Способ получения олефинов - RU2554511C2
Код документа: RU2554511C2
Чертежи
Описание
Изобретение относится к способу получения олефинов, объединенной системе получения олефинов.
В последние годы все больше внимания уделяется разработке и использованию источников природного газа по всему земному шару. Недостатком природного газа по сравнению с нефтью является трудность транспортировки больших объемов природного газа от месторождения до места применения. Одним из путей эффективной транспортировки природного газа является сжижение природного газа и перевозка сжиженного природного газа (LNG). Другим путем является превращение метана природного газа в жидкие углеводороды с использованием технологии перевода газовой фазы в жидкость (GtL). Продукты процесса GtL обычно являются жидкостями и могут быть транспортированы таким же путем, что и традиционная нефть и продукты нефтепереработки.
Помимо метана природный газ обычно включает другие углеводороды, такие как этан, пропан и бутаны. Такой природный газ называют неотбензиненным газом. Последние два могут быть введены в коллектор LPG, однако этан не может быть добавлен. Кроме того, по различным причинам содержание этана в природном газе, подаваемом в процесс LNG или GtL, ограничено и поэтому значительная часть этана должна быть удалена из природного газа перед подачей природного газа в любой из процессов LNG или GtL.
Хотя применение этана ограничено, обычно этан сжигают в печи с получением тепла; его соответствующий олефиновый этилен является основным химическим соединением, имеющим широкий ряд областей применения и представляющим большой коммерческий интерес. Этан может быть превращен в этилен, например, при использовании процесса термического крекинга. Затем этилен может быть использован для получения, например, полиэтилена, стирола, этиленоксида или моноэтиленгликоля. Конверсия этана в этилен является высоко эндотермической реакцией и требует подвода значительного количества энергии. Кроме того, капитальные затраты на процесс превращения этана в этилен, особенно на стадии вторичной переработки, и последующие процессы конверсии этилена являются высокими, и требуется минимальная мощность производства этилена, чтобы сделать его экономически целесообразным.
Когда содержание этана в природном газе слишком мало, и, соответственно, этан доступен недостаточно, процесс превращения этана в этилен становится непривлекательным.
Данная проблема становится еще более выраженной в том случае, когда природный газ отводят из относительно малых газоносных пластов, особенно тех, которые расположены в отдаленных изолированных местах, также называемый труднодоступным природным газом. Безусловно, данный труднодоступный природный газ может быть конвертирован в LNG или продукты GtL. Однако для этого требуется, чтобы в труднодоступном газоносном пласте поддерживался минимальный уровень производительности в день, чтобы обеспечить рентабельность вложений. Обычно данные труднодоступные газоносные пласты не могут обеспечить достижения уровней производительности, достаточных для поддержания работы процесса GTL или LNG. Кроме того, при этом получают недостаточно этана для поддерживания работы процессов конверсии этана в этилен и последующей конверсии этилена.
Было предложено объединить установку парового крекинг этана с процессами окисления до олефинов (OTO), которые позволяют получать дополнительный этилен. Например, C. Eng et al., (C. Eng, E. Arnold, E. Vora, T. Fuglerud, S. Kvisle, H. Nilsen, Integration of the UOP/HYDRO MTO Process into Ethylene Plants, 10th Ethylene Producer's Conference, New Orleans, USA, 1998) предложил объединить технологию UOP получения олефинов из метанола (MTO) с установкой парового крекинга нафты или этана. Упоминается, что при объединении обоих процессов можно получить достаточное количество этилена с одновременным получением ценного пропилена. Недостатком, упомянутым E. Eng et al., является колебания цен на метанол, который является основным сырьем для реакции MTO.
В заявке WO2009/039948 A2 предложен объединенный процесс парового крекинга и MTP для получения этилена и пропилена. Согласно WO2009/039948 A2, в данном процессе достигается особое преимущество за счет объединения конечных стадий обоих процессов. Исходный метанол получают из метана, что требует достаточной подачи метана.
В US 2005/0038304 раскрыта объединенная система получения этилена и пропилена из системы ОТО и системы парового крекинга. Согласно US 2005/0038304, в данном процессе особое преимущество достигается за счет объединения конечных стадий обоих процессов. Из синтез-газа получают метанол как основное сырье для процесса ОТО. Однако согласно US 2005/0038304, производство метанола из синтез-газа требует больших энергозатрат из-за эндотермического характера процесса получения синтез-газа, так что эндотермическим процессом получения синтез-газа обычно является паровой реформинг метана.
Метанол может быть получен из водорода и оксида углерода или диоксида углерода. Обычно метанол получают из смеси водорода, оксида углерода и диоксида углерода. Чтобы синтезировать метанол, необходимо обеспечить водород, оксид углерода и диоксид углерода в молярном отношении, по меньшей мере, 2, причем отношение рассчитывается следующим образом:
молярное отношение = (# молей Н2 - # молей CO2)/(# молей СО + # молей СО2)
Сырьем для синтеза метанола обычно является синтез-газ. Однако, безусловно, данный синтез-газ должен содержать водород, оксид углерода и диоксид углерода в молярном отношении, по меньшей мере, 2. В наиболее экзотермических процессах синтеза газа, однако, образуется синтез-газ, обедненный водородом. Его оказывается недостаточно, например, для пропускания обедненного водородом синтез-газа через реактор конверсии водяного газа с превращением части оксида углерода в синтез-газе с водой до водорода и диоксида углерода. Как можно видеть в определении молярного отношения, приведенного выше по тексту, данная конверсия не влияет на достигаемое молярное отношение. Как описано в US 2005/0038304, синтез-газы, которые достаточно обогащены водородом, образуются в результате эндотермического процесса, такого как паровой реформинг метана. Чтобы снизить потребление энергии при получении синтез-газа, синтез-газ смешивают с обедненным водородом синтез-газом, например, полученным в результате экзотермического некатализированного процесса частичного окисления. Смесь затем используют для синтеза метанола.
В заявке WO 2007/142739 A2 рассмотрен способ получения метанола из синтез-газа. Метанол может быть использован для получения олефинов. В способе, предложенном в WO 2007/142739A2, поток водорода, включающий более 5 мол.% метана, объединяют с синтез-газом. Поток водорода может быть получен, например, в процессе парового крекинга.
В US 2002/0143220A1 предложен способ получения олефинов. Углеводородное сырье подвергают окислительной дегидрогенизации с получением олефинов и синтез-газа. Синтез-газ превращают в метанол. Метанол может быть превращен в этилен.
В данной отрасли существует потребность в усовершенствованном объединенном способе крекинга этана и ОТО технологии.
Было установлено, что возможно получать олефины термическим крекингом этана с образованием олефинов и водорода с одновременным получением дополнительных олефинов, используя технологию ОТО, при которой водород, полученный из процесса крекинга и процесса ОТО, используют для получения, по меньшей мере, части окисленного сырья для процесса ОТО.
Соответственно, настоящее изобретение относится к способу получения олефинов, включающему
а) крекинг включающего этан сырья в зоне крекинга и в условиях крекинга с получением выходящего из зоны крекинга потока, включающего, по меньшей мере, олефины и водород;
b) конверсию окисленного сырья в зоне окисления до олефинов с получением выходящего из зоны ОТО потока, по меньшей мере, олефинов и водорода;
с) объединение, по меньшей мере, части выходящего из зоны крекинга потока и части выходящего из зоны ОТО потока с получением объединенного выходящего потока; и
d) отделение водорода от объединенного выходящего потока, причем образуется, по меньшей мере, часть окисленного сырья за счет подачи водорода, полученного на стадии d) и сырья, содержащего оксид углерода и/или диоксид углерода, в зону синтеза оксигенатов и получения оксигенатов.
Способ по настоящему изобретению относится к получению олефинов, в частности, низших олефинов (С2-С4), еще более конкретно, этилена и пропилена. Несколько процессов, таких как крекинг этана или процессы окисление-до-олефинов (ОТО), могут обеспечить получение олефинов. Процессы крекинга этана и ОТО обычно обеспечивают получение этилена из различных исходных материалов. В случае стадии крекинга этана сырьем предпочтительно является содержащее этан сырье. С другой стороны, стадия ОТО предусматривает использование включающего окисленные соединения сырья. Предпочтительные окисленные соединения включают алкилспирты и простые алкилэфиры, более предпочтительно метанол, этанол, пропанол и/или простой диметиловый эфир (DME), даже еще более предпочтительно метанол и/или простой диметиловый эфир (DME).
Авторами настоящего изобретения установлено, что при получении олефинов объединенным процессом, включающим стадию крекинга этана и стадию конверсии оксигенатов в олефины (ОТО), достигается синергический эффект от использования сырья за счет применения, по меньшей мере, части водорода, который получен на стадии (а) крекинга этана (далее также называемым водородом, полученным со стадии (а), или водородом из крекинг-установки) и водорода, полученного со стадии (b) (далее также называемым водородом из процесса ОТО), для синтеза оксигенатов, предпочтительно путем конверсии водорода в присутствии оксида углерода и/или диоксида углерода в метанол и/или простой диметиловый эфир.
На стадии (а) процесса образуется водород вместе с олефинами, обычно водород и олефины выходят из зоны крекинга в виде выходящего из зоны крекинга потока, включающего водород и олефины. Предпочтительно водород отделяют от олефинов, т.е. разделяют выходящий из зоны крекинга поток, включающий водород и олефины, перед подачей в зону синтеза оксигенатов. Водород может быть отделен при использовании подходящих средств, известных в данной области, например, криогенной перегонки, абсорбции переменного давления, где водород в содержащем водород потоке поглощается предпочтительнее примесей, или через мембраны, проницаемые для водорода.
На стадии (b) образуются товарные олефины, которые обычно покидают зону ОТО в виде выходящего из зоны ОТО потока. Данный выходящий из зоны ОТО поток также включает небольшие количества водорода, обычно в интервале от 0,05 до 1 масс.% в расчете на общее содержание углеводородов в выходящем из зоны ОТО потоке. Количество водорода в выходящем из зоны ОТО потоке, однако, является относительно небольшим, что делает отделение водорода от остальной части выходящего из зоны ОТО потока нецелесообразным. В способе согласно изобретению, по меньшей мере, часть выходящего из зоны крекинга потока и, по меньшей мере, часть выходящего из зоны ОТО потока объединяют в объединенный выходящий поток на стадии (с), и затем на стадии (d) водород отделяют от этого объединенного выходящего потока. Водород, полученный из объединенного выходящего потока, называют водородом из объединенного выходящего потока. Таким путем извлекают не только часть или весь водород из выходящего из зоны крекинга потока, но также, по меньшей мере, часть водорода из выходящего из зоны ОТО потока и используют для синтеза оксигенатов.
Данные оксигенаты затем подают в реакцию ОТО с образованием дополнительных олефинов. При использовании водорода из крекирнг-установки и водорода из процесса ОТО снижается, если не исключается совсем, потребность в обогащенном водородом синтез-газе, полученном в результате эндотермического процесса реформинга. Таким образом, снижается расход диоксида углерода для получения оксигенатов, так как, по меньшей мере, часть водорода, требуемого для получения оксигената, образуется в качестве побочного продукта и не добавляет дополнительного диоксида углерода более того, что требуется для основного продукта реакции - этилена.
Направляя, по меньшей мере, часть водорода из крекинг-установки и водород из процесса ОТО в зону синтеза оксигенатов, можно снизить количество синтез-газа, необходимого для синтеза оксигенатов, по меньшей мере, по сравнению с водородом только из крекинг-установки. Синтез-газ обычно получают частичным окислением углеводородов с использованием главным образом чистого кислорода или, по меньшей мере, обогащенного кислородом воздуха. Получение чистого кислорода требует высокого расхода энергии, поэтому, снижение потребности в синтез-газе также снижает потребность в кислороде, что, в свою очередь, приводит к снижению расхода энергии и образования диоксида углерода. Кроме того, могут быть снижены капитальные вложения, так как требуется меньшая по объему установка по производству кислорода.
На фигуре 1 представлена схема варианта осуществления объединенной системы получения олефинов по изобретению.
На стадии (а) процесса содержащее этан сырье направляют в зону крекинга и крекируют. Полученный продукт крекинга включает олефины и водород.
