Лазерный двумерный триангуляционный датчик для измерения отверстий малого диаметра - RU2625001C1
Код документа: RU2625001C1
Чертежи




Описание
Область техники, к которой относится изобретение
Метрологическая техника для сканирования геометрии поверхности и контроля качества геометрических параметров твердых объектов.
Предшествующий уровень техники
В мире крупными компаниями производителями лазерных 2D сканеров, являющихся аналогами разработке ООО «Геомера», можно считать Keyence, SmartRay, Sensor Instruments, компания Riftek реализует меньшие объемы продукции по сравнению с указанными выше компаниями, но предлагает наиболее близкие аналоги заявленного технического решения.
1) Датчик LJ-G015 производства компании Keyence [3] обладает габаритами 70*64*34 мм, что не позволит опустить его в отверстие диаметром 68 мм. Погрешность датчика [4] - ±0,0025 мм. Есть возможность передавать данные непосредственно с CMOS матрицы (http://ru.d-test.ru/pdf/DTC-laser.pdf)
2) Датчик ECCO 55.020 производства компании SmartRay [5] обладает габаритами 82*52.5*27.5 мм, что не позволит опустить его в отверстие диаметром 68 мм. Погрешность датчика [5] - ±0,035 мм. Нет возможности передавать данные непосредственно с CMOS матрицы (https://riftek.com/media/documents/rf625/manual/2D_Laser_scanners_RF625_Series_rus.pdf).
3) Датчик L-LAS-LT-20-CL производства компании Sensor Instruments [5] обладает габаритами 82.26*80*20 мм, что не позволит опустить его в отверстие диаметром 68 мм. Погрешность датчика [5] - ±0,002 мм. Нет возможности передавать данные непосредственно с CMOS матрицы (http://www.keyence.com/products/measure/laser-2d/lj-g/dimensions/index.jsp).
4) Датчик RF620S-8 (наиболее близкий аналог) производства компании Riftek [1] способен измерять трубы и муфты диаметром от 110 мм. Погрешность датчика [2] - ±0,002 мм. Есть возможность передавать данные непосредственно с CMOS матрицы, но максимальная частота передачи составляет 15 Гц (http://www.keyence.com/products/measure/laser-2d/lj-g/specs/index.jsp).
5) Датчик RF620S1-8 производства компании Riftek [1] способен измерять трубы и муфты диаметром от 50 мм, но глубина измерения от торца муфты и трубы составляет 100 мм. Погрешность датчика [2] - ±0,002 мм. Есть возможность передавать данные непосредственно с CMOS матрицы, но максимальная частота передачи составляет 15 Гц (http://smartray.de/DOWNLOADS/Product-Datasheets/DS_ЕССО_55.pdf).
6) Датчик RF620S2-8 производства компании Riftek [1] способен измерять трубы и муфты диаметром от 150 мм. Погрешность датчика [2] - ±0,002 мм. Есть возможность передавать данные непосредственно с CMOS матрицы, но максимальная частота передачи составляет 15 Гц (http://www.sensorinstruments.de/pdf/products/344en.pdf) https://riftek.com/media/documents/rf620/man/2D_Laser_scanners_RF620_Series_rus.pdf.
Недостатком всех указанных аналогов, кроме RF620S-8, является невозможность сканирования отверстий муфт диаметром от 68 мм. A RF620S-8 не способен производить измерения в самой узкой части на расстоянии от торца не менее 132 мм. Основной проблемой для решения такой задачи существующими моделями лазерных триангуляционных 2D сканеров являются их габаритные размеры.
Достаточной погрешностью для образмеривания поверхности муфт нефтяного сортамента является ±0,005 мм. Это требование должно соблюдаться для рассматриваемых моделей.
Также для реализации адаптивных алгоритмов при сканировании резьбы муфт нефтяного сортамента необходима возможность скоростной передачи данных (100 Гц) непосредственно с самой CMOS матрицы датчика на ПК, что зачастую либо отсутствует у аналогичных моделей, либо реализовано с очень низкой скоростью.
Сущность изобретения
Задачей, решаемой заявленным изобретением, является создание лазерного триангуляционного двухмерного сканера, обеспечивающего сканирование поверхности отверстий диаметром от 65 мм на расстоянии от торца не менее 132 мм.
Технический результат заявленного изобретения заключается в повышении скорости считывания данных, в повышении точности сканирования, в снижении погрешности сканирования до ±0,005 мм.
Технический результат заявленного изобретения достигается за счет того, что лазерный двумерный триангуляционный датчик для измерения отверстий малого диаметра, содержащий корпус, лазерный излучатель, CMOS матрицу, отличающийся тем, что корпус датчика выполнен цилиндрическим и состоит из двух соосных цилиндрических совмещенных торцами частей, при этом цилиндрические части корпуса выполнены разного диаметра, в полости большей по диаметру цилиндрической части корпуса датчика расположена оптическая схема датчика, состоящая из лазерного излучателя, электронной печатной платы с вмонтированной CMOS матрицей, установленной под углом к электронной печатной плате фокусирующей линзы, при этом в большей по диаметру цилиндрической части корпуса, на боковой поверхности, выполнено отверстие, в которое установлено защитное стекло; в полости меньшей по диаметру цилиндрической части корпуса расположен блок питания и вычисления, состоящий из электронной печатной платы с установленными на ней разъемом для подключения к процессору для обработки данных с CMOS матрицы, разъемом подключения CMOS матрицы; микросхемой управления питанием, разъемом питания; разъемом передачи данных на ЭВМ; при этом в совмещенных торцах обеих частей корпуса выполнено отверстие, соединяющее полости обеих частей корпуса, в упомянутом отверстии проложены провода питания, управления режимами работы лазера и матрицы, а также провода передачи данных с матрицы на вычислительный блок; причем датчик дополнительно содержит цилиндрический кронштейн, совмещенный соосно со вторым торцом меньшей по диаметру цилиндрической части корпуса, с расположенными внутри кронштейна проводами питания блока питания и вычисления и проводами связи с электронно-вычислительной машиной.
