Деталь для разливки стали и способ ее изготовления - RU2146186C1
Код документа: RU2146186C1
Чертежи



Описание
Изобретение относится к непрерывной разливке стали.
При непрерывной разливке стали используются детали из огнеупорного материала для регулирования вытекания жидкой стали и для защиты ее от повторного окисления, когда она вытекает из чашки к распределителю и из распределителя к форме для непрерывной разливки. Тугоплавкий материал подвергается суровым условиям использования. Он испытывает термическое напряжение, разъедание сталью, окисление, и в общем, все реакции, которые являются результатом взаимодействия компонентов огнеупорного материала и стали.
Используемые тугоплавкие материалы обычно содержат углерод. Они часто используют углеродную связь и состоят из одного или нескольких тугоплавких окислов, таких как гидроокись алюминия, двуокись циркония, глина, магнезия, двуокись кремния, карбид кремния или другие непрозрачные гранулы. Эти тугоплавкие материалы также обычно содержат значительное количество углерода в виде графита, аморфного графита, сажи и дополнительное количество углерода из используемого связующего вещества.
Изобретение касается детали для разливки стали. Эта деталь имеет корпус, выполненный из огнеупорного материала, содержащего углерод. Она применяется при разливке стали между чашей и распределителем, для непрерывной разливки, при разливке стали между распределителем и формой для непрерывной разливки.
Изобретение также касается способа термической обработки детали.
Уже известен (ЕР 2 695 848) металлический разливочный стакан для разливки стали, который имеет корпус из огнеупорного материала, в котором выполнен канал вытекания плавящего металла. Разливочный стакан содержит кольцеобразную камеру, расположенную вокруг канала поблизости от периферии этого канала и простирающуюся примерно по всей ее длине. Камера соединена со средствами депрессирования. Она образует защитный экран от передвижения газообразных продуктов к каналу вытекания. Разливочный стакан также может содержать кожух из огнеупорного материала без углерода, расположенный между периферией канала и депрессированной камерой.
Депрессирование является максимальным в зоне, локализованной вокруг кольцеобразной камеры. Но при удалении от этой камеры сложная система пористости влечет за собой значительные потери нагрузки. Следовательно, уменьшается депрессирование, что значительно ограничивает удаление образовавшихся газов. Таким образом, очень сложно удалять газ в непосредственной близости от зоны контакта огнеупорного материала с жидкой сталью.
Также известен стержень стопора (GB-A-2 095 612). Он имеет корпус, который заканчивается укрепленной носовой частью, выполненной из материала, отличного от материала корпуса. Материалы, из которых выполнены корпус и носовая часть, спрессовываются в течение одной операции. Другими словами, два порошка с разным составом, например гидроокись алюминия, графит для корпуса и двуокись циркония или магнезия для носовой части, одновременно вводятся в одну и ту же форму, затем одновременно спрессовываются и прокаливаются.
Однако в стержне стопора такого типа сцепление гранул гидроокиси алюминия, двуокиси циркония и/или магнезии достигается связью типа углеродной, а именно связью, в которой углерод, содержащийся в смеси, составляет путем горячей полимеризации сетку, охватывающую различные гранулы.
Агрессивная сталь с высоким содержанием кислорода, которую отливают в настоящее время и которая не всегда является пассивированной, например, алюминием или кремнием, или же которая является недостаточно пассивированной, разъедает носовую часть стержня стопора типа. Следствием этого является небольшой срок службы стержня стопора и необходимость его частой замены.
С другой стороны, имеют место реакции между химическими компонентами, особенно газообразными, которые образуются при высокой температуре в тугоплавком материале, из которого состоит носовая часть стержня стопора, а также в жидкой стали. Например, одноокись углерода уменьшает некоторые элементы, присутствующие в жидкой стали на поверхности носовой части, и вызывает осаждение окисей на этой поверхности, в частности окись алюминия. Осаждение окислов мешает полному закрыванию канала установки для разливки стали.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является деталь для разливки стали, содержащая корпус, выполненный из огнеупорного материала, включающего углерод и внешний слой (см. ЕР 0503316, кл. C 04 B 35/58, 1992). А также из упомянутой публикации известен способ получения детали в виде разливочного стакана, включающий его термическую обработку. Однако известная деталь не предотвращает реакции между химическими соединениями, особенно газообразными.
