Устройство для контролирования толщины доски - RU2256150C2
Код документа: RU2256150C2
Чертежи


Описание
Область техники, к которой относится изобретение
Данное изобретение относится к устройству для контролирования толщины древесного материала.
Уровень техники
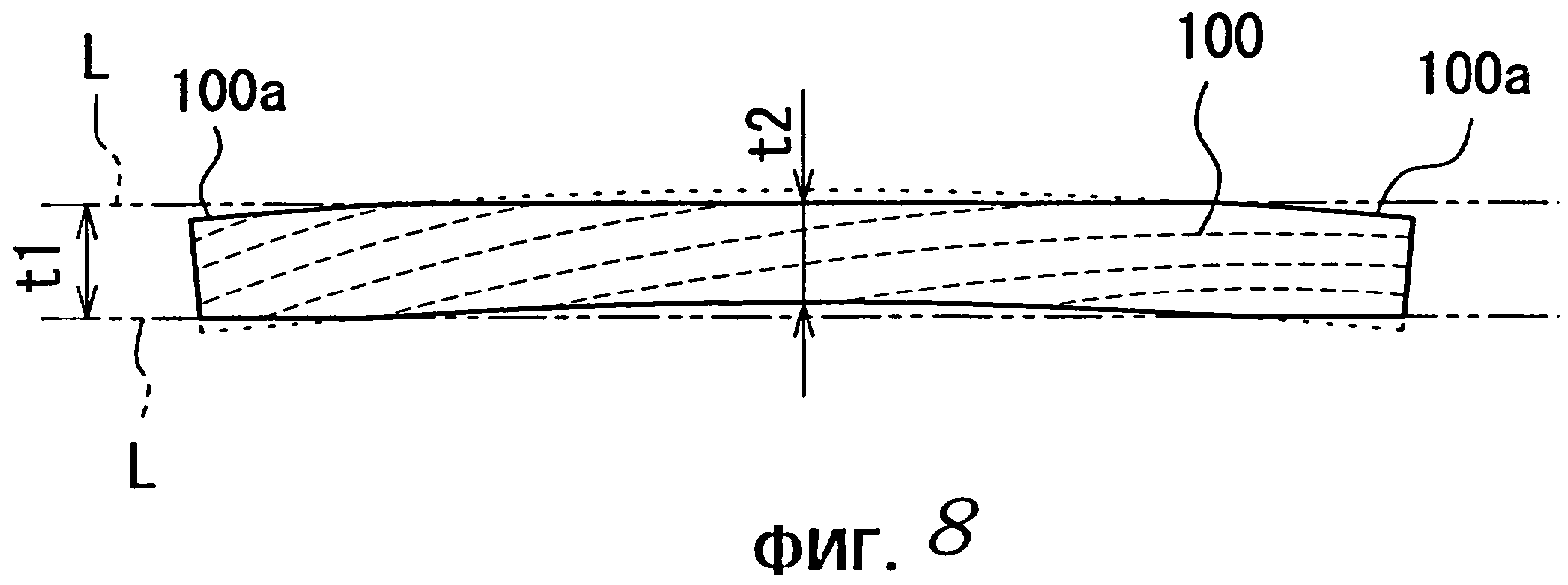
Древесные материалы для использования в качестве строительных материалов и т.п. обрабатываются до заданных размеров с помощью специальных режущих систем. Однако бывают случаи, когда обработанный материал содержит часть уменьшенной толщины из-за коробления материала перед поступлением в процесс резания. В случае древесного материала 100 с короблением, как показано на фиг.7, с ее продольного конца, например, древесный материал имеет в целом заданную толщину t1, если ее части вне линий разреза (верхней и нижней линий разреза), показанных на фиг.8, отрезаны. Однако толщина t2 центральной части получившегося древесного материала меньше толщины t1. Если меньшая толщина t2 не находится внутри поля допуска для заданной толщины t1, то такой древесный материал отбраковывается из-за недостаточной толщины. Аналогичным образом, полученный древесный материал содержит дополнительно более тонкие части на своих поперечно-противоположных концах. В случае, когда такой древесный материал используется в качестве материала для слоистого пиломатериала, образуется зазор между материалами. Из-за этого не обеспечивается достаточная зона соединения между материалами. Дополнительно к этому, к частям, подлежащим прессованию для соединения, нельзя прикладывать необходимое давление. Это приводит к дефектам соединения материалов.
В этой связи было обычной практикой иметь контролера, который визуально контролирует каждый разрезанный древесный материал для определения наличия частей с уменьшенной толщиной. К сожалению, поскольку визуальный контроль требует много времени, то режущую систему приходится программировать на работу с меньшей скоростью, так чтобы обеспечить синхронность операции разрезания с процессом контроля. В соответствии с этим, снижается производительность. Кроме того, контроль должен выполняться высококвалифицированным контролером и поэтому результаты контроля могут изменяться в зависимости от индивидуальной оценки контролеров. В результате качество изготовленного древесного материала не является постоянным.
С учетом вышесказанного, целью данного изобретения является создание устройства для контролирования толщины доски, которое выполняет контроль быстро и обеспечивает стабильное качество изделий.
