Соединение материалов, способ его изготовления и корпус для отпираемого светом тиристора - RU2273619C2
Код документа: RU2273619C2
Чертежи
Описание
Изобретение относится к вакуумно-плотному и стойкому к изменениям температуры соединению материалов (композиту) из алюмооксидного сапфира и алюмооксидной керамики. Изобретение относится далее к способу изготовления этого соединения материалов, а также к корпусу для отпираемого светом тиристора.
Под алюмооксидным сапфиром при этом понимают кристаллическую корундовую структуру оксида алюминия (α-Al2O3), загрязненную диоксидом титана. В противоположность этому под алюмооксидной керамикой понимают керамический материал, который, в основном, изготавливается путем обжига глин (алюмосиликатов). Этот керамический материал в качестве основной компоненты содержит оксид алюминия в корундовой модификации, который внедрен в стеклянную фазу. Наряду с этим в этой керамике могут присутствовать другие оксиды металлов.
Светопропускающая алюмооксидная керамика находит применение, например, в газоразрядных лампах высокого давления, которые следуют, например, из ЕР-А-0327049, а также из DE-A-2307191. В имеющей, как правило, форму трубки и предусмотренной в качестве разрядной колбы алюмооксидной керамике должен проходить металлический проводник тока, который должен быть вакуумно-плотно соединен с алюмооксидной керамикой. Для этого предусмотрено наносить на алюмооксидную керамику покрытие металлизирующей пастой с последующим спеканием так, что получается металлический слой. Металлический проводник тока затем вакуумно-плотно уплотняют относительно металлического слоя, например, с помощью твердого припоя. Из US 3590468 известен способ для уплотнения между чистым оксидом алюминия и металлом. Из уровня техники поэтому можно сделать вывод только об известности соединения материалов из алюмооксидной керамики и металла, однако, не о соединении материалов из алюмооксидного сапфира и алюмооксидной керамики.
Так как коэффициенты теплового расширения алюмооксидного сапфира и алюмооксидной керамики отличаются друг от друга, получить стойкое к изменениям температуры прочное соединение между обоими материалами является крайне трудным. Удовлетворительное, долговечное и вакуумно-плотное соединение между обоими названными материалами, которое было бы, например, необходимым при светопропускающем выполнении в вакууме, до сих пор является не известным из уровня техники. Многочисленные попытки показали, что все известные соединения этих материалов при переменной температурной нагрузке являются недолговечными.
Задачей изобретения является создание вакуумно-плотного и стойкого к изменениям температуры соединения материалов из алюмооксидного сапфира и алюмооксидной керамики, причем алюмооксидный сапфир и алюмооксидная керамика связаны друг с другом прочно и стойко к изменениям температуры. Задачей изобретения является также создание способа изготовления подобного соединения материалов. Наконец, задачей изобретения является также создание корпуса для отпираемого светом тиристора.
Названная первой задача решается согласно изобретению за счет того, что алюмооксидный сапфир и алюмооксидная керамика спечены друг с другом через первый и через второй соединительные слои, причем первый соединительный слой является смежным с алюмооксидной керамикой и содержит марганцево-силикатное стекло, которое содержит по меньшей мере один из металлов из группы: молибден, вольфрам, палладий и платина, второй соединительный слой является смежным с алюмооксидным сапфиром и содержит марганцево-силикатное стекло. При этом марганцево-силикатное стекло первого соединительного слоя может содержать оксид алюминия и/или диоксид титана. Марганцево-силикатное стекло второго соединительного слоя содержит оксид алюминия и/или диоксид титана, причем весовая доля оксидов: оксида алюминия и диоксида титана в марганцево-силикатном стекле второго соединительного слоя в целом является выше, чем в марганцево-силикатном стекле первого соединительного слоя.
Изобретение исходит при этом из соображения, что за счет внедрения металлов в марганцево-силикатное стекло может быть предпринято согласование коэффициента теплового расширения первого соединительного слоя с коэффициентом теплового расширения алюмооксидной керамики. Коэффициент теплового расширения марганцево-силикатного стекла, как такового, в свою очередь подобен коэффициенту теплового расширения алюмооксидного сапфира. Таким образом через первый и через второй соединительный слой коэффициент теплового расширения алюмооксидного сапфира постепенно приравнивается к коэффициенту теплового расширения алюмооксидной керамики. Появляющиеся при нагружении изменениями температуры напряжения в местах соединения материалов уменьшаются.
Обширные исследования далее показали, что с помощью обогащения марганцево-силикатного стекла первого соединительного слоя по меньшей мере одним из названных металлов при нанесении на алюмооксидную керамику покрытия с последующим спеканием происходит прочное сцепление и пристекловывание первого соединительного слоя с алюмооксидной керамикой. Также между первым соединительным слоем и вторым соединительным слоем имеет место как сцепление, так и пристекловывание обоих соединительных слоев. За счет высокой доли стекла во втором соединительном слое при спекании в граничном слое между алюмооксидным сапфиром и вторым соединительным слоем возникает поверхностный смешанный кристалл, то есть долговечное химическое соединение.