В частном случае реализации заявленного изобретения цилиндрические части корпуса выполнены длиной 22,5 мм и 57 мм и диаметром 60 мм и 50 мм соответственно, при этом меньшая по диаметру цилиндрическая часть корпуса усечена по хорде длиной 44,9 мм.
В частном случае реализации заявленного изобретения лазерный излучатель выполнен диаметром 12 мм и длиной 20 мм, электронная печатная плата выполнена шириной 20 мм и длиной 20 мм и расположена под углом 60° к лазерному излучателю, а фокусирующая линза выполнена диаметром 8 мм и установлена под углом 55° к плате с CMOS матрицей.
В частном случае реализации заявленного изобретения электронная печатная плата блока питания и вычисления выполнена шириной 40 мм, длиной 35 мм и высотой 10 мм с установленными на ней элементами, а микросхема управления питанием выполнена с входным напряжением 9-36 В.
В частном случае реализации заявленного изобретения лазерный излучатель генерирует луч в видимом диапазоне длиной волны 640 нм.
В частном случае реализации заявленного изобретения оптическая схема датчика защищена от внешнего воздействия защитной крышкой оптической системы диаметром 57,8 мм и защитным стеклом диаметром 20,2 мм.
В частном случае реализации заявленного изобретения диапазон измерения датчика представляет собой равнобедренную трапецию, малое основание которой отстоит от корпуса лазерного двумерного триангуляционного датчика на 3 мм, большее - на 8 мм.
В частном случае реализации заявленного изобретения защитное стекло оптической схемы датчика разделено на две части перегородкой.
В частном случае реализации заявленного изобретения кронштейн выполнен диаметром 22 и длиной 126 мм.
В частном случае реализации заявленного изобретения кронштейн выполнен с возможностью крепления к поворотной измерительной головке.
В частном случае реализации заявленного изобретения корпус датчика и кронштейн выполнены из алюминия.
Технический результат заявленного изобретения достигается особой компоновкой оптической и электрической схемы, деталей корпуса, кронштейна, диапазона измерения, веса корпуса датчика и его габаритных размеров.
Краткое описание чертежей
