Соединение разнородных материалов - RU2406591C2
Код документа: RU2406591C2
Чертежи





Описание
Перекрестная ссылка на родственные заявки
Эта заявка притязает на приоритет предварительной заявки на патент США №60/632030, поданной 30 ноября 2004 г. под названием "СОЕДИНЕНИЕ РАЗНОРОДНЫХ МАТЕРИАЛОВ". Эта предварительная заявка на патент включена в данное изобретение путем ссылки во всей своей полноте для всех целей.
Сведения о правительственной поддержке
Это изобретение было сделано при правительственной поддержке согласно договору DE AC02-05CH11231, предоставленной Министерством энергетики Соединенных Штатов Членам Правления Университета Калифорнии для руководства и управления Национальной лабораторией Лоуренс Беркли. Правительство имеет в этом изобретении определенные права.
Область техники, к которой относится изобретение
Изобретение касается соединения разнородных материалов типа металла и керамики посредством декорирования и связывания путем спекания.
Предпосылки создания изобретения
Существует множество способов соединения разнородных материалов типа металла и керамики, имеющих различную пластичность. При этом многие способы предполагают введение в узел соединения третьего материала, например припоя, твердого припоя, наполнителя для сварки или адгезива. Наличие третьего материала может ограничивать полноценность узла соединения, в частности для устройств, в которых полезный эффект возникает непосредственно на поверхности раздела (типа электрохимических устройств) или в которых третий материал несовместим с требованиями к системе (например, в медицинских имплантатах). Среди типичных способов соединения металлов с керамиками можно назвать: химическую реакцию между металлом и керамикой; пайку твердым припоем с использованием сплава-наполнителя, который сцепляется как с металлом, так и с керамикой; и использование кермета (смеси металла и керамики обычно со сходным размером частиц) между металлом и керамикой, работающего в качестве переходной зоны. Однако все эти способы имеют недостатки.
Следовательно, существует потребность в усовершенствованных технологиях соединения разнородных материалов типа керамик и металлов.
Краткое изложение сущности изобретения
В настоящем изобретении предлагается способ соединения разнородных материалов, имеющих различную пластичность. Способ включает в себя два основных этапа: декорирование поверхности более пластичного материала частицами менее пластичного материала для создания композита и связывание созданного композита с присоединяемым элементом менее пластичного материала путем спекания. Способ соединения подходит для соединения разнородных материалов, химически инертных один к другому (например, металла и керамики) и позволяет получить прочное сцепление с резкой границей раздела между этими двумя материалами.
Соединяемые материалы могут значительно отличаться один от другого по форме или размеру частиц. Например, присоединяемый элемент может быть плотным монолитным куском менее пластичного материала, пористым куском менее пластичного материала или частицами менее пластичного материала. Могут быть сформированы структуры с промежуточными слоями или многослойные структуры. Например, декорированный композит может быть спечен с плотным менее пластичным материалом через промежуточный слой пористого менее пластичного материала.
Частицы, декорирующие поверхность более пластичного материала, присоединяемый элемент и любые дополнительные элементы могут состоять из одного и того же материала (например, из керамики типа YSZ) или различных материалов, которые спекают один с другим (например, из одной или более керамик и/или керметов типа YSZ и LSM).
В иллюстративных целях описание изобретения ведется в контексте соединения металла (более пластичного материала) и керамики (менее пластичного материала). Однако должно быть очевидно, что изобретение применимо и к другим типам материалов (стеклу, стеклокерамике, полимеру, кермету, полупроводнику и т.д.). Материалы могут находиться в различных геометрических формах типа порошков, волокон или объемных тел (фольги, проволоки, пластины и т.д.).
Объектами изобретения являются также композиты и устройства с декорированной и спеченной поверхностью раздела.
Краткое описание чертежей
Фиг.1 иллюстрирует концепцию связи на основе механического сцепления с частицами или волокнами на границе раздела двух поверхностей.