На стадии (b) способа оксигенированное сырье направляют в зону конверсии оксигената в олефины и конвертируют с получением, по меньшей мере, олефинов и водорода. Достигается синергизм в способе по изобретению при использовании водорода, полученного на стадии (а) и (b) с получением, по меньшей мере, части оксигенированного сырья в зоне ОТО. В результате, водород, полученный в ходе стадии крекинга, больше не сгорает как топливо в этановой горелке, а используется для получения ценных оксигенатов. Кроме того, водород, полученный на стадии (а), не включает значительных количеств инертных газов, таких как N2, Ar или CH4. Данные инертные газы обычно могут содержаться в природном газе или очищенном кислороде, подаваемом для получения синтез-газа для производства метанола. За счет использования водорода, полученного на стадии (а) как часть сырья для зоны синтеза оксигенатов, содержание инертных газов в данном сырье может быть снижено.
Достигается дополнительный синергизм, так как способ по изобретению позволяет применять смешанное сырье, например, главным образом метан/этановое сырье, для получения этилена. В данном случае сырье разделяют на поток, включающий преимущественно этан, который крекируют до этилена, и поток, включающий преимущественно метан, который конвертируют в синтез-газ и затем метанол и/или DME. Метанол и/или DME могут быть конвертированы в этилен по технологии ОТО. Как результат, производство этилена в меньшей степени подвержено колебаниям подачи в качестве сырья либо метана, либо этана.
Как упоминалось выше по тексту, водород, полученный на стадии (d), используют для получения, по меньшей мере, части оксигенированного сырья, подаваемого в зону процесса ОТО на стадии (b). Может быть получен любой подходящий оксигенат или смесь оксигенатов, в частности, алкилспирты и простые алкиловые эфиры, предпочтительно метанол и/или DME.
В способе по изобретению водород и сырье, содержащее оксид углерода и/или диоксид углерода, подают в зону синтеза оксигенатов.
Метанол может быть получен прямо из водорода и, по меньшей мере, одного оксида углерода и диоксида углерода в зоне синтеза оксигенатов. Водород может взаимодействовать с оксидом углерода с получением метанола по следующей реакции:
СО+2Н2→СН3ОН
В альтернативном случае водород может взаимодействовать с диоксидом углерода также с образованием метанола по следующей реакции:
СО2+3Н2→СН3ОН+Н2О
Также возможно использовать смесь оксида углерода и диоксида углерода. Предпочтительно водород и оксид углерода и/или диоксид углерода подают в зону синтеза оксигенатов в молярном отношении, лежащем в интервале от 2,0 до 3,0, предпочтительно от 2,0 до 2,2. Молярное отношение здесь определяется следующим образом:
молярное отношение = (# молей H2 - # молей СО2)/(# молей СО + # молей CO2)
В вышепредставленном определении, по меньшей мере, одно число молей оксида углерода или число молей диоксида углерода превышает нуль.
В случае использования смеси оксида углерода и диоксида углерода для конверсии водорода в метанол, предпочтительно, чтобы концентрация диоксида углерода в водороде, смеси оксида углерода и диоксида углерода лежала в интервале от 0,1 до 25 мол.%, предпочтительно от 3 до 15 мол.%, более предпочтительно от 4 до 10 мол.%, в расчете на общее число молей водорода, оксида углерода и диоксида углерода в смеси. Содержание диоксида углерода относительно содержания СО в сингазе должно быть достаточно высоким, чтобы поддержать соответствующим образом высокую температуру реакции и минимизировать количество нежелательных побочных продуктов, таких как парафины. В то же время, относительное содержание диоксида углерода к оксиду углерода не должно быть слишком высоким, чтобы реакция диоксида углерода с водородом давала меньше метанола, в расчете на водород, подаваемый в зону синтеза оксигената. Кроме того, реакция диоксида углерода с водородом сопровождается образованием воды. Если она содержится в высокой концентрации, вода может дезактивировать катализатор синтеза оксигенатов.
В зоне синтеза оксигената водород и оксид углерода и/или диоксид углерода превращаются в метанол в присутствии подходящего катализатора. Данные катализаторы известны в данной области и описаны, например, в WO 2006/020083, которая введена в настоящий документ в качестве ссылки. Подходящий катализатор для синтеза метанола из водорода и, по меньшей мере, одного оксида углерода и диоксида углерода включает
- Оксид, по меньшей мере, одного элемента, выбранного из группы, состоящей из меди, серебра, цинка, бора, магния, алюминия, ванадия, хрома, марганца, галлия, палладия, осмия и циркония. Предпочтительно катализатором является катализатор на основе меди и цинка, более предпочтительно в форме меди, оксида меди и оксида цинка.
- Катализатор на основе меди, который включает оксид, по меньшей мере, одного элемента, выбранного из группы, состоящей из серебра, цинка, бора, магния, алюминия, ванадия, хрома, марганца, галлия, палладия, осмия и циркония. Предпочтительно катализатор содержит оксид меди и оксид, по меньшей мере, одного элемента, выбранного из группы, состоящей из цинка, магния, алюминия, хрома и циркония.
- Катализатор, выбранный из группы, состоящей из оксидов меди, оксидов цинка и оксидов алюминия. Более предпочтительно катализатор содержит оксиды меди и цинка.
- Катализатор, включающий оксид меди, оксид цинка и, по меньшей мере, один другой оксид.
Предпочтительно, по меньшей мере, один другой оксид выбран из группы, состоящей из оксида циркония, оксида хрома, оксида ванадия, оксида магния, оксида алюминия, оксида титана, оксида гафния, оксида молибдена, оксида вольфрама и оксида марганца.
Особенно подходящие катализаторы включают катализаторы, содержащие оксид меди в интервале от 10 до 70 мас.% в расчете на общую массу катализатора. Предпочтительно содержащие оксид меди в интервале от 15 до 68 мас.% и более предпочтительно от 20 до 65 мас.% оксида меди, в расчете на общую массу катализатора.
Данный катализатор может предпочтительно также содержать оксид цинка в интервале от 3 до 30 мас.% в расчете на общую массу катализатора. Предпочтительно содержать оксид цинка в интервале от 4 до 27 мас.%, более предпочтительно от 5 до 24 мас.% оксида цинка в расчете на общую массу катализатора.
Катализатор, включающий оба оксида меди и цинка, предпочтительно включает оксид меди и оксид цинка в отношении оксида меди к оксиду цинка, которое может меняться в широком диапазоне. Предпочтительно данный катализатор включает оксид меди к оксиду цинка в атомном отношении Cu:Zn в интервале от 0,5:1 до 20:1, предпочтительно от 0,7:1 до 15:1, более предпочтительно от 0,8:1 до 5:1.
Катализатор может быть получен согласно известным методам. Примеры данных методов можно найти в патентах США №№ 6114279; 6054497; 5767039; 5045520; 5254520; 5610202; 4666945; 4455394; 4565803; 5385949, где описание каждого полностью введено в настоящий документ в качестве ссылки.
Метанол может быть синтезирован в зоне синтеза оксигената по любой обычной технологии синтеза метанола. Примеры данных процессов включают периодические процессы и непрерывные процессы. Непрерывные процессы являются предпочтительными.
Процессы в трубчатом слое и процессы в псевдоожиженном слое являются особенно предпочтительными типами непрерывных процессов.
Процесс синтеза метанола является эффективным в широком ряду температур. Предпочтительно метанол синтезируют в зоне синтеза оксигената осуществлением контакта водорода и, по меньшей мере, одного из оксида углерода и диоксида углерода с катализатором при температуре в интервале от 150 до 450°С, более предпочтительно от 175 до 350°С, даже более предпочтительно от 200 до 300°С.
Процесс синтеза метанола является эффективным в широком ряду давлений. Предпочтительно метанол синтезируют осуществлением контакта водорода и, по меньшей мере, одно из оксида углерода и диоксида углерода с катализатором в зоне синтеза оксигената при давлении в интервале от 15 до 125 атмосфер, более предпочтительно от 20 до 100 атмосфер, даже более предпочтительно от 25 до 75 атмосфер.
Для синтеза метанола часовые объемные скорости газа в зоне синтеза оксигената меняются в зависимости от типа непрерывного процесса, который использован. Предпочтительно часовая объемная скорость газа в потоке газа через каталитический слой лежит в интервале от 50 ч-1 до 50000 ч-1. Предпочтительно часовая объемная скорость газа в потоке газа через каталитический слой лежит в интервале от приблизительно 250 ч-1 до 25000 ч-1, более предпочтительно от приблизительно 500 ч-1 до 10000 ч-1.
Процесс синтеза метанола, как рассмотрено выше в настоящем документе, может позволить получить несколько оксигенатов в качестве побочных продуктов, включая альдегиды и другие спирты. Данные побочные продукты также являются подходящими реагентами для реакции ОТО. Другие менее желательные побочные продукты могут быть удалены из выходящего из зоны синтеза оксигенатов потока, если это необходимо, перед подачей выходящего из зоны синтеза оксигенатов потока в зону ОТО с получением, по меньшей мере, части оксигенированного сырья.
Другим подходящим и предпочтительным оксигенатом, который может быть синтезирован в зоне синтеза оксигентов, является простой диметиловый эфир (DME). DME может быть прямо синтезирован из водорода, полученного на стадии (d), и, по меньшей мере, одного из оксида углерода и диоксида углерода, но предпочтительно его синтезируют из метанола, который был, по меньшей мере, частично получен из водорода, полученного на стадии (d), как рассмотрено выше по тексту настоящего документа. Необязательно DME получают из метанола и водорода и, по меньшей мере, одного из оксида углерода и диоксида углерода. Конверсия метанола в DME известна в данной области. Данная конверсия является равновесной реакцией. При конверсии спирт контактирует при повышенной температуре с катализатором. В ЕР-А 340576 представлен перечень возможных катализаторов. Данные катализаторы включают хлориды железа, меди, олова, марганца и алюминия и сульфаты меди, хрома и алюминия. Кроме того, могут быть использованы оксиды титана, алюминия и бария. Предпочтительные катализаторы включают оксиды алюминия и силикаты алюминия. Оксид алюминия является особенно предпочтительным катализатором, особенно гамма-оксид алюминия. Хотя метанол может находиться в жидкой фазе, процесс предпочтительно осуществляют так, что метанол находится в паровой фазе. В данном контексте реакцию подходящим образом проводят при температуре от 140 до 500°С, предпочтительно от 200 до 400°С, и давлении от 1 до 50 бар, предпочтительно от 8 до 12 бар, точный выбор зависит от кислотности катализатора. Учитывая экзотермический характер конверсии метанола в DME, конверсию подходящим образом проводят с охлаждением реакционной смеси, включающей первый катализатор, чтобы выход DMF был максимальным.
Подходящим образом реакция превращения метанола в DME протекает в отдельной секции зоны синтеза оксигенатов.
В случае, когда часть синтезированного метанола превращается в DME, выходящий из зоны оксигената поток может включать метанол и DME в любом отношении. Предпочтительно массовое отношение DME к метанолу лежит в интервале от 0,5:1 до 100:1, более предпочтительно от 2:1 до 20:1. Подходящим образом реакция конверсии метанола в DME является реакцией, приводящей к равновесию. Это предусматривает, что массовое отношение DME к метанолу может меняться от 2:1 до 6:1. Очевидно, что специалист в данной области может решить вопрос о смещении равновесия за счет создания разных реакционных условий и/или введением или отводом любого из реагентов.
В способе по изобретению, по меньшей мере, часть оксигенированного сырья представляет метанол и/или DME, полученный по реакции водорода, полученного на стадии (d), по меньшей мере, с одним из оксида углерода и диоксида углерода.
Сырьем, содержащим оксид углерода и/или диоксид углерода, может быть любое доступное сырье, содержащее оксид углерода и/или диоксид углерода. Особенно подходящим сырьем, содержащим оксид углерода и/или диоксид углерода, является источник, включающий синтез-газ, полученный в процессе получения синтез-газа. Данный процесс получения синтез-газа предпочтительно включает некатализируемые процессы частичного окисления, каталитические процессы частичного окисления, процессы парового реформинга метана, процессы аутотермического реформинга и процессы конверсии водяного газа. Хотя процесс конверсии водяного газа в принципе не является процессом получения синтез-газа, выходящий из процесса конверсии водяного газа поток обычно включает водород, оксид углерода, диоксид углерода. Источник также может включать синтез-газ, полученный из нескольких процессов получения синтез-газа.
Предпочтительными источниками оксида углерода и/или диоксида углерода являются те, которые включают синтез-газ, имеющий молярное отношение водорода и оксида углерода и/или диоксида углерода, как определено выше по тексту настоящего документа, которое ниже отношения, предпочтительного для синтеза метанола, т.е. источниками, в которых недостаточно водорода. Данные синтез-газы обычно получают из процессов получения синтез-газа, в которых природный газ или другой метансодерджащий газ подвергается частичному окислению с получением сырьевого синтез-газа для процесса Фишера-Тропша. Данные процессы получения синтез-газа предпочтительно включают некаталитические процессы частичного окисления, каталитические процессы частичного окисления и процессы аутотермического реформинга.
