Модификатор и способ изменения электрофизических и магнитных свойств керамики - RU2768221C1
Код документа: RU2768221C1
Чертежи



Описание
Настоящее изобретение относится к области керамической технологии, в частности к технологии получения керамики, а именно к модификатору, изменяющему электрофизические и магнитные свойства керамики и способу изменения электрических и магнитных свойств керамики.
Керамика - это поликристаллические неорганические материалы и изделия из них получаемые по керамической технологии, включающей в себя обязательные этапы: перетирание порошков (гомогенизация), формование их в изделия (прессование), обжиг и спекание [Поляков А.А. Технология керамических радиоэлектронных материалов. - М.: Радио и Связь, 1989, 200 с.]. По уровню электрической проводимости керамические материалы разделяют на диэлектрики, полупроводники, проводники, сверхпроводники. Различия между ними определяются характером химической связи и структурой энергетических зон, возникающих в результате взаимодействия атомов или ионов, составляющих кристаллическую решетку.
Высокотемпературная сверхпроводящая керамика (ВТСП-керамика) производится на основе оксидных высокотемпературных сверхпроводников, имеющих высокие критические значения температур Тс перехода в сверхпроводящее состояние (>77 K). Для данного класса материалов характерно наличие сильных электронных корреляций, обуславливающих их физические свойства и сильную зависимость последних от (микро)структурного фактора. Керамические сверхпроводники весьма перспективны, главным образом по той причине, что их можно изучать и использовать при охлаждении сравнительно недорогим жидким азотом.
На данный момент главной задачей в плане разработки ВТСП является дальнейшее повышение их критической температуры - создание материалов, Тс которых лежала бы в области комнатных температур [Бараш Ю.С. ВЫСОКОТЕМПЕРАТУРНЫЕ СВЕРХПРОВОДНИКИ // Большая российская энциклопедия. Том 6. Москва, 2006, стр. 140-141]. К 2020 году наиболее высокотемпературными сверхпроводниками при атмосферном давлении являются купраты - керамики (смешанные оксиды).
Керамические ВТСП применяются, например, в качестве токовводов, устройств защиты электромагнитов, в магнитных экранах и магнитных подвесах без трения подвижных частей и т.п.
Среди диэлектриков со специальными свойствами следует выделить пьез электрики и сегнетоэлектрики. Во многих кристаллах при растяжении и сжатии в определенных направлениях возникает электрическая поляризация. В результате этого на их поверхностях появляются электрические заряды обоих знаков. Это явление получило название прямого пьезоэлектрического эффекта. Обратный пьезоэлектрический эффект состоит в том, что при внесении пьезоэлектрического кристалла в электрическое поле в кристалле возникают механические напряжения, под действием которых кристалл деформируется. [Салахов A.M. Современные материалы; Министерство образования и науки РФ, КФУ. - Казань: КФУ, 2016. - 349 с.]. Керамика, полученная на основе сегнетоэлектрических материалов называется сегнетокерамикой. Аналогично пьезокерамикой называют керамику, полученную на основе пьезоэлектрических материалов.
Изменяя соотношения исходных элементов и вводя различные добавки, синтезируют составы пьезокерамики, обладающие определенными электрофизическими и пьезоэлектрическими характеристиками.
Расширение областей применения пьезокерамики вызывает рост требований к ее эксплуатационным характеристикам и потребность в разработке новых технологий ее получения с широкой вариацией диэлектрических и электромеханических характеристик. К важнейшим направлениям развития технологий относятся создание пьезокерамики, способной работать при высоких температурах (Т>700°С) [Spitsin, A.I., Bush, А.А. & Kamentsev, K.Е. Piezoelectric and dielectric properties of Bi3TiNbO9 prepared by hot pressing from powders activated using the serial dilution method. Sci Rep 10, 22198 (2020)].
Возможности получения и использования высокотемпературной пьезокерамики затрудняются присущей ей повышенной пористостью (10-25%), которая обусловлена плохой компактируемостью при спекании чешуйкоподобных кристаллитов характерных для сегнетоэлектриков с высокой Тс, например, таких как сегнетоэлектрические Bi-содержащие соединения [Bi2O2][An-1BnO3n+1] со слоистой перовскитоподобной структурой (Bi- based layer structure ferroelectric - BLSF). Проблема получения высокоэффективных пьезокерамических образцов BLSF усугубляется также сравнительно высокой их проводимостью и деполяризацией при Т > 870 K. Образцы ниобат-титанат висмута Bi3TiNbO9 (BTN), являющиеся представителем семейства BLSF, полученные по обычной керамической технологии, характеризуются низкими значениями d33 (~≤7 пКл/Н), что объясняется их повышенной пористостью, а также отсутствием упорядоченности микроструктуры такой керамики [Zhang Z, Yan Н, Dong X, Wang Y. Preparation and electrical properties of bismuth layer-structured ceramic Bi3NbTiO9 solid solution. Materials Research Bulletin. 2003. V. 38. No2. P. 241-248.].
Поэтому разработка и оптимизация технологий, позволяющих повышать электрофизические и магнитные свойства высокоплотной эффективной пьезокерамики, а также изучение влияния условий получения керамики на ее структуру, микроструктуру, механические и функциональные свойства является приоритетной задачей. При этом следует помнить, что микроструктура керамики (линейные размеры ее зерен и пор, их форма, объемная доля и способ связности в системе) оказывает непосредственное влияние на диэлектрические и механические свойства системы в целом, а, следовательно, и на значения электрофизических параметров образцов [Нестеров А.А., Панич А. А. Современные проблемы материаловедения керамических пьезоматериалов. - 2010.].
Из уровня техники известно, что модифицирующие добавки (легирующие агенты) помимо повышения механических, тепло- и электрофизических свойств, могут приводить к образованию дополнительных фаз, обладающих своими собственными характеристиками, которые существенно меняются при высоких температурах [С.В. Житнюк, «Влияние спекающих добавок на свойства керамики на основе карбида кремния», 2019].
Например, при добавлении серебра в процессе приготовления ВТСП-керамик происходит улучшение диффузии кислорода и сохранение сверхпроводимости, кроме того, серебро снижает сопротивление ВТСП-материалов в нормальном состоянии и уменьшает их контактные сопротивления, наблюдается уменьшение влияния одноосного сжатия на вольт-амперные характеристики легированных серебром образцов. [Влияние содержания серебра на механические и электрические свойства ВТСП-керамики YBaCuO/Ag, Л.К. Марков, Физика твердого тела, 2003]
В то же время ионы серебра также могут встречаться внутри зерен YBCO. Помимо превосходной химической совместимости с YBCO, замещенный Ag вызывает небольшие изменения в параметрах решетки а и b. Тем не менее, поскольку медь и серебро принадлежат к одной группе периодической таблицы, атомы Ag могут замещать Cu(1) в YBCO, и, следовательно, на многие физические свойства может влиять наличие микроскопической зернистости [Conductivity Fluctuations of Polycrystalline Ag-Doped YBa2Cu307-δ Superconductor, Paula de Axambuja, 2010].
Из уровня техники известен способ изготовления фаз системы Y-Ba-Cu-O методом бестигельной зонной плавки [RU 2062308 С1, Буш А.А. и др., 20.06.1999]. Цель изобретения - повышение степени текстурирования и получения однофазных образцов. Для достижения указанной цели предлагается в исходную смесь, состоящую из Y-, Ва- и Cu-содержащих реактивов, добавлять Bi-содержащий реактив, например, Bi2O3, в определенной пропорции.
Из уровня техники известен высокотемпературный сверхпроводник на основе соединения лития Si1-xCxLi4, где 0≤х≤0,02 [RU 2351677 С2, Дончак А.А., 10.04.2009]. Применение соединения лития в качестве сверхпроводника позволяет повысить критическую температуру сверхпроводящего перехода. Однако такие ВТСП не являются промышленным материалом и имеют малую Тс.
Из уровня техники известно применение дититаната натрия в качестве инициатора твердофазных реакций синтеза пьезокерамики цирконата-титаната свинца [RU 2018499 С1, Попов Г.П. и др., 08.09.1991].
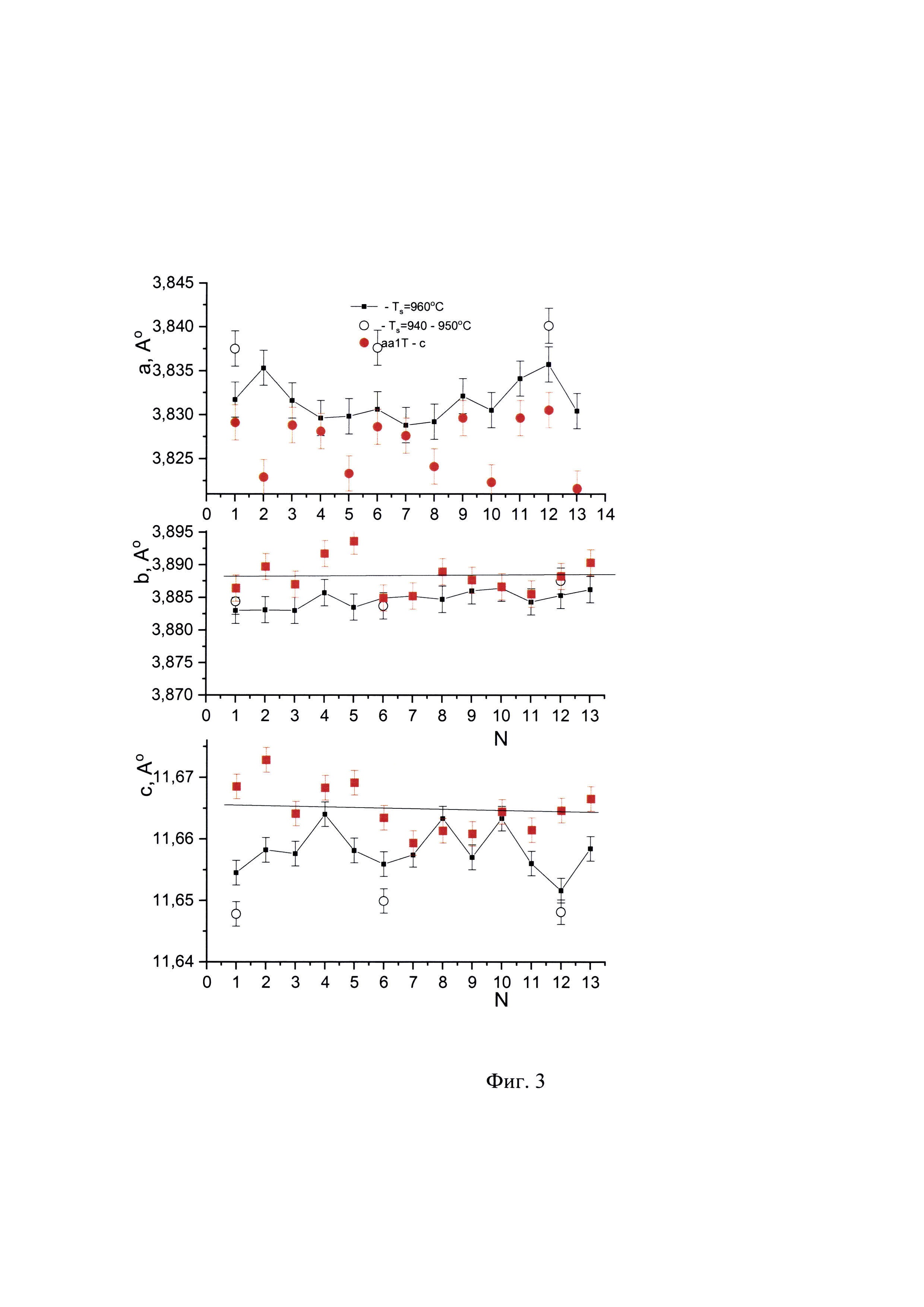
Известен способ получения микропористого композиционного пьезоматериала с пористостью выше 15% и размером пор 1-3 мкм при увеличении значений продольного пьезоэлектрического пьезомодуля d33 и коэффициента электромеханической связи толщиной моды колебаний kt исходного пьезокерамического материала и уменьшении коэффициента электромеханической связи планарной моды колебаний kp, поперечного пьезомодуля d31 и механической добротности QM, который включает смешивание порошка пьезокерамического материала с порошком порообразователя в весовом соотношении, обеспечивающем получение пористой керамической матрицы с закрытыми порами, добавление поливинилового пластификатора, прессование и обжиг заготовки, согласно изобретению. В качестве порошка порообразователя используют порошок кристаллического ниобата лития (LiNbO3) со средним размером частиц D, близким к длине ультразвуковой волны λ (0,1λ Известен пьезоэлектрический керамический материал, включающий PbO, Nb2O5, TiO2, отличающийся тем, что дополнительно содержит MgO, NiO и ZnO при указанном соотношении компонентов, мас. %, что приводит к образованию кислородных вакансий в процессе спекания и к формированию сегнетомягкой структуры, повышению мобильности доменных стенок и, как следствие, повышению диэлектрической проницаемости, пьезомодуля d33 и других показателей. [RU 2498958 С1, ФГАОУ ВПО «Южный федеральный университет», 08.06.2012]. Все известные из уровня техники способы получения керамики с улучшенными свойствами, включающие введение дополнительных модифицирующих/легирующих агентов, помимо положительного воздействия, приводят к образованию неоднородностей, центров кристаллизации и снижению уровня однородности конечного продукта, возникновению критических дефектов, примесных дефектов кристаллической структуры. Поскольку кристаллические решетки всех сверхпроводников обладают центром симметрии, сверхпроводимость тем более вероятна, чем выше симметрия кристаллической решетки. Зависимость сверхпроводимости от кристаллической структуры обусловлена тем, что электронная структура атомов и их пространственное расположение (кристаллическая структура) зависят от электронной плотности и электронного энергетического спектра металла, сплава или соединения [https://studopedia.su/12_66326_lektsiya--sverhprovodimost-fizicheskie-osnovi-proyavleniya-sverhprovodimosti-sverhprovodyashchie-materiali.html]. Эффективные заряды атомов, их электронная структура и пространственное распределение электронных дефектов (электронов и дырок) в кристаллических решетках определяют явление высокотемпературной сверхпроводимости металлоксидов меди типа YBa2Cu3O7. Так, плотность критического тока Jc, являющаяся основной характеристикой сверхпроводящего материала, характеризует максимальный электрический ток, который может протекать по проводнику без сопротивления. Реальные значения Jc значительно ниже, чем теоретический возможный предел, это обусловлено тем, что Jc является структурно-чувствительной величиной, на которую оказывают влияние такие параметры как кристаллографические параметры границ зерен, решетчатые дефекты, частицы вторичных фаз, размер зерен [Кабирова Д.Б. Эволюция микроструктуры и текстуры при отжиге и деформации сверхпроводящей керамики YBa2Cu3O7-x: дис. … канд. ф-м. наук: 01.04.07 - ФГБУН Институт проблем сверхпластичности металлов РАН, г. Уфа, 2020]. Для пьезоэлектриков наиболее широкое применение в практической деятельности имеет пьезоэлектрический модуль d33, индекс которого означает, что он описывает нормальные деформации параллельно оси поляризации, возникающие при воздействии внешнего поля параллельно этой оси, или возникающие заряды на поверхности, нормальной оси поляризации при механическом нагружении параллельно этой оси. Направление внешнего электрического или механического воздействия относительно кристаллографических осей элементарной решетки играет огромную роль в процессах прямого и обратного пьезоэлектрического эффекта. Когда один из атомов кристаллической решетки может быть замещен атомом примеси, получается примесный дефект кристаллической структуры, называемый примесным атомом замещения. Примесный атом может разместиться и в междоузлии, как бы внедрившись в него, такой дефект называется примесным атомом внедрения, часто появляется в случае, когда атом примеси значительно меньше атомов кристалла и в решетке кристалла имеются междоузлия достаточного размера. Если атом примеси превосходит по размерам атомы кристалла, то, как правило, он замещает атомы кристалла. Наличие примесных атомов ведет к созданию дефектов кристаллической решетки и изменению свойств керамики [Винтайкин Б.