В основу изобретения положена задача создания детали для разливки стали, которая устраняла бы недостатки предшествующего уровня техники, а именно, должна полностью предотвращать реакции между химическими соединениями, особенно газообразными, образующимися при высокой температуре в тугоплавком материале, составляющем корпус детали, а также в жидкой стали, и разработки способа получения детали, который должен быть легким для производства и иметь низкую себестоимость.
Поставленная задача решается тем, что в детали для разливки стали, содержащей корпус, выполненный из огнеупорного материала, включающего углерод, и внешний слой, согласно изобретению корпус покрыт частично или полностью внешним слоем, способным образовать при нагревании до температуры, равной или выше 1000oC, газонепроницаемый, окисленный и уплотненный слой.
Благодаря присутствию газонепроницаемого слоя химические составляющие, в частности газообразные, которые могут образовываться при высокой температуре в тугоплавком материале, из которого состоит корпус детали, а также в жидкой стали, не находятся больше в непосредственном контакте, и реакции происходить не могут. Таким образом устраняются многие недостатки деталей для разливки стали предшествующего уровня техники.
Например, используя разливочный стакан, можно устранять явление закупоривания, которое происходит, когда одноокись углерода, образующаяся в тугоплавком материале, уменьшает некоторые элементы, присутствующие в жидкой стали на поверхности канала для вытекания стали, и вызывает на этой поверхности осаждение окислов, в частности окиси алюминия. Отложения окислов закупоривают канал разливочного стакана, что нарушает регулирование и значительно уменьшает длительность ее использования. Эти отложения также могут несвоевременно отделяться и образовывать включения в отвержденной стали. В связи с тем, что в соответствии с изобретением газообмен между огнеупорным корпусом разливочного стакана и сталью затруднен, явления закупоривания, известные из предшествующего уровня техники, значительно уменьшаются, и качество отливаемой стали улучшается. Сталь становится более чистой, так как имеет меньше включений.
Наличие плотного и непроницаемого слоя дает и другие преимущества. Уменьшаются коррозийные явления.
Действительно, в стали с высоким содержанием кислорода коррозия огнеупорного материала обычно ускоряется химическим действием на углеродную связь кислорода, растворенного в большом количестве. Это также уменьшает разрушение чистоты стали, что обычно происходит при восстановлении азота в результате прохождения воздуха через огнеупорный материал.
Плотный и жесткий слой без углерода позволяет устранять эти явления.
При использовании стержня стопора значительно увеличивается сопротивление носовой части неуспокоенной стали или недостаточно успокоенной стали. Срок службы стержня стопора увеличивается, и из этого следует значительная экономия для пользователя. Также это позволяет избежать осаждения окиси на поверхности носовой части таким образом, что регулирование стали не нарушается. Сохраняется постоянная возможность герметичного закрывания отверстия канала разливки даже после длительной разливки.
Предпочтительно внешний слой разливочного стакана состоит из огнеупорного материала, содержащего первичные частицы обжига.
Эти первичные частицы содействуют обжигу, то есть связи гранула к грануле. Обжиг может происходить при более низкой температуре и за более короткий срок.
Эти первичные частицы обжига выбираются из группы, включающей кальцинированный глинозем, реактивный кальцинированный глинозем, сажу двуокиси кремния, глину, мелкие частицы окислов (50 мкм).
Предпочтительно внешний слой выполняется из материала, содержащего по меньшей мере 4% и не более 9% по весу углерода, включая углерод, содержащийся в используемом связующем веществе, из которого 1,5% - 6% в виде графита. В идеальном варианте общее содержание углерода не превышает 5% общего веса.
Внешний слой может состоять из включения, выполненного отдельно от корпуса, а затем соединенного с корпусом. Он также может прессоваться с корпусом разливочного стакана.
Предпочтительно используется одно и то же связующее вещество для связи материала, составляющего корпус детали, и материала, составляющего внешний слой. Использование одного и того же связующего вещества намного упрощает производство, особенно в случае, когда деталь спрессована. Действительно было бы очень трудно или невозможно спрессовывать деталь, используя два разных связующих вещества.
