Катализатор реформинга - RU2558150C2
Код документа: RU2558150C2
Чертежи

Описание
Настоящее изобретение относится к улучшенному катализатору процессов реформинга с водяным паром, таких как трубчатый реформинг, теплообменный реформинг, каталитическое частичное окисление (КЧО), автотермический реформинг и вторичный реформинг. Это изобретение также относится к способу получения катализатора и способу реформинга с использованием катализатора. Более конкретно, изобретение относится к катализатору реформинга для использования в процессах автотермического реформинга (АТР) или каталитического частичного окисления (КЧО).
Как используется здесь, автотермический реформинг (АТР) охватывает все вариации этой технологии, включая вторичный реформинг со сжиганием в воздухе и кислороде. Термин вторичный реформинг обычно используют, когда получающийся синтез-газ используют в качестве синтез-газа в получении аммиака. Настоящее изобретение, главным образом, сосредоточено на автотермическом реформинге с кислородным дутьем. Однако здесь также представлено его использование для автотермического реформинга с продувкой воздухом и каталитического частичного окисления (КЧО). Как правило, автотермический реформинг с продувкой воздухом используют на заводах производства аммиака, и, в общем, рабочие условия установки автотермического реформинга являются менее требовательными из-за уменьшающегося влияния азота в воздухе при более высоких отношениях водяного пара к углероду.
Производство синтез-газа из природного газа, нефти, угля, кокса, сырой нефти и других углеродных ресурсов обычно проводят через реакции реформинга с водяным паром, автотермического реформинга, каталитического частичного окисления или газификации. Этот синтез-газ содержит водород, оксид углерода, диоксид углерода и воду в качестве главных компонентов.
Использование технологии автотермического реформинга для обработки технологического газа, который частично был подвергнут реформингу выше по ходу потока, хорошо установлено. Частично подвергнутый реформингу газ обычно получают из обработки подаваемого углеводорода, который проходит через трубчатые установки для реформинга или теплообменные установки для реформинга. Подаваемый природный газ также может быть прямо пропущен через автотермическую установку для реформинга, возможно, после того, как подаваемый газ проходит через адиабатическую установку предварительного реформинга.
В установке автотермического реформинга (ATP), подогретое углеводородное сырье подвергают экзотермическому внутреннему сжиганию в кислороде, то есть частичному окислению с последующим эндотермическим реформингом с водяным паром частично окисленного исходного сырья в неподвижном слое катализатора. Химические реакции в этом типе установки для реформинга представляют собой сочетания реакций сжигания и реформинга с водяным паром. Установка АТР состоит грубо из огнеупорно футерованного сосуда под давлением, камеры сжигания и неподвижного слоя катализатора. Горелка, установленная в верхней части этого реактора, обеспечивает смешивание подогретого потока подаваемого углеводорода, такого как поток, обогащенный метаном, вместе с потоком, содержащим кислород, таким как воздух или смесь кислород/водяной пар. Кислород может быть подан в подстехиометрических количествах (меньше, чем его требуются для полного сжигания подаваемого углеводорода), и реакции зажигания пламени подаваемого углеводорода происходят в камере сжигания, расположенной в верхней части реактора. Камера сжигания образуется областью между горелкой в верхней части реактора и неподвижным (-и) слоем (-ями) катализатора и может также включать область, где происходит дальнейшая конверсия подаваемого углеводорода вследствие гомогенных реакций в газовой фазе. Конечная конверсия углеводорода происходит благодаря гетерогенному катализу в одном или нескольких неподвижных слоях подходящего катализатора, расположенного в нижней части реактора.
Реакции зажигания пламени, представляющие частичное окисление исходного углеводородного сырья, являются высоко экзотермическими, в то время как конечная конверсия углеводорода в неподвижном слое катализатора является эндотермической и проводится в присутствии, например, водяного пара. Экзотермические реакции обеспечивают тепло, необходимое для эндотермического каталитического реформинга с водяным паром. В установке для автотермического реформинга типичные температуры технологического газа, покидающего камеру сжигания, находятся в интервале 800-1600°C, более определенно, в интервале 900-1400°C. Этот газ охлаждается посредством эндотермической реакции реформинга с водяным паром в слое катализатора до 850-1100°C. В области выше неподвижного слоя катализатора может быть достигнута максимальная температура пламени 2000-3500°C. Фактические температуры могут варьироваться в зависимости от того, например, продувается реактор воздухом, либо кислородом.
Установки для реформинга с водяным паром, такие как трубчатые установки для реформинга, теплообменные установки для реформинга, установки каталитического частичного окисления (КЧО), и особенно установки для автотермического реформинга обычно работают с катализаторами на основе никеля (никель в качестве единственного металла) определенных форм, таких как катализаторы круглой формы. К сожалению, из-за суровых условий, преобладающих в этих установках для реформинга, особенно в установках для автотермического реформинга, мы наблюдаем, что может иметься истощение никеля на геометрической поверхности тел катализатора, а также спекание никеля и, таким образом, потеря эффективной каталитически площади поверхности. В целом катализатор теряет стабильность и активность через какое-то время.
Более определенно, проблемы, связанные, в особенности, с работой АТР, включают испарение никеля и быстрое спекание никеля. Как кажется, улетучивание никеля является результатом реакции частиц никеля из катализатора реформинга с водяным паром в соответствии с Ni(т)+Н2O=Ni(OH)2 (г).
Кроме того, установка для автотермического реформинга является огнестойко футерованной, и слой катализатора защищен слоем огнестойких плиток. Ключевой аспект состоит в поддержании низкого падения давления в слое катализатора, чтобы устранять риск побочного прохода газа в огнеупорную футеровку, приводящего к участкам местного перегрева оболочки реактора. Огнеупорные материалы основаны на оксиде алюминия, и малые количества оксида алюминия испаряются из этих материалов при высокой температуре в камере сжигания согласно уравнению Al2O3(т)+2H2O (г)=2Al(OH)3 (г). Эти пары оксида алюминия затем конденсируются (или отверждаются или осаждаются) на катализаторе, который сохраняется относительно холодным вследствие эндотермической реакции реформинга. В результате происходит постепенное понижение количества пор катализатора, что ведет к увеличивающемуся падению давления над слоем катализатора.
Заявка на патент США 2005/0089464 раскрывает катализатор для частичного окисления на основе Rh на оксиде алюминия и катализатор для реформинга с водяным паром на основе Ni на оксиде алюминия. Загрузка металла является высокой, то есть в интервале 5-30 мас.%.
Патент США №7230035 раскрывает катализатор, снабженный пористым запирающим слоем между носителем и каталитическим слоем, в котором более 60% активного вещества находятся в наружной оболочке, то есть показывает профиль яичной скорлупы. Каталитически активный материал может быть иридием, рением или родием.
Заявка на патент США 2009/0108238 раскрывает катализатор для реформинга углеводородов, содержащий такие металлы как платина, палладий, родий, иридий, рутений, нанесенные на носитель, произведенный из смеси материала с низкой площадью поверхности и материала с высокой площадью поверхности.
Заявка ЕПВ EP-А-1338335 раскрывает катализаторы для реформинга углеводородов, включающие Ir и Со, или Rh и Со, или Ru и Co на носителе из оксида церия и оксида алюминия. Весовое содержание Ir или Rh или Ru примерно такое же как Co. Этот источник ничего не говорит относительно использования катализаторов типа яичной скорлупы.
Заявка на патент США 2007/0238610 раскрывает катализаторы реформинга топлива, нанесенные как протравные грунтовки в виде пен и монолитов для применений в топливных ячейках. Раскрытые катализаторы включают двухступенчатые катализаторы, такие как катализатор 2 мас.% Ir - 2 мас.% Ni на La2O3, с последующим катализатором, содержащим Pd или Pt, таким как 1 мас.% Pd - 5 мас.% Ni. Двухступенчатые катализаторы обеспечивают более высокое генерирование водорода, чем их одноступенчатые аналоги. Где используют Rh, катализатор состоит из Rh, Pt или Pd, и Ni. Добавление Rh, как считают, улучшает устойчивость катализатора к отравлению серой и формированию кокса. Этот источник ничего не говорит относительно использования катализаторов типа яичной скорлупы.
Международная заявка WO-A-9737929 раскрывает экспериментальный реактор для проведения реакций частичного окисления, включающих использование монолитов с системами катализатора, включающими использование Rh в первом слое катализатора и Ru во втором слое, либо Rh в первом слое и Ni во втором слое. Нет ни раскрытия системы катализатора Rh-Ni или Ir-Ni, ни использования катализаторов типа яичной скорлупы.
