Способ и машина для изготовления изделий, сделанных из керамического или металлического материала, посредством технологии аддитивного производства - RU2701263C1
Код документа: RU2701263C1
Чертежи


Описание
Настоящее изобретение относится к способу и машине для изготовления сырых изделий, сделанных по меньшей мере из одного материала, выбранного из керамических материалов и металлических материалов с использованием технологии аддитивных процессов, упомянутые сырые изделия затем подвергаются операции удаления связующего и операции спекания для получения готовых изделий.
Технология аддитивных процессов или аддитивного производства, также называемой стереолитографией, обычно содержит следующие этапы для получения сырых керамических изделий:
- построение посредством компьютерного проектирования компьютерной модели изготавливаемого изделия, размеры модели немного превышают размеры изготавливаемого изделия, чтобы учесть усадку керамического материала во время изготовления изделия; и
- изготовления изделия посредством технологии аддитивного производства, включающее в себя:
- образование на жесткой опоре первого слоя фотоотверждаемой композиции, обычно содержащей по меньшей мере один керамический материал, по меньшей мере один фотоотверждаемый мономер и/или олигомер, по меньшей мере один фотоинициатор и, если требуется, по меньшей мере один пластификатор и/или по меньшей мере один растворитель и/или меньшей мере один дисперсант;
- отверждение первого слоя фотоотверждаемой композиции путем облучения (посредством лазерного сканирования свободной поверхности упомянутого слоя или диодной проекционной системой) в соответствии с образцом, определенным из модели упомянутого слоя, формируя первый ярус;
- формирование на первом ярусе второго слоя фотоотверждаемой композиции;
- отверждение второго слоя фотоотверждаемой композиции путем облучения в соответствии с образцом, определенным для упомянутого слоя; формируя второй ярус, это облучение выполняется таким же образом, что и первый слой;
- при необходимости, повторение вышеупомянутых этапов до получения сырого изделия.
Затем для получения законченного изделия сырое изделие очищается для удаления неотвердевшей композиции; из очищенного сырого изделия удаляется связующее; и очищенное и освобожденное от связующего сырое изделие подвергается спеканию для получения готового изделия.
Такие же операции выполняются в случае применения металлического материала.