В соответствии с предпочтительным способом выполнения материал внешнего слоя содержит вещества, уменьшающие проницаемость. Эти вещества предпочтительно выбираются из группы, состоящей из буры, карбида кремния, карбида бора, нитрида бора и металлических добавок, в частности кремния. Эти вещества создают слой с уменьшенной проницаемостью, который добавляется к плотному газонепроницаемому слою, образованному обжигом стенки канала для разливки.
В предпочтительном способе выполнения внешний слой состоит из по меньшей мере 80% гидроокиси алюминия и не покрыт эмалью. Его толщина меньше 10 мм и толщина плотного обожженного газонепроницаемого слоя меньше 5 мм.
Поставленная задача решается также тем, что в способе изготовления стакана, включающем его термическую обработку, согласно изобретению на поверхности разливочного канала стакана во время термической обработки образуют газонепроницаемый слой.
Предпочтительно термическая обработка осуществляется при доведении детали до 1000oC менее чем за 20 мин.
Другие характеристики и преимущества настоящего изобретения будут ясны из нижеследующего описания, из приведенных примеров, иллюстративных, но не ограничительных, со ссылкой на прилагаемые чертежи.
На этих чертежах:
- фиг. 1 - продольный разрез разливочного стакана в соответствии с настоящим изобретением;
- фиг. 2 и 3 - частичные виды в увеличенном масштабе части разливочного стакана по фиг. 1;
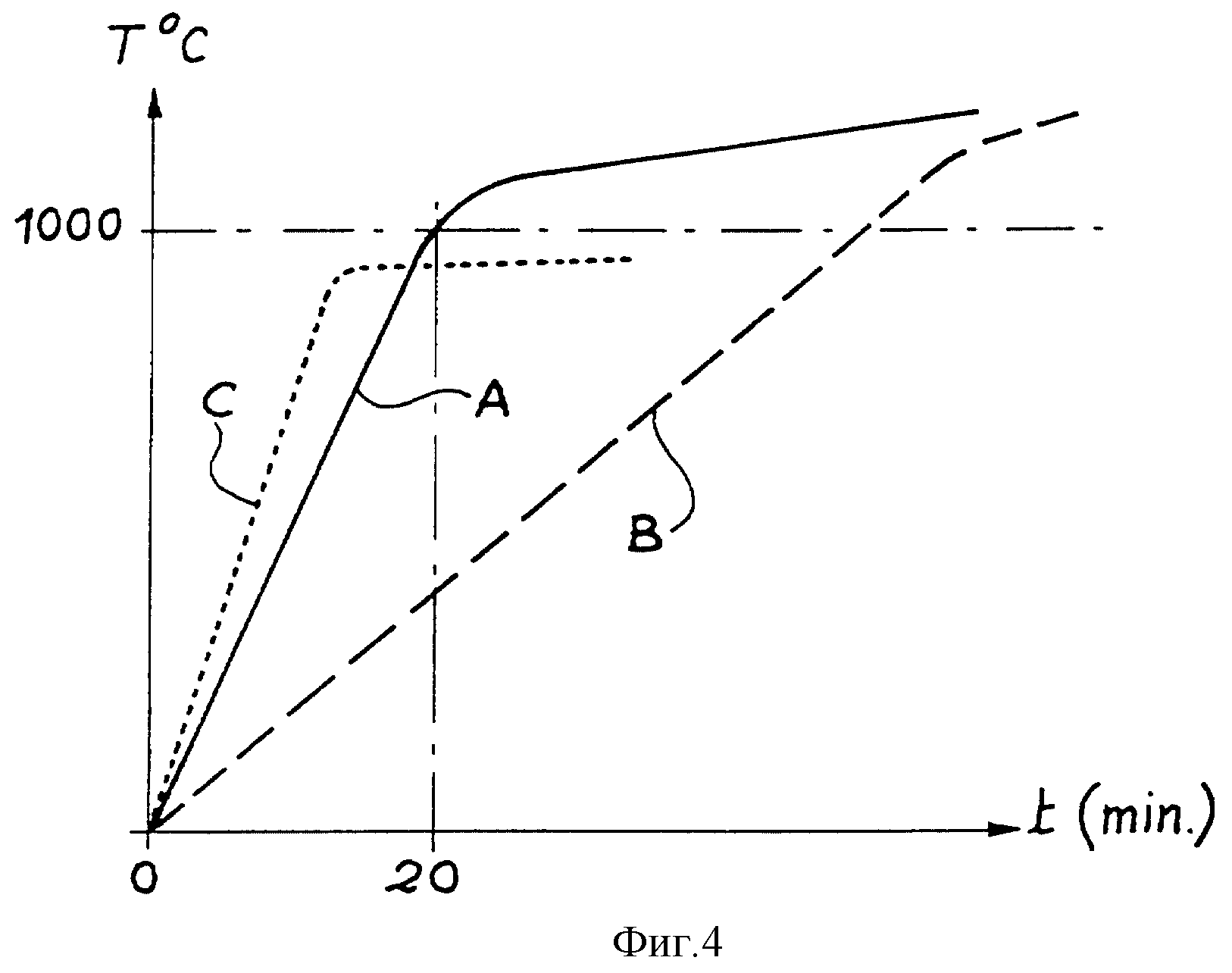
- фиг. 4 - схема, иллюстрирующая способ предварительного нагревания, предпочтительно используемого
для создания плотного обожженного газонепроницаемого слоя в разливочном стакане в соответствии с настоящим изобретением;
- фиг. 5 - продольный разрез варианта выполнения разливочного стакана
в соответствии с изобретением;
- фиг. 6 - продольный разрез стержня стопора в соответствии с настоящим изобретением.
Разливочный стакан, представленный на фиг. 1, предназначен для помещения под распределитель. Он может быть установлен под распределителем в зафиксированном положении, например, он может быть зацементирован на опорной поверхности или посредством механизма со штыковым соединением или аналогичным. Он может также помещаться в механизме замены стакана, который позволяет известным способом быстро заменять один стакан на другой. Разливочный стакан имеет корпус 2, верхнюю