Способ изготовления детали из композиционного материала и способ изготовления панели типа "сэндвич" из композиционного материала - RU2119872C1
Код документа: RU2119872C1
Чертежи



Описание
Изобретения относятся к способу изготовления детали из композиционного материала путем соединения друг с другом нескольких предварительно отформованных заготовок и их последующего уплотнения матрицей и к способу изготовления панели типа "сэндвич" из композиционного материала.
Областью применения изобретений является, в частности, производство панелей типа "сэндвич" различного назначения из конструкционных термостойких композиционных материалов.
Под панелью типа "сэндвич" понимается единая деталь, образованная двумя относительно тонкими слоями обшивки или покрытия, связанными между собой заполнителем, расположенным между этими слоями. Этот связующий заполнитель панели образован подкрепляющими и обеспечивающими жесткость панели перегородками, перпендикулярными к слоям наружной обшивки и образующими между собой полости или ячейки пустого пространства. Известны различные типы конструкций ячеистого заполнителя таких панелей. Часто применяются на практике сотовые, волнистые, трубчатые, чашкообразные и другие структуры заполнителей.
При использовании "холодных" композиционных материалов, не предназначенных для использования в условиях относительно высоких эксплуатационных температур, для соединения поверхностных слоев обшивки панелей типа "сэндвич" с внутренним заполнителем или сердцевиной обычно применяется склеивание.
Иначе обстоит дело при использовании конструкционных термостойких композиционных материалов, таких, например, как углерод-углеродные композиты или композиционные материалы на основе керамической матрицы, механические свойства которых делают их пригодными для создания элементов тех или иных конструкций и которые способны сохранять свои механические свойства при воздействии достаточно высоких температур.
Существует определенная потребность в панелях типа "сэндвич", изготовленных из конструкционных термостойких композиционных материалов, для их практического применения, в частности, в авиационной и космической технике. Из таких панелей могут быть изготовлены, например, некоторые элементы конструкции космических летательных аппаратов, гиперзвуковых самолетов или самолетов с комбинированной тягой двигателей.
Возможны и другие варианты и области применения панелей такого типа. В частности, они могут быть использованы для изготовления лопаток и направляющих аппаратов турбин, применены в поддерживающих конструкциях зеркал различного назначения, требующих высокой размерной стабильности. Такие панели могут использоваться также в конструкциях обтекателей, подвергающихся воздействию значительных по величине тепловых потоков, или при создании различного рода противопожарных огнеотсекающих перегородок в неземных, воздушных и морских аппаратах и сооружениях.
Известен способ изготовления деталей сложной формы из конструкционных термостойких композиционных материалов, включающий изготовление предварительно отформованных заготовок для различных частей данной детали, соединении этих заготовок друг с другом в неуплотненном или в частично уплотненном состоянии и последующее совместное доуплотнение соединенных таким образом заготовок.
Известен способ изготовления панелей "сэндвич", который состоит в нанесении поддающегося пиролизу или термолизу связующего вещества путем намазывания между обращенными друг к другу внутренними сторонами наружной обшивки и сердцевиной или заполнителем данной панели перед их полным уплотнением и последующей реализации процесса пиролиза связующего вещества, после которого осуществляется совместно доуплотнение заполнителя данной панели, слоев ее обшивки и преобразованного в результате пиролиза связующего (EP N 0051535).
Известен способ изготовления панелей типа "сэндвич", заключающийся в использовании связей текстильного типа, формируемых путем сшивания отдельных элементов детали или продевания сквозь них волокон. Однако в этом случае для исключения значительной концентрации механических напряжений в точках связи и обеспечения достаточной прочности соединения необходима высокая удельная плотность стежков.