Детали, признаки, а также преимущества настоящего изобретения следуют из нижеследующего описания вариантов реализации заявленного лазерного двумерного триангуляционного датчика для измерения отверстий малого диаметра с использованием чертежей, на которых показано:
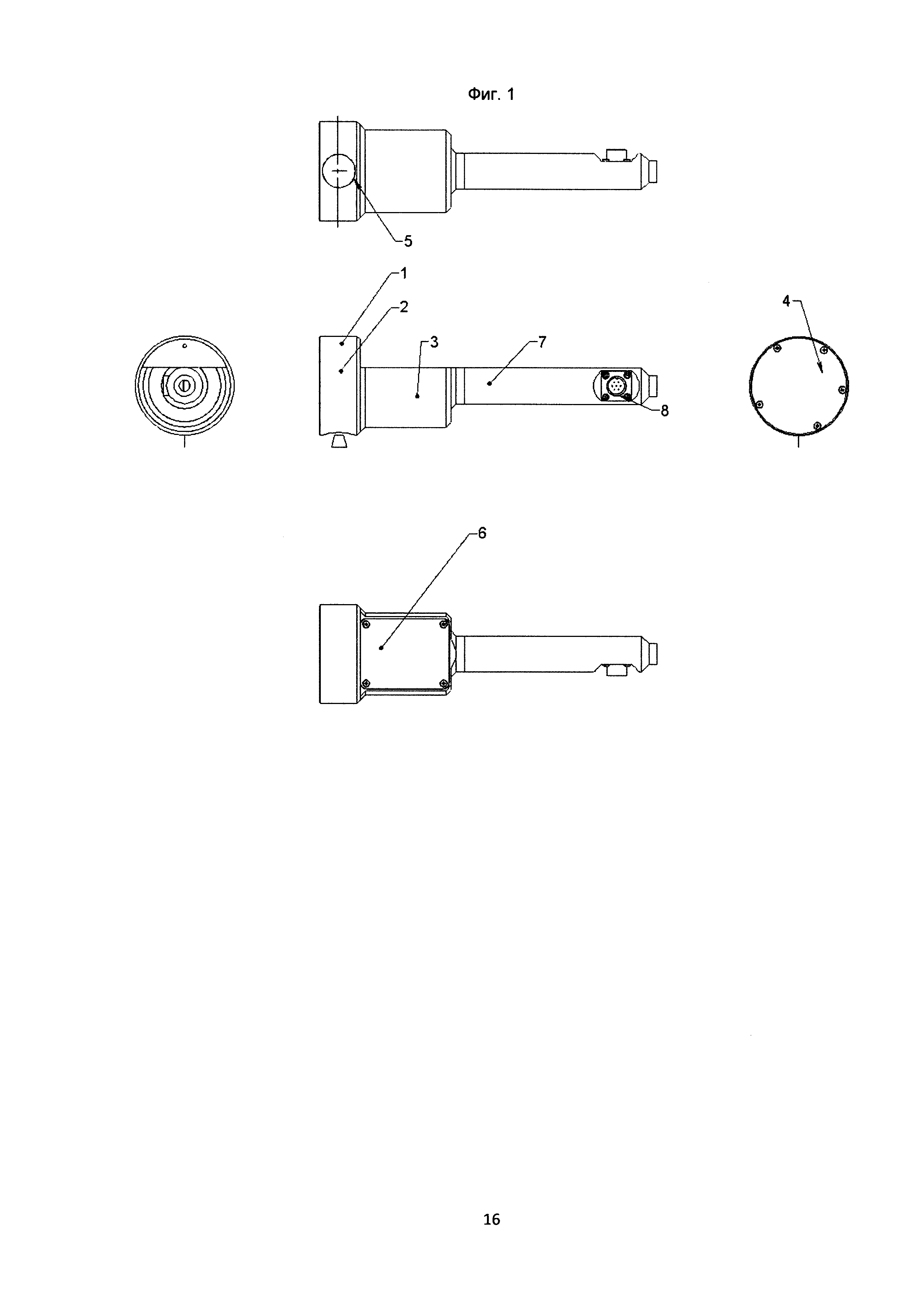
Фиг. 1 - общий вид лазерного двумерного триангуляционного датчика;
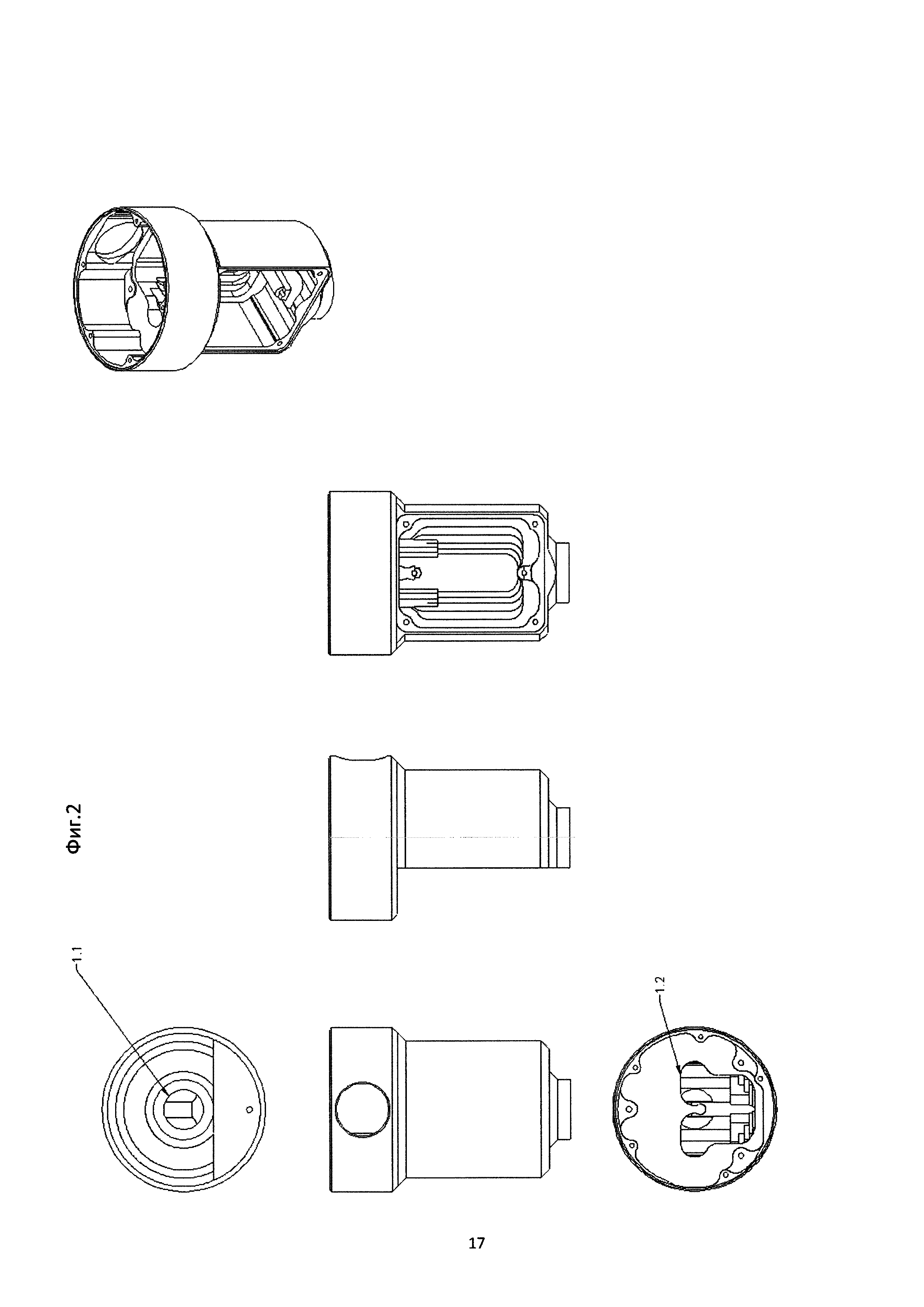
Фиг. 2 - корпус лазерного двумерного триангуляционного датчика;
Фиг. 3 - оптическая схема лазерного двумерного триангуляционного датчика;
Фиг. 4 - блок питания и вычисления лазерного двумерного триангуляционного датчика;
Фиг. 5 - кронштейн;
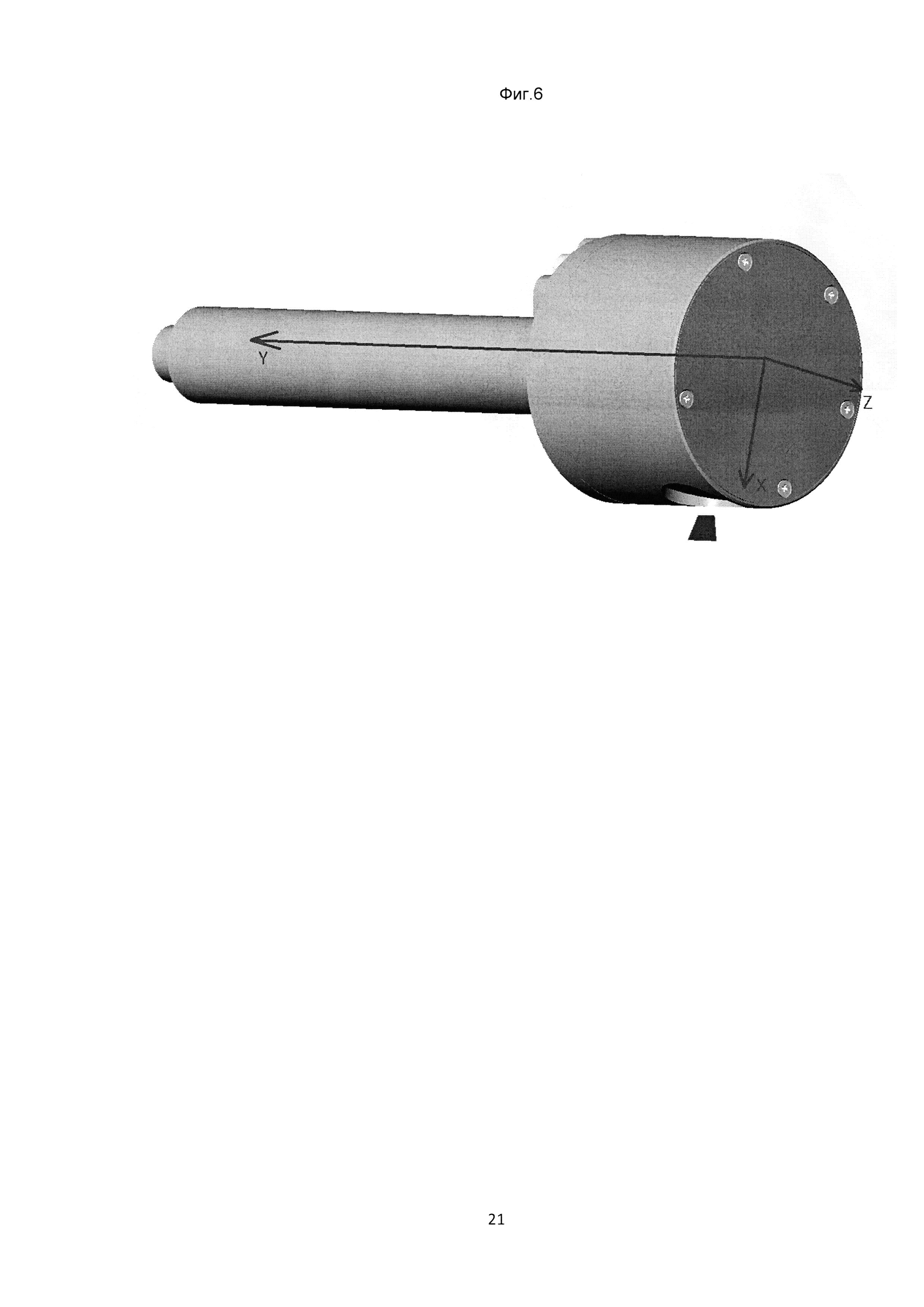
Фиг. 6 - система координат лазерного двумерного триангуляционного датчика;
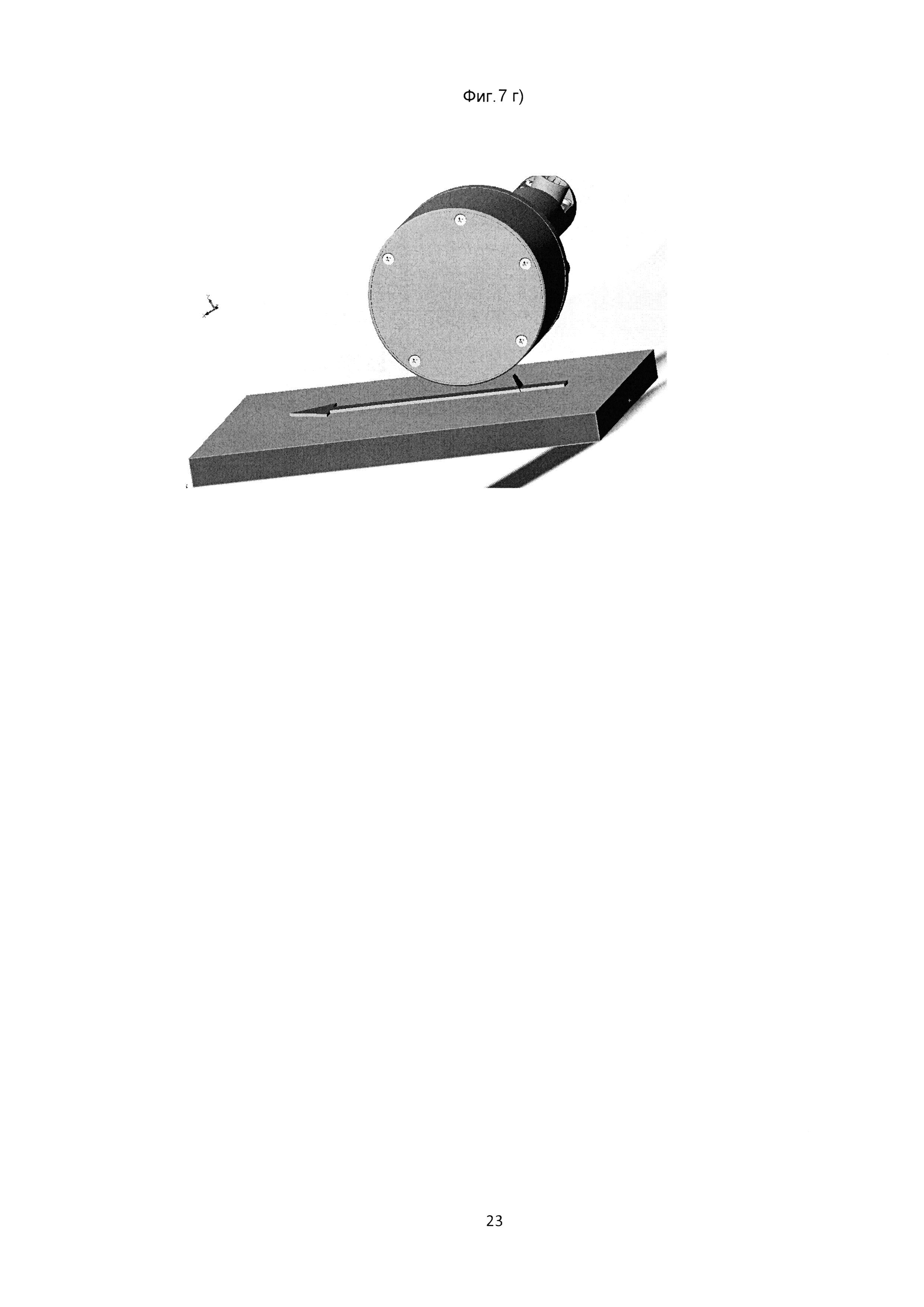
Фиг. 7 - положения лазерного двумерного триангуляционного датчика:
а) ось Y сканера параллельна пластине;
б) сканер повернут на 60° вокруг оси Z;
в) сканер повернут на 60° вокруг оси Z в обратном направлении;
г) сканер повернут на 60° влево вокруг оси Y;
д) сканер повернут на 60° вправо вокруг оси Y.