часть, по которой жидкая сталь проникает в канал 9 разливки, насквозь пересекающий разливочный стакан. В представленном примере выполнения изобретения жидкий металл вытекает через всасывающие отверстия 6, расположенные по бокам от корпуса. Наконец, известным образом, разливочный стакан имеет манжету 8, выполненную из материала, устойчивого к разъеданию порошком, покрывающим форму для разливки. Эта манжета помещается на уровне стали в форме для непрерывной разливки, где на жидкой стали плавает покрывающий порошок. Всасывающие отверстия 6 выходят под уровнем металла так, чтобы избегать контакта с воздухом.
Корпус 2 разливочного стакана выполнен из традиционного огнеупорного материала, например из материала, содержащего от 20 до 30% углерода и одного или нескольких тугоплавких окисей, таких как гидроокись алюминия, двуокись циркония, двуокись кремния, магнезия и т.д. Корпус 2 облицован слоем 3 эмали, которая должна предотвратить окисление огнеупорного материала во время предварительного нагревания и использования. Внутренняя поверхность канала 9 разливки состоят из огнеупорного материала, имеющего низкое содержание графита. Общие потери прокаливания этого материала ниже 9%. Это означает, что когда материал окисляется во время предварительного нагревания трубки, графит, который он содержит, и углерод, содержащийся в связующем веществе, составляют 9% или менее веса огнеупорного материала. Кроме того, кожух 10 содержит значительное количество огнеупорной окиси, такой как гидроокись алюминия. Это количество по меньшей мере равно 80%. Наконец, материал, составляющий кожух 10, содержит первичные частицы обжига, а именно кальцинированный глинозем, реактивный кальцинированный глинозем, сажу двуокиси кремния или глины. Первичные частицы обжига являются мелкими гранулами, то есть гранулами с большой удельной поверхностью. Следовательно, поверхность контакта между гранулами увеличивается. Кальцинированный глинозем имеет значительную удельную поверхность, а реактивный кальцинированный глинозем имеет еще большую удельную поверхность. Сажа двуокиси кремния производит реакцию гидроокись алюминия - двуокись кремния, чтобы создать муллит. Уплотнение кожуха происходит путем муллитизации. Системы типа глины создают также керамические соединения при относительно низкой температуре порядка 1000 - 1100oC.
