Способ и устройство измерения зазора и выравнивания между деталями, закрепленными на узле при отсутствии одной из них - RU2491502C2
Код документа: RU2491502C2
Чертежи



Описание
Настоящее изобретение касается, в общем, способа и устройства измерения зазора и выравнивания между деталями, закрепленными на узле в случае отсутствия этой детали.
Более точно, но исключительно, настоящее изобретение касается способа соответствующего измерения зазора и выравнивания между деталями, предназначенными для закрепления на автомобильном транспортном средстве при отсутствии одной из них в процессе проведения измерения, в частности, для дверей, крыльев, капота, стекол или крыши автомобильного транспортного средства.
В этой области, как и во многих других, соответствие зазоров и выравнивания является важной задачей, так как эти характеристики гарантируют механическое функционирование узла, герметичность и эстетику узла, оказывающих значительное влияние на оценку качества изготовления конечного изделия.
Эти измерения могут быть легко осуществлены, когда измеряемые детали установлены на месте одна относительно другой, например, посредством контактного измерения щупами или калиброванными пластинками, следствием чего может явиться риск повреждения деталей, подвергаемых измерению, в частности, появления царапин на последних.
Однако существует много случаев, когда одна из деталей отсутствует при измерении зазора и выравнивания между двумя деталями. Это, например, случай, но не исключительный, касающийся переднего оконного стекла, которое будет вклеено в переднюю часть передней двери автомобиля при монтаже, тогда как измерения зазора и выравнивания между этим окном и передней частью соответствующей передней двери будут выполнены предварительно перед этим монтажом.
Было предложено разместить ложное окно для обеспечения возможности измерения зазора и выравнивания между передней дверью и этим ложным окном в процессе предварительного этапа измерения. Такое решение имеет, однако многочисленные недостатки, а именно необходимость вложения средств для изготовления двух комплектов, левого и правого, ложных окон, необходимость осуществления их позиционирования на каждом автомобиле перед станцией измерения зазора и выравнивания, необходимость осуществлять их съем на выходе этой станции со связанными с этим рисками забыть или разбить их, и, наконец, необходимость перемещать ложные окна с позиции снятия на позицию установки. Это приводит к многочисленным манипуляциям, осуществляемым с ложными окнами, и, кроме того, к повышению стоимости изготовления.
При таком решении измерение собственно зазора и выравнивания может осуществляться при анализе изображений, полученных с помощью двухмерных датчиков, называемых 2D, что предоставляет многочисленные преимущества, по сравнению с механическим измерением, в частности, в том, что касается риска повреждения деталей. При этом оптическом измерении каждый датчик излучает полосу лазерного света, проецируемую радиально измеряемой стыковке. В изображении, полученной этим способом, горизонтальные расхождения, видимые между сегментами прямых, дают представление о зазоре, а вертикальные расхождения, видимые между сегментами прямой, дают представление о выравнивании. При алгоритме обработки изображений, возможно количественно измерять вертикальные и горизонтальные расхождения между сегментами для того, чтобы сделать вывод о зазоре и выравнивании.
Документы FR-A-2756626 и US-A-5129010 касаются оптических трехмерных датчиков, называемых 3D, используемых для определения зазоров и выравнивании между деталями и могущих использоваться в вышеупомянутом способе. Однако в этих документах не уточнена возможность измерения между краем детали и элементом крепления другой детали в отсутствие последней на ее опорном узле.
Целью настоящего изобретения является возможность обеспечения точного и быстрого измерения зазора и выравнивания между двумя деталями, предназначенными для установки на узле, при этом одна из этих деталей отсутствует в процессе проведения измерений.
Изобретение касается способа измерения зазора и выравнивания между краями, предназначенными находиться напротив, первой и второй детали, закрепленных на узле, при этом вторая деталь должна быть позиционирована на этом узле, относительно, по меньшей мере, одной точки маркировки, неподвижной и отмечаемой на этом узле, причем в процессе проведения измерений вторая деталь отсутствует на узле, отличающегося следующими этапами:
- позиционирование, по меньшей мере, одного датчика в положение, которое позволяет ему иметь зону измерения, включающую в себя край первой детали, и точку маркировки на опорном узле для второй отсутствующей детали,
- излучение лазерной полосы для образования первого изображения зоны измерения,
- получение первого изображения датчиком,
- излучение дополнительного освещения для образования второго изображения этой зоны измерения, в котором точка маркировки на узле появится в виде китайской тени,
- получение этим датчиком второго изображения,
- обработка данных полученных изображений и определение алгоритмом измерения зазора и выравнивания между первой и второй деталями.