Сущность изобретения
Устройство контролирования толщины доски согласно данному изобретению содержит: устройство конвейерной подачи древесного материала, подлежащего регулированию толщины доски на заданную величину; устройство измерения толщины доски для определения толщины доски в нескольких точках древесного материала как объекта измерения по мере конвейерной подачи в него на основе выходных сигналов датчиков перемещения, расположенных в нескольких различных местах по ширине древесного материала; блок обработки для определения, что древесный материал является материалом с недостаточной толщиной, если по результатам измерения, выданным устройством измерения толщины доски, будет определено, что имеется заданное количество частей, имеющих толщину доски, отклоняющуюся от поля допуска на заданную величину, в направлении конвейерной подачи; и устройство для отличия древесного материала, определенного как имеющий недостаточную толщину, от других древесных материалов (пункт 1 формулы изобретения).
В устройстве для контролирования толщины доски, выполненном указанным выше образом, устройство измерения толщины доски измеряет толщину в нескольких точках древесного материала как объекта измерения при конвейерной подаче. Блок обработки определяет древесный материал как материал с недостаточной толщиной, если имеется заданное количество частей, имеющих толщину доски, отклоняющуюся от поля допуска, в направлении конвейерной подачи. Древесный материал, определенный как имеющий недостаточную толщину, отличается от других древесных материалов. Таким образом, создано устройство для контролирования толщины доски, которое обеспечивает быстрое контролирование и стабильное качество изделий без помощи визуального контроля.
В указанном устройстве для контролирования толщины доски (пункт 1 формулы изобретения) блок обработки может определять древесный материал как материал, имеющий недостаточную толщину, на основе, по меньшей мере, одного из условий: часть, имеющая толщину доски, отклоняющуюся от поля допуска, имеет заданную длину L1 или более в направлении конвейерной подачи, и имеется не менее заданного числа частей, имеющих длину L1 или более, на единицу длины древесного материала, и часть, имеющая толщину доски, отклоняющуюся от поля допуска, имеет заданную длину L2 (>L1) или более в направлении конвейерной подачи (пункт 2). В этом случае определение, является или нет толщина доски недостаточной или нет, основывается на двух факторах, включающих степень длины в направлении конвейерной подачи части, отклоняющейся по толщине от поля допуска, и частоту появления частей с недостаточной толщиной. За счет этого можно определять, является или нет толщина доски недостаточной.
В указанном выше устройстве для контролирования толщины доски (пункт 1) датчики перемещения могут быть расположены в центральной части доски и в местах вблизи противоположных концов по ширине (пункт 3). В этом случае толщина доски измеряется в трех точках, включая центральную точку. За счет этого обеспечивается надежное обнаружение коробления или усадки древесного материала.
В указанном выше устройстве для контролирования толщины доски (пункт 1) к блоку обработки может быть подключено входное устройство для ввода опорной величины для определения изделия с недостаточной толщиной (пункт 4). В этом случае опорную величину для определения изделия с недостаточной толщиной можно легко изменять. Это позволяет программировать правильную опорную величину в соответствии с сортом или т.п. необходимого древесного материала.
В указанном выше устройстве для контролирования толщины доски (пункт 1) различающее устройство может быть устройством, которое маркирует только древесный материал, определенный как материал, не имеющий достаточной толщины (пункт 5). В этом случае маркировка обеспечивает окончательное и простое распознавание изделия с недостаточной толщиной.
Краткое описание чертежей
На чертежах изображено:
фиг.1 и фиг.2 - относительное расположение конвейера и датчиков перемещения устройства для контролирования толщины доски согласно одному варианту выполнения данного изобретения, вид сверху и вертикальный разрез;
фиг.3 - блок-схема (первая половина) устройства для контролирования толщины доски согласно изобретению;
фиг.4 - блок-схема (вторая половина) устройства для контролирования толщины доски согласно изобретению;
фиг.5 - графическая схема стадий контроля устройства для контролирования толщины доски согласно изобретению;
фиг.6 - графическая схема операций маркировки устройства для контролирования толщины доски согласно изобретению; и
фиг.7 и фиг.8 - покоробленный древесный материал на виде с продольного конца, и древесный материал, обработанный для выравнивания его толщины соответственно.