Предпочтительно синтез-газ, используемый как сырье, содержащее оксид углерода и/или диоксид углерода, имеет молярное отношение водорода к оксиду углерода и/или диоксиду углерода в интервале от 1,0 до 1,9, более предпочтительно от 1,3 до 1,8, где молярное отношение определяется так, как определено выше по тексту. Данный синтез-газ с низким содержанием диоксида углерода предпочтительно получают некаталитическими методами частичного окисления для получения синтез-газа. Катализатор частичного окисления обычно индуцирует конверсию водяного газа в присутствии воды. В результате оксид углерода превращается в диоксид углерода. Дополнительное преимущество заключается в том, что некаталитические процессы частичного окисления не требуют добавления значительных количеств воды для протекания процесса, данного некаталитического процесса частичного окисления. Процессы получения значительных количеств диоксида углерода включают, например, паровой реформинг метана. Поэтому, использование синтез-газа процесса парового реформинга метана является менее предпочтительным.
Способ по изобретению включает варианты осуществления, в которых водород, полученный на стадии (d), используют и/или смешивают с выходящим из процесса получения сингаза потоком и затем по меньшей мере часть потока, необязательно после переработки на стадии конверсии водяного газа, используют для процесса синтеза оксигенатов.
Использование части потока синтез-газа, остальная часть которого применяется как сырье для процесса Фишера-Тропша, имеет дополнительное преимущество, которое заключается в том, что диоксид углерода в поток синтез-газа может быть преимущественно направлен в процесс синтеза оксигенатов, а не в процесс Фишера-Тропша, в котором диоксид углерода рассматривается как нежелательная инертная примесь.
Другим подходящим сырьем, содержащим оксид углерода и/или диоксид углерода, является источник, включающий диоксид углерода, полученный из месторождения природного газа или нефтеносного пласта. Данный диоксид углерода также называют нефтепромысловым диоксидом углерода. Некоторые месторождения природного газа или нефтеносные пласты включают значительные концентрации диоксида углерода, до 70 мол.% в расчете на общий объем газа, извлекаемого из пласта. При использовании данного диоксида углерода для синтеза оксигенатов и затем олефинов данный диоксид углерода улавливается, снижая неустойки за диоксид углерода при разработке месторождений природного газа или нефтяных пластов.
Другим подходящим сырьем, содержащим оксид углерода и/или диоксид углерода, является источник, включающий диоксид углерода, полученный из содержащего диоксид углерода потока дымового газа, в частности, дымового газа, полученного из объединенного процесса по изобретению, или необязательно из установки по очистке кислорода или из процесса получения синтез-газа. Предпочтительно дымовой газ сначала концентрируют для повышения концентрации диоксида углерода.
Особенно подходящим сырьем, содержащим оксид углерода и/или диоксид углерода, может быть источник, включающий дымовой газ, полученный при окислительном коксоудалении из печи для крекинга этана, обычно одной из печей для крекинга этана, используемых при получении олефинов на стадии (а). В случае окислительного коксоудаления из печи с использованием чистого кислорода или чистого кислорода, разбавленного диоксидом углерода, вместо воздуха, может быть получен поток по существу чистого диоксида углерода, который особенно подходит для включения в сырье, содержащее оксид углерода и/или диоксид углерода. Хотя сначала необходимо получить чистый кислород, нет необходимости дополнительно перерабатывать дымовой газ, чтобы захватить диоксид углерода. Кроме того, коксоудаление с катализатора ОТО в ходе регенерации катализатора может быть осуществлено аналогичным образом с получением подходящего включающего диоксид углерода потока.
Другим особенно подходящим сырьем, содержащим оксид углерода и/или диоксид углерода, может быть источник, включающий диоксид углерода, полученный окислительным коксоудалением с катализатора, например, катализатора конверсии оксигенатов, используемого в процессе ОТО.
Другим особенно подходящим сырьем, содержащим оксид углерода и/или диоксид углерода, может быть источник, включающий диоксид углерода, полученный из процесса получения этиленоксида или моноэтиленгликоля (MEG).
Как отмечено выше по тексту, предпочтительно использовать сырье, содержащее оксид углерода и/или диоксид углерода, которое включает и оксид углерода, и диоксид углерода, поэтому, предпочтительно синтез-газ объединяют, по меньшей мере, с одним потоком, включающим диоксид углерода, с получением сырья, содержащего оксид углерода и/или диоксид углерода. Например, синтез-газ, включающий главным образом водород и оксид углерода, можно объединить с газопромысловым диоксидом углерода с получением сырья, содержащего оксид углерода и/или диоксид углерода, которое может быть смешано, по меньшей мере, с частью водорода, полученного на стадии (d). Предпочтительно к синтез-газу добавляют достаточно диоксида углерода, чтобы получить концентрацию диоксида углерода в интервале от 0,1 до 25 мол.%, предпочтительно от 3 до 15 мол.%, более предпочтительно от 4 до 10 мол.%, в расчете на общее число молей водорода, оксида углерода и диоксида углерода в смеси.
Предпочтительно используют синтез-газ, включающий немного или не включающий вовсе диоксид углерода. Диоксид углерода, например, из MEG процесса, включает немного или не включает инертных соединений, таких как Ar, N2, или CH4. При использовании синтез-газа с небольшим содержанием или отсутствием содержания диоксида углерода можно добавить больше диоксида углерода, например, из MEG процесса, и меньше инертных соединений попадет в зону синтеза оксигенатов. Таким образом, образуется меньше отработанного диоксида углерода, что, в противном случае, потребовало бы его отделения или выведения и хранения.
Объединяя, по меньшей мере, часть выходящего из зоны крекинга потока и, по меньшей мере, часть выходящего из зоны ОТО потока в объединенный выходящий поток, также объединяют в один поток, по меньшей мере, часть олефинов, полученных на стадии (а) и стадии (b).
Если учесть сырье, которое включает главным образом этан, то выходящий из зоны крекинга поток, полученный в зоне крекинга на стадии (а), будет включать главным образом этилен, но также может включать до 2 мас.% пропилена в расчете на общую массу этилена в выходящем из зоны крекинга потоке. Данное количество пропилена не является экономически возобновляемым, однако объединением олефинов, полученных из зоны крекинга на стадии (а), и олефинов, полученных из зоны ОТО на стадии (b), т.е. объединением, по меньшей мере, части выходящего из зоны крекинга потока и, по меньшей мере, части выходящего и зоны ОТО потока в единый объединенный выходящий поток, получают объединенный выходящий поток, который включает в интервале от 10 до 40 мас.% пропилена, в расчете на общее содержание углеводородов в объединенном выходящем потоке. Высокое содержание пропилена в объединенном выходящем потоке обусловлено высоким содержанием пропилена в выходящем из зоны ОТО потоке. В процессе ОТО образуется смесь олефинов, включающая в интервале от 5 до 80 мас.% этилена и в интервале от 10 до 80 мас.% пропилена, в расчете на общее содержание углеводородов в выходящем из зоны ОТО потоке. Объединяя потоки, выходящие из зоны крекинга и из зоны ОТО, можно также экономично извлекать пропилен из выходящего из зоны крекинга потока. Пропилен может быть использован как сырье для процесса получения полипропилена, необязательно после обработки его с удалением примесей. Процессы производства полипропилена хорошо известны в данной области.
Помимо олефинов и водорода, процесс ОТО также сопровождается образованием небольших количеств алканов, в частности, этана, пропана и бутана. Дополнительные преимущества от объединенного процесса могут быть получены за счет подачи любого этана, присутствующего в выходящем из зоны ОТО потоке, в зону крекинга. Этан может быть затем крекирован до этилена и водорода в зоне крекинга, обеспечивая таким образом дополнительное количество этилена и водорода. Водород может быть затем использован для синтеза оксигенатов.
Одним из олефинов, полученных на обеих стадиях (а) и (b) способа по изобретению, является предпочтительно этилен. Предпочтительно этилен, полученный на стадии (а), объединяют с этиленом, полученным на стадии (b), предпочтительно в объединенный выходящий поток.
Этилен, полученный в способе по изобретению, может быть использован как сырье для нескольких других процессов, включающих производство этиленоксида, моноэтиленгликоля (MEG) и мономерного стирола.
Авторами изобретения было установлено, что можно объединить производство данных продуктов в способ по изобретению с получением дополнительного положительного эффекта.
При первом дополнительном объединении, по меньшей мере, часть этилена, полученного на стадии (а), стадии (b) или предпочтительно на обеих стадиях (а) и (b), окисляют до этиленоксида за счет подачи, по меньшей мере, части этилена с источником кислорода в зону окисления этилена, далее называемой зоной ЕО.
Предпочтительно этиленоксид дополнительно конвертируют в моноэтиленгликоль (MEG). MEG представляет собой жидкость и поэтому может быть транспортирован и храниться более удобным образом, чем этиленоксид. Предпочтительно зона ЭО является частью более крупной зоны синтеза моноэтиленгликоля, т.е. второй зоны синтеза оксигената, далее по тексту называемой зоной MEG. Предпочтительно зона MEG включает первую секцию, включающую зону ЭО, и вторую секцию гидролиза этиленоксида. MEG синтезируют, обеспечивая этиленоксид источником воды в зоне гидролиза этиленоксида и конвертируя этиленоксид в MEG. Необязательно сначала осуществляют взаимодействие этиленоксида с диоксидом углерода с образованием этиленкарбоната, который затем гидролизуют с получением MEG и диоксида углерода, в соответствии со ссылкой в настоящем документе на US 2008139853, введенный в настоящий документ в качестве ссылки.
Этилен обычно превращается в этиленоксид при окислении этилена с образованием этиленоксида.
Конверсия этилена в этиленоксид может быть осуществлена любым методом окисления этилена, в результате которого образуется по меньшей мере этиленоксид и диоксид углерода. В зоне ЭО, по меньшей мере, часть этилена частично окисляется с образованием этиленоксида. Предпочтительно окисление этилена протекает в зоне ЭО, в которую подают этилен и источник кислорода. Предпочтительно источником кислорода является обогащенный кислородом воздух, более предпочтительно чистый кислород. Окисление кислорода может быть осуществлено над катализатором, находящимся в первой секции, предпочтительно катализатора на основе серебра. Дается ссылка, например, на работу Knile et al., Ethylene, Keystone to the petrochemical industry, Marcel Dekker Inc., New York, 1980, особенно страница 20. В качестве побочного продукта при окислении этилена в этиленоксид образуется диоксид углерода. Не желая быть связанными теорией, авторы изобретения полагают, что производство диоксида углерода основано на взаимодействии этилена со связанными с катализатором атомами кислорода. Как следствие этого, от 14 до 20 мол.% от общего количества этилена, вводимого в зону ЭО, превращается в диоксид углерода.
Конверсия этиленоксида в MEG может быть осуществлена с использованием процесса получения MEG, в котором используется этиленоксид. Обычно этиленоксид гидролизуют водой до MEG. Необязательно этиленоксид сначала конвертируют с помощью диоксида углерода в этиленкарбонат, который затем гидролизуют до MEG и диоксида углерода. Воду подают в зону MEG как источник воды, предпочтительно чистой воды или пара. Товарный MEG получают из зоны MEG в виде включающего MEG выходящего потока. Подходящие способы для получения этиленоксида и MEG предложены, например, в патентных заявках US 2008139853, US 2009234144, US 2004225138, US 20044224841 и US 2008182999, введенных в настоящий документ в качестве ссылок, однако может быть использован любой подходящий способ для получения этиленоксида и конверсии этиленоксида в MEG.
Как указано, побочным продуктом процесса этиленоксид/MEG является диоксид углерода. В ходе реакции окисления этилена до этиленоксида образуется диоксид углерода. Это отходящий диоксид углерода, и его необходимо изолировать или выделить иным образом и хранить. В способе по настоящему изобретению данный диоксид углерода может быть использован для получения, по меньшей мере, части сырья, содержащего оксид углерода и/или диоксид углерода, вводимого в зону синтеза оксигената.
