Керамическая смесь для применения в производстве огнеупоров и соответствующий продукт - RU2386604C2
Код документа: RU2386604C2
Чертежи



Описание
Настоящее изобретение относится к керамической смеси для применения в производстве огнеупоров, а также к соответствующему продукту.
Керамические смеси на основе огнеупорного минерального сырья (огнеупорных минеральных компонентов) предназначены для изготовления из них огнеупорных керамических продуктов и находят применение во многих областях техники и отраслях промышленности, прежде всего для футеровки и ремонта металлургических плавильных сосудов или для футеровки промышленных печей. Подобное минеральное сырье используют, кроме того, для изготовления на его основе так называемых функциональных продуктов, например сливных носков (стаканов), погружных фурм, защитных труб, шиберных плит и иных огнеупорных изделий, которыми должны оснащаться указанные плавильные агрегаты и печи.
Огнеупорное минеральное сырье подразделяется на минеральное сырье основного и неосновного типов. Оксид магния (MgO), прежде всего спеченный MgO, является важным компонентом всех огнеупорных изделий из MgO или MgO-шпинели. Основным компонентом спеченного MgO является периклаз. Основным исходным материалом для изготовления спеченного MgO является магнезит, т.е. карбонат магния, соответственно синтетический оксид магния.
Для придания огнеупорам определенных свойств, прежде всего для повышения их химической шлакоустойчивости, их пластичности, а также термостойкости и горячей прочности, известно применение различных огнеупорных керамических смесей, в которые вводят различные добавки и из которых затем изготавливают соответствующие неформованные или формованные продукты.
К подобного рода добавкам относится, например, хромовая руда, используемая для изготовления так называемых магнезитохромитовых кирпичей. Преимущество таких кирпичей перед магнезитовыми кирпичами состоит в низкой хрупкости (соответственно повышенной пластичности). Вместе с тем в технике постоянно возрастает потребность в огнеупорных материалах, не содержащих Сr2О3, во избежание потенциальной опасности образования токсичных ионов Сr6+.
В этом отношении уже предлагались различные смеси без оксида хрома. Согласно DE 4403869 С2 подобная смесь содержит от 50 до 97 мас.% спеченного MgO и от 3 до 50 мас.% шпинели типа герцинита. Продукты, получаемые в результате обжига такой смеси, обладают пониженной в сравнении с продуктами исключительно на основе MgO хрупкостью.
Неформованные продукты, например заливочные массы (массы для шликерной формовки), получают из смесей, которым добавлением к ним воды или других жидкостей, а также при необходимости различных добавок (таких как связующие, разжижители, диспергаторы) придают необходимую для переработки консистенцию с определенной вязкостью. Такие заливочные массы затем непосредственно перерабатывают в монолитные массы, например в монолитную футеровку металлургического плавильного сосуда, либо используют для изготовления так называемых готовых фасонных изделий. В последнем случае смеси можно также перерабатывать, например разливать по формам, как таковые или в сочетании с определенными добавками.
В процессе последующего спекания указанных заливочных масс, к которым относятся также огнеупорные бетонные смеси, при их высыхании и/или усадке может происходить образование трещин, снижающее долговечность футеровки или готовых фасонных изделий.
Образование подобных трещин часто наблюдается при футеровке используемых в черной металлургии разливочных ковшей неосновными заливочными массами. Для предотвращения растрескивания футеровки в уровне техники было предложено использовать образующие шпинель заливочные массы. В процессе образования шпинели происходит увеличение объема, противодействующее усадке. Однако трещинообразование часто происходит уже при температурах, которые ниже температур образования шпинели. В этих случаях известные из уровня техники заливочные массы не позволяют достичь необходимого повышения долговечности футеровки.
Указанные выше продукты на основе MgO в сочетании с различными шпинелями в принципе хорошо зарекомендовали себя на практике. Однако добавление в керамическую смесь шпинелей неизбежно сопровождается увеличением в ней доли дополнительных оксидов, что может привести к снижению горячей прочности обожженных продуктов. Так, например, у магнезитового кирпича с добавкой MgAl2O4 инвариантная точка, т.е. температура образования первой жидкой фазы может составлять лишь 1325°С. В этом случае инфильтраты, прежде всего с высоким содержанием кальция, такие, например, как основные шлаки или расплавленные цементные клинкеры, могут снижать горячую прочность и сокращать срок службы футеровки.
Рассмотренными выше факторами, такими как разъедание шлаком, циклическое изменение температуры и иные отрицательные воздействия, часто обусловлена также недостаточная долговечность обожженных огнеупорных фасонных продуктов. Сказанное относится главным образом к тем областям их применения, где, например, следует ожидать возникновения в подобного рода огнеупорах механических или термомеханических напряжений. В качестве примера при этом можно назвать огнеупорные футеровки агрегатов, подверженных периодически изменяющимся деформациям, например, вращающихся трубчатых печей для изготовления цемента. Однако потребность в огнеупорных продуктах с пониженной хрупкостью (или, иными словами, с повышенной "гибкостью") существует также в черной и цветной металлургии для футеровки печных агрегатов.
Рассмотренная выше проблематика в большей степени присуща огнеупорам основного типа, чем огнеупорам неосновного типа. Наряду с прочими факторами обусловлено это преимущественно меньшим тепловым расширением неосновных огнеупоров и присутствием в них определенного количества стекловидной фазы.
Для снижения хрупкости огнеупоров известно далее примешивание к керамической смеси определенного количества зернистого стабилизированного диоксида циркония (ZrO2). Однако недостаток такого подхода состоит в достижении лишь сравнительно незначительного уменьшения хрупкости и в высокой стоимости ZrO2.
В основу настоящего изобретения была положена задача предложить керамическую смесь и изготовленные из нее продукты с оптимальным сочетанием указанных выше необходимых свойств. При этом получаемые из керамической смеси продукты при их применении прежде всего должны обладать пониженной хрупкостью (т.е. повышенной пластичностью), хорошей термостойкостью, оптимальными показателями горячей прочности, а также предельно возможной коррозионной стойкостью и одновременно с этим должны быть недорогими в изготовлении. Под термином "продукт" в соответствии с настоящим изобретением подразумеваются прежде всего неформованные и формованные (фасонные) огнеупорные изделия, огнеупорные изделия, подвергаемые или не подвергаемые термообработке перед применением, спеченные продукты и продукты, подвергаемые/подвергнутые термообработке (нагреву) по месту их применения.