Международная заявка WO-A-2010078035 описывает кратко и широко использование катализаторов Ni-Ir в АТР применениях, в особенности, катализатора Ni-Ir с 2,5 мас.% Ni и 0,5 мас.% Ir с вариацией около 0,25 мас.% для оптимизации. Этот источник ничего не говорит относительно использования катализаторов типа яичной скорлупы.
Международная заявка WO-A-2007/015620 раскрывает использование нанесенных Ru катализаторов на основе Ni для реформинга с водяным паром, а также нанесенных Ir катализаторов на основе Ni, причем первые показывают превосходную активность в реформинге с водяным паром. Этот катализатор получают в форме порошка, для которого, как ожидается, будет получено полное импрегнирование Ru или Ir всех частиц. Этот источник ничего не говорит относительно использования катализаторов типа яичной скорлупы.
Заявка на патент США 2008/0265212 раскрывает устойчивые к сере катализаторы для производства синтез-газа и водорода через реформинг с водяным паром при температуре около 500°C для применений в топливных ячейках. Катализаторы находятся в форме порошков и включают Rh-Ni на, среди прочего, смешанном носителе оксид церия - оксид алюминия. Так как катализатор находится в форме порошка, ожидается полное проникновение активных металлов внутрь частиц. Соответственно, этот источник ничего не говорит относительно катализаторов типа яичной скорлупы.
Патент США номер 5616154 широко раскрывает использование Rh и Ru в качестве катализаторов на различных носителях, включая оксид алюминия, для превращения жидких органических материалов при низких температурах и высоком давлении (300-450°C, более 130 атмосфер) в газ, содержащий метан, диоксид углерода и водород, то есть, «метанирования». Металлы Ir, Pt, и Pd, возможно, в сочетании с восстановленным Ni в качестве второго катализатора, также указывают как возможность для эффективного проведения конверсии CO - метан. Из проверенных катализаторов никакие не являются биметаллическими Ir-Ni или Rh-Ni, и рассматриваемый процесс «метанирования» является совершенно иной областью использования, нежели в настоящем изобретении.
Заявка на патент США 2008/0197323 раскрывает использование катализаторов в, например, автотермическом реформинге, где каталитическая активность на первом (верхнем) слое увеличивается при использовании в этом слое катализаторов более высокой геометрической площади поверхности (ГПП), чем в последующих слоях. Активный металл в катализаторе представляет собой никель, который может быть заменен металлами, включающими платину, палладий, иридий, рутений и родий.
В материалах международной конференции "Nitrogen and Syngas" 2010, Бахрейн 28 II-03 III, 2010, стр.97-109, широко предложено обеспечивать верхнюю часть слоя катализатора в установке для автотермического реформинга с частицами катализатора, имеющими низкую ГПП, где указанные частицы имеют более одного сквозного отверстия, в то время как более низкая и главная часть слоя катализатора обеспечивается меньшими частицами катализатора, имеющими более высокую ГПП и также содержащими более одного сквозного отверстия.
Заявка ЕПВ EP-А-0625481 описывает способ реформинга при высокой температуре, например, автотермического реформинга, в котором слой катализатора содержит верхний и более низкий слой, причем катализаторы в верхнем слое имеют пониженную активность. Пониженная активность, как считают, возможна при повышении размера частиц катализатора в верхнем слое.
Задача настоящего изобретения состоит в том, чтобы обеспечить катализатор для использования в каталитическом частичном окислении (КЧО) или автотермическом реформинге (АТР), который имеет более высокую активность и более стабилен, чем обычные катализаторы на основе никеля.
Другая задача настоящего изобретения состоит в том, чтобы обеспечить способ каталитического частичного окисления или автотермического реформинг при пониженном падении давления в слое катализатора без снижения активности катализатора.
Эти и другие задачи решаются настоящим изобретением.
Соответственно, в первом объекте этого изобретения обеспечивается процесс, особенности которого как таковые также указаны в пп.1-15 формулы изобретения.
1. Способ реформинга с водяным паром углеводородов, содержащий контакт подаваемого газа в реакторе каталитического частичного окисления (КЧО) или установке для автотермического реформинга, работающих при температурах в интервале 800-1600°C и давлениях 20-100 бар, с катализатором типа яичной скорлупы, состоящим из активного соединения в форме сплава никеля и одного металла из иридия, родия и рутения, на носителе, содержащем оксид алюминия, диоксид циркония, оксид магния, диоксид титана или их сочетания.
2. Способ по п.1, в котором катализатор имеет цилиндрическую форму и имеет одно или несколько сквозных отверстий, где расстояние от центра до внешней поверхности катализатора составляет от 10 до 40 мм, высота катализатора составляет от 10 до 40 мм, а диаметр одного или нескольких сквозных отверстий составляет от 3 до 30 мм.
3. Способ по п.1 или 2, в котором катализатор находится в виде одно или более слоев катализатора с отношением пустота/(внешняя или геометрическая площадь поверхности) равным 1,0-4,5 л/м2.
4. Способ по п.3, в котором верхний слой представляет собой катализатор первого типа с отношением пустота/(внешняя или геометрическая площадь поверхности), которое составляет более 3 л/м2, и по меньшей мере второй слой представляет собой катализатор второго типа с отношением пустота/(внешняя или геометрическая площадь поверхности), которое составляет менее 3 л/м2.
5. Способ по п.4, где отношение пустота/(внешняя или геометрическая площадь поверхности) катализатора второго типа выше 2 л/м2.
6. Способ по любому из пп.1-5, содержащий по меньшей мере еще третий слой третьего типа катализатора, имеющего отношение пустота/(внешняя или геометрическая площадь поверхности) в интервале от 1,0 до 4,5.
7. Способ по любому из пп.1-6, в котором активное соединение представляет собой сплав никеля и иридия, или сплав никеля и родия, или сплав никеля и рутения, где содержание иридия или родия или рутения в катализаторе находится в интервале от 0,01 до 0,5 мас.%, а содержание никеля в катализаторе составляет от 2 до 16 мас.%.
8. Способ по любому из пп.1-7, где носитель содержит оксид алюминия, выбирается из а-оксида алюминия, алюмината кальция, магний-алюминиевой шпинели и их сочетаний.
9. Способ по любому из пп.1-8, где активное соединение представляет собой сплав никеля и иридия или никеля и рутения, и по меньшей мере 90 мас.% иридия или рутения в катализаторе располагается в наружной оболочке, имеющей глубину до 10% от внешней поверхности катализатора или до 10% от периферии одного или нескольких сквозных отверстий катализатора.
10. Способ по п.9, в котором локальная концентрация иридия или рутения в наружной оболочке составляет от 0,1 до 5,0 мас.%.
11. Способ по любому из пп.1-10, где активное соединение в катализаторе в форме сплава никеля и одного металла из иридия, родия и рутения имеет средний размер кристаллитов ниже 0,1 мкм, при измерении состаренного или исчерпанного катализатора.
12. Способ по любому из пп.1-11, в котором катализатор получают сначала внедрением никеля в носитель и на следующей стадии добавлением иридия или родия или рутения.
13. Способ по п.12, в котором катализатор получают импрегнированием катализатора, состоящего из никеля на носителе, водным раствором иридия, родия или рутения, затем прокаливанием на воздухе при 400-600°C и восстановлением в Н2 при 350-600°C, предпочтительно 500-550°C.
14. Способ по п.13, где импрегнирование катализатора проводят водным раствором IrCl3×H2O или ацетата иридия или Ru(NO3)3NO, и носитель содержит оксид алюминия, предпочтительно а-оксид алюминия или магний-алюминиевую шпинель.
15. Способ по любому из пп.1-14, дополнительно содержащий извлечение из реактора каталитического частичного окисления (КЧО) или установки для автотермического реформинга синтез-газа для последующего синтеза Фишера-Тропша, синтеза аммиака, синтеза метанола и синтеза диметилового простого эфира (ДМЭ).
Как используется здесь, носитель, содержащий оксид алюминия, охватывает различные формы оксидов алюминия, такие какие α-оксид алюминия, алюмосиликаты кальция, алюминаты кальция, магний-алюминиевые шпинели, и их сочетания.
Термины носитель и подложка используются попеременно.
Как используется здесь, когда ссылаются на проценты по массе (мас.%) это означает вес сплава металла относительно общего веса катализатора, включая носитель.