Преимущественно, обработка изображений и определение алгоритмом измерений зазора и выравнивания между первой и второй деталями осуществляется посредством:
- определения положения края первой детали, а также точки маркировки из полученных изображений, дающих также соответственно измерение глубины для первого изображения и измерение расстояния для второго изображения,
- коррекции этим алгоритмом измерения глубины путем вычитания величины теоретического размера толщины второй детали для получения выравнивания, и
- коррекции этим алгоритмом измерения расстояния посредством вычитания величины теоретического размера между точкой маркировки и краем второй детали для получения зазора.
В соответствии с другими дополнительными характеристиками способа:
- первое изображение получают посредством излучения лазерной полосы, формирующей светящуюся плоскость, проецируемую на первую деталь и узел таким образом, чтобы создать, по меньшей мере, одну линию, проходящую поперек краям, предназначенным находиться напротив, двух деталей,
- второе изображение получают проекцией пучка рассеянного света,
- в случае, когда вторая деталь имеет несколько точек маркировки на опорном узле, способ включает в себя подобные этапы соответствующего измерения расстояния и глубины для каждой точки маркировки для получения соответственно измерения зазора или выравнивания, при этом с каждой точкой маркировки связан конкретный датчик,
- этап взаимного сравнения полученного измерения зазора и выравнивания с измерением другого эталонного способа измерения, осуществляют посредством рассчитанной компенсации для возможной коррекции этих измерений и повторной калибровки используемого алгоритма в случае необходимости,
- измерения осуществляют либо в процессе продвижения опорного узла перед одним или несколькими датчиками, либо когда опорный узел неподвижен перед одним или несколькими датчиками для проведения измерений.
Изобретение касается также устройства для измерения зазора и выравнивания между краями, предназначенными находиться напротив первой и второй детали, закрепленных к узлу, при этом вторая деталь должна быть позиционирована на этом узле (V) относительно, по меньшей мере, одной точки маркировки (i1 или i2), неподвижной и отмечаемой на этом узле (V), причем вторая деталь не находится на этом узле в процессе проведения измерений, отличающегося тем, что оно содержит, по меньшей мере, один трехмерный датчик, имеющий соответствующую совместимую зону измерения между краем, который должен находиться напротив первой детали и точки маркировки второй на опорной части узла, при этом первый и второй источники света с оптическими средствами, связанными с ними для соответствующего излучения лазерной полосы для получения первого изображения и рассеянного освещения для получения второго изображения с точкой маркировки, появляющейся в виде китайской тени на этом втором изображении, при этом устройство содержит, кроме того, блок обработки получаемых изображений для расчета соответствующего измерения глубины и расстояния, блок хранения данных, относящихся к двум деталям, для расчета соответствующего измерения зазора и выравнивания после коррекции в соответствии с данными, записанными в блоке хранения.
В соответствии с другими дополнительными характеристиками устройства:
- первый источник является лазерным диодом, а второй источник - светодиодной панелью,
- по меньшей мере, один трехмерный датчик интегрирован с первым источником света, образующим, таким образом, видеодатчик, этот датчик, выполнен, предпочтительно, в виде камеры,
- один или несколько трехмерных датчиков размещены сбоку от узла и не мешают ему, когда узел продвигается в процессе проведения измерений.
Изобретение касается также узла, содержащего, по меньшей мере, первую и вторую детали, отличающегося тем, что измерение зазора и выравнивания этих двух деталей одной относительно другой осуществляется или таким способом, или таким устройством.
Предпочтительно, узел содержит другие элементы, предназначенные находиться напротив и в отсутствие одного из этих элементов, соответствующее измерение зазора и выравнивания которого осуществляется подобным образом и одновременно с первой и второй деталью.
Этот узел может являться автомобильным транспортным средством.
В этом автомобильном транспортном средстве первая деталь может являться дверью автомобиля, а вторая деталь - окном, связанным с этой дверью и устанавливаемым в автомобиле после осуществления измерений зазора и выравнивания.
