Устройство для формования керамических изделий методом шликерного литья - RU2623393C2
Код документа: RU2623393C2
Описание
Изобретение относится к области порошковой металлургии, а именно к устройствам для формования керамических изделий методом шликерного литья, и может быть использовано при изготовлении трубчатых изделий, например, из карбида кремния, применяемых в качестве пеналов для длительного захоронения радиоактивных отходов.
Известно устройство для формования керамических изделий методом шликерного литья, включающее наружный влагопоглащающий слой материала на металлическом перфорированном каркасе, внутренний формообразующий сердечник, систему их взаимной установки с определенным зазором и уклоном, систему подачи и подпитки шликера. Формообразующими поверхностями изготавливаемого изделия являются влагопоглащающий слой материала на металлическом перфорированном каркасе, а на внутренней поверхности - формообразующий сердечник (см. патент RU 2452618, МПК В28В 1/26, 2010). Недостатком этого устройства является возникновение несплошностей, расслоений и разноплотностей по высоте при изготовлении длинномерных трубчатых керамических изделий, что приводит к браку получаемых изделий.
Наиболее близким к заявленному изобретению по технической сущности и достигаемому результату - прототипом является устройство для формования керамических изделий методом шликерного литья, состоящее из внешней обечайки, выполненной из листовой стали, перфорированной отверстиями в количестве, занимающем площадь боковой поверхности обечайки 30-40% и внутреннего формообразующего сердечника. Изнутри перфорированная отверстиями обечайка покрыта фильтровальной бумагой. Для ускорения процесса фильтрации жидкой фракции может использоваться вакуум (см. А.Г. Добровольский. Шликерное литье. Издание второе, переработанное и дополненное. М.: Металлургия, 1977, с. 92-94).
Недостатком известного устройства для формования керамических изделий методом шликерного литья является высокий брак при изготовлении изделий трубчатой формы. Возникновение брака при изготовлении изделий трубчатой формы связано с тем, что после заливки в известное устройство шликера отток жидкой фракции происходит равномерно по всей высоте обечайки, т.к. отверстия в обечайке распределены равномерно по всей ее высоте. После достижения содержания жидкой фракции в шликере около 10% из-за приобретения вязкости, перемещение заготовки в вертикальном направлении прекращается, а отток жидкой фракции продолжается. Это приводит к тому, что происходят неоднородные объемные изменения плотности формуемого изделия по высоте и его расслоение на боковой поверхности, преимущественно, в средней по высоте части. Расслоения или несплошности по высоте более 1 мм, что устанавливаются визуально, являются браковочным признаком. При изготовлении керамических изделий трубчатой формы с использованием известного устройства для формования брак достигает 25-30%.
Целью данного изобретения является снижение брака при формовании керамических изделий трубчатой формы методом шликерного литья.
Поставленная цель достигается тем, что устройство для формования керамических изделий методом шликерного литья, содержащее внешнюю обечайку, выполненную из листовой стали, перфорированную отверстиями, и внутренний формообразующий сердечник, а внутренняя поверхность перфорированной отверстиями обечайки покрыта слоем фильтровальной бумаги, отличается тем, что площадь отверстий на перфорированной обечайке увеличивается по высоте от 35% на верхней части до 65% на нижней части обечайки, причем, площадь отверстий распределена дискретно по перфорированной обечайке, длина каждого дискретного участка равна 50 мм, а число дискретных участков равно отношению длины изделия к длине дискретного участка, на каждом из которых площадь отверстий увеличивается на величину, равную разности площади отверстий нижней и верхней части обечайки, отнесенной к количеству дискретных участков в %.
Причинно-следственная связь между существенными признаками заявленного изобретения и достижением поставленной цели заключается в следующем.
Неравномерное по площади отверстий перфорирование по высоте внешней обечайки приводит к неравномерному обеднению по высоте шликера от жидкой фракции и, соответственно, его вязкости. Нижние слои шликера обедняются быстрей верхних слоев, менее обедненных жидкой фракцией, сохраняя способность оседать на нижерасположенных слоях, и, таким образом, исключается расслоение шликерной массы в процессе ее обезвоживания при формовании изделия трубчатой формы. Изменение площади перфорированных отверстий по высоте обечайки установлено экспериментально и в указанных пределах (35%) в верхней части и (65%) в нижней части обечайки, позволяет существенно сократить брак при изготовлении изделий трубчатой формы методом шликерного литья.
