Способ и устройство для обработки наружной поверхности с контрольным рабочим местом - RU2535280C2
Код документа: RU2535280C2
Чертежи





Описание
Изобретение касается устройства для обработки наружной поверхности изделий с круглым поперечным сечением и по меньшей мере частично электропроводящей наружной стенкой, содержащего множество обрабатывающих рабочих мест и транспортирующее устройство с удерживающими приспособлениями для захвата (удерживание) обрабатываемых изделий, при этом транспортирующее устройство выполнено для тактового перемещения захваченных соответствующим удерживающим приспособлением изделий от одного обрабатывающего рабочего места к следующему.
Изобретение касается, кроме того, контрольного рабочего места для устройства для обработки наружной поверхности изделий с круглым поперечным сечением и по меньшей мере частично электропроводящей наружной стенкой, а также способа обработки наружной поверхности изделий с круглым поперечным сечением и по меньшей мере частично электропроводящей наружной стенкой, включая этапы временного размещения обрабатываемых изделий на удерживающих приспособлениях транспортирующего устройства и тактовое перемещение транспортирующим устройством изделий, захваченных соответствующим удерживающим приспособлением, от одного обрабатывающего рабочего места к следующему.
Изделия с круглым поперечным сечением и по меньшей мере частично электропроводящей наружной стенкой представляют собой, например, металлические банки для напитков, изготовленные предпочтительно из алюминия или белой жести. Изделия предпочтительно выполнены осесимметричными, например, в виде цельных полоцилиндрических сосудов с одним открытым концом и одним закрытым концом. Предпочтительно обрабатывается лишь наружная стенка полого цилиндра, без обработки также и наружной поверхности закрытого конца.
Обработку поверхностей наружных стенок банок для напитков осуществляют обычно перед заполнением банки разливаемым продуктом и укупориванием банки баночной крышкой в вышеназванном устройстве для обработки наружной поверхности. Такими устройствами являются, например, аппараты поточного производства, в которых большое количество обрабатывающих рабочих мест предпочтительно с одинаковыми промежутками размещено вдоль направления перемещения изделий. Удерживающие приспособления для захвата изделий также предпочтительно с одинаковыми промежутками закреплены вдоль направления перемещения изделий, в результате чего захваченные удерживающими приспособлениями изделия параллельно обрабатываются соответствующими обрабатывающими рабочими местами и потактово перемещаются транспортирующим устройством к соответствующему следующему обрабатывающему рабочему месту. В каждом случае между поверхностью наружной стенки изделий и обрабатывающими рабочими местами существует промежуток, или зазор, величина которого, например, при обработке наружной поверхности банок для напитков, в зависимости от осуществляемой обработки может составлять менее 1 мм.
Время, определенное на обрабатывающих рабочих местах для обработки соответствующих изделий, соответствует продолжительности цикла, за исключением времени, требуемого для перемещения от одного обрабатывающего рабочего места к следующему, и является, поэтому, ограниченным.
Возможными этапами обработки на обрабатывающих рабочих местах являются, например, нанесение печатного рисунка, сушка и/или покрытие лаком изделий. Для осуществления этих этапов обработки обрабатывающие рабочие места снабжены соответствующими инструментами, или обрабатывающими компонентами. Этими инструментами, или компонентами, часто являются дорогостоящие прецизионные приборы, которые могут быть легко повреждены. В частности, при короткой продолжительности циклов и высокой скорости обработки на вышеназванных устройствах опять же возникают повреждения на обрабатывающих позициях, которые отрицательным образом приводят к нарушениям технологического процесса и простоям одного или нескольких обрабатывающих рабочих мест или всего устройства. Из-за этого времени простоя возникают большие издержки, точно так же, как из-за повышенного производственного брака и/или дорогостоящих ремонтных работ.
Задача настоящего изобретения заключается поэтому в предоставлении устройства и способа обработки наружной поверхности изделий с круглым поперечным сечением и по меньшей мере частично электропроводящей наружной стенкой, с помощью которых предотвращаются или устраняются один или несколько из вышеназванных недостатков.
Согласно изобретению данная задача решается посредством устройства вышеназванного типа, которое отличается тем, что одно из обрабатывающих рабочих мест представляет собой контрольное рабочее место, которое содержит источник напряжения, связанный с источником напряжения электрод и блок обработки результатов, при этом блок обработки результатов выполнен для определения изменения напряжения между электродом и соответствующим изделием, находящимся на контрольном рабочем месте.