Благодаря присутствию одной или нескольких первичных частиц обжига можно создать при относительно низкой температуре, например 1000oC, соединение типа гранула в грануле между гранулами гидроокиси алюминия (керамическое соединение). Этот слой является плотным, твердым и имеет поры небольшого диаметра. Следовательно, он является газонепроницаемым. Этот слой преимущественно образуется во время предварительного нагревания разливочного стакана. Предварительное нагревание позволяет окислять углерод, содержащийся в кожухе 10, и таким образом устранять его. Таким образом получают слой без углерода на поверхности канала 9 вытекания металла из разливочного стакана. Однако нужно заметить, что в противоположность явлениям, наблюдаемым в предшествующем уровне техники, этот слой без углерода имеет небольшую толщину. Например, если толщина кожуха составляет 10 мм, толщина обезуглероженного слоя будет, как правило, равна 3 мм и не более 5 мм. Таким образом, можно констатировать, что значительная часть толщины кожуха не является обезуглероженной во время предварительного нагревания. Действительно, во время этой операции наблюдаются два одновременных явления. С одной стороны, окисление углерода, что повышает проницаемость материала кожуха тем больше, чем больше содержание углерода. Вот почему, в основном, содержание углерода в материале кожуха не должно быть повышенным и в любом случае не должно превышать 9%. С другой стороны, параллельно с окислением углерода осуществляется явление обжига, которое, наоборот, приводит к созданию непроницаемого слоя, что противодействует продолжению обезуглероживания внутри огнеупорного материала. Для удовлетворительной работы разливочного стакана необходимо, чтобы обжиг поверхностного слоя опережал окисление. Вот почему предусматриваются первичные частицы обжига, которые упоминались ранее, целью которых является упрощать и ускорять этот процесс.
Можно выполнить кожух 10 отдельно от корпуса 2 разливочного стакана, а затем вставить его в корпус. Однако разливочный стакан, представленный на фиг. 1, не был выполнен таким способом. Он был выполнен путем так называемого изостатического спрессовывания. Две смеси, одна из которых соответствует составу корпуса 2 разливочного стакана, а другая - составу кожуха 10, были помещены одновременно в деформируемую матрицу, имеющую осевой сердечник, предназначенный для образования полости, соответствующей каналу 9 разливки. Этот блок был подвержен изостатическому прессованию. Одно и то же связующее вещество использовалось для корпуса 2 и кожуха 10. Использование одинакового связующего вещества представляет собой большое преимущество, потому что это обеспечивает лучшую силу сцепления детали и лучшую связь между корпусом 2 и кожухом 10.
На фиг. 2 и 3 представлена часть разливочного стакана, согласно фиг. 1, перед предварительным нагреванием (фиг. 2) и после предварительного нагревания (фиг. 3). На фиг. 2 показан слой, соответствующий корпусу 2, и слой, соответствующий толщине кожуха 10 перед предварительным нагреванием. На фиг. 3 слой, образующий корпус 2, остался идентичным. Однако слой кожуха разлагается на слой, который составляет вышеописанный плотный обожженный окисленный газонепроницаемый слой 10а, и слой 10Ь, который не был окислен, потому что был защищен от окисления слоем 10а. Его состав, следовательно, остался идентичным начальному составу, который был до предварительного нагревания. Следовательно, стакан, который сначала состоял только из двух различных слоев, теперь состоит из трех различных слоев. Преимущественно, кожух 10 содержит также вещества, понижающие проницаемость. Этими веществами непроницаемости являются, например, карбид кремния, бура, карбид бора (В, С), нитрид бора (BN). Целью этих веществ является уменьшение проницаемости слоя 10Ь, так чтобы образовать дополнительный барьер для сопротивления перемещению газов между жидкой сталью, двигающейся по каналу 9 разливки, и корпусом 2 из огнеупорного материала.