Изготовление сырых изделий, сделанных из керамического материала или металлического материала, имеющих конкретные формы, может создавать трудности.
(1) В данный момент, когда они построены, изделия размещаются в блоке неотвержденной пасты, что требует поиска твердого изделия, которое расположено в липкой пасте, а затем промывки изделия, например, путем опрыскивания его химическим веществом, чтобы удалить эту липкую пасту.
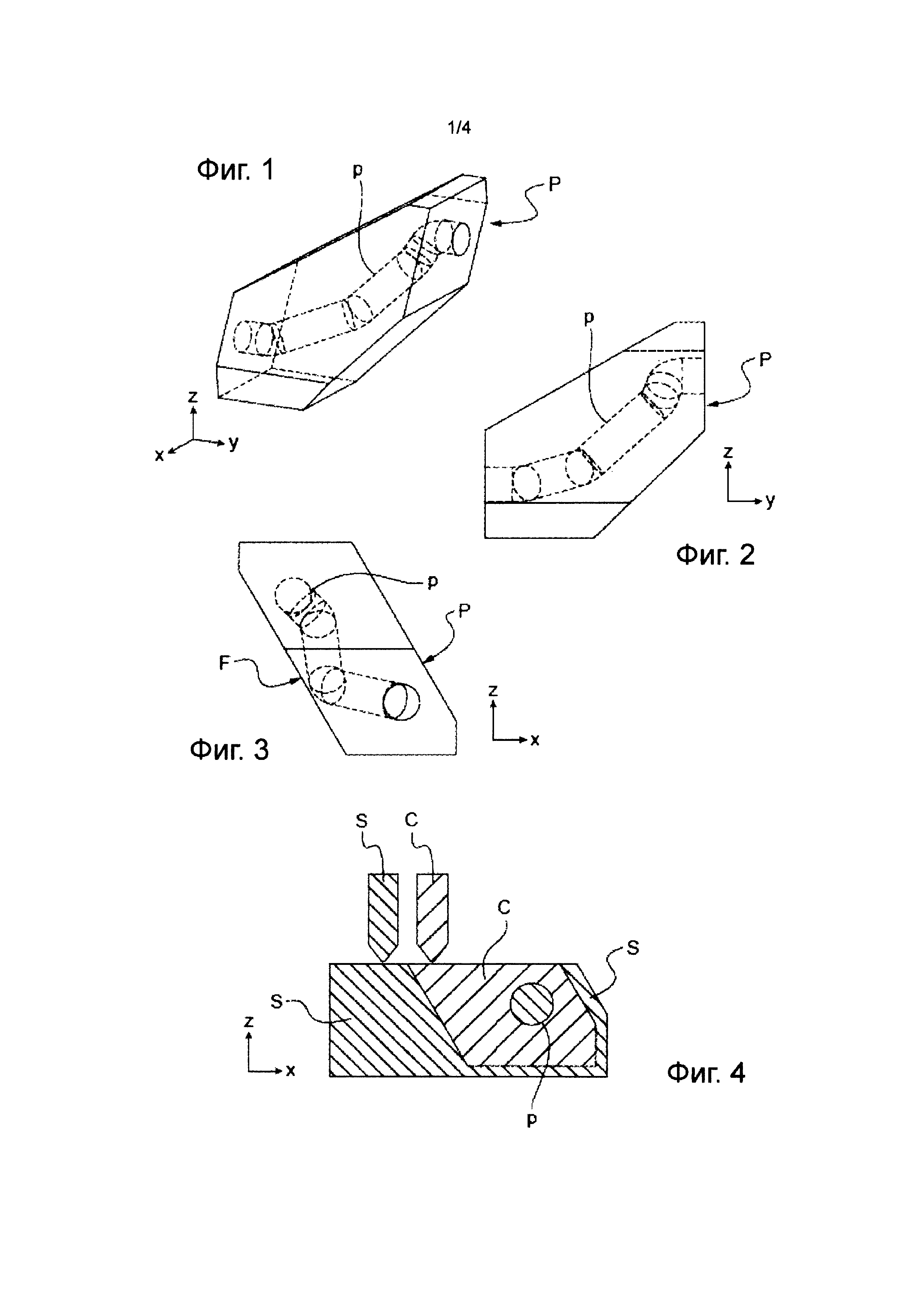
(2) Изготавливаемые изделия могут иметь по меньшей мере одну заделанную одним концом часть, которую необходимо поддерживать во время изготовления. Со ссылками на фиг. 1-3 прилагаемых чертежей, которые демонстрируют изготавливаемое изделие Р, для которого, независимо от его ориентации, всегда будет поверхность F, которую необходимо поддерживать во время его изготовления, иначе изделие разрушится.
(3) Изготавливаемые изделия могут иметь проходы р с трехмерной геометрией, как в случае изделия Р на фиг. 1-3. Этот проход нельзя правильно очистить, так как нет инструментов, адаптированных для этой геометрии.
Компания-заявитель искала решение этих проблем и обнаружила, что построение изделия внутри оболочки или корпуса, изготовленного из абляционного материала, который состоит только из органической части керамической или металлической фотоотверждаемой композиции, позволяет:
- получить после облучения каждого слоя отвердевший блок абляционного материала, в котором заключено искомое изделие, из блока будет просто удалено связующее, чтобы получить изделие; очистка изделия таким образом оптимизируется, так как больше не надо искать изделие в пасте и очищать изделие, используя химическое вещество;
- в случае изделий, имеющих консольные поверхности и таким образом склонных к разрушению во время их построения, гарантировать, что оболочка или корпус отвержденного абляционного материала благоприятно создаст искомую опору;
- в случае изделий, имеющих полые части или проходы, ведущие к их поверхности и затруднительные, даже невозможные, для правильной очистки, способствовать освобождению этих пространств, которые затем заполняются абляционным материалом во время удаления связующего, чтобы получить желаемые полые части или проходы без необходимости вставления инструмента или очищающего химического вещества.
Кроме того, изобретение предлагает дополнительное преимущество, такое, что используемый для корпуса или оболочки материал может быть оптимизирован, подаваясь в необходимом количестве, без избытка.