В основе изобретения лежат сведения о том, что повреждения на обрабатывающих рабочих местах часто бывают вызваны неравномерностями, например выпуклостями, вмятинами или ямками, на поверхности наружной стенки или, соответственно, наружного контура обрабатываемого изделия. Из-за весьма узкого зазора между обрабатывающими рабочими местами и поверхностью наружной стенки изделий уже небольшие неравномерности на поверхности наружной стенки, или наружного контура изделий, например, менее ½ мм могут привести к повреждениям на обрабатывающих рабочих местах. Кроме того, эти неравномерности могут вести к тому, что не может быть гарантирована требуемая точность обработки соответствующих изделий, в результате чего производится повышенный выход бракованной продукции. В случае повреждения одного или нескольких обрабатывающих рабочих мест чаще всего требуется останов в работе устройства, который, наряду с затратами на ремонтные работы, может привести к высоким издержкам, вызванным простоем.
Например, расстояние между изделиями и печатающей головкой обрабатывающего рабочего места, выполненного как печатающий механизм для нанесения цифровым способом печатного рисунка на изделия, составляет примерно 0,6 мм ± 0,2 мм. Из-за неравномерностей на поверхности наружной стенки изделий расстояние может местами составлять менее 0,3 мм. Вследствие этого могут возникнуть повреждения обрабатывающего рабочего места, если, например, выпуклость на поверхности наружной стенки изделия коснется обрабатывающего рабочего места. Кроме того, может снизиться качество результатов обработки, если расстояние между поверхностью наружной стенки изделий и обрабатывающим рабочим местом слишком мало. Например, при цифровом печатающем механизме может достигаться лишь очень плохое качество печати, если расстояние между поверхностью наружной стенки изделия и печатающей головкой печатающего механизма составляет менее 0,25 мм.
Эти недостатки могут быть устранены благодаря предложенному устройству, поскольку, согласно изобретению, одним из обрабатывающих рабочих мест является контрольное рабочее место, предназначенное для определения неравномерностей на поверхности наружной стенки, или наружного контура изделий. Согласно изобретению контрольное рабочее место снабжено для этого источником напряжения, связанным с источником напряжения электродом и блоком обработки результатов. Благодаря источнику напряжения создается напряжение между соответствующим изделием, находящимся на контрольном рабочем месте, и связанным с источником напряжения электродом. Неравномерности на поверхности наружной стенки, или наружного контура изделий, приводят к изменениям напряжения между электродом и изделием. Согласно изобретению предусмотрен блок обработки результатов для того, чтобы определять эти изменения напряжения. Благодаря этому неравномерности на поверхности наружной стенки, или наружного контура изделий, могут быть обнаружены быстро и надежно, без необходимости непосредственного контакта между контрольным рабочим местом и поверхностью наружной стенки изделий.
В противоположность другим возможным решениям для определения неравномерностей поверхности, например, оптического определения посредством фотокамеры или определения посредством лазерного сканирования, преимущество настоящего изобретения заключается в том, что оно может быть реализовано простым и экономичным образом и без больших затрат может быть вмонтировано в сильно ограниченное пространство, имеющееся внутри устройства. Кроме того, предлагаемое контрольное рабочее место, в противоположность другим возможным решениям, способно обеспечить также надежное обнаружение в течение имеющегося весьма короткого промежутка времени.
Другое преимущество предлагаемого устройства заключается в том, что с индикацией изменений напряжения между электродом и соответствующим изделием, находящимся на контрольном рабочем месте, посредством блока обработки результатов формируются данные о структуре изделий, которые могут быть использованы в последующем процессе обработки.
Блок обработки результатов предпочтительно создается для того, чтобы обрабатывать обнаруженные изменения напряжения таким образом, чтобы можно было делать заключения о виде и/или размере неравномерностей в поверхности наружной стенки, или наружного контура изделий.
Контрольное рабочее место предпочтительно откалибровано таким образом, что неравномерности в поверхности наружной стенки изделий могут быть обнаружены с приростом высоты менее чем в 500 мкм. Кроме того, время обнаружения изменений напряжения и тем самым неравномерностей поверхности составляет предпочтительно менее 1 мкс.
Электрод в продольном направлении имеет предпочтительно ту же длину, что и соответствующее, находящееся на контрольном рабочем месте, изделие в продольном направлении. Таким образом может быть гарантировано, что изделие может быть проконтролировано по всей своей длине относительно неравномерностей в поверхности наружной стенки. Определенные банки для напитков в качестве обрабатываемых изделий, например, могут иметь длину или, соответственно, высоту, равную 160 мм, так что предпочтительна также соответствующая длина электрода для возможности охватывания всей длины или, соответственно, высоты банок для напитков.