Технический результат, достигаемый настоящим изобретением, заключается в возможности вместо измерения выравнивания и зазора, принимая в качестве ориентира края напротив деталей, осуществить соответствующее измерение глубины для определения выравнивания и расстояния между краем одной из деталей и положением точки крепления или неподвижным репером для другой детали на узле, это измерение расстояния после коррекции позволяет установить зазор между двумя деталями.
Измерение между краем одной детали или точкой крепления или репера другой на узле заменено на измерение край в край промежутка между деталями, при этом измерение искомого зазора получается при вычитании из измеренного расстояния теоретического размера края первой детали и точки крепления второй, также как измерение выравнивания получается при вычитании из измеренной глубины теоретического размера толщины второй детали.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
- Фиг.1 схематично изображает вид сбоку кузова автомобильного транспортного средства, представляющий возможные примеры измерений зазора и выравнивания,
- Фиг.2 схематично изображает вид в аксонометрии окна, размещенного в кузове автомобильного транспортного средства,
- Фиг.3 схематично изображает устройство для измерений зазора и выравнивания по изобретению,
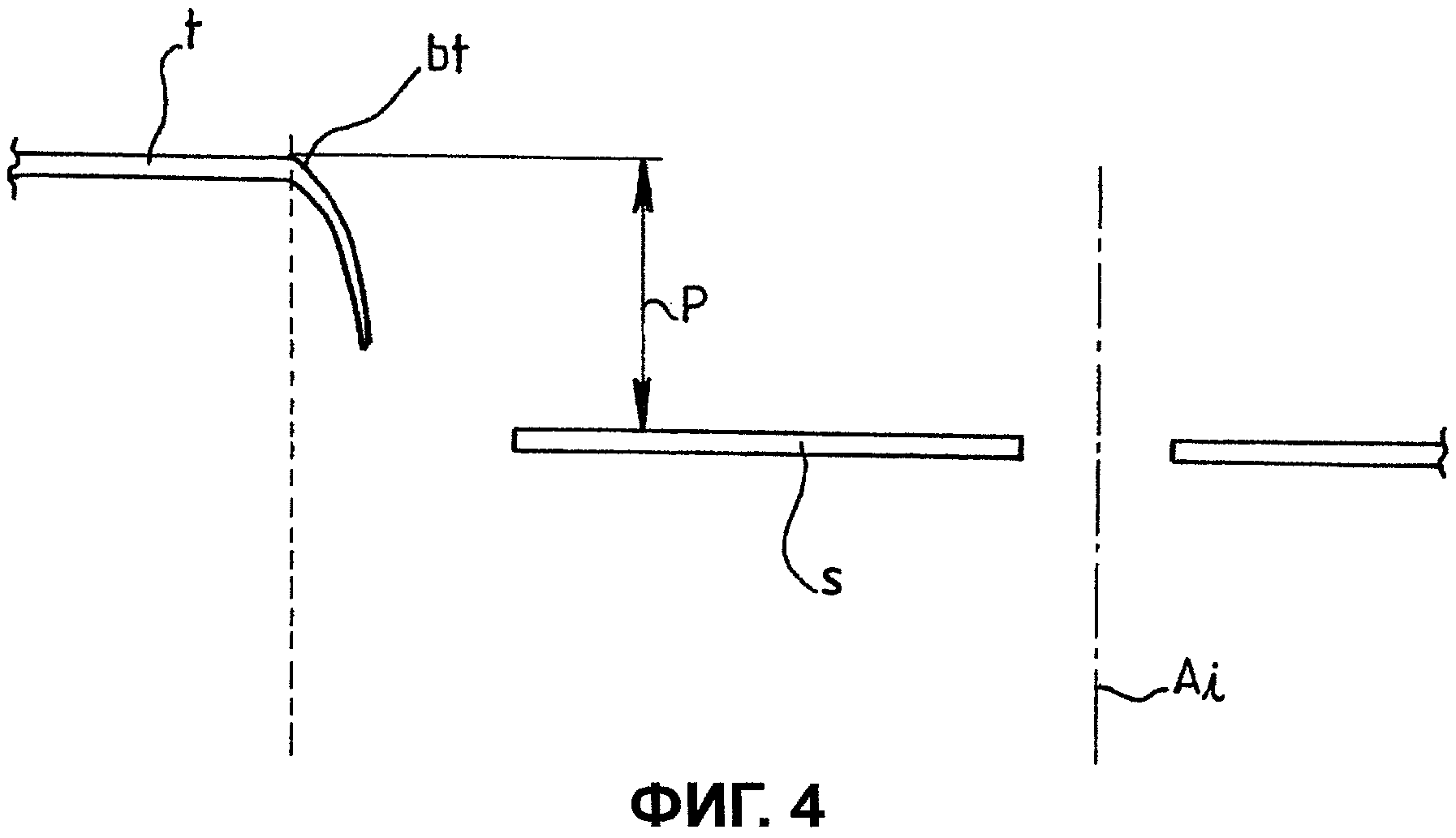
- Фиг.4 изображает кривую, относящуюся к получению первого изображения, представляющего видимое горизонтальное расхождение, касающееся выравнивания,
- Фиг.5 схематично представляет второе изображение, полученное способом по настоящему изобретению, позволяющее измерить расстояние между внешним краем передней двери и отверстием маркировки окна, при этом последнее отсутствует при измерении.