На фиг. 4 представлен график, который показывает правильное предварительное нагревание разливочного стакана по изобретению. В соответствии с кривой А температура разливочного стакана была быстро повышена до величины, по меньшей мере равной 1000oC. Эта температура была измерена в тугоплавком материале внутри канала 9 быстрее, чем за 20 мин. Действительно, как было объяснено ранее, во время предварительного нагревания одновременно происходят два явления, с одной стороны, окисление науглероженного слоя, и с другой стороны, создание плотного обожженного слоя.
Если непроницаемый плотный обожженный слой 10а на фиг. 3 не образуется быстро, окисление будет продолжаться по всей толщине кожуха 10 и сможет, таким образом, затронуть корпус 2. Чтобы этого не произошло, необходимо быстро достичь температуры обжига, то есть температуры, по меньшей мере равной 1000oC, как показано схематически на фиг. 4. Следовательно, необходимо, чтобы мощность горелок, используемых для предварительного нагревания, была достаточной, чтобы иметь возможность быстро достигать этой температуры.
Кривая В показывает слишком медленный подъем температуры. Температура 1000oC, необходимая для осуществления обжига в хороших условиях, достигается за слишком большой промежуток времени, превышающий 20 мин. В таких условиях происходит чрезмерное обезуглероживание кожуха 10 и невозможно получить достаточно герметичный слой. На кривой С подъем температуры является быстрым, но максимальная температура ниже 1000oC. Следовательно, в этом случае также обжиг слоя 10а будет происходить в недостаточно хороших условиях.
На фиг. 5 представлен вариант выполнения разливочного стакана фиг. 1. Различие состоит в том, что кожух 10 не полностью покрывает канал 9 разливки. Верхняя часть стакана, названная зоной опорной поверхности, нижняя часть канала 9 и всасывающие отверстия не покрываются кожухом 10. Кроме того, обычно разливочный стакан покрывается слоем эмали, позволяющим избежать окисления огнеупорного материала во время предварительного нагревания и использования. Однако этот слой эмали не должен находиться на кожухе 10, потому что он будет мешать его окислению во время предварительного нагревания и, следовательно, его поверхностному уплотнению, которое является целью настоящего изобретения, чтобы создать плотный обожженный слой, как было указано выше.
На фиг. 6 стержень стопора имеет корпус 2 удлиненной формы. Осевой канал 7 выполнен в этом корпусе сердечником прессования. Осевой канал 7 простирается от верхнего края стержня стопора, не доходя до его нижнего края. Верхняя часть корпуса может соединяться средствами, не представленными на чертежах, с подъемным механизмом, который позволяет перемещать ее в вертикальном направлении, чтобы регулировать вытекание жидкой стали.
Нижний конец стержня стопора представляет собой закругленный конец 5. Корпус 2 стержня выполнен из традиционного огнеупорного материала, например из материала, содержащего от 20 до 30% углерода и одного или нескольких тугоплавких окислов, таких как гидроокись алюминия, двуокись циркония, двуокись кремния, окись магния, и т.д.
Внешний слой 4 конца 5 состоит из огнеупорного материала с низким содержанием графита. Общие потери при прокаливании этого материала ниже 9%. Это означает, что когда материал окисления на этапе предварительного нагревания стержня стопора, содержащийся в нем графит и углерод, находящийся в связующем веществе, составляют 9% или менее от веса огнеупорного материала. Кроме того, внешний слой 4 содержит значительное количество огнеупорного окисла, такого как гидроокись алюминия. Наконец, материал, составляющий внешний слой 4 конечной части, содержит первичные частицы обжига, а именно кальцинированный глинозем, реактивный кальцинированный глинозем, сажу двуокиси кремния или глины. Общее количество огнеупорного окисла по меньшей мере равно 80%. Первичными частицами обжига являются в основном мелкие гранулы, то есть гранулы, имеющие большую удельную поверхность. Следовательно, поверхность контакта между гранулами увеличивается. Кальцинированный глинозем имеет значительную удельную поверхность, а реактивный кальцинированный глинозем - еще более значительную удельную поверхность. Сажа двуокиси кремния производит реакцию гидроокись кремния - двуокись кремния для создания муллита. Тогда уплотнение слоя 4 выполняется путем муллитизации. Системы типа "глина" также создают керамические соединения при относительно низкой температуре порядка 1000 - 1100oC.