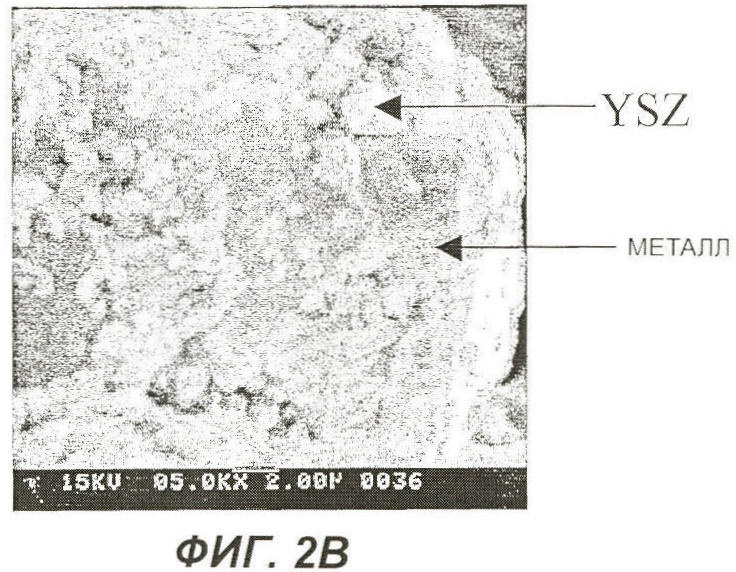
Фиг.2А и В - микрофотографии поверхности частиц стали, декорированных частицами керамики из диоксида циркония, стабилизированного оксидом иттрия, полученные с помощью растрового электронного микроскопа (SEM).
Фиг.3 - схематическая иллюстрация процесса спекания.
Фиг.4А и В - микрофотографии узла соединения между декорированными частицами металла и элементом из плотного YSZ через промежуточный слой из пористого YSZ в разрезе согласно одному примеру осуществления изображения, полученные с помощью SEM.
Фиг.5 - схематическое изображение узла соединения, представленного на фиг.4А и В.
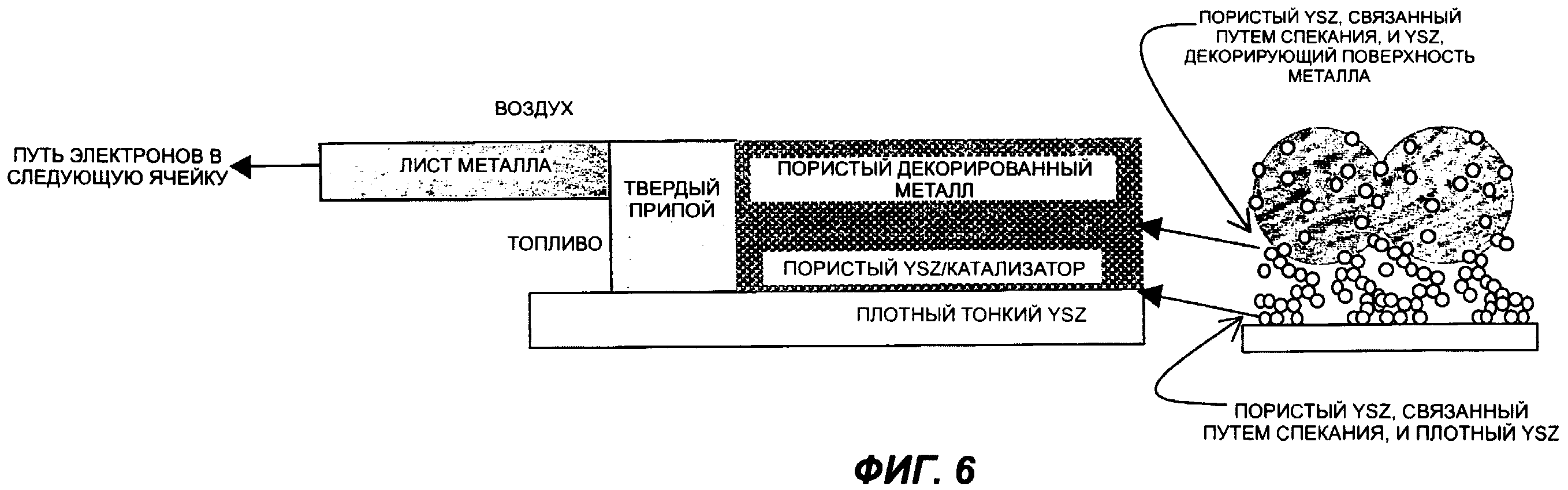
Фиг.6 иллюстрирует стальной токовый коллектор, соединенный с керамикой в твердооксидном топливном элементе в соответствии с одним примером осуществления настоящего изобретения.