Изобретение основано на том факте, что хрупкость огнеупорных продуктов или предназначенных для применения в качестве огнеупоров продуктов можно существенно уменьшить, исключив образование макроскопически различимых (крупных) трещин и придав для этого системе такие свойства, при которых в ее структуре возможно образование только микротрещин. Соблюдение этого требования обеспечивается за счет добавления в керамическую смесь отдельного SiO2-наполнителя. Несмотря на то, что добавление в керамическую смесь SiO2-наполнителя и приводит к увеличению плотности трещин в огнеупорном продукте (выраженной, например, в виде количества трещин на квадратный метр площади поверхности), они имеют существенно меньшие размеры (прежде всего менее 20 мкм), т.е. гораздо мельче макроскопически различимых трещин, образующихся в известных из уровня техники огнеупорных продуктах. Такие микротрещины не оказывают столь же отрицательного влияния, что и макроскопически различимые трещины, на срок службы огнеупорных продуктов. Подобные огнеупорные продукты, изготовленные из предлагаемой в изобретении керамической смеси, лучше противостоят также действующим на них при эксплуатации термомеханическим нагрузкам, например термоударам. Поскольку SiO2-наполнитель остается, по существу, самостоятельным компонентом огнеупора даже после его термообработки и не образует никаких жидких фаз, эффекты, обусловленные образованием микротрещин, сохраняются и после термообработки.
Согласно изобретению добавление в керамическую смесь отдельного зернистого SiO2-наполнителя в определенных массовых долях обеспечивает физическое изменение структуры огнеупора. При этом под термином "SiO2-наполнитель" подразумевают кристаллическую (полиморфную) модификацию SiO2, которая при комнатной температуре обладает достаточно высокой стойкостью или стабильность, а именно кристобалит (β-форма), тридимит (γ-тридимит) и коэсит. При этом цель предварительной обработки, соответственно переработки SiO2-наполнителя может заключаться в уменьшении его плотности в необожженном состоянии до значений менее 2,65 г/см2, например до значений в интервале от 2,2 до 2,5 г/см3. Помимо этого примешивание к SiO2-наполнителю различных добавок, в частности СаО, позволяет варьировать его химический состав.
Фазовое же превращение β-кристобалита в α-кристобалит происходит уже при температуре 270°С и сопровождается объемным расширением. Поэтому необходимый эффект для продукта из приведенного ниже примера 4 наблюдается уже в результате его сушки при температуре 380°С.
В соответствии с этим в изобретении согласно наиболее общему варианту его осуществления предлагается керамическая смесь для применения в производстве огнеупоров, содержащая
a) огнеупорный основной компонент с размерной фракцией зерен менее 8 мм, содержащий мелкую фракцию зерен размером менее 250 мкм, в количестве не менее 83 мас.% и
б) отдельный зернистый SiO2-наполнитель по меньшей мере одного типа, который выбран из группы, включающей кристобалит, тридимит и коэсит, и зерна которого имеют размер от 0,5 до 3 мм, в количестве от не менее 1 до не более 7 мас.%, а также
b) возможные прочие компоненты, на которые приходится остальное количество.
Предлагаемая в изобретении керамическая смесь может содержать только компоненты а) и б).
Огнеупорным основным компонентом керамической смеси может служить основный материал, такой как долома (т.е. обожженный доломит) или магнезия (т.е. MgO), либо неосновный материал, например, на основе Al2O3 или ZrO2.
В одном из вариантов на долю огнеупорного основного компонента в предлагаемой в изобретении керамической смеси приходится от 90 до 99 мас.%. На долю же зернистого SiO2-наполнителя в предлагаемой в изобретении керамической смеси приходится не менее 1 мас.% и не более 7 мас.%, в каждом случае в пересчете на общую массу смеси, при этом верхний предел содержания SiO2-наполнителя может составлять также менее 5 мас.% или менее 4 мас.%.
Согласно накопленному на сегодняшний день опыту термообработка (прежде всего обжиг) смеси из огнеупорного основного компонента, например MgO-содержащего основного компонента, и кристаллического SiO2-наполнителя после формования смеси приводит к расширению SiO2-наполнителя при соответствующих его фазовых превращениях, в результате чего в структуре огнеупора возникают микротрещины. Подобными микротрещинами обусловлено уменьшение хрупкости огнеупорного продукта.
В отличие от магнезиальных огнеупоров с добавкой шпинелей, например герцинита, образование микротрещин при добавлении кристаллического SiO2-наполнителя происходит в процессе обжига на его стадии нагрева, тогда как образование микротрещин в известных из уровня техники огнеупорах наблюдается на стадии охлаждения.
Механизм инициирования образования микротрещин отдельным зернистым SiO2-наполнителем в принципе не зависит от исходного материала (огнеупорного основного компонента) и поэтому применим, например, к керамически связанным, химически связанным, связанным углеродом, гидравлически схватывающимся, формованным и неформованным, подвергнутым термообработке, обожженным и необожженным огнеупорным смесям и изготовленным из них продуктам.
Критерием для выбора того или иного SiO2-наполнителя может являться температура.
Так, например, в случае указанных выше готовых фасонных изделий, заливочных масс или связанных углеродом огнеупорных продуктов может оказаться целесообразным использование кристобалита в качестве SiO2-наполнителя. Использование кристобалита обеспечивает возможность образования необходимых микротрещин уже при сравнительно низких температурах, например еще при нагревании заливочных масс. Благодаря этому удается избежать образования нежелательных усадочных трещин.
Сказанное относится, например, и к сушке монолитных масс или отверждению (термообработке) огнеупорных продуктов с полимерным или пековым связующим.
Важную с точки зрения применения настоящего изобретения группу образуют неформованные продукты, такие как бетонные смеси или заливочные массы, предназначенные для изготовления огнеупорных футеровок или готовых фасонных изделий. Подобные массы могут быть гидравлически или полугидравлически затвердевающими, т.е., например, представлять собой массы на основе цемента, прежде всего глиноземистого цемента. Изобретение применимо также к малоцементным или бесцементным заливочным массам, например к заливочным массам на основе боксита в качестве огнеупорного основного компонента неосновного типа.