Как показали исследования, при исключении первого соединительного слоя алюмооксидный сапфир при нагружении изменениями температуры отслаивается от алюмооксидной керамики. Если же в противоположность этому отказаться от второго соединительного слоя, то алюмооксидный сапфир вообще не сцепляется с обогащенным металлом марганцево-силикатным стеклом первого соединительного слоя.
Если алюмооксидный сапфир спечен с алюмооксидной керамикой описанным образом через первый и через второй соединительный слой, то подобное соединение материалов выдерживает нагружение изменениями температуры в широком диапазоне. При нагружениях изменениями температуры между -60°С и +200°С больше не могло быть установлено никакого разрыва соединения материалов.
В предпочтительной форме выполнения изобретения сумма долей металлов в марганцево-силикатном стекле первого соединительного слоя составляет от 65 до 85 вес.%. Если доля названных металлов лежит внутри этого диапазона, то коэффициент теплового расширения первого соединительного слоя можно согласовывать с коэффициентом теплового расширения алюмооксидной керамики наиболее часто встречающегося состава, без уменьшения связи первого соединительного слоя с алюмооксидной керамикой.
Далее преимуществом является, если марганцево-силикатное стекло первого соединительного слоя дополнительно содержит долю до 6 вес.% оксида алюминия и/или диоксида титана. За счет такой доли может быть опять-таки улучшено соединение первого соединительного слоя с алюмооксидной керамикой.
В другой предпочтительной форме выполнения марганцево-силикатное стекло второго соединительного слоя содержит долю до 30 вес.%, в частности от 15 до 25 вес.%, оксида алюминия и/или диоксида титана. За счет добавки подобной доли к марганцево-силикатному стеклу второго соединительного слоя можно изменять коэффициент теплового расширения второго соединительного слоя и тем самым оптимизировать стойкость к изменениям температуры соединения материалов относительно различных долей загрязнений в алюмооксидном сапфире и относительно самых различных составов алюмооксидной керамики.
Названная второй задача относительно изготовления названного вначале соединения материалов решается согласно изобретению за счет того, что: а) изготавливают первую пасту для трафаретной печати путем а1) смешивания порошка марганцево-силикатного стекла с порошком по меньшей мере одного из металлов из группы, которая содержит молибден, вольфрам, палладий и платину, в порошковую смесь и а2) смешивания порошковой смеси с суспендирующим агентом и/или с клеющим средством; b) изготавливают вторую пасту для трафаретной печати путем b1) смешивания порошка марганцево-силикатного стекла, которое содержит оксид алюминия и/или диоксид титана в более высокой доле, чем первое марганцево-силикатное стекло, с суспендирующим агентом и/или с клеющим средством; с) путем трафаретной печати первой и второй пасты для трафаретной печати изготавливают последовательность материалов: алюмооксидная керамика, первый соединительный слой, второй соединительный слой, алюмооксидный сапфир, и затем d) производят процесс обжига при температуре 1200 до 1500°С.
Порошок марганцево-силикатного стекла может быть приобретен в продаже в виде готового продукта или быть изготовлен самостоятельно путем смешивания порошков пиролюзита (двуокиси марганца) MnO2 и кремниевой кислоты или SiO2, расплавления порошковой смеси, затвердевания расплава и заключительного размалывания затвердевшего расплава. Весовые доли в порошковой смеси для MnO2 составляют 55-63% и для SiO2 45-37%.
При изготовлении порошковой смеси для первой пасты для трафаретной печати порошок марганцево-силикатного стекла и по меньшей мере одного из упомянутых металлов тщательно перемешивают в порошковую смесь. Добавление к порошковой смеси или, соответственно, к порошку суспендирующего агента и/или клеящего средства является необходимым, чтобы можно было изготовить из порошков пригодную для трафаретной печати пасту. Путем трафаретной печати является простым образом возможным равномерное нанесение промежуточных слоев с толщиной слоя определенной толщины. Для изготовления соединения материалов вначале с помощью трафаретной печати на алюмооксидную керамику можно наносить первую и затем вторую пасту для трафаретной печати. Затем накладывают алюмооксидный сапфир и полученную таким образом последовательность слоев обжигают, то есть спекают при температуре 1200 до 1500°С. Само собой разумеется, что возможной является также обратная последовательность операций способа, то есть, что на алюмооксидный сапфир сначала наносят вторую и затем первую пасту для трафаретной печати и после этого накладывают алюмооксидную керамику. Так как, однако, как правило, в случае подобного соединения материалов алюмооксидная керамика по сравнению с алюмооксидным сапфиром присутствует в качестве большей детали, представленный первым образ действий может быть осуществлен, как правило, проще.