Подробное описание изобретения
Далее подробные ссылки будут делаться на конкретные примеры осуществления изобретения. Примеры конкретных примеров осуществления иллюстрированы прилагаемыми чертежами. Описание изобретения будет вестись применительно к конкретным примерам осуществления, однако очевидно, что это изобретение не ограничено такими конкретными примерами осуществления. Напротив, предполагается, что оно распространяется на варианты, изменения и эквиваленты, которые могут быть включены в изобретение в пределах объема притязаний и эквивалентов прилагаемой формулы изобретения. В приводимом ниже описании рассмотрены многочисленные специальные детали с целью обеспечения полного понимания настоящего изобретения. Настоящее изобретение может быть осуществлено без некоторых или всех этих специальных деталей. В других случаях известные технологические операции не рассматриваются подробно в описании, чтобы не затруднять понимания настоящего изобретения.
Образование связей, в основе которых лежит механическое сцепление с частицами или волокнами на границе раздела двух поверхностей, является известным фактом. Частицы или волокна могут быть созданы из материала поверхности или привнесены на поверхность в результате плавления или прессования. Однако технологии соединения разнородных материалов типа керамик и металлов, с использованием этой концепции, схематично иллюстрированной на фиг.1, являются неизвестными.
Примеры образования связей между разнородными материалами, например, керамика и металлы, в результате спекания также известны. Как правило, из смеси металла и керамических порошков промежуточного слоя формируют ступенчатый узел соединения. Вблизи присоединяемой поверхности керамики смесь промежуточного слоя обогащена керамическим порошком. Вблизи присоединяемой поверхности металла промежуточный слой обогащен металлом. Эту многокомпонентную структуру подвергают спеканию, в результате которого получают две взаимно проникающие решетки: одна отображает связи керамики с керамикой, а другая - металла с металлом. Такие узлы соединения обычно бывают слабыми и толстыми. По толщине узла соединения свойства материалов, как ожидается, будут носить промежуточный характер между свойствами отдельно керамики и отдельно металла. Такое явление может быть нежелательным, особенно в случае, когда для обеспечения эффективности изготавливаемого устройства требуется быстрое изменение свойств материалов в узле соединения на границе раздела. Это имеет место для покрытий теплоизолирующих экранов, где желательно иметь тонкий слой с низким коэффициентом теплопроводности (обычно керамики), покрывающий металлический участок. Это также имеет место для токовых коллекторов топливного элемента, где желательно иметь быстрое изменение размера частиц и механизма электропроводности на границе раздела между металлическим токовым коллектором и активным слоем из керамики. Как правило, узлы соединения с плавно меняющимся профилем обладают низкой пористостью, что не позволяет образовывать прочный узел соединения. Предполагается, что двойное спекание и механическое сцепление, предлагаемое в настоящем изобретении, позволит достичь приемлемой прочности узла соединения в широком диапазоне значений пористости конечного узла соединения и, следовательно, расширить область применения изобретения в отношении узлов соединения с плавно меняющимся профилем.
В настоящем изобретении предлагается способ соединения разнородных материалов, имеющих различную пластичность. Способ соединения подходит для соединения разнородных материалов, являющихся химически инертными один к другому (то есть, эффективная химическая связь между этими материалами невозможна) (например, металла и керамики), и позволяет получить прочное сцепление с резкой границей раздела между этими двумя материалами.
Способ включает в себя два основных этапа: декорирование поверхности более пластичного материала частицами менее пластичного материала для создания композита; и связывание созданного композита с присоединяемым элементом менее пластичного материала в результате спекания. Этот способ соединения подходит для соединения разнородных материалов, являющихся химически инертными один к другому (например, металла и керамики), и позволяет получить прочное сцепление с резкой границей раздела между этими двумя материалами.
Соединяемые материалы могут значительно отличаться один от другого по форме или размеру частиц. Например, присоединяемый элемент может быть плотным монолитным куском менее пластичного материала, пористым куском менее пластичного материала или частицами менее пластичного материала. Могут быть сформированы структуры с промежуточными слоями или многослойные структуры. Например, декорированный композит может быть спечен с плотным менее пластичным материалом через промежуточный слой пористого менее пластичного материала.