Не исключается и возможность реализации механического соединения отдельных заготовок детали друг с другом при помощи, например, резьбовых крепежных элементов. При этом образующие данную деталь заготовки из композиционных материалов соединяются после их индивидуального уплотнения. Реализованные таким образом механические связи различных элементов единой детали являются достаточно эффективными, но имеющими точечную структуру. В случае изготовления панелей типа "сэндвич" с использованием такой технологии проблема снижения местных концентраций механических напряжений заставляет применять сложную геометрию стыковочных поверхностей резьбовых крепежных элементов и обшивки панелей, а также подразумевает наличие прокладок или шайб.
Известен способ, в котором связь между двумя отдельными частями детали из композиционного материала (полиэфирная смола, армированная волокнами) может быть реализована путем вставки между этими частями скрепляющего элемента, представляющего собой пленку, на которой закреплено множество жестких иголок, располагающихся перпендикулярно к поверхности этой пленки. Таким образом, при использовании этого способа соединения отдельных частей детали из композиционного материала приходится прибегать к включению в состав этой детали дополнительного элемента, который должен быть изготовлен отдельно (патент GB N 1387868).
Известен способ изготовления детали из композиционного материала, включающий изготовление предварительно отформованных заготовок, обработку по меньшей мере одной заготовки для образования концов волокон, выступающих по меньшей мере над поверхностью одной из заготовок, соединение заготовок в неуплотненном или частично уплотненном состоянии, причем соединение двух заготовок осуществляют по меньшей мере частично, посредством концов волокон, выступающих над поверхностью по меньшей мере одной из заготовок, уплотнение соединенных заготовок (патент Франции N 2189207, кл. B 32 B 5/10, 1974). Известный способ позволяет существенно увеличить количество точек контакта между накладываемыми друг на друга слоями ткани, что в такой же степени увеличивает прочность схватывания пиролитического материала, образующего матрицу в процессе последующего уплотнения такой предварительно отформованной заготовки. Отсюда следует возрастание прочности на расслоение между соединенными таким образом подкрепляющими слоями заготовок. Этот способ может быть применен к соединению элементов, образующих заготовку для данной детали, но не для соединения уже приготовленных к сборке заготовок, образующих данную единую деталь. Кроме того, этот известный способ повышения качества соединения требует применения специальных методов истирания поверхности слоев ткани, причем эта операция по существу имеет разрушительный характер.
Задача изобретения состоит в том, чтобы предложить способ, позволяющий достаточно простым и относительно дешевым образом обеспечить эффективное и однородное соединение предварительно отформованных заготовок различных частей единой детали из композиционного материала перед их совместным окончательным уплотнением при помощи матрицы.
Это достигается тем, что способ изготовления детали из композиционного материала, включающий изготовление предварительно отформованных заготовок, обработку по меньшей мере одной заготовки для образования концов волокон, выступающих по меньшей мере над поверхностью одной из заготовок, соединение заготовок в неуплотненном или частично уплотненном состоянии, причем соединение двух заготовок осуществляют по меньшей мере частично, посредством концов волокон, выступающих над поверхностью оп меньшей мере одной из заготовок, уплотнение соединенных заготовок, включает обработку заготовки, которую осуществляют путем пробивания ее иглами на подложке с последующим отделением последней для выявления выступающих концов волокон, при этом выступающие концы волокон ориентированы перпендикулярно поверхности заготовки.
Соединение двух заготовок может быть осуществлено по меньшей мере частично, посредством концов волокон, выступающих над поверхностями каждой из заготовок.
При использовании заготовки, образованной наложенными друг на друга и пробитыми иглами двумерными волокнистыми слоями, в качестве подложки может быть отделен один из поверхностных слоев заготовки.
Выступающие над поверхностью заготовки концы волокон могут быть отверждены путем консолидации за счет частичного уплотнения заготовки перед соединением заготовок в деталь.
Известен способ изготовления панели типа "сэндвич", состоящий из двух жестких слоев наружной обшивки, между которыми расположен заполнитель, образованный перегородками, перпендикулярными слоями обшивки, включающий изготовление предварительно отформованных заготовок для обшивки и заполнителя панели, соединение между собой заготовок в неуплотненном или частично уплотненном состоянии, совместное уплотнение соединенных заготовок (US патент N 5041321, кл. B 32 B 3/06, 1991).