Е. Физика твердого тела. - Москва: Изд-во МГТУ им. Н. Э. Баумана, 2006]. Из уровня техники известно, что вода в стационарном состоянии является открытой неравновесной системой, способной депонировать дополнительно свободную энергию, а внешние воздействия (оптическое, плазменное, механическое и др.) способны кардинально изменять макроскопические свойства жидких растворов [Bruskov V.I. et al., 2020; Брусков В.И. и соавт., 2020; Щербаков И.А. 2020а; Shcherbakov I.A., 2021; Baymler I.V. et al., 2020; Mai-Prochnow A. Et al, 2021.; Zhao Y.M. et al, 2020]. Особым случаем формирования таких систем является сочетание внешнего воздействия и последовательного многократного разведения исходного вещества - получение релиз-активных (РА) форм вещества. Получаемые в ходе данного процесса разведения приобретают особые длительно сохраняющиеся физико-химические и биологические свойства, отличные как от свойств исходного вещества, так и от свойств исходного растворителя (воды) [Gudkov S.V. et al., 2020а; Gudkov S.V. et al., 2020b; Рыжкина И.С. и соавт., 2015]. Ранее для продуктов известной с 18 века технологии многократного разведения в сочетании с внешним воздействием использовался термин «потенцированные препараты» [RU 2183325, RU 2565401, RU 2579262] с обозначением их степени разведения и шкалы разведения - например, многократным разведением в 10 (D разведения) или в 100 (С разведения) раз. Из уровня техники известно [RU 2643934, RU 2643936], что современные общепринятые аналитические методы - ИФА и спектрометрия - позволяют непосредственно определять выраженность модифицирующей активности, ассоциированной с носителем, приобретенной в процессе технологической обработки носителя исходным веществом в виде многократного последовательного уменьшения концентрации последнего с использованием носителя. Технической задачей настоящего изобретения является создание модификатора, который изменяет электрофизические и магнитные свойства керамических образцов, в частности ВТСП и пьезоэлектриков, и, при этом, позволяет избежать получение примесных дефектов кристаллической структуры. Решение поставленной задачи достигается за счет получения модификатора, представляющего собой конечный продукт технологической обработки одного или нескольких компонентов шихты указанного керамического образца (керамики), керамического образца, промежуточного продукта, легирующего агента или их комбинацию в жидкой форме, для обозначения которого используется термин «релиз-активная (РА) форма» («релиз-активное (РА) разведение»). Кроме того, настоящее изобретение раскрывает способ изменения электрофизических и магнитных свойств керамики, согласно которому, сухую смесь шихты насыщают модификатором, представляющим собой продукт технологической обработки, полученный в процессе последовательного растирания с дальнейшим множественным последовательным разведением и внешним, преимущественно, механическим воздействием («РА разведение») одного или нескольких компонентов шихты/легирующего агента/керамического образца, с последующим обжигом и спеканием согласно технологии получения соответствующей керамики. Технический результат заявленного изобретения заключается в получении модифицированной керамики методом твердофазных реакций, обладающей улучшенными электрофизическими и магнитными свойствами (повышение величины эффекта Мейснера, рост температуры сверхпроводящего перехода, повышение плотности критического тока je, увеличение пьезоэлектрического коэффициента материала, увеличение пироэлектрического коэффициента), без образования примесных дефектов в кристаллической структуре полученной керамики - примесных атомов. Под термином «модификатор» понимается добавка, выполняющая функцию легирующего агента, представляющая собой релиз-активное (РА) разведение одного или нескольких компонентов шихты, используемых для получения керамики и/или релиз-активную форму соответствующего керамического образца или промежуточного продукта, полученного после стадии обжига при получении указанного керамического образца и/или релиз-активную форму известного легирующего агента. При этом модификатор-добавка может добавляться в сухую смесь исходных компонентов (шихту), используемых для получения керамического образца, перед стадией их обжига; также модификатор может добавляться в образцы, полученные после обжига, перед стадией спекания; также модификатор может добавляться к готовому керамическому образцу (растертому после стадии спекания). Кроме того, модификатор-добавка может добавляться как один раз, так и несколько раз на разных стадиях производства керамики. Как вариант осуществления изобретения, при производстве одного керамического образца на разных стадиях получения могут добавляться разные по составу модификаторы. Под термином «шихта» понимается смесь исходных компонентов в определенной пропорции, подлежащая переработке в металлургических, химических и других агрегатах с целью получения заданной керамики. Шихта рассчитана на получение конечных продуктов с заданными физическими и химическими свойствами и включает в себя исходные компоненты и, в случае необходимости, легирующие агенты и другие добавки. При этом, сухая порошковая смесь исходных компонентов (шихта) керамики, или сухая порошковая смесь готового керамического образца или промежуточного продукта, полученного после обжига (например, порошок фазы Bi3TiNbO9), может быть насыщенна соответствующим модификатором. При этом под термином «насыщение» подразумевается полное увлажнение модифицируемого образца заявленным модификатором. Для получения увлажненных порошков необходимо измерить, сколько спиртового раствора необходимо добавить для увлажнения заданного количества порошка (чтобы полностью каждая частица порошка была увлажнена при перемешивании). Достаточность увлажнения оценивается визуально. Технологически необходимое для увлажнения (эффективное) соотношение сухой смеси и модификатора, а, следовательно, и количество модификатора в каждом конкретном случае, определяется опытным путем исходя из количества модифицируемого материала, при необходимости, с контролем конечного продукта рентгенографическим методом. Под термином «керамический образец» понимается керамический материал - керамика, изготовленная методом твердофазных реакций, например, высокотепературная сверхпроводящая керамика (ВТСП), пьезокерамика (пьезоэлектрики) и прочее. В качестве исходных компонентов для получения сверхпроводящей керамики могут быть использованы в виде сухих порошков оксиды и карбонаты всех компонентов, их пероксиды, гидроксиды или соли, а также легирующие агенты, используемые согласно известной технологии производства. ВТСП-керамики, содержат в своем составе редкоземельные элементы Y, La, Nd, Sm, Eu, Cd, Ho, Er, Tm, Lu, например, иттриевая керамика YBa2Cu3O7-d с Tc=91 К, при получении которой может быть использована смесь порошков соединений Y2O3, ВаСО3, CuO или, например, смесь порошков Y2O3, ВаО2, CuO; висмутовая керамика на основе Bi2Sr2Ca2Cu3Oy и Bi2Sr2CaCu2Oy с Тс=115 К. В качестве исходных компонентов для получения пьезоэлектрической керамики могут быть использованы оксиды титана, циркония и свинца, а также пьезокерамические материалы на основе титаната висмута и титаната бария, используемые согласно известной технологии производства в виде сухих порошков оксидов металлов. Большинство составов пьезокерамики основано на химических соединениях с кристаллической структурой типа перовскита с формулой ABO3 (например, BaTiO3, PbTiO3) и различных твердых растворов на их основе (например, системы BaTiO3 - CaTiO3; BaTiO3 - CaTiO3 - CoCO3). Также для создания высокотемпературных пьезоматериалов используются сегнетоэлектрики с высокой Тс такие как: BLSF с Тс>900°С и ниобат-титанат висмута Bi3TiNbO9 (BTN), который имеет самую высокую точку Кюри Тс среди семейства BLSF равную1213 К. Так, при производстве пьезокерамики на основе фазы Bi3TiNbO9 со структурой слоистого первоксита может быть использована смесь порошков оксидов Bi2O3, TiO2 и Nb2O5 с молярной пропорцией 3:2:1. Под термином «легирующий агент» понимаются добавки, введенные для придания конечному продукту определенных химических, физических или механических свойств. Как вариант, на этапе приготовления сухой смеси порошков исходных компонентов (шихты), используемых для получения порошкового материала, дополнительно добавляется легирующий компонент. Так, для получения сверхпроводящей керамики известно использование таких легирующих агентов, как Ag, Са, Pt, Zr, K, Cl, Al, Се, AgNO3, СаО и прочих. Для получения пьезокерамики известно использование таких легирующих агентов, как BaZrO3, CaTiO3, La2O3, Nb2O5, Ta2O5, MnO2, Fe2O3, Cr2O3, Bi2O3, NiO, WO3. Под термином «модификация» понимается изменение пьзоэлектрических и сверхпроводящих функциональных свойств керамических образцов, в частности электрофизических и магнитных свойств керамики. Под «функциональными свойствами» понимаются свойства, характеризующие основное назначение материала, способность материалов выполнять их основные функции. Под «электрофизическими свойствами» понимаются свойства, проявляемые материалами при воздействии на них электрического поля и протекании электрического тока. Под «магнитными свойствами» понимаются свойства, проявляемые материалами при воздействии на них магнитного поля. К пьезоэлектрическим свойствам относят: Пьезоэлектрический модуль (пьезомодулъ) dij - наведенная поляризация в направлении i на единицу механического давления, приложенного в направлении j, или величина деформации в направлении i на единицу напряженности электрического поля, приложенного в направлении j; Пироэлектрический коэффициент р(Х) - отношение изменения поляризованное™ диэлектрика к вызвавшему это изменение интервалу температуры. К сверхпроводящим свойствам относят: Температура СП перехода - температура, характеризующая обратимый переход сверхпроводника из нормального состояния в сверхпроводящее и равная температуре, при которой при данной магнитной индукции сопротивление сверхпроводника составляет половину его нормального сопротивления; Магнитная восприимчивость χ'(ω) - величина, характеризующая свойство вещества намагничиваться в магнитном поле, скалярная для изотропного вещества и тензорная для анизотропного вещества, произведение которой на напряженность магнитного поля равно намагниченности. Плотности критического тока (je и ji) - плотность тока, вызывающая появление в сверхпроводнике электрического поля или удельного электрического сопротивления заданного значения при условии равномерного распределения тока по сечению сверхпроводника. «Релиз-активностью» обозначают активность, появившуюся в результате процесса приготовления «высоких разведений» исходного вещества. Релиз-активное разведение вещества представляет собой водный или водно-спиртовой раствор, активность которого обусловлена процессом последовательного многократного разведения исходного матричного - раствора активного вещества в водном или водно-спиртовом растворителе в сочетании с внешним механическим воздействием - встряхиванием каждого разведения [О.И. Эпштейн. Сверхмалые дозы (история одного исследования). М.: Издательство РАМН, 2008. 