализ с помощью компьютерной системы, радиографические изображения предпочтительно преобразуются в цифровые радиографические изображения либо как можно ближе к чувствительной поверхности, либо дистанционно как можно ближе к компьютерной системе.
Пучки рентгеновского излучения, полученные из фокуса Fj, проходят по меньшей мере через одну проверяемую область и образуют на чувствительной поверхности радиографическую проекцию проверяемой области, которую иногда называют радиационным изображением и которая содержит информацию об ослаблении рентгеновского излучения пересекаемым материалом.
Область поверхности, чувствительной к рентгеновскому излучению, которая принимает радиографическую проекцию проверяемой области, называется датчиком Cji изображения. Датчик Cji изображения облучается рентгеновским излучением, полученным из ассоциированного фокуса Fj. Датчик изображения преобразует эту радиографическую проекцию в рентгеновское изображение проверяемой области. Когда область чувствительной поверхности содержит линию фоточувствительных элементов, передаваемое радиографическое изображение является линейным, состоящим из линии пикселей, образующей одномерный массив значений. Когда область чувствительной поверхности содержит матрицу фоточувствительных элементов, передаваемое радиографическое изображение представляет собой матричное радиографическое изображение, состоящее из матрицы пикселей, образующей двухмерный массив значений.
Направление Dji проекции является ориентированным направлением или вектором, выходящим из фокуса Fj и проходящим через центр датчика Cji изображения, то есть через центр чувствительной к рентгеновскому излучению области, которая принимает радиографическую проекцию проверяемой области во время съемки при перемещении изделия между указанным фокусом и датчиком изображения. Для пары, датчик изображения - ассоциированный фокус, направление проекции представляет собой вектор, выходящий из фокуса и достигающий середины датчика изображения. Позиционирование датчиков изображения заключается в том, что чувствительная поверхность не параллельна направлению проекции. В некоторых случаях может быть выгодно, чтобы чувствительная поверхность датчика изображения была ортогональна направлению проекции, определенному с помощью ассоциированного фокуса. Но это не обязательно, например, если чувствительная поверхность содержит несколько чувствительных областей, которые взаимодействуют для каждой съемки изображения с несколькими различными фокусами, следовательно, при разных направлениях проекции.
Направления Dji проекции радиографических проекций являются разными, если направления Dji проекции, взятые в парах, образуют между собой минимальный угол по меньшей мере равный 5°.
Область чувствительной поверхности, содержащая одну линейку чувствительных элементов, представляет собой линейный датчик изображения, который включает в себя линейный массив чувствительных элементов, распределенный вдоль опорного прямолинейного отрезка. В соответствии с этим определением, столбец или строка, принадлежащие чувствительной поверхности матрицы, с которых собирают и передают данные отдельно, с помощью устройства сбора данных, рассматриваются как линейный датчик изображения. Поэтому несколько областей чувствительной поверхности, то есть одной и той же поверхности, каждая из которых содержит одну линию разных пикселей, образуют несколько линейных датчиков изображения. Таким образом, направление проекции, ассоциированное с полученным линейным радиографическим изображением, представляет собой направление, которое начинается из фокуса и проходит через середину опорного прямолинейного отрезка в момент съемки изображения.
Область чувствительной поверхности, которая содержит матрицу чувствительных элементов, составляет матричный датчик изображения, который включает в себя матричный массив элементов, чувствительных к рентгеновскому излучению и распределенных в матрице. Как показано на фиг.11, в соответствии с этим определением область C11, C12 матричной чувствительной поверхности, которая принадлежит чувствительной поверхности Ss большей площади и с которой собирают и передают данные отдельно, с помощью устройства сбора данных, представляет собой матричный датчик изображения. Таким образом, несколько областей C11, C12 матричной чувствительной поверхности одной и той же поверхности, с которых собирают и передают данные отдельно, с помощью устройства сбора данных, образуют несколько матричных датчиков изображения, предоставляющих разные радиографические изображения, соответственно, M11, M12 (фиг.12). Направление D11, D12 проекции, ассоциированное с матричным радиографическим изображением соответственно M11, M12, является направлением, начинающимся из фокуса F1 и проходящим через середину области C11, C12 матричной чувствительной поверхности во время съемки изображения. Таким образом, возможно, что датчики C11, C12 изображения представляют собой непересекающиеся области, активируемые последовательно во времени.
Разумеется, специалист в данной области техники может использовать технологию матричного датчика на основе усилителя изображения или же "камеры захвата изображения экрана", в которой сцинтилляционная пластина принимает радиационное изображение, преобразует его в видимый свет, при этом изображение, видимое сзади сцинтиллятора, фотографируется камерой в видимой области спектра, снабженной при необходимости объективом.
Настоящее изобретение применимо к партии промышленных изделий, таких как изделия, полученные с помощью механической обработки, формовки, выдува, спекания, литья под давлением, экструзии, состоящих из материала, коэффициент ослабления μ которого является индивидуальным, то есть имеет одно и то же значение в любой точке области, подлежащей проверке, и, предпочтительно постоянным во времени и идентичным для изделий этой партии. Например, механические детали, изготовленные из стали или алюминия, стеклянные бутылки, пластиковая упаковка. Как правило, эти изделия называются изделиями из одного материала. Однако изобретение может быть реализовано для изделий из нескольких материалов при условии, что коэффициент ослабления является постоянным, то есть однородным во всей проверяемой области.
Следует отметить, что коэффициент ослабления μ материала имеет определенную спектральную характеристику μ(λ) в зависимости от длины λ волны или энергии рентгеновского излучения. Эта характеристика не обязательно учитывается в той степени, в которой источник рентгеновского излучения имеет свой собственный спектральный состав, поэтому можно считать, что коэффициент ослабления μ является характеристикой материала для спектра выбранного источника. Кроме того, специалист в данной области техники знает, как реализовать изобретение, используя любой способ с учетом спектрального ослабления или увеличения жесткости пучков.
Разумеется, локальные и/или временные изменения коэффициента ослабления μ низкой амплитуды не препятствуют реализации способа, но могут, в зависимости от их амплитуды, вызывать небольшие или существенные потери точности измерений, проводимых с помощью установки. Поэтому считается, что такие незначительные изменения, например, из-за изменений состава изделий, изменений параметров способа изготовления, модификаций условий окружающей среды или других изменений в работе источников рентгеновского излучения, возможны при рассмотрении уникальности и постоянства ослабления материала, рассматриваемого для проверки.
Ослабление воздуха можно считать незначительным по сравнению с ослаблением материала. В этом случае ослабление рентгеновского пучка, проходящего через изделие, будет зависеть только, с одной стороны, от упомянутого постоянного коэффициента ослабления для излучаемого рентгеновского спектра и, с другой стороны, от совокупной пересекаемой толщины материала. В качестве альтернативы предполагается, что толщина пересекаемого воздуха является большой и равномерной для всех пучков, поэтому ее можно считать известной. Ослабление из-за воздуха можно вычесть из общего измеренного ослабления. Таким образом, уровень серого в каждом радиографическом изображении, при необходимости корректируемый, зависит только и непосредственно от общей пересекаемой суммарной толщины материала. Таким образом, можно точно определить граничные поверхности, которые являются переходами границы между воздухом и веществом.