Предпочтительно диоксид углерода извлекают из выходящего из зоны ЭО потока с получением отдельного включающего диоксид углерода потока. Предпочтительно выходящий из зоны ЭО поток дополнительно обрабатывают с превращением этиленоксида в MEG в зоне MEG. Из зоны MEG получают выходящий из зоны MEG поток, включающий MEG и диоксид углерода. Подходящим образом диоксид углерода может быть выделен из выходящего из зоны MEG потока путем охлаждения выходящего из зоны MEG потока до температуры ниже температуры кипения MEG, данный диоксид углерода также называют диоксидом углерода из MEG. Так как дополнительного диоксида углерода не образуется при конверсии этиленоксида в MEG, диоксид углерода из MEG является тем же, что диоксид углерода из ЭО. При повторном использовании диоксида углерода для синтеза оксигенатов снижается расход свежего диоксида углерода для получения ЭО. Другое преимущество заключается в том, что поток, включающий диоксид углерода, полученный из зоны ЭО или MEG, включает преимущественно диоксид углерода и, в зависимости от температуры потока, пар. Предпочтительно поток включает диоксид углерода и пар в интервале от 80 до 100 мол.%, в расчете на общее количество молей в потоке. Более предпочтительно поток, включающий диоксид углерода, включает главным образом только диоксид углерода и необязательно пар. Такой поток является особенно подходящим для использования в процессе синтеза оксигенатов, так как не вносит значительных количеств инертных веществ, например, CH4, N2 и Ar, в зону синтеза оксигенатов. Однако если поток, включающий диоксид углерода, включает значительные количества других нежелательных соединений, например, этиленоксид, поток предпочтительно обрабатывают с удалением данных соединений перед введением потока в зону синтеза оксигенатов. Обычно в ходе окисления этиленоксида в ЭО присутствуют небольшие количества хлорированных соединений. В результате, поток, включающий диоксид углерода, полученный из зоны ЭО и MEG, может включать алкилхлориды. Содержание алкилхлоридов в потоке, включающем диоксид углерода, полученных в зоне ЭО и MEG, может быть определено с использованием известных методов анализа для определения состава газового потока, таких как газовая хроматография. В случае, когда поток, включающий диоксид углерода, полученный в зоне ЭО или MEG, включает алкилхлориды, поток, включающий диоксид углерода, полученный в зоне ЭО или MEG, сначала предпочтительно обрабатывают с удалением алкилхлоридов. Хлор может быть удален при использовании любого подходящего метода для удаления хлора из газового потока. Один из таких методов включает десорбционную обработку или экстракцию алкилхлоридов в экстракционной установке. Другой подходящий процесс включает удаление алкилхлоридов с помощью мембран.
Другое преимущество объединения с синтезом MEG заключается в том, что после MEG при проведении процесса получения MEG в зоне MEG могут образоваться небольшие количества других оксигенатов, таких как, например, диэтиленгликоль. Данные оксигенаты могут быть подходящим образом отделены от полученного выходящего из зоны MEG потока и направлены в зону ОТО в качестве части оксигенированного сырья.
Второе дополнительное объединение может быть достигнуто при конверсии, по меньшей мере, части этилена, полученного на стадии (а), стадии (b) или предпочтительно обеих стадиях (а) и (b), в присутствии бензола в этилбензол и конверсии, по меньшей мере, части этилбензола в мономерный стирол и по меньшей мере водород.
Каждая из упомянутых в настоящем документе стадий конверсии хорошо известна в данной области. Может быть использован любой подходящий процесс. Этилбензол обычно получают при взаимодействии этилена и бензола в присутствии кислотного катализатора. Дается ссылка, например, на работу Knile et al., Ethylene, Keystone to the petrochemical industry, Marcel Dekker Inc., New York, 1980, особенно часть 3.4.1, страница 24-25. Хотя стирол получают каталитической дегидрогенизацией этилбензола в присутствии подходящего катализатора, примеры подходящего катализатора включают, но не ограничиваются ими, катализаторы дегидрогенизации на основе оксида железа (III).
Объединяя способ по изобретению с получением мономерного стирола, как рассмотрено выше, получают дополнительный водород после желательных продуктов. Предпочтительно данный водород отделяют от других продуктов реакции и затем направляют в зону синтеза оксигенатов для получения, по меньшей мере, части оксигенированного сырья для стадии (b) процесса.
При использовании водорода, полученного при конверсии этилена через этилбензол в стирол для синтеза оксигенатов снижается расход свежего диоксида углерода для получения оксигенатов, так как, по меньшей мере, часть требуемого для получения оксигената водорода получают в качестве побочного продукта, и дополнительно диоксид углерода не добавляют больше того, что требуется для получения стирола как главного продукта реакции.
Полученный мономерный стирол может быть использован для получения полистирола.
В одном из вариантов осуществления, изобретение включает
i) обеспечение сырья, включающего метан и этан;
ii) разделение сырья по меньшей мере на сырье, содержащее метан, и сырье, содержащее этан;
iii) обеспечение, по меньшей мере, части содержащего метан сырья для процесса получения синтез-газа с получением синтез-газа;
и iv) подача, по меньшей мере, части этана в зону крекинга и, по меньшей мере, части синтез-газа в зону синтеза оксигенатов.
Таким путем изобретение позволяет обеспечить совместное получение этилена и пропилена из сырья, включающего метан и этан, такого как, например, природный газ или попутный газ. Упоминание в настоящем документе попутного газа относится к С1-С5 углеводородам, совместно полученным при добыче нефти.
В настоящем изобретении включающее этан сырье подвергают крекингу в зоне крекинга в условиях крекинга с получением по меньшей мере олефинов и водорода.
Кроме того, образуются небольшие количества пропилена. Могут образоваться другие побочные продукты, такие как бутилен, бутадиен, этин, пропин и бензол. Процесс крекинга проводят при повышенных температурах, предпочтительно в интервале от 650 до 1000°С, более предпочтительно от 750 до 950°С. Обычно крекинг проводят в присутствии воды (пара) в качестве разбавителя. Конверсия этана обычно составляет величину в интервале от 40 до 75 мол.% в расчете на общее число молей этана, введенного в хону крекинга. Предпочтительно некрекированный этан направляют на рецикл обратно в зону крекинга. Процессы крекинга этана хорошо известны специалистам в данной области и не нуждаются в дополнительном объяснении. Дается ссылка, например, на работу Knile et al., Ethylene, Keystone to the petrochemical industry, Marcel Dekker Inc., New York, 1980, особенно глава 6 и 7.
В настоящем изобретении оксигенированное сырье конвертируется в процессе оксигенат-в-олефины, в котором осуществляют контакт оксигенированного сырья в зоне ОТО с катализатором конверсии оксигената в условиях конверсии оксигената с получением выходящего из процесса конверсии потока, включающего низшие олефины. В зоне ОТО, по меньшей мере, часть сырья конвертируется в продукт, содержащий один или более олефинов, предпочтительно включая легкие олефины, особенно этилен и/или пропилен.
Примеры оксигентов, которые могут быть использованы в оксигенированном сырье на стадии b) процесса, включают спирты, такие как метанол, этанол, изопропанол, этиленгликоль, пропиленгликоль; кетоны, такие как ацетон и метилэтилкетон; альдегиды, такие как формальдегид, ацетальдегид и пропиональдегид; простые эфиры, такие как простой диметиловый эфир, простой диэтиловый эфир, простой метилэтиловый эфир, тетрагидрофуран и диоксан; эпоксиды, такие как этиленоксид и пропиленоксид; и кислоты, такие как уксусная кислота, пропионовая кислота, муравьиная кислота и масляная кислота. Дополнительными примерами являются диалкилкарбонаты, такие как диметилкарбонат, или сложные алкиловые эфиры карбоновых кислот, такие как метилформиат. Из данных примеров предпочтительными являются спирты и простые эфиры.
Примеры предпочтительных оксигенатов включают спирты, такие как метанол, этанол, изопропанол, этиленгликоль, пропиленгликоль; и простые диалкиловые эфиры, такие как простой диметиловый эфир, простой диэтиловый эфир, метилэтиловый простой эфир. Простые циклические эфиры, такие как тетрагидрофуран и диоксан, также являются подходящими.
Оксигенатом, используемым в способе по изобретению, является предпочтительно оксигенат, который включает, по меньшей мере, одну связанную кислородом алкильную группу. Алкильной группой является предпочтительно С1-С4 алкильная группа, т.е. включающая от 1 до 4 атомов углерода; более предпочтительно алкильная группа включает 1 или 2 атома углерода и наиболее предпочтительно один атом углерода. Оксигенат может включать одну или более данных соединенных кислородом С1-С4 алкильных групп. Предпочтительно оксигенат включает одну или две связанные кислородом С1-С4 алкильные группы.
Более предпочтительно используют оксигенат, имеющий, по меньшей мере, одну С1 или С2 алкильную группу, также более предпочтительно, по меньшей мере, одну С1 алкильную группу.
Предпочтительно оксигенат выбирают из группы алканолов и простых диалкиловых эфиров, состоящей из простого диметилового эфира, простого диэтилового эфира, простого метилэтилового эфира, метанола, этанола и изопропанола и их смесей..
Наиболее предпочтительно окисгенатом является метанол или простой диметиловый эфир или их смесь.
Предпочтительно оксигенированное сырье включает, по меньшей мере, 50 мас.% оксигената, в частности, метанола и/или простого диметилового эфира, в расчете на общее количество углеводородов, более предпочтительно, по меньшей мере, 80 мас.%, наиболее предпочтительно, по меньшей мере, 90 мас.%.
Оксигенированное сырье может быть получено из предварительного реактора, в котором метанол конвертируется, по меньшей мере, частично в простой диметиловый эфир. Таким образом, можно удалить воду отгонкой, в результате чего меньше воды будет присутствовать в процессе превращения оксигената в олефины, что имеет преимущество для схемы процесса и снижает степень жесткости гидротермических условий, воздействующих на катализатор.
Оксигенированное сырье может включать какое-то количество разбавителей, таких как вода или пар.
Известно несколько процессов ОТО для превращения оксигенатов, таких как, например, метанол или простой диметиловый эфир, в продукт, содержащий олефины, как уже было рассмотрено выше. Один такой процесс рассмотрен в WO-A 2006/020083, введенной в настоящий документ в порядке ссылки, особенно в параграфах [0116]-[0135]. Процессы, объединяющие производство оксигенатов из синтез-газа и их конверсию в легкие олефины, рассмотрены в US 2007/0203380A1 и US 2007/0155999A1.
Катализаторы, как описано в WO А 2006/020083, подходят для конверсии оксигенированного сырья на стадии (b) настоящего изобретения. Данные катализаторы предпочтительно включают каталитические композиции на основе молекулярных сит. Подходящими молекулярными ситами являются кремнийалюмофосфаты (SAPO), такие как SAPO-17, -18, -34, -35, -44, но также SAPO-5, -8, -11, -20, -31, -36, -37, -40, -41, -42, -47 и -56.
В альтернативном случае, конверсию оксигенированного сырья можно осуществить при использовании катализатора на основе алюмосиликата, особенно цеолита. Подходящие катализаторы включают те, которые содержат цеолит группы ZSM, в частности, типа MFI, такой как ZSM-22, типа МТТ, такой как ZSM-23, типа TON, такой как ZSM-22, типа MEL, такой как ZSM-11, типа FER. Другие подходящие цеолиты представляют, например, цеолиты STF-типа, такие как SSZ-35, типа SFF, такие как SSZ-44 и EU-2 типа, такие как ZSM-48. Катализаторы на основе алюмосиликатов являются предпочтительными, когда олефиновое сопутствующее сырье подают в зону конверсии оксигената вместе с оксигенатом для увеличения производства этилена и пропилена.
Условия реакции конверсии оксигенатов включают те, которые упомянуты в WO-A 2006/020083. Следовательно, подходящими условиями реакции являются температуры реакции от 200 до 1000°С, предпочтительно от 250 до 750°С, и давление от 0,1 кПа (1 мбар) до 5 мПа (50 бар), предпочтительно от 100 кПа (1 бар) до 1,5 мПа (15 бар).
Особенно предпочтительный процесс ОТО для использования на стадии (b) по настоящему изобретению будет рассмотрен ниже. Данный процесс обеспечивает особенно высокую конверсию оксигенированного сырья и циркуляцию сопутствующего сырья до этилена и пропилена. В этой связи дается ссылка на WO 2007/135052, WO 2009/065848, WO 2009/065875, WO 2009/065870, WО 2009/065855, WO 2009/065877, в которых использован катализатор, включающий алюмосиликат или цеолит, имеющий одномерные 10-ядерные каналы, олефиновое сопутствующее сырье и/или циркуляция сырья.