Однако в таких панелях имеется недостаточная прочность соединения заготовок.
Задачей второго изобретения является реализация упомянутого выше способа для изготовления панелей типа "сэндвич" из конструкционных термостойких композиционных материалов методом взаимного соединения и последующего совместного уплотнения матрицей предварительно отформованных заготовок слоев наружной обшивки и внутреннего заполнителя данной панели.
Это достигается тем, что в способе изготовления панели типа "сэндвич" из композиционного материала, состоящей из двух жестких слоев наружной обшивки, между которыми расположен заполнитель, образованный перегородками, перпендикулярными слоям обшивки, включающем изготовление предварительно отформованных заготовок для обшивки и заполнителя панели, соединение между собой заготовок в неуплотненном или частично уплотненном состоянии и совместное уплотнение соединенных заготовок, отформованные заготовки для обшивки пробивают иглами на подложке для образования концов волокон, выступающих перпендикулярно к поверхности заготовки, подложку отделяют от заготовки для выявления выступающих концов волокон, введенных в подложку при пробивании ее иглами, и соединение заготовок обшивки и образующих заполнитель перегородок осуществляют по меньшей мере частично, посредством концов волокон, выступающих перпендикулярно к поверхности заготовки для обшивки.
При использовании заготовки для обшивки, образованной наложенными друг на друга и пробитыми иглами двумерными волокнистыми слоями, в качестве подложки может быть отделен по меньшей мере один из поверхностных слоев заготовки.
Выступающие над поверхностью заготовок для обшивки концы волокон могут быть отверждены путем консолидации за счет частичного уплотнения заготовок для обшивки перед соединением их с перегородками, образующими заполнитель.
Заготовки обшивки с отвержденными выступающими над ее поверхностью концами волокон могут быть соединены с заготовкой заполнителя панели, изготовленной из вспененного материала.
Соединенные заготовки для обшивок панели и ее заполнители дополнительно могут быть прошиты на кондукторе или формирователе.