Цифровой анализ радиографических изображений каждого изделия позволяет построить трехмерную цифровую геометрическую модель каждого изделия, которая в последующем описании называется цифровой геометрической моделью. При необходимости эта цифровая геометрическая модель может представлять собой просто набор двухмерных цифровых геометрических моделей. Создание цифровой геометрической модели представляет собой способ, с точки зрения математики, графики и структуры данных, с помощью которого трехмерные изделия обрабатываются и представляются в цифровой форме в памяти компьютерной системы. Следует учитывать, что задача изобретения состоит в том, чтобы определить столько трехмерных цифровых геометрических моделей, сколько имеется радиографических изделий.
Моделирование может быть объемным. Поэтому мономатериальное изделие может быть представлено вокселями, значение которых представляет количество материала. Воксель может быть полностью заполнен, частично заполнен или не заполнен материалом (в данном случае это воздух). Объемная геометрическая модель может быть проанализирована для определения границ изделия, и затем для измерения линейных размеров, таких как длина или толщина. Она также может быть преобразована в модель поверхности, то есть, в которой моделируются граничные поверхности изделия.
Можно получить модель поверхности непосредственно из радиографических изображений, то есть без выполнения вычислений объемной модели.
При моделировании поверхности изделие определяется по меньшей мере с помощью трехмерной поверхности. Трехмерная поверхность соответствует границе между материалом изделия и внешней средой (обычно воздухом), что позволяет понять внутреннюю и внешнюю концепции изделия. Как правило, трехмерные поверхности моделируются несколькими способами, такими как полигональное моделирование, параметрические кривые или поверхности (цилиндры, конусы, сферы, сплайны, ...) или подразделение поверхностей. Используя сетку многогранников, например, треугольники, трехмерные поверхности изделий представляют с помощью наборов плоских граней, соединенных их ребрами.
Сечение трехмерного изделия представляет собой его пересечение с плоскостью. Сечение трехмерных поверхностей представляет собой двухмерные кривые на плоскости сечения. Знание этих двухмерных кривых в последовательности плоскостей сечения позволяет реконструировать трехмерные поверхности.
Для выполнения измерений длины существует несколько подходов.
В первом способе анализа объема можно выполнить модель объема вдоль прямой линии или пучка прямых линий и определить воксели на границе вещество/воздух.
Во втором способе анализа поверхности можно рассчитать отрезок, концы которого являются пересечениями прямой линии с граничной поверхностью материал/воздух модели поверхности. Алгоритмы позволяют достаточно хорошо решать топологические задачи. Точки пересечения являются уникальными. Наконец, смешанный способ состоит в преобразовании модели объема в модель поверхности и затем в применении второго способа.
Третий способ состоит в определении в секущей плоскости расстояния между двумя точками одной или двух двухмерных кривых, причем любая кривая является границей между веществом и воздухом.
Трехмерная точка представляет собой точку, чьи координаты известны в трехмерном пространстве в любой системе координат.
Эти три предыдущих способа являются примерами определения расстояния между двумя трехмерными точками с целью определения измерения линейного размера.
Задача настоящего изобретения состоит в проведении более полных измерений по сравнению с измерениями, которые можно проводить с помощью простых двухмерных радиографических изображений. Действительно, матричный датчик изображения можно легко использовать для получения двухмерного радиографического изображения, соответствующего проекции проверяемой области, и для измерения размеров в плоскости, ортогональной направлению проекции, называемой "проецируемой плоскостью". Аналогичным образом, используя линейный датчик изображения, можно легко получить двухмерное радиографическое изображение, соответствующее веерообразной проекции (параллельным плоскостям) проверяемой области, полученной путем наложения последовательных линий изображения, полученных во время перемещения в направлении перемещения, и измерить размеры в проецируемой плоскости, которая параллельна направлению перемещения. С другой стороны, согласно изобретению линейные размеры можно измерять в направлениях, которые не находятся в проецируемых плоскостях и не параллельны проецируемым плоскостям. Способ согласно изобретению действительно состоит в реконструкции и измерении размеров практически во всех направлениях при обработке комбинации радиографических изображений по меньшей мере в трех разных направлениях проекции. Это можно выполнить с помощью любого способа, который позволяет определять трехмерные точки в пространстве, принадлежащем граничной поверхности, включенной в область, подлежащую проверке, изделия. Возможным способом является реконструкция трехмерной модели области, подлежащей проверке, поверхностного или объемного типа, или на основе плоскостей сечения. Действительно, согласно изобретению можно либо косвенно из модели поверхности или объема, либо из плоскостей сечения, либо напрямую определить по меньшей мере две трехмерные точки или даже предпочтительно трехмерные облака точек, распределенные в неизмеримых направлениях только в двухмерных радиографических изображениях.
Таким образом, цифровая геометрическая модель состоит из геометрических элементов, таких как точки, отрезки, поверхности, элементарные объемы, вычисленные из радиографических проекций, с учетом вычисления каждого элемента, ослабления по меньшей мере некоторого рентгеновского излучения, прошедшего через эту точку в реальном изделии, с той целью, чтобы цифровая геометрическая модель была точным представлением геометрии реального изделия, включая деформации, по сравнению с идеальным изделием. Другими словами, координаты геометрических элементов определяются с учетом того, что упомянутые координаты модифицировали радиографические проекции, даже в том случае, когда эти геометрические элементы невозможно различить ни в одной из 2D радиографических проекций. Таким образом, измерения размеров по цифровой геометрической модели дают информацию о размерах каждого моделируемого изделия, исходя из геометрических элементов, которые нельзя отличить ни в одной из радиографических проекций.
Таким образом, преимущество способа согласно изобретению заключается в том, что он состоит в определении, для каждого изделия, цифровой геометрической модели, состоящей по меньшей мере из двух трехмерных точек, каждая из которых принадлежит граничной поверхности области, подлежащей проверке, и расположена в плоскости, не ортогональной направлению Dji проекции и не параллельной направлению перемещения.
Разумеется, преимущество способа состоит не только в том, чтобы обеспечить измерения в плоскости, не ортогональной направлению Dji проекции, но и в том, чтобы обеспечить большое количество измерений, распределенных в проверяемой области, и, таким образом, измерений в многочисленных направлениях между многочисленными парами точек. Предпочтительно цифровая геометрическая модель состоит из:
по меньшей мере двух трехмерных точек пространства, каждая из которых относится к граничной поверхности области, подлежащей проверке, и расположена в плоскости, не ортогональной направлению Dji проекции и не параллельной направлению T перемещения;
по меньшей мере одной трехмерной поверхности области, подлежащей проверке, содержащей точки, не принадлежащие плоскости, ортогональной направлению Dji проекции и не принадлежащей плоскости, параллельной направлению T перемещения;
и/или по меньшей мере одного участка области, подлежащей проверке, соответствующего плоскости, отличной от плоскости, ортогональной направлению Dji проекции и отличной от плоскости, параллельной направлению перемещения.
Априорная геометрическая модель представляет собой цифровую геометрическую модель партии изделий, используемую в качестве инициализации программного обеспечения реконструкции для построения цифровой геометрической модели изделия. Ее роль в основном состоит в том, чтобы предоставить компьютерной системе информацию о форме, геометрии и размерах изделия, которое будет моделироваться расчетным путем.