Сухую керамическую смесь (например, из боксита и кристобалита) для придания ей требуемой для ее переработки консистенции смешивают с необходимым количеством воды. При необходимости в керамическую смесь вводят добавки, например разжижитель. В имеющей подобный состав смеси вышеуказанное превращение β-кристобалита в α-кристобалит происходит уже в процессе сушки, начиная с температуры 270°С.
Рассмотренный выше механизм в принципе не зависит от размерной фракции зерен (гранулометрической фракции) огнеупорного основного компонента. Однако слишком малый максимальной размер зерен (равный, например, 2 мм), соответственно даже малое содержание (например, 5 мас.%) зерен крупной фракции (например, от 2 до 4 мм) может оказывать неблагоприятное влияние на эффект уменьшения хрупкости огнеупора. Однако оптимальным, как было установлено, является применение SiO2-наполнителя с размером зерен, который превышает максимальный размер зерен мелкой фракции огнеупорного основного компонента.
Обычно используют огнеупорный основной компонент с относительно широким гранулометрическим составом. Наряду с крупной фракцией зерен (размером менее 8 мм), например размером от 1 до 6 мм, огнеупорный основной компонент может также содержать среднюю фракцию зерен размером, например, от 0,25 до менее 1 мм и мелкую фракцию зерен (тонкоизмельченную фракцию) размером менее 0,25 мм.
За граничное значение крупности зерен, на основании которого зерна следует относить либо к крупной либо к средней фракции, можно также принять значение, равное 1,5 или 2 мм. Равным образом за размер зерен, которые должны быть отнесены к мелкой фракции, можно, например, принять значение менее 0,125 мм (125 мкм).
В различных вариантах осуществления изобретения на долю указанной выше мелкозернистой фракции огнеупорного основного компонента приходится от 10 до 30 мас.%, от 15 до 25 мас.%, соответственно от 25 до 30 мас.% в каждом случае в пересчете на общую массу смеси. На долю же среднезернистой фракции, в которой размер зерен лежит в указанных выше пределах, может приходиться, например, от 5 до 30 мас.%, от 10 до 25 мас.% или от 10 до 20 мас.% также в пересчете на общую массу смеси. Соответственно содержание крупнозернистой фракции рассчитывается на основании указанных выше долей мелкозернистой, соответственно среднезернистой фракции.
В другом варианте предлагается использовать огнеупорный, прежде всего оксидный, основной компонент следующего гранулометрического состава:
от 50 до 60 мас.% зерен размером от 1 до 6 мм,
от 10 до 25 мас.% зерен размером от 0,25 до менее 1 мм,
от 25 до 30 мас.% зерен размером менее 0,25 мм,
при этом суммарное количество в каждом случае составляет 100 мас.%.
Зерна зернистого SiO2-наполнителя имеют размер до 3 мм, при этом верхний предельный размер зерен может составлять также 1,5 мм, а нижний предельный размер зерен может составлять 0,25, 0,50, 1 или 2 мм. По сравнению с SiO2-наполнителем с размером зерен менее 1 мм с увеличением размеров зерен SiO2-наполнителя (до более 1 мм) при том же его количестве его эффективность в составе предлагаемой в изобретении керамической смеси возрастает. В соответствии с этим применение SiO2-наполнителя с размером зерен в интервале от 1 до 2 мм эффективнее, чем применение SiO2-наполнителя с размером зерен в интервале от 0,5 до 1 мм.
В качестве огнеупорного основного компонента неосновного типа может использоваться по меньшей мере один материал из группы, включающей шамот, силлиманит, андалузит, кианит, муллит, боксит, корундовые исходные материалы, такие как белый электрокорунд или бурый корунд, пластинчатый глинозем, обожженный глинозем, содержащее диоксид циркония минеральное сырье, такое как цирконмуллит, цирконкорунд, циркон или диоксид циркония, диоксид титана (TiO2), Mg-Al-шпинель и карбид кремния.
В качестве огнеупорного основного компонента может также использоваться кварцит, при этом в качестве добавки в данном случае используют кристобалит, тридимит, коэсит и/или указанный выше предварительно обработанный SiO2-наполнитель.
В качестве основного компонента основного типа предлагается прежде всего использовать MgO-содержащий основной компонент с содержанием MgO от 83 до 99,5 мас.%. При этом согласно разным вариантам осуществления изобретения нижнее предельное содержание MgO составляет 85, 88, 93, 94, 95, 96 или 97 мас.%, а верхнее предельное содержание составляет, например, 97, 98 или 99 мас.%.
В предпочтительном варианте содержание MgO составляет от 94 до 99 мас.%, соответственно от 96 до 99 мас.%.
MgO-содержащим основным компонентом может служить обожженный и спеченный оксид магния, плавленый оксид магния или их смеси.
В одном из вариантов MgO-содержащий компонент может пропорционально его доле в керамической смеси содержать шпинель типа герцинита, шпинель типа галаксита либо их смеси в количестве от 3 до 20 мас.% (или от 3 до 10 мас.%) в пересчете на общую массу смеси. В этом случае инициируемое зернистым SiO2-наполнителем на стадии нагревания образование микротрещин может дополняться обусловленным присутствием шпинели образованием дополнительных микротрещин на стадии охлаждения в пирогенном процессе.
Предлагаемая в изобретении керамическая смесь может также содержать другие компоненты в относительно малых количествах, например, по меньшей мере один компонент из группы, включающей (элементарный) углерод, графит, смолу, пек, сажу, кокс и деготь.
В соответствии с этим предлагаемая в изобретении керамическая смесь может использоваться для изготовления из нее огнеупорных продуктов на углеродистой связке. Сказанное относится прежде всего к применению керамических смесей для изготовления из них продуктов на углеродсодержащей связке или пропитываемых дегтем продуктов.
К подобным продуктам относятся так называемые АКУ-продукты, обозначение которых образовано первыми буквами названий соответствующих основных компонентов: А (Al2O3-наполнитель), К (карбид кремния (SiC) и/или металлический кремний) и У (углеродистый наполнитель). Компонентами рецептуры могут являться также магнезиальные наполнители (для образования шпинели) и Mg-Al-шпинели. В качестве связующего в подобных керамических смесях используют синтетическую смолу, например фенольную смолу. Такие смеси используются, например, для футеровки чугуновозных ковшей, а также защитных труб, погружных фурм и т.д.