Таким образом, настоящее изобретение сначала относится к способу изготовления по меньшей мере одного изделия, сделанного по меньшей мере из одного материала, выбранного из керамических материалов и металлических материалов, с использованием технологии аддитивного производства, при этом упомянутое одно или более изделий образуются в сыром состоянии, а затем подвергаются операциям удаления связующего и спекания, упомянутый способ включает в себя следующие этапы:
(1) построение с помощью компьютерного проектирования компьютерной модели изготавливаемого изделия или одновременно изготавливаемых изделий;
(2) формирование на рабочем лотке упомянутого изготавливаемого одного или более изделий, которое основано на керамической или металлической фотоотверждаемой композиции (СРС или МРС), содержащей:
- минеральную часть, состоящую по меньшей мере из одного порошкового керамического материала или по меньшей мере одного порошкового металлического материала, и
- органическую часть, способную разрушаться нагреванием во время удаления связующего и содержащую по меньшей мере один фотоотверждаемый мономер и/или олигомер и по меньшей мере один фотоинициатор,
отличающийся тем, что он включает в себя следующие этапы:
- выбор СРС или МРС, имеющего консистенцию взвеси, способной течь, чтобы образовывать слой,
- подготовку абляционного органического материала (SOM), способного образовывать фотоотверждаемый слой и быть разрушенным нагреванием при удалении связующего, при этом упомянутый SOM содержит по меньшей мере один фотоотверждаемый мономер и/или олигомер и по меньшей мере один фотоинициатор,
- для построения упомянутой одного или более изделий на рабочем лотке, образование последовательных слоев SOM, которые размещаются один на другом, каждый слой SOM подвергается отверждению облучением до нанесения следующего слоя, одно или более строго говоря изделий на базе СРС или МРС построена путем:
- образование путем обработки по меньшей мере одного углубления по меньшей мере в одном слое отвержденного SOM от его верхней поверхности,
- помещение внутрь упомянутого одного или более углублений СРС или МРС, чтобы заполнить одно или более углублений,
- отверждения посредством облучения СРС или МРС, расположенных внутри упомянутого одного или более углублений, чтобы получить твердую горизонтальную поверхность, имеющую такой же уровень, как и примыкающий слой отвержденного SOM,
в котором при образовании каждого углубления, границы последнего определяются в соответствии с одним или более образцом, предварительно определенным в компьютерной модели, и его глубиной (глубинами), чтобы обеспечить сплошность изготавливаемого изделия (изделий), и
получение, когда отвержденные слои помещены один на другой, одного или более сырых изделий, включенных в SOM, при этом такие сырые изделия подвергаются операции удаления связующего путем нагревания, чтобы разрушить SOM, в котором он находится или они находятся, так чтобы извлечь его или их и затем передать его или их на спекание.
Керамические материалы являются порошкообразными спекаемыми керамическими материалами, выбранными, в частности, из алюминия (Al2O3), циркония (ZrO2), алюминия, усиленного цирконием, циркония, усиленного алюминием, циркона (ZrSiO4), оксида кремния (SiO2), гидроксиапатита, циркона двуокиси кремния (ZrSiO4+SiO2), нитрида кремния, трикальцийфосфата (TCP), нитрида алюминия, карбида кремния, кордиерита и муллита.
Металлические материалы являются порошкообразными спекаемыми металлическими материалами, выбранными, в частности, из чистых металлов, таких как Al, Cu, Mg, Si, Ti, Zn, Sn, Ni …, их сплавов и смесей чистых металлов и сплавов таковых.
Углубления должны быть образованы на всю толщину отвержденного слоя SOM или с высотой меньшей, чем высота слоя. Они также могут быть образованы с высотой большей, чем толщина слоя, например, с высотой, равной высоте нескольких слоев, нанесенных ранее.
Когда одно или более изготавливаемых изделий содержат полые части, последние должны вести к наружной поверхности изделия, так чтобы SOM можно было извлекать при удалении связующего.
Способ в соответствии с изобретением может применяться для изготовления нескольких идентичных изделий, которые будут находиться в том же блоке SOM.
Может использоваться пастообразный SOM, который распределяется в слой скребком, или можно использовать SOM в состоянии суспензии, который наносится путем погружения лотка в ванну с упомянутой суспензией, чтобы образовать за раз один отверждаемый слой SOM, при этом распределяя скребком слой, образованный таким образом.
В случае когда изготавливаемое изделие (изделия) содержит (содержат) по меньшей мере одну боковую часть, которую следует поддерживать при построении, предпочтительно, чтобы компьютерная модель формы SOM в отвержденном состоянии была построена предварительно посредством компьютерного проектирования, эта форма должна быть такой, чтобы изготовленное изделие /изделия имела (имели) опору при ее построении.