Наряду с уже изложенными преимуществами относительно упомянутых в пунктах 6-8 формулы изобретения удельных весовых долей металлов или оксида алюминия и диоксида титана (для которого в качестве исходного вещества может быть использован также гидрид титана), относительно способа далее является предпочтительным, если после трафаретной печати первой пасты для трафаретной печати и/или после трафаретной печати второй пасты для трафаретной печати соответственно производят отдельный процесс обжига при температуре 1200 до 1500°С. Таким образом, могут быть исключены эффекты растворителя между обеими нанесенными пастами для трафаретной печати.
Преимущество относительно переработки проявляется, если для порошка марганцево-силикатного стекла применяют порошок со средней величиной зерна меньше, чем 10 мкм, в частности меньше, чем 2 мкм.
Далее по той же самой причине является предпочтительным, если порошок одного или нескольких названных металлов применяют со средним размером зерна меньше, чем 15 мкм, в частности меньше, чем 5 мкм.
Относительно пасты для трафаретной печати далее является предпочтительным, если в качестве суспендирующего агента применяют растительное масло или терпинеольное масло. В качестве клеящего средства оказалась предпочтительной этилцеллюлоза. Названные добавки имеются в продаже и в процессе вжигания не возникают никакие вредные для окружающей среды продукты разложения.
Относительно долговечности и стойкости к изменениям температуры соединения материалов оказалось выгодным, если первую пасту для трафаретной печати наносят толщиной от 2 до 20 мкм и вторую пасту для трафаретной печати толщиной от 2 до 200 мкм.
Названная последней задача решается согласно изобретению за счет того, что в корпусе для отпираемого светом тиристора для вставления окна из алюмооксидного сапфира используют соединение материалов. Отпираемый светом тиристор, как говорит уже его название, включается или отпирается не сигналом напряжения, а светом. Тиристор применяют обычно для включения высоких токов. Тиристор в качестве так называемого мощного полупроводникового прибора вставляют при этом, как правило, между двумя металлическими контакт-деталями в корпус с окружающей стенкой из изолирующей алюмооксидной керамики. Алюмооксидная керамика служит при этом для электрической изоляции высокого электрического напряжения, прилагаемого к обоим полюсам тиристора, то есть к обеим металлическим контакт-деталям. Внутреннее пространство корпуса, как правило, является вакуумированным.
Для встроенного в подобный корпус отпираемого светом тиристора существует проблема ввода света через корпус к светочувствительному месту тиристора. Для ввода при этом предлагается расположенное в корпусе окно из алюмооксидного сапфира, к которому снаружи подведен световод. Так как корпус внутри вакуумирован и к тому же после вставления тиристора одна или обе из названных контакт-деталей должны спаиваться со стенкой из алюмооксидной керамики, соединение материалов между окном из алюмооксидного сапфира и корпусом должно быть долговечным, прочным, вакуумно-плотным и стойким к изменениям температуры. По этой причине описанное соединение материалов рекомендуется как раз для подобного применения.
Предпочтительным вариантом является то, что окно из алюмооксидного сапфира вставляют в частичную область корпуса, которая состоит из алюмооксидной керамики. Для этого окно на своих краевых областях описанным образом через первый и второй соединительный слой прочно спечено с алюмооксидной керамикой.
В дальнейшей предпочтительной форме выполнения корпуса окно вставляют в частичную область корпуса из первого металла. Эта частичная область может быть, например, одной из названных металлических контакт-деталей. Для этого окно на своих краевых областях через первый и второй соединительный слой прочно связано с первой и второй деталью материала из алюмооксидной керамики, а первая деталь материала через металлический припой прочно спаяна с первым металлом частичной области корпуса. Соединение материалов при этом применяют для соединения окна из алюмооксидного сапфира с первым металлом частичной области корпуса. Соединение между алюмооксидной керамикой первой детали материала с первым металлом частичной области корпуса является при этом само по себе известным и соответствует методу, каким также металлическая частичная область корпуса или металлические контактные детали корпуса спаиваются с окружающей стенкой из алюмооксидной керамики.
В дальнейшей предпочтительной форме выполнения корпуса алюмооксидная керамика первой детали материала через металлический припой прочно соединена со второй деталью материала из второго металла и вторая деталь материала через металлический припой спаяна с первым металлом частичной области корпуса. Таким образом, коэффициенты теплового расширения окна из алюмооксидного сапфира и первого металла частичной области корпуса выровнены через первую и вторую деталь материала. Через первую и вторую часть материала имеет место постепенный переход коэффициента теплового расширения алюмооксидного сапфира к коэффициенту теплового расширения первого металла.
В качестве металлического припоя пригодным является, в частности, серебряно/медный эвтектический припой (L-Ag72, ДИН 8513), причем возможным является также применение другого припоя.
Металлические контакт-детали корпуса для установки мощного полупроводникового прибора выполнены, как правило, из меди. С точки зрения хорошего спаивания второй детали материала с металлической частичной областью корпуса является преимуществом, если второй металл является никель/железным сплавом.