Получение концов волокон обеспечивается путем извлечения дополнительного результата при операции иглопробивания, осуществляемой при изготовлении предварительной заготовки отдельной части данной детали, и не требует выполнения каких-либо специальных и сложных операций.
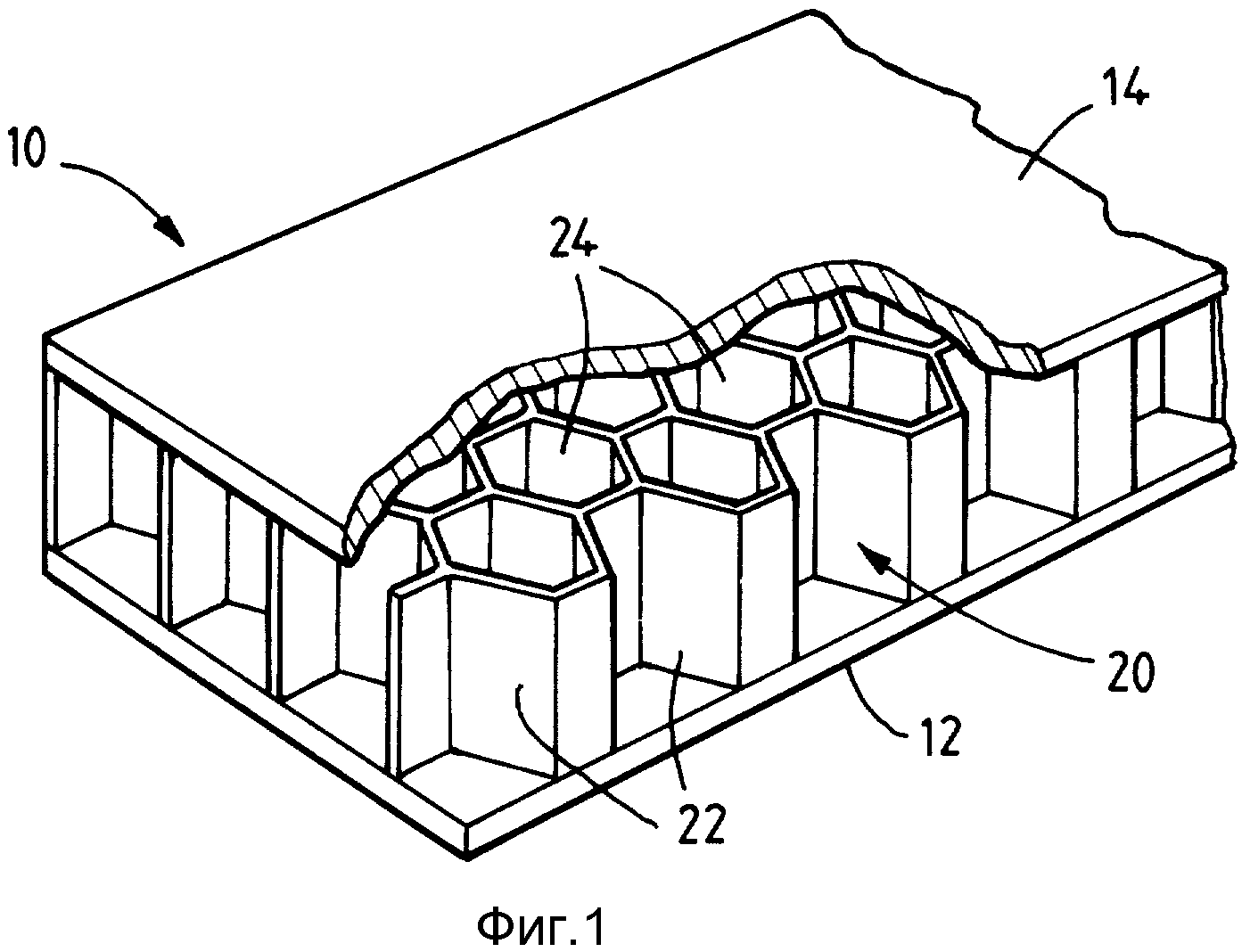
Сущность изобретения поясняется чертежами, где на фиг. 1 представлен схематично вид в перспективе части панели типа "сэндвич"; на фиг. 2A-2F - этапы одного из вариантов реализации способа в соответствии с изобретением, примененного для изготовления панели типа "сэндвич", показанной на фиг. 1; на фиг. 3 - вариант использования способа в соответствии с предлагаемым изобретением; на фиг. 4A-4E - этапы реализации другого возможного варианта использования способа в соответствии с изобретением для изготовления панели типа "сэндвич", показанной на фиг. 1.
На фиг. 1 схематически показана панель 10 типа "сэндвич" из конструкционного термостойкого композиционного материала, такого, например, как углерод-углеродный композиционный материал (силовая структура из углеродных волокон, уплотненная углеродной же матрицей) или композиционный материал с керамической матрицей (силовая структура из углеродных или керамических жаропрочных волокон, уплотненная керамической матрицей).
Панель 10 содержит два слоя наружной обшивки или покрытия 12, 14 и ячеистую сердцевину или заполнитель, образованные связанными друг с другом перегородками 22, которые расположены между слоями наружной обшивки 12 и 14 перпендикулярно к ним. В показанном на фиг. 1 примере реализации панели типа "сэндвич" ячейки 24 заполнителя внутренней полости этой панели, образованные перегородками 22, имеют форму пчелиных сотов, причем другие формы структуры этого заполнителя или сердцевины панели типа "сэндвич" также, разумеется, могут иметь место и реально используются на практике.
Для изготовления панели 10 типа "сэндвич" прежде всего приступают к реализации предварительно отформованных заготовок волокнистой структуры для панелей наружной обшивки 12 и 14 для заполнителя 20.