Чтобы образовать углубление/углубления может быть выполнена механическая обработка. Также можно выполнить лазерную обработку, в частности, при условии настройки мощности лазера от 1 до 3 ватт и скорости перемещения лазера от 1 до 100 миллиметров в секунду.
Также на каждом этапе обработки можно выдувать и всасывать обломки, в частности, в то же время, когда осуществляется упомянутая обработка.
СРС или МРС можно наносить в одно или более углублений посредством дозировочного сопла.
Можно выполнять отверждение посредством лазерного облучения каждого слоя SOM и отверждение посредством лазерного облучения слоев СРС или МРС, расположенных в углублениях, при условии настройки мощности лазера от 70 до 700 милливатт и скорости перемещения лазера от 1000 до 6000 миллиметров в секунду.
Удаление связующего можно осуществлять при температуре от 50°С до 800°С, в частности, от 100 до 700°С.
Настоящее изобретение также относится к машине для изготовления по меньшей мере одного изделия, сделанного по меньшей мере из одного материала, выбранного из керамических материалов и металлических материалов, посредством способа с использованием технологии аддитивного производства, такого как описанный выше, отличающейся тем, что машина содержит:
- раму, окружающую рабочий лоток, содержащий рабочую поверхность; -средство облучения, обращенное к рабочей поверхности;
- средство подачи и распределения слоями по рабочему лотку абляционного фотоотверждаемого органического материала (SOM);
- средство обработки, способное образовывать по меньшей мере одно углубление в слое фотоотвержденного SOM от его верхней части;
- средство для выдувания и всасывания обломков, образующихся в результате упомянутой обработки;
- средство для заполнения одного или более углублений, образованных в каждом слое фотоотвержденного SOM, чтобы завершить слой, в котором было сделано углубление, керамической или металлической фотоотверждаемой композиции (СРС или МРС), способной течь;
- средство облучения, расположенное над рабочим лотком и способное облучать его, чтобы отверждать каждый слой SOM, когда он нанесен, и облучать, чтобы отверждать СРС или МРС, когда они размещены в углублениях, сделанных в последовательных слоях отвержденного SOM.
Такая машина, способная наносить слоями SOM в форме пасты, может содержать стойку, имеющую по меньшей мере одно скребковое лезвие и способную двигаться на раме над рабочей поверхностью так, чтобы свободный край скребкового лезвия/ лезвий был способен распределять слои пасты SOM по рабочей поверхности, или
SOM подается по меньшей мере одним дозировочным соплом, двигающимся перед по меньшей мере одним скребковым лезвием, который распределяет SOM в однородный слой при прохождении по нему.
Такая машина, способная наносить слоями SOM в форме суспензии, может содержать емкость, которую заполняют такой суспензией, в которую рабочий лоток способен опускаться шаг за шагом, чтобы образовать на нем на каждом этапе облучаемый слой, а также средство повторного нанесения, чтобы гарантировать, что суспензия нанесена на всю облучаемую поверхность.
Средства подачи по меньшей мере одного СРС или МРС на рабочую поверхность могут состоять по меньшей мере из одного дозировочного сопла, двигающегося над соответствующим углублением, чтобы нанести соответствующую композицию в него.
В соответствии с первым вариантом осуществления на единственное или по меньшей мере одно из сопел может подаваться СРС или МРС посредством шланга, соединенного с емкостью, в частности, поршневой питающей емкостью.
В соответствии со вторым вариантом осуществления на единственное или по меньшей мере одно из сопел может подаваться SOM или СРС или МРС посредством картриджа, который образует верхнюю часть его, который содержит запас SOM или СРС или МРС, и который имеет возможность дозаправляться из питающей емкости, который может устанавливаться на машину, или который, когда пуст, может заменяться на полный картридж, отличающийся тем, что эта замена может осуществляться роботизированной рукой.
Единственное или по меньшей мере одно из сопел может подвижно устанавливаться
- с использованием роботизированной руки, или
- на стойке, которая имеет направляющую, позволяющую передвигать его по горизонтальной оси х рабочего лотка, и направляющую, позволяющую передвигать его по горизонтальной оси у рабочего лотка, или
- на стойке, имеющей по меньшей мере одно скребковое лезвие, чтобы дать возможность перемещаться ему по горизонтальной оси х скребкового лезвия, причем упомянутая стойка также содержит направляющую, позволяющую перемещаться ему по горизонтальной оси у.