Далее, контур электрода предпочтительно подогнан под контур обрабатываемых изделий, или может быть подогнан под контур обрабатываемых изделий. Таким образом, имеется возможность с помощью контрольного рабочего места проконтролировать разным образом сформированные изделия.
Контрольное рабочее место предпочтительно расположено перед одним или несколькими обрабатывающими рабочими местами, благодаря чему неравномерности в поверхности наружной стенки изделий могут быть обнаружены прежде, чем изделия будут обрабатываться на следующих обрабатывающих рабочих местах. Благодаря этому последующая обработка предпочтительно приостанавливается и/или изделия с неравномерностями отсортировываются, если обнаруженные неравномерности превышают определенную величину, в частности, если поверхность наружной стенки изделий имеет выпячивания или выпуклости, которые по величине больше расстояния между поверхностью наружной стенки изделий и обрабатывающими рабочими местами. В частности, предпочтительно, что одно из обрабатывающих рабочих мест представляет собой печатающий механизм, который по направлению перемещения транспортирующего устройства расположен перед контрольным рабочим местом и который выполнен таким образом, чтобы на поверхность соответствующего изделия, находящегося на печатающем механизме, наносить жидкую краску. Такой печатающий механизм имеет высокочувствительные печатающие головки, находящиеся в очень узком промежутке над поверхностью наружной стенки соответствующего изделия, находящегося на печатающем механизме. Неравномерности в поверхности наружной стенки изделий могут вызвать на печатающем механизме большие повреждения и могут привести к низкокачественным результатам печати, вследствие чего установка предлагаемого контрольного рабочего места перед печатающим механизмом является особенно предпочтительной.
Блок обработки результатов предпочтительно выполнен для генерирования сигнала, если обнаружено изменение напряжения между электродом и соответствующим изделием, находящимся на контрольном рабочем месте, и/или если изменение напряжения, обнаруженное между электродом и соответствующим изделием, находящимся на контрольном рабочем месте, превышает определенное предельное значение или не достигает его.
Определенное предельное значение, которое не должно быть превышено или не достигнуто, или, соответственно, выдерживаемый диапазон предельных значений, выбирается предпочтительно таким образом, чтобы некритические неравномерности не приводили к появлению сигнала и соответственно удалению изделия, а критические неравномерности, то есть такие, которые могли бы привести к повреждениям или потере качества, приводили бы к генерированию сигнала.
Особо предпочтительная мера при обнаружении изменения напряжения и/или при отклонении обнаруженного изменения напряжения от определенного предельного значения, или предельных значений, заключается в том, чтобы удалить соответствующее изделие, вызвавшее изменение напряжения, с удерживающего приспособления. Это может быть осуществлено преимущественно путем сталкивания изделия с удерживающего приспособления с помощью сжатого воздуха. Преимущество предлагаемого удаления изделия с неравномерностями в поверхности наружной стенки заключается в том, что не требуется прерывания обработки изделий устройством и одновременно может быть предотвращено повреждение устройства изделием с неравномерностями в поверхности наружной стенки. Благодаря этому могут быть предотвращены простои и связанные с этим расходы из-за прерывания работы устройства как на основании повреждений обрабатывающих рабочих мест, так и на основании прерывания обработки, вызванного обнаружением изделий с неравномерностями в поверхности наружной стенки.
Особое преимущество заключается в том, что в качестве диэлектрика между электродом и соответствующим изделием, находящимся на контрольном рабочем месте, используется воздух. Благодаря этому можно отказаться от подачи к контрольному рабочему месту других диэлектриков, таких, например, как жидкие электролиты.
Далее, контрольное рабочее место предпочтительно содержит средства для установки (регулировки) расстояния между электродом и соответствующим изделием, находящимся на контрольном рабочем месте. Путем изменения расстояния от электрода до поверхности наружной стенки соответствующего изделия контрольного рабочего места может быть приспособлено для различных изделий и расстояние выбирается таким образом, чтобы безопасные, в частности, очень малые неравномерности в поверхности наружной стенки изделий могли пропускаться контрольным рабочим местом. При контрольной проверке банок для напитков расстояние между электродом и поверхностью наружной стенки банки для напитков устанавливается равным примерно 300 мкм. Электрод предпочтительно подогнан под контур объекта, при этом расстояние между объектом и электродом предпочтительно является постоянным.