Частицы, декорирующие поверхность более пластичного материала, присоединяемый элемент и любые дополнительные элементы могут состоять из одного и того же материала (например, из керамики типа YSZ) или различных материалов, которые спекают один с другим (например, из одной или более керамик и/или керметов типа YSZ и LSM).
Ниже приводится описание способа согласно изобретению и соответствующих композитов и устройств со ссылками на частные примеры осуществления, иллюстрированные чертежами. В иллюстративных целях описание изобретения веется в контексте соединения металла (более пластичного материала) и керамики (менее пластичного материала). Однако должно быть очевидно, что изобретение применимо и к другим типам материалов (стеклу, стеклокерамике, полимеру, кермету, полупроводнику и т.д.). Материалы могут находиться в различных геометрических формах типа порошков, волокон или объемных тел (фольги, проволоки, пластины и т.д.).
Этап 1. Декорирование пластичной поверхности частицами менее пластичного материала.
"Декорирование" следует понимать как процесс механического внедрения, импрегнирования, вдавливания или загонки менее пластичного материала в поверхность более пластичного материала или связывания этих поверхностей каким-либо другим способом. "Пластичность" - это, вообще говоря, способность материала деформироваться под действием силы растяжения. Например, поверхность металлического тела или частицы может быть декорирована частицами керамик путем вдавливания керамики в поверхность металла. При этом металл будет деформироваться вокруг частицы керамики и трение, напряжение и/или механическое сцепление будет препятствовать простому удалению частицы керамики с поверхности металлической поверхности.
На фиг.2А и В представлены микрофотографии поверхности частиц стали, декорированных частицами керамики из диоксида циркония, стабилизированного оксидом иттрия, полученные с помощью растрового электронного микроскопа (SEM), с малым и большим увеличениями.
В этом случае два типа частиц были подвергнуты совместному смешиванию в мельнице в присутствии изопропилового спирта (IPA). В смесь было добавлено связующее (гидроксипропилцеллюлоза, НРС) для образования агломератов YSZ на поверхности частиц металла. Такие агломераты улучшаются связывание путем спекания, достигаемое на этапе 2. Под действием сдвигающего усилия мельницы частицы YSZ загоняются в поверхность частиц металла и остаются внедренными в поверхности после дробления.
В альтернативных примерах осуществления декорирование может быть достигнуто с помощью дополнительных методов, таких как химическое связывание декорирующего материала с поверхностью через связующий агент или расплавление поверхности для приживления декорирующего материала.
Этап 2. Связывания композита, созданного на этапе 1, с присоединяемым элементом менее пластичного материала в результате спекания.
Спекание часто используется для соединения частиц однородных материалов. Процесс спекания заключается в формировании шеек между соседними частицами. Движущей силой этого процесса является уменьшение площади поверхности/ поверхностного натяжения. На фиг.3 представлена схематическая иллюстрация процесса спекания. Способ связывания путем спекания может быть использован для соединения частиц декорированного композита с менее пластичной поверхностью с элементом менее пластичного материала. Степень спекания можно контролировать так, что соединяемые материалы оставались пористыми или становились плотными.
В некоторых примерах осуществления присоединяемый элемент может быть промежуточным слоем, используемым между спекаемыми материалами. Например, частицы металла, декорированные YSZ описанным выше способом, могут быть соединены с плотным элементом из YSZ посредством промежуточного слоя YSZ в виде макрочастицы. Промежуточный слой способствует образованию прочной связи между декорированными частицами и слоем плотного YSZ. Разумеется, композит может быть также подвергнут связыванию путем спекания непосредственно через декорированные частицы на своей поверхности с плотной поверхностью без использования промежуточного слоя или с пористой поверхностью или материалом макрочастицы без использования плотного элемента.
В некоторых случаях частицы металла могут подвергаться спеканию между металлом и металлом. Для соединения частиц металла с элементом из YSZ этого не требуется, однако такая потребность возникает при необходимости создания низкоомного канала для прохождения электронов через пористый металл, и поэтому процесс такого спекания является желательным для токового коллектора твердооксидного топливного элемента (SOFC). В областях использования этого изобретения, не связанных с SOFC, необходимости в процессе спекания металла с металлом может не возникать.