336 с.; Epstein О. The spatial homeostasis hypothesis // Symmetry. - 2018. - Vol. 10(4)]. Релиз-активное разведение приобретает особые свойства в ходе многократного воздействия на интактный носитель исходного вещества или его растворов, в том числе высокоразбавленных, в сочетании с внешним воздействием. Термин «Релиз-активность» (РА) обозначает совокупность новых свойств, появляющихся в нейтральном носителе в ходе его технологической обработки в присутствии исходного вещества (обработанный носитель). Технологическая обработка представляет собой многократный перенос части обработанного носителя в нейтральный носитель в сочетании с внешним воздействием на образовавшийся комплекс. Внешнее воздействие может быть, как механическим (в том числе с использованием методов акустики и микрофлюидики), так и электромагнитным. Основной особенностью релиз-активных форм веществ является их способность специфически воздействовать на исходное вещество, модифицируя его физико-химические свойства. Термин «релиз-активная форма» используется для обозначения конечного, обладающего особыми, в том числе модифицирующими свойствами продукта, полученного путем множественных последовательных разведений исходного вещества в сочетании с внешней обработкой каждого разведения, в частности, механическим встряхиванием (потенцирование). Технология получения релиз-активного разведения вещества является процессом получения активированной-потенцированной формы вещества и может также называться процессом активирования-потенцирования [WO 2012017324, США №7,229,648 и 4,311,897]. Также внешняя обработка в процессе снижения концентрации может быть достигнута, например, путем воздействия ультразвуковых, электромагнитных или других физических факторов. [V. Schwabe «Гомеопатические лекарства», М., 1967, патенты США №№7,229,648 и 4,311,889; Эпштейн О.И. «Релиз-активность (современный взгляд на гомеопатию и негомеопатию)», М.: Издательство РАМН. - 2017]. Указанная выше процедура приводит к появлению в релиз-активных разведениях особых свойств, не зависящих от концентрации сохранившегося в них исходного вещества. Эта процедура повторяется до тех пор, пока не будет получена требуемая степень разведения, обладающая определенной выраженностью модифицирующего действия, которую можно определить, используя ИФА и другие методы [RU 2643934, RU 2643936]. Исторически, следуя гомеопатической традиции, степень разведения релиз-активной формы обозначают латинской буквой (например, D - для десятичных разведений, С - для сотенных разведений и прочее), и цифрой, указывающей на число повторений разведения. [В. Швабе «Гомеопатические лекарственные средства», М., 1967, патенты США №№7,229,648 и 4,311,889]. Под термином «релиз-активная форма» вещества следует понимать любые, в том числе десятичные, сотенные, тысячные водное или водно-спиртовое разведения матричного раствора исходного вещества, начиная с С2 (т.е. с разведения матричного раствора в 1002 раз), а также любые их сочетания (например, C2+D34+M45, D20+C4 и др.) и соотношения (например, 1:1:2, 2:3 и др.). Релиз-активную форму активного вещества готовят путем равномерного снижения концентрации в результате последовательного разведения 1 части упомянутого матричного раствора в 9 частях (для десятичного разведения D) или в 99 частях (для сотенного разведения С) или в 999 частях (для тысячного разведения М) водного или водно-спиртового растворителя в сочетании с внешним воздействием (например, в виде встряхивания) на каждое полученное разведение и использованием отдельных емкостей для каждого последующего разведения. Например, для приготовления 12-кратного сотенного разведения (обозначенного С12) вещества А, одну часть исходного раствора вещества А разбавляют в 99 частях нейтрального водного или водно-спиртового растворителя (нейтральный носитель), а затем вертикально встряхивают несколько раз (10 и более) для создания 1-го разведения (обозначаемого как С1). Второе разведение (С2) аналогичным способом получают из 1-го разведения С1. Эту процедуру повторяют 11 раз, получая разведение С12. Таким образом, разведение С12 представляет собой раствор, полученный 12 последовательными разведениями одной части исходного матричного раствора вещества А в 99 частях нейтрального растворителя в раздельных емкостях, что эквивалентно разведению С12. Аналогичные процедуры с соответствующим коэффициентом разбавления выполняются для получения разведений С30, С50 и С200 и прочих разведений. Промежуточные разведения могут быть протестированы на желаемой модели для оценки эффективности каждого конкретного разведения. Также для приготовления релиз-активных разведений (релиз-активных форм) может быть использована тритурация - приготовление посредством растирания одной части исходного вещества А с частями нейтрального носителя, количество которых зависит от желаемой степени разбавления (D, С, М и т.д.). При больших объемах, для тритурации могут использоваться смесители, при этом тип смесителя и режим его работы определяют экспериментально и указывают в регламенте технологического процесса. Например, для получения тритураций вручную до четвертого десятичного (D4) или четвертого сотенного (С4) разведения включительно поступают следующим образом. Необходимое количество нейтрального носителя делят на 3 равные части. Первую часть помещают в ступку и растирают, чтобы закрыть поры ступки. Затем прибавляют все количество активного компонента, растирают с усилием, после чего порошок шпателем сгребают и соскабливают со стенок ступки, эту операцию повторяют еще раз. Затем добавляют последовательно вторую и третью части нейтрального носителя, повторяя с каждой частью описанные выше операции. Аналогично поступают при получении последующих разведений. При механическом способе производства/изготовления тритураций из порошков до четвертого десятичного (D4) или четвертого сотенного (С4) разведения включительно активные компоненты и вспомогательные вещества добавляют и растирают, соблюдая последовательность операций, аналогичную указанной при изготовлении в ступке. Для получения разведений выше пятого десятичного (D5) или пятого сотенного (С5), в отличие от описанного метода, поступают следующим образом. Разведения получают из 1 г тритурации предыдущего десятичного или сотенного разведения и 9 г или 99 г нейтрального носителя, предварительно разделенного на 3 равные части. К первой части нейтрального носителя постепенно, небольшими порциями прибавляют все количество тритурации предыдущего разведения и тщательно растирают до получения однородного порошка. Затем добавляют последовательно вторую и третью части нейтрального носителя и тщательно растирают до однородности. При производстве/изготовлении (вручную или механическим способом) тритурации с настойками, растворами или жидкими разведениями поступают следующим образом. Ко всему необходимому количеству нейтрального носителя постепенно, небольшими порциями, прибавляют все количество настойки, раствора или жидкого предыдущего разведения и тщательно смешивают до получения однородной массы. Гомогенную влажную смесь осторожно высушивают, при необходимости измельчают и еще раз смешивают. Используют такое количество нейтрального носителя, чтобы после завершения процесса изготовления была достигнута необходимая масса тритурации. Настойки, матричные растворы и жидкие разведения, используемые для получения тритураций, должны потенцироваться в соотношениях, соответствующих их способам получения. При этом всегда используют столько нейтрального носителя, чтобы общая масса тритурации после высушивания составляла для десятичного разведения 10 частей и для сотенного разведения 100 частей. Последующие разведения тритураций из настоек, растворов или жидких разведений получают из 1 части тритурации предыдущего разведения и 9 частей (для десятичной шкалы) или 99 частей (для сотенной шкалы) нейтрального носителя, тщательно смешивая до однородности. К основным признакам, характеризующим технологию получения керамики, относятся гомогенизация, обжиг, формование изделия (прессование), и спекание. В настоящем изобретении керамические образцы получают методом твердофазных реакций. В данном методе синтез проводится из механической смеси тонкомолотых твердых частиц, в процессе твердофазных реакций образование вещества определяется скоростью диффузии ионов. Этот простой в технологическом отношении метод позволяет с высокой точностью сохранять заданный в шихте химический состав синтезируемых сложных композиций, не выделяет вредных отходов, отличается сравнительно невысокой стоимостью сырья. Смешивание и измельчение порошков компонентов шихты (гомогенизация) является одной из основных операций производства. Гомогенизация проводятся на его начальной стадии перед обжигом. В результате гомогенизирующего обжига осуществляются твердофазные реакции взаимодействия между керамикообразующими компонентами. Протекание твердофазных реакций определяется термодинамическими (уменьшение свободной энергии в результате реакции) и кинематическими (определяющими скорость реакций) факторами. Твердые тела, как правило, не взаимодействуют друг с другом при обычной температуре, и для реакции между ними, протекающими с заметной скоростью, часто необходим нагрев до 1000°-1500°С. Высокая температура необходима, чтобы ионам сообщалась энергия достаточная для того, чтобы тот или иной ион мог разорвать имеющиеся связи, покинуть свою нормальную позицию и начать диффундировать через кристалл. Как правило, продукт такого гомогенизирующего обжига недостаточно однороден, поэтому после обжига материала перед формованием имеется необходимость в его повторном перемешивании и измельчении до заданной дисперсности. Придание необходимой геометрической формы керамическим образцам обычно осуществляется путем формования, т.е. выдавливания в специальные формы с конфигурацией готовых изделий. Чтобы масса равномерно заполняла форму после помола порошков, добавляют вспомогательные вещества - пластификаторы, которые не изменяют пластичных характеристик самих частиц материала, однако увеличивают пластичность их конгломерата за счет снижения трения частиц друг о друга. Обычно в качестве пластификаторов применяют растворы органических полимеров, например, 5-10% водный раствор поливиилового спирта (ПВС), касторовое масло, древесную смолу, парафин, 30% раствор сульфитно-спиртовой барды (ССБ). После получения изделий пластификатор необходимо удалить, поскольку быстрое испарение, разложение или выгорание пластификатора в большинстве случаев приводит к разрушению изделий. Удаление пластификатора проводят на воздухе естественным путем, или в специальных сушилках при температуре 300-500°С. Спекание - заключительная стадия в технологии получения керамики, в процессе которой происходит уплотнение и упрочнение пористых порошкообразных заготовок под влиянием термической обработки. Процесс спекания сопровождается увеличением плотности и усадкой, снижением пористости, изменением механических и физико-химических характеристик материала. Оптимальную температуру спекания определяют, как максимальную температуру, при которой еще низки скорости побочных процессов (диссоциации, испарения, собирательной рекристаллизации, разбухания и др.). Ход процесса спекания многокомпонентных систем в значительной степени определяется характером соответствующих диаграмм состояния. Существуют различные методы получения готового керамического образца, например, метод обычной керамической технологии и метод горячего прессования. Обычная керамическая технология включает формование заготовок на гидравлическом прессе и спекание их в воздушной атмосфере в печи при высокой температуре. Метод горячего прессования дополнительно включает брикетирование заготовок и их спекание под давлением на установке горячего прессования. Согласно настоящему изобретению, способ изменения электрофизических и магнитных свойств керамики включает в себя приготовление шихты, содержащей исходные компоненты, и в случае необходимости, легирующие агенты согласно известной технологии; гомогенизацию; насыщение сухой смеси (шихты) заявленным модификатором; обжиг насыщенной модификатором шихты; спекание насыщенной модификатором смеси согласно технологии получения соответствующего керамического образца с получением модифицированного керамического образца. Дополнительно после стадии обжига и до стадии спекания насыщенная модификатором смесь может быть повторно насыщена модификатором (того же состава или другого), после чего смесь перетирают, повторно гомогенизируют и спекают, согласно технологии получения соответствующей керамики. Дополнительно после стадии обжига и до стадии спекания в насыщенную модификатором смесь добавляют пластификатор и производят формирование конечного изделия. Другой способ изменения электрофизических и магнитных свойств керамических образцов включает в себя использование готового или после стадии обжига керамического образца, который растирают и гомогенизируют с получением