Описание предпочтительного варианта выполнения изобретения
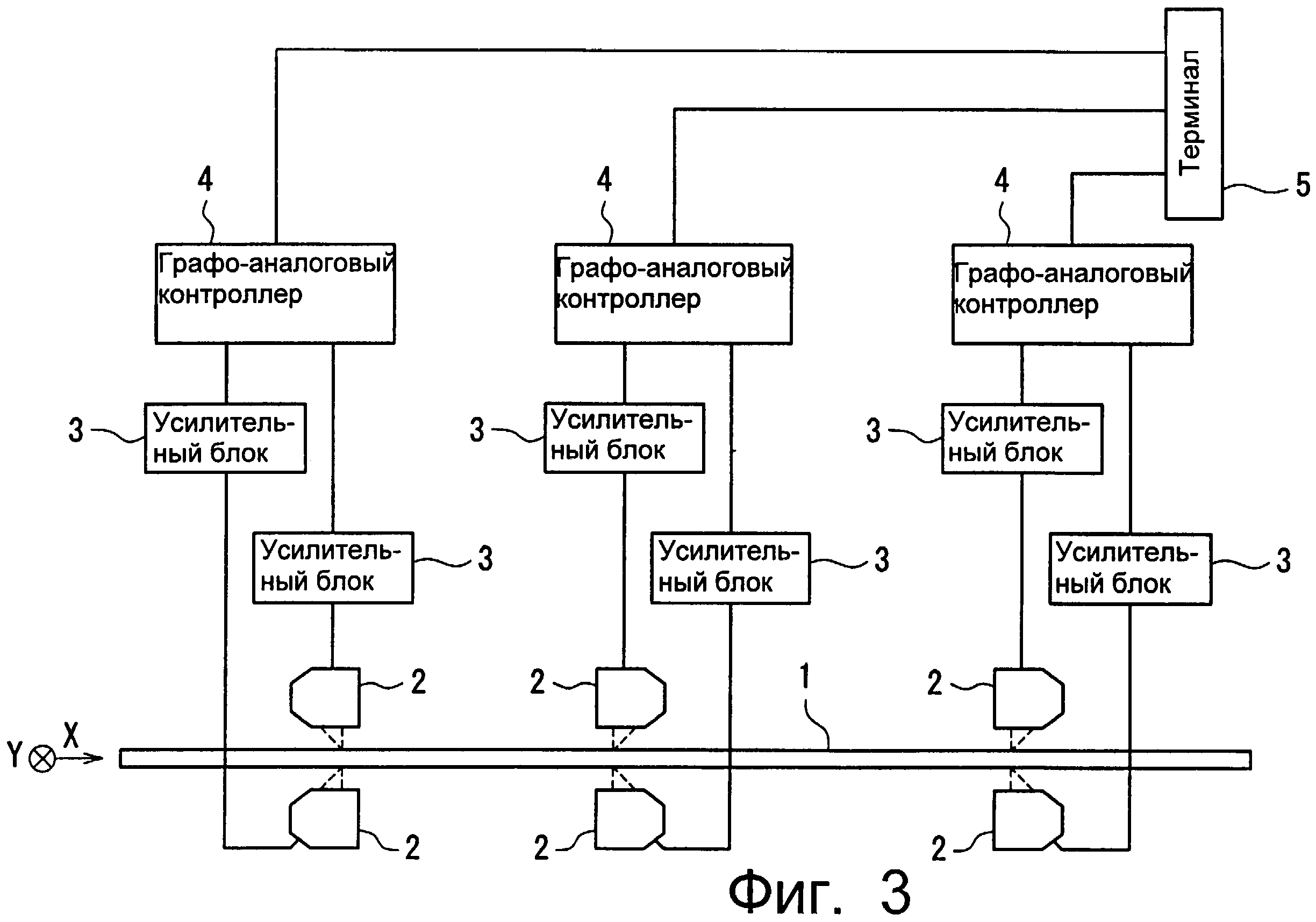
На фиг.3 и 4 показана блок-схема устройства для контролирования толщины доски согласно одному варианту выполнения данного изобретения. Две блок-схемы вместе представляют одно устройство. Как показано на фиг.3, на расстоянии друг от друга установлены три пары датчиков 2 перемещения, при этом каждая пара датчиков 2 расположена сверху и снизу древесного материала 1, подаваемого конвейером. Для простоты чертежа три пары датчиков 2 показаны расположенными далеко друг от друга в направлении конвейерной подачи (направление Х на фигуре), но в действительности эти пары датчиков расположены смежно друг с другом. Кроме того, эти пары датчиков расположены не на одной линии относительно направления ширины (направление Y на фигуре) (детальное описание будет приведено ниже). Каждая пара разнесенных по вертикали датчиков 2 перемещения измеряет соответствующие расстояния до верхней стороны и нижней стороны древесного материала 1. Каждый из датчиков 2 перемещения соединен через усилительный блок 3 с графоаналоговым контроллером 4. Выходной сигнал датчика 2 перемещения усиливается в усилительном блоке 3, после чего графоаналоговый контроллер 4 вычисляет толщину доски на основе усиленных сигналов, переданных парой усилительных блоков 3, и действительное расстояние между парой датчиков 2, расположенных на расстоянии друг от друга в вертикальном направлении. Устройство для контролирования толщины доски для такого определения толщины доски можно легко выполнить с использованием лазерных датчиков перемещения с зарядовой связью (серии LK), усилительных блоков (серии LK) и графоаналоговых контроллеров (RJ), которые предлагаются фирмой KEYENCE CORPORATION.
Соответствующий толщине доски выходной сигнал графоаналогового контроллера 4 передается в программируемый контроллер 6, показанный на фиг.4, через терминал 5, при этом программируемый контроллер служит в качестве блока обработки. Программируемый контроллер 6 соединен с панелью 11 управления, имеющей круговой датчик 7, датчик 8 древесного материала, электромагнитный клапан 9 и сенсорную панель 10. Круговой датчик 7 обеспечивает выходной сигнал, указывающий измерение древесного материала 1, в то время как программируемый контроллер 6 вычисляет длину древесного материала 1 на основе периода времени, в течение которого подается выходной сигнал измерения, и скорости конвейерной подачи. Датчик 8 древесного материала передает в программируемый контроллер 6 цифровую информацию о древесном материале 1, проходящем мимо него. Панель 11 управления передает в программируемый контроллер 6 величину, введенную через сенсорную панель 10. Программируемый контроллер 6, в свою очередь, выдает в панель 11 управления информацию о количестве древесного материала (исправная деталь/дефектная деталь) и т.п. Электромагнитный клапан 9 соединен с источником 12 сжатого воздуха и маркировочным устройством 13. Электромагнитный клапан 9 в показанном на фигуре положении открывается и тем самым обеспечивает выброс маркировочным устройством 13 краски заданного цвета.