Чтобы лучше проиллюстрировать суть настоящего изобретения, конкретный вариант его осуществления описывается дальше, в целях его представления и без ограничения со ссылками на прилагающиеся чертежи.
На чертежах:
фиг. 1 представляет схематический вид в перспективе изготавливаемого изделия, содержащего трехмерный цилиндрический проход,
фиг. 2 и 3 представляет схематические виды изделия на фиг. 1 в плоскостях yz и xz соответственно,
фиг. 4 представляет схематический вид в поперечном разрезе изготавливаемого изделия в соответствии с изобретением,
фиг. 5 показывает схематические виды изготавливаемого изделия в соответствии с изобретением перед удалением связующего в плоскостях zy и zx,
фиг. 6 и 7 представляет схематические виды в перспективе изделия на фиг. 5 до и после удаления связующего соответственно,
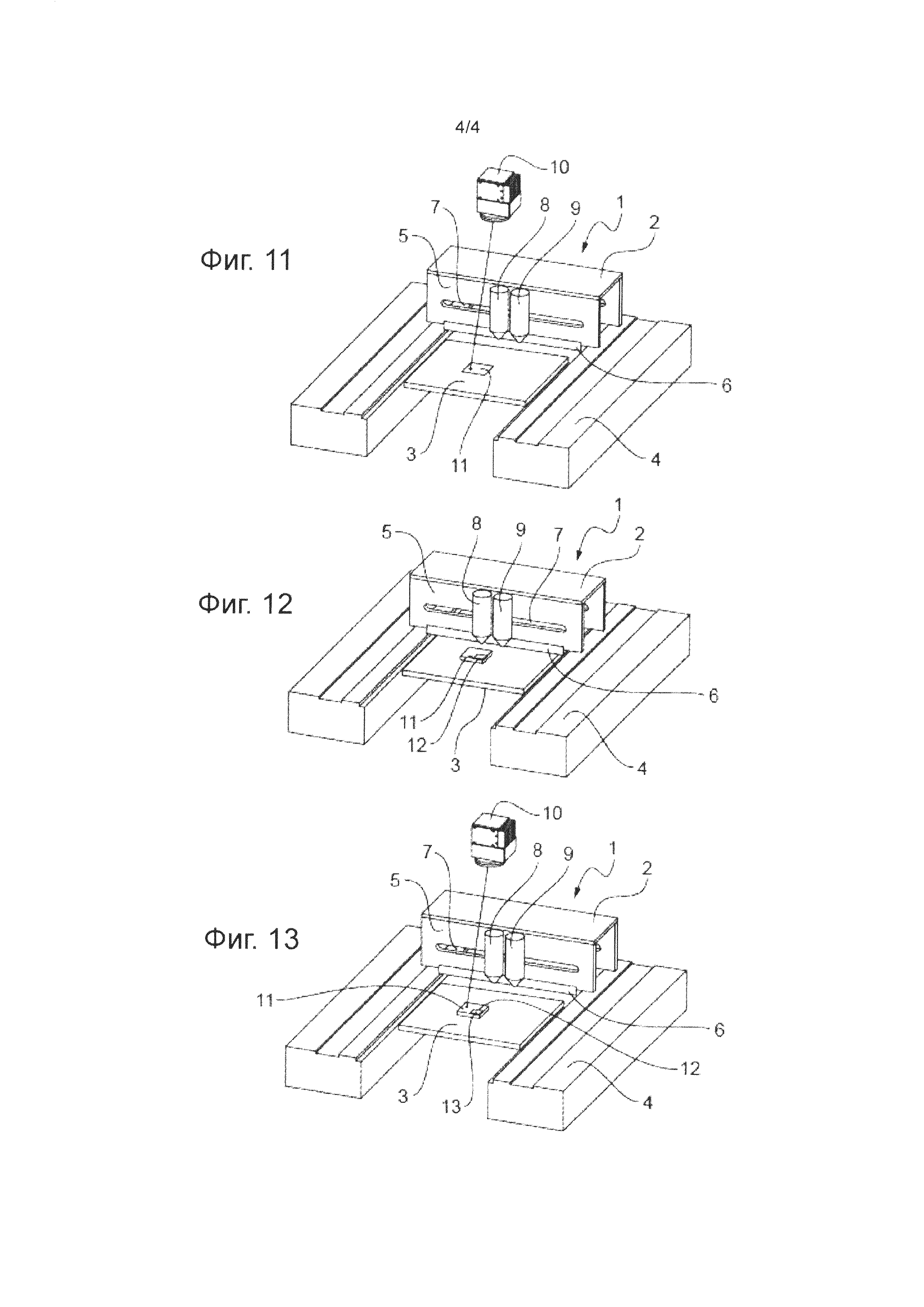
фиг. 8-11 иллюстрируют последовательные шаги для формирования слоя абляционного фотоотверждаемого материала;
фиг. 12 и 13 иллюстрируют формирование слоя, состоящего из абляционного органического материала и фотоотверждаемого керамического материала.