Источником напряжения предпочтительно является источник постоянного напряжения, более предпочтительно высоковольтный источник постоянного напряжения. Предпочтительно, что к электроду приложено регулируемое высокое напряжение, составляющее приблизительно от 200 до 800 вольт постоянного напряжения. Кроме того, источник напряжения выполнен предпочтительно высокоомным, чтобы из соображений безопасности формировать по возможности невысокий ток утечки, предпочтительно в микроамперном диапазоне.
Из-за неравномерностей в поверхности наружной стенки изделий, например неровностей, вспучиваний или вмятин, расстояние между электродом и изделием изменяется, в результате чего создается электрическая дуга между изделием и электродом и возникает короткое замыкание и происходит электрический разряд, в частности пробой, между электродом и изделием. Путем постоянного измерения приложенного высокого напряжения, которое при равномерной поверхности наружной стенки изделий является по существу постоянным, изменения напряжения могут быть распознаны посредством электрического разряда на основании неравномерностей поверхности. Путем надлежащего выбора расстояния от изделия до электрода и высокого напряжения может быть определен предел, в частности предельное значение, с которого обнаруживаются неравномерности в поверхности наружной стенки изделий.
Кроме того, контрольное рабочее место выполнено предпочтительно для определения изменений напряжения между электродом и соответствующим изделием, находящимся на контрольном рабочем месте, без необходимости непосредственного соприкосновения электрода с соответствующим изделием, находящимся на контрольном рабочем месте. Благодаря этому возможно обнаружение не только таких неравномерностей в поверхности наружной стенки изделий, которые по величине больше расстояния между электродом и соответствующим изделием, находящимся на контрольном рабочем месте, и тем самым приводят к контактному обнаружению, но и возможно обнаружение таких неравномерностей в поверхности наружной стенки изделий, которые по величине меньше расстояния между электродом и соответствующим изделием, находящимся на контрольном рабочем месте, и лишь сужают это расстояние и обнаруживаются бесконтактным образом. Таким образом, возможно более точное обнаружение различных неравномерностей в поверхности наружной стенки изделий. Тем самым возможно как контактное, так и бесконтактное определение изменений напряжения между электродом и соответствующим изделием, находящимся на контрольном рабочем месте.
Удерживающее приспособление предпочтительно выполнено таким образом, что соответствующее изделие, удерживаемое удерживающим приспособлением, является заземленным, когда оно находится на контрольном рабочем месте.
Электрод выполнен предпочтительно в виде гребенчатого электрода с множеством вершин гребенки, при этом предпочтительно расстояние между двумя соседними вершинами гребенки составляет менее 1 мм, в частности примерно 0,5 мм. Выполнение электрода в виде гребенки является особо предпочтительным для того, чтобы концентрировать электрическое поле на вершинах электрода, предпочтительно обращенных к изделию. Кроме того, преимущество выполнения электрода в виде гребенчатого электрода заключается в том, что между гребенкой и изделием на вершинах гребенки существует более высокий потенциал и возможно более легкое распознавание изменения расстояния.
Удерживающие приспособления предпочтительно выполнены с возможностью вращения соответствующего удерживаемого изделия вокруг соответствующей оси вращения. В частности, в случае осесимметричных изделий предпочтительно вращать их на соответствующих удерживающих приспособлениях, благодаря чему обрабатывающие рабочие места могут быть выполнены неподвижными и одновременно может обрабатываться вся наружная поверхность осесимметричных изделий. В случае банок для напитков обрабатываемая, или контролируемая, поверхность длины или, соответственно, высоты банки для напитков умножена на ее объем. При использовании электрода, предпочтительно подогнанного под длину, соответственно, высоту банки для напитков, путем вращения банки для напитков может предпочтительным образом контролироваться вся наружная стенка банки для напитков. Скорость вращения изделий на соответствующих удерживающих приспособлениях составляет предпочтительно приблизительно 300 об/мин. В частности, при таких высоких скоростях вращения предпочтительно, чтобы предлагаемое контрольное устройство функционировало с очень коротким временем обнаружения, составляющим менее 1 мкс при 300 об/мин.