В дальнейшей предпочтительной форме выполнения корпуса первая и вторая детали материала соединены друг с другом под углом таким образом, что появляющиеся при изменениях температуры разницы длин частичной области из первого металла и окна из алюмооксидного сапфира выравниваются через относительные движения первой и второй детали материала относительно друг друга в основном без нагружения мест соединения.
За счет "уголкового соединения" возникает рычажная конструкция, которая допускает относительные движения первой и второй детали материала относительно друг друга. Появляющиеся за счет различных коэффициентов теплового расширения алюмооксидного сапфира и металла при нагружении изменениями температуры разницы длин выравниваются тогда через относительные движения первой и второй детали материала относительно друг друга. Само соединение окна с металлом металлической частичной области подвергается уменьшенным механическим нагрузкам. Таким образом, соединение окна из алюмооксидного сапфира с металлом металлической частичной области корпуса также выдерживает повышенные нагрузки изменениями температуры, которые появляются, в частности, при спаивании металлических частичных областей с частичными областями корпуса из алюмооксидной керамики.
Примеры выполнения изобретения поясняются более подробно с помощью чертежей.
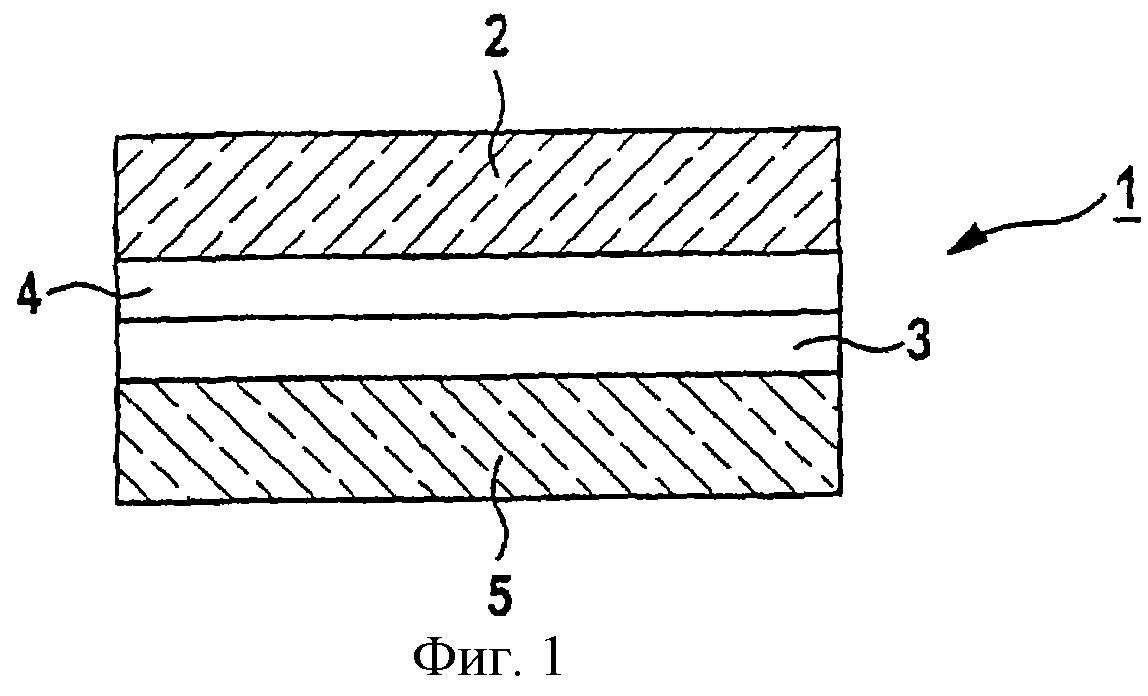
Фиг.1 - в сечении соединение материалов из алюмооксидного сапфира и алюмооксидной керамики,