Фиг.1 представляет различные измерения зазора и выравнивания между различными элементами автомобильного транспортного средства, которым подвергается кузов автомобильного транспортного средства. Не ограничивающим образом эти измерения могут также касаться соединений между крылом и дверью, впереди и сзади автомобиля, дверей между собой, сверху и снизу последних, стекла и двери, стекла и крыши, крыши и двери, а также капота с его элементами. На специальной станции, называемой измерительной станцией, может быть осуществлено более тридцати измерений.
В дальнейшем пример измерения зазора и выравнивания будет касаться соединения переднего окна с передней дверью транспортного средства, но этот пример не является ограничивающим, и способ, как и устройство в соответствии с настоящим изобретением, могут использоваться для других элементов транспортного средства, например, стекол, по отношению к другому элементу транспортного средства, когда эти стекла еще не установлены в процессе проведения измерений. Более того, настоящее изобретение не ограничивается элементами автомобильного транспортного средства, и может также использоваться для измерения пространственных зазоров между деталями, удерживаемыми любым узлом или деталью, закрепленной на другой детали, при этом последняя играет роль опорного узла.
Фиг.2 показывает проблематику, специфическую для переднего окна, предназначенного для установки край в край спереди передней двери автомобильного транспортного средства. Как ранее было указано во вступительной части настоящего изобретения, это окно монтируется вклеиванием на сборочном участке, тогда как измерительный участок находится перед сборочным участком.
Окно имеет две точки маркировки, i1 и i2, видные на опорной части этого окна, когда оно еще не установлено на место, и которые могут служить реперными точками для проведения измерений зазора и выравнивания, осуществляемых в отсутствие этого окна.
В случае окна и передней двери транспортного средства способ измерения зазора и выравнивания между краями, предназначенными находиться напротив, первой и второй деталей, то есть передней двери и окна, закрепленных на транспортном средстве, при этом окно удерживается на транспортном средстве двумя точками маркировки, позволяющими осуществить разметку положения окна на транспортном средстве, причем окно не находится на месте при проведении измерений, включает следующие этапы:
- позиционирование двух датчиков для каждой точки маркировки в положении, позволяющем каждому датчику иметь зону измерения, включающую в себя край передней двери и соответствующую точку маркировки отсутствующего окна,
- одновременное излучение лазерной полосы для каждой точки маркировки для формирования первого изображения в зоне измерения,
- получение первого изображения каждым из датчиков,
- одновременное излучение дополнительного освещения для каждой точки маркировки для формирования второго изображения этой зоны измерения, в котором точка маркировки, связанная с окном, появится в виде китайской тени,
- получение второго изображения каждым из датчиков для измерения глубины между краем напротив передней двери и части, предназначенной для того, чтобы позднее удержать окно, а также измерение расстояния между краем напротив передней двери и соответствующей точкой маркировки на части опорного кузова окна,
- обработка и определение посредством алгоритма положения края передней двери, а также точки маркировки на основе полученных изображений, дающих соответственно измерение глубины для первого изображения и измерение расстояния для второго изображения,
- коррекция этим алгоритмом измерения глубины посредством вычитания значения теоретического размера толщины окна для получения выравнивания,
- коррекция этим алгоритмом измерения расстояния посредством вычитания значения теоретического размера между точкой маркировки на опорной части окна и краем окна для получения этого зазора.
Предпочтительно, первое изображение получают путем излучения лазерной полосы, образующей светящуюся плоскость, проецируемую на переднюю дверь транспортного средства таким образом, чтобы создать, по меньшей мере, одну линию, проходящую поперек краев, предназначенных находиться напротив, этой передней двери и окна.