Благодаря присутствию одной или нескольких первичных частиц обжига, можно создать при относительно низкой температуре, например 1000o, связь гранула к грануле между гранулами гидроокиси алюминия (керамическая связь). Этот слой является плотным и жестким и имеет поры небольшого диаметра. Следовательно, он является газонепроницаемым. Преимущественно, этот слой образуется во время предварительного нагревания стержня стопора, но он может также выполняться и раньше.
Предварительное нагревание позволяет окислять углерод, содержащийся во внешнем слое 4 и таким образом устранять его. Таким образом получают слой без углерода на внешней поверхности носовой части 5. Нужно заметить, что этот слой без углерода имеет небольшую толщину. Например, если толщина слоя 4 составляет 10 мм, толщина обезуглероженного слоя обычно составляет 3 мм и не более 5 мм. Можно отметить, что значительная часть толщины слоя 4 не обезуглероживается во время предварительного нагревания. Действительно, во время этой операции наблюдаются два одновременных явления. С одной стороны, окисления углерода, что повышает проницаемость материала кожуха тем больше, чем больше содержание углерода. Вот почему, в основном, содержание углерода в материале кожуха не должно быть повышенным и в любом случае не должно превышать 9%. С другой стороны, параллельно с окислением углерода осуществляется явление обжига, которое, наоборот, приводит к созданию непроницаемого слоя, что противодействует продолжению обезуглероживания внутри огнеупорного материала. Для удовлетворительной работы стержня стопора необходимо, чтобы обжиг поверхностного слоя опережал окисление. Вот почему предусматриваются первичные частицы обжига, которые упоминались ранее и целью которых является упрощать и ускорять этот процесс. Стержень стопора, представленный на фиг. 6, был выполнен так называемым способом изостатического спрессования. Две смеси, одна из которых соответствует составу корпуса 2 стержня, а другая - составу внешнего слоя 4, были помещены одновременно в деформируемую матрицу, имеющую осевой сердечник, предназначенный для образования полости, соответствующей каналу 7. Этот блок был подвержен изостатическому прессованию. Одно и то же связующее вещество использовалось для корпуса 2 и внешнего слоя 4. Использование одинакового связующего вещества представляет собой большое преимущество, потому что это обеспечивает лучшую силу сцепления детали и лучшую связь между корпусом 2 и верхним слоем 4.
Как и в предыдущем примере, разливочный стакан, который сначала состоял из двух различных слоев, после этапа предварительного нагревания будет состоять из трех различных слоев. Преимущественно, слой 4 также содержит вещества, понижающие проницаемость. Этими веществами непроницаемости являются, например, карбид кремния, бура, карбид бора (В, С), нитрид бора (BN). Целью этих веществ является уменьшение проницаемости слоя, так чтобы образовать дополнительный барьер для сопротивления перемещению газов между жидкой сталью, содержащейся в пазу или в распределителе, и корпусом 2 из огнеупорного материала.
Пример
Состав смеси для создания обожженного слоя, соответствующего
изобретению, и физические свойства этого слоя перед обжигом/окислением.
Состав, вес.%:
Глинозем ровный (Аl2O3) - 66
Кальцинированный глинозем
(Аl2O3) - 21
Графит (С) - 2
Связующее - 6
Кремний металл - 3
Глина - 1
Сажа двуокиси кремния - 100
Физические свойства:
модуль прочности при температуре окружающей среды 10.40 МПа; плотность 2.913; пористость (%) 16.190; сила тяжести (г/см) - 3.475; модуль эластичности 23.02 ГПА: Модуль прочности при нагревании - 4.34
МПа.
Реферат
Изобретение относится к непрерывной разливке стали, при которой используются детали из огнеупорного материала. Деталь имеет корпус, выполненный из огнеупорного материала, содержащего углерод, и внешний слой, покрывающий корпус частично или полностью. При нагревании до температуры, равной или выше 1000°С, на этом слое образуется газонепроницаемый, окисленный и уплотненный слой. Благодаря присутствию газонепроницаемого слоя предотвращаются осаждение на детали окислов жидкой стали, закупоривание разливочного канала. 2 с. и 14 з.п. ф-лы, 6 ил.

Формула
15.06.94 по пп.1 - 13, 15 и 16.
Комментарии