Процесс отверждения подобных продуктов на связке из синтетической смолы можно проводить при температуре, которая достигает температуры превращения β-кристобалита в α-кристобалит или превышает ее, что позволяет предварительно изготавливать формованные изделия с уже имеющимися в них микротрещинами и в таком виде осуществлять их поставку. Однако в другом варианте возможно также проводить процесс отверждения (термообработки) продуктов на связке из синтетической смолы при более низкой температуре (например, при температуре 160-220°С) и смещать таким путем во времени процесс образования микротрещин в огнеупорном продукте на период его последующей эксплуатации. В этом случае микротрещины будут образовываться в огнеупорном продукте в процессе его нагрева после выполнения из него футеровки.
Как уже упоминалось выше, предлагаемая в изобретении керамическая смесь прежде всего предназначена также для изготовления из нее обожженных огнеупорных продуктов, прежде всего обожженных огнеупорных формованных изделий. При этом к смеси, как и обычно, примешивают связующее, прежде всего временное связующее, например раствор лигнинсульфоната, после чего из смеси прессуют, например, кирпичи, которые затем сушат и обжигают. Обычно температура обжига составляет от 1300 до 1700°С. Типичная температура обжига смеси, состоящей на 96 мас.% из MgO и на 4 мас.% из зернистого SiO2-наполнителя, составляет 1400°С (±50°С). При выборе температуры обжига следует руководствоваться следующими, полученными опытным путем данными. Слишком высокая температура обжига или эксплуатации огнеупорного продукта может привести вследствие происходящего при этом излишне интенсивного спекания (обычно с участием жидких фаз) к снижению эффективности действия SiO2-наполнителя и вновь повысить хрупкость огнеупора. По этой причине во избежание недостаточной степени спекания необходимо учитывать характер взаимодействия между SiO2-наполнителем и огнеупорным основным компонентом, прежде всего образование жидких фаз. Поэтому точную температуру обжига, поскольку она зависит от конкретно выбранных компонентов керамической смеси, следует определять эмпирическим путем.
Ниже изобретение более подробно поясняется на различных примерах его осуществления (см. табл.). В этих примерах рассмотрены четыре смеси (№№1-4) с основными компонентами неосновного типа, и сравнительная смесь (№5) известного из уровня техники состава, при этом состав исходного материала и химический состав смесей в каждом случае указан по результатам анализа на содержание оксидов.
Керамические смеси из примеров 1 и 2 предназначены для изготовления из них обожженных формованных огнеупорных продуктов на основе основных компонентов неосновного типа. Очевидно, что к компонентам таких керамических смесей необходимо примешивать временное связующее, Таким временным связующим может служить, например, отработанный сульфитный щелок, фосфорная кислота или монофосфат алюминия. В состав керамической смеси можно также включать глиняное связующее. Из подобных керамических смесей можно при обычном давлении прессования (например, от 65 до 130 МПа) изготавливать кирпичи или иные формованные (фасонные) изделия с последующим их обжигом. Температуру обжига следует выбирать с таким расчетом, чтобы обеспечить достаточную степень спекания, но при этом температура обжига не должна быть слишком высокой во избежание излишне интенсивного спекания, противодействующего эффекту уменьшения хрупкости огнеупора. Решающее значение при выборе температуры обжига при данном составе компонентов смеси имеет прежде всего гранулометрический состав мелкозернистой фракции минерального компонента неосновного типа, а также тип связующего.
Кирпичи (прессованные), изготовленные из смесей №№1 и 2 (примеры 1 и 2), подвергали обжигу при температуре 1550°С.
Смесь №3 (пример 3) предназначена для изготовления из нее так называемого АКУ-продукта, т.е. описанного выше продукта на углеродной связке с добавкой кристобалита. Фазовое превращению кристобалита, происходящее в процессе термообработки (400°С) изготовленных из этой смеси продуктов, инициирует образование в их структуре микротрещин.
Смесь №4 (пример 4) предназначена для получения из нее заливочной массы, содержащей глиноземистый цемент. Эту смесь затворяли водой и затем из нее изготавливали формованные изделия, которые подвергали сушке, соответственно термообработке при температурах до 380°С. Одновременно с этим приготавливали сравнительную смесь (№5), но без добавки к ней кристобалита, и затем из нее изготавливали аналогичные образцы, которые подвергали сушке, соответственно термообработке также при температуре 380°С. Для восполнения недостающих 4 мас.% кристобалита в смеси №5 содержание в ней всех остальных основных компонентов, входящих восстав смеси 4, увеличивали в относительном выражении соответственно на 4%.
Результаты испытания образцов с их механическим разрушением свидетельствуют о том, что инициирование образования микротрещин позволяет уменьшить хрупкость огнеупоров. Для оценки хрупкости огнеупорного продукта могут использоваться различные числовые меры. Одной из подобных числовых мер хрупкости является, например, характеристическая длина, рассчитываемая по следующей формуле:

В этой формуле GF обозначает удельную энергию разрушения (Н/м), Е обозначает модуль упругости (Па), а ft обозначает прочность при растяжении (Па). Хрупкость огнеупорного материала тем ниже, чем больше характеристическая длина. При увеличении отношения удельной энергии разрушения GF к прочности при растяжении ft, т.е. отношения GF/ft, обычно наблюдается уменьшение хрупкости. В качестве характеристики предлагаемых в изобретении продуктов используют отношение GF/σKZ. Для определения удельной энергии разрушения GF и номинальной прочности при растяжении образца с надрезом σKZ используют испытание по методу раскалывания клином, основные особенности которого описаны у K.Rieder и др., "Bruchmechanische Kalt- und Heiβprüfung feuerfester grobkeramischer Werkstoffe", Fortschrittsberichte der Deutschen Keramischen Gesellschaft, Werkstoffe - Verfahren - Anwendung, т.10, №3, 1995, ISSN 0177-6983, сс.62-70. Ниже этот метод испытания рассмотрен более подробно.
Образцы подвергают испытанию по методу раскалывания клином при комнатной температуре после воздействия на них повышенной температуры (например, после сушки, термообработки или обжига).