На фиг.4А и В представлены микрофотографии узла соединения между декорированными частицами металла и элементом из плотного YSZ через промежуточный слой из пористого YSZ в разрезе, полученные с помощью SEM. Образующиеся в процессе спекания связи существуют: между отдельными частицами металла; между декорирующим YSZ и пористым промежуточным слоем спеченных частиц YSZ; а также между пористым промежуточным слоем спеченных частиц YSZ и элементом из плотного YSZ.
На фиг.5 представлено схематическое изображение узла соединения, показанного на фиг.4А и В, иллюстрирующее способ соединения согласно настоящему изобретению для этого конкретного примера осуществления. Конечно, пористый промежуточный слой является необязательным, в других примерах осуществления материал декорированного металла может быть подвергнут непосредственному связыванию с плотной керамикой или керметом.
Таким образом, один объект изобретения касается способа соединения разнородных материалов, имеющих различную пластичность. Способ заключается в декорировании поверхности более пластичного материала частицами менее пластичного материала для создания композита и связывании созданного композита с присоединяемым элементом менее пластичного материала в результате спекания. Способ соединения подходит для соединения разнородных материалов, являющихся химически инертными один относительно другого (например, металла и керамики) и позволяет получить прочное сцепление с резкой границей раздела между этими двумя материалами. В процессе декорирования в смесь может быть добавлено связующее типа гидроксипропилцеллюлозы для образования агломератов декорирующего материала на поверхности декорируемого материала и улучшения связывания при спекании.
Декорирование, как правило, обеспечивает нанесение покрытия на часть декорируемой поверхности, например приблизительно 10-80% площади поверхности более пластичного материала декорируется менее пластичным материалом. В некоторых частных случаях площадь покрываемой поверхности составляет 30-60%, приблизительно 50% или приблизительно 20-30%.
В различных примерах осуществления размер частиц декорирующих частиц перед спеканием составляет приблизительно 10-0,05 мкм, например 0,5 мкм. В частном примере осуществления изобретение используют для соединения металла, в частности Fe, Ni, Cu, Ag, Al, Ti, сплавов, содержащих Ni, сплавов, содержащих Cu, сплавов, содержащих Ar, сплавы, содержащие Al, сплавы, содержащие Ti, хромсодержащих сплавов на основе Ni или Fe или нержавеющей стали (ферросплава с минимальным содержанием Cr, составляющим 10,5%), и керамики, в частности YSZ.
Во многих примерах осуществления материал керамики обладает исключительно ионной проводимостью (например, YSZ), но в других примерах осуществления один или более материалов керамики могут быть смешанным ионно-электронным проводником (например, LSM, оксид церия и т.д.). Среди подходящих керамических компонентов можно назвать: La1-xSrxMnyO3-δ (1≥X≥0,05) (0,95≤у≤1,15) ("LSM") (δ определяется как значение, выражающее малое отклонение от точной стехиометрии) (например, La0,8Sr0,2MnO3 и La0,65Sr0,30MnO3-δ и La0,45Sr0,55MnO3-δ); La1-xSrxCoO3-δ. (1≥Х≥0,10) ("LSC"), La1-xSrxFeyO3-δ (1≥X≥0,05) (0,95≤y≤1,15) ("LSF"), SrCo1-xFexO3-δ (0,30≥X≥0,20), La0,6Sr0,4Co0,6Fe0,4O3-δ, Sr0,7Ce0,3MnO3-δ, LaNi0,6Fe0,4O3-δ, Sm0,5Sr0,5CoO3-δ, диоксид циркония, стабилизированный оксидом иттрия (YSZ), диоксид циркония, стабилизированный оксидом скандия (SSZ), (CeO2)0,8(Gd2O3)0,2 (CGO), LaO0,8Sr0,2Ga0,85Mg0,15O2,825 (LSGM20-15), (Bi2O3)0,75(Y2O3)0,25, оксид алюминия и оксид церия.