В данном процессе катализатор конверсии оксигенатов включает один или более цеолитов, имеющих одномерные 10- ядерные каналы, которые не пересекаются другими каналами, предпочтительно, по меньшей мере, 50 мас.% данных цеолитов в расчете на общее количество цеолитов в катализаторе. Предпочтительными примерами являются цеолиты МТТ и/или TON типа. В особенно предпочтительном варианте осуществления изобретения катализатор включает, помимо одного или более одномерных цеолитов, имеющих 10-ядерные каналы, таких как МТТ и/или TON типа, более многомерный цеолит, в частности, MFI типа, более конкретно ZSM-5, или типа MEL, такой как цеолит ZSM-11. Данный дополнительный цеолит (молекулярное сито) может иметь положительный эффект по стабильности катализатора в ходе процесса ОТО и в гидротермических условиях. Второе молекулярное сито, имеющее более многомерные каналы, имеет пересекающиеся каналы, по меньшей мере, в двух направлениях. Так, например, структура каналов образована по существу параллельными каналами в первом направлении и по существу параллельными каналами во втором направлении, где каналы в первом и втором направлениях пересекаются. Возможны также пересечения с каналами другого типа. Предпочтительно каналы, по меньшей мере, в одном из направлений представляют собой 10-ядерные каналы. Предпочтительный цеолит MFI типа имеет отношение диоксида кремния к оксиду алюминия SAR, по меньшей мере, 60, предпочтительно, по меньшей мере, 80, более предпочтительно, по меньшей мере, 100, даже более предпочтительно, по меньшей мере, 150. Катализатор конверсии оксигенатов может включать, по меньшей мере, 1 мас.% в расчете на общую массу молекулярного сита в катализаторе конверсии оксигенатов второго молекулярного сита, имеющего одномерные каналы, предпочтительно, по меньшей мере, 5 мас.%, более предпочтительно, по меньшей мере, 8 мас.%, и кроме того может включать менее 35 мас.% дополнительного молекулярного сита, в некоторых вариантах осуществления изобретения менее 20 мас.% или меньше 18 мас.%, например, меньше 15 мас.%.
Особенно когда конверсию оксигената проводят над катализатором, содержащим алюмосиликаты МТТ и TON типов, может быть преимущественным вводить сопутствующее сырье, содержащее олефин, вместе с оксигенированным сырьем (таким как обогащенным простым диметилэтиловым эфиром или обогащенным метанолом сырьем) в зону ОТО, когда последнее сырье вводят в данную зону. Было установлено, что каталитическая конверсия оксигенатов, в частности, метанола и DME, в этилен и пропилен ускоряется, когда олефин находится в контакте между метанолом и/или простым диметилэтиловым эфиром и катализатором. Поэтому, подходящим образом олефиновое сопутствующее сырье вводят в зону реакции вместе с оксигенированным сырьем.
В особых вариантах осуществления изобретения, по меньшей мере, 70 мас.% олефинового сопутствующего сырья образуется в ходе нормальной работы за счет циркуляционного потока С3+ или С4+ олефиновой фракции из выходящего из процесса конверсии ОТО потока, предпочтительно, по меньшей мере, 90 мас.%, более предпочтительно, по меньшей мере, 99 мас.% и наиболее предпочтительно олефиновое сопутствующее сырье в ходе нормальной работы образуется за счет данного циркуляционного потока. В одном из вариантов осуществления изобретения олефиновое сопутствующее сырье может включать, по меньшей мере, 50 мас.% С4 олефинов и, по меньшей мере, всего 70 мас.% С4 углеводородных соединений. Оно также может включать пропилен. Выходящий из процесса конверсии ОТО поток может включать 10 мас.% или меньше, предпочтительно 5 мас.% или меньше, более предпочтительно 1 мас.% или меньше С6-С8 ароматических соединений, в расчете на общую массу углеводородов в выходящем потоке. По меньшей мере, одно олефиновое сопутствующее сырье и циркуляционный поток может, в частности, содержать менее 20 мас.% С5+ олефинов, предпочтительно менее 10 мас.% С5+ олефинов, в расчете на общую массу углеводородов в олефиновом сопутствующее сырье.
Чтобы максимизировать образование этилена и пропилена, желательно максимизировать циркуляцию С4 олефинов. В автономном процессе, т.е. без объединения с крекинг-установкой, существует предел максимальной циркуляции С4 фракции потока, выходящего из ОТО зоны. Некоторая часть его, как та, что лежит между 1 и 5 мас.%, должна быть отведена в качестве продувки, поскольку в противном случае насыщенные С4 углеводороды (бутан) будут образовывать отложения, которые по существу не конвертируются в условиях реакции ОТО.
В предпочтительном способе достигается оптимальных выход легких олефинов, когда ОТО конверсию проводят при температуре более 450°С, предпочтительно при температуре 460°С или выше, более предпочтительно при температуре 480°С или выше, особенно при 500°С или выше, более особенно при 550°С или выше или 570°С или выше. Температура обычно будет составлять менее 700°С или менее 650°С. Давление будет обычно лежать между 0,5 и 15 бар, в частности, между 1 и 5 бар.
В особом варианте осуществления изобретения катализатор конверсии оксигената включает более 50 мас.%, предпочтительно, по меньшей мере, 65 мас.%, в расчете на общую массу молекулярного сита в катализаторе конверсии оксигената, одномерного молекулярного сита, имеющего 10-членные кольцевые каналы.
В одном из вариантов осуществления изобретения в катализаторе конверсии оксигената используются молекулярные сита в водородной форме, например, HZSM-22, HZSM-23 и HZSM-48, HZSM-5. Предпочтительно, по меньшей мере, 50 мас.%, более предпочтительно, по меньшей мере, 90 мас.%, еще более предпочтительно, по меньшей мере 95 мас.% и наиболее предпочтительно 100% от общего количества использованного молекулярного сита находится в водородной форме. Когда молекулярные сита получают в присутствии органических катионов, молекулярное сито может быть активировано нагреванием в инертной или окислительной атмосфере с удалением органических катионов, например, нагреванием при температуре выше 500°С в течение 1 часа или больше. Цеолит обычно получают в натриевой или калиевой форме. Водородная форма может быть затем получена операцией ионного обмена с аммониевыми солями с последующей другой тепловой обработкой, например, в инертной или окислительной атмосфере при температуре выше 500°С в течение 1 часа или больше. Молекулярные сита, полученные после ионного обмена, также относят к аммониевой форме.
Молекулярное сито может быть использовано как таковое или в виде состава, такого как смесь или комбинация так называемого связующего материала и/или материала наполнителя, и необязательно также с активным компонентом матрицы. Другие компоненты также могут присутствовать в составе. Если используют одно или более молекулярных сит как таковых, в частности, когда нет связующего, наполнителя или активного материала матрицы, тогда само молекулярное сито называют катализатором конверсии оксигенатов. В рецептуре молекулярное сито в комбинации с другими компонентами смеси, такими как связующее и/или материал наполнителя, называют катализатором конверсии оксигенатов.
Желательно использовать катализатор, имеющий хорошую механическую прочность или прочность на раздавливание, так как в промышленных условиях катализатор часто подвергается жесткой транспортировке, в результате которой катализатор разрушается до порошкообразного материала. Последнее вызывает проблемы при переработке. Предпочтительно молекулярное сито, поэтому, вводят в связующий материал. Примеры подходящих материалов в рецептуре включают активные и неактивные материалы и синтетические или природные цеолиты, а также неорганические материалы, такие как глины, диоксид кремния, оксид алюминия, диоксид кремния-оксид алюминия, оксид титана, диоксид циркония и алюмосиликаты. Для целей настоящего изобретения предпочтительны неактивные материалы с низкой кислотностью, такие как диоксид кремния, так как они могут предотвратить нежелательные побочные реакции, которые могут протекать в случае использования более кислотного материала, такого как оксид алюминия или диоксид кремния-оксид алюминия.
Обычно катализатор конверсии оксигенатов дезактивируется в ходе процесса. Может быть применена традиционная технология регенерации катализатора. Частицы катализатора, использованного в процессе по настоящему изобретению, могут иметь любую форму, известную специалистам в данной области и подходящую для данной цели, например, он может присутствовать в форме частиц катализатора распылительной сушки, шариков, таблеток, колец, экструдатов и т.п. Экструдированным катализаторам может быть придана различная конфигурация, такая как цилиндрическая и трехдольчатая. При желании, отработанный катализатор конверсии оксигенатов может быть регенерирован и направлен на рецикл в процесс по изобретению. Частицы распылительной сушки, позволяющие использовать псевдоожиженный слой или систему водоотделяющего реактора, являются предпочтительными.
При распылительной сушке обычно получают сферические частицы. Предпочтительно средний размер частиц составляет величину в интервале 1-200 мкм, предпочтительно 50-100 мкм.
Предпочтительный вариант осуществления стадии (b), описанной выше по тексту, предпочтительно осуществляют в зоне ОТО, включающей псевдоожижженный слой или подвижный слой, например, быстроожижаемый слой или систему водоотделяющего реактора, хотя, в целом, для процесса ОТО, особенно для процесса MTP, также может быть использован реактор в неподвижным слоем или трубчатый реактор. Могут быть применены системы последовательных реакторов.
В одном из вариантов осуществления изобретения зона ОТО включает множество последовательных реакционных секций. Оксигенат может быть подан, по меньшей мере, в две последовательные реакционные секции.
Когда используют несколько реакционных зон, олефиновое сопутствующее сырье преимущественно подают как часть обогащенного простым диметилэтиловым эфиром сырья, которое проходит в первую реакционную зону.
Предпочтительное молярное отношение оксигената в оксигенированном сырье к олефину в олефиновом сопутствующем сырье, подаваемом в зону конверсии ОТО, зависит от конкретного использованного оксигената и числа реакционных соединенных кислородом алкильных групп в нем. Предпочтительно молярное отношение оксигената к олефину в общем сырье лежит в интервале от 20:1 до 1:10, более предпочтительно в интервале от 18:1 до 1:5 и также более предпочтительно в интервале от 15:1 до 1:3.
В зону ОТО также может быть введен разбавитель, смешанный с оксигенатом и/или сопутствующим сырье, если таковое присутствует, или по отдельности. Предпочтительным разбавителем является пар, хотя также могут быть использованы другие инертные разбавители. В одном из вариантов осуществления изобретения молярное отношение оксигената к разбавителю составляет величину между 10:1 и 1:10, предпочтительно между 4:1 и 1:2, наиболее предпочтительно между 3:1 и 1:1, например, 1,5:1, особенно когда оксигенатом является метанол, а разбавителем является вода (пар).
Сырье, содержащее этан, для стадии (а) первого способа получения олефинов по изобретению может представлять любое содержащее этан сырье. Касательно включающего этан сырья в настоящем документе, свежее сырье, подаваемое в процесс перед поступлением в зону крекинга и включающее этан, может быть объединено с одним или более циркуляционными технологическими потоками, образующимися либо в зоне крекинга, либо в зоне ОТО или представлять сырье любого другого происхождения в процессе. Помимо этана, содержащее этан сырье может также включать более высокие парафины, такие как пропаны и бутаны. Предпочтительно включающее этан сырье включает в интервале от 50 до 100 мол.% этана, более предпочтительно 80-99 мол.% этана, в расчете на общее число молей включающего этан сырья.
Предпочтительно содержащее этан сырье получают из природного газа или попутного газа.
Оксигенированное сырье, поступающее на стадию (b) первого процесса получения олефинов по изобретению, может быть любым включающим оксигенат сырьем. Оксигенированное сырье включает по меньшей мере метанол и/или DME, полученный при подаче водорода из объединенного выходящего потока и сырья, содержащего оксид углерода и/или диоксид углерода, в зону синтеза оксигенатов и конверсии водорода с оксидом углерода и/или диоксидом углерода в метанол и/или простой диметиловый эфир. Оксигенированное сырье может дополнительно включать оксигенаты, такие как, например, другие спирты, другие простые эфиры, альдегиды, кетоны и сложные эфиры. Предпочтительно оксигенированное сырье включает воду в качестве разбавителя. Оксигенированное сырье также может включать соединения, отличные от воды и оксигенатов.
В одном из вариантов осуществления изобретения оксигенат получен как продукт реакции синтез-газа. Синтез-газ может, например, быть образован из ископаемого топлива, такого как природный газ или нефть, или получен в процесса газификации угля. Подходящими процессами для данной цели являются, например, процессы, рассмотренные в книге Industrial Organic Chemistry, Klaus Weissermehl and Hans-Jürgen Arpe, 3rd edition, Wiley, 1997, pages 13-28. В данной книге также рассмотрено производство метанола из синтез-газа на страницах 28-30.