Благодаря этой информации становится возможным:
не моделировать, из радиографических изображений, ослабление в областях пустого пространства изображений априорного материала, так как ослабление в нем считается равным нулю;
и/или
моделировать, из радиографических изображений, только поверхности, в отношении которых должны быть выполнены измерения размеров, при необходимости напрямую, без прохождения определения вокселей;
и/или
определять только отклонения между смоделированными поверхностями по радиографическим изображениям и теоретическими идеальными поверхностями.
В случае мономатериальных изделий знание априорной геометрической модели также позволяет не определять по радиографическим изображениям значения ослабления в областях пространства изображения, содержащих материал, в соответствии с априорной моделью, так как он известен как материал, из которого изготовлено изделие.
Однако следует понимать, что согласно изобретению, измерение изделия не выводится из измерений на основе априорной геометрической модели, так как эта модель известна независимо от упомянутого изделия и представляет собой нереальный теоретический идеал.
Как показано на чертежах и, более конкретно, на фиг.1 и 2, предмет изобретения относится к установке 1, позволяющей реализовать способ автоматизированного выполнения измерений линейных размеров изделий 2 машинного производства, перемещающихся с высокой скоростью движения. Изобретение относится к контролю, называемому "поточным" контролем партии изделий машинного производства после этапа преобразования или изготовления для того, чтобы контролировать качество изделий или способ преобразования или изготовления.
Способ работает при скорости движения потока изделий 2. В идеале установка 1 способна обрабатывать продукцию с производительностью, например, 600 изделий в минуту.
Однако время вычисления может превышать интервал между прохождением двух изделий. Аналогичным образом, значения времени экспозиции изображения и датчиков считывания могут быть также слишком большими. В случае, если одна установка согласно изобретению не может обработать самый быстрый поток, то можно использовать параллельно несколько установок, каждая из которых контролирует часть продукции. Таким образом, можно разделить производственный поток на два или три параллельных потока, проверяемых с помощью двух или трех установок согласно изобретению. Очевидно, что экономический интерес изобретения достигается в том случае, если число потоков и, следовательно, установок согласно изобретению остается низким.
Настоящее изобретение приводит к значительному улучшению благодаря измерению перемещаемых изделий, избегая спирального сканирования и сканирования на пластине, которые не адаптированы к темпам производства, так как эти два условия, предполагающие относительное вращение изделий по отношению к фокусам и/или датчикам, создают "разрыв при движении" или приводят к очень медленному перемещению изделий в пределах установки.
Способ согласно изобретению обеспечивает измерение для каждого изделия 2 по меньшей мере одного и, как правило, нескольких линейных размеров, то есть длин. Длина представляет собой измерение, выраженное в единицах длины, например, в дюймах или метрах, и охватывает все измерения линейных размеров, таких, например, как диаметр, толщина, высота, длина, ширина, глубина, расстояние, координата, периметр изделий. По меньшей мере одно линейное измерение проверяемой области представляет собой расстояние между по меньшей мере двумя трехмерными точками, каждая из которых относится к граничной поверхности области, подлежащей проверке, и расположена в плоскости, не ортогональной направлению Dji проекции.
Согласно изобретению, изделия 2 являются изделиями, идентичными вариациям размеров и образующими партию изделий. Другими словами, партия изделий состоит из теоретически идентичных изделий при их сопоставлении. Контроль размеров состоит в измерении реальных размеров и сравнении их с требуемыми размерами. Априорно любое изделие из партии изделий близко к идеальному эталонному изделию, имеющему требуемые размеры, но отклоняется от них из-за вариаций размеров.
Согласно предпочтительной характеристике варианта осуществления по меньшей мере одна область изделия 2 выбирается для проверки таким образом, чтобы иметь возможность проводить измерения размеров в этой области изделия, соответствующей характеристике размеров области, подлежащей проверке. По меньшей мере область изделия, в которой должны быть измерены один или более линейных размеров, подлежит проверке с помощью рентгеновского излучения. Таким образом, проверяемая область может соответствовать всему изделию или одной или нескольким областям этого изделия.
Как уже отмечалось, все изделия 2 из партии изделий изготовлены из материала, имеющего постоянный коэффициент ослабления в каждой точке каждого изделия.
Согласно предпочтительному варианту изобретения этот коэффициент известен компьютерной системе. Таким образом, способ состоит в обеспечении средства для подачи значения коэффициента ослабления материала в компьютерную систему. Это значение может быть спектральным, неспектральным или же зависеть от настроек источников рентгеновского излучения. Подача может быть выполнена с помощью различных устройств ввода, связи и памяти. Например, устройство для предоставления компьютерной системе значения коэффициента ослабления материала представляет собой массовую память, проводную или беспроводную компьютерную сеть или интерфейс человек-машина.
Установка 1 также включает в себя устройство 5 для транспортировки изделий 2 в плоскости Pc транспортировки, то есть по плоской траектории, причем направление материализуется с помощью вектора Т перемещения. Предпочтительно, чтобы траектория была бы по существу прямолинейной, но также возможны криволинейные или дугообразные траектории. Традиционно транспортировочное устройство 5 представляет собой ленточный или цепной конвейер, обеспечивающий линейное перемещение изделий 2, которые размещаются на нем. Таким образом, изделия 2 из одной партии изделий перемещаются по существу при поступательном движении в плоскости транспортировки. Как показано более подробно на фиг.1 и 2, направление перемещения изделий 2 установлено вдоль горизонтальной оси X системы координат X, Y, Z, включая вертикальную ось Z, перпендикулярную горизонтальной оси X, и поперечную ось Y, перпендикулярную вертикальной оси Z и горизонтальной оси X, и X и Y находятся в плоскости, параллельной плоскости Pc транспортировки, которая предпочтительно, но не обязательно, является горизонтальной.
Положение изделий, рассматриваемых в ортонормированной системе координат, перемещающейся при поступательном движении в направлении Т, фиксируется во время их перемещения и получения радиографических изображений. Например, изделия размещаются на конвейерной ленте на устойчивой опоре, при необходимости на ровной плоскости укладки, такой как дно контейнера или ножки посадочного места.
В одном варианте изобретения для изделий 2 может быть предусмотрена опора. В этом случае эта опора зафиксирована в ортонормированной системе координат, перемещающейся при поступательном движении в направлении Т, и она также поддерживает изделие неподвижным в ортонормированной системе координат, перемещающейся при поступательном движении в направлении Т. Чтобы опора не влияла на измерения, согласно первому варианту она исключается из проверяемой области, чтобы не появляться в виде наложения на проверяемую область в проекциях. Согласно второму варианту ее коэффициент ослабления пренебрежимо мал по сравнению с коэффициентами ослабления изделий и может быть сравним с коэффициентом ослабления воздуха или с нулевым коэффициентом ослабления. Согласно третьему менее предпочтительному варианту геометрия опоры, а также ее положение в подвижной системе координат точно известны и могут повторяться для партии изделий, и ее коэффициент ослабления точно известен и стабилен и предпочтительно идентичен коэффициенту ослабления изделия из партии изделий, поэтому опора учитывается при реконструкции и изолируется от геометрической модели изделия.
Положение изделий, которое является стабильным (во время перемещения и получения рентгенограмм), остается предпочтительным, поэтому это положение в ортонормированной системе координат, перемещающейся при поступательном движении в направлении T, также остается одинаковым для каждого изделия из партии.