На фигурах цифрами обозначены следующие позиции:
1 - корпус лазерного двумерного триангуляционного датчика; 1.1 - отверстие; 1.2 - вычислительный блок; 2 - оптическая схема датчика; 2.1 - лазерный излучатель; 2.2 - электронная печатная плата; 2.2.1 - CMOS матрица; 2.3 - фокусирующая линза; 3 - блок питания и вычисления; 4 - защитная крышка оптической схемы датчика; 5 - защитное стекло оптической схемы датчика; 5.1 - разъем для подключения к процессору; 5.2 - процессор для обработки данных CMOS матрицы; 5.3 - микросхема управления питанием; 5.4 - разъем питания; 5.5 - разъем передачи данных; 6 - защитная крышка блока питания и вычисления; 7 - цилиндрический кронштейн; 7.1 - резьбовое соединение; 7.2 - резьбовое соединение; 8 – разъем.
Раскрытие изобретения
Лазерный двумерный триангуляционный датчик представляет собой электронное устройство в металлическом корпусе (1).
Корпус (1) лазерного триангуляционного датчика представляет собой деталь, выполненную в виде двух совмещенных цилиндров длиной 22,5 мм и 57 мм и диаметром 60 мм и 50 мм соответственно, второй цилиндр является усеченным по хорде длиной 44,9 мм.
Особенностью корпуса (1) является его цилиндрическая форма с усечением, что позволяет вращать лазерный двумерный триангуляционный датчик непосредственно в отверстии, а также менять углы сканирования в плоскости лазерного луча, не касаясь при этом поверхности сканируемой детали. Это позволяет экономить время на операциях погружения и выведения лазерного двумерного триангуляционного датчика из отверстия сканируемой детали при смене углов сканирования.
В большем по диаметру цилиндре корпуса (1) расположены электронные компоненты лазерного двумерного триангуляционного датчика: лазерный излучатель (2.1) диаметром 12 мм и длиной 20 мм, электронная печатная плата (2.2) шириной 20 мм и длиной 20 мм, расположенная под углом 60° к лазерному излучателю, вмонтированная на плату CMOS матрица (2.2.1) и фокусирующая линза (2.3) диаметром 8 мм, стоящая под углом 55° к плате с CMOS матрицей. Упомянутые компоненты представляют собой оптическую схему датчика (2).
Лазерный излучатель (2.1) генерирует луч в видимом диапазоне длиной волны 640 нм, который при помощи линзы разворачивается в линию. Линия проецируется на объекте сканирования. На электронную печатную плату (2.2) с CMOS матрицей (2.2.1) проецируется сфокусированный линзой (2.3), отраженный от объекта сканирования свет.