Подходящие металлические компоненты, в том числе для керметов, являются переходными металлами, Cr, Fe, Ag и/или сплавами, такими как нержавеющие стали; ферритные стали с низким содержанием хрома типа 405 и 409 (с 11-15% Cr), ферритные стали с промежуточным содержанием хрома типа 430 и 434 (с 16-18% Cr), высокохромистые ферритные стали типа 442, 446 и E-Brite (с 19-30% Cr), сплавы на основе хрома типа Cr5Fe1Y и хромсодержащие сплавы на основе никеля типа Ni20Cr и сплавы Inconel, в том числе Inconel 600 (с 76% Ni, 15,5% Cr, 8% Fe, 0,2% Cu, 0,2% Si, 0,5% Mn и 0,08% С).
В изобретении используется разность механических свойств соединяемых материалов, а также способность менее пластичного материала к спеканию, а не какое-либо химическое взаимодействие между материалами. Изобретение позволяет создать узел соединения в течение относительно короткого промежутка времени без введения дополнительных необходимых материалов и обеспечивает получение прочного сцепления с резкой границей раздела между этими двумя материалами.
Технология согласно настоящему изобретению может быть использована в производстве твердооксидных топливных элементов и соответствующих электрохимических устройств. Металлические токовые коллекторы обычно соединяют с твердооксидными топливными элементами путем пайки мягким припоем, пайки твердым припоем или простым механическим прессованием (без связывания). В настоящем изобретении для соединения металлического токового коллектора с керамикой в твердооксидном топливном элементе предлагается способ более надежного связывания токового коллектора и ячейки без введения мягкого припоя или твердого припоя. В частном примере реализации, иллюстрируемом на фиг.6. токовый коллектор из пористого металла (например, из нержавеющей стали) декорируют частицами керамики (YSZ) описываемым в данном документе способом для образования композита. Композит соединяют с подложкой из плотной керамики (YSZ) через промежуточный слой пористого YSZ.
Помимо применения в твердооксидных топливных элементах для получения соединения металлов и керамик изобретение может быть использовано в других областях и применительно к другим группам материалов, в том числе к стеклу, стеклокерамике, полимеру, кермету, полупроводнику и т.д. В некоторых других областях применения изобретение может быть использовано для обеспечения:
1. связывания металлических токовых коллекторов с керамиками в топливном элементе или другом электрохимическом устройстве;
2. связывания слоев теплоизолирующих экранов с участками металла для использования в высокотемпературных технологиях (в области газовых турбин, ракетных двигателей и т.д.);
3. связывания износостойких слоев с участками металла (в области машиностроения, производства медицинских имплантатов, клюшек для игры в гольф и т.д.);
4. связывания электродов с обкладками конденсаторов;
5. модифицирования поверхности металла или пластичного материала для придания ему большей абразивности, стойкости к коррозии, более высоких изоляционных свойств и т.д.;
6. модифицирования поверхности керамики или менее пластичного материала для снижения его абразивности, придания более высокой пластичности, более высокой электропроводности, более высокой отражательной способности и т.д.;
7. получения декоративных эффектов на металлической подложке с помощью керамики или наоборот.
Другой объект изобретения касается композита из разнородных материалов, имеющих различную пластичность, и электрохимических устройств, включающих в себя такой композит. Композит имеет более пластичный материал, менее пластичный материал и границу раздела между более и менее пластичными материалами, содержащую частицы менее пластичного материала, декорированного на поверхность более пластичного материала, спеченного с менее пластичным материалом.
Пример
Приводимый ниже пример описывает и иллюстрирует особенности и признаки частной реализации настоящего изобретения. Должно быть понятно, что рассматриваемые особенности и признаки следует рассматривать исключительно как характерные, и что изобретение не ограничено деталями, описываемыми в этом примере.