В противном случае, согласно варианту изобретения можно реализовать средство для определения положения каждого изделия в ортонормированной системе координат, перемещающейся при поступательном движении в направлении Т по отношению к общей системе координат установки, причем это положение учитывается средством для вычисления цифровой геометрической модели области, подлежащей проверке. Этот предварительный этап состоит в определении положения каждого изделия и затем в сопоставлении в виртуальной системе координат априорной геометрической модели с изображениями. Во всех случаях это равносильно вычислению 3D модели изделий в ортонормированной системе координат, перемещающейся при поступательном движении вдоль направления Т.
Как более конкретно показано на фиг.3, во время своего поступательного перемещения изделия 2 вырабатывают или проходят через объем, называемый транспортируемым объемом Vt. Плоскость Ps является плоскостью, пересекающей транспортируемый объем Vt, ортогональной плоскости Pc транспортировки и параллельной направлению перемещения Т. Например, средняя плоскость разделяет объем на два равных подобъема. Плоскость Ps является вертикальной плоскостью до такой степени, что плоскость транспортировки обычно является горизонтальной.
Как показано на фиг.1 и 2, установка 1 также включает в себя по меньшей мере один фокус Fj (при изменении j от 1 до k) рентгеновской трубки 7, создающей расходящийся пучок рентгеновского излучения, направленный таким образом, чтобы проходить через транспортируемый объем Vt и, более конкретно, проходить по меньшей мере через область, подлежащую проверке, изделия 2. Установка 1 также включает в себя по меньшей мере три датчика Cji изображения (при изменении i от 1 до N, где N больше или равно 3), которые чувствительны к рентгеновскому излучению и расположены таким образом, чтобы быть открытыми для рентгеновского излучения, полученного из ассоциированного фокуса Fj и прошедшего через транспортируемый объем Vt и, более конкретно, по меньшей мере через область, подлежащую проверке, изделия 2. Разумеется, рентгеновская трубка 7 и датчики Cji изображения расположены вне транспортируемого объема Vt, чтобы обеспечить свободное перемещение изделий в этом объеме. Традиционно рентгеновские трубки 7 и датчики Cji изображения помещают в герметичную рентгеновскую камеру.
Пучки рентгеновского излучения, полученные из фокуса Fj, ассоциированного с упомянутым датчиком Cji изображения, проходят по меньшей мере через проверяемую область и формируют на датчике изображения радиографическую проекцию проверяемой области в направлении Dji проекции (фиг.1 и 2). Направление Dji проекции является ориентированным направлением вектора, выходящего из фокуса Fj и проходящего через центр Mji датчика Cji изображения. Фокус или фокусы Fj и датчики Cji изображения расположены таким образом, чтобы каждый датчик изображения принимал радиографическую проекцию области, подлежащей проверке, в направлении проекции области, подлежащей проверке.
Установка 1 также включает в себя систему сбора данных, подключенную к датчикам Cji изображения для того, чтобы получать для каждого изделия 2 во время его перемещения по меньшей мере три радиографические проекции области, подлежащей проверке, имеющие направления, отличные друг от друга. Следует напомнить, что направление проекции, ассоциированное с полученным радиографическим изображением, является направлением, которое начинается из фокуса и проходит через середину области чувствительной поверхности датчика во время получения изображения. Таким образом, по меньшей мере три радиографических проекции имеют направления проекции, пары которых образуют угол между ними.
Система сбора данных подключена к компьютерной системе, которая не показана, но все ее типы являются по существу известными. В соответствии с характеристикой предпочтительного варианта осуществления компьютерная система записывает с использованием датчиков Cji для каждого изделия из партии во время их перемещения радиографические изображения, полученные в результате определенного количества радиографических проекций области, подлежащей проверке, в различных направлениях проекции. Как правило, число различных направлений Dji проекции составляет от трех до сорока, предпочтительно от четырех до пятнадцати. Согласно предпочтительному альтернативному варианту осуществления установка 1 включает в себя от трех до сорока датчиков Cji изображения. Согласно предпочтительному альтернативному варианту осуществления установка 1 включает в себя от четырех до пятнадцати датчиков Cji изображения.
Как будет подробно объяснено в последующем описании, компьютерная система запрограммирована на анализ для каждого изделия по меньшей мере трех радиографических изображений, полученных по меньшей мере из трех радиографических проекций с разных направлений с целью построения цифровой геометрической модели каждого изделия. Эта цифровая геометрическая модель может быть создана любым подходящим способом. Таким образом, цифровая геометрическая модель может состоять по меньшей мере из двух трехмерных точек, каждая из которых принадлежит граничной поверхности области, подлежащей проверке, изделия, и расположена в плоскости, не ортогональной направлению Dji проекции и не параллельной направлению перемещения Т. По меньшей мере две точки могут принадлежать двум различным граничным поверхностям, например, для измерения толщины или воздушного зазора.
Цифровая геометрическая модель также может состоять из участка области, подлежащей проверке, который соответствует плоскости, отличной от плоскости, ортогональной направлению Dji проекции, и отличной от плоскости, параллельной направлению T перемещения. Кроме того, цифровая геометрическая модель может состоять по меньшей мере из одной трехмерной поверхности области, подлежащей проверке, отличной от плоскости, ортогональной направлению Dji проекции, и отличной от плоскости, параллельной направлению T перемещения.
Разумеется, изобретение позволяет построить цифровую геометрическую модель с большим количеством трехмерных точек, облаков трехмерных точек или трехмерных комплексных поверхностей.
Согласно изобретению построение цифровой геометрической модели осуществляется с использованием коэффициента ослабления материала изделий из партии и априорной геометрической модели области, подлежащей проверке, для партии изделий. Другими словами, компьютерная система использует для построения цифровой геометрической модели каждого изделия, с одной стороны, коэффициент ослабления материала изделий и, с другой стороны, априорную геометрическую модель области, подлежащей проверке, для партии изделий.
Таким образом, компьютерная система учитывает коэффициент ослабления материала проверяемых изделий для этой операции вычисления. Предпочтительно, установка 1 включает в себя устройство для предоставления компьютерной системе коэффициента ослабления материала изделий из партии.
Это устройство обеспечения может быть выполнено на основе массовой памяти, интерфейса человек-машина или проводной или беспроводной компьютерной сети.
Аналогичным образом, компьютерная система имеет геометрическую модель, называемую априорной геометрической моделью области, подлежащей проверке, для выполнения этой операции вычисления. Таким образом, установка 1 включает в себя устройство для предоставления компьютерной системе априорной геометрической модели области, подлежащей проверке, для партии изделий.
Устройство для предоставления компьютерной системе априорной геометрической модели области, подлежащей проверке, представляет собой массовую память, проводную или беспроводную компьютерную сеть или интерфейс человек-машина.
Как указано в части определения, априорная геометрическая модель является цифровой моделью партии изделий, используемой в качестве инициализации для программного обеспечения реконструкции.
При отсутствии знаний об априорной геометрической модели и свойствах мономатериала проверяемых изделий реконструкция является чрезвычайно дорогостоящей при расчете, так как для каждой точки в 3D пространстве должно быть рассчитано его ослабление. Таким образом, настоящее изобретение позволяет проводить линейные измерения изделий с хорошей точностью, в течение очень короткого времени и при низких затратах.