В приведенной в конце настоящего описания таблице указаны условия испытания по методу раскалывания клином в зависимости от исходного продукта. Под "неформованным продуктом" подразумевается смесь, к которой в некоторых случаях добавляли связующее и/или жидкость для затворения. Под "формованным продуктом" подразумеваются любые формы и методы формования, при этом формованный продукт должен по меньшей мере по своим размерам соответствовать рассмотренному ниже образцу для испытаний. При этом различают формованные продукты, подвергнутые и не подвергнутые воздействию повышенной температуры, а также по соответствующим им типам связывания. "Первоначально неформованный продукт", например заливочная или торкрет-масса, может затвердевать после изготовления из него монолитного изделия (например, футеровки печи) по месту его применения и тем самым становиться как бы "формованным изделием". Сказанное аналогичным образом относится и к готовым фасонным изделиям, которые по меньшей мере по месту их применения подвергаются воздействию повышенных температур.
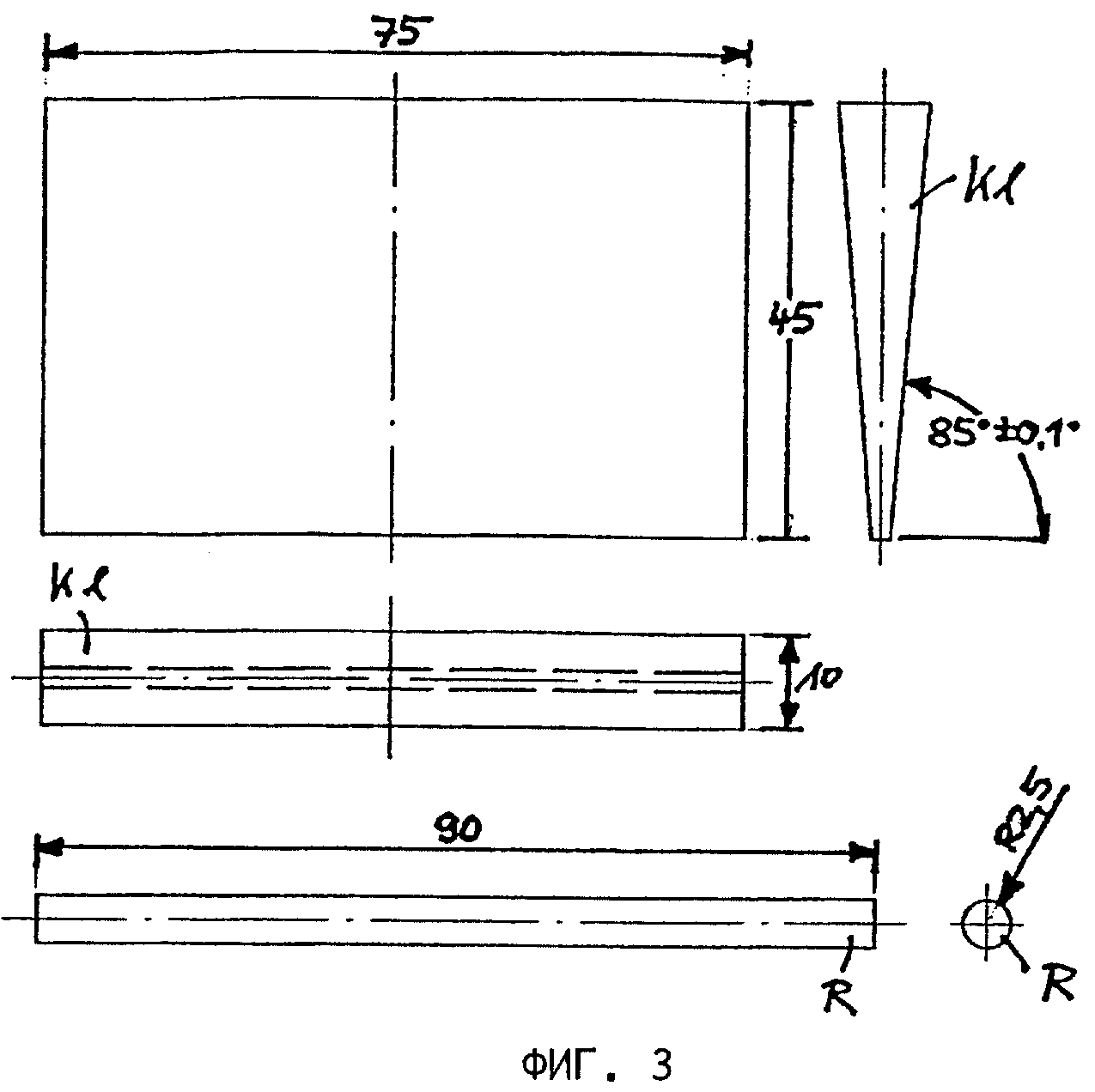
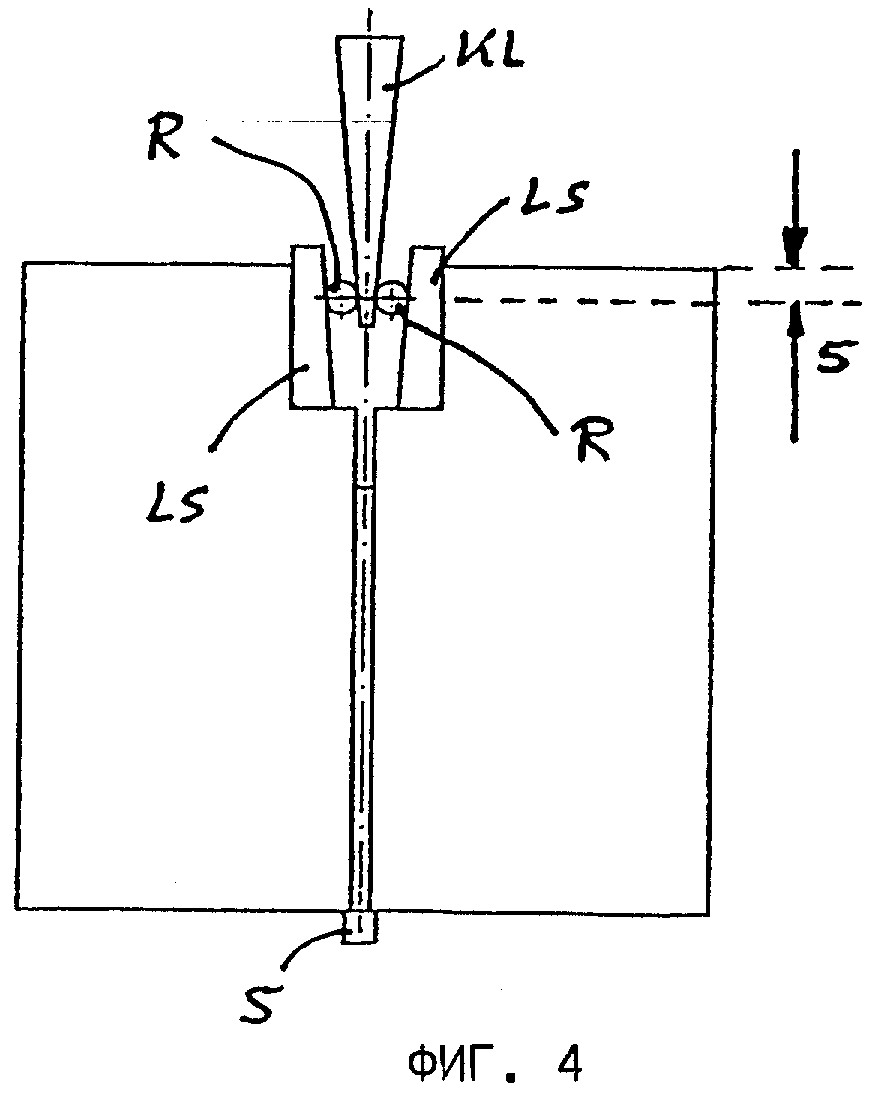
В испытании используют по меньшей мере по три образца каждого продукта, который оценивают по соответствующему среднему показателю полученных результатов. Форма образца для испытаний показана на фиг.1. Образец в виде прямоугольного параллелепипеда имеет следующие размеры: ширина (В) 110 мм, длина (L) 75 мм и высота (Н) 100 мм. С верхней стороны образца имеется выемка А следующих размеров: ширина (b) 24 мм, длина (I) 75 мм и глубина (h) 22 мм. Выемка А предназначена для помещения в нее направляющих брусков, роликов и клина для передачи усилия на образец. От дна выемки А вниз в направлении основания G образца отходит надрез К1 шириной b', равной 3 мм, и глубиной h', равной 12 мм. По бокам к надрезу К1 примыкает еще по одному надрезу К2, К3, проходящему до основания G образца. Каждый из надрезов К2, К3 имеет ширину b”, равную 3 мм, и глубину h”, равную 6 мм. Для проведения испытания в выемку А зеркально друг против друга помещают два направляющих бруска LS, форма и размеры которых показаны на фиг.2. В промежуток между обоими направляющими брусками LS вводят показанный на фиг.3 (сверху) клин К1, который опирается на направляющие бруски LS через два ролика R (фиг.3 внизу), как это показано на фиг.4. При изготовлении формованного продукта путем одноосного (одностороннего) прессования образец для испытаний необходимо отбирать таким образом, чтобы усилие прессования было направлено параллельно плоскости соединительной поверхности (т.