порошка, далее порошок насыщают заявленным модификатором с последующим спеканием насыщенного модификатором порошка согласно технологии получения соответствующего керамического образца. Настоящее изобретение проиллюстрировано нижепредставленными примерами вместе с прилагаемыми чертежами: Фиг. 1, а. Дифрактограммы синтезированных образцов №1-6 с добавлением в них порошка кристаллов Ge в качестве внутреннего эталона (справа у дифрактограмм указаны номера партий образцов и температура обжига Ts, сверху над рефлексами приведены индексы Миллера соответствующих им кристаллографических плоскостей). Фиг. 1, б. Дифрактограммы синтезированных образцов №7-13 с добавлением в них порошка кристаллов Ge в качестве внутреннего эталона (цифры справа у дифрактограмм указывают номер партии образцов, температура обжига Ts=960°C). Фиг. 2. Ромбическая элементарная ячейка а,b,с фазы YBa2Cu3O7 с расположенными в ней с атомами Y, Ва, Cu и О. Фиг.3. Размеры ромбической элементарной ячейки ВТСП фазы YBa2Cu3Oy в образцах партий №1-13: черные точки - для образцов после всех обжигов до их прессования в таблетки и спекания; красные точки - для спрессованных в таблетки и спеченных образцов; пустые точки - для образцов, полученных на промежуточной стадии их синтеза при более низкой температуре, чем окончательный синтез. Фиг. 4. Дифрактограммы, снятые в геометрии Θ - 2Θ с порошка, полученного измельчением горячепрессованных образцов Bi3TiNbO9, и со срезов перпендикулярных (cut 2) и параллельных (cuts 1 и 3) оси прессования керамики (с добавлением порошка кристаллов Ge в качестве внутреннего эталона) и результаты их индицирования. Над рефлексами указаны индексы Миллера соответствующих им кристаллографических плоскостей. Пример 1. Получение модификатора. Ниже представлен пример получения модификатора методом тритурации с последующим разведением полученной тритурации в водном или водно-спиртовом растворе для получения релиз-активной формы нитрата серебра (РА AgNO3) в виде смеси сотенных разведений С12С30С50. В качестве исходного вещества используют сухой порошок нитрата серебра (AgNO3). В качестве нейтрального носителя в тритурации используют лактозу моногидрат. Для получения последовательных тритураций С1-С3 (сотенная шкала, берется 1 часть исходного вещества или предыдущей тритурации (С1 или С2) и 99 частей лактозы моногидрата) поступают следующим образом. Необходимое количество лактозы моногидрата делят на 3 равные части. Первую часть лактозы моногидрата помещают в фарфоровую ступку и растирают, чтобы закрыть поры ступки. Затем добавляют все количество сухого порошка нитрата серебра, растирают полученную смесь с усилием, после чего порошок шпателем соскабливают со стенок ступки, затем повторяют растирание и соскабливание еще раз. Затем добавляют последовательно вторую и третью части лактозы моногидрата, повторяя с каждой частью описанные выше операции. Таким образом получают тритурацию С1. Затем аналогично вышеописанному процессу получают тритурацию С2 (добавляя к 99 частям лактозы 1 часть тритурации С1) и тритурацию С3 (добавляя к 99 частям лактозы 1 часть тритурации С2). Последующее разведение С4 получают из 1 части тритурации С3 и 99 частей (сотенная шкала) 25% водного раствора этилового спирта, тщательно смешивают указанные компоненты до однородности, вертикально встряхивая закрытый флакон. Разведение С5 получают из 1 части разведения С4 и 99 частей 25% водного раствора этилового спирта, тщательно смешивая указанные компоненты до однородности, вертикально встряхивая. Получение необходимой степени разведения осуществляется посредствам повторения предыдущих действий соответственное количество раз. Далее для получения релиз-активной формы нитрата серебра в виде смеси разведений, согласно данному примеру, С12С30С50, готовят сотенные разведения по описанной выше технологии до разведения на 3 этапа сотенных разведений меньше, чем конечный раствор С12С30С50. Для этого разведения С9, С27 и С47 по одной части каждого разведения (в данном варианте объемное соотношение 1:1:1) вносят в одну емкость, содержащую 97 частей 70% водного раствора этилового спирта (для сотенного разведения). Далее полученную смесь последовательно дважды разводят в соотношении 1 к 100, используя на предпоследнем этапе приготовления 70% водный раствор этилового спирта, а на последнем этапе - 36% водный раствор этилового спирта, тщательно смешивая указанные компоненты до однородности, вертикально встряхивая закрытый флакон с полученным раствором после каждого разведения. На последнем этапе получают модификатор - релиз-активную форму нитрата серебра (PA AgNO3), полученную разведением нитрата серебра в 10012, 10030, 10050 раз, что в терминах гомеопатической технологии соответствует смеси сотенных разведений С12, С30, С50. Вышеописанный метод получения модификатора в виде релиз-активных разведений нитрата серебра является одним из вариантов выполнения изобретения. При этом для получения модификатора, по настоящему изобретению, могут быть использованы десятичные, сотенные, тысячные водные или водно-спиртовые разведения исходного вещества, начиная с С2 (т.е. с разведения исходного вещества в 1002 раз), а также любые их сочетания (например, C2+D34+M45, D20+C4 и др.) и их соотношения в смеси (например, 1:1:2, 2:3 и др.). Пример 2. Получение модифицированного ВТСП с применением модификатора PA AgNO3. Для получения модифицированного ВТСП фазы YBa2Cu307-y (Y-123) в качестве исходных компонентов использовали оксиды Y2O3 - марки «ИТО-2», CuO - «ос.ч 9-2», BaO2 - «ч». Для удаления из реактивов оксидов гигроскопической влаги и адсорбированных в них при хранении примесей, типа углекислого газа и других, перед их взвешиванием осуществлялось прокаливание реактивов при 400-800°С. Были приготовлены шихты состава Y2O3⋅4ВаО2⋅6CuO для дальнейшего синтеза чистой ВТСП фазы Y-123. Далее проводили гомогенизацию смесей компонентов перемешиванием в течение часа в среде этилового спирта в центробежной шаровой мельнице «Pulverisette-6». При этом происходило снижение размеров частиц компонентов до единиц микрометров. Гомогенизированную шихту далее насыщали модификатором, представляющим собой релиз-активную форму нитрата серебра (PA AgNO3) в виде смеси сотенных разведений С12С30С50, полученным согласно примеру 1. Для этого к 80 г гомогенизированной шихты добавляли 30 мл раствора РА AgNO3, перемешивали шпателем до получения однородной увлажненной смеси, затем полученный увлажненный порошок высушивали при +35°С в течение 6 часов до испарения жидкости. Синтез образцов, обработанных модификатором, на основе ВТСП фазы Y-123 осуществляли путем проведения твердофазных реакций в печи СНОЛ 12/16 в воздушной атмосфере. При этом проводился многократный обжиг шихт с последовательным увеличением максимальной температуры обжига от 870°С до 960°С, с промежуточными перетираниями продуктов обжига и контролем их фазового состава методом рентгеновского фазового анализа. Всего было проведено семь обжигов. С учетом данных о низких температурах плавления (Tm) AgNO3 (Tm=210°С) и разложения (Tdec) BaO2 (Tdec ≈ 500°С) первый обжиг проводился с промежуточной выдержкой при 240°С в течение пяти часов, медленным нагревом до максимальной температуры обжига, величина которой имела сравнительно низкое значение (870°С). Использование такого режима первого обжига связано со стремлением обеспечить плавное вхождение атомов Ag и В а в образующуюся в процессе обжига кристаллическую решетку Y-123 для получения образцов с однородным распределением химических компонентов по их объему. В результате синтеза были получены поликристаллические образцы в виде порошков черного цвета, однородные по вешнему виду. Перед формованием в порошки для придания им пластичности добавляли ~1 масс. % 5% водного раствора поливинилового спирта (ПВС), при этом проводили перетирание порошков с ПВС в ступке для их гомогенизации. Формование проводили с использованием гидравлического пресса Shimadzu и набора соответствующих пресс форм. Спекание полученных после формования заготовок проводили в воздушной атмосфере в печи СНОЛ 12/16 при 960°С. Вначале образцы нагревали за 5 часов до 150°С и выдерживали при этой температуре в течение часа (для плавного удаления из образцов ПВС), затем температура за 5 часов линейно повышалась от 150°С до 960°С и выдерживалась при 960°С в течение 3 часов (спекание керамики), затем температура печи медленно понижалась до 300°С (за 40 часов) и выдерживалась при 300°С в течение 30 часов, после чего образцы извлекались из печи. Медленное охлаждение от 960°С до 300°С и длительная выдержка при 300°С применялись для обеспечения вхождения в ВТСП фазу Y-123 кислорода из окружающей атмосферы и достижения оптимального с точки зрения сверхпроводящих характеристик кислородного индекса у фазы Y-123 (YBa2Cu3Oy, у ≈ 6,8-7,0). После финального спекания структуру образцов анализировали на рентгеновском дифрактометре. Дифактограммы образцов по положению и интенсивностям рефлексов соответствуют литературным данным по фазе YBa2Cu3O7-y [см. Пример 9]. Пример 3. Получение модифицированного ВТСП, содержащего легирующий агент AgNO3 c применением модификатора PA AgNO3. Для получения модифицированного ВТСП фазы YBa2Cu3O7-у (Y-123) в качестве исходных компонентов использовали оксиды Y2O3 - марки «ИТО-2», CuO - «ос.ч 9-2», BaO2 - «ч» и азотнокислое серебро AgNO3 - «хч». Для удаления из реактивов оксидов гигроскопической влаги и адсорбированных в них при хранении примесей, типа углекислого газа и других, перед их взвешиванием осуществлялось прокаливание реактивов при 400-800°С. Были приготовлены 200 г шихты состава Y2O3⋅4BaO2⋅6CuO + 5 масс. % AgNO3 для синтеза ВТСП фазы Y-123 с добавками атомов серебра. Далее проводили гомогенизацию смеси компонентов путем перемешивания в центробежной шаровой мельнице «Pulverisette-6» в среде этилового спирта в течение 1 часа. Гомогенизированные шихты далее насыщали модификатором, представляющим собой релиз-активную форму нитрата серебра (PA AgNO3) в виде смеси сотенных разведений С12С30С50, полученным согласно примеру 1. Для этого к 80 г гомогенизированной шихты добавляли 30 мл раствора РА AgNO3, перемешивали шпателем до получения однородной увлажненной смеси, затем полученный увлажненный порошок высушивали при +35°С в течение 6 часов до испарения жидкости. Синтез образцов, обработанных релиз-активной формой нитрата серебра, на основе ВТСП фазы Y-123 с добавками атомов серебра осуществляли путем проведения твердофазных реакций в печи СНОЛ 12/16 в воздушной атмосфере. При этом проводился многократный обжиг шихты с последовательным увеличением максимальной температуры обжига от 870°С до 960°С, с промежуточным перетиранием продуктов обжига и контролем их фазового состава методом рентгеновского фазового анализа. Всего было проведено семь обжигов. В результате синтеза были получены поликристаллические образцы в виде порошков черного цвета, однородные по вешнему виду. Перед формованием в порошки для придания им пластичности добавляли ~1 масс. % 5% водного раствора поливинилового спирта (ПВС), при этом проводили перетирание порошков с ПВС в ступке для их гомогенизации. Формование проводили с использованием гидравлического пресса Shimadzu и набора соответствующих пресс-форм. Спекание полученных после формования заготовок проводили в воздушной атмосфере в печи СНОЛ 12/16 при 960°С. Вначале образцы нагревали за 5 часов до 150°С и выдерживали при этой температуре в течение 1 часа (для плавного удаления из образцов ПВС и продуктов его распада), затем температура за 5 часов линейно повышалась от 150°С до 960°С и выдерживалась при 960°С в течение 3 часов (спекание керамики), затем температура печи медленно понижалась до 300°С (за 40 часов) и выдерживалась при 300°С в течение 30 часов, после чего образцы извлекались из печи. Медленное охлаждение от 960°С до 300°С и длительная выдержка при 300°С применялись для обеспечения вхождения в ВТСП фазу Y-123 кислорода из окружающей атмосферы и достижения оптимального с точки зрения сверхпроводящих характеристик кислородного индекса у фазы Y-123 (YBa2Cu3Oy, у ≈ 6,8-7,0). После финального спекания структуру образцов анализировали на рентгеновском дифрактометре. Дифактограммы образцов по положению и интенсивностям рефлексов соответствуют литературным данным по фазе YBa2Cu3O7-y [см. Пример 9]. Пример 4. Получение модифицированного ВТСП с применением модификатора РА CuO (двойная обработка модификатором). Для получения модифицированного ВТСП фазы YBa2Cu3O7-y (Y-123) в качестве исходных компонентов использовали оксиды Y2O3 - марки «ИТО-2», CuO - «ос.