Как используется здесь, термин катализатор типа яичной скорлупы означает тело катализатора, в котором активный металл имеет существенно различную концентрацию по направлению к внешним поверхностям катализатора, чем в остальной части этого тела. Другими словами, имеется градиент концентрации, или имеется вариация концентрации по меньшей мере одного из активных металлов от внешней поверхности тела катализатора к телу катализатора. Например, в то время как концентрация никеля может быть постоянной по всему телу катализатора (никель распределен равномерно), концентрация другого металла сплава может варьироваться, и предпочтительно, быть более высокой по направлению к внешним поверхностям тела катализатора. Внешняя поверхность представляет собой поверхность на катализаторе, которая находится в прямом контакте с главным потоком реагирующего газа, проходящим через слой катализатора, содержащий индивидуальные катализаторы типа яичной скорлупы. Соответственно, внешняя поверхность может быть поверхностью вдоль периферии сквозного отверстия в катализаторе, или поверхностью вдоль наиболее удаленной периферии катализатора.
Мы обнаружили, что добавление малых количеств благородных металлов Rh, Ir или Ru к нанесенным Ni катализаторам обеспечивает реальные выгоды в их каталитической активности и сроку службы в результате стабилизации фазы никеля против спекания и улетучивания при высоких температурах и высоких давлениях пара, например, в реакторах АТР. Благородный металл играет роль структурного активатора через формирование металлических сплавов с никелем.
Частицы сплава имеют более медленные скорости спекания, чем чистый никель, и, следовательно, поддерживают большую активную площадь поверхности в течение более длительных времен при промышленной эксплуатации. Кроме того, частицы сплава из соединений с более низкими давлениями паров, следовательно, более стабильны против улетучивания в форме, например, Ni(OH)2. В результате меньше потери никеля.
Выгодный эффект благородных металлов был первоначально обнаружен на промотированных Rh катализаторах оксида алюминия: промотированные Rh никелевые катализаторы намного более активны, чем их обычные аналоги, такие как никелевые катализаторы на носителях из оксида алюминия, алюминатов кальция или магний-алюминиевой шпинели. Это происходит вследствие более высокой дисперсии активной фазы: например, сплав Ni-Rh также подавляет улетучивание никеля вблизи внешней поверхности колец катализатора. То же структурное промотирование продемонстрировано после импрегнирования малых количеств Ir в обычные катализаторы на основе никеля, такие как никелевые катализаторы на носителях из оксида алюминия или магний-алюминиевой шпинели, и после проведения обработок старения или подвергания катализаторов промышленным условиям, то есть в частично исчерпанных катализаторах. Без сплава Ir или Rh или Pt или Ru с Ni, кристаллы Ni растут и спекаются вместе, и эффективная площадь поверхности уменьшается, приводя к уменьшенной активности. Мы видели, что не так много никеля исчезает, когда его сплавляют с Rh, Ir, Ru или Pt, и что степень спекания в значительной степени подавляется. Даже малые количества Ir или Rh или Pt или Ru значительно увеличивают каталитическую активность. Следовательно, катализаторы по изобретению показывают лучшую устойчивость к дезактивации при высоких температурах и тем самым более длительные сроки службы.
Мы также обнаружили, что хотя иридий не имеет более высокую активность, чем никель при той же степени дисперсности, полученный катализатор в форме сплава никеля и иридия на носителе показывает более высокую активность, чем любой из катализатора на основе чистого никеля или катализатора на основе чистого иридия. Следовательно, установлен неожиданный синергический эффект.
Чтобы гарантировать профиль типа яичной скорлупы с более высокими локальными концентрациями металла, отличного от никеля, по направлению к внешней поверхности тела катализатора, в катализатор сначала вводят никель, например, через импрегнирование подложки, содержащей оксид алюминия, и в следующей стадии добавляют Ir или Rh или Ru, например, последующим импрегнированием водным раствором этого металла. Предпочтительно, катализатор с введенным никелем подвергают сушке и прокаливанию перед последующим добавлением Ir или Rh или Ru. Прокаливание, предпочтительно, проводят при 400-600°C на воздухе, более предпочтительно, при 450°C на воздухе.
Мы также обнаружили, что при использовании особенно иридия или рутения в качестве благородного металла на носителе, содержащем оксид алюминия, такой как α-оксид алюминия, магний-алюминиевая шпинель или алюминат кальция, этот металл после импрегнирования на носителе не проникает полностью в тело катализатора, но скорее остается даже больше на наружной оболочке тела катализатора, то есть, по направлению к внешним поверхностям тела катализатора. Таким образом, обеспечивается намного более простой и более дешевый путь получения нового катализатора, без необходимости дополнительных микропористых запирающих слоев, как например, в патенте США 7230035. Глубина, в которой расположен благородный металл иридий, составляет до 2000 мкм, предпочтительно, до 1000 мкм от внешней поверхности катализатора, более предпочтительно, до 500 мкм, наиболее предпочтительно, ниже 400 мкм или около 200 мкм. Расстояние от поверхности до поверхности в кольце сформированного катализатора (от внешней поверхности катализатора до периметра сквозного отверстия), или полная глубина составляет обычно 10000 мкм.
Соответственно, в специфическом варианте выполнения изобретения, активное соединение представляет собой сплав никеля и иридия, или никеля и рутения, и по меньшей мере 90 мас.% иридия или рутения в катализаторе расположено в наружной оболочке, имеющей глубину до 10% от внешней поверхности катализатора или до 10% от периферии одного или нескольких сквозных отверстий катализатора.
Частицы Ir или Ru остаются вблизи наружной оболочки колец катализатора, достигая локальных концентраций между от 0,1 до 5,0 мас.%, часто от 0,1 и 1,0 мас.% при расстояниях от внешней поверхности 1000 мкм или ниже, особенно ниже 500 мкм или даже ниже 400 мкм, и тем самым формируя профили типа яичной скорлупы с градиентом концентрации от поверхности в катализатор; расстояние от поверхности до поверхности, или полная глубина составляет 10000 мкм.
Внешние поверхности тел катализатора, даже если тело катализатора как таковое имеет полностью цилиндрическую форму, могут быть отличными от круглой.
Хотя в промышленных условиях реакции в установке для автотермического реформинга или КЧО происходят, преимущественно, в наружной оболочке тел катализатора, некоторое проникновение активного металла все же желательно. Мы обнаружили, что лучшими катализаторами являются те, в которых по меньшей мере 90 мас.% активного металла, предпочтительно, Ir или Ru, расположено в пределах глубины около 200 мкм, например, от 150 до 250 мкм, что соответствует около 2%, например, 1,5-2,5% от внешней поверхности катализатора или от периферии одного или нескольких сквозных отверстий катализаторов, причем катализатор, предпочтительно, представляет собой катализатор кольцевой формы (одно сквозное отверстие) с полной глубиной 1000 мкм.
Предпочтительно, при использовании иридия импрегнирование катализатора проводят водными растворами IrCl3×H2O или Ir(ОАс)х (ацетата иридия) в качестве предшественников. Мы именно обнаружили, что наличие этих профилей типа яичной скорлупы может быть приписано электростатическим взаимодействиям между анионными частицами в растворе и положительно заряженными группами Al-(OH2)+ на поверхности Al2O3, или вероятно, даже никеля в качестве других основных частиц, которые предотвращает проникновению Ir глубже в тела катализатора в ходе импрегнирования пор. Тот же механизм взаимодействия с поверхностью Al2O3, как кажется, применяется при использовании ацетата иридия в качестве предшественника для иридия. Ацетат иридия особенно привлекателен в качестве предшественника иридия, поскольку он избегает использования растворов, содержащих Cl-, в ходе получения катализатора, и дает возможность локализации иридия в катализаторе в пределах слоев толщиной 200 мкм от поверхности или ниже, таких как 150 мкм, как показано на сопутствующем Фиг.3.
Предпочтительно, при использовании рутения импрегнирование катализатора проводят Ru(NO3)3NO или RuCl3×nH2O в качестве предшественников. Ru(NO3)3NO особенно привлекателен в качестве предшественника, так как он дает возможность того, что толщина внешней оболочки Ru составляет ниже 500 мкм с концентрациями Ru, обычно варьирующимися в интервале 0,3-2,5 мас.%. В случае RuCl3×nH2O, толщина внешней оболочки Ru составляет обычно ниже 400 мкм, а концентрации Ru варьируются обычно в пределах интервала 0,2-1,5 мас.%, еще некоторое количество Ru также проникает глубже в кольца в некоторой степени. Например, в катализаторе Ru/Al2O3, полученном с RuCl3×nH2O, имеется область в 4000 мкм от внешней поверхности, которая содержит до 0,5 мас.% Ru, как показано на сопутствующем Фиг.4.