е. поверхности, по которой в процессе испытания происходит разрушение). Длина клина К1 и направляющих брусков LS соответствует длине образца и равна 75 мм. Ролики R выполнены несколько большей длины. Клин К1, направляющие бруски LS и ролики R выполнены из стали. В ходе испытания образец располагается на линейной опоре. Подобная опора представляет собой проходящий по всей длине образца четырехгранный стальной брус S, размер каждой стороны квадратного профиля которого составляет по 5 мм и длина которого равна по меньшей мере длине образца, составляющей 75 мм. Стальной брус S с обеих своих продольных сторон на одинаковую величину выступает за пределы надрезов К2, К3. Процесс испытания образца проиллюстрирован на фиг.5. В верхней части чертежа показан датчик КМ силы. Вертикальное усилие V, прикладываемое к клину К1 пуансоном испытательного стенда, приводит к возникновению горизонтальных распорных сил, вызывающих образование в образце стабильно распространяющейся в ходе испытания трещины. В процессе образования и распространения трещины определяют приложенную к образцу вертикальную нагрузку Fv и величину вертикального перемещения δv клина. Эти параметры регистрируют до снижения действующей на образец вертикальной нагрузки до 10% или менее от максимального значения. Энергию разрушения GF вычисляют как площадь под кривой на диаграмме нагрузка - перемещение. В соответствии с этим энергию разрушения рассчитывают по следующей формуле:

В этой формуле (II) А обозначает площадь соединительной поверхности, равную 66×63 мм2 [(100-22-12)×(75-6-6)], a δmax обозначает максимальное вертикальное перемещение клина в процессе измерения. Номинальную прочность при растяжении образца с надрезом рассчитывают по следующей формуле:

В этой формуле (III) В обозначает длину соединительной поверхности (63 мм), а W обозначает высоту соединительной поверхности (66 мм). Величина у обозначает расстояние по вертикали между линией действия передаваемой на образец от клина через ролики горизонтальной силы и центром тяжести соединительной поверхности. Величину у с достаточной степенью приближения принимают равной 62 мм (фиг.1 и 4). Величина FHmax в формуле (III) представляет собой максимальную горизонтальную нагрузку, которую можно вычислить на основании максимальной вертикальной нагрузки Fv max по следующей формуле:

В этой формуле (IV) α обозначает угол при вершине клина, принятый равным 10°. В ходе испытания пуансон испытательного стенда перемещают с регулируемой вертикальной скоростью, равной 0,5 мм/мин.
При невозможности соблюдения указанных выше параметров при испытании определенного продукта, например, из-за невозможности изготовить достаточно крупный образец или по иным причинам, которые могут вызывать сомнения касательно точности определенных абсолютных значений, для предлагаемого в изобретении продукта, а также изготовленного аналогичным образом и подвергнутого аналогичному испытанию продукта без SiO2-наполнителя определяют отношение GF/σKZ. При этом отсутствие SiO2-наполнителя компенсируют, повышая содержание всех остальных компонентов продукта пропорционально их доле в нем. Уменьшение хрупкости вычисляют затем как коэффициент, получаемый делением отношения GF/σKZ, полученного для предлагаемого в изобретении продукта, на отношение GF/σKZ, полученное для изготовленного аналогичным образом продукта без SiO2-наполнителя. Подобный коэффициент превышает 1, а в большинстве случаев превышает 1,5 или 1,8. В принципе стремятся достичь коэффициента, превышающего 2.