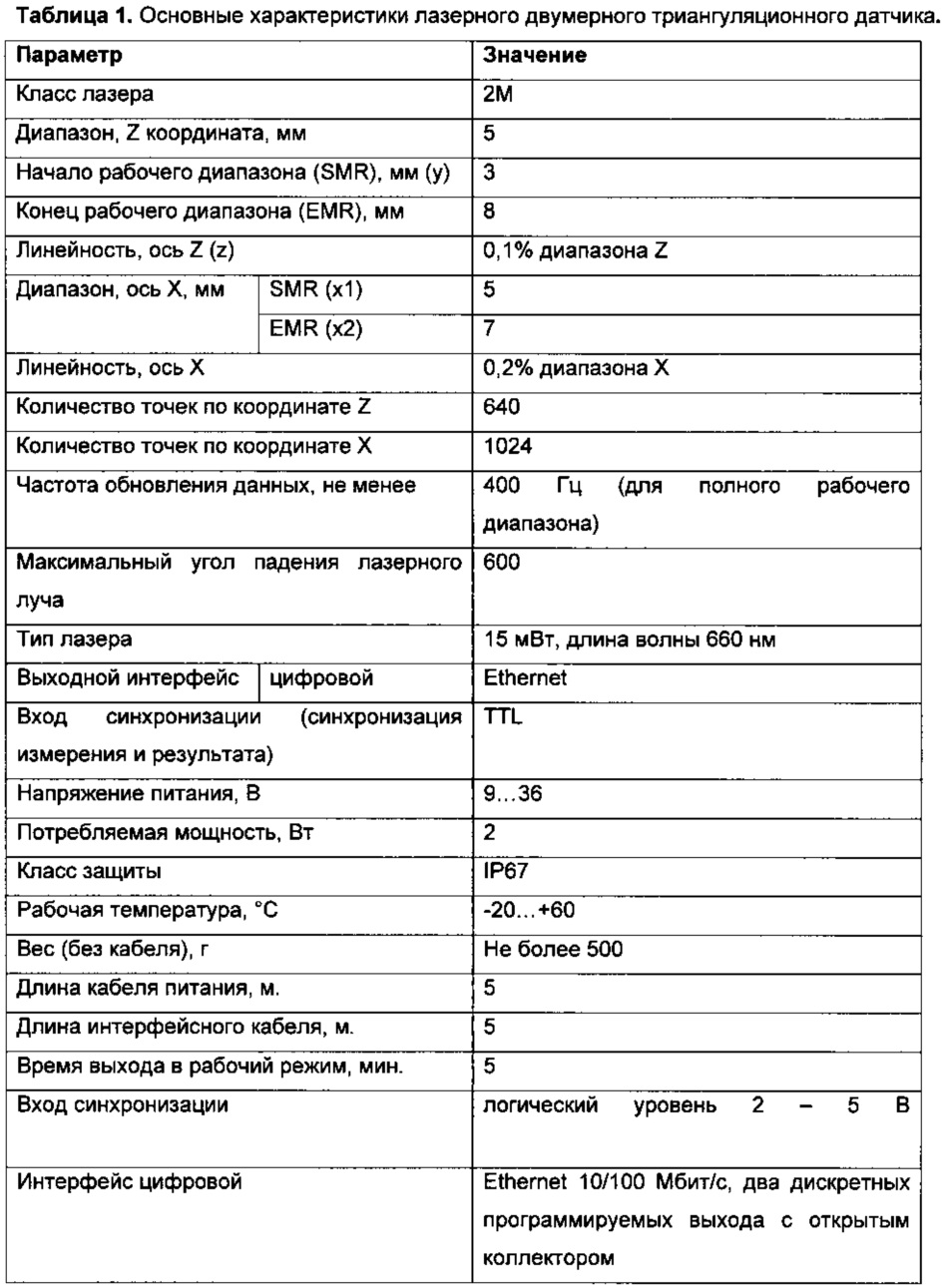
Все устройства расположены под заданными, соответствующими правилу Шаймпфлюга при текущих алгоритмах, углами друг к другу, обеспечивающими фокусировку луча в середине диапазона сканирования датчика (см. таблицу 1).
В большем по диаметру цилиндре корпуса (1), на боковой поверхности выполнено отверстие диаметром 20.2 мм. Излучение и прием сигнала оптической схема датчика происходят через данное круглое отверстие. Оптическая схема датчика (2) защищена от внешнего воздействия защитным стеклом (5) диаметром 20,2 мм, установленным в упомянутое отверстие.
Оптическая схема датчика (2) защищена от внешнего воздействия защитной крышкой (4) оптической системы диаметром 57,8 мм.
Излучение и прием сигнала оптической схема датчика происходят через круглое отверстие, выполненное в корпусе диаметром 20,2 мм, в котором установлено защитное стекло (5), вклеенное в рамку отверстия. После установки оптической схемы датчика данная полость закрывается круглой защитной крышкой (4), которая крепится к корпусу винтами.
Лазерный луч, излучаемый лазерным излучателем, проходит через защитное стекло и освещает предметы, находящиеся в диапазоне измерения.
Диапазон измерения представляет собой равнобедренную трапецию, малое основание которой отстоит от корпуса лазерного двумерного триангуляционного датчика на 3 мм, большее - на 8 мм.
Плоскость луча перпендикулярна плоскости защитной крышки (4) оптической схемы датчика. Отраженный свет луча от предметов падает на печатную плату с CMOS матрицей и формирует изображение, которое после пересчитывается в координаты по дальности и по ширине.
Оригинальность конструкции состоит в том, что каналы излучения и приема находятся очень близко друг к другу, поэтому защитное стекло (5) оптической схемы датчика разделено на две части тонкой перегородкой, чтобы избежать помех, генерируемых в связи с появлением обратной связи.
Во втором цилиндре корпуса лазерного двумерного триангуляционного датчика расположен блок питания и вычисления (3)(БПВ). Блок питания и вычисления (3) расположен в части корпуса, представляющей собой соосный с описанным выше усеченный цилиндр диаметром 50 мм и размером дуги 240°.
От внешнего воздействия блок питания и вычисления (3) защищен защитной крышкой (6) блока питания и вычисления шириной 54 мм и длиной 43 мм.
Блок питания и вычисления (3) представляет собой электронную печатную плату шириной 40 мм, длиной 35 мм и высотой 10 мм с установленными на ней элементами: разъем (5.1) для подключения к процессору (5.2) для обработки данных с CMOS матрицы самой CMOS матрицы; микросхема управления питанием (5.3), входным напряжением для которой является 9-36 В; разъем питания (5.4); разъем передачи данных (5.5).
Основной особенностью блока питания и вычисления (3) является его массогабаритные размеры, за счет чего блок питания и вычисления возможно монтировать непосредственно в лазерный двумерный триангуляционный датчик, а не отдельно от него. Вес ограничивается 350 г.
Цилиндрический кронштейн (7) диаметром 22 мм и длиной 126 мм. С одной стороны у кронштейна резьбовое соединение (7.1) для монтажа к корпусу лазерного триангуляционного датчика, с другой стороны резьбовое соединение для монтажа на каком-либо объекте, например на поворотной головке Tesa Star (7.2).
Монтаж цилиндрического кронштейна (7) к корпусу лазерного триангуляционного датчика производится при помощи отверстия (1.1) и резьбового соединения (7.1).