Согласно первому варианту изобретения априорная геометрическая модель получается с помощью цифровой модели компьютерного проектирования изделий из партии изделий, выполненной во время проектирования (3D CAD) изделий. В этом случае она предоставляется компьютерной системе различными возможными способами, такими как подключение через компьютерную сеть к базе данных, содержащей несколько моделей CAD, соответствующих различным партиям изделий, которые могут быть измерены в процессе производства, выбор оператором во внутренней базе данных установки и т.д.
Согласно второму варианту изобретения априорная геометрическая модель получается из цифровой геометрической модели, построенной, исходя из результатов измерения одного или более изделий из одной и той же партии изделий с помощью измерительного устройства, например, средства для измерения щупом или устройства для осевой томографии, которые выполняют измерения медленно по сравнению с настоящим изобретением. Априорная геометрическая модель может быть построена путем объединения результатов измерений нескольких изделий машинного производства из одной и той же партии.
Согласно третьему варианту осуществления изобретения априорная геометрическая модель представляет собой цифровую геометрическую модель, выработанную вычислительной системой из введенных значений, и/или чертежей и/или форм, выбранных оператором на интерфейсе человек-машина системы.
Например, чтобы обеспечить априорную геометрическую модель в случае стандартной гайки М13, типа с внешним шестигранником и внутренним резьбовым отверстием, достаточно следующего способа. Оператор вводит количество и высоту плоских поверхностей, диаметр и шаг резьбы на клавиатуре, система настраивается для проверки метрических гаек. Дополнительные точные измерения не указываются. В другом примере для проверки полиэтиленового контейнера оператор предоставляет только в качестве информации то, что изделие представляет собой цилиндр, закрытый снизу, переходящий в конус, имеет два диаметра, две высоты и одну толщину, что достаточно для того, чтобы компьютерная система знала априорную геометрическую модель изделия, подлежащего проверке. Согласно другому примеру компьютерная система может, посредством своих интерфейсов, принимать технические описания априорной модели в виде числа, диаметров, глубин и положений различных отверстий, присутствующих на поверхности, которая будет частью области, подлежащей проверке, для большего изделия. Описание может быть геометрическим, например, если компьютерная система принимает количество и общий вид поверхностей, позволяющих описать ее, количество полостей, количество граней или сторон многогранника. В итоге следует понимать, что априорная геометрическая модель должна по меньшей мере содержать достаточно технической, геометрической, топологической и/или цифровой информации, чтобы информировать компьютерную систему о 3D конструкции изделия, при этом степень детализации и точность этой информация может быть очень низкой без ущерба для желаемой точности для линейных измерений.
Компьютерная система определяет, для каждого изделия из партии, исходя из цифровой геометрической модели области, подлежащей проверке, соответствующей упомянутому изделию из партии изделий, по меньшей мере одно измерение линейного размера области, подлежащей проверке, в направлении, находящемся в плоскости, не ортогональной направлению проекции.
Согласно изобретению в изделиях 2 контролируются один и, как правило, несколько размеров. Как правило, целью является сравнение результатов измерений, полученных в отношении изделий, с требуемыми значениями, например, определенными службой контроля качества. Эти измерения размеров или отклонения этих измерений от требуемых значений могут отображаться, сохраняться и т.д. Они могут также использоваться для принятия решений о соответствии изделий, которые можно отсортировать автоматически.
Измерения могут быть получены в ходе измерений цифровой геометрической модели проверяемой области, установленной для каждого изделия. Например, проверяемая область может содержать отверстие. В цифровой геометрической модели можно выполнять измерения диаметра или глубины отверстия, путем вычисления с использованием цифровой геометрической модели расстояний между диаметрально противоположными элементами поверхности. Так как изделие является изделием, состоящим из одного и того же материала, определение положения элементов поверхности является точным.
Другое средство для выполнения измерения диаметра или глубины отверстия состоит в сравнении цифровой геометрической модели проверяемой области с эталонной или теоретической геометрической моделью.
Геометрическая эталонная модель является идеальной моделью для партии проверяемых изделий. Для осуществления контроля размеров цифровую геометрическую модель проверяемой области можно сравнивать с эталонной геометрической моделью с помощью алгоритма, содержащего сопоставление моделей и затем измерение различий между моделями. Геометрическую эталонную модель можно выбрать из CAD.
Таким образом, можно продолжить операцию сопоставления цифровой геометрической модели проверяемой области с эталонной геометрической моделью, затем определить отклонения размеров путем измерения расстояний между элементами поверхности, принадлежащими эталонной модели, и элементами поверхности, принадлежащими цифровой геометрической модели. В примере измерения отверстия можно виртуально позиционировать цилиндр с максимальным диаметром, вписывающимся во внутреннюю смоделированную поверхность отверстия, и, аналогичным образом, цилиндр с минимальным диаметром, содержащий упомянутую внутреннюю смоделированную поверхность, и рассмотреть, в качестве измерений диаметра отверстия в проверяемой области, диаметр одного и/или другого вписанного и вневписанного цилиндров.
Согласно одному варианту изобретения эталонная геометрическая модель и априорная геометрическая модель представляют собой одну и ту же геометрическую модель.
Согласно другому варианту изобретения априорная геометрическая модель является менее точной, менее полной и/или отличается от эталонной геометрической модели.
Чтобы продолжить такие измерения, установка предпочтительно включает в себя устройство для предоставления компьютерной системе значений линейных размеров, и/или допусков на эти размеры и/или геометрическими эталонными моделями.
Согласно предпочтительной характеристике варианта осуществления компьютерная система подключена к устройству для отображения значений измерений линейных размеров области, подлежащей проверке, и/или отклонений размеров от эталонных значений, и/или отклонений между цифровой геометрической моделью проверяемой области и эталонной геометрической моделью. Например, для гайки отображаются измерения, такие как глубина резьбы, средний шаг резьбы, средний радиус впадины резьбы, высота, минимальный или максимальный внутренний диаметр, плоскостность одной или нескольких ее внешних поверхностей. Для пластикового контейнера система будет отображать общую высоту и, например, минимальный диаметр и максимальный диаметр цилиндрического участка по высоте, заданной установочными параметрами размеров, подлежащих проверке. Размеры могут отображаться разными цветами в зависимости от того, соответствуют они требованиям или нет.
Согласно предпочтительной характеристике варианта осуществления компьютерная система подключена к устройству для сортировки изделий в зависимости от измерения линейных размеров области, подлежащей проверке. Таким образом, с учетом измеренных линейных размеров это устройство для сортировки может выталкивать с транспортировочного устройства изделия, считающиеся бракованными.
Согласно предпочтительной характеристике варианта осуществления компьютерная система подключена к устройству для маркировки изделий в соответствии с измерением линейных размеров области, подлежащей проверке. Это маркировочное устройство может регистрировать, например, измеренные линейные размеры или состояние изделия, соответствующее или не соответствующее требованиям.
Относительные положения фокусов Fj и датчиков Cji в неподвижной системе координат X, Y, Z установки известны компьютерной системе. Это положение может быть получено с помощью гипотезы или путем калибровки. Калибровка состоит, например, в размещении или транспортировке в установке калибра, механически обработанного с высокой точностью.
Разумеется, относительные положения фокусов Fj и датчиков Cji изображения являются различными, при этом следует напомнить, что фокусы Fj и датчики Cji изображения расположены вне транспортируемого объема Vt.