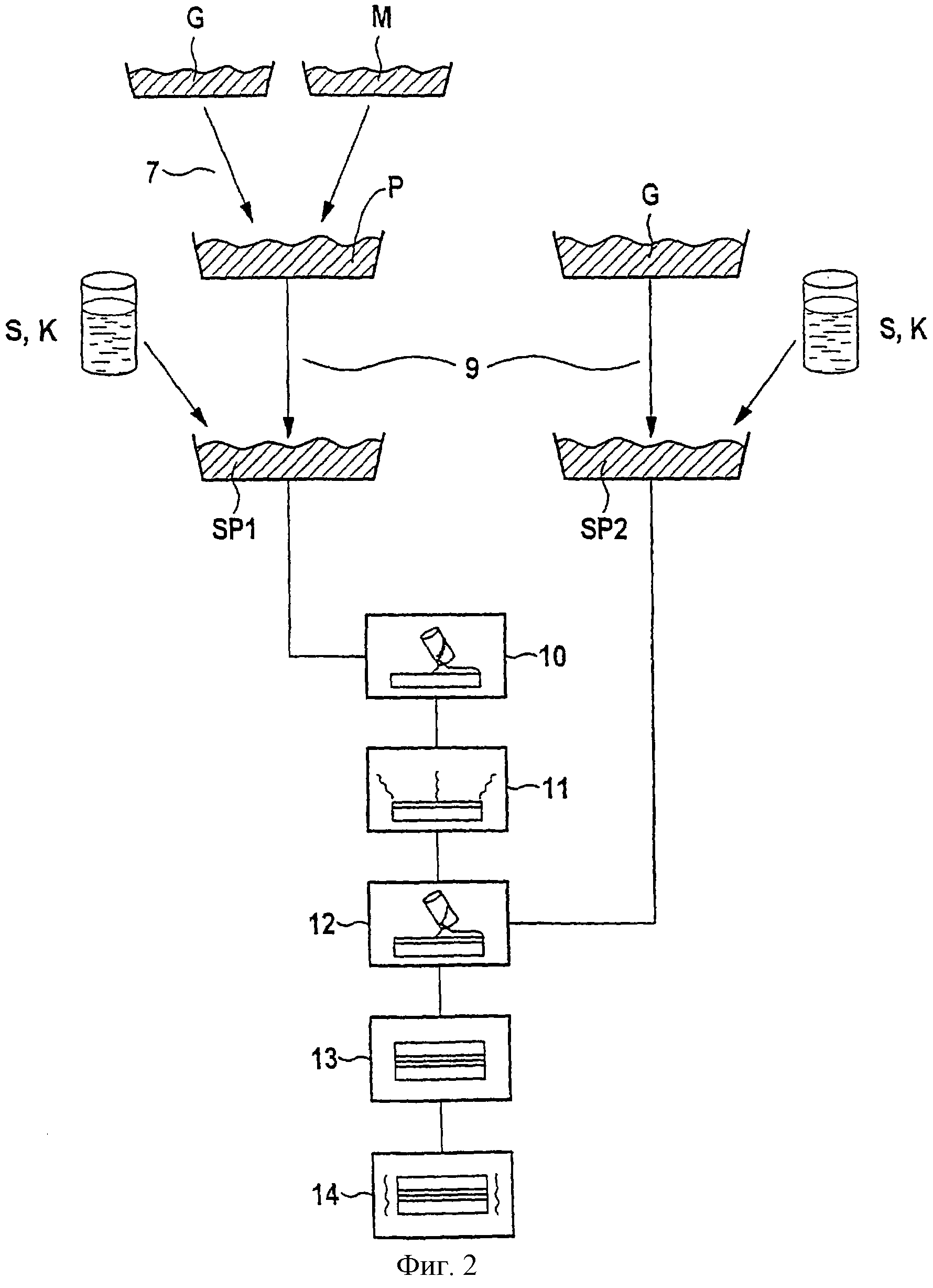
Фиг.2 - схематически способ изготовления для соединения материалов согласно Фиг.1,
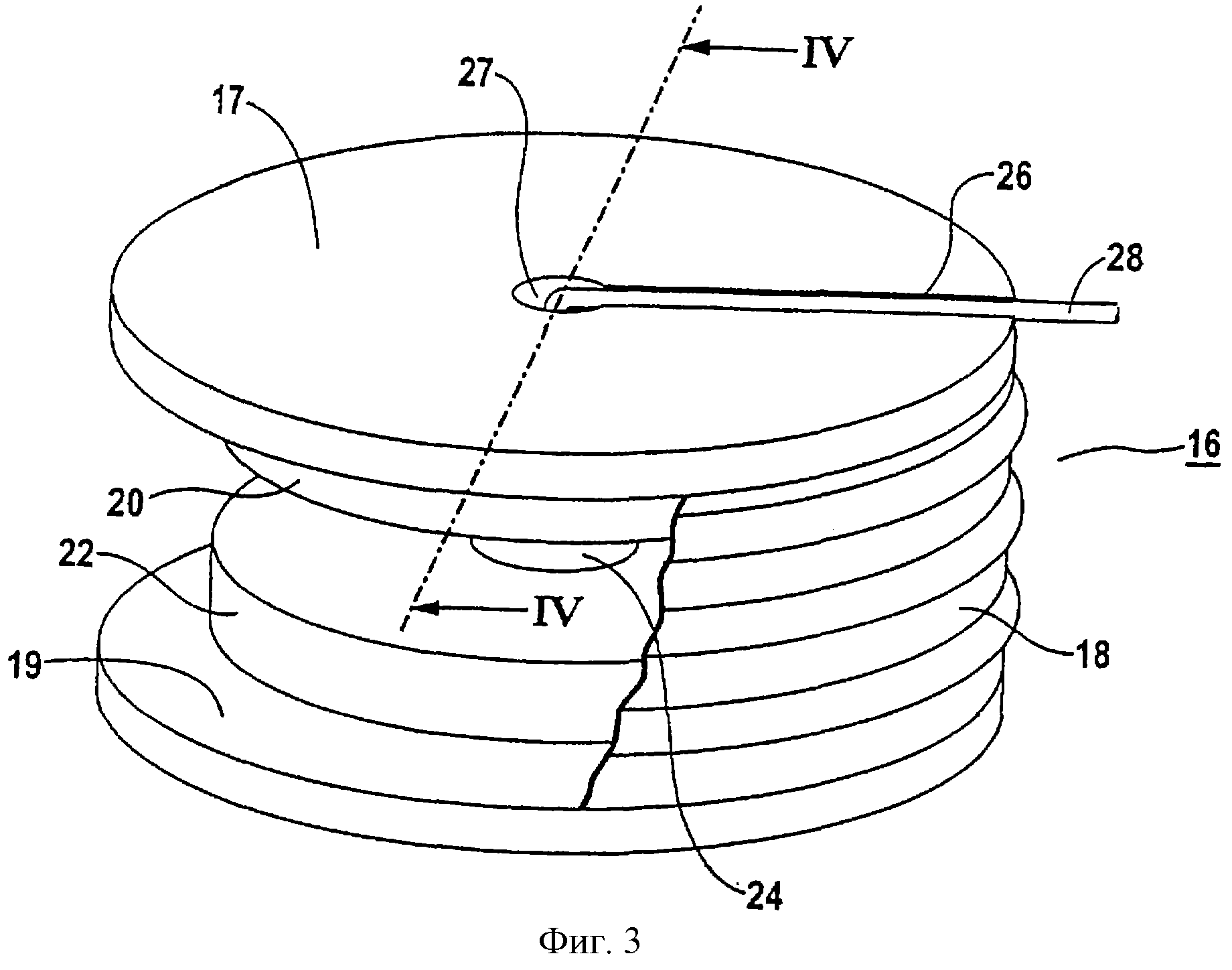
Фиг.3 - в представлении с частичным разрывом и перспективно корпус для отпираемого светом тиристора с окном для прохождения света, вставленным в металлическую контакт-деталь,
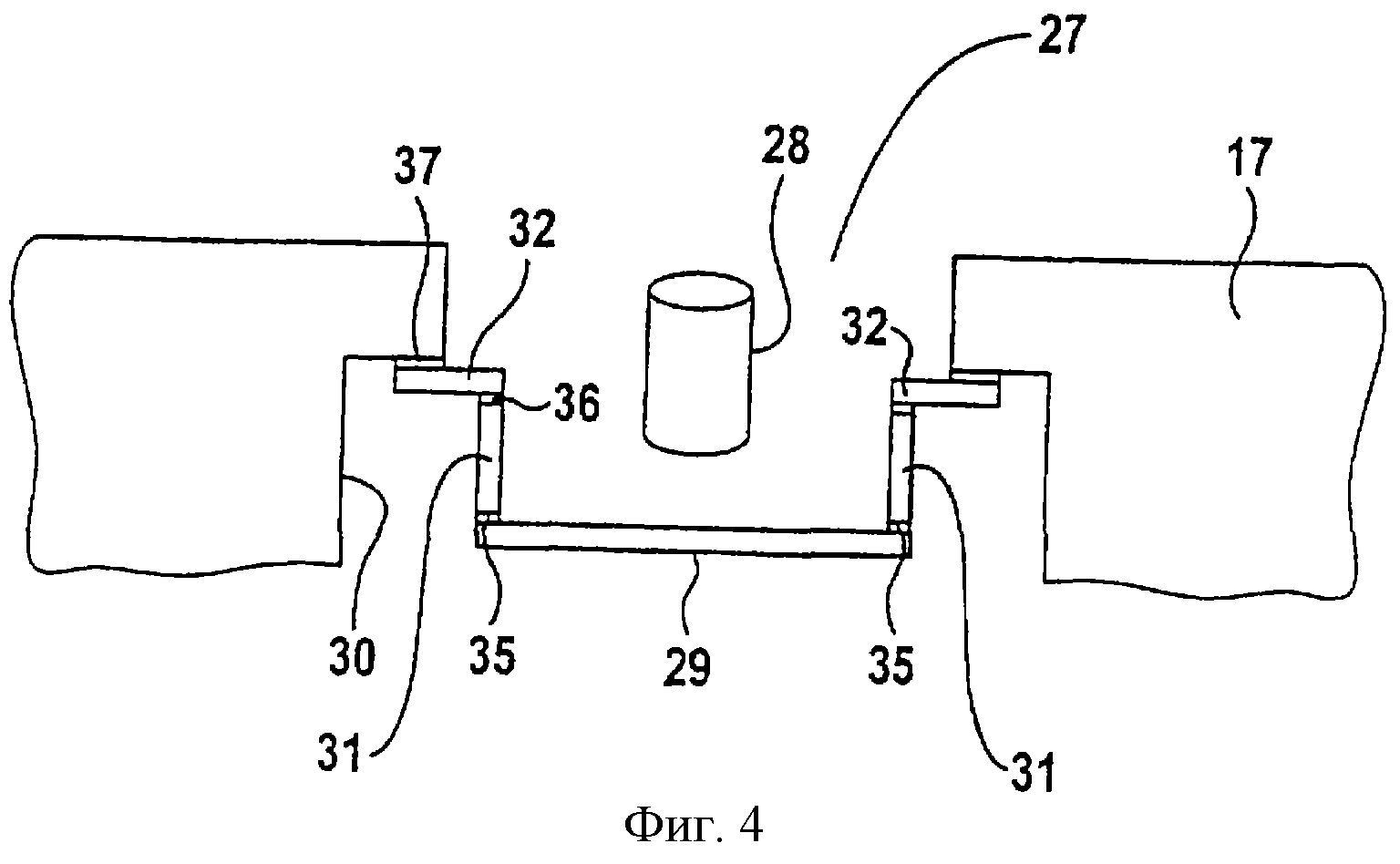
Фиг.4 - в сечении согласно Фиг.3 соединение вставленного окна из алюмооксидного сапфира с металлической контакт-деталью,
Фиг.5 - в сечении окно из алюмооксидного сапфира, которое вставлено в алюмооксидную керамику окружной изолирующей стенки корпуса для отпираемого светом тиристора.
