Способ изготовления половинок застежки-молния и устройство для его осуществления - SU1581207A3
Код документа: SU1581207A3
Чертежи
Описание
10
15
20
25
ные элементы k. Каждая половинка содержит усилительную нить 5.