ч 9-2», BaO2 - «ч». Для удаления из реактивов оксидов гигроскопической влаги и адсорбированных в них при хранении примесей, типа углекислого газа и других, перед их взвешиванием осуществлялось прокаливание реактивов при 400-800°С. Были приготовлены шихты состава Y2O3⋅4ВаО2⋅6CuO для дальнейшего синтеза чистой ВТСП фазы Y-123. Далее проводили гомогенизацию смеси компонентов путем перемешивания в центробежной шаровой мельнице «Pulverisette-6» в среде этилового спирта в течение 1 часа. Гомогенизированные шихты насыщали модификатором, представляющим собой релиз-активную форму оксида меди (РА CuO) в виде смеси разведений D50D200, полученным согласно способу, раскрытому в примере 1. Для этого к 60 г гомогенизированной шихты добавляли 22,5 мл раствора РА CuO, перемешивали шпателем до получения однородной увлажненной смеси, затем полученный увлажненный порошок высушивали при +35°С в течение 6 часов до испарения жидкости. Синтез образцов, обработанных релиз-активными разведениями оксида меди, на основе ВТСП фазы Y-123 осуществляли путем проведения твердофазных реакций в печи СНОЛ 12/16 в воздушной атмосфере. При этом проводился многократный обжиг шихт с последовательным увеличением максимальной температуры обжига от 870°С до 960°С, с промежуточными перетираниями продуктов обжига и контролем их фазового состава методом рентгеновского фазового анализа. Всего было проведено три обжига. В результате синтеза были получены поликристаллические образцы в виде порошков черного цвета, однородные по вешнему виду. Полученный порошок после обжига повторно насыщали модификатором, представляющим собой релиз-активную форму оксида меди (РА CuO) в виде смеси разведений D50D200 в соотношении 1:2, согласно способу, раскрытому в примере 1. Для этого к 80 г порошка добавляли 30 мл раствора PA CuO, перемешивали шпателем до получения однородной увлажненной смеси, затем полученный увлажненный порошок высушивали при +35°С в течение 6 часов до испарения жидкости. Перед формованием в порошки для придания им пластичности добавляли ~1 масс. % 5% водного раствора поливинилового спирта (ПВС), при этом проводили перетирание порошков с ПВС в ступке для их гомогенизации. Формование проводили с использованием гидравлического пресса Shimadzu и набора соответствующих пресс форм. Спекание полученных после формования заготовок проводили в воздушной атмосфере в печи СНОЛ 12/16 при 960°С. Вначале образцы нагревали за 5 часов до 150°С и выдерживали при этой температуре в течение часа (для плавного удаления из образцов ПВС), затем температура за 5 часов линейно повышалась от 150°С до 960°С и выдерживалась при 960°С в течение 3 часов (спекание керамики), затем температура печи медленно понижалась до 300°С (за 40 часов) и выдерживалась при 300°С в течение 30 часов, после чего образцы извлекались из печи. Медленное охлаждение от 960°С до 300°С и длительная выдержка при 300°С применялись для обеспечения вхождения в ВТСП фазу Y-123 кислорода из окружающей атмосферы и достижения оптимального с точки зрения сверхпроводящих характеристик кислородного индекса у фазы Y-123 (YBa2Cu3Oy, у ≈ 6,8-7,0). После финального спекания структуру образцов анализировали на рентгеновском дифрактометре. Дифактограммы образцов по положению и интенсивностям рефлексов соответствуют литературным данным по фазе YBa2Cu3O7-y [см. Пример 9]. Пример 5. Получение модифицированного ВТСП с применением модификатора РА ВТСП фазы YBa2Cu3O7-у полученного после стадии спекания. Для получения, модифицированного ВТСП фазы YBa2Cu3O7-y (Y-123) в качестве исходных компонентов использовали заранее полученный ВТСП фазы Y-123. ВТСП растирали и проводили гомогенизацию полученного порошка перемешиванием в течение часа в среде этилового спирта в центробежной шаровой мельнице «Pulverisette-6». Гомогенизированный порошок далее насыщали модификатором, представляющим собой релиз-активную форму ВТСП фазы YBa2Cu3O7-y полученного после стадии спекания (PA YBa2Cu3O7-y) в виде смеси разведений С12С30С50, полученным согласно способу, раскрытому в примере 1. Для этого к 60 г гомогенизированного порошка добавляли 22,5 мл раствора РА YBa2Cu3O7-y перемешивали шпателем до получения однородной увлажненной смеси, затем полученный увлажненный порошок высушивали при +35°С в течение 6 часов до испарения жидкости. Перед формованием в порошки для придания им пластичности добавляли ~1 масс. % 5% водного раствора поливинилового спирта (ПВС), при этом проводили перетирание порошков с ПВС в ступке для их гомогенизации. Формование проводили с использованием гидравлического пресса Shimadzu и набора соответствующих пресс форм. Спекание полученных после формования заготовок проводили в воздушной атмосфере в печи СНОЛ 12/16 при 960°С. Вначале образцы нагревали за 5 часов до 150°С и выдерживали при этой температуре в течение часа (для плавного удаления из образцов ПВС), затем температура за 5 часов линейно повышалась от 150°С до 960°С и выдерживалась при 960°С в течение 3 часов (спекание керамики), затем температура печи медленно понижалась до 300°С (за 40 часов) и выдерживалась при 300°С в течение 30 часов, после чего образцы извлекались из печи. Медленное охлаждение от 960°С до 300°С и длительная выдержка при 300°С применялись для обеспечения вхождения в ВТСП фазу Y-123 кислорода из окружающей атмосферы и достижения оптимального с точки зрения сверхпроводящих характеристик кислородного индекса у фазы Y-123 (YBa2Cu3Oy, у ≈ 6,8-7,0). После финального спекания структуру образцов анализировали на рентгеновском дифрактометре. Дифактограммы образцов по положению и интенсивностям рефлексов соответствуют литературным данным по фазе YBa2Cu3O7-y [см. Пример 9]. Пример 6. Получение модифицированного ВТСП с применением модификатора РА шихты ВТСП фазы YBa2Cu3O7-y. Для получения модифицированного ВТСП фазы YBa2Cu3O7-y (Y-123) в качестве исходных компонентов использовали оксиды Y2O3 - марки «ИТО-2», CuO - «ос.ч 9-2», BaO2 - «ч». Для удаления из реактивов оксидов гигроскопической влаги и адсорбированных в них при хранении примесей, типа углекислого газа и других, перед их взвешиванием осуществлялось прокаливание реактивов при 800°С. Были приготовлены шихты состава Y2O3⋅4ВаО2⋅6CuO для дальнейшего синтеза чистой ВТСП фазы Y-123. Далее проводили гомогенизацию смеси компонентов путем перемешивания в центробежной шаровой мельнице «Pulverisette-6» в среде этилового спирта в течение 1 часа. При этом происходило снижение размеров частиц компонентов до единиц микрометров. Гомогенизированную шихту далее насыщали модификатором, представляющим собой релиз-активную форму шихты состава Y2O3⋅4ВаО2⋅6CuO в виде смеси сотенных разведений С12С30С50, полученным согласно примеру 1. Для этого к 80 г гомогенизированной шихты добавляли 30 мл раствора РА шихты состава Y2O3⋅4ВаО2⋅6CuO, перемешивали шпателем до получения однородной увлажненной смеси, затем полученный увлажненный порошок высушивали при +35°С в течение 6 часов до испарения жидкости. Синтез образцов, обработанных релиз-активной формой шихты состава Y2O3⋅4ВаО2⋅6CuO, на основе ВТСП фазы Y-123 осуществляли путем проведения твердофазных реакций в печи СНОЛ 12/16 в воздушной атмосфере. При этом проводился многократный обжиг шихт с последовательным увеличением максимальной температуры обжига от 870°С до 960°С, с промежуточными перетираниями продуктов обжига и контролем их фазового состава методом рентгеновского фазового анализа. Всего было проведено семь обжигов. В результате синтеза были получены поликристаллические образцы в виде порошков черного цвета, однородные по вешнему виду. Перед формованием в порошки для придания им пластичности добавляли ~1 масс. % 5% водного раствора поливинилового спирта (ПВС), при этом проводили перетирание порошков с ПВС в ступке для их гомогенизации. Формование проводили с использованием гидравлического пресса Shimadzu и набора соответствующих пресс форм. Спекание полученных после формования заготовок проводили в воздушной атмосфере в печи СНОЛ 12/16 при 960°С. Вначале образцы нагревали за 5 часов до 150°С и выдерживали при этой температуре в течение часа (для плавного удаления из образцов ПВС), затем температура за 5 часов линейно повышалась от 150°С до 960°С и выдерживалась при 960°С в течение 3 часов (спекание керамики), затем температура печи медленно понижалась до 300°С (за 40 часов) и выдерживалась при 300°С в течение 30 часов, после чего образцы извлекались из печи. Медленное охлаждение от 960°С до 300°С и длительная выдержка при 300°С применялись для обеспечения вхождения в ВТСП фазу Y-123 кислорода из окружающей атмосферы и достижения оптимального с точки зрения сверхпроводящих характеристик кислородного индекса у фазы Y-123 (YBa2Cu3Oy, у ≈ 6,8 - 7,0). После финального спекания структуру образцов анализировали на рентгеновском дифрактометре. Дифактограммы образцов по положению и интенсивностям рефлексов соответствуют литературным данным по фазе YBa2Cu3O7-y [см.Пример 9]. Пример 7. Получение модифицированного ВТСП с применением модификатора РА порошка фазы YBa2Cu3O7-y, полученного после первого обжига. Для получения модифицированного ВТСП фазы YBa2Cu3O7-y (Y-123) в качестве исходных компонентов использовали оксиды Y2O3 - марки «ИТО-2», CuO - «ос.ч 9-2», BaO2 - «ч». Для удаления из реактивов оксидов гигроскопической влаги и адсорбированных в них при хранении примесей, типа углекислого газа и других, перед их взвешиванием осуществлялось прокаливание реактивов при 800°С. Были приготовлены шихты состава Y2O3⋅4ВаО2⋅6CuO для дальнейшего синтеза чистой ВТСП фазы Y-123. Далее проводили гомогенизацию смеси компонентов путем перемешивания в центробежной шаровой мельнице «Pulverisette-6» в среде этилового спирта в течение 1 часа. При этом происходило снижение размеров частиц компонентов до единиц микрометров. Синтез образцов на основе ВТСП фазы Y-123 осуществляли путем проведения твердофазных реакций в печи СНОЛ 12/16 в воздушной атмосфере. При этом проводился многократный обжиг шихт с последовательным увеличением максимальной температуры обжига от 870°С до 960°С, с промежуточными перетираниями продуктов обжига и контролем их фазового состава методом рентгеновского фазового анализа. Всего было проведено семь обжигов. В результате синтеза были получены поликристаллические образцы в виде порошков черного цвета с уже сформированной структурой ВТСП, однородные по вешнему виду. Далее полученные образцы порошка (после обжига) насыщали модификатором, представляющим собой релиз-активную форму порошка фазы YBa2Cu3O7-y, полученного после обжига, в виде смеси сотенных разведений С12С30С50, полученным согласно примеру 1. Для этого к 60 г гомогенизированного порошка (после обжига) добавляли 22,5 мл раствора РА YBa2Cu3O7-y, полученного после обжига, перемешивали шпателем до получения однородной увлажненной смеси, затем полученный увлажненный порошок высушивали при +35°С в течение 6 часов до испарения жидкости. Перед формованием в порошки для придания им пластичности добавляли ~1 масс. % 5% водного раствора поливинилового спирта (ПВС), при этом проводили перетирание порошков с ПВС в ступке для их гомогенизации. Формование проводили с использованием гидравлического пресса Shimadzu и набора соответствующих пресс форм. Спекание полученных после формования заготовок проводили в воздушной атмосфере в печи СНОЛ 12/16 при 960°С. Вначале образцы нагревали за 5 часов до 150°С и выдерживали при этой температуре в течение часа (для плавного удаления из образцов ПВС), затем температура за 5 часов линейно повышалась от 150°С до 960°С и выдерживалась при 960°С в течение 3 часов (спекание керамики), затем температура печи медленно понижалась до 300°С (за 40 часов) и выдерживалась при 300°С в течение 30 часов, после чего образцы извлекались из печи. Медленное охлаждение от 960°С до 300°С и длительная выдержка при 300°С применялись для обеспечения вхождения в ВТСП фазу Y-123 кислорода из окружающей атмосферы и достижения оптимального с точки зрения сверхпроводящих характеристик кислородного индекса у фазы Y-123 (YBa2Cu3Oy, у ≈ 6,8 - 7,0). После финального спекания структуру образцов анализировали на рентгеновском дифрактометре. Дифактограммы образцов по положению и интенсивностям рефлексов соответствуют литературным данным по фазе YBa2Cu3O7-y [см. Пример 9]. Пример 8. Получение модифицированного ВТСП с применением модификатора РА шихты состава Y2O3, ВаО2, CuO перед первичным обжигом и РА фазы YBa2Cu3O7-y (после обжига) перед спеканием. Для получения модифицированного ВТСП фазы YBa2Cu3O7-y (Y-123) в качестве исходных компонентов использовали оксиды Y2O3 - марки «ИТО-2», CuO - «ос.