Фиг.1 показывает в сечении соединение материалов (композит) 1 с алюмооксидной керамикой 5, которая через первый соединительный слой 3 и второй соединительный слой 4 соединена с алюмооксидным сапфиром 2. Первый соединительный слой 3 содержит марганцево-силикатное стекло, которое имеет 70 вес. % внедренного молибдена. Второй соединительный слой 4 также содержит марганцево-силикатное стекло, которое, однако, включает 20 вес. % внедренного оксида алюминия. Показанное соединение материалов 1 изготовлено за счет спекания отдельных материалов между собой. При этом между алюмооксидным сапфиром 2 и вторым соединительным слоем 4, а также между первым соединительным слоем 3 и вторым соединительным слоем 4 появляется как сцепление материалов, так и частичное остекловывание. Алюмооксидная керамика 5 после процесса спекания прочно соединена с первым соединительным слоем 3 через образованный поверхностный смешанный кристалл.
На фиг.2 схематически представлен способ изготовления для соединения материалов согласно Фиг.1. При этом вначале готовят порошок G марганцево-силикатного стекла, а также порошок М одного или нескольких тугоплавких металлов молибдена, вольфрама, палладия или платины. Посредством смешивания и просеивания порошков G и М изготавливают порошковую смесь Р. Так как порошок марганцево-силикатного стекла имеется в продаже, его изготовление подробно не представлено. Такой порошок, однако, как уже упомянуто, может быть изготовлен из пиролюзита MnO2 и кристаллического диоксида кремния SiO2.
Путем добавления 9 к порошковой смеси Р суспендирующего агента S и клеящего средства К изготавливают первую пасту для трафаретной печати SP1. Путем смешивания порошка G марганцево-силикатного стекла с суспендирующим агентом S и клеящим средством К изготавливают вторую пасту для трафаретной печати SP2.
Посредством трафаретной печати 10 на алюмооксидную керамику наносят первую пасту для трафаретной печати SP1. Затем алюмооксидную керамику с нанесенной первой пастой для трафаретной печати SP1 обжигают 11 при температуре 1300°С. После этого процесса обжига 11 посредством трафаретной печати наносят 12 вторую пасту для трафаретной печати SP2 на первый соединительный слой, полученный процессом обжига 11 из первой пасты для трафаретной печати SP1. В заключение накладывают алюмооксидный сапфир 13.
Полученную последовательность материалов, наконец, путем заключительного процесса обжига 15 спекают друг с другом опять-таки при 1300°С.
На фиг.3 в представлении с частичным разрывом и в перспективе показан корпус 16 для мощного полупроводникового прибора. Корпус 16 содержит металлическую крышку корпуса 17, которая через изолирующую стенку 18 электрически изолирована от металлического дна корпуса 19. Крышка корпуса 17 и дно корпуса 19 изготовлены из меди, поверхность которой никелирована. Как крышка корпуса 17, так и дно корпуса 19 выполнены в виде металлической контакт-детали и содержат соответственно входящее внутрь корпуса утолщение 20 или, соответственно, 22 для установки мощного полупроводникового прибора. Через утолщения 20 и 22 между крышкой корпуса 17 и дном корпуса 19 защемлен в качестве мощного полупроводникового прибора отпираемый светом тиристор 24. Для изоляции напряжения крышки корпуса 17 относительно дна корпуса 19 изолирующая стенка 18 изготовлена из алюмооксидной керамики.
Для включения отпираемого светом тиристора 24 крышка корпуса 17 имеет отверстие 27, в которое (на Фиг.3 не видно) вставлено окно из алюмооксидного сапфира. Через выполненное в крышке корпуса 17 углубление 26 проложен световод 28, выход которого заканчивается перед вставленным в отверстие 27 окном из алюмооксидного сапфира. Выходящий из световода 28 свет проходит через окно из алюмооксидного сапфира внутрь корпуса 16 и попадает там на светочувствительное место отпираемого светом тиристора 24. Путем передачи светового импульса по световоду 28 таким образом отпираемый светом тиристор 24 включается.