Rh/Ir/Ru (Rh или Ir или Ru) в свежем катализаторе на основе никеля будут в ходе нагревания, а также после пуска, формировать сплав, проникающий в частицы никеля. В то время как чистый Ni будет спекаться с более высокой скоростью через какое-то время, катализатор, промотированный благородным металлом, будет спекаться с более медленной скоростью и тем самым поддерживать большую активную площадь поверхности в течение более длительных времен с сопутствующим увеличением срока службы загрузки катализатора. Мы наблюдали меньшие размеры частиц металла в исчерпанных катализаторах, промотированных благородными металлами, по сравнению с катализаторами на основе чистого никеля. Активное соединение в форме сплава никеля и благородных металлов имеет средний размер кристаллита ниже 0,1 мкм при измерении состаренного или исчерпанного катализатора, тогда как катализатор с частицами никеля без благородных металлов имеет средний размер кристаллита более выше 0,1 мкм, часто в интервале 0,1-0,8 мкм или даже больше, как измерено анализом сканирующей электронный микроскопией (СЭМ).
В соответствии с изобретением, предпочтительный катализатор, показывающий высокую активность и стабильность, представляет собой катализатор с носителем, содержащим α-оксид алюминия с 2,0 или 3,0 мас.% Ni и 0,1 мас.% 1 г.Таким образом, в предпочтительном варианте выполнения изобретения, весовое отношение Ir/Ni составляет 1/20 или 1/30, но более низкие количества Ir относительно Ni также применимы, такие как весовые отношения Ir/Ni столь низкие, как 1/60. Весовое отношение Rh/Ni также может быть столь же низким, как 1/70. Более предпочтительный интервал для носителя, содержащего α-оксид алюминия, составляет 0,04-0,15 мас.% Ir/Rh.
Термин Ir/Rh обозначает Ir или Rh. Термин Rh/Ir обозначает Rh или Ir.
Носитель, содержащий α-оксид алюминия, работает также с 0,01-0,5 мас.% Rh/Ir, но, предпочтительно, с 0,03-0,5 мас.% Rh/Ir.
В другом предпочтительном варианте выполнения изобретения носитель, содержащий шпинель MgAl2O4, хорошо работает в терминах активности и стабильности с как 8 мас.% Ni, так и 0,25 мас.% Ir/Rh, и с 12 мас.% Ni и 0,25 мас.% Ir/Rh, что соответствует Ir/Ni=1/32 и 1/48, соответственно. Носитель, содержащий шпинель MgAl2O4, работает также с 0,01-0,5 мас.% Rh/Ir, предпочтительно, 0,03-0,5 мас.% Rh/Ir.
Как описано выше, конденсация оксида алюминия в установке для реформинга заставляет пустоты слоя катализатора уменьшаться, и тем самым увеличивает падение давления в слое катализатора. Понижение этой пустоты имеет резкое, более чем линейное, влияние относительно увеличения падения давления.
Эта пустота представляет собой ту объемную часть слоя катализатора, где технологический газ может течь свободно, не затрудненный материалом тел катализатора.
Пустота слоя катализатора представляет собой для настоящей цели определенную в качестве числа литров объема слоя катализатора, который находится вне внешней или геометрической поверхности тел катализатора на единицу объема слоя катализатора.
Внешняя или геометрическая площадь поверхности (ГПП) тел катализатора представляет собой для настоящей цели определенную в качестве числа м2 внешней или геометрической площади поверхности тел катализатора на единицу объема слоя катализатора.
По изобретению проблема осаждения далее облегчается произведением большего пространства для конденсации/осаждения оксида алюминия при выборе катализатора для верхней части слоя катализатора с формой тела, отличающейся высоким отношением между пустотой и внешней или геометрической площадью поверхности; то есть пустотой, деленной на внешнюю или геометрическую площадь поверхности в единицах л/м2, что следует из определений выше. Это снова ведет к тому, что катализатор простой кольцевой формы тела, то есть цилиндра с одним единственным сквозным отверстием, предпочтителен над другими более сложными формами с множеством сквозных отверстий. Следовательно, в другом предпочтительном варианте выполнения изобретения, верхний слой представляет собой первый тип катализатора с одним единственным сквозным отверстием.
Предпочтение выше будет противоречить нормальному первому выбору для формы тела катализатора, работающего при условиях, отличающихся сильными ограничениями диффузии пор, где специалисты будут иметь тенденцию выбирать форму тела катализатора с высокой внешней или геометрической площадью поверхности на единицу слоя катализатора. Этот предмет объясняется ниже таблицей, дающей ключевые фигуры на некоторых формах тела катализатора, используемого в установках автотермического реформинга.
Очевидно, что вопреки традиционным схемам загрузки в настоящем изобретении, верхние слои, содержащие одно единственное сквозное отверстие, представляют самую низкую геометрическую площадь поверхности.
Следовательно, объединяя использование катализаторов типа яичной скорлупы, имеющих никель и один из металлов из иридия, родия и рутения, со специфическими формами, как определяется пустотой/геометрической площадью поверхности, возможно ограничивать падение давления, и в то же самое время по меньшей мере поддерживать каталитическую активность и стабильность в по меньшей мере верхнем слое слоя катализатора.
Было бы понятно, что термин слой катализатора или неподвижный слой образует агломерацию тел катализатора, диспергированных внутри реактора, что приводит к слою, имеющему данную толщину вдоль длины реактора. Было бы также понятно, что слой катализатора может содержать один или несколько слоев или подслоев катализатора.
Кольцо 25/11-20 мм обозначает катализатор в форме кольца (одно сквозное отверстие) с наружным диаметром 25 мм, внутренним диаметром (диаметр сквозного отверстия) 11 мм и высотой 20 мм. 16×11 мм с 7 отверстиями обозначает катализатор с 7 сквозными отверстиями (или эквивалентом 7 сквозных отверстий), наружным диаметром 16 мм, диаметром отверстия 3 мм, высотой 10 мм.
Величины для отношения пустота/(внешняя или геометрическая площадь поверхности), например, 2,22 л/м2 для частиц катализатора в форме колец 25/11-20 мм, рассчитывают по стандартным эмпирическим формулам для определения пустоты, в то время как величины в круглых скобках рассчитывают по формулам из открытой литературы.
В частности, величины пустот таблицы и величины в круглых скобках для отношения пустота/(внешняя или геометрическая площадь поверхности), например, 2,15 для частиц катализатора в форме колец 25/11-20 мм рассчитывают по формуле Макс Лева для расчета пустоты (1. Leva, М.; Chem. Eng. май, стр.115-117 (1949), 2. Leva, Max; Grammer, Milton. "Pressure Drop Through Packed Tubes: Part III Prediction of Voids in Packed Tubes." Chemical Engineering Progress, T.43, №12, стр.713-718. Питтсбург, Пенсильвания: 1947), в который пустота=внешняя пустота+внутренняя пустота, и внешняя пустота=0,30675+0,6885 (Dp/Dt), где Dp - размер частиц и Dt - внутренний диаметр реактора или трубы.