Предпочтительно, второе изображение получают проекцией пучка рассеянного света.
Так как окно имеет две точки маркировки i1 и i2, подобные этапы измерения расстояния и глубины для каждой точки крепления осуществляются для того, чтобы получить измерения зазора или выравнивания, при этом конкретный датчик предназначен для каждой точки маркировки. Преимущественно, имеются, таким образом, два датчика для каждой боковой стороны транспортного средства соответственно с правым и левым окном. Эти этапы могут быть синхронизированы, но не обязательно.
Преимущественно, этап взаимного сравнения полученного измерения зазора и выравнивания с измерением другим эталонным способом измерения, осуществляется рассчитанной компенсацией для возможной коррекции этих измерений и повторной калибровки используемого алгоритма. В качестве другого способа измерения зазора и выравнивания можно назвать способ с применением переносимого оператором, использующий технологию лазерной триангуляции, причем устройство для осуществления способа может быть легко повторно калибровано. Это измерение взаимного сравнения получается, например, путем сравнения средней величины трех измерений по одному из способов со средней величиной, полученной по другому способу для повторной калибровки устройства для измерения зазора и выравнивания.
Фиг.3 схематично изображает устройство для измерения зазора и выравнивания по изобретению.
Предпочтительно соответствующие измерения зазора и выравнивания осуществляются в процессе продвижения транспортного средства V перед одним или несколькими датчиками. Правая и левая стороны транспортного средства могут одновременно подвергаться измерениям зазора и выравнивания.
Таким образом, в соответствии с настоящим изобретением устройство для измерения зазора и выравнивания между краями, предназначенными находиться напротив передней двери и окна имеет, по меньшей мере, один трехмерный датчик 3D, обозначенный позицией 1, в случае окна, предпочтительно два датчика, позиционированные соответственно первой точки маркировки 11 и второй точки маркировки 12, видимые на фиг.2, имеющие соответствующую совместимую зону измерения между краем передней двери и соответствующей точкой маркировки i1 или i2 на части опорного кузова окна. Это устройство имеет также первый 1 или второй 2 источники света со связанными с ними оптическими средствами для излучения соответственно лазерной полосы Е1 для получения первого изображения и рассеянного освещения для получения второго изображения с точкой маркировки, появляющейся в виде китайской тени на втором изображении. Наконец, это устройство содержит блок хранения данных, относящихся к передней двери и окну, и блок обработки полученных изображений для соответствующего расчета измерения глубины и расстояния и последующего расчета измерения зазора и выравнивания по данным, записанным в блоке хранения, причем оба блока не представлены на чертежах.
Преимущественно, первый источник 1 является лазерным диодом, а второй источник 2 - светодиодной панелью.
Как изображено на Фиг.3, по меньшей мере, один из двух трехмерных датчиков 3D может быть связан с лазерным диодом для образования, таким образом, видеодатчика 1. Преимущественно, этот датчик может быть также выполнен в виде камеры.
В процессе осуществления способа вышеописанным устройством транспортное средство V проходит, без того, чтобы это было ограничивающим, продвигаясь перед датчиками 1, находясь на сборочной линии. Другие измерения зазора и выравнивания на других элементах транспортного средства, таких как крыша, стекла, капот, двери, крылья, багажник, и все это на обеих сторонах транспортного средства, осуществляются одновременно и синхронно, чтобы не увеличивать время проведения измерений. Устройство может также работать, когда опорный узел неподвижен перед датчиками.
В том, что касается измерения зазора и выравнивания передней двери с окном с двумя точками маркировки на каждой боковой стороне транспортного средства, предпочтительно, два трехмерных датчика размещаются сбоку от транспортного средства на его сборочной линии и не мешают ему, когда оно продвигается в процессе проведения измерения.
Обычно, когда зона измерения является протяженной, для того, чтобы не ухудшать качество получения изображений, следует взять датчик с более высокой разрешающей способностью, например, камеру.
Фиг.4 изображает вертикальное расхождение между наружным краем bt передней двери t и опорной поверхностью s кузова для опоры окна с осью Ai отверстия маркировки i1 или 12, это вертикальное расхождение дает глубину Р между наружной поверхностью t передней части передней двери и опорной поверхностью s для опоры окна, служащее для расчета величины выравнивания после коррекции вычитанием теоретического размера толщины окна.