Предварительно отформованные заготовки 13, 15 элементов обшивки панели типа "сэндвич" образованы путем плотного накладывания друг на друга двумерных волокнистых слоев 11 (см. фиг. 2А). Слои 11 образованы, например, слоями ткани или слоями волоконных жгутов, которые в случае необходимости могут перемежаться прослойками волокон. Слои 11 состоят из волокон углерода или волокон прототипа углерода, такого, например, как предварительно окисленный полиакрилонитрил (PAN). Число слоев 11, используемых при изготовлении данной заготовки, выбирается в зависимости от заданной толщины слоев покрытия или обшивки изготавливаемой панели типа "сэндвич". Слои 11 соединяют между собой при помощи пробивания иглами. Способ иглопробивного соединения уложенных друг на друга плоских слоев волокнистого материала известен.
Результатом пробивания жесткими иглами слоев волокнистого материала заготовок обшивки панелей типа "сэндвич" является извлечение концов волокон из слоев 11 или пластов волокон, вставленных между ними, и расположение этих концов волокон перпендикулярно к слоям.
После проведения операции иглопробивания по меньшей мере один поверхностный слой снимается с оставшейся части заготовки 13 (см. фиг. 2B). Снимаемый поверхностный слой обозначен позицией 11a. Концы волокон, введенные в слой 11a в процессе иглопробивания плоской заготовки, образуют концы волокон 17, которые выступают над поверхностью заготовки 13 перпендикулярно к этой поверхности. Аналогичным образом по меньшей мере один поверхностный слой 11b снимается с оставшейся части заготовки 15, обнажая концы волокон 19.
Заготовка заполнителя 20 внутренней полости панели типа "сэндвич" формируется из волнистых листов, получаемых при помощи накладывания друг на друга (пакетирования) и последующего формования слоев ткани 21, предварительно пропитанных смолой соответствующего химического состава (см. фиг. 2C). Смола используется в количестве, достаточном для того, чтобы после ее структурирования с образованием поперечных связей и пиролиза обеспечить стабилизацию формы (консолидации) заготовок из волнистых листов, однако без полного и окончательного уплотнения этих заготовок.
Волнистые листы 23, полученные после структурирования пропиточной смолы, соединяют друг с другом для того, чтобы сформировать блок заполнителя 25 с ячейками 26 (см. фиг. 2D). Соединение волнистых листов в блок 25 может быть осуществлено, например, путем склеивания прилегающих друг к друга стенок листов 23 при помощи смолы, используемой для предварительной пропитки слоев ткани 21. Полученный таким образом блок 25 разрезается по длине ячеек на участки, соответствующие требуемой толщине изготавливаемой панели типа "сэндвич" (то есть, соответствующие требуемому расстоянию между слоями наружной обшивки изготавливаемой панели). Таким образом получают уже частично уплотненную заготовку заполнителя или сердцевины панели 20.
Полученная после разрезания в размер блока 25 заготовка 27 вставляется между поверхностями заготовок наружной обшивки 13 и 15 с выступающими над этими поверхностями концов волокон 17, 19 (см. фиг. 2E). Как показано более подробно в увеличенном масштабе на фиг. 2F, каждая часть 29 заготовки 27, соответствующая перегородке 22 заполнителя или сердцевины изготавливаемой панели, располагается перпендикулярно поверхностям заготовки 13 и 15. Торцы частей 29 этих перегородок заготовки заполнителя нанизываются или накалываются на волоконные иголочки 17 и вставляются в их массу.
Соединенные таким образом, между собой предварительно отформованные заготовки 13, 15 и 27 затем совместно уплотняются материалом, образующим матрицу данного композита (углерод или керамика). Это совместное уплотнение или доуплотнение собранных в единую деталь заготовок осуществляется, например, путем химической инфильтрации в пазообразной фазе. Технологии осуществления химической инфильтрации в парообразной фазе углерода или керамики хорошо известны. После выполненного таким образом уплотнения получают панель типа "сэндвич", подобную той, которая показана на фиг. 1.