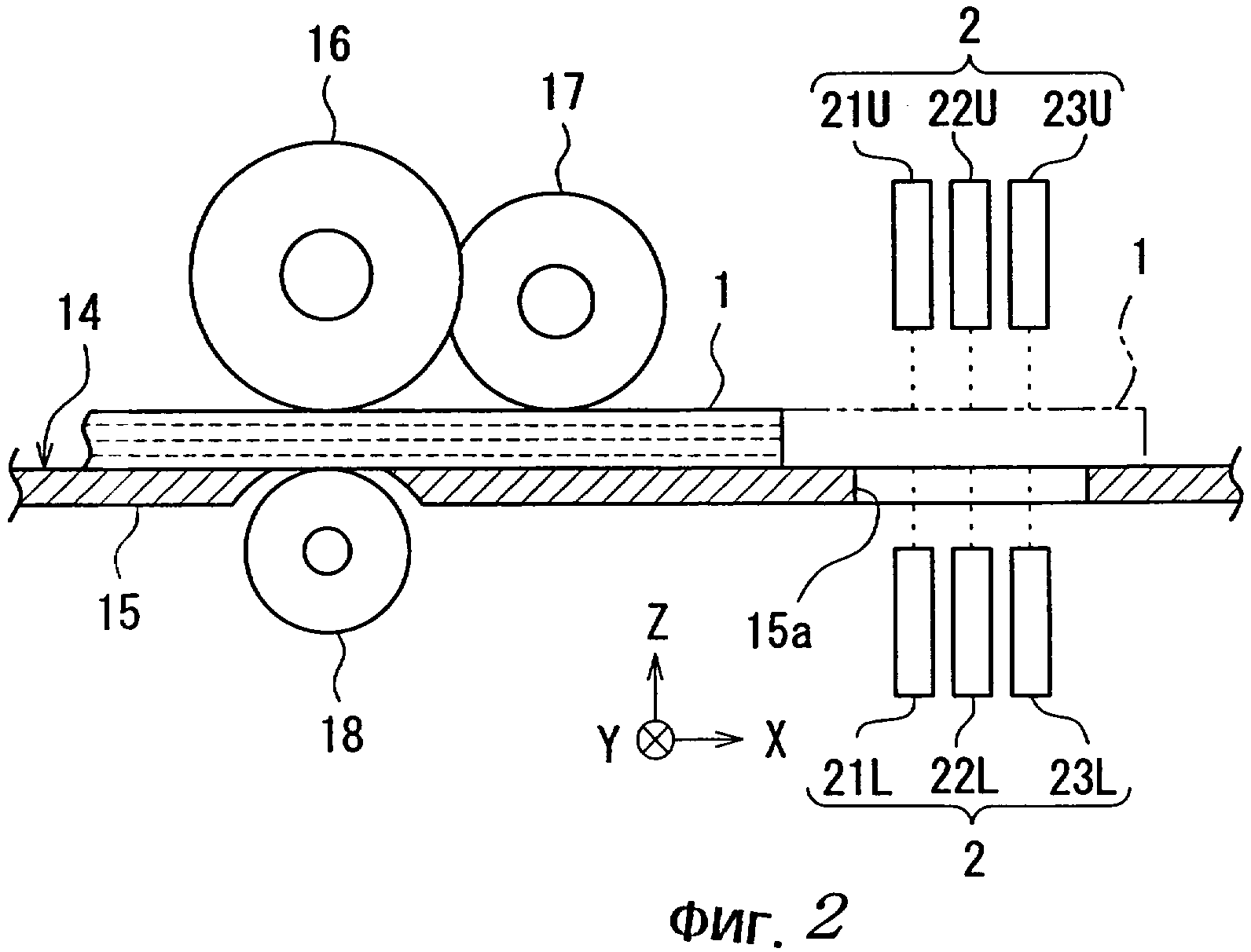
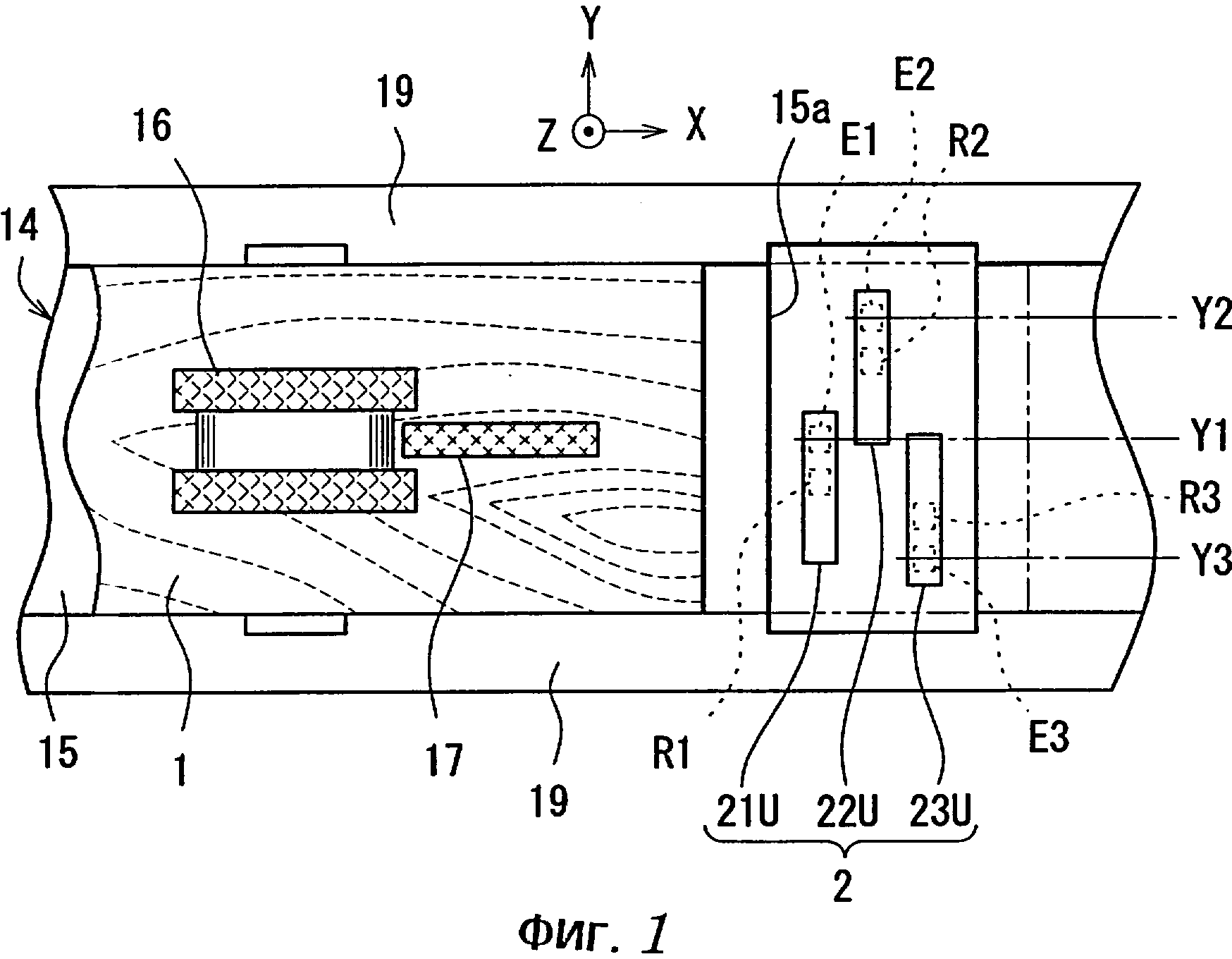
На фиг.1 и 2 показано пространственное расположение конвейера и датчиков перемещения относительно друг друга. На фиг.1 показан вид сверху, а на фиг.2 - вертикальный разрез. Как показано на фиг.1 и 2, конвейер 14 включает путь 15 конвейерной подачи, множество роликов 16, 17, 18, приводимых в движение электродвигателем (не изображен), боковые направляющие 19 (показаны только на фиг.1) для линейного перемещения древесного материала 1. После обработки для регулирования толщины до заданной величины на предыдущей стадии древесный материал 1 подается вдоль направления Х с помощью множества приводных роликов 16, 17, 18. На пути конвейерной подачи 15 расположено отверстие 15а и три пары датчиков 2 перемещения, расположенных выше и ниже отверстия 15а. Верхние датчики перемещения 21U, 22U, 23U содержат каждый излучающую свет часть E1, E2 и ЕЗ и принимающую свет часть R1, R2, R3 на нижней стороне для излучения/приема лазерного света. С другой стороны, нижние датчики 21L, 22L, 23L перемещения содержат каждый излучающую свет часть и принимающую свет часть на верхней стороне для излучения/приема лазерного света, при этом излучающие/принимающие свет части находятся напротив излучающих/принимающих свет частей верхних датчиков 21U, 22U, 23U перемещения.
Излучающие свет части E1, E2, Е3 верхних датчиков 21U, 22U, 23U перемещения расположены в разных местах Y1, Y2, Y3 по ширине (направление Y). А именно, излучающая свет часть Е1 датчика 21U перемещения находится в месте Y1, расположенном посредине ширины, в то время как излучающие свет части E2, ЕЗ датчиков 22U, 23U перемещения расположены в местах Y2, Y3 вблизи противоположных концов по ширине. Нижние датчики 21L, 22L, 23L перемещения расположены так же, как указано выше. Часть с недостаточной толщиной древесного материала 1, обусловленная короблением или изгибом, часто наблюдается в любом из указанных мест Y1, Y2, Y3. Поэтому указанное расположение датчиков обеспечивает надежное обнаружение смещения. Причиной расположения со сдвигом относительно друг друга датчиков 21U, 22U, 23U и 21L, 22L, 23L перемещения относительно направления подачи (направления X) является то, что каждый датчик 2 перемещения имеет несколько большую длину в направлении ширины детали, так что эти датчики нельзя расположить вдоль одной линии. Если датчик перемещения является достаточно коротким относительно ширины древесного материала 1, то датчики могут быть расположены на одной линии.