В другом варианте осуществления изобретения оксигенат получают из биоматериалов, таких как продуктов ферментации. Например, способом, описанным в DE-A-10043644.
Оксигенированное сырье может быть направлено непосредственно из одной или более зон синтеза оксигенатов, однако, оно может быть получено также из центрального хранилища оксигенатов.
Олефиновое сопутствующее сырье, необязательно подаваемое вместе с оксигенированным сырьем в зону конверсии ОТО, может содержать один олефин или смесь олефинов. Помимо олефинов, олефиновое сопутствующее сырье может содержать другие углеводородные соединения, такие как, например, парафиновые, алкилароматические, ароматические соединения или их смесь. Предпочтительно олефиновое сопутствующее сырье включает более 20 мас.% олефиновой фракции, более предпочтительно более 25 мас.%, также более предпочтительно более 50 мас.%, причем олефиновая фракция состоит из олефина(ов). Олефиновое сопутствующее сырье может состоять по существу из олефина(ов).
Любыми не олефиновыми соединениями в олефиновом сопутствующем сырье являются предпочтительно парафиновые соединения. Если олефиновое сопутствующее сырье содержит любое не олефиновое углеводородное соединение, то оно предпочтительно является парафиновым соединением. Данные парафиновые соединения предпочтительно содержатся в количестве в интервале от 0 до 80 мас.%, более предпочтительно в интервале от 0 до 75 мас.%, также более предпочтительно в интервале от 0 до 50 мас.%.
Под ненасыщенными соединениями понимаются органические соединения, содержащие, по меньшей мере, два атома углерода, соединенные двойной или тройной связью. Под олефином понимается органическое соединение, содержащее, по меньшей мере, два атома углерода, соединенные двойной связью. Олефин может быть моноолефином, содержащим одну двойную связь, или полиолефином, содержащим две или более двойных связей. Предпочтительно олефины, содержащиеся в олефиновом сопутствующем сырье, являются моноолефинами. С4 олефины, также называемые бутенами (1-бутеном, 2-бутеном, изо-бутеном и/или бутадиеном), особенно С4 моноолефины, являются предпочтительными соединениями в олефиновом сопутствующем сырье.
Предпочтительные олефины содержат от 2 до 12, предпочтительно от 3 до 10 и более предпочтительно от 4 до 8 атомов углерода.
Примеры подходящих олефинов, которые могут содержаться в олефиновом сопутствующем сырье, включают этен, пропен, бутен (один или более 1-бутен, 2-бутен и/или изо-бутен (2-метил-1-пропен)), пентен (один или более 1-пентен, 2-пентен, 2-метил-1-бутен, 2-метил-2-бутен, 3-метил-1-бутен и/или циклопентен), гексен (один или более 1-гексен, 2-гексен, 3-гексен, 2-метил-1-пентен, 2-метил-2-пентен, 3-метил-1-пентен, 3-метил-2-пентен, 4-метил-1-пентен, 4-метил-2-пентен, 2,3-диметил-1-бутен, 2,3-диметил-2-бутен, 3,3-диметил-1-бутен, метилциклопентен и/или циклогексен), гептены, октены, нонены и децены. Предпочтение конкретным олефинам в олефиновом сопутствующем сырье может зависеть от целей процесса, таких как предпочтительное получение этилена или пропилена.
В предпочтительном варианте осуществления изобретения олефиновое сопутствующее сырье предпочтительно содержит олефины, содержащие 4 или более атомов углерода (т.е. С4-олефины), такие как бутены, пентены, гексены и гептены. Более предпочтительно олефиновая фракция олефинового сопутствующего сырья включает, по меньшей мере, 50 мас.% бутенов и/или пентенов, даже более предпочтительно, по меньшей мере, 50 мас.% бутенов и наиболее предпочтительно, по меньшей мере, 90 мас.% бутенов. Бутеном может быть 1-, 2- или изо-бутен или смесь двух или более их.
Предпочтительно, по меньшей мере, часть оксигенированного сырья получается конверсией метана в синтез-газ и подачей синтез-газа в зону синтеза оксигенатов для синтеза оксигенатов. Метан предпочтительно получают из природного газа или попутного газа, более предпочтительно того же природного газа или попутного газа, из которого получено включающее этан сырье. Бензолом, используемым для превращения этилена в этилбензол, может быть любой доступный бензол. Бензолом может быть бензол, полученный на стадии (а) способа по изобретению. Как раскрыто в патенте США 6677496, процесс крекинга этана обычно сопровождается получением до 0,6 мас.% бензола, в расчете на общее количество этанового сырья. Однако бензол также может быть получен из любого иного источника.
Предпочтительно бензол получают из высших углеводородов, таких как пропан и бутан, более предпочтительно из пропана и бутана, полученных в качестве конденсата или LPG из природного газа или попутного газа, даже более предпочтительно того же природного газа или попутного газа, из которого получено включающее этан сырье.
Сырье, включающее метан и этан, подаваемое во второй процесс получения олефинов согласно изобретению, может быть любым сырьем, включающим метан и этан. Предпочтительно сырье, включающее метан и этан, представляет собой природный газ или попутный газ.
Предпочтительно сырье, включающее метан и этан, включает в интервале от 1 до 20 мол.% этана, в расчете на общую массу сырья.
В другом аспекте изобретение относится к объединенной системе получения олефинов, при этом система включает
а) систему парового крекинга, имеющую один или более вводов для включающего этан сырья и пара, и вывод выходящего из крекинг-установки потока, включающего олефины и водород;
b) систему конверсии оксигенат-в-олефин, имеющую один или более вводов для приема оксигенированного сырья, и включающую реакционную зону для осуществления контакта оксигенированного сырья с катализатором конверсии оксигената в условиях конверсии оксигената, и вывод для выходящего потока из зоны конверсии оксигенат-в-олефин, включающего олефины;
с) систему переработки, предназначенную для приема, по меньшей мере, части выходящего из крекинг-установки потока и, по меньшей мере, части выходящего из зоны конверсии оксигенат-в-олефин потока с получением объединенного выходящего потока, секция переработки включает разделительную систему, вывод для потока олефинового продукта и вывод для водорода;
d) систему синтеза оксигената, имеющую один или более вводов для сырья, содержащего оксид углерода и/или диоксид углерода, и ввод для водорода, и вывод для оксигенированного сырья; и
средства для подачи водорода от вывода из секции переработки в ввод водорода системы синтеза оксигената.
Необязательно водород из объединенного потока смешивают с сырьем, содержащим оксид углерода и диоксид углерода, перед подачей в систему синтеза оксигената. В данном случае вводы для сырья, содержащего оксид углерода и/или диоксид углерода, и ввод для водорода системы синтеза оксигената может быть тем же вводом.
В случае другого аспекта, изобретение относится к применению водорода, полученного из процесса крекинга этана в этилен с получением оксигенированного сырья для процесса конверсии оксигенат-в-олефин.
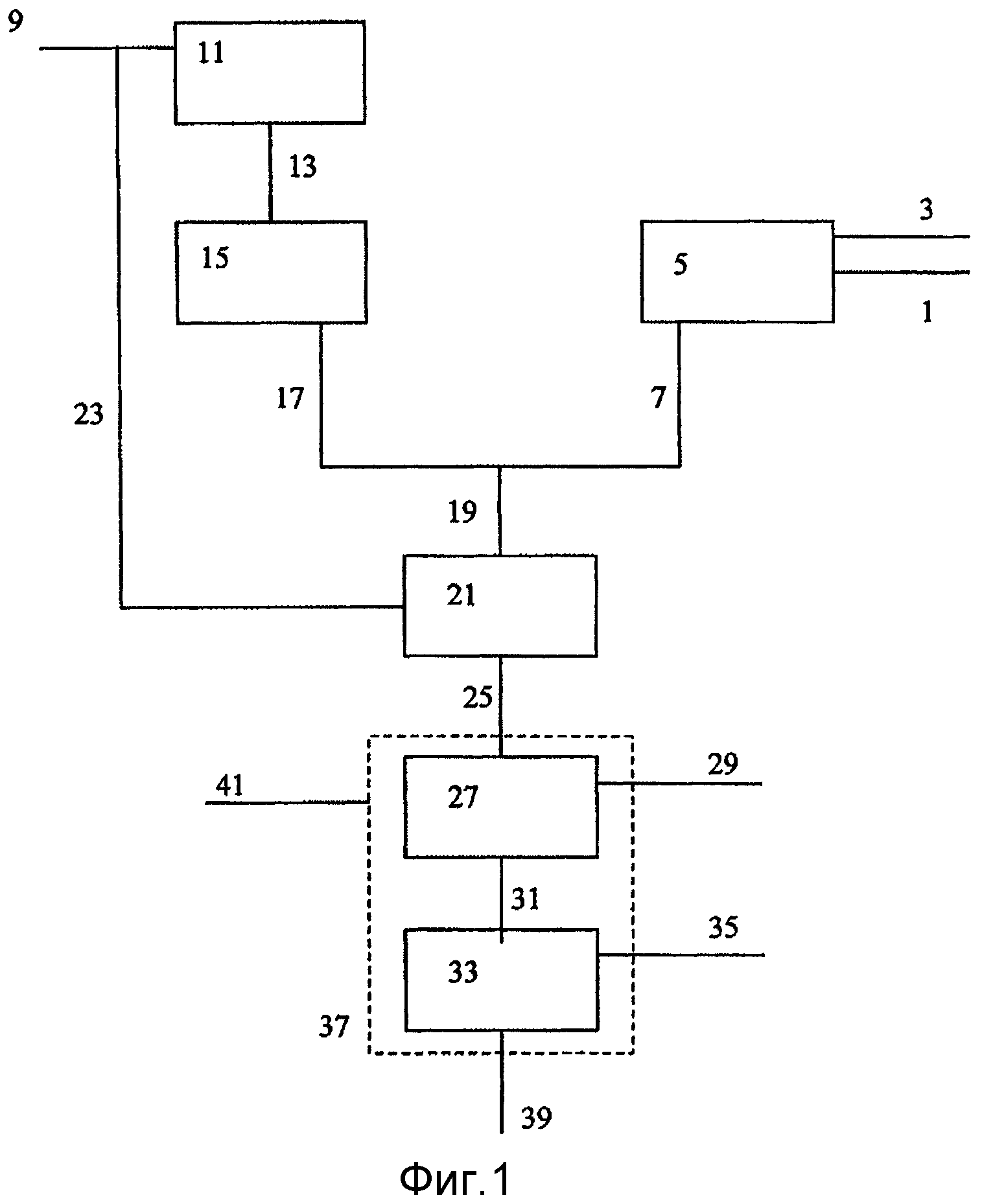
На фигуре 1 представлена схема одного из вариантов осуществления изобретения в части объединенной системы получения олефинов согласно изобретению. В системе фигуры 1 включающее этан сырье и пар подают по линии 1 и 3 соответственно в систему 5 парового крекинга, включающую зону крекинга для этана парового крекинга в этилен. Из системы 5 парового крекинга выходящий из зоны крекинга поток извлекается по линии 7.
На фигуре 1 сырье, содержащее оксид углерода и/или диоксид углерода, например, синтез-газ, также проходит по линии 9 в систему 11 синтеза оксигената, включающую зону синтеза оксигената для образования оксигенатов из водорода и, по меньшей мере, одного оксида углерода и/или диоксида углерода. Из системы 11 синтеза оксигената оксигенированное сырье извлекается по линии 13. Оксигенированное сырье подают в систему 15 конверсии оксигената-в-олефины, включающую зону ОТО для конверсии оксигенатов в более низкие олефины, например, этилен и пропилен. Необязательно олефиновое сопутствующее сырье (не показано) подают в систему 15 конверсии оксигенат-в-олефины вместе с оксигенированным сырьем. Из системы 15 конверсии оксигенат-в-олефины выходящий из зоны ОТО поток проходит по линии 17.