Пиролиз пропиточной смолы слоев ткани 21 и смолы, используемой для склеивания листов 23, осуществляется перед совместным уплотнением соединенных друг с другом заготовок. То же самое относится к карбонизации или обугливанию волокон, образующих слои 11 и/или слои 21, в тех случаях, когда эти волокна изготовлены не из углерода, а из его прототипа. В этом случае карбонизация или обугливание волокон, образующих заготовки 13, 15 и 27, могут быть осуществлены перед соединением этих заготовок в единую деталь и даже перед снятием поверхностных слоев 11a и 11b.
Как было сказано выше, концы волокон заготовок 13 и 15 приводятся в состояние, пригодное для соединения элементов панели путем снятия одного или нескольких поверхностных слоев 11 заготовки.
Поверхностные слои, предназначенные для последующего снятия, могут быть заменены подложкой, на которой осуществляется иглопробивание остальных слоев. В том случае, когда волокна, образующие заготовки 13 и 15, представляют собой волокна из прототипа углерода, подложка может быть образована, например, одним или несколькими слоями углеродной ткани. Зато в тех случаях, когда волокна, из которых изготовлены заготовки 13 и 15, представляют собой волокна углерода, в результате чего отпадает необходимость в их карбонизации, подложка может быть образована одним или несколькими листами полиэтилена.
Соединение заготовок между собой посредством волоконных иголочек может быть дополнено перевязкой на кондукторе с использованием известного способа.
В примере, проиллюстрированном на фиг. 3, конструкция, образованная заготовкой 13, заготовкой 27 и заготовкой 15, наложена на верхнюю плоскую поверхность кондуктора или формирования 30 и соединена с ним посредством нитей прошивки 32. В этом примере заготовка 27 имеет форму трапеции и заготовки 13 и 15 присоединяются к ней с двух сторон, причем связь между конечными частями заготовок 13 и 15 обеспечивается взаимным зацеплением между концами волокон их примыкающих друг к другу поверхностей.
Прошивочные нити 32 пронизывают заготовку 15, проходят сквозь ячейки заготовки 27, пронизывают заготовку 13 и пропускаются в отверстия 34 кондуктора или формирователя 30, образуя параллельные линии прошивки.
Панелям, имеющим структуру типа "сэндвич", могут быть приданы самые разнообразные формы, включая трубчатые конструкции. В этих трубчатых конструкциях слои обшивки образуют две коаксиальные трубки, в пространстве между которыми размещается заполнитель с радиально расположенными ячейками.
Другой вариант применения способа в соответствии с изобретением для изготовления панелей типа "сэндвич", аналогичных показанной на фиг. 1, проиллюстрирован на фиг. 4A-4E.
Заготовки 13 и 15 слоев наружной обшивки изготавливаемой панели формируются так же, как было описано выше с приведением в состояние, пригодное для соединения элементов панели концов волокон 17, 19 путем снятия одного или нескольких поверхностных слоев заготовки после осуществления операции иглопробивания (см. фиг. 4A).
Ячеистая заготовка заполнителя или сердцевины панели изготавливается известным способом.
Двумерные слои волокнистой структуры 31 накладываются друг на друга и соединяются между собой иглопробиванием. Далее на полученной таким образом заготовке в шахматном порядке выполняются разрезы в виде щелей 32, причем размеры и расположение этих разрезов определяют размеры и форму будущих ячеек заполнителя изготавливаемой панели. Разрезы выполняются в параллельных друг другу плоскостях, перпендикулярных плоскостям волокнистых слоев заготовки (см. фиг. 4B).
После реализации разрезов заготовка растягивается в направлении, перпендикулярном плоскостями этих разрезов (см. фиг. 4C), в результате чего образуются ячейки 33 не заполненного материалом пространства.
После растягивания полученная таким образом заготовка 36 уплотняется, удерживаясь в процессе уплотнения в растянутом состоянии посредством специального приспособления, образованного основанием 34 и штырями 35, вставленными в ячейки 33.