В сборке кронштейна с корпусом обеспечивается возможность погружения лазерного триангуляционного датчика в отверстия глубиной до 200 мм.
Кронштейн (7) обладает резьбовым соединением (7.2) для крепления к поворотной измерительной головке типа Tesastar-m, Renishaw РН10 и их аналогов.
Внутри кронштейна (7) расположены провода для питания блока питания и вычисления (3) и его связи с ПК (электронно-вычислительной машиной) при помощи подключения к разъему (8) кабеля связи.
Разъем (8) обеспечивает восьмиконтактное соединение. Преимуществом применения кронштейна, привинчивающегося к корпусу лазерного сканера, а не цельного корпуса датчика, является возможность варьировать его длину, при этом не изменяя габаритов корпуса лазерного двумерного триангуляционного датчика. Это позволяет специализировать лазерный двумерный триангуляционный датчик под конкретные задачи и глубины отверстий.
Лазерный двумерный триангуляционный датчик предназначен для монтажа на поворотные головки типа Tesastar, Renishaw и Zeiss, установленные на координатно-измерительных машинах. Также он может использоваться в специализированных решениях, оснащенных элементами для монтажа, соответствующими отверстию для крепления. Примером такого решения может быть установка заявленного датчика на станок нарезки резьбы муфт, для чего датчик будет установлен на специальный высокоточный механизм перемещения.
Вес и габариты лазерного двумерного триангуляционного датчика обеспечивают возможность его поворота посредством описанных выше поворотных головок во всем диапазоне изменения их углов.
Наиболее важным отличием лазерного двумерного триангуляционного датчика от аналогов является сочетание габаритных размеров и веса, что достигается за счет эргономичного расположения электронных компонентов в лазерном двумерном триангуляционном датчике, специально подобранной геометрии корпуса, использования алюминия в качестве материала корпуса и выбора диапазона сканирования. Это дает возможность проводить измерения отверстий диаметром от 65 мм на глубине до 200 мм с погрешностью до 5 мкм со скоростью 409600 точек в секунду, монтировать прибор на поворотные головки типа Tesastar и аналогичные головки малой грузоподъемности (до 350 г), производить полноценное вращение Прибора при помощи таких головок.
Пример
Корпус (1) лазерного двумерного триангуляционного датчика выполнен из алюминия путем фрезерования. В цилиндрической части корпуса (1) выполнена полость радиусом 28 мм для установки и крепления оптической схемы датчика. Излучение и прием сигнала оптической схема датчика происходит через круглое отверстие в корпусе диаметром 20,2 мм, в котором установлено защитное стекло (5), вклеенное в рамку отверстия. После установки оптической схемы датчика данная полость закрывается круглой защитной крышкой (4), которая крепится к корпусу винтами.
В части корпуса, представляющей собой усеченный цилиндр, также выполнена полость для установки блока питания и вычисления (3). Блок питания и вычисления (3) закреплен в данной полости при помощи винтов. После установки блока питания и вычисления (3) данная полость закрывается прямоугольной защитной крышкой (6), которая крепится к корпусу винтами. Между полостью для установки блока питания и вычисления (3) и полостью для установки оптической схемы датчика (2) при помощи фрезерования выполнено отверстие для соединения оптической схемы датчика (2) с блоком питания и вычисления (3) (высотой 27 и шириной 25 мм) проводами питания, проводами управления режимами работы лазера и матрицы, а также проводами передачи данных с матрицы на вычислительный блок (1.2).
Пространственная форма корпуса наглядно представлена на изометрическом виде на Фиг. 2. ОСП представлена на чертеже 3. Она состоит из лазерного излучателя (2.1), излучающего линию, которая проецируется на объекте сканирования, электронной печатной платы с CMOS матрицей (2.2, 2.2.1), на которую проецируется отраженный от объекта сканирования свет, а также фокусирующей отраженный свет линзы (2.3).
Все устройства расположены под заданными углами друг к другу, соответствующими правилу Шаймпфлюга для данных габаритных размеров, обеспечивающими плоскость резкого фокуса в середине диапазона сканирования Прибора (см. таблицу 1).
Габаритные размеры всей схемы составляют 42,24*32,93*20 мм (Д*Ш*В). На фиг. 3 также изображено условное излучение лазера в плоскости луча и изометрический вид схемы, что наглядно показывает взаимное расположение деталей и излучаемой линии.
Блок питания и вычисления представлен на чертеже 4. Он представляет собой монтажную плату, на которой размещены разъем для подключения CMOS (5.1), плата CMOS присоединяется к этому разъему при помощи сорокажильного шлейфа; процессор для обработки данных с CMOS (5.2). Используется микропроцессор типа FGPA; микросхема управления питанием деталь (5.3); разъем питания (5.4) подключается к питанию 9-36В, кабель к разъему проходит внутри кронштейна (3); разъем передачи данных (5.5), который подключается к ПК при помощи кабеля типа витая пара по Ethernet, кабель к разъему проходит внутри кронштейна (3). Габаритные размеры блока питания и вычисления составляют 40*35*10,3 мм (Д*Ш*В). Кронштейн представлен на фиг. 6. Он представляет собой трубку, одна часть которой крепится к корпусу датчика, а другая к поворотной головке координатно-измерительной машины. Внутри кронштейна проложен кабель питания и связи БПВ и ПК. Для подключения Прибора к ПК и питанию используется разъем (8). На кронштейне путем фрезеровки сделано место для крепления разъема. Материал исполнения кронштейна - сталь.
Работа устройства
В основу работы сканера положен принцип оптической триангуляции.
Излучение полупроводникового лазера формируется в виде линии и проецируется на объект. Рассеянное на объекте излучение объективом собирается на двумерной CMOS-матрице.