На фиг. 4-6 видно, что формирование изделия P в соответствии с изобретением внутри оболочки или корпуса S, изготовленного из отвержденного абляционного органического материала, при этом проход p также заполнен абляционным органическим материалом S.
На фиг. 8 схематически изображена машина 1 для изготовления сырых изделий, содержащая устройство 2 для разравнивания слоя пасты на рабочей поверхности горизонтального рабочего лотка 3.
Скребковое устройство 2 установлено с возможностью скольжения на раме 4 на машине и содержит стойку 5, несущую на своей передней части скребковое лезвие 6, имеющее горизонтальный скребковый край и который двигается вперед, если смотреть на фиг. 8, то есть по горизонтальной оси х.
Передняя вертикальная стенка стойки 5 имеет горизонтальную направляющую 7, по которой могут двигаться два сопла 8, 9 по горизонтальной оси y, перпендикулярно оси х, одно (8) для нанесения фотоотверждаемого абляционного органического материала, а другое (9) для нанесения керамической фотоотверждаемой композиции.
На Фиг. 11 также показана гальванометическая головка 10, которая направляет лазерный луч.
Фиг. 8
Слой 11 абляционного органического материала наносится на рабочую поверхность рабочего лотка 3 путем перемещения скребкового устройства 2 по оси х и сопла 8 по оси y.
Фиг.9
Двигаясь вперед, скребковое устройство 2 выровняло слой 11 абляционного органического материала, перемещая лезвие 6.
Фиг.10
Скребковое устройство 2 вернулось на исходную позицию и поднялось.
Фиг.11
Слой 11, нанесенный таким образом, полимеризуется с помощью лазерного луча, при этом используется гальванометрическая головка 10.
Фиг. 12
Выполняется лазерная обработка отвержденного слоя 11, чтобы сформировать в нем углубление 12, эта операция лазерной обработки выполняется путем выдувания и всасывания обломков вместе с лазерным облучением.
Фиг.13
При помощи второго сопла 9 фотоотверждаемая керамическая композиция 13 была помещена в углубление, композиция полимеризуется с применением лазерного луча (используется гальванометрическая головка 10).
Описано образование отвержденного слоя абляционного органического материала и керамического материала, оба подверглись фотоотверждению.
Искомая деталь строится слой за слоем из фотоотверждаемого абляционного органического материала, углубления, предназначенные для заполнения фотоотверждаемым керамическим материалом, просверливаются по меньшей мере в одном слое предварительно отвержденного абляционного органического материала, глубины углублений и размещение таковых на слоях абляционного органического материала выбираются, чтобы обеспечить формирование искомой керамической изделия.
Предложенный способ изготовления изделия реализуется следующим образом.
Способ предусматривает изготовление, по меньшей мере, одного изделия с использованием технологии аддитивного производства. Материал для изделия выбирается из керамических и металлических материалов.
Изделия образуются в сыром состоянии, а затем подвергаются операциям удаления связующего и спекания.
Способ включает следующие этапы.
На первом этапе выполняют построение компьютерной модели изготавливаемого изделия с помощью компьютерного проектирования. Возможно проектирование одновременно нескольких изготавливаемых изделий.
Затем на рабочем лотке (3) образуют одно или более ранее спроектированных изделий на основе керамической или металлической фотоотверждаемой композиции (CPC или MPC). Эти композиции содержат минеральную часть и органическую часть. Минеральная часть состоит из, по меньшей мере, одного порошкового керамического материала или, по меньшей мере, одного порошкового металлического материала. Органическая часть способна разрушаться нагреванием во время удаления связующего и содержит, по меньшей мере, один фотоотверждаемый мономер и/или олигомер и, по меньшей мере, один фотоинициатор.