Ниже приводится описание работы устройства для контролирования толщины доски со ссылками на графическую схему, показанную на фиг.5. Графическая схема операций выполняется программируемым контроллером 6. Сначала используется сенсорная панель 10 для предварительного ввода в программируемый контроллер 6 условий, на основании которых определяется исправный/дефектный древесный материал 1. А именно, древесный материал определяется как дефектный, если, например, недостаточность толщины свыше допустимого значения Δt (= 0,25 мм) отклонения относительно номинальной толщины доски имеется на заданной длине L1 (= 60 мм) или более и если не менее чем заданное число частей недостаточной толщины, имеющих длину L1 или более, присутствуют на единице длины (= 1 м). С другой стороны, наличие одного недостатка толщины свыше указанного значения Δt, которое проходит по заданной длине L2 (= 300 мм) или более, образует условие для определения древесного материала как дефектного. Поскольку эти условия изменяются в зависимости от качества необходимого древесного материала, то подготавливается несколько наборов условий, определяющих указанные выше численные значения, так чтобы можно было выбирать из них подходящие условия.
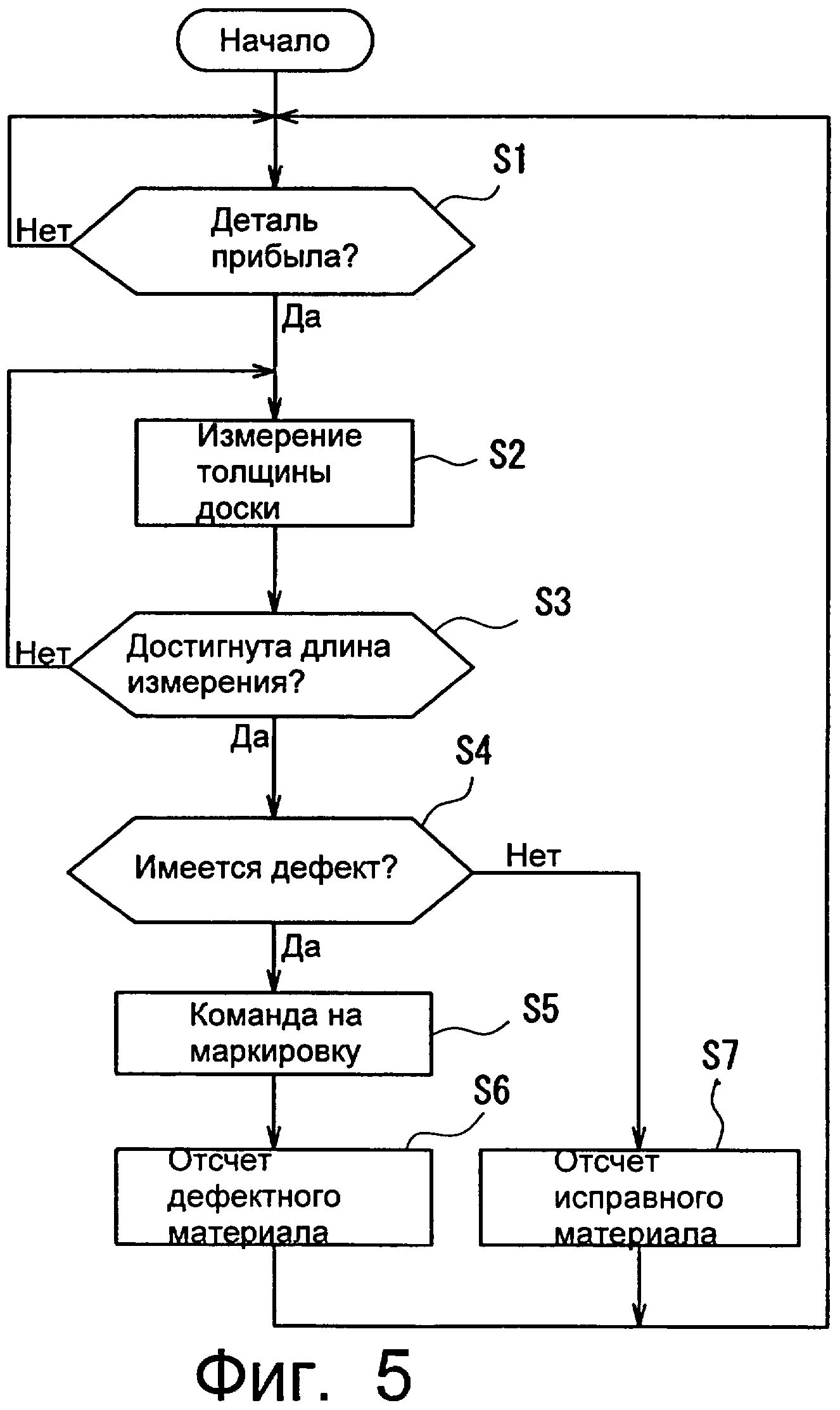
Как показано на фиг.5, сначала программируемый контроллер 6 ожидает подачи древесного материала (стадия S1). Прибытие и прохождение древесного материала 1 легко обнаруживается на основе изменения выходных сигналов датчиков 2 перемещения. При поступлении древесного материала 1 программируемый контроллер 6 выполняет измерение толщины доски (стадия S2). Измерение толщины доски продолжается до тех пор, пока расстояние подачи древесного материала 1 не достигнет измеряемой длины или пока не пройдет время прохождения древесного материала 1 (стадия S2-S3, повторяемые циклично). Если на стадии S2 будет определено, что недостаток толщины превосходит допускаемое значение Δt, то программируемый контроллер 6 выполняет измерение длины L1 протяженности части недостаточной толщины. Длину можно легко определить с использованием скорости подачи (постоянная величина) и длительности состояния, когда присутствует недостаток толщины свыше допустимого значения Δt недостаточности, при этом длительность отсчитывается часами в программируемом контроллере 6. Кроме того, программируемый контроллер 6 наблюдает наличие недостатка толщины, превосходящего допустимое значение Δt недостаточности, имеющей место на длине не менее длины L в качестве одного события и считает число n появлений события во время измерений.