Согласно альтернативному варианту осуществления установка 1 включает в себя один фокус Fj = F1, расположенный вдоль одной стороны транспортируемого объема Vt, и ряд датчиков Cji = C1i = C11, C12, C13, … изображения, размещенный вдоль противоположной стороны транспортируемого объема Vt для приема пучков, поступающих из фокуса F1 и прошедших через область, подлежащую проверке. В этом примере фокус имеет угол Of расхождения, который измеряется по меньшей мере в любой плоскости, такой, например, как плоскость X, Y на фиг.1, и который больше или равен 120°. Этот угол Of расхождения рассматривается на выходе из фокуса в случае, когда установка содержит между фокусом и объемом Vt или между объемом Vt и датчиками изображения экраны для ограничения пучков, которые пропускают только используемое излучение с целью уменьшения рассеяния.
Согласно другому альтернативному варианту осуществления по меньшей мере два фокуса Fj (F1 и F2) для получения рентгеновского излучения позиционируются отдельно в двух разных положениях, и по меньшей мере три датчика Cji изображения, чувствительных к рентгеновскому излучению, размещаются таким образом, чтобы каждый фокус ассоциировался по меньшей мере с одним датчиком Cji изображения, и каждый датчик Cji изображения ассоциировался с фокусом и принимал рентгеновское излучение, полученное из упомянутого фокуса и проходящее через область, подлежащую проверке. В этом примере каждый фокус имеет угол расхождения, больший или равный 60°, поэтому сумма углов расхождения двух фокусов больше или равна 120°.
В примерном варианте осуществления, показанном на фиг.4-6, установка 1 включает в себя три фокуса F1, F2, F3, каждый из которых ассоциируется с отдельной рентгеновской трубкой 7. Установка 1 также включает в себя пять датчиков C11, C12, C13, C14 и C15 изображения, каждый из которых чувствителен к рентгеновскому излучению, полученному из первого ассоциированного фокуса F1, пять датчиков C21, C22, C23, C24 и C25 изображения, каждый из которых чувствителен к рентгеновскому излучению, полученному из второго ассоциированного фокуса F2, и три датчика C31, C32, C33 изображения, каждый из которых чувствителен к рентгеновскому излучению, полученному из третьего ассоциированного фокуса F3.
Согласно этому примерному варианту осуществления следует отметить, что по меньшей мере один фокус (в данном примере F1 и F2), из которого получается расходящийся пучок рентгеновского излучения, позиционируется на одной стороне пересекающей плоскости Ps таким образом, чтобы его пучок проходил через пересекающую плоскость Ps и область, подлежащую проверке, тогда как по меньшей мере один датчик Cji изображения, ассоциированный с упомянутым фокусом Fj, для приема рентгеновского излучения, полученного из упомянутого фокуса Fj, располагался на противоположной стороне по отношению к пересекающей плоскости Ps. (В данном примере используются пять датчиков C11, C12, C13, C14 и C15 изображения, каждый из которых чувствителен к рентгеновскому излучению, полученному из ассоциированного фокуса F1, и пять датчиков C21, C22, C23, C24 и C25 изображения, каждый из которых чувствителен к рентгеновскому излучению, полученному из ассоциированного фокуса F2).
Согласно предпочтительному альтернативному варианту осуществления, который показан на фиг.4-6, фокус Fj, из которого получается расходящийся пучок рентгеновского излучения, позиционируется на одной стороне плоскости Pc транспортировки таким образом, чтобы его пучок проходил через плоскость Pc транспортировки, тогда как по меньшей мере один датчик Cji изображения, ассоциированный с упомянутым фокусом Fj для приема рентгеновского излучения, полученного из упомянутого фокуса, позиционируется на противоположной стороне по отношению к плоскости Pc транспортировки. В проиллюстрированном примере фокус F3, размещается выше плоскости Pc транспортировки, в то время как три датчика C31, C32, C33 изображения позиционируются ниже плоскости Pc транспортировки. Разумеется, положение между фокусом и датчиками изображения может быть изменено на противоположное по отношению к плоскости транспортировки.
Согласно предпочтительному альтернативному варианту осуществления по меньшей мере один из фокусов Fj размещается в плоскости Pc транспортировки. Предпочтительно, эти фокусы взаимодействуют с ассоциированными датчиками изображения, расположенными напротив их по отношению к пересекающей плоскости Ps. Таким образом, в случае транспортировки изделий, размещенных на плоском ленточном конвейере, это размещение позволяет, на радиографических изображениях, избежать наложения проекции изделий на проекцию конвейера. Таким образом, в цифровой геометрической модели изделий часть изделия, контактирующая с конвейером, может быть точно определена.
Согласно предпочтительной характеристике варианта осуществления размещение датчиков Cji изображения и фокусов является таким, что рентгеновское излучение, полученное из фокуса или фокусов Fj и достигающее датчиков Cji изображения, проходит только через одну область, подлежащую проверке, за один раз. Другими словами, рентгеновское излучение проходит только через одно изделие за один раз. Следует отметить, что установка может включать в себя систему управления расстоянием между перемещающимися друг за другом изделиями.
Задача настоящего изобретения состоит в том, чтобы получить способ, который был бы не только быстрым, но и недорогим, и позволял бы вычислять с точностью, необходимой для контроля размеров. Изобретение направлено на уменьшение количества изображений, необходимых для реконструкции, до минимального количества, которое позволяет достичь требуемой точности размеров. Например, изобретение позволяет с помощью девятью проекций и ограниченного количества изображений проверяемой области измерить внутренний диаметр цилиндра на уровне ± 0,05 мм. Предпочтительно установка согласно изобретению включает в себя от одного до четырех фокусов Fj, и предпочтительно один или два фокуса Fj и предпочтительно от четырех до пятнадцати датчиков Cji изображения.
Согласно изобретению необходимо разместить датчики изображения и фокус или фокусы таким образом, чтобы комбинация по меньшей мере из трех направлений проекций оптимизировала определение цифровой геометрической модели проверяемой области, принимая во внимании тот факт, что пересекаемый объем Vt должен оставаться свободным для прохождения изделий. Следующие правила предпочтительно реализованы в контексте изобретения, причем эти правила действительны для линейных или матричных датчиков изображения.
В дальнейшем угол имеет абсолютное значение. На фиг.7 и 8 показаны два направления Dji и D'ji проекции, которые также являются векторами. На этих фигурах показан угол r между этими двумя направлениями проекции, а именно
Согласно предпочтительному варианту изобретения для каждого изделия получаются по меньшей мере два изображения, полученные из двух радиографических проекций в двух разных направлениях Dji и D'ji, образующих между ними используемый угол α, больший или равный 45° и меньший или равный 90°. Согласно предпочтительному варианту осуществления изобретения для каждого изделия получаются по меньшей мере два изображения, полученные из двух радиографических проекций в двух разных направлениях, образующих между ними используемый угол α, больший или равный 60° и меньший или равный 90°.
Для этой цели установка 1 согласно настоящему изобретению включает в себя по меньшей мере один фокус и два датчика изображения, размещенные таким образом, чтобы направления проекции проверяемой области, которую они принимают, имели между ними используемый угол α, больший или равный 45° и меньший или равный 90°, и предпочтительно больший или равный 60° и меньший или равный 90°.