В приведенной ниже таблице сравниваются значения удельной энергии разрушения GF, номинальной прочности при растяжении σKZ образца с надрезом, а также отношение этих величин. Отношение GF/σKZ у предлагаемых в изобретении продуктов превышает 40. При этом стремятся достичь значений, превышающих 50.
У предлагаемого в изобретении продукта отношение удельной энергии разрушения к номинальной прочности при растяжении образца с надрезом более чем вдвое превышает то же отношение, полученное для продукта, изготовленного из известной из уровня техники смеси, откуда можно сделать вывод о наличии у предлагаемого в изобретении продукта гораздо меньшей хрупкости.
Предлагаемая в изобретении смесь несмотря на то, что она наряду с огнеупорным основным компонентом содержит простую и недорогую добавку (зернистый SiO2-наполнитель), зарекомендовала себя как оптимальная основа для изготовления из нее огнеупорных продуктов, которые обладают сравнительно низкой хрупкостью, а тем самым и высокой термостойкостью и являются коррозионно-стойкими, но вместе с тем не проявляют снижения горячей прочности в сравнении с другими, известными из уровня техники продуктами. Компоненты смеси и условия изготовления из нее огнеупорного продукта выбираются с таким расчетом, чтобы отношение GF/σKZ у огнеупорного продукта превышало 40.
Преимущество предлагаемого в изобретении продукта перед магнезиальными огнеупорами без зернистого SiO2-наполнителя состоит в наличии у него более высокой механической, соответственно термомеханической стойкости при термоударе, соответственно более высокого сопротивления деформациям. Еще одно преимущество предлагаемого в изобретении продукта состоит в том, что он в отличие от магнезито-хромитовых продуктов не содержит хром и поэтому его применение в качестве футеровочного материала позволяет избежать опасности образования токсичных ионов Cr+6. Преимущество же предлагаемого в изобретении продукта перед продуктами на основе шпинели состоит, с одной стороны, в его меньшей стоимости благодаря применению в его составе сравнительно дешевого SiO2-наполнителя. С другой стороны, у огнеупорных материалов состава CaO-MgO-SiO2 при массовом отношении СаО к SiO2 (C/S-отношении) менее 0,93, которого следует ожидать у предлагаемых в изобретении продуктов, инвариантная точка составляет по меньшей мере 1502°С, которую путем уменьшения C/S-отношения до величины менее примерно 0,25 (наличие твердого раствора форстерита в качестве единственной силикатной побочной фазы) можно повысить до максимум примерно 1860°С.
В отличие от этого инвариантная точка известного из уровня техники содержащего шпинель (MgAl2O4) магнезитового кирпича с C/S-отношением более 1,87 составляет 1325°С. Наличие у предлагаемого в изобретении продукта более высокой инвариантной точки может использоваться для улучшения его горячей прочности, если с учетом состава продукта, а также возможной его инфильтрации при эксплуатации более благоприятным является также количество жидкой фазы. Однако в любом случае преимущество предлагаемого в изобретении продукта перед продуктами с добавкой ZrO2 состоит в экономической выгоде, достигаемой благодаря меньшей стоимости SiO2-наполнителя.
Преимущество продуктов неосновного типа перед муллитом или цирконмуллитом состоит в отсутствии в их составе компонента, содержащего стекловидную фазу и оказывающего тем самым неблагоприятное влияние на размягчаемость. Еще одно преимущество предлагаемого в изобретении огнеупорного продукта состоит в том, что он состоит исключительно из кристаллических фаз. Другое преимущество предлагаемого в изобретении огнеупорного продукта состоит в том, что при применении кристобалита образование микротрещин, сопровождающееся уменьшением хрупкости огнеупора, инициируется уже при температуре 270°С. Благодаря этому появляется возможность изготовления соответственно применению необожженных продуктов с уменьшенной хрупкостью уже при сравнительно невысокой температуре. К подобным продуктам относятся, например, заливочные массы и готовые фасонные изделия. Подобным образом можно также уменьшить хрупкость, например, связанных углеродом необожженных продуктов.
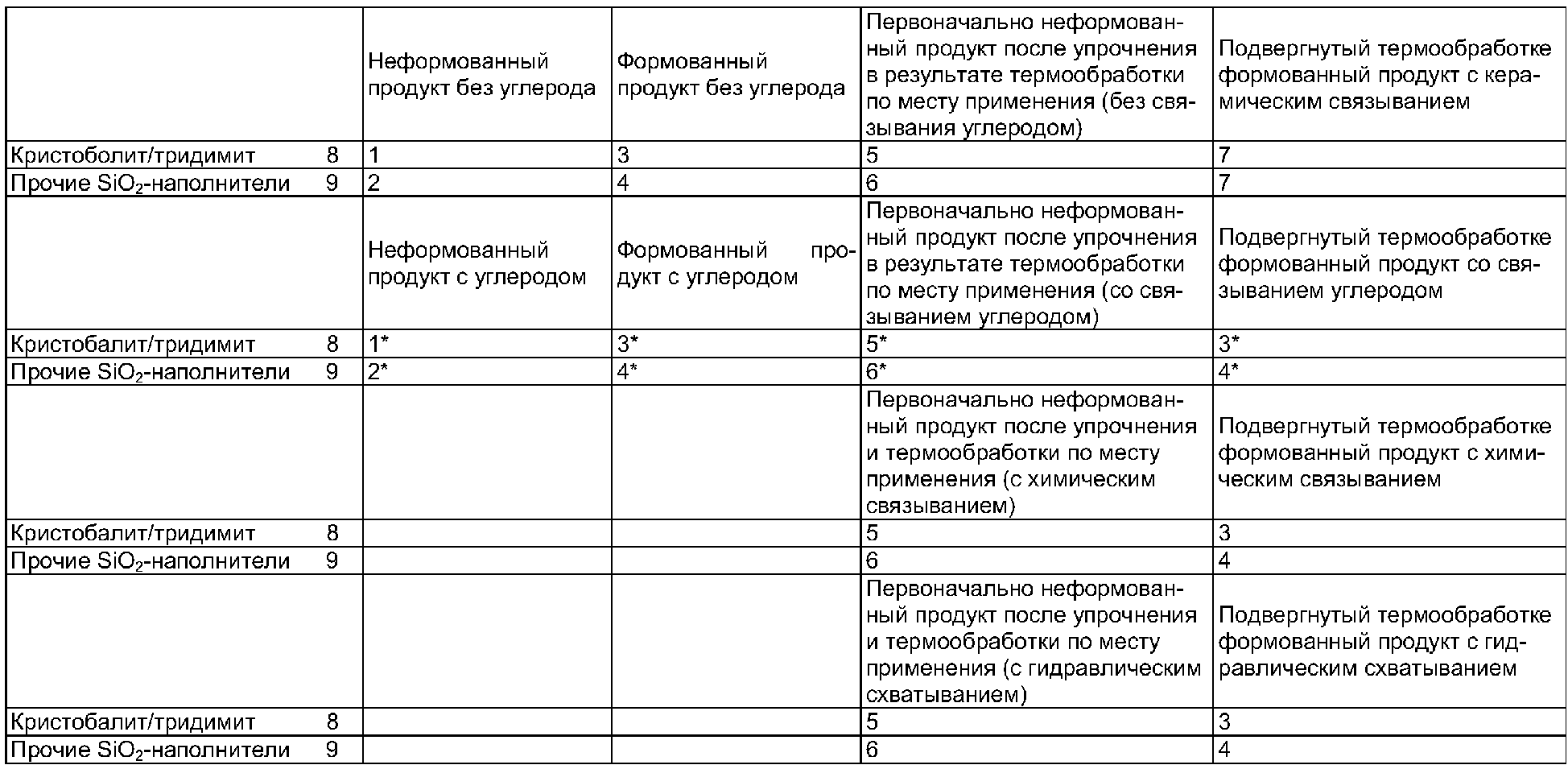
В приведенной выше таблице используются следующие обозначения:
1. Из смеси, необязательно после добавления к ней связующего и/или воды (например, химического связующего или гидравлического вяжущего), формуют образец для испытаний, который подвергают термообработке при температуре 350°С.