Когда длина подачи древесного материала 1 достигает длины измерения, то программируемый контроллер 6 переходит на стадию S4 для определения, является ли древесный материал 1 дефектным или нет. Другими словами, выполняется определение, является или нет указанная длина L меньше L1, а указанное число n - меньше N или нет, или является или нет указанная длина L не меньше L2 или нет. Определение выполняется моментально, поскольку скорость работы программируемого контроллера 6 намного больше скорости подачи. Если определяется, что древесный материал не является дефектным, то программируемый контроллер 6 увеличивает отсчет исправных древесных материалов на единицу на стадии S7 и возвращается на стадию S1 для повторения тех же процессов со следующим древесным материалом 1. Если же, с другой стороны, древесный материал определяется как дефектный, то программируемый контроллер 6 выдает на стадии S5 команду на маркировку. На стадии S6 программируемый контроллер 6 увеличивает отсчет дефектных древесных материалов на единицу и затем возвращается на стадию S1. Следует отметить, что отсчет исправных изделий и дефектных изделий отображается на панели 11 управления.
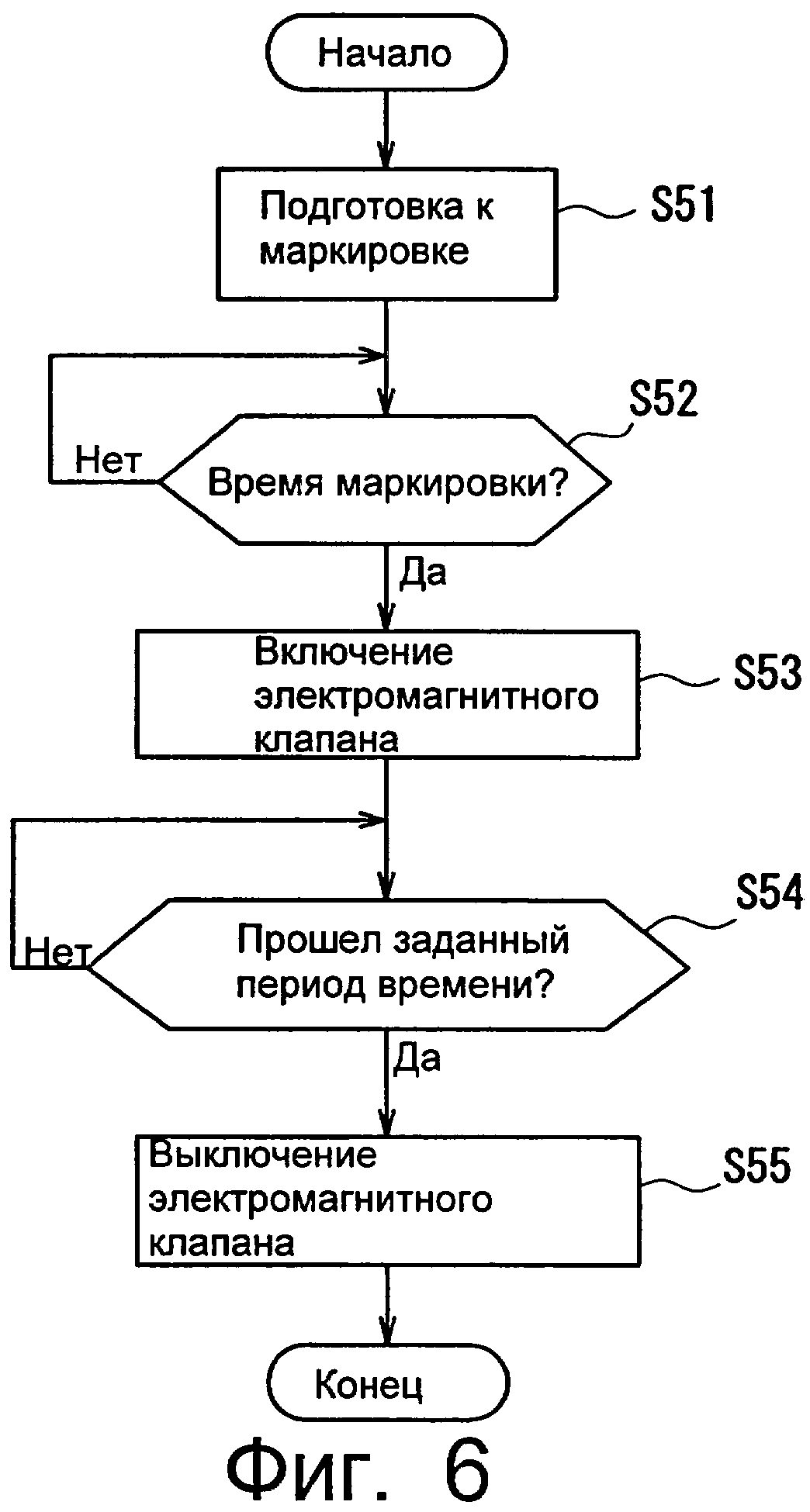
Когда выдается команда на маркировку, то программируемый контроллер 6 выполняет операцию маркировки, показанную на графической схеме на фиг.6, параллельно процессам, показанным на фиг.5, многозадачным образом. Сначала программируемый контроллер 6 подготавливает операцию маркировки на стадии S51 на фиг.6. А именно, с помощью сенсорной панели 10 программируется период времени между определением дефектного древесного материала 1 и приходом дефектного древесного материала 1 под маркировочное устройство 13 (смотри фиг.4). На основании этого программируемый контроллер 6 запускает таймер и ожидает время маркировки (стадия S52). Во время маркировки программируемый контроллер 6 приводит в действие (подает энергию) электромагнитный клапан 9 (смотри фиг.4), так что сжатый воздух подается в маркировочное устройство 13 для маркировки (выброса красной краски, например) дефектного древесного материала 1. По истечении заданного периода времени для маркировки (стадия S54) программируемый контроллер 6 выключает электромагнитный клапан 9 (стадия S55) для окончания операции маркировки.
Таким образом, древесный материал 1 с недостаточной толщиной распознается в конце подачи на длину измерения и отделяется от другого нормального древесного материала на основании маркировки. Визуальный контроль не требуется и поэтому можно увеличить скорость подачи для обеспечения скоростного контролирования. Кроме того, качество контролирования остается неизменным, поскольку толщина доски измеряется с помощью датчиков перемещения, расположенных в разных местах. В соответствии с этим, можно получать древесные материалы стабильного качества.