Например, как показано на фиг.4, используемый угол α между направлениями D15 и D11 и между направлениями D13 и D25 больше 45°. Очевидно, следует понимать, что по меньшей мере один используемый угол больше или равен 45° и меньше или равен 90°, и предпочтительно, что по меньшей мере один используемый угол больше или равен 60° и меньше или равен 90°, и другие используемые углы между двумя направлениями Dji, D'ji проекции являются произвольными. Основываясь на этом правиле, специалист в данной области техники сможет найти размещение, которое обеспечит наиболее полное возможное распределение направлений проекций проверяемой области.
Согласно другой предпочтительной характеристике для каждого изделия компьютерная система получает по меньшей мере одно радиографическое изображение проверяемой области, соответствующее направлению проекции, создающему определенный угол β раскрыва с направлением T перемещения.
Как показано на фиг.9 и 10, рассмотрен угол p между направлением проекции (вектор Dji) и траекторией изделий (вектор T), а именно угол p = (Dji, T), то есть p = (D11, T) и p = (D12, T) в примере, показанном на фиг.9, и p = (D22, T) и p = (D11, T) в примере, показанном на фиг.10. Угол q является дополнительным по отношению к углу p, поэтому q = 180°-р. По определению угол β раскрыва между направлением Dji проекции и траекторией T является наименьшим из углов p и q, а именно β = Min(p, q). Таким образом, угол β раскрыва является наименьшим из углов, образованных двумя прямыми линиями, одна из которых имеет направление Dji проекции, а другая имеет траекторию T, которая возвращается обратно в любую точку на проверяемой области.
Согласно другой предпочтительной характеристике для каждого изделия компьютерная система получает по меньшей мере одно радиографическое изображение проверяемой области, соответствующей направлению Dji проекции, имеющему, с направлением T перемещения, угол β раскрыва, составляющий от 10° до 60°. Другими словами, установка согласно изобретению включает в себя по меньшей мере один фокус и один датчик Cji изображения, расположенные таким образом, что, когда изделие проходит через область датчиков изображения, направление Dji проекции проверяемой области на датчике Cji изображения образует угол β раскрыва с направлением T перемещения, составляющим от 10° до 60°.
Другими словами, конфигурация установки 1 оптимизирована с целью уменьшения ее размера в направлении перемещения при сохранении пересекаемого объема Vt, адаптированного для изделий, и хорошего качества реконструкции.
Из-за пересекаемого объема Vt установка не создает проекцию вокруг направления перемещения Т. На пересекаемый объем Vt накладывается минимальный угол бета (βmin). Согласно изобретению βmin = 10°. Датчик не расположен так, чтобы обеспечивать проекцию угла β менее 10°.
Из вышеизложенного следует, что согласно изобретению распределение углов проекции для каждого изделия не является равномерным.
Как показано на фиг.9, распределение углов проекции имеет провал, который называется областью слепой зоны, удвоенный 2 × 10° или равный 20°, вместо полного охвата более 180°.
Например, как показано на фиг.9, установка согласно изобретению включает в себя по меньшей мере один фокус F1 и два датчика C11, C12 изображения, направления D11, D12 проекций которых определяются направлением T перемещения, и угол β раскрыва находится между 10° и 60°, что соответствует углам р и q, соответственно. В примере, показанном на фиг.10, установка включает в себя по меньшей мере один датчик C11 изображения, ассоциированный с фокусом F1, и датчик C22 изображения, ассоциированный с фокусом F2. Направления D11, D22 проекций определяют угол β раскрыва, составляющий от 10° до 60° и соответствующий углам p. Аналогичным образом, установка, показанная на фиг.4, включает в себя датчик C11 изображения, ассоциированный с фокусом F1, и направление D22 проекции которого образует угол β, составляющий от 10° до 60°, по отношению к направлению T перемещения.
Датчики Cji изображения представляют собой датчики матричного или линейного типа.
Согласно предпочтительному альтернативному варианту осуществления установка 1 включает в себя линейные датчики изображения. Согласно этому предпочтительному варианту каждое изображение датчика Cji включает в себя линейный массив чувствительных к рентгеновскому излучению элементов, распределенный вдоль опорной прямой линии Lji, определяющей с помощью ассоциированного фокуса Fj плоскость Pji проекции, содержащую направление Dji проекции (фиг.2). Эти датчики Cji изображения размещаются таким образом, чтобы по меньшей мере m чувствительных элементов каждого из этих датчиков изображения принимали радиографическую проекцию области, подлежащей проверке, с помощью рентгеновского излучения из ассоциированного фокуса Fj с плоскостями Pji проекций для различных датчиков, которые отличаются друг от друга и не параллельны плоскости Pc транспортировки. Число m чувствительных элементов каждого линейного датчика изображения больше 128, предпочтительно больше 512. Расстояние между соседними чувствительными элементами (называемое "шагом") и/или размер чувствительных элементов предпочтительно меньше 800 мкм. Частота считывания строк изображения предпочтительно составляет более 100 Гц, предпочтительно более 1 кГц. Разумеется, эти параметры адаптируются в зависимости от размеров изделий, желаемой точности и скорости перемещения.
Согласно предпочтительной характеристике варианта осуществления по меньшей мере три линейных датчика Cji изображения имеют свои опорные прямые линии Lji, параллельные друг другу.
Согласно другой предпочтительной характеристике варианта осуществления по меньшей мере три линейных датчика Cji изображения имеют свои опорные прямые линии Lji, ортогональные плоскости Pc транспортировки.
Согласно одному варианту фокус Fj позиционируется таким образом, чтобы его пучок проходил через проверяемую область и затем плоскость Pc транспортировки. В дополнение к этому, по меньшей мере один ассоциированный линейный датчик Cji изображения позиционируется напротив фокуса Fj по отношению к плоскости Pc транспортировки и таким образом, чтобы его опорная прямая линия Lji была параллельна плоскости Pc транспортировки.
Согласно этим альтернативным вариантам осуществления, используя линейные датчики изображения, система получения получает с использованием каждого по меньшей мере из трех датчиков Cji изображения, при каждом инкрементном перемещении каждого изделия по траектории, радиографические линейные изображения области, подлежащей проверке, в соответствии с выбранным количеством, поэтому для каждого изделия вся область, подлежащая проверке, полностью представлена на всех линейных радиографических изображениях. Таким образом, во время перемещения изделия каждый датчик изображения способен получать линейные радиографические изображения, поэтому вся область, подлежащая проверке изделия, полностью представлена на всех линейных радиографических изображениях, полученных из упомянутого датчика изображения. Таким образом, для каждого изделия получают по меньшей мере три набора линейных радиографических изображений области, подлежащей проверке, которые затем анализируют. Матричные радиографические изображения проверяемой области могут быть созданы путем сопоставления наборов линейных радиографических изображений. Однако реконструкция геометрической модели и измерение не обязательно предполагают это.