ч 9-2», BaO2 - «ч». Для удаления из реактивов оксидов гигроскопической влаги и адсорбированных в них при хранении примесей, типа углекислого газа и других, перед их взвешиванием осуществлялось прокаливание реактивов при 800°С. Были приготовлены шихты состава Y2O3⋅4ВаО2⋅6CuO для дальнейшего синтеза чистой ВТСП фазы Y-123. Далее проводили гомогенизацию смеси компонентов путем перемешивания в центробежной шаровой мельнице «Pulverisette-6» в среде этилового спирта в течение 1 часа. При этом происходило уменьшение размеров частиц компонентов до единиц микрометров. Гомогенизированную шихту далее насыщали модификатором, представляющим собой релиз-активную форму шихты состава Y2O3, ВаО2, CuO в виде смеси сотенных разведений С12С30С50, полученным согласно примеру 1. Для этого к 80 г гомогенизированной шихты добавляли 30 мл раствора РА этой же шихты, перемешивали шпателем до получения однородной увлажненной смеси, затем полученный увлажненный порошок высушивали при +35°С в течение 6 часов до испарения жидкости. Синтез образцов на основе ВТСП фазы Y-123, обработанных модификатором, осуществляли путем проведения твердофазных реакций в печи СНОЛ 12/16 в воздушной атмосфере. При этом проводился многократный обжиг шихт с последовательным увеличением максимальной температуры обжига от 870°С до 960°С, с промежуточными перетираниями продуктов обжига и контролем их фазового состава методом рентгеновского фазового анализа. Всего было проведено семь обжигов. В результате синтеза были получены поликристаллические образцы в виде порошков черного цвета, однородные по вешнему виду. Далее полученные образцы порошка (после обжига) насыщали еще раз другим модификатором, представляющим собой релиз-активную форму ВТСП фазы YBa2Cu3O7-y, полученную после обжига, в виде смеси сотенных разведений С12С30С50, полученным согласно примеру 1. Для этого к 60 г гомогенизированной шихты добавляли 22,5 мл раствора РА этой же шихты, перемешивали шпателем до получения однородной увлажненной смеси, затем полученный увлажненный порошок высушивали при +35°С в течение 6 часов до испарения жидкости. Перед формованием в порошки для придания им пластичности добавляли ~1 масс. % 5% водного раствора поливинилового спирта (ПВС), при этом проводили перетирание порошков с ПВС в ступке для их гомогенизации. Формование проводили с использованием гидравлического пресса Shimadzu и набора соответствующих пресс форм. Спекание полученных после формования заготовок проводили в воздушной атмосфере в печи СНОЛ 12/16 при 960°С. Вначале образцы нагревали за 5 часов до 150°С и выдерживали при этой температуре в течение часа (для плавного удаления из образцов ПВС), затем температура за 5 часов линейно повышалась от 150°С до 960°С и выдерживалась при 960°С в течение 3 часов (спекание керамики), затем температура печи медленно понижалась до 300°С (за 40 часов) и выдерживалась при 300°С в течение 30 часов, после чего образцы извлекались из печи. Медленное охлаждение от 960°С до 300°С и длительная выдержка при 300°С применялись для обеспечения вхождения в ВТСП фазу Y-123 кислорода из окружающей атмосферы и достижения оптимального с точки зрения сверхпроводящих характеристик кислородного индекса у фазы Y-123 (YBa2Cu3Oy, у ≈ 6,8-7,0). После финального спекания структуру образцов анализировали на рентгеновском дифрактометре. Дифактограммы образцов по положению и интенсивностям рефлексов соответствуют литературным данным по фазе YBa2Cu3O7-y [см. Пример 9]. Пример 9. Результаты рентгеновского фазового анализа всех полученных образцов. Исследованию подвергались следующие образцы сверхпроводящей керамики: Образец 1 - смесь порошков (шихта), обработанная РА шихты состава Y2O3, ВаО2, CuO (С12С30С50) перед первичным обжигом и смесь порошков после первого обжига, обработанная РА YBa2Cu3O7-y (С12С30С50) перед спеканием; Образец 2 - смесь порошков (шихта), обработанная РА шихты состава Y2O3, ВаО2, CuO (С12С30С50) перед первичным обжигом и смесь порошков после первого обжига, обработанная технологическим контролем перед спеканием, технологический контроль; Образец 3 - смесь порошков (шихта), обработанная РА шихты состава Y2O3, ВаО2, CuO (С12С30С50) перед первичным обжигом и смесь порошков после первого обжига, обработанная 36,7% этиловым спиртом перед спеканием, контроль (без СВР компонентов). Образец 4 - смесь порошков (шихта), обработанная РА шихты состава Y2O3, ВаО2, CuO (С12С30С50) перед первичным обжигом; Образец 5 - смесь порошков (шихта), обработанная технологическим контролем - РА лактозы; Образец 6 - смесь порошков (шихта), обработанная 36,7% этиловым спиртом, контроль (без РА компонентов). Образец 7 - порошок с уже сформированной структурой ВТСП YBa2Cu3O7-y перед его спеканием в керамику, обработанный РА порошка фазы YBa2Cu3O7-y (C12C30C50), полученного после первого обжига; Образец 8 - порошок с уже сформированной структурой ВТСП YBa2Cu3O7-y перед его спеканием в керамику, обработанный технологическим контролем; Образец 9 - порошок с уже сформированной структурой ВТСП YBa2Cu3O7-у перед его спеканием в керамику, обработанная 36,7% этиловым спиртом, контроль (без РА компонентов). Образец 10 - смесь порошков (шихта), обработанная PA AgNO3 (С12С30С50); Образец 11 - смесь порошков с добавкой AgNO3 (шихта), обработанная PA AgNO3 (С12С30С50); Образец 12 - смесь порошков с добавкой AgNO3 (шихта), обработанная технологическим контролем. Образец 13 - интактная смесь порошков Y2O3, ВаО2, CuO (шихта) без добавок и обработок, изготовленная по стандартной методике (общий контроль). Рентгеновский фазовый анализ (РФА) всех образцов после их синтеза и после спекания был выполнен на автоматизированном рентгеновском дифрактометре ДРОН-4 с использованием фильтрованного медного излучения и порошка кристаллов Ge в качестве внутреннего эталона. Дифрактограммы образцов (Фиг. 1, а, б) по положению и интенсивностям рефлексов соответствуют литературным данным по фазе YBa2Cu3O7-y [Powder Diffraction files of the International Centre for Diffraction Da-ta (ICDD). Accessed 7 Dec 2020. https://www.icdd.com/pdfsearch/, Буш A.A. Синтез металлооксидных сверхпроводников. Высокотемпературная сверхпроводимость, межотраслевой научн. - техн. сборник. М.: ВИМИ. 1989, вып. 1, с. 57-67. Буш А.А. Технология керамических материалов, особенности получения керамики ВТСП фазы YBa2Cu3O7-y. М.: МИРЭА, 2000, 79 с]. Все рефлексы дифрактограмм обожженных при 960°С образцов, а также спеченных образцов относятся к фазе на основе Y-123, примесных рефлексов заметной интенсивности не наблюдается. В этой связи можно заключить, что синтезированные образцы практически однофазны, они состоят из ВТСП фазы на основе Y-123. Дифрактограмма образца №1 (Фиг. 1, а), полученного после обжига при 880°С, содержит множество неиндицируемых на основе параметров элементарной ячейки ВТСП фазы Y-123 рефлексов, что свидетельствует о многофазности этого образца и недостаточности температуры 880°С обжига для получения фазы Y-123 методом твердофазных реакций. Используя данные прецизионных измерений брэгтовских углов рентгеновских рефлексов 2Θ (погрешность их определения не превышала 0,02°) и специализированную компьютерную программу «CELREF for unit cell refinement)) [http://www.ccp14.ac.uk/tutorial/lmgp/celref.htm (CELREF for unit cell refinement)] было проведено индицирование всех полученных дифрактограмм образцов №1-13 (Фиг. 1, а, б) на основе ромбической элементарной ячейки с a=3,82, b=3,88 и с=11,66 Å (Фиг. 2). В результате индицирования были получены данные об уточненных размерах элементарной ячейки для ВТСП фазы Y-123 во всех синтезированных и спеченных образцах №1-13 (Фиг. 3). Можно заметить, что в первом приближении размеры элементарной ячейки ВТСП фазы Y-123 соответствуют известным литературным данным по этой фазе. Однако при прецизионном сравнении размеров элементарной ячейки наблюдается разброс их значений для фазы Y-123 в разных партиях синтезированных образцов, с одной стороны, а также в образцах после их синтеза и после спекания, с другой стороны, соответственно (Фиг. 3). Этот разброс вызван, по всей видимости, неконтролируемыми вариациями кислородного индекса у в рассматриваемых образцах, вызванными влиянием обработки РА компонентами. Пример 10. Оценка температурной зависимости электрического сопротивления. Измерения электрического сопротивления R для образцов выполнены четырехзондовым методом, измерительный ток во всех случаях составлял 50 мА. В качестве датчика температуры использовался платиновый термометр RHTS-100 (фирмы Honeywell, США), сопротивление которого измерялось миллиомметром постоянного тока GOM 802 фирмы GW-Instek (Тайвань), а напряжение на потенциальных контактах образца - вольтметром В 7-78/1 фирмы АКИП (Россия). Данные с указанных приборов подавались в компьютер и записывались в файл для дальнейшей обработки. На зависимостях R(T) при переходе в СП состояние наблюдается резкое падение сопротивления, при этом на зависимости R(T) можно выделить три характерных участка: а) практически горизонтальный высокотемпературный участок в нормальном состоянии образца, б) участок с резким падением сопротивления, на котором сосуществуют нормальная и СП фазы вызванным СП переходом, в) низкотемпературный участок с низким сопротивлением, определяемым движением СП вихрей (flux flow region - FF). В качестве температур, характеризующих СП переход, обычно выделяют 5 температур: температура начала перехода Т1, при которой сопротивление понижается до 0,9 Rn (Rn - сопротивление в нормальном состоянии вблизи Тс); температура конца перехода Т3, при которой сопротивление понижается до 0,1 Rn; температура начала СП флуктуаций Т2, определяемая по началу отклонения зависимости R(T) от линейного закона; температура середины перехода Т4, при которой R=0,5Rn; FF - температура конца СП перехода, ниже которой сопротивление определяется движением СП вихрей. В исследовании использовались следующие образцы: Образец 1 - смесь порошков (шихта), обработанная РА шихты состава Y2O3, ВаО2, CuO (С12С30С50) перед первичным обжигом; Образец 2 - смесь порошков с добавкой AgNO3 (шихта), обработанная РА AgNO3 (C12C30C50); Образец 3 - интактная смесь порошков Y2O3, ВаО2, CuO (шихта) без добавок и обработок, изготовленная по стандартной методике (общий контроль). Результаты полученных измерений представлены в таблице №1 Характерные температуры СП перехода, определенные из зависимостей R(T).

Было показано повышение температуры FF при добавлении лиганда и использовании помимо лиганда модификатора в виде РА-формы AgNO3. Вывод:
Даже незначительное увеличение температуры TFF позволяет стабилизировать магнитное состояние сверхпроводника и исключить опасность скачков магнитного потока при температуре жидкого азота, что упрощает построение магнитных систем с использование данного материала.
Пример 11.
Измерение действительной части магнитной восприимчивости (эффекта Мейснера).
При сверхпроводящем переходе в переменном магнитном поле малой амплитуды действительная часть магнитной восприимчивости χ'(ω) меняется от О в нормальном до минимального значения χ'min в СП состоянии. Это связано с выталкиванием магнитного поля из объема образца при СП переходе. На низких частотах (<10 kHz) и в случае постоянного внешнего магнитного поля такое поведение называют эффектом Мейснера.
Для идеального сверхпроводника I рода магнитная восприимчивость принимает значение -1. В случае смешанного состояния величина χ' может принимать значения в пределах [-1; 0], что определяется долей сверхпроводящей фазы в образце.
Если имеется катушка индуктивности (L0) с сердечником из исследуемого образца, то в процессе СП перехода ее индуктивность снизится до величины L1, которая определяется долей объема СП фазы в сердечнике. Таким образом, величина ΔL=L1-L0 оказывается пропорциональна действительной части магнитной восприимчивости χ'(ω).