Связывание стального токового коллектора со структурой твердооксидного топливного элемента
Как указано выше, на фиг.2 представлена поверхность изделия из ферритной нержавеющей стали 70Fe-30Cr, декорированная частицами диоксида циркония, стабилизированного оксидом иттрия (YSZ). YSZ является стандартным материалом электролита для твердооксидных топливных элементов. Два типа частиц были подвергнуты совместному смешиванию в мельнице в присутствии изопропилового спирта (IPA). В смесь было добавлено связующее (гидроксипропилцеллюлоза, НРС) для образования агломератов YSZ на поверхности частиц металла. Под действием сдвигающих усилий мельницы частицы YSZ были загнаны в поверхность частиц металла, где они остались внедренными после дробления. Частицы металла, декорированные YSZ, были соединены одна с другой (спеканием металла с металлом) и с элементом из плотного YSZ посредством промежуточного слоя YSZ в виде макрочастицы в результате спекания, и было получено прочное сцепление с резкой границей раздела между этими двумя материалами. На фиг.4А и В представлены микрофотографии узла соединения между декорированными частицами металла и элементом из плотного YSZ в разрезе. Связывание элементов узла соединения в результате спекания было осуществлено путем совместного обжига в атмосфере 4% Н2/ 96% Ar в течение 4 часов при 1300°С. Образующиеся в процессе спекания связи существуют: между отдельными частицами металла; между декорирующим YSZ и спеченными частицами YSZ; а также между спеченными частицами YSZ и элементом из плотного YSZ. Для сравнения, физические смеси YSZ и частиц металла были подвергнуты спеканию на подложках из подобного плотного YSZ при наличии и без промежуточного слоя из пористого YSZ, и в результате была получена слабая связь или полное отсутствие связи. Таким образом, этап декорирования следует рассматривать как критический для получения качественного сцепления металла и керамики.
Улучшенное сцепление было достигнуто с использованием самых различных частиц YSZ в качестве декорирующего YSZ. Лучшие связи были получены при использовании субмикронных частиц YSZ (диаметром приблизительно 0,5 мкм), однако декорирование частицами и волокнами с размерами до 10 мкм также способствовала улучшению сцепления. Концентрации YSZ во время этапа декорирования варьировались в диапазоне, соответствующем массовому соотношению между YSZ и металлом 1:99-4:96. Хорошее сцепление было выявлено по всему этому диапазону, причем наиболее сильное сцепление было получено при соотношении 4:96. Изучение более высоких концентраций YSZ не проводилось, так как при соотношении 4:96 наблюдается насыщение поверхности металла YSZ с некоторым избытком YSZ, заполняющим поры между декорированными частицами металла. Этот избыточный YSZ блокирует транспорт газа при работе топливного элемента и поэтому является нежелательным в этой области применения. В других областях применения изобретения наличие открытой пористой структуры может быть необязательным, и допустимы более высокие концентрации декорирующего материала.
Заключение
Таким образом, изобретение охватывает способ соединения путем декорирования/спекания, который может быть использован применительно к разнородным материалам, имеющим различную пластичность, и обеспечивает получение прочного сцепления с резкой границей раздела между этими двумя материалами. Предлагаются также композиты и устройства с декорированной/спеченной поверхностью раздела.
Выше было приведено подробное описание изобретения в целях обеспечения ясности его понимания, однако очевидно, что в него могут быть внесены определенные изменения и дополнения, не выходящие за пределы объема притязаний прилагаемой формулы изобретения. Следует отметить то, что существует множество альтернативных способов реализации как технологии, таки и составов согласно настоящему изобретению. Следовательно, приведенные примеры осуществления нужно рассматривать как иллюстративные, а не ограничительные, и изобретение не должно быть ограничено приведенными в данном документе деталями.
Все документы, цитируемые в данном документе, включены в качестве ссылки для всех целей.
Реферат
Изобретение относится к способу соединения разнородных материалов, имеющих различную пластичность, композиту разнородных материалов и электрохимическому устройству. Способ соединения включает в себя два основных этапа: декорирование поверхности более пластичного материала частицами менее пластичного материала для образования композита; и соединение образованного композита с присоединяемым элементом менее пластичного материала в результате спекания. Способ соединения подходит для соединения разнородных материалов, которые являются химически инертными один к другому (например, металла и керамики), и при этом позволяет получить прочную связь с резкой границей раздела между этими двумя материалами. Соединяемые материалы могут значительно отличаться по виду или размеру частиц. Способ применим к различным типам материалов, включая керамику, металл, стекло, стеклокерамику, полимер, кермет, полупроводник и т.д., и материалы могут находиться в различных геометрических формах типа порошков, волокон или объемных тел (фольги, проволоки, пластины и т.д.). 3 н. и 28 з.п. ф-лы, 6 ил.
Комментарии