Пример
Изготавливали трубчатое изделие из карбида кремния методом шликерного литья. Диаметр трубы составлял 500 мм, длина 1,5 м и толщина стенок 40 мм. Устройство для формования изделий представляло собой внешнюю обечайку, выполненную из перфорированной стали с диаметром отверстий 5 мм, и внутреннюю обечайку, установленную с зазором между внешней обечайкой 40 мм. Внутренняя поверхность перфорированной обечайки покрыта фильтровальной бумагой. Площадь отверстий распределена дискретно по длине перфорированной обечайки, величина (длина) дискретного участка составляла 50 мм, число дискретных участков ровнялось 30, на каждом из дискретных участков площадь отверстий составляла на верхнем дискретном участке - 35% площади, на нижнем - 65%, и площадь отверстий на каждом участке увеличивалась на величину, равную разности площади отверстий нижней и верхней части обечайки, отнесенной к количеству дискретных участков, т.е. последовательно, начиная со второго участка.
Устройство работает следующим образом.
Шликер готовили перемешиванием в мельнице следующих компонентов:
порошок карбида кремния, крупностью М 40-70% вес, жидкая фаза - 30% вес.
Состав жидкой фазы 70% вес. - фурфуриловый спирт; 28% вес. - вода; 2% вес. фосфорная кислота.
Тщательно перемешанную массу (шликер) заливали в пространство между обечайками, вибрировали в течение 30 минут и оставляли на сушку. Сушку проводили в течение 2 суток. В этот период проходила частичная полимеризация фурановых полимеров. Излишки жидкой фракции стекали через перфорированные отверстия во внешней обечайке. Завершение процесса полимеризации проводили при 200°C. Потеря массы составляла 15% от исходной массы жидкой фракции. После окончания процесса полимеризации керамическое изделие состояло из: 75-85% вес. карбид кремния и 15-25% вес. - фурановый полимер.
Завершающей стадией изготовления трубчатого изделия из карбида кремния являлся карбонизирующий отжиг при температуре 900°C.
После извлечения трубчатого изделия исследовалась его поверхность визуально на наличие трещин и расслоений. Отбраковочным признаком являлось наличие трещин, расслоений и несплошностей шириной более 1 мм и протяженностью более 100 мм.
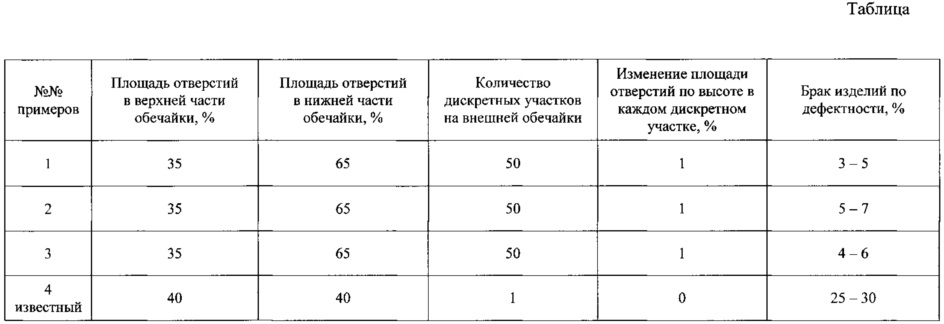
В таблице приведены примеры исполнения предложенного устройства для формования керамических изделий методом шликерного литья на граничные и промежуточные значения его параметров (примеры 1-3) в сопоставлении с известным устройством (пример 4) при изготовлении трубчатых изделий из карбида кремния.
Из приведенных примеров следует, что предложенное устройство для формования керамических изделий методом шликерного литья обеспечивает в сравнении с известным устройством снижение брака изготавливаемых керамических изделий трубчатой формы.
Реферат
Изобретение относится к устройствам для формования керамических изделий методом шликерного литья и может быть использовано при изготовлении трубчатых изделий, например, из карбида кремния, применяемых в качестве пеналов для длительного захоронения радиоактивных отходов. Устройство для формования керамических изделий методом шликерного литья содержит внешнюю обечайку, выполненную из листовой стали, перфорированную отверстиями, и внутренний формообразующий сердечник. Внутренняя поверхность перфорированной отверстиями обечайки покрыта слоем фильтровальной бумаги. Площадь отверстий на перфорированной обечайке увеличивается по высоте от 35% на верхней части до 65% на нижней части, причем площадь отверстий распределена дискретно по перфорированной обечайке, при этом длина каждого дискретного участка равна 50 мм, а число дискретных участков равно отношению длины изделия к длине дискретного участка, на каждом из которых площадь отверстий увеличивается на величину, равную разности площади отверстий нижней и верхней части обечайки, отнесенной к количеству дискретных участков в процентах. Технический результат – повышение однородности отливок, снижение брака при формировании керамических изделий трубчатой формы методом шликерного литья. 1 пр., 1 табл.
Комментарии