Выбирают СРС или МРС, имеющую консистенцию взвеси, способной течь, чтобы образовывать слой. Подготавливают абляционный органический материл SOM, способный сформировать фотоотверждаемый слой и быть разрушенным нагреванием при удалении связующего, причем упомятутый SOM содержит, по меньшей мере, один фотоотверждаемый мономер и/или олигомер и по меньшей мере один фотоинициатор. Образуют последовательные слои SOM, которые размещаются один над другим, для построения упомянутой одного или более изделий на рабочем лотке. Каждый слой SOM подвергают отверждению облучением до нанесения следующего слоя. Одно или более изделий на базе СРС или МРС построены путем образования путем обработки одного углубления, по меньшей мере, в одном слое отвержденного SOM от его поверхности. Помещают внутрь упомянутого одного или более углублений СРС или МРС для заполнения одного или более углублений. Затем отверждают посредством облучения СРС или МРС, расположенных внутри углубления или углублений для получения твердой горизонтальной поверхности, имеющей такой же уровень, как и примыкающие слои отвержденного SOM. При образовании каждого углубления границы последнего определяются в соответствии с одним или более образцом. Образец предварительно определен в компьютерной модели и его глубиной/глубинами для обеспечения сплошного заполнения изготавливаемого изделия или изделий. Получение одного или более сырых изделий после отверждения слоев, помещенных один на другой включенных в SOM. Сырое изделие подвергают очистке от связующего путем нагревания для разрушения SOM, в котором изделие находится или изделия находятся, чтобы извлечь изделие или изделия и затем передать его или их на спекание.
Связующе удаляют при температуре от 50 до 800°С, особенно от 100 до 700°С.
В способе может быть использован пастообразный SOM, который распределяют в слой скребком. В способе также может быть использован SOM в состоянии суспензии, который наносится путем погружения лотка в ванну с упомянутой суспензией для образования за один раз отверждаемого слоя SOM и распределения скребком слоя, образованного таким образом.
Изготавливаемое/ые изделие или изделия содержат, по меньшей мере, одну боковую часть, которую необходимо поддерживать во время построения. При этом перед построением построена компьютерная модель формы SOM в отвержденном состоянии с помощью компьютерного проектирования. Эта форма такова, что одно или более изготавливаемых изделий поддерживаются во время построения.
Выполняют формирование одного или более углублений механической обработки.
Образуют одно или более углублений лазерной обработкой, а именно при условии настройки лазера от 1 до 3 Ватт и скорости перемещения лазера от 1 до 100 мм/сек.
На каждом этапе обработки производится выдувание и всасывание обломков. Эта операция может выполняться в то же время, когда выполняется упомянутая обработка.
СРС или МРС наносят в одно или более углублений посредством дозировочного сопла.
Каждый слой SOM отверждают посредством лазерного облучения и слои СРС или МРС, расположенные в углублениях, отверждают посредством лазерного облучения при условии настройки мощности лазера от 70 до 700 миллиВатт и скорости перемещения лазера от 1000 до 6000 мм/сек.
Машина для изготовления, по меньшей мере, одного изделия, сделанного, по меньшей мере, из одного материала, выбранного из керамических материалов и металлических материалов, посредством способа с использованием технологии аддитивного производства вышеописанным способом содержит:
раму (4), окружающую рабочий лоток (3), содержащий рабочую поверхность,
средство облучения, обращенное к рабочей поверхности,
средство подачи и распределения по слоям на рабочем лотке (3) абляционного фотоотверждаемого органического материала (SOM),
средство обработки, способное формировать по меньшей мере одно углубление (12) в слое фотоотвержденного SOM (11) от его верхней части,
средство для выдувания и всасывания обломков, образующихся в результате упомянутой обработки,
средство для заполнения одного или более углублений (12), образованных в каждом слое фотоотвержденного SOM (11), чтобы завершить слой, в котором было сделано углубление, керамической или металлической фотоотверждаемой композицией (CPC или MPC), способной течь;
средство облучения (10), расположенное над рабочим лотком (3) и способное облучать для его отверждения каждый слой SOM, когда он нанесен, и облучать для его отверждения CPC или MPC, когда они размещены в углублениях (12), сделанных в последовательных слоях отвержденного SOM (11).