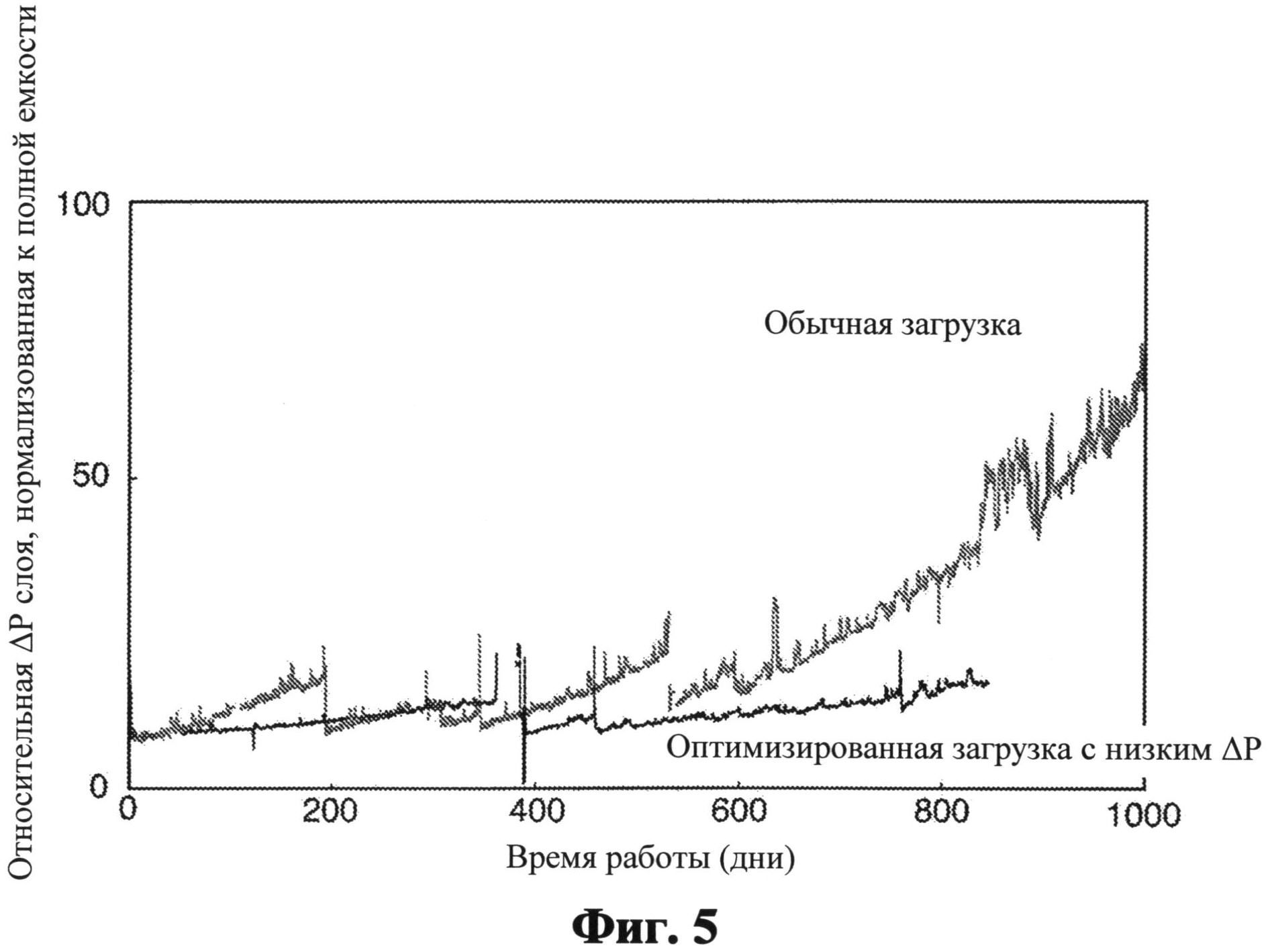
Соответственно, верхний слой представляет собой первый тип катализатора с отношением пустота/(внешняя или геометрическая площадь поверхности) - отношением, которое выше 3 л/м2 и по меньшей мере второй слой представляет собой второй тип катализатора с отношением пустота/(внешняя или геометрическая площадь поверхности) - отношением, которое ниже 3 л/м2. Предпочтительно, отношение пустота/(внешняя или геометрическая площадь поверхности) второго типа катализатора выше 2 л/м2. В этих специфических условиях, изобретение дает возможность, вопреки заявке на патент ЕПВ EP-А-0625481, пониженного падения давления в слое катализатора, хотя в то же время способно поддерживать или увеличивать каталитическую активность не менее ее в верхних слоях слоя катализатора. Сопутствующий Фиг.5 показывает пониженное падение давления в установке для автотермического реформинга по сравнению с обычной загрузкой катализатора.
Может быть обеспечен по меньшей мере следующий, третий слой третьего типа катализатора, где указанный третий тип катализатора свободно сформирован с адекватной эффективной каталитической активностью и характеристиками падения давления, чтобы осуществлять превращение реформинга и требования к начальному падению давления. Такие катализаторы представляют собой, предпочтительно, катализаторы с отношение пустота/(внешняя или геометрическая площадь поверхности) в интервале от 1,0 до 4,5 л/м2, более предпочтительно, катализаторы с отношением пустота/(внешняя или геометрическая площадь поверхности), которое ниже 1,5 л/м2, такие как катализаторы цилиндрической формы с 7 сквозными отверстиями (или эквивалентом 7 сквозных отверстий), имеющие отношение пустота/(внешняя или геометрическая площадь поверхности) в интервале 1,0-1,4, более определенно, 1,36 и 1,04 л/м2, как показано в таблице выше.
Предпочтительно, верхний слой составляет 5-30% полной глубины слоя катализатора.
Во втором объекте изобретения, как определено в п.п.16-22, изобретение также охватывает катализатор как таковой.
Следовательно, это изобретение обеспечивает также катализатор типа яичной скорлупы, состоящий из активного соединения в форме сплава никеля и одного металла из иридия, родия и рутения, на носителе, содержащем оксид алюминия, диоксид циркония, оксид магния, диоксид титана или их сочетания.
Предпочтительно, содержание иридия или родия или рутения в этом катализаторе находится в интервале от 0,01 до 0,5 мас.%, а содержание никеля в катализаторе составляет от 2 до 16 мас.%.
Предпочтительно, носитель, содержащий оксид алюминия, выбран из α-оксида алюминия, алюмината кальция, магний-алюминиевой шпинели и их сочетания.
Предпочтительно, катализатор имеет цилиндрическую форму и имеет одно или несколько сквозных отверстий, где расстояние от центра до внешней поверхности катализатора составляет от 10 до 40 мм, высота катализатора от 10 до 40 мм, а диаметр одного или нескольких сквозных отверстий от 3 до 30 мм.
Предпочтительно, активное соединение представляет собой сплав никеля и иридия, или никеля и рутения, и по меньшей мере 90 мас.% иридия или рутения в катализаторе расположено в наружной оболочке, имеющей глубину до 10% от внешней поверхности катализатора или до 10% от периферии одного или нескольких сквозных отверстий катализатора.
Предпочтительно, локальная концентрация иридия или рутения в наружной оболочке составляет от 0,1 до 5,0 мас.%.
Предпочтительно, катализатор получают, сначала внедряя никель в носитель, и в следующей стадии добавляя иридий или родий или рутений. Более предпочтительно, катализатор получают импрегнированием катализатора, состоящего из никеля на носителе, водным раствором иридия, родия или рутения, затем прокаливанием на воздухе при 400-600°C и восстановлением в Н2 при 350-600°C, например, при 500-550°C. Другими словами, изобретение охватывает, следовательно, также способ получения катализатора типа яичной скорлупы, содержащий стадии: (а) внедрения никеля в носитель, содержащий оксид алюминия, диоксид циркония, оксид магния, диоксид титана, магний-алюминиевую шпинель и их сочетания; (b) добавления одного металла из иридия, родия или рутения к катализатору стадии (а). Предпочтительно, стадия (а) содержит стадию импрегнирования носителя никелем и затем сушку и прокаливание, где прокаливание, предпочтительно, проводят при 400-600°C на воздухе, более предпочтительно, при 450°C на воздухе.
Предпочтительно, импрегнирование катализатора проводят водным раствором IrCl3×H2O или ацетата иридия или Ru(NO3)3NO, и носитель содержит оксид алюминия, предпочтительно, α-оксид алюминия или магний-алюминиевую шпинель. С этими предшественниками получают лучшие градиенты концентрации металлов. В то время как Rh представляет вариацию в концентрации по всем телам катализатора, но фактически достигает максимума далеко от внешней поверхности катализатора, Ir и Ru тонко диспергируются по направлению к внешним поверхностям тел катализатора, как видно на Фиг.3 и 4.
Этот катализатор предпочтителен для использования в реформинге с водяным паром углеводородов, таком как адиабатический предварительный реформинг и первичный реформинг, более предпочтителен для использования в реформинге углеводородов в каталитическом частичном окислении (КЧО) или установке для автотермического реформинга, наиболее предпочтителен для использования в реформинге углеводородов в каталитическом частичном окислении (КЧО) или установке для автотермического реформинга, работающих при температурах в интервале 800-1600°C и давлениях 20-100 бара.