Конструкции, образованная упомянутым выше приспособлением 34, 35 и располагающейся на нем заготовкой 36, помещается в печь, где в соответствующих температурных условиях заготовка частично уплотняется путем химической инфильтрации в парообразной фазе. Это уплотнение осуществляется до такой степени, которой гарантийно оказывается достаточно для консолидации или отверждения заготовки с целью надежного сохранения ею своей геометрической формы после удаления фиксирующего эту форму приспособления (см. фиг. 4D).
Затем полученная таким образом заготовка вводится в пространство между плоскими заготовками 13 и 15. Торцы стенок ячеек 33 утапливаются и закрепляются в концах волокон 17, 19, имеющихся на поверхностях заготовок 13 и 15 (см. фиг. 4E).
Соединенные таким образом друг с другом заготовки подвергаются совместному уплотнению или доуплотнению путем химической инфильтрации в парообразной фазе, приводящей в конечном итоге к получению готовой панели типа "сэндвич".
Как указывалось, концы волокон на поверхности по меньшей мере одной из соединяемых заготовок предполагались образованными волокнами не подвергавшейся уплотнению заготовки. Для того, чтобы сообщить этим концам волокон наибольшую жесткость, можно осуществить их консолидацию или отверждение перед началом взаимного соединения заготовок. С этой целью каждая заготовка, имеющая эти концы волокон на поверхности, подвергается частичному уплотнению. Это частичное уплотнение может быть осуществлено жидким способом, то есть пропиткой заготовки соответствующей смолой и последующим осуществлением пиролиза, или газообразным способом, то есть химической инфильтрацией в парообразной фазе. Сама по себе операция консолидации или отверждения заготовок волокнистой структуры является известной и обычно используется для получения минимальной когезии или сцепления волокон между собой, что позволяет свободно манипулировать с такой заготовкой и дает ей возможность сохранять ей форму без применения специальных формообразующих приспособлений.
Отвержденные таким образом волокна ведут себя практически как штырьки, обеспечивая более эффективное зацепление между прилегающими друг к другу поверхностями соединяемых заготовок.
Жесткость этих штырьков позволяет также рассматривать возможность соединения заготовок, имеющих такие штырьки или жесткие концы волокон, с заготовками, структура которых не является волокнистой, например с заготовками из вспененных материалов, в поверхность которых эти штырьки или жесткие концы волокон могут проникать, причем такое соединение, как и в рассмотренных выше случаях, дополняется совместным уплотнением соединенных заготовок.
Таким образом, в случае изготовления панели типа "сэндвич" жесткие концы волокон, полученные консолидацией в результате частичного уплотнения заготовок листов обшивки панели, могут втыкаться в поверхность заготовки заполнителя или сердцевины панели, изготовленной не в виде волокнистой структуры, а выполненной в виде блока из вспененного материала малой плотности, с которой заготовки листов обшивки соединяются перед совместным уплотнением или доуплотнением.
Реферат
Изготавливают предварительно оформленные заготовки для режимных частей единой детали из композиционного материала и соединяют друг с другом в неуплотненном состоянии или состоянии частичного уплотнения при помощи связи между соответствующими прилегающими друг к дугу поверхностями заготовок 13,15,36 посредством концов волокон 17,19, которые выступают перпендикулярно к поверхностям заготовок 13,15 и за которые зацепляется поверхность другой заготовки 36. Затем соединенные заготовки подвергают совместному уплотнению. Концы волокон образованы на поверхности волокнистой заготовки в результате пробивания ее иглами. Предлагаемый способ используют для изготовления панелей типа "сэндвич" из конструкционных материалов, причем такая панель состоит из двух жестких слоев обшивки, между которыми располагается заполнитель из перегородок, перпендикулярных упомянутым слоям обшивки. Получаемые панели характеризуются высокой частотностью. 2 с. и 7 з.п. ф-лы, 4 ил.
Комментарии