Полученное изображение контура объекта анализируется сигнальным процессором, который рассчитывает расстояние до объекта (координата Z) для каждой из множества точек вдоль лазерной линии на объекте (координата X).
Конфигурационные параметры лазерного двумерного триангуляционного датчика
1) Экспозиция: реализована возможность изменения экспозиции матрицы лазерного двумерного триангуляционного датчика командами с персонального компьютера (задержка не более 10 мс). Также реализована возможность включения функции Автоэкспозиции (автоматической подстройки экспозиции), которая обрабатывается на процессоре лазерного двумерного триангуляционного датчика. Реализована возможность перепрограммирования функции Автоэкспозиции на процессоре лазерного двумерного триангуляционного датчика.
2) Уровень выходной мощности лазера: реализована возможность изменения выходной мощности лазера лазерного двумерного триангуляционного датчика командами с персонального компьютера (задержка не более 10 мс). Также реализована возможность включения функции Автомощности (автоматической подстройки мощности), которая обрабатывается на процессоре лазерного двумерного триангуляционного датчика. Реализована возможность перепрограммирования функции Автомощности на процессоре лазерного двумерного триангуляционного датчика.
3) Рабочее окно: реализована возможность изменения с ПК рабочего окна матрицы Прибора для увеличения быстродействия (задержка не более 100 мс).
4) Синхронизация: реализована возможность изменения параметров синхронизации (по нарастающему, по убывающему фронту импульса).
5) Режим работы: реализована возможность изменения режима работы лазерного двумерного триангуляционного датчика: передача изображения или передача профиля, а также предусмотреть возможность передачи профиля и изображения одного результата.
Программа и методика испытаний лазерного двумерного триангуляционного датчика
Испытания проводятся на следующих технических средствах.
Плита поверочная: абсолютная погрешность лазерного двумерного триангуляционного датчика определяется при помощи плиты поверочной.
Устройство позиционирования лазерного двумерного триангуляционного датчика: датчик в свою очередь закреплен на портальной координатно-измерительной машине (КИМ) Hexagon Dea Global Performance с измерительной головкой Tesastar-m или аналогичной КИМ с аналогичной поворотной головкой. Лазерный двумерный триангуляционный датчик прикрепляется при помощи шпильки М8, ввинченной в резьбовое отверстие лазерного двумерного триангуляционного датчика, к измерительной головке Tesastar-m, обладающей также крепежным отверстием М8. Координатно-измерительная машина является поверенной и внесенной в Государственный реестр средств измерения. Контрольно-измерительная машина обеспечивает позиционирование лазерного двумерного триангуляционного датчика с погрешностью 1,5+L/333 мкм и плавное перемещение лазерного двумерного триангуляционного датчика относительно объекта измерения.
1) Определение абсолютной погрешности лазерного двумерного триангуляционного датчика
Рабочая поверхность плиты сканируется не менее 5 раз в различных положениях лазерного двумерного триангуляционного датчика относительно плиты, как показано на фиг. 7 (а-д). Система координат лазерного сканера показана на фиг. 6.
Фиг. 7, а) ось Y сканера параллельна пластине; б) сканер повернут на 60° вокруг оси Z; в) сканер повернут на 60° вокруг оси Z в обратном направлении; г) сканер повернут на 60° влево вокруг оси Y; д) сканер повернут на 60° вправо вокруг оси Y.
Для каждого положения лазерного двумерного триангуляционного датчика сканируется рабочая поверхность плиты. В результате получается 5 облаков точек, которые затем с помощью ПО объединяются в одно облако точек.
Требуется создать плоскость, которая будет состоять из точек полученного общего облака точек. По общему облаку точек методом наименьших квадратов строится плоскость. Для каждой из точек с помощью специального программного обеспечения (аналогичного Geomagic Qulify 12) рассчитывается расстояние до построенной плоскости и для этих расстояний определяется значение абсолютной погрешности лазерного сканирования как среднего квадратичного отклонения значений точек в пространстве от построенной плоскости, если гипотеза о нормальном распределении измеренных значений не противоречит результатам проверки по критерию Неймана-Пирсона.
Лазерный двумерный триангуляционный датчик считается прошедшим испытания, если абсолютная погрешность лазерного сканирования не превышает значения, указанного в таблице 1.
Реферат
Изобретение относится к метрологической технике для сканирования геометрии поверхности и контроля качества геометрических параметров твердых объектов. Лазерный двумерный триангуляционный датчик для измерения отверстий малого диаметра содержит корпус датчика, который выполнен цилиндрическим и состоит из двух соосных цилиндрических совмещенных торцами частей. Цилиндрические части корпуса выполнены разного диаметра, в полости большей по диаметру цилиндрической части корпуса датчика расположена оптическая схема датчика, состоящая из лазерного излучателя, электронной печатной платы с вмонтированной CMOS матрицей, установленной под углом к электронной печатной плате фокусирующей линзы. В большей по диаметру цилиндрической части корпуса выполнено отверстие, в которое установлено защитное стекло. В полости меньшей по диаметру цилиндрической части корпуса расположен блок питания и вычисления. В совмещенных торцах обеих частей корпуса выполнено отверстие, соединяющее полости обеих частей корпуса, в упомянутом отверстии проложены провода питания, управления режимами работы лазера и матрицы, а также провода передачи данных с матрицы на вычислительный блок. Датчик дополнительно содержит цилиндрический кронштейн, совмещенный соосно со вторым торцом меньшей по диаметру цилиндрической части корпуса, с расположенными внутри кронштейна проводами питания блока питания и вычисления и проводами связи с электронно-вычислительной машиной. Технический результат - повышение скорости считывания данных, повышение точности сканирования, снижение погрешности сканирования до ±0,005 мм. 10 з.п. ф-лы, 1 табл., 7 ил.
Комментарии