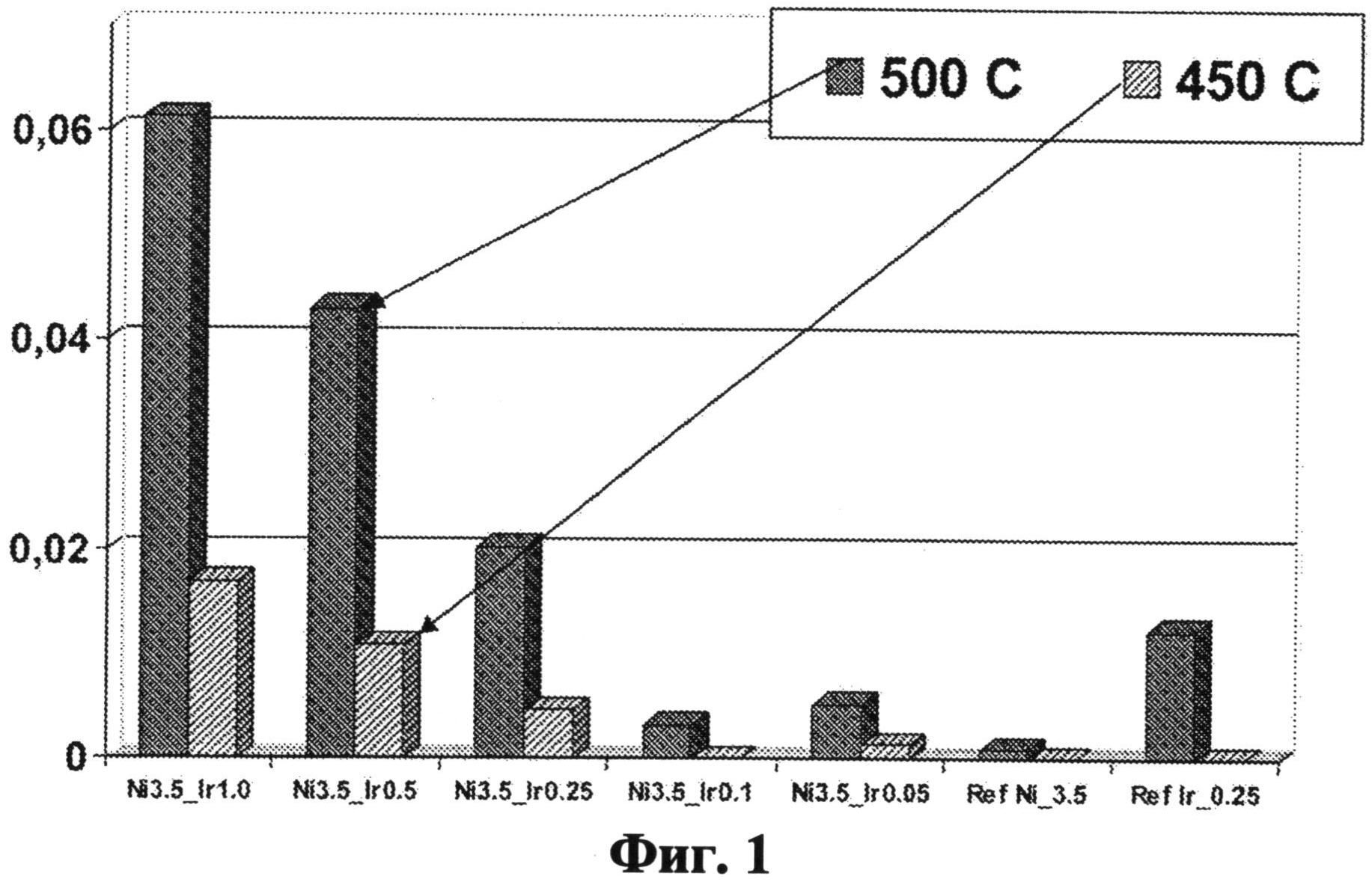
Фиг.1 показывает активность в реформинге (моль/г/ч) состаренных промотированных Ir катализаторов при 450 и 500°C.
Фиг.2 показывает активность в реформинге (моль/г/ч) состаренных промотированных Rh катализаторов при 450 и 500°C.
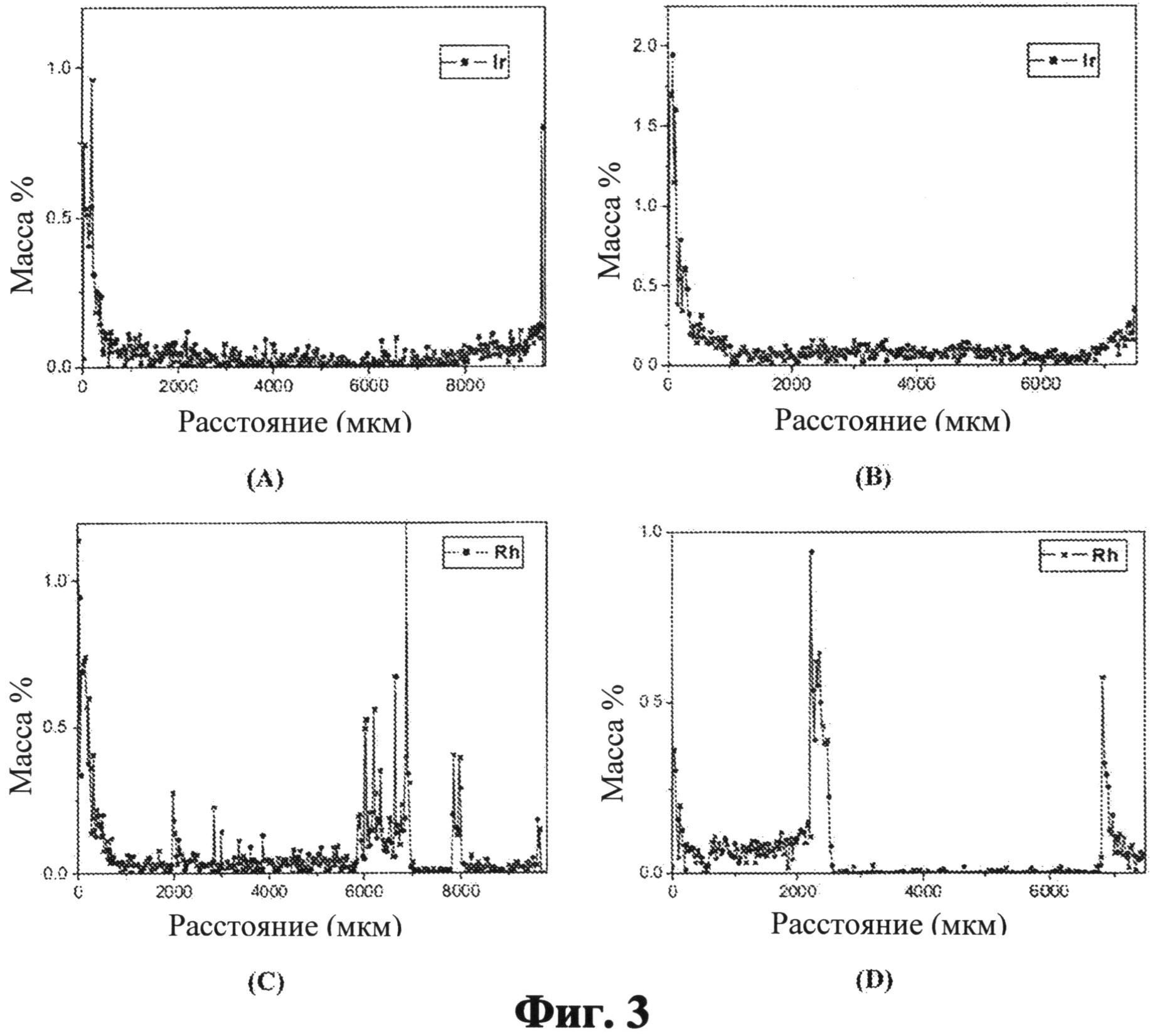
Фиг.3 показывает линейное сканирование микрозондом, измеренное вдоль поперечного сечения никеля на α-оксида алюминия с Ir 0,1 (А), никеля на магний-алюминиевой шпинели с Ir 0,1 (В), никеля на α-оксид алюминия с Rh 0,1 (С) и магний-алюминиевой шпинели с Rh 0,1 (D); кольца катализатора от внешней до внутренней поверхности (от внешней поверхности катализатора до внешней поверхности сквозного отверстия катализатора). Кольца измеряли в состаренном состоянии. Ось X: расстояние в мкм от внешней поверхности катализатора до внешней поверхности сквозного отверстия катализатора, ось Y: мас.% иридия (А, В) или родия (С, D).