Фиг.5 схематично представляет второе изображение, получаемое способом в соответствии с настоящим изобретением, позволяющим измерить расстояние D между наружным краем bt передней двери и отверстием маркировки i окна, при этом последнее отсутствует в процессе измерения. Точнее говоря, D является расстоянием между краем t передней части передней двери и центром oi тяжести отверстия маркировки i окна, при этом отверстие i является одним из отверстий i1 или i2, видимых на Фиг.2.
Алгоритмы настоящего изобретения содержат, таким образом, два больших этапа: расчет соответствующей необработанной величины расстояния D и глубины Р между деталями, и коррекционный расчет для определения соответствующей величины зазора и выравнивания между двумя расположенными напротив деталями.
Настоящее изобретение не ограничивается описанным выше вариантом осуществления.
Способ и устройство по изобретению находят использование для измерения зазора и выравнивания между двумя деталями, закрепленными к узлу, при этом одна деталь должна быть позиционирована на этом узле посредством, по меньшей мере, одной точки маркировки, отмечаемой на этом узле, при этом эта деталь не находится на этом узле в процессе проведения измерений. Под точкой маркировки понимается любой реперный знак или любая точка крепления, отмечаемая на узле для позиционирования детали. Эта точка маркировки может быть выполнена в любой форме, например, метка или точечное изменение узла, и не ограничена отверстием маркировки, как в случае с окном.
Настоящее изобретение по сравнению с известным уровнем техники предоставляет возможность не использовать больше заменяющую деталь, когда одна из деталей еще не установлена, что позволяет не прибегать к операциям установки, операциям съема, а также операциям по изготовлению и повторному использованию заменяющих деталей, что дает большую экономию по стоимости.
Кроме того, настоящее изобретение позволяет улучшить качество и надежность измерений. Отсутствует риск ложного измерения, связанного с бракованными, плохо позиционированными или недостающими заменяющими деталями.
Реферат
Изобретение касается способа и устройства для измерения зазоров и выравниваний между деталями, закрепленными на автомобильном транспортном средстве при отсутствии одной из них в процессе измерений. Способ характеризуется позиционированием датчика в положении, позволяющем ему иметь зону измерения, включающую в себя край первой детали и точку маркировки на опорном узле для второй отсутствующей детали. Для образования первого изображения зоны измерения излучают лазерную полосу. Для образования второго изображения этой зоны измерения производят дополнительное освещение, в котором точка маркировки на узле появится в виде китайской тени. Полученные изображения обрабатывают и определяют с помощью соответствующего алгоритма зазор и выравнивание между первой и второй деталью. Технический результат - обеспечение быстроты и точности измерения зазора в отсутствие одной из деталей. 4 н. и 9 з.п. ф-лы, 5 ил.
Формула
- позиционирование, по меньшей мере, одного датчика (1) в положении, позволяющем ему иметь зону измерения, включающую в себя край (bt) первой детали и точку маркировки (i1 или i2) на опорном узле (V) для второй отсутствующей детали,
- излучение лазерной полосы для образования первого изображения зоны измерения, при этом лазерная полоса образует светящуюся плоскость, проецируемую на первую деталь и узел (V) таким образом, чтобы создать, по меньшей мере, одну линию, проходящую поперечно краям (bt), предназначенным находиться напротив, двух деталей,
- получение этим датчиком первого изображения,
- излучение дополнительного освещения для образования второго изображения этой зоны измерения, в котором точка маркировки (i1 или i2) на узле (V) появится в виде китайской тени,
- получение этим датчиком (1) второго изображения,
- обработка данных полученных изображений и определение алгоритмом измерения зазора и выравнивания между первой и второй деталями,
причем эти два этапа осуществляют посредством:
- определения положения края (bt) первой детали, а также точки маркировки (i1 или i2), исходя из полученных изображений, дающих, таким образом, соответственно измерение глубины (Р) для первого изображения и измерение расстояния (D) для второго изображения,
- коррекции этим алгоритмом измерения глубины (Р) путем вычитания значения теоретического размера толщины второй детали для получения выравнивания, и
- коррекции этим алгоритмом измерения расстояния (D) путем вычитания значения теоретического размера между точкой маркировки (i1 или i2) и краем (bt) второй детали для получения зазора.
Комментарии