В приведенном выше варианте выполнения, поскольку недостаток толщины имеет тенденцию проявляться в любом из мест Y1, Y2, Y3, показанных на фиг.1, древесного материала 1, то как указывалось выше, толщину доски измеряют в этих трех точках. В случае, когда объектом контролирования является пиломатериал относительно небольшого диаметра, измерение толщины доски в трех точках по существу обеспечивает контролирование со 100% надежностью. Однако число точек измерения может быть увеличено или уменьшено в зависимости от ширины или типа древесного материала, или от требуемого качества. Следует однако отметить, что толщину доски можно предпочтительно измерять, по меньшей мере, в двух точках, поскольку измерение в одной точке имеет риск низкой надежности.
Хотя указанный выше вариант выполнения описан на примере древесного материала 1 в виде доски, можно контролировать пиломатериал с квадратным поперечным сечением для использования в качестве столба или балки (имеющих квадратное или прямоугольное поперечное сечение) в отношении вертикальных/горизонтальных размеров его частей, так же как контролируется толщина доски. Кроме того, можно контролировать размер по ширине древесного материала в виде доски с помощью пары датчиков перемещения, расположенных на поперечно-противоположных концах древесного материала, так же как контролируют толщину доски, или рассматривать размер по ширине в качестве "толщины доски" в широком смысле.
В предыдущем варианте выполнения работа по предварительной регулировке толщины доски выполняется перед контролированием. Максимальная толщина доски обычно ограничивается расположением обрабатывающих инструментов и поэтому отклонений в положительном направлении не возникает. Однако указанное выше устройство для контролирования толщины доски можно аналогичным образом применять для древесных материалов, предварительно подвергнутых обработке, что может вызывать также ошибки в положительном направлении.
Реферат
Изобретение относится к деревообрабатывающей промышленности. Устройство контролирования толщины доски содержит устройство конвейерной подачи древесного материала, подлежащего регулированию до заданной величины толщины доски, устройство измерения толщины доски и блок обработки для определения, является ли древесный материал материалом с недостаточной толщиной, и устройство для его отличия от других древесных материалов. Устройство измерения толщины доски служит для определения толщины доски в нескольких точках древесного материала как объекта измерения по мере конвейерной подачи на основе выходных сигналов датчиков перемещения. Датчики перемещения расположены в нескольких различных местах по ширине древесного материала. Древесный материал является материалом с недостаточной толщиной, если будет определено, что имеется заданное количество частей заданной длины, имеющих толщину доски, отклоняющуюся от полей допуска на указанную заданную величину, в направлении конвейерной подачи. Изобретение позволяет обеспечить быстрый и качественный контроль толщины доски. 4 з.п. ф-лы, 8 ил.
Комментарии