2. Из смеси, необязательно после добавления к ней связующего и/или воды (например, химического связующего или гидравлического вяжущего), формуют образец для испытаний, который подвергают термообработке при 650°С или в другом варианте При температуре не менее 1350°С.
3. Из продукта вырезают образец для испытаний, который если только продукт уже не был ранее подвергнут термообработке при температуре не менее 350°С, подвергают термообработке при температуре 350°С.
4. Из продукта вырезают образец для испытаний, который если только продукт уже не был ранее подвергнут термообработке при температуре не менее 650°С или в Другом варианте при температуре не менее 1350°С, подвергают термообработке при температуре 650°С или в другом варианте при температуре 1350°С.
5. Из образовавшегося по месту применения продукта вырезают образец для испытаний, который если только продукт уже не подвергался по месту его применения термообработке при температуре не менее 350°С, подвергают термообработке при температуре 350°С.
6. Из образовавшегося по месту применения продукта вырезают образец для испытаний, который если только продукт уже не подвергался по месту его применения термообработке при температуре не менее 650°С или в другом варианте при температуре не менее 1350°С, подвергают термообработке при температуре 650°С или в другом варианте при температуре 1350°С.
7. Из продува вырезают образец для испытаний.
8. SiO2-наполнитель по меньшей мере на 50 мас.% состоит из кристобалита и/или тридимита.
9. SiO2-наполнитель менее чем на 50 мас.% состоит из кристобалита и/или тридимита.
Термообработку в вариантах 4 и 6 обычно осуществляют при 1350°С. Если температура в 1350°С при термообработке, целью которой является уменьшение хрупкости, оказывается слишком высокой, то термообработку в другом варианте выполняют при температуре 650°С, которая превышает температуру фазового превращения кварца.
Звездочка «*» означает проведение термообработки в восстановительной атмосфере.
Реферат
В заявке описана керамическая смесь для применения в производстве огнеупоров, прежде всего для футеровки и ремонта металлургических плавильных сосудов или для футеровки промышленных печей. Смесь содержит по меньшей мере один огнеупорный основной компонент с размерной фракцией зерен менее 8 мм в количестве не менее 83 мас.%, содержащий мелкую фракцию зерен размером менее 250 мкм, и отдельный зернистый SiO2-наполнитель по меньшей мере одного типа, который выбран из группы, включающей кристобалит, тридимит и коэсит, и зерна которого имеют размер от 0,5 до 3 мм, в количестве от 1 до не более 7 мас.%, а также возможные прочие компоненты, на которые приходится остальное количество. В качестве прочих компонентов смесь содержит по меньшей мере один компонент из группы, включающей углерод, графит, смолу, пек, сажу, кокс и деготь. Огнеупорный основной компонент может быть алюмосиликатным, магнезитовым или цирконийсодержащим. Продукт, изготавливаемый с применением указанной смеси, обладает пониженной хрупкостью и лучше противостоит термомеханическим нагрузкам. 3 н. и 9 з.п. ф-лы, 6 табл., 5 ил.
Формула
A) огнеупорный основной компонент с размерной фракцией зерен менее 8 мм, содержащий мелкую фракцию зерен размером менее 250 мкм, в количестве не менее 83 мас.% и
Б) отдельный зернистый SiO2-наполнитель по меньшей мере одного типа, который выбран из группы, включающей кристобалит, тридимит и коэсит, и зерна которого имеют размер от 0,5 до 3 мм, в количестве от 1 до не более 7 мас.%, а также
B) возможные прочие компоненты, на которые приходится остальное количество.
огнеупорный основной компонент в количестве не менее 90 мас.%.
а) от 50 до 60 мас.% зерен размером от 1 до 6 мм,
б) от 10 до 25 мас.% зерен размером от 0,25 до менее 1 мм,
в) от 25 до 30 мас.% зерен размером менее 0,25 мм, при этом суммарное количество составляет 100 мас.%.
σkz (МПа) более 40 мкм, определяемым в каждом случае указанным в описании испытанием по методу раскалывания клином.
σkz (МПа), определяемым в каждом случае указанным в описании испытанием по методу раскалывания клином и по меньшей мере в 1,5 раза превышающим определяемое тем же путем отношение для аналогичного продукта, который не содержит отдельный зернистый SiO2-наполнитель и в котором количество остальных основных компонентов увеличено пропорционально их долям на отсутствующую долю SiO2-наполнителя до суммарного содержания, равного 100 мас.%.
Комментарии