Заявленная машина, способная наносить слоями SOM в форме пасты, содержит стойку (5), имеющую, по меньшей мере, одно скребковое лезвие-пластину (6) и способную двигаться на раме (4) над рабочей поверхностью так, чтобы свободный край одного или более скребковых лезвий (6) был способен распределять слои пасты SOM на рабочей поверхности.
Предложенная машина содержит также, по меньшей мере, одно дозировочное сопло (8) выполненное с возможностью подачи SOM. Это, по меньшей мере, одно дозировочное сопло (8) также выполнено с возможностью перемещения перед, по меньшей мере, одним скребковым лезвием (6), которое распределяет SOM в однородный слой при прохождении по нему.
Машина, способная наносить слоями SOM в форме суспензии, содержит емкость, которая заполняется упомянутой суспензией, при этом при этом рабочий лоток выполнен с возможностью опускания в упомянутую емкостью шаг за шагом, чтобы сформировать на лотке на каждом шаге облучаемый слой, а также средство повторного нанесения, чтобы гарантировать, что суспензия нанесена на всю облучаемую поверхность.
Средство для нанесения, по меньшей мере, одного CPC или MPC на рабочую поверхность состоит, по меньшей мере, из одного дозировочного сопла (9), двигающегося над соответствующим углублением (12) для помещения в него соответствующей композиции.
Машина в одном из вариантов ее осуществления может содержать единственное или, по меньшей мере, одно из сопел, выполненное с возможностью подачи SOM или CPC или MPC посредством шланга, соединенного с емкостью, в частности, поршневой питающей емкостью.
На единственное или, по меньшей мере, одно из сопел (8, 9) может подаваться SOM или CPC или MPC посредством картриджа, который образует его верхнюю часть, который содержит запас SOM или CPC или MPC. Картридж имеет возможность дозаправляться из питающей емкости, который может устанавливаться на машину. В другом варианте, когда картридж пуст, его могут заменить на полный картридж. Эта замена может осуществляться роботизированной рукой.
Машина может также содержать сопло или, по меньшей мере, одно из сопел, выполненное с возможностью подвижной установки с использованием роботизированной руки. Как вариант машина может содержать сопло или, по меньшей мере, одно из сопел, выполненное с возможностью подвижной установки на стойке. Стойка имеет направляющую, позволяющую передвигать сопло по горизонтальной оси х рабочего лотка, и направляющую, позволяющую передвигать его по горизонтальной оси y рабочего лотка; или
В другом варианте осуществления машина может также содержать сопло или, по меньшей мере, одно из сопел, выполненное с возможностью подвижной установки на стойке (5), чтобы дать возможность перемещения по горизонтальной оси х для скребкового лезвия. При этом упомянутая стойка (5) также содержит направляющую (7), позволяющую перемещать его по горизонтальной оси y. Стойка (5) имеет, по меньшей мере, одно скребковое лезвие (6).
Реферат
Группа изобретений относится к способу и машине для изготовления сырых изделий, сделанных по меньшей мере из одного материала, выбранного из керамических материалов и металлических материалов с использованием технологии аддитивных процессов. Изобретение заключается в выборе суспензии керамической или металлической фотоотверждаемой композиции (СРС или МРС); подготовки абляционного органического материала (SOM), способного образовывать фотоотверждаемый слой и быть разрушенным нагреванием; изготовлении одного или более изделий на рабочем лотке, формируя последовательные слои SOM. При этом каждый слой SOM подвергается отверждению облучением. Одно или более изделий на базе СРС или МРС изготавливается путем образования и обработки по меньшей мере одного углубления по меньшей мере в одном слое отвержденного SOM. Помещают внутрь одного или более углублений СРС или МРС. Отверждают облучением СРС или МРС для получения твердой горизонтальной поверхности такого же уровня, что и прилегающий слой отвержденного SOM. При формировании каждого углубления его границы определяются в соответствии с одним или более образцом, предварительно определенным из компьютерной модели, и его глубина/глубины выбираются, чтобы обеспечить сплошность одного или более изготавливаемых изделий. Получают одно или более сырых изделий, вставленных в SOM, которые подвергаются очистке от связующего путем нагревания, чтобы разрушить SOM, в котором они находятся. Техническим результатом является оптимизация очистки изделия, предотвращение разрушения изделий, имеющих консольные поверхности. 2 н. и 14 з.п. ф-лы, 13 ил.
Комментарии