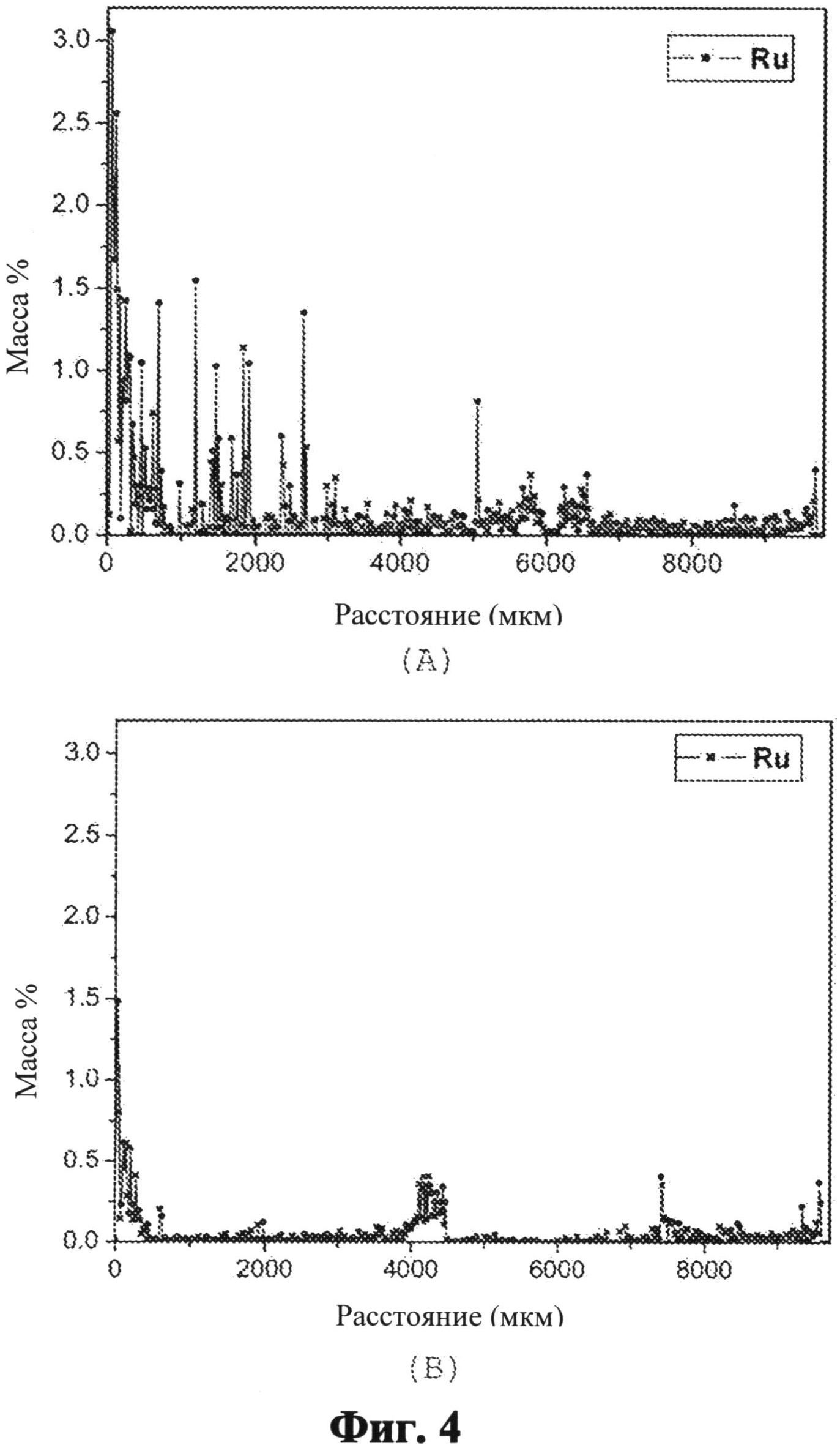
Фиг.4 показывает линейное сканирование микрозондом, измеренное вдоль поперечного сечения никеля на α-оксида алюминия, импрегнированной 0,1 мас.% Ru, либо с использованием [Ru(NO3)3NO] (фиг.4А), либо RuCl3×nH2O (фиг.4В) в качестве предшественников; кольца катализатора от внешней до внутренней поверхности (от внешней поверхности катализатора до внешней поверхности сквозного отверстия катализатора). Ось X: расстояние в мкм от внешней поверхности катализатора до внешней поверхности сквозного отверстия катализатора, ось Y: мас.% рутения.
Фиг.5 показывает влияние загрузки катализатора по изобретению в промышленную установку для автотермического реформинга, работающую при отношении водяного пара к углероду 0,60. Самая низкая рабочая линия: падение давления по настоящему изобретению.
Пример 1:
Катализаторы готовили получением фракций подложки α-Al2O3 0,42-0,50 мм, затем импрегнированием пор 3,5 мас.% Ni с последующими сушкой и прокаливанием при 450°C на воздухе. Частицы в пределах этого интервала малых размеров 0,42-0,50 мм используют, чтобы гарантировать полное проникновение каталитического материала и тем самым должную меру внутренней каталитической активности. Затем проводили импрегнирование пор катализаторов водными растворами IrCl3×H2O или Rh(NO3)2, чтобы достигать загрузок от 0,05 до 1,0 мас.% благородного металла (Ir или Rh), и затем сушку и прокаливание при 450°C на воздухе. В импрегнированиях применяли 5% избытка объема раствора предшественника. Катализаторы затем восстанавливали в чистом Н2 при 525°C.
Состаренные катализаторы:
Эксперименты по состариванию проводили в течение 10 дней при 850°C, давлении 30 бар (избыточных) и атмосферах Н2O/Н2 (6:1), чтобы исследовать эффект промоторов Rh и Ir на спекание никеля, а также взаимодействие между ними.
Обзор полученных катализаторов показан в таблице ниже:
Фиг.1 показывает активность в реформинге состаренных катализаторов с различными весовыми отношениями Ni/Ir. Наблюдают, что сравнительный катализатор, содержащий иридий (Срав. Ir_0,25), при 450 С быстро дезактивируется через 1 ч реакции реформинга, ведущей к полной потере активность. Еще мы обнаруживаем увеличение активности с увеличением загрузки Ir, которое очень выражено вследствие синергического эффекта, получаемого после формирования сплавов Ir-Ni. Иридий играет роль в качестве структурного промотора при формировании биметаллических частиц Ni-Ir, которые более устойчивы к спеканию в ходе обработок старения. Следовательно, активность катализаторов в значительной степени улучшается вследствие более высокой дисперсии металла в состаренном промотированном Ir катализаторе, чем в сравнительном Ni катализаторе. Этот эффект становится наиболее значительным при использовании весовых отношений Ni/Ir ниже 14.
Фиг.2 показывает активность состаренных катализаторов реформинга с различными весовыми отношениями Ni/Rh. Увеличение активности с увеличением загрузки Rh также очень выражено вследствие синергического эффекта, получаемого при формирование сплавов Rh-Ni. Rh играет также роль в качестве структурного промотора и формирования биметаллических частиц Ni-Rh, которые более устойчивы к спеканию в ходе обработок старения. Следовательно, активность катализаторов в значительной степени улучшается вследствие более высокой дисперсии металла в состаренном промотированном Rh катализаторе, чем в сравнительном Ni катализаторе. Этот эффект становится заметным даже при использовании таких высоких весовых отношений Ni/Rh, как 70.
Фигуры выше показывают, что использование Rh или Ir в сочетания с Ni ведет к превосходным катализаторам реформинга с более высокой устойчивостью к спеканию и, следовательно, с более длинным сроком службы катализатора. Увеличение активности, снова относимое к структурному промотированию, получалось через формирование биметаллических частиц Ni-Ir и Ni-Rh.
Rh и Ir, как известно, являются каталитически активными в реакции реформинга; в частности, Rh, как известно, является более активным, чем Ni. Увеличение активности, однако, приписывают увеличению дисперсии металла, достигаемой после обработок старения. Эффект промотирования, следовательно, получают в ходе обработки старения после формирования частиц сплава Rh-Ni, которые спекаются с более низкой скоростью, чем частицы чистого никеля.
Пример 2:
Распределение Ir и Rh вдоль поперечных сечений колец изучали анализом ДВС (спектроскопия дисперсии длин волн). Фиг.3 показывает некоторые характерные примеры линейных сканирований, измеренных на состаренных никелевых катализаторах, нанесенных на α-оксид алюминия и магний-алюминиевую шпинель, промотированных Ir (фиг.3А и 3В) и Rh (фиг.3С и 3D).
Промотированные Rh катализаторы также представляют профили типа яичной скорлупы. Однако Rh не только присутствует в наружной оболочке, то есть около или во внешней поверхности катализатора, но также и проникает глубже в кольца. Например, магний-алюминиевая шпинель_Rh 0,1 достигает высокой концентрации Rh в 2000 мкм от наружной оболочки (фиг.3С). Не связываясь любой теорией, полагают, что это происходит вследствие слабого взаимодействия между [Rh(H2O)6]3+ или других катионных частиц в растворе и подложки Al2O3. Следовательно, водный раствор Rh(NO3)2 менее пригоден в качестве предшественника, так как фракция Rh тратится напрасно внутри кольцевидных катализаторов.