Еще одним аспектом изобретения является контрольное рабочее место устройства для обработки наружной поверхности изделий с круглым поперечным сечением и по меньшей мере частично электропроводящей наружной стенкой, отличающееся тем, что контрольное рабочее место содержит источник напряжения, связанный с источником напряжения электрод и блок обработки результатов, при этом блок обработки результатов выполнен для определения изменений напряжения между электродом и соответствующим изделием, находящимся на контрольном рабочем месте. Контрольное рабочее место может быть предпочтительно усовершенствовано описанными ранее, отнесенными к конструкции контрольного рабочего места признаками или комбинациями признаков.
Предлагаемое контрольное рабочее место и его усовершенствованные варианты пригодны, в частности, для применения в устройстве для обработки наружной поверхности изделий с круглым поперечным сечением и по меньшей мере частично электропроводящей наружной стенкой, в частности, в описанном выше устройстве или одном из его усовершенствованных вариантов.
Еще один аспект изобретения заключается в названном выше способе обработки наружной поверхности изделий с круглым поперечным сечением и по меньшей мере частично электропроводящей наружной стенкой, отличающемся этапами создания напряжения между электродом и соответствующим изделием, находящимся на обрабатывающем рабочем месте, выполненном как контрольное рабочее место, обнаружения изменений напряжения между электродом и соответствующим изделием, находящимся на обрабатывающем рабочем месте, выполненном как контрольное рабочее место.
Предлагаемый способ может быть усовершенствован посредством этапа использования воздуха в качестве диэлектрика между электродом и соответствующим изделием, находящимся на контрольном рабочем месте.
Кроме того, способ может быть усовершенствован посредством этапов генерирования сигнала в том случае, если обнаружено изменение напряжения между электродом и соответствующим изделием, находящимся на контрольном рабочем месте, и/или если изменение напряжения, обнаруженное между электродом и соответствующим изделием, находящимся на контрольном рабочем месте, превышает предельное значение или не достигает его.
Далее способ может быть усовершенствован посредством стадии установки расстояния между электродом и соответствующим изделием, находящимся на контрольном рабочем месте.
Далее, способ может быть усовершенствован благодаря тому, что сформированное напряжение является постоянным напряжением, предпочтительно высоковольтным постоянным напряжением.
Способ может быть усовершенствован также посредством этапа заземления соответствующего изделия, находящегося на контрольном рабочем месте.
Способ может быть усовершенствован далее посредством этапа вращения удерживаемого изделия вокруг оси вращения.
Способ может быть также усовершенствован посредством этапа определения изменений напряжения между электродом и соответствующим изделием, находящемся на контрольном рабочем месте, без необходимости соприкосновения электрода с соответствующим изделием, находящимся на контрольном рабочем месте.
В отношении преимуществ, вариантов осуществления и деталей осуществления других этих аспектов изобретения и его усовершенствованных вариантов следует принять во внимание описанные перед этим соответствующие аспекты предлагаемого устройства, существенные для дальнейших соответствующих аспектов изобретения.
Предпочтительный вариант осуществления изобретения описан в качестве примера на основании прилагаемых чертежей. Представляют:
Фиг.1 - схематическое изображение конструктивной формы предлагаемого контрольного рабочего места и банки для напитков.
Фиг.2 - вид сбоку конструктивной формы предлагаемого контрольного рабочего места с банкой для напитков.
Фиг.3 - трехмерное изображение конструктивной формы, представленной на Фиг.2, без банки для напитков.
Фиг.4а - электрод в конструктивной форме, представленной на Фиг.2 и 3.