Выходящий из зоны крекинга поток и выходящий из зоны ОТО поток объединяют в объединенный выходящий поток по линии 19 и направляют в секцию 21 переработки. Секция 21 переработки включает, по меньшей мере, разделительную систему для отделения водорода от объединенного выходящего потока и для отделения этилена от объединенного выходящего потока. Водород отводят из секции 21 переработки и направляют по линии 23 на линию 9 и смешивают с синтез-газом. Этилен отводят отдельно из секции 21 переработки и подают по линии 25 в систему 27 окисления этилена по линии 29. Из системы 27 этиленоксида этиленоксид отводят по линии 31 и подают в систему 33 гидролиза этиленоксида, которая включает зону гидролиза этиленоксида, где этиленоксид гидролизуется до MEG. Воду вводят в систему 33 гидролиза этиленоксида по линии 35. Система 27 этиленоксида и система 33 гидролиза этиленоксида образуют систему 37 синтеза MEG. Из системы 37 синтеза MEG выходящий поток, включающий MEG, отводят по линии 39, а диоксид углерода по линии 41.
Примеры
Изобретение проиллюстрировано следующими не ограничивающими существа и объема притязаний примерами расчета.
Пример 1
В примерах дано сравнение нескольких вариантов воплощения настоящего изобретения со сравнительными примерами с помощью модельных расчетов. Как основу для примеров 1а-g взят модельный объединенный процесс ОТО/крекинга этана. В таблице 1 представлен обзор вводимого сырья и расчетных выходов продуктов.
Расчеты сделаны с использованием модели Spyro для моделирования процесса крекинга, объединенной с патентованной моделью для моделирования конверсии ОТО. Ключевой ввод для моделей был следующим.
Крекинг
Отношение пара к этану составляло 0,35 мас.%. USC спираль использовали для расчетов Spyro. Расчетное давление на выходе спирали составило 1,77 бар абсолютной величины, при конверсии этана 65% и времени пребывания 0,24 секунды.
Конверсия ОТО
MeOH 5012 т/д подавали в реактор ОТО вместе с 1384 т/д циркуляционного и перегретого пара и 1775 т/д циркуляционного потока С4. Модель калибровали по мелкомасштабным экспериментам, проводимым для определения распределений продуктов при одноходовых конверсиях ОТО. В них все компоненты, которые подавали в реактор ОТО, испаряли и нагревали так, что температура в реакторе поддерживалась между 550-600°С. Давление в реакторе составляло 2 бара абсолютного значения. Катализатор ОТО был ожижен в реакционной среде в условиях, когда массовая часовая объемная скорость (WHSV) составляла 4-10 ч-1, где WHSV определяется как общая масса потока сырья над массой катализатора в час. Были использованы следующие катализаторы: состав и получение: 32 мас.% ZSM-23 SAR 46, 8 мас.% ZSM-5 SAR 280, 36 мас.% каолина, 24 мас.% золя диоксида кремния и после прокаливания аммонийной формы частиц распылительной сушки, 1,5 мас.% Р было введено путем импрегнирования H3PO4. Катализатор вновь прокаливали при 550°С. Пар и циркуляционные потоки С4 исключены из таблиц по составу продуктов.
Метанол, направляемый в процесс ОТО (приблизительно 5000 т/д, смотри таблицу 1) синтезировали с использованием, по меньшей мере, части водорода из объединенного потока.
Сырье, содержащее оксид углерода и/или диоксид углерода, получено объединением синтез-газа, полученного из одного или более процессов получения синтез-газа и необязательно потока диоксида углерода, полученного при синтезе MEG. Выходы метана рассчитывали по модели Aspen. Чтобы поддерживать концентрацию инертных материалов приблизительно при 40 мас.% в циркуляционном синтез-газе, регулировали количество свежего потока с циркуляционной линии.
Водород из объединенного выходящего потока и диоксид углерода из синтеза MEG взяты как чистые на 99,9+%.
Концентрация природного газа составляла 94,3 мол.% СН4, 0,6 мол.% С2Н6, 4,6 мол.% N2, 0,4 мол.% СО2 и 0,1 мол.% Ar, в расчете на общее число молей в потоке природного газа.
Использованными синтез-газами были следующие:
- Синтез-газ из некаталитического частичного окисления природного газа (процесс газификации фирмы Shell). SGP сингаз включал 61,2 мол.% водорода, 34,0 мол.% оксида углерода, 2,1 мол.% диоксида углерода и 2,5 мол.% инертного газа (N2, Ar и СН4), в расчете на общее число молей в SGP сингазе.
- Синтез-газ из процесса аутотермического реформинга природного газа (ATR). ATR сингаз включал 65,5 мол.% водорода, 26,7 мол.% оксида углерода, 6,4 мол.% диоксида углерода и 1,7 мол.% инертного газа (N2, Ar и СН4), в расчете на общее число молей в ATR сингазе.
- Смесь синтез-газа из процесса парового реформинга метана (SMR) и SGP синтез-газа. Смесь включала 65,8 мол.% водорода, 25,6 мол.% оксида углерода, 4,4 мол.% диоксида углерода и 3,8 мол.% инертного газа (N2, Ar и СН4), в расчете на общее число молей в смеси сингазов.
В таблице 2а представлен обзор сырья, т.е. водорода из объединенного выходящего потока, и сырья, содержащего оксид углерода и/или диоксид углерода, направляемого в процесс синтеза метанола.
В таблице 2b представлен обзор состава сырья, направляемого в процесс синтеза метанола.
В таблице 3 представлен обзор исходного сырья, т.е. природного газа, кислорода и воды, необходимого для получения синтез-газа.
В таблице 4 показано получение метанола на основе отработанного диоксида углерода.
Эксперимент 1а: (не по изобретению)
Метанольное сырье для процесса ОТО синтезировали из смеси SGP и SMR синтез-газа. Требовалось 2949 тонн/день природного газа для получения достаточного количества метанола.
Эксперимент 1b:
Метанольное сырье для процесса ОТО синтезировали из смеси части водорода из объединенного выходящего потока и SGP синтез-газа. При подаче водорода из объединенного выходящего потока в процесс синтеза метанола потребление природного газа для получения метанола снижается на 8 мас.% в расчете на природный газ, требуемый для получения метанола в эксперименте 1а. Уже нет необходимости добавлять дополнительный SMR синтез-газ. Кроме того, не применяя SMR синтез-газ, удается значительно снизить потребление воды, в принципе, вода не используется для получения синтез-газа.
Кроме того, концентрация инертных газов (N2, Ar и CH4) в сырье для синтеза метанола снижается по сравнению с уровнями их, наблюдаемыми в эксперименте 1а, вследствие разбавления SGP синтез-газа водородом, полученным из крекинг-установки этана.
Эксперимент 1с:
Метанольное сырье для процесса ОТО синтезировали из смеси водорода из объединенного выходящего потока и SGP синтез-газа. Кроме того, добавляли чистый диоксид углерода из установки получения MEG с увеличением содержания диоксида углерода до 3,3 мол.% в расчете на все сырье для синтеза метанола. Потребление природного газа для получения метанола понизилось на 12 мас.% в расчете на природный газ, требуемый для получения метанола в эксперименте 1а. Кроме того, получали 255 тонн/день метанола на основе отработанного диоксида углерода, т.е. диоксида углерода, не образовавшегося как часть процесса получения синтез-газа, что потребовало бы его отделения или связывания иным образом и хранения. Как результат, снизились взыскания за диоксид углерода в данном процессе.
И здесь, дополнительно снизились концентрации инертных газов (N2, Ar и CH4).
Эксперимент 1d:
Метанольное сырье для процесса ОТО синтезировали из смеси всего водорода из объединенного выходящего потока, SGP синтез-газа и с добавлением дополнительного водорода, например, из второй или дополнительной крекинг-установки этана или установки по производству стирола. Кроме того, добавляли чистый диоксид углерода из установки получения MEG с увеличением содержания диоксида углерода до 7,9 мол.% в расчете на все сырье для синтеза метанола. Потребление природного газа для получения метанола понизилось на 27 мас.% в расчете на природный газ, требуемый для получения метанола в эксперименте 1а. Кроме того, получали 1062 тонн/день метанола на основе отработанного диоксида углерода.
И здесь, дополнительно снизились концентрации инертных газов (N2, Ar и CH4).
Эксперимент 1е:
Метанольное сырье для процесса ОТО синтезировали из смеси части водорода из объединенного выходящего потока и ATR синтез-газа. При подаче водорода из объединенного выходящего потока в процесс синтеза метанола потребление природного газа для получения метанола понизилось по сравнению с экспериментом 1а. Потребление природного газа для получения метанола снизилось на 1 мас.% в расчете на природный газ, требуемый для получения метанола в эксперименте 1а. Отпала потребность в добавлении дополнительно SMR синтез-газа.
Кроме того, снизилась концентрация инертных газов (N2, Ar и CH4) в сырье для синтеза метанола по сравнению с уровнями, наблюдаемыми в эксперименте 1а, вследствие разбавления ATR синтез-газа водородом, полученным из установки крекинга этана.
Эксперимент 1f:
Метанольное сырье для процесса ОТО синтезировали из смеси части водорода из объединенного выходящего потока и ATR синтез-газа. Кроме того, добавляли чистый диоксид углерода из установки получения MEG с увеличением содержания диоксида углерода до 7,1 мол.% в расчете на все сырье для синтеза метанола. Потребление природного газа для получения метанола снизилось на 6 мас.% в расчете на природный газ, требуемый для получения метанола в эксперименте 1а. Кроме того, получали 273 тонн/день метанола на основе отработанного диоксида углерода. Как результат, снизились взыскания за диоксид углерода в данном процессе.
И здесь, дополнительно снизились концентрации инертных газов (N2, Ar и CH4).
Эксперимент 1g:
Метанольное сырье для процесса ОТО синтезировали из смеси почти всего водорода из объединенного выходящего потока и ATR синтез-газа. Кроме того, добавляли чистый диоксид углерода из установки получения MEG с увеличением содержания диоксида углерода до 7,9 мол.% в расчете на все сырье для синтеза метанола. Потребление природного газа для получения метанола понизилось на 9 мас.% в расчете на природный газ, требуемый для получения метанола в эксперименте 1а. Кроме того, получали 443 тонн/день метанола на основе отработанного диоксида углерода. Как результат, снизились взыскания за диоксид углерода в данном процессе.
И здесь, дополнительно снизились концентрации инертных газов (N2, Ar и CH4).