Следует отметить, что с учетом пересекаемого объема Vt, радиографические проекции не получаются в области слепой зоны (β < ± 10°), расположенной по обе стороны от перемещения в направлении T. Способ согласно изобретению позволяет, несмотря на отсутствие радиографических проекций в этом угловом интервале, выполнять реконструкцию благодаря априорной геометрической модели и точной и полной цифровой геометрической модели мономатериального изделия. Таким образом, можно выполнять измерения линейного размера по всей цифровой геометрической модели и, в частности, вдоль направлений, которые не ортогональны возможным направлениям проекции, включая измерения линейных размеров в направлениях измерений, ортогональных направлениям отсутствующих проекций, соответствующих области слепой зоны, расположенной по обе стороны от направления перемещения Т. Действительно, если не использовать способ согласно изобретению, а использовать, например, способы, предназначенные для традиционной "полной" осевой томографии в случае, когда радиографическая проекция не получается в направлениях слепой зоны, то реконструированная модель также имеет в угловом секторе, ортогональном слепой зоне, ошибки реконструкции, делающие ее невозможной для точного определения поверхности и, таким образом, делающие невозможным любое измерение линейного размера мономатериального изделия.
Таким образом, как показано на фиг.11 и 12, согласно изобретению проекция не возможна в мертвой зоне, например, равной 20° (βmin = 10°). Согласно предшествующему уровню техники точное измерение нельзя выполнить в направлении А, которое не ортогонально ни одному из направлений проекции. Направление A не находится рядом с ортогональю какого-либо из направлений проекций по меньшей мере при 10°. Согласно изобретению благодаря реконструкции из априорных моделей партии изделий и из постоянного и равномерного ослабления, измерение внутреннего диаметра в направлении A (расстояние a1) и измерение расстояния между двумя внешними плоскостями, перпендикулярными направлению A (расстояние a2), являются достоверными и точными. Другими словами, геометрическая модель проверяемой области, подлежащей проверке, не имеет пропущенных или размытых границ в направлении A.
Разумеется, количество фокусов, количество датчиков изображения, ассоциированных с каждым фокусом, и их относительное расположение выбираются любым подходящим способом в зависимости от желаемой степени точности измерения, формы изделий и расстояния между ними на конвейере.
Следует отметить, что при промышленном массовом производстве представляется возможным, что несколько партий изделий одновременно присутствуют на одной и той же производственной линии или линии контроля. В этом случае установка включает в себя систему для указания компьютерной системе партии изделий, к которой принадлежит каждое из изделий, с целью реализации способа изобретения для всех изделий в одной и той же партии изделий. Действительно, установка согласно изобретению может использоваться для проверки потока изделий машинного производства, состоящих из нескольких партий различных изделий, например, первой партии изделий и второй партии изделий. Партии изделий могут отличаться формой мономатериальных изделий или конкретным коэффициентом ослабления или тем и другим. В этом случае установка должна быть оснащена средством для предоставления компьютерной системе априорной геометрической модели каждой партии изделий и коэффициентов ослабления каждой партии изделий, и в компьютерной системе должно быть предусмотрено средство для ассоциирования радиографических изображений каждого изделия с партией изделий, к которой оно принадлежит.
Реферат
Изобретение относится к способу измерения, включающему: сбор данных, с использованием датчиков (Cji) изображения, для каждого изделия во время его перемещения по меньшей мере трех радиографических изображений области, подлежащей проверке, причем радиографические изображения получены по меньшей мере из трех радиографических проекций области, подлежащей проверке, и направления (Dji) проекции отличаются друг от друга; предоставление компьютерной системе априорной геометрической модели области, подлежащей проверке, для партии изделий; определение, с использованием компьютерной системы с учетом постоянного коэффициента ослабления, на основе указанной априорной геометрической модели и по меньшей мере трех радиографических изображений проверяемой области, цифровой геометрической модели проверяемой области; для каждого изделия из партии, определение, из цифровой геометрической модели проверяемой области по меньшей мере одного значения линейного размера проверяемой области. Обеспечивается точный контроль размеров промышленных изделий, перемещающихся поступательно с высокой скоростью. 2 н. и 33 з.п. ф-лы, 12 ил.
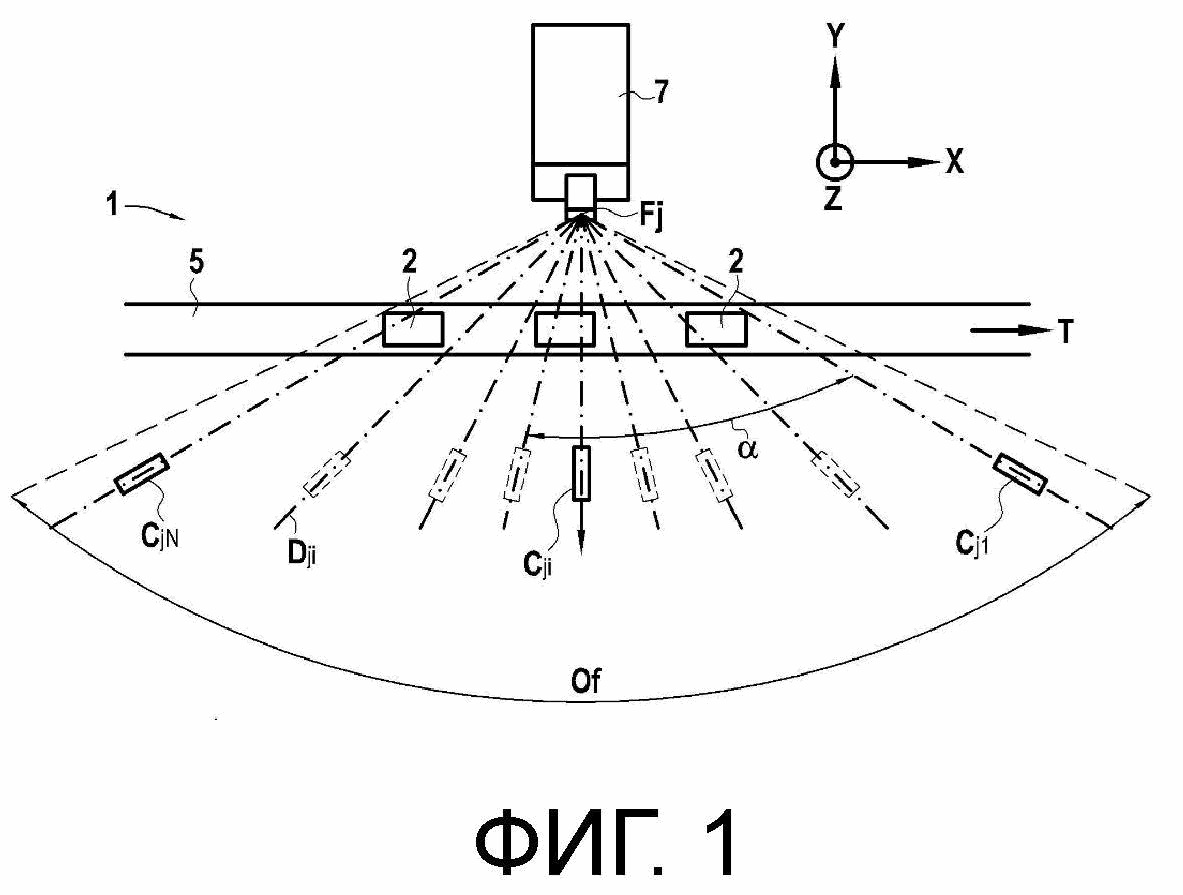
Формула
Документы, цитированные в отчёте о поиске
Система и способ контроля качества изделия
Комментарии