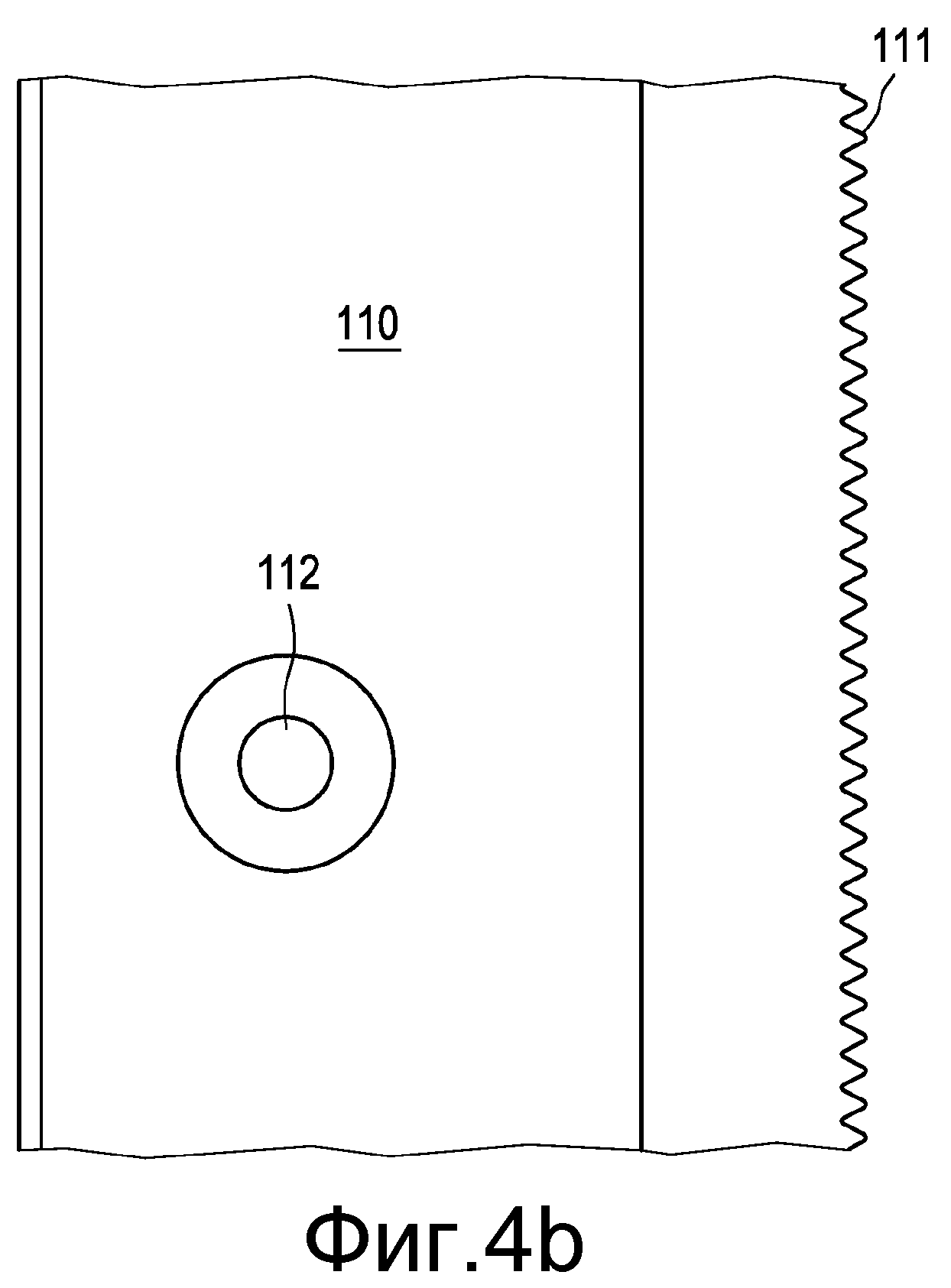
Фиг.4b - увеличенная часть электрода, представленного на Фиг.4а.
Фиг.5 - следующее трехмерное изображение конструктивной формы, представленной на Фиг.2 и 3.
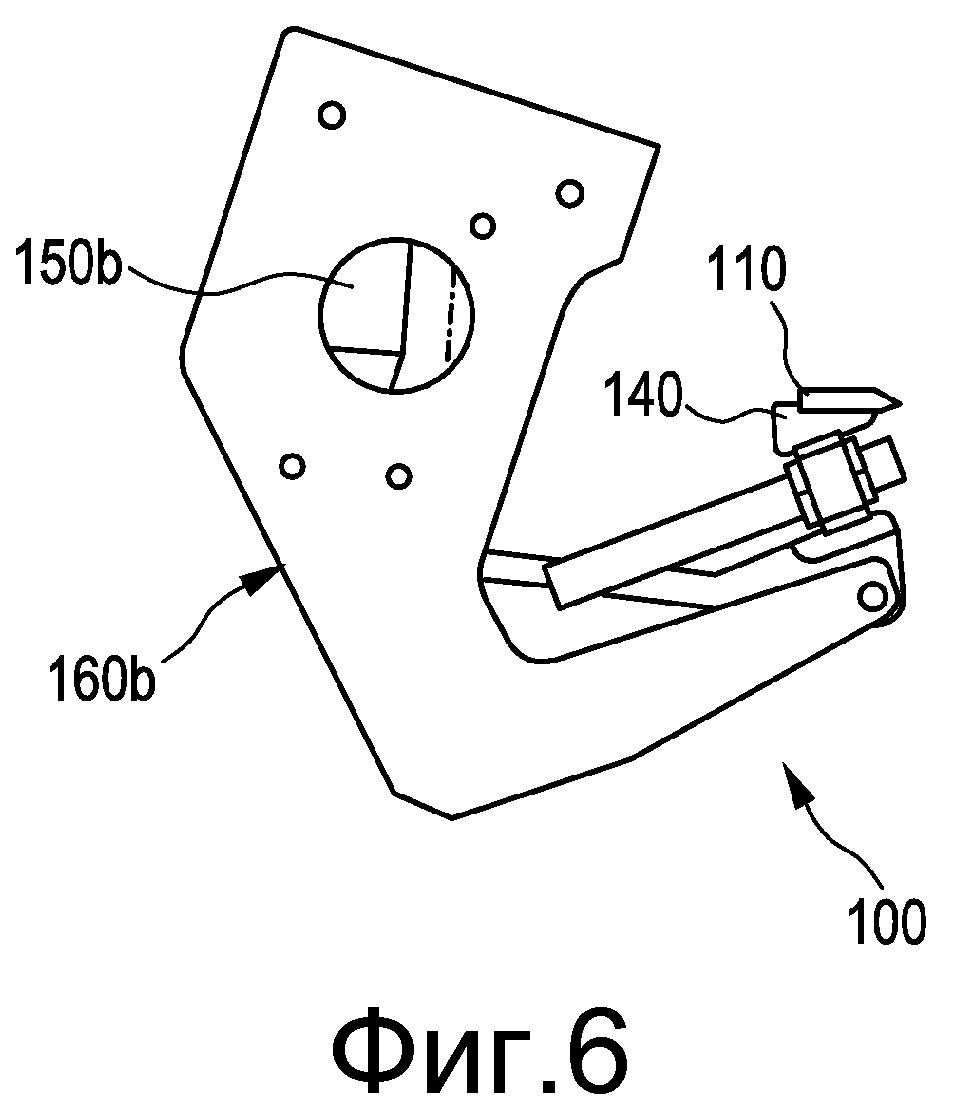
Фиг.6 - вид сбоку конструктивной формы, представленной на Фиг.2, 3 и 5.
Фиг.7 - вид сзади конструктивной формы, представленной на Фиг.2, 3, 5 и 6.
На Фиг.1 показано, что контрольное рабочее место 100 для определения неравномерностей наружной поверхности банки 200 для напитков содержит электрод 110, размещенный на близком расстоянии от банки 200 для напитков и соединенный с источником 120 постоянного напряжения и блоком 130 обработки результатов. Источник 120 постоянного напряжения вырабатывает преимущественно высокое напряжение, составляющее приблизительно 800 В. Банка 200 заземлена. Между электродом 110 и банкой 200 для напитков присутствует воздух в качестве диэлектрика. Согласно изобретению между электродом 110 и банкой 200 для напитков посредством источника 120 постоянного напряжения создается электрическое поле, благодаря чему при появлении неравномерностей в поверхности наружной стенки банки 200 для напитков блоком 130 обработки результатов может быть обнаружено изменение напряжения и тем самым могут быть распознаны неравномерности наружной поверхности. Блок 130 обработки результатов непрерывно измеряет приложенное к электроду 110 высокое напряжение и фиксирует отклонения в этом напряжении.