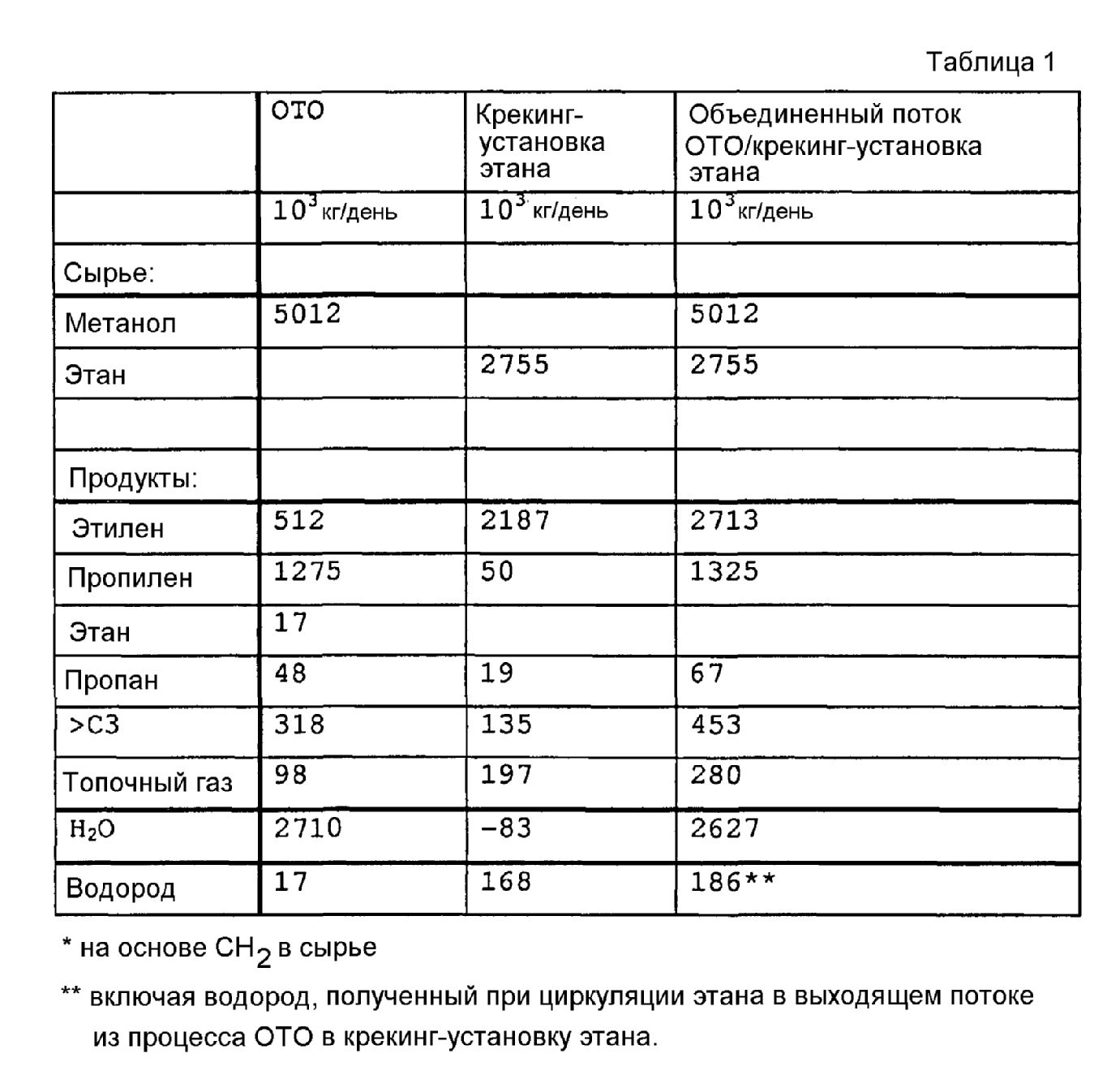
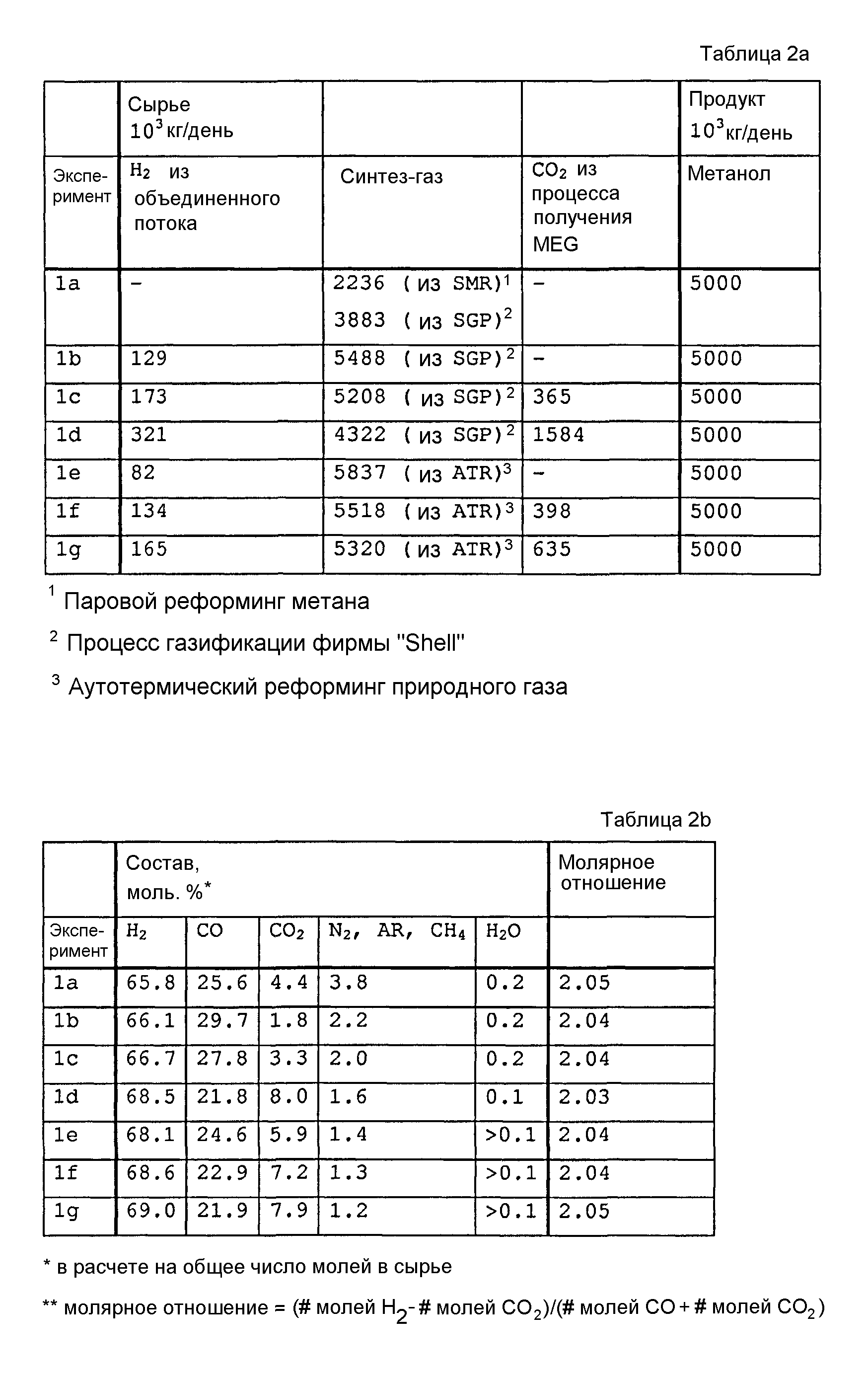
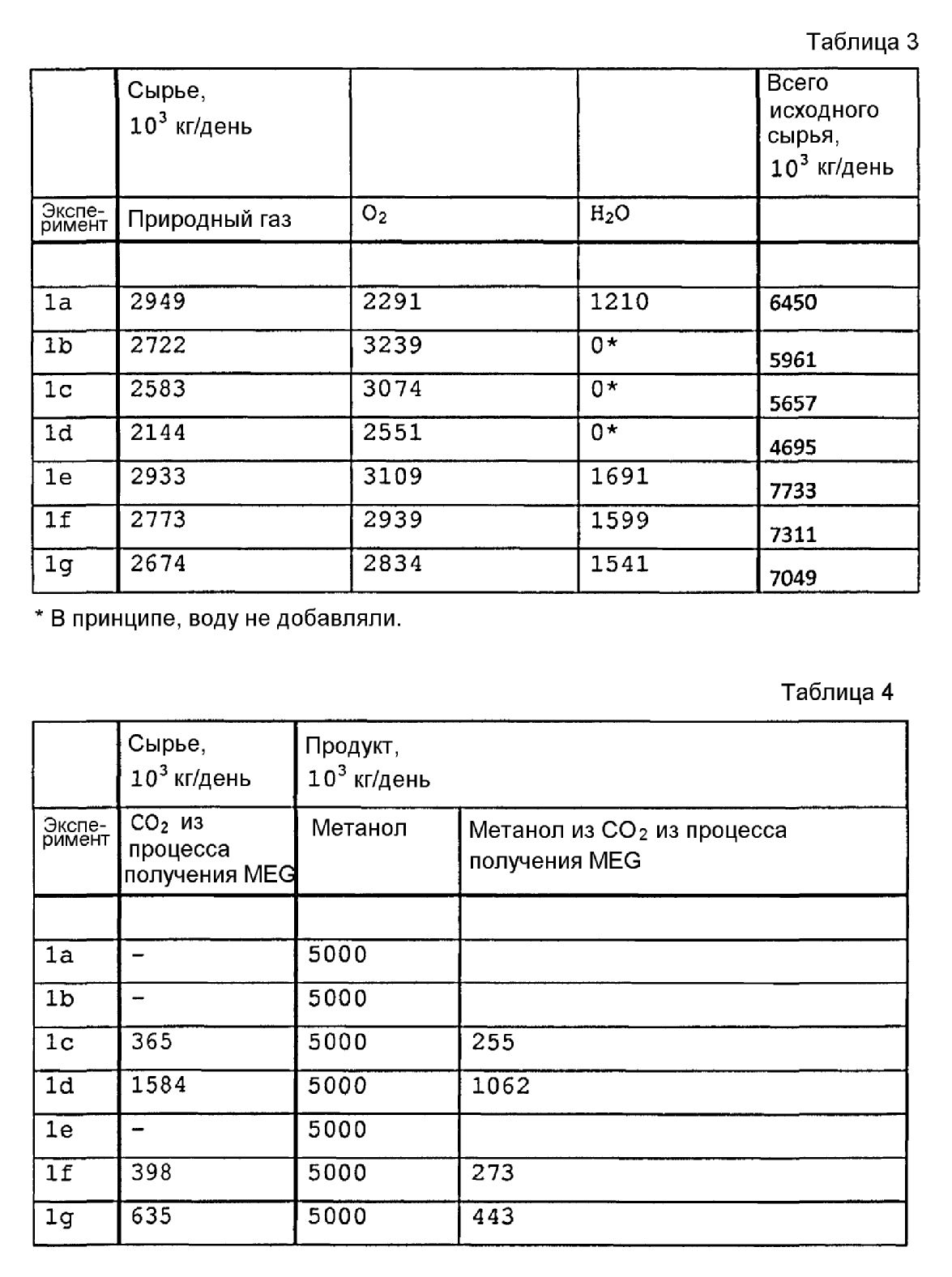
При использовании синтез-газа, такого как SGP синтез-газ, который включает относительно небольшие количества диоксида углерода, можно связать значительные количества отработанного диоксида углерода в форме метанола, этилена или продуктов, образованных ими. Кроме того, при использовании синтез-газа, который получен в процессе, в котором в принципе не образуется или образуется мало воды, таком как процесс некаталитического частичного окисления, расход воды значительно снижается.
Реферат
Настоящее изобретение относится к способу получения олефинов, включающему:а) паровой крекинг включающего этан сырья в зоне крекинга и в условиях крекинга с получением выходящего из зоны крекинга потока, включающего по меньшей мере олефины и водород;b) конверсию оксигенированного сырья в зоне конверсии оксигената-в-олефины в присутствии катализатора с получением выходящего из зоны оксигената-в-олефины (ОТО) потока по меньшей мере из олефинов и водорода;c) объединение по меньшей мере части выходящего из зоны крекинга потока и части выходящего из зоны ОТО потока с получением объединенного выходящего потока; иd) отделение водорода от объединенного выходящего потока, причем образуется по меньшей мере часть оксигенированного сырья за счет подачи водорода, полученного на стадии d), и сырья, содержащего оксид углерода и/или диоксид углерода, в зону синтеза оксигенатов и получения оксигенатов. Изобретение также относится к объединенной системе для осуществления предлагаемого способа. Предлагаемое изобретение позволяет получить целевые продукты усовершенствованным объединенным способом крекинга этана и ОТО технологии. 2 н. и 6 з.п. ф-лы, 1 ил., 5 табл., 1 пр.
Формула
a) паровой крекинг включающего этан сырья в зоне крекинга и в условиях крекинга с получением выходящего из зоны крекинга потока, включающего по меньшей мере олефины и водород;
b) конверсию оксигенированного сырья в зоне конверсии оксигената-в-олефины в присутствии катализатора с получением выходящего из зоны оксигината в олефины (ОТО) потока по меньшей мере из олефинов и водорода;
c) объединение по меньшей мере части выходящего из зоны крекинга потока и части выходящего из зоны ОТО потока с получением объединенного выходящего потока; и
d) отделение водорода от объединенного выходящего потока, причем образуется по меньшей мере часть оксигенированного сырья за счет подачи водорода, полученного на стадии d), и сырья, содержащего оксид углерода и/или диоксид углерода, в зону синтеза оксигенатов и получения оксигенатов.
a) систему парового крекинга, имеющую один или более вводов для включающего этан исходного сырья и пара и вывод для выходящего из крекинг-установки потока, включающего олефины и водород;
b) систему конверсии оксигенат-в-олефины, имеющую один или более вводов для приема оксигенированного исходного сырья и включающую реакционную зону для осуществления контакта оксигенированного исходного сырья с катализатором конверсии оксигенатов в условиях конверсии оксигенатов, и вывод для выходящего из процесса конверсии оксигенат-в-олефины потока, включающего олефины;
c) систему переработки, установленную для приема по меньшей мере части выходящего из процесса конверсии оксигенат-в-олефины потока с получением объединенного выходящего потока, секция переработки включает разделительную систему, вывод для потока олефинового продукта и вывод для водорода;
d) систему синтеза оксигенатов, имеющую один или более вводов для сырья, содержащего оксид углерода и/или диоксид углерода, и ввод для водорода, и вывод для оксигенированного исходного сырья; и средство для подачи водорода от вывода для водорода секции переработки в ввод водорода системы синтеза оксигенатов.
Комментарии