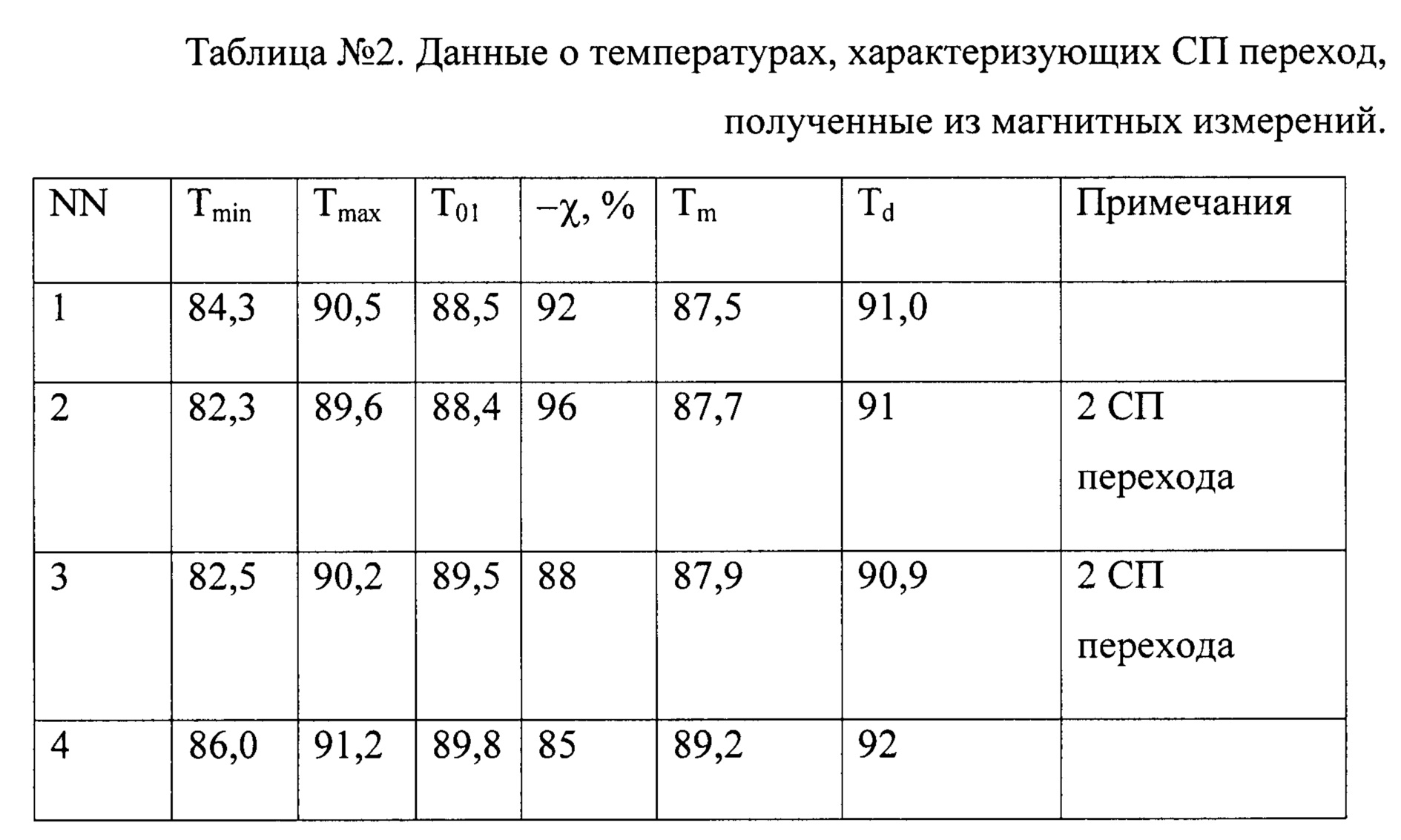
Характерные для СП перехода значения температуры можно получить из графиков температурных зависимостей действительной части магнитной восприимчивости χ' и ее производной по температуре:
- температуру начала сверхпроводящего перехода Tmax, при которой появляется достаточное количество СП фазы чтобы образовать замкнутый контур с током в образце;
- температуру окончания СП перехода - Tmin, при которой практически весь образец перешел в СП состояние, поле вытолкнуто из объема (эффект Мейснера);
- температуру Т01 при которой практически весь образец находится в смешанном состоянии, магнитное поле пронизывает весь объем;
- температуру Tm, при которой наблюдается максимум производной dχ'(T)/dT;
- температуру Td, при которой появляются первые СП флуктуации в образце, как правило при этом замкнутого проводящего контура еще нет.
Таким образом, из графиков χ'(T) можно определить температуры начала Tmax и окончания Tmin перехода в СП состояние, температуры Т01 Tm и Td, ширину СП перехода (Tmax-Tmin), величину эффекта Мейснера в процентах по отношению к эталонному образцу.
В исследовании использовались следующие образцы:
Образец 1 - смесь порошков (шихта), обработанная РА шихты состава Y2O3, ВаО2, CuO (С12С30С50) перед первичным обжигом;
Образец 2 - смесь порошков с добавкой AgNO3 (шихта), обработанная РА AgNO3 (С12С30С50);
Образец 3 - смесь порошков с добавкой AgNO3 (шихта), обработанная технологическим контролем;
Образец 4 - интактная смесь порошков Y2O3, ВаО2, CuO (шихта) без добавок и обработок, изготовленная по стандартной методике (общий контроль).
Измерения выполнены на образцах в виде цилиндрических дисков диаметром 10 мм и толщиной 2 мм. При этом температура измерялась платиновым термометром RHTS-100 (фирмы Honeywell, США), индуктивность измерительной катушки определялась измерителем иммитанса Е7-20 производства МНИЛИ (Минск, Белоруссия).
Было показано повышение величины эффекта Мейснера при добавлении лиганда, при этом, использование помимо лиганда модификатора в виде РА-формы AgNO3 дало еще большее повышение указанного показателя по сравнению с контролем.
Вывод:
Увеличение доли сверхпроводящей фазы в объеме образца улучшает свойства сверхпроводящих экранов и магнитных подвесов, изготовленных на его основе. Увеличивается стабильность захваченного магнитного потока, возрастает постоянная времени экранирования и т.п.
Пример 12.
Измерение мнимой части магнитной восприимчивости. Поглощение энергии электромагнитного поля в материале на заданной частоте можно охарактеризовать мнимой частью магнитной восприимчивости χ''(ω). Для катушки с сердечником из исследуемого материала можно ввести следующее простое соотношение:

где 1/Q - полные потери в катушке индуктивности с сердечником, 1/Q0 - потери в катушке индуктивности без сердечника, 1/Qs - потери в сердечнике, Qo,s - добротность измерительной катушки без (0) и с образцом (s).
Для рабочих частот катушки (таких, где можно пренебречь потерями на излучение и межвитковой емкостью, f=ω/2π=1 - 100 кГц) Q0=L⋅ω/R. Если добротность катушки с сердечником велика (Q >> 1), то можно показать, что величина 1/Qs пропорциональна мнимой части магнитной восприимчивости χ''(ω) и доле внутреннего объема катушки, занятого материалом сердечника. В случае помещенного в катушке индуктивности сверхпроводника потери будут возрастать в области сверхпроводящего перехода (точка FF), где существенную роль играет движение вихрей Абрикосова, флуктуации доли СП фазы, достигая максимума (точка RF, где длина электромагнитной волны в материале становится сопоставимой с размерами образца) и затем резко падать (точка CR, где внешнее переменное магнитное поле выталкивается из образца).
В исследовании использовались следующие образцы:
Образец 1 - смесь порошков (шихта), обработанная РА шихты состава Y2O3, ВаО2, CuO (С12С30С50) перед первичным обжигом и смесь порошков после первого обжига, обработанная технологическим контролем перед спеканием, технологический контроль;
Образец 2 - смесь порошков (шихта), обработанная РА шихты состава Y2O3, ВаО2, CuO (С12С30С50) перед первичным обжигом;
Образец 3 - смесь порошков (шихта), обработанная PA AgNO3 (С12С30С50);
Образец 4 - интактная смесь порошков Y2O3, ВаО2, CuO (шихта) без добавок и обработок, изготовленная по стандартной методике (общий контроль).

Вывод:
Согласно полученным данным, в сравнении с контролем (Образец 4) использование заявленного модификатора приводило к увеличению значений TCR TRF0 TFF, при этом Образец 2 показал минимальную ширину СП перехода, что характеризует нужный резкий СП переход.
Рост температуры сверхпроводящего перехода и уменьшение его ширины благоприятно влияет практически на все возможные применения данного сверхпроводника.
Пример 13.
Определение плотности критического тока
Определение плотности критического тока образцов по их вольт-амперным характеристикам.
В исследовании использовались следующие образцы:
Образец 1 - смесь порошков (шихта), обработанная РА шихты состава Y2O3, ВаО2, CuO (С12С30С50) перед первичным обжигом;
Образец 2 - смесь порошков (шихта), обработанная PA AgNO3 (С12С30С50);
Образец 3 - смесь порошков с добавкой AgNO3 (шихта), обработанная РА AgNO3 (С12С30С50);
Образец 4 - интактная смесь порошков Y2O3, ВаО2, CuO (шихта) без добавок и обработок, изготовленная по стандартной методике (общий контроль).
Определение плотности межгранулярного критического тока jce образцов проводили по результатам изучения их вольт-амперных характеристик в жидком азоте. Величина jce определялась при этом по критерию 1 мкВ/см, согласно которому за jce принимается плотность тока, при котором на образце возникает напряженность, равная 1 мкВ/см. Для расширения диапазона измеряемых jce в средней части изучаемого образца производилось его сужение путем вытачивания алмазным надфилем. Результаты исследования приведены в таблице №4.

Настоящий эксперимент подтвердил повышение плотности критического тока je при использовании заявленного модификатора.
Вывод:
Увеличение критического тока является одним из важнейших направлений в области получения сверхпроводящих материалов с заданными свойствами. Это с одной стороны позволяет уменьшить массу сверхпроводника в готовых изделиях, а с другой стороны обеспечить большие магнитные поля при той же массе сверхпроводящего материала.
Пример 14.
Получение модификатора PA Bi3TiNbO9
1. Получение порошка Bi3TiNbO9
Для получения модифицированного высокотемпературного пьезоэлектрика фазы Bi3TiNbO9 (BTN) в качестве исходных компонентов использовали оксиды Bi2O3 - марки «хч», ГОСТ 10210-75, TiO2 - PRETIOX AV1 FG, Nb2O5 - марки «2», ТУ 1763-019-00545484-2000. Для удаления из реактивов оксидов гигроскопической влаги и адсорбированных в них при хранении примесей, типа углекислого газа и других, перед их взвешиванием осуществлялось прокаливание реактивов при 400-800°С.
Были приготовлены шихты состава 3Bi2O3⋅2TiO2 -Nb2O5 для дальнейшего синтеза чистой фазы Bi3TiNbO9. Далее проводили гомогенизацию шихты в среде дистиллированной воды с использованием аттритора HD/01 компании Union process. При этом происходило снижение размеров частиц компонентов до единиц микрометров.
Синтез порошка фазы BTN из ранее приготовленной шихты осуществляли методом твердофазных реакций путем обжига в камерной печи СНОЛ 12/16 в воздушной атмосфере гомогенизированных смесей составов Bi3TiNbO9 при 1273 К в течение 6 ч. Было проведено два таких обжига с промежуточным перетиранием продуктов синтеза.
В результате были получены поликристаллические образцы фазы Bi3TiNbO9 желто-коричневого цвета, однородные по вешнему виду. Синтезированный материал подвергался процессу помола в аттриторе, после чего высушивался. Полученные порошок имел удельную поверхность Sуд от 3500 до 6000 см2/г.
2. Получение модификатора из порошка фазы Bi3TiNbO9 полученного после обжига (п. 1).
Модификатор получали методом тритурации с последующим разведением полученной тритурации в водном или водно-спиртовом растворе для получения релиз-активной формы порошка фазы Bi3TiNbO9, полученного после обжига, в виде смеси сотенных разведений С12С30С50. В качестве исходного вещества использовали сухой порошок фазы Bi3TiNbO9 полученный после обжига. В качестве нейтрального носителя в тритурации использовали лактозы моногидрат.
Для получения последовательных тритураций С1-С3 (сотенная шкала, берется 1 часть исходного вещества или предыдущей тритурации (С1 или С2) и 99 частей лактозы моногидрата) поступают следующим образом. Необходимое количество лактозы моногидрата делят на 3 равные части. Первую часть лактозы моногидрата помещают в фарфоровую ступку и растирают, чтобы закрыть поры ступки. Затем добавляют все количество сухого порошка исходного вещества, растирают полученную смесь с усилием, после чего порошок шпателем соскабливают со стенок ступки, затем повторяют растирание и соскабливание еще раз. Затем добавляют последовательно вторую и третью части лактозы моногидрата, повторяя с каждой частью описанные выше операции. Таким образом получают тритурацию С1. Затем аналогично вышеописанному процессу получают тритурацию С2 (добавляя к 99 частям лактозы 1 часть тритурации С1) и тритурацию С3 (добавляя к 99 частям лактозы 1 часть тритурации С2).