Как можно видеть из Фиг.2, 3 и 5-7, электрод 110 размещен на изоляторе 140, который, в свою очередь, расположен в креплении 160а,b. Крепление 160а,b содержит средства 150а,b, например индикаторы, для установки расстояния между электродом 110 и банкой 200 для напитков. Таким образом, расстояние между электродом 110 и банкой 200 для напитков может быть установлено точно для требуемых типовых условий. Расстояние между электродом 110 и банкой 200 для напитков составляет предпочтительно приблизительно 300 мкм.
Банка 200 предпочтительно установлена с возможностью вращения, при этом скорость вращения составляет предпочтительно 300 об/мин.
Если расстояние между банкой 200 для напитков и измерительным электродом 110 уменьшается из-за неравномерностей, например выпуклостей поверхности наружной стенки банки 200 для напитков, то происходит электрический разряд, или пробой, между электродом 110 и банкой 200 для напитков, следствием чего является падение напряжения, обнаруживаемое блоком обработки результатов. При этом путем изменения расстояния могут быть обнаружены также неравномерности, величина которых меньше расстояния между электродом 110 и банкой 200 для напитков, то есть возможно также бесконтактное обнаружение неравномерностей. Блок обработки результатов предпочтительно передает это изменение напряжения посредством сигнала на основную систему управления, предпочтительно на систему программного управления от запоминающего устройства. Величина падения напряжения, при котором должен генерироваться сигнал, является предпочтительно регулируемой. Основная система управления устройства инициирует при соответствующем падении напряжения, например, удаление изделия, вызвавшего падение напряжения, или прерывание работы устройства. Время обнаружения неравномерности наружной поверхности составляет предпочтительно примерно 1 мкс или менее.