С другой стороны, частицы Ir неожиданно остаются близко к наружной оболочке колец, часто ниже 1000 мкм, особенно ниже 500 мкм или ниже 400 мкм, достигая локальных концентраций между 0,1 и 1,0 мас.%. Расстояние от поверхности до поверхности или полная глубина составляет, как изображено на Фиг.3, около 10000 мкм. Не связываясь любой теорией, место этих профилей типа яичной скорлупы, как полагают, являются результатом электростатических взаимодействий между анионными частицами в растворе и положительно заряженными группами (ОН2)+ на поверхности Al2O3, что предотвращает проникновение Ir глубже в тела катализатора (катализаторы в форме кольца) в ходе импрегнирования пор.
Аналогичные или даже лучшие результаты получают при использовании водных растворов ацетата Ir (Ir(OAc)x) в качестве предшественника Ir, поскольку мы также наблюдаем профили типа яичной скорлупы с очень тонкими слоями ниже 200 мкм.
Подобные профили концентрации были получены для всех состаренных катализаторов.
Пример 3:
Распределение Ru вдоль поперечного сечения различных колец катализатора Ru/Al2O3, получаемых с различными предшественниками Ru, изучали анализом ДВС. Фиг.4 показывает два характерных примера линейных сканирований, измеренных на катализаторах из восстановленного никеля, нанесенных на α-оксид алюминия, которые затем импрегнируют 0,1 мас.% Ru, либо с использованием предшественников Ru(NO3)3NO (фиг.4А), либо RuCl3×nH2O (фиг.4В).
В то время как средняя концентрация Ni вдоль поперечного сечения колец остается довольно постоянной (в среднем 2,5 мас.% Ni), оба катализатора представляют более высокую концентрацию Ru в наружной оболочке, то есть около или во внешней поверхности тела катализатора. В случае предшественника Ru(NO3)3NO, толщина внешней оболочки Ru обычно ниже 500 мкм с концентрациями Ru, обычно варьирующимися в интервале 0,3-2,5 мас.%. В случае RuCl3×nH2O, толщина внешней оболочки Ru обычно ниже 400 мкм, и концентрации Ru варьируются обычно в пределах интервала 0,2-1,5 мас.%.
В обоих случаях (особенно в катализаторе, полученном с RuCl3×nH2O) некоторое количество Ru также проникает глубже в кольца до некоторой степени. Например, в катализаторе Ru/Al2O3, полученном с RuCl3×nH2O, имеется область в 4000 мкм от внешней поверхности, которая содержит до 0,5 мас.% Ru (фиг.4В).
Пример 4:
Вычисление отношения пустота/(внешняя или геометрическая площадь поверхности).
Использовали формулу Макса Левы (Max Leva) для вычисления пустоты (1. Leva, М.; Chem. Eng. май, стр.115-117 (1949), 2. Leva, Max; Grummer, Milton. "Pressure Drop Through Packed Tubes: Part III Prediction of Voids in Packed Tubes." Chemical Engineering Progress, T.43, №12, стр.713-718. Питтсбург, Пенсильвания: 1947).
Пустота=пустота-внешняя+пустота-внутренняя.
Пустота - внешняя=0,30675+0,6885×(Dp/Dt), где Dp это размер частиц, a Dt это внутренний диаметр трубы или реактора.
Если катализаторы имеют цилиндрическую форму, Dp рассчитывают как эквивалентный диаметр сферы по уравнению Dp=(3/2×Dcyl2×Hcyl)1/3,
где Dcyl представляет собой наружный диаметр цилиндра, a Hcyl представляет собой его высоту.
В случае катализаторов в форме кольца (одно сквозное отверстие) или множества сквозных отверстий в катализаторе в форме цилиндра, внешнюю пустоту рассчитывают по формуле:
Пустота-внутренняя=(1-пустота-внешняя)×Nholes×(Dhole/Dcyl)2, где Nholes - число сквозных отверстий в катализаторе, a Dhole - диаметр сквозного отверстия.
Полная пустота, таким образом,
Пустота=пустота-полная=пустота-внешняя+пустота-внутренняя
Внешнюю или геометрическую площадь поверхности (ГПП) определяют в качестве числа м2 внешней или геометрической площади поверхности тел катализатора на единицу объема слоя катализатора. ГПП имеет размерность м2/м3, и ее рассчитывают на основе числа тел (частиц катализатора) на его объем и объемную плотность, которую сначала рассчитывают на основе измеримой плотности материала катализатора, обычно около 2200 кг/м3. Число тел на объем рассчитывают из измеримого веса катализатора и объемной плотности:
Тела на объем (#/м3)=объемная плотность/вес одного тела катализатора.
объемная плотность=(1-пустота)×(плотность частицы катализатора).
ГПП на тело=ГППч=π(Dcyl2-Nholes×Dhole2)+π×Hcyl×(Dcyl+Nholes×Dhole)
Затем рассчитывают ГПП
ГПП=(Тела на объем)×(ГППч)
Вычисление отношения пустота/ГПП затем прямое.
Пример для катализаторов в форме кольца 25/11-20 мм:
Кольцо 25/11-20 мм обозначает катализатор в форме кольца (одно сквозное отверстие, Nhole=1) с наружным диаметром 25 мм, Dcyl, внутренним диаметром (диаметр сквозного отверстия. Dhole) 11 мм и высотой (Hcyl) 20 мм.
Вес катализатора (вес таблетки)=17,4 г
Плотность частицы=2200 кг/м3
Внутренний диаметр трубы=2000 мм
Следуя формулам выше:
Пустота внешняя=0,316
Пустота внутренняя=0,132
Пустота=0,316+0,132=0,448
Объемная плотность=1188 кг/м3
Таблетки на объем=68188/м3
ГППч=30,5 см2
ГПП=30,5×68188/10000=208 м2/м3
Пустота/ГПП=0,448/208×1000=2,15 л/м2
Пример 5:
Ссылка дается на Фиг.5. Здесь показано влияние загрузки по изобретению в промышленную установку для автотермического реформинга, работающую при отношении водяного пара к углероду 0,60. Улучшенная загрузка катализатора, в которой верхний и второй слои представляют собой катализаторы в форме кольца, значительно уменьшает скорость роста падения давления. Осаждение паров оксида алюминия на катализатор таким образом уменьшается до такой степени, что падение давления сохраняется низким или по меньшей мере значительно снижается. Рабочие условия установки для автотермического реформинга, работающей при отношении водяного пара к углероду 0,60, особенно требовательны, поскольку низкое отношение водяного пара к углероду подразумевает более высокие температуры в камере сжигания.
Реферат
Изобретение относится к способу реформинга с использованием катализатора. Описан способ реформинга с водяным паром углеводородов, включающий контактирование подаваемого газа в реакторе каталитического частичного окисления или установке для автотермического реформинга. Реактор работает при температуре 800-1600°C и давлении 20-100 бар. Используют катализатор типа яичной скорлупы, состоящий из активного соединения в форме сплава никеля и одного металла из иридия и рутения, на носителе, содержащем оксид алюминия, диоксид циркония, оксид магния, диоксид титана или их сочетания. Катализатор имеет цилиндрическую форму и имеет одно или несколько сквозных отверстий, где расстояние от центра до внешней поверхности катализатора составляет от 10 до 40 мм, высота катализатора составляет от 10 до 40 мм, а диаметр одного или нескольких сквозных отверстий составляет от 3 до 30 мм. По меньшей мере 90 мас.% иридия или рутения в катализаторе располагается в наружной оболочке, имеющей глубину до 10% от внешней поверхности катализатора или до 10% от периферии одного или нескольких сквозных отверстий катализатора. Технический результат - проведение способа каталитического частичного окисления или автотермического реформинга при пониженном падении давления в слое катализатора без снижения активности катализатора. 11 з.п. ф-лы., 5 ил., 2 табл., 5 пр.
Формула
контактирование подаваемого газа в реакторе каталитического частичного окисления или установке для автотермического реформинга, работающих при температурах в интервале 800-1600°C и давлениях 20-100 бар, с катализатором типа яичной скорлупы, состоящим из активного соединения в форме сплава никеля и одного металла из иридия и рутения, на носителе, содержащем оксид алюминия, диоксид циркония, оксид магния, диоксид титана или их сочетания,
причем катализатор имеет цилиндрическую форму и имеет одно или несколько сквозных отверстий, где расстояние от центра до внешней поверхности катализатора составляет от 10 до 40 мм, высота катализатора составляет от 10 до 40 мм, а диаметр одного или нескольких сквозных отверстий составляет от 3 до 30 мм,
и причем используемый в качестве носителя оксид алюминия выбран из α-оксида алюминия, алюмината кальция, магний-алюминиевой шпинели и их сочетаний,
причем по меньшей мере 90 мас. % иридия или рутения в катализаторе располагаются в наружной оболочке, имеющей глубину до 10% от внешней поверхности катализатора или до 10% от периферии одного или нескольких сквозных отверстий катализатора.
Комментарии