Последующее разведение С4 получают из 1 части тритурации С3 и 99 частей (сотенная шкала) 25% водного раствора этилового спирта, тщательно смешивают указанные компоненты до однородности, вертикально встряхивая закрытый флакон. Разведение С5 получают из 1 части разведения С4 и 99 частей 25% водного раствора этилового спирта, тщательно смешивая указанные компоненты до однородности, вертикально встряхивая. Получение необходимой степени разведения осуществляется посредствам повторения предыдущих действий соответственное количество раз.
Далее для получения релиз-активной формы порошка фазы Bi3TiNbO9, полученного после обжига, в виде смеси разведений, согласно данному примеру С12С30С50, готовят сотенные разведения по описанной выше технологии до разведения на 3 этапа сотенных разведений меньше, чем конечный раствор С12С30С50. Для этого разведения С9, С27 и С47 по одной части каждого разведения (в данном варианте объемное соотношение 1:1:1) вносят в одну емкость, содержащую 97 частей 70% водного раствора этилового спирта (для сотенного разведения). Далее полученную смесь последовательно дважды разводят в соотношении 1 к 100, используя на предпоследнем этапе приготовления 70% водный раствор этилового спирта, а на последнем этапе -36% водный раствор этилового спирта, тщательно смешивая указанные компоненты до однородности, вертикально встряхивая закрытый флакон с полученным раствором после каждого разведения. На последнем этапе получают модификатор - релиз-активную форму порошка фазы Bi3TiNbO9, полученного после обжига, полученную разведением указанного исходного вещества в 10012, 10030, 10050 раз, эквивалентной смеси сотенных разведений С12, С30, С50.
Пример 15.
Получение модифицированной пьезокерамики Bi3TiNbO9 по обычной керамической технологии.
Поликристаллические порошки фазы Bi3TiNbO9 (80 г. ), полученные согласно п. 1 примера 14 далее увлажняли модификатором (25 мл.), представляющим собой релиз-активную форму пьезоэлектрика фазы Bi3TiNbO9 полученного после обжига, в виде смеси сотенных разведений С12С30С50, полученным согласно п. 2 примера 14. Готовили раствор и увлажняли порошок в камере с ламинарным потоком в чистой окружающей среде со всеми мерами, предотвращающими риск загрязнения образца. Полученные увлажненные порошки сушили при +35°С не менее 6 часов до видимого испарения жидкости. Из полученных увлажненных модификатором порошков фазы Bi3TiNbO9были сформированы заготовки в виде цилиндрических таблеток диаметром 10 мм и толщиной 1-2 мм. Перед формованием в порошки для придания им пластичности добавляли ~5 масс. % пятипроцентного водного раствора поливинилового спирта (ПВС), при этом проводили перетирание порошков с ПВС в ступке для их гомогенизации.
Формование из порошков таблеток проводили одноосным давлением 200 кГ/см2 на ручном гидравлическом прессе Shimadzu с использованием набора соответствующих пресс форм.
Спекание полученных после формования заготовок проводили в воздушной атмосфере в печи СНОЛ 12/16 при 1413 К в течение 4 часов.
В результате были получены керамические образцы, имеющие форму цилиндрических дисков ∅10 х (1-2) мм, измеренная делением массы таблетки на ее объем плотность полученной керамики составляла ~80(5) % от максимально возможной плотности (беспористой керамики), так же называемой рентгеновской плотностью.
Пример 16.
Получение модифицированной пьезокерамики Bi3TiNbO9 методом горячего прессования.
Поликристаллические порошки фазы Bi3TiNbO9 (80 г.), полученные согласно п. 1 примера 14 далее увлажняли модификатором (25 мл.), представляющим собой релиз-активную форму пьезоэлектрика фазы Bi3TiNbO9 полученного после обжига, в виде смеси сотенных разведений С12С30С50, полученной согласно п. 2 примера 14. Готовили раствор и увлажняли порошок в камере с ламинарным потоком в чистой окружающей среде со всеми мерами, предотвращающими риск загрязнения образца.
Полученные увлажненные порошки Bi3TiNbO9 просушивали при температуре 150°С в течение 4 часов после чего их просеивали через сито 700 мкм. Далее из порошков приготавливали пресс-порошки путем введения в них 5 масс. % 5%-го водного раствора ПВС, тщательного перемешивания и просеивания через сито.
Полученный пресс-порошок загружали в пресс-форму для создания брикета. На установке ПГ-10 проводили прессовку брикетов под давлением 150 МПа. Были сформированы заготовки в виде цилиндров ∅50×10 мм.
Затем полученную заготовку спекали под давлением на установке горячего прессования УГП-2 с использованием засыпки из электрокорунда при температуре 1423 К и давлении 250-300 кг/см2 в течение 1-4 часов с получение модифицированной высокотемпературной пьезокерамической фазы Bi3TiNbO9.
Плотность синтезированной заготовки керамики, определенная на аналитических весах методом Архимеда, составляла 97-99% от рентгеновской.
Используемые в дальнейших исследованиях образцы были получены описанным выше способом:
1) образцы порошка фазы Bi3TiNbO9 (Пример 14 п. 1), обработанные РА фазы Bi3TiNbO9, полученного после обжига (Пример 14 п. 2);
2) образцы порошка фазы Bi3TiNbO9, обработанные РА лактозой;
3) образцы порошка фазы Bi3TiNbO9, обработанные 36,7% водным раствором этанола.
Необработанный порошок Bi3TiNbO9 использовали в исследованиях в качестве контрольных образцов.
Для электрофизических измерений, описанных в примерах 17-18, из полученных после горячего прессования цилиндрических заготовок вырезали пластины перпендикулярно базисным плоскостям, (или, что тоже самое -параллельно направлению приложенного при прессовании давления). Вырезанные пластины имели размеры 0,5×5×5 мм. После вырезания их отмывали в УЗ-ванне в дистиллированной воде и просушивали при температуре 673 К. На плоскости оснований полученных пластин для BTN путем вжигания Ag/Pd (70/3 0%) токопроводящей пасты при 1023-1223 К в течение 15-30 минут были нанесены токопроводящие электроды в виде круга диаметром 02,5 мм.
Пример 17.
Результаты рентгеновского фазового анализа всех полученных образцов.
Рентгеновский фазовый анализ (РФА) образцов Bi3TiNbO9 после их синтеза методом горячего прессования был выполнен на автоматизированном рентгеновском дифрактометре ДРОН-4 с использованием фильтрованного медного излучения и порошка кристаллов Ge в качестве внутреннего эталона (Фиг. 4). Повторные измерения дифрактограмм показали, что положения на них соответствующих друг другу брэгговских углов отражения 2Θ с точностью ±(0,01-0,02) совпадают.
Дифактограммы образцов по положению и интенсивностям рефлексов соответствуют литературным данным по фазе Bi3TiNbO9 [Powder Diffraction files of the International Centre for Diffraction Da-ta (ICDD) (1999)]. Все рефлексы дифрактограмм спеченных керамических образцов относятся к фазе Bi3TiNbO9 со структурой слоистого перовскита, примесных рефлексов заметной интенсивности не наблюдается. В этой связи можно заключить, что синтезированные образцы всех партий практически однофазны, они состоят из двухслойной (n=2) фазы Ауривиллиуса Bi3TiNbO9.
Полученные при индицировании параметры ромбической элементарной ячейки фазы соответствуют литературным данным по этой фазе. Проявление интенсивных рефлексов от плоскостей (001) от срезов, перпендикулярных оси горячего прессования, и существенное ослабление (или отсутствие) этих рефлексов на перпендикулярных им срезах указывает на то, что горячепрессованные образцы представляют собой планарные текстуры, в которых плоскости (001) кристаллитов ориентированы параллельно базисным плоскостям таблеток (перпендикулярно направлению давления при горячем прессовании).
Пример 18.
Результаты измерений пьезоэлектрического коэффициента d33
Поляризация образцов.
Поляризацию проводили в установке сжатого воздуха путем приложения к образцам электрического поля напряженностью 10 кВ/мм при температуре 200°С, выдержкой при этой температуре 15-30 минут и охлаждением до 50-60°С под полем. Такой режим оказался оптимальным для поляризации керамики Bi3TiNbO9.
Измерение пьезоэлектрического модуля d33.
Измерения пьезоэлектрического модуля d33 проводили методом колеблющейся механической нагрузки на приборе d33 meter YE2730A фирмы АРС, США (США) на частоте 110 Гц в области комнатной температуры на предварительно поляризованных образцах керамики.
Результаты выполненных измерений представлены в таблице 5. При этом каждое приведенное в таблице значение является усреднением 10 измерений на одном и том же образце.

Важно заметить, что средние значения d33 образцов серии 3 (12,7 пКл/Н) на 25% превышают средние значений d33 не модифицированных образцов.
Таким образом, использование заявленного модификатора приводит к повышению одного из основных параметров, характеризующих пьезоэлектрическую активность исследуемого образца.
Вывод:
Увеличение пьезоэлектрического коэффициента материала позволяет существенно улучшить все основные характеристики пьезопреобразователя на его основе. То есть уменьшить массу и соответственно инерционность преобразователя, увеличить его чувствительность и динамический диапазон. Это особенно важно в случае высокотемпературных пьезоэлектриков, подобных Bi3TiNbO9, которые используются для создания датчиков контроля параметров двигательных установок.
Пример 19.
Измерение пироэлектрического коэффициента.
Пироэлектрический коэффициент р(Х)=(∂Ps/∂T)X (Ps - спонтанная поляризация, X - механическое напряжение) определяли квазистатическим методом из результатов измерений температурной зависимости пироэлектрического тока Ip, индуцированного изменением температуры образца dT/dt:

q - пироэлектрический заряд, возникающий на электродах при изменении температуры образца, а - поверхностная плотность этого заряда, равная Ps.
Пироэлектрические токи измеряли электрометром В7-30, скорость изменения температуры задавали равной 0,3 К/с «измерителем температуры, регулирующим ИТР 2523» (ООО НЛП "Дана-Терм" Россия).»
Для автоматизации измерений использовались персональные компьютеры на базе процессора Pentium, модульная система сбора данных типа LTR фирмы «L-CARD» под управлением программного пакета LabView.
Результаты исследований представлены в таблице 6, при этом каждое приведенное в таблице значение является усреднением 10 измерений на одном и том же образце.

Модифицированный согласно настоящему изобретению Bi3TiNbO9 показывает изменение пироэлектрического коэффициента на 28% от не модифицированного образца.
Вывод:
Увеличение пироэлектрического коэффициента позволяет увеличить выходной сигнал (электрическое напряжение) практически пропорционально, не меняя конструкцию пироприемника, либо пропорционально уменьшить площадь пироприемника при заданном уровне выходного сигнала. В первом случае увеличивается чувствительность преобразователя, а во втором - уменьшаются его размеры и масса.
Полученные результаты характеризуют модифицированные керамики как перспективные для высокотемпературных применений, в частности, в качестве электроакустических преобразователей и датчиков для эксплуатации в условиях высоких температур. Применение заявленного изобретения, таким образом, позволяет расширить область применения керамик, а его относительная простота выполнения и внедрения делает его привлекательным для использования в различных областях науки и техники.
Реферат
Изобретение относится к технологии получения керамики, а именно к модификатору, изменяющему электрофизические и магнитные свойства высокотемпературной сверхпроводящей керамики или пьезокерамики. Модификатор представляет собой водный или водно-спиртовой раствор одного или нескольких компонентов шихты указанного керамического образца, керамического образца как такового, промежуточного продукта, полученного после стадии обжига соответствующего керамического образца, известного легирующего агента или их комбинацию, полученный путём многократного последовательного разведения исходного вещества в сочетании с внешним механическим воздействием – многократным встряхиванием каждого разведения. Для изменения электрофизических и магнитных свойств керамики сухую смесь шихты насыщают заявленным модификатором с последующим обжигом и спеканием согласно технологии получения соответствующей керамики. Изобретение обеспечивает получение модифицированной керамики, обладающей улучшенными электрофизическими и магнитными свойствами, без образования примесных дефектов в кристаллической структуре полученной керамики. 3 н. и 10 з.п. ф-лы, 4 ил., 6 табл., 19 пр.
Формула
Документы, цитированные в отчёте о поиске
Способ жидкофазного синтеза многокомпонентного керамического материала в системе zro-yo-gdo-mgo для создания электролита твердооксидного топливного элемента
Комментарии