Удаление изделия, в частности банки 200 для напитков, с неравномерностями наружной поверхности осуществляется предпочтительно путем сбрасывания банки 200 для напитков с ее крепления посредством сжатого воздуха.
Как видно из Фиг.4а и 4b, электрод 110 выполнен предпочтительно в виде гребенчатого электрода с множеством вершин 111 гребенки, которые предпочтительно размещены на расстоянии приблизительно 0,5 мм друг от друга. Гребенчатый электрод является особо предпочтительным, поскольку между вершинами гребенки электродов и банкой существует повышенный потенциал и легче обнаружить изменение расстояния. Электрод 110 содержит, кроме того, удерживающие средства 112 для закрепления электрода на контрольном рабочем месте, в частности на изоляторе 140. Электрод 110 по своей продольной длине соответствует по существу продольной длине банки 200 для напитков, как это можно видеть в схематическом изображении на Фиг.1.
Кроме того, контур электрода 110 предпочтительно подогнан или может быть подогнан под контур банки 200 для напитков или другого изделия, благодаря чему контрольным рабочим местом могут быть проконтролированы изделия, имеющие различную форму.
Реферат
Изобретение касается устройства для обработки наружной поверхности изделий с круглым поперечным сечением и по меньшей мере частично электропроводящей наружной стенкой, содержащего множество обрабатывающих рабочих мест и транспортирующее устройство с удерживающими приспособлениями для захвата обрабатываемых изделий, при этом транспортирующее устройство выполнено с возможностью тактового перемещения захваченных соответствующим удерживающим приспособлением изделий от одного обрабатывающего рабочего места к следующему. Одно из обрабатывающих рабочих мест представляет собой контрольное рабочее место, которое содержит источник напряжения, связанный с источником напряжения электрод и блок обработки результатов, при этом блок обработки результатов выполнен для определения изменений напряжения между электродом и соответствующим изделием, находящимся на контрольном рабочем месте. Предложенное устройство уменьшает производственный брак. 4 н. и 17 з.п. ф-лы, 7 ил.
Формула
а. множество обрабатывающих рабочих мест и
b. транспортирующее устройство с удерживающими приспособлениями для захвата обрабатываемых изделий, при этом транспортирующее устройство выполнено с возможностью тактового перемещения захваченных соответствующим удерживающим приспособлением изделий от одного обрабатывающего рабочего места к следующему, отличающееся тем, что одно из обрабатывающих рабочих мест выполнено в виде контрольного рабочего места, содержащего источник напряжения, связанный с источником напряжения электрода и блок обработки результатов, при этом блок обработки результатов выполнен с возможностью определения изменений напряжения между электродом и соответствующим изделием, находящимся на контрольном рабочем месте.
а. временно размещают обрабатываемые изделия на удерживающих приспособлениях транспортирующего устройства,
b. потактово перемещают удерживаемые соответствующим удерживающим приспособлением изделия от одного обрабатывающего рабочего места к следующему посредством транспортирующего устройства,
отличающийся этапами, на которых:
- создают напряжение между электродом и соответствующим изделием, находящимся на обрабатывающем рабочем месте, выполненном как контрольное рабочее место,
- определяют изменения напряжения между электродом и соответствующим изделием, находящимся на обрабатывающем рабочем месте, выполненном как контрольное рабочее место.
- применяют воздух в качестве диэлектрика между электродом и соответствующим изделием, находящимся на контрольном рабочем месте.
- регулируют расстояние между электродом и соответствующим изделием, находящимся на контрольном рабочем месте.
- определяют изменения напряжения между электродом и соответствующим изделием, находящимся на контрольном рабочем месте, без необходимости соприкосновения электрода с соответствующим изделием, находящимся на контрольном рабочем месте.
- определяют изменения напряжения между электродом и соответствующим изделием, находящимся на контрольном рабочем месте, без необходимости соприкосновения электрода с соответствующим изделием, находящимся на контрольном рабочем месте.
Комментарии