На Фиг.4 в увеличенном представлении показано частично сечение согласно линии IV-IV на Фиг.3. Можно видеть опять-таки крышку корпуса 17 с введенным отверстием 27. Точно также виден выход световода 28, который заканчивается в непосредственной близости от окна 29 из алюмооксидного сапфира.
Отверстие 27 имеет внутри корпуса выемку 30 с большим диаметром для установки крепежных материалов для окна 29. Окно 29 из алюмооксидного сапфира выполнено в виде шайбы, которая на краевых областях связана с имеющей форму полого цилиндра первой деталью материала 31 из алюмооксидной керамики. Первая деталь материала 31 из алюмооксидной керамики в свою очередь спаяна через имеющую форму шайбы вторую деталь материала 32 из никель/железного сплава с крышкой корпуса 17.
Окно 29 из алюмооксидного сапфира (на Фиг.4 более подробно не представлено) через первый и второй соединительный слой 35 прочно соединено с первой деталью материала согласно показанному на Фиг.1 соединения материалов. Первая деталь материала 31 из алюмооксидной керамики в свою очередь через металлический припой 36 спаяна с деталью материала 32 из никель/железного сплава. Наконец, вторая деталь материала 32 через металлический припой 37 спаяна с крышкой корпуса 17. В качестве металлического припоя соответственно использован серебряно/медный припой.
Окно 29 из алюмооксидного сапфира имеет толщину 0,55 мм. Имеющая форму полого цилиндра первая деталь материала 31 имеет толщину стенки 1,3 мм. Имеющая форму шайбы вторая деталь материала 32 имеет в свою очередь толщину порядка 0,25 мм. В качестве никель/железного сплава второй детали материала 32 был использован никель/железный сплав фирмы Вакуумшмельце Ханау, имеющийся в продаже под торговым наименованием Vacodil.
За счет соединения под углом первой детали материала 31 со второй деталью материала 32 становится возможным относительное движение обоих деталей материала 31, 32 при уменьшении или увеличении диаметра отверстия 27 при нагружении крышки корпуса 17 изменениями температуры. Таким образом, компенсируется различный коэффициент теплового расширения окна 29 по сравнению с металлом крышки корпуса 17. Соединение окна 29 из алюмооксидного сапфира с крышкой корпуса 17 остается вакуумно-плотным и прочным даже тогда, когда крышку корпуса с температурой пайки порядка 600°С припаивают к изолирующей стенке 18.
Применение соединения материалов согласно Фиг.1 для вставления окна 29 из алюмооксидного сапфира в крышку корпуса 17 для отпираемого светом тиристора позволило впервые получить долговечное, вакуумно-плотное и стойкое к нагружению изменениями температуры соединение окна 29 с крышкой корпуса 17 и тем самым ввод света через окно внутрь корпуса. Таким образом можно отказаться от сложно выполняемых вакуумно-плотных вводов для световода в вакуумированное внутреннее пространство корпуса.
На Фиг.5, наконец, показано применение соединения материалов (композита) согласно Фиг.1 для непосредственного вставления окна 29 из алюмооксидного сапфира в изолирующую стенку 18 из алюмооксидной керамики. Для этого изолирующую стенку 18 в подходящем месте делают более плоской и в этом месте вставляют окно 29.
На Фиг.5 отчетливо показана алюмооксидная керамика 40 изолирующей стенки 18 корпуса 16, представленного на Фиг.3. Алюмооксидная керамика 40 через первый соединительный слой 3 и через второй соединительный слой 4, как это описано в относящейся к Фиг.1 части описания, спечена с окном 29 из алюмооксидного сапфира. Показанное на Фиг.1 соединение материалов (композит) позволяет также при подобном применении надежное, вакуумно-плотное и стойкое к изменениям температуры соединение окна 29 из алюмооксидного сапфира с алюмооксидной керамикой изолирующей стенки 18 корпуса 16. Таким относительно простым образом можно опять-таки отказаться от сложно выполнимого ввода световода во внутреннее пространство к светочувствительному полю отпираемого светом тиристора.
Реферат
Изобретение относится к вакуумно-плотному и стойкому к изменениям температуры соединению материалов из алюмооксидного сапфира и алюмоокисидной керамики, а также к способу его изготовления и его применению. Через первый соединительный слой из марганцево-силикатного стекла, в который внедрен, по меньшей мере, один из металлов: молибден, вольфрам, палладий или платина, и второй соединительный слой из марганцево-силикатного стекла достигается долговечное соединение между алюмооксидным сапфиром и алюмооксидной керамикой. Соединительные слои на керамике создают путём трафаретной печати паст соответствующего состава с последующим присоединением сапфира и обжигом при температуре 1200-1500оС. Указанное соединение материалов применяют для вставления окна из алюмооксидного сапфира в корпус для отпираемого светом тиристора. 3 н. и 17 з.п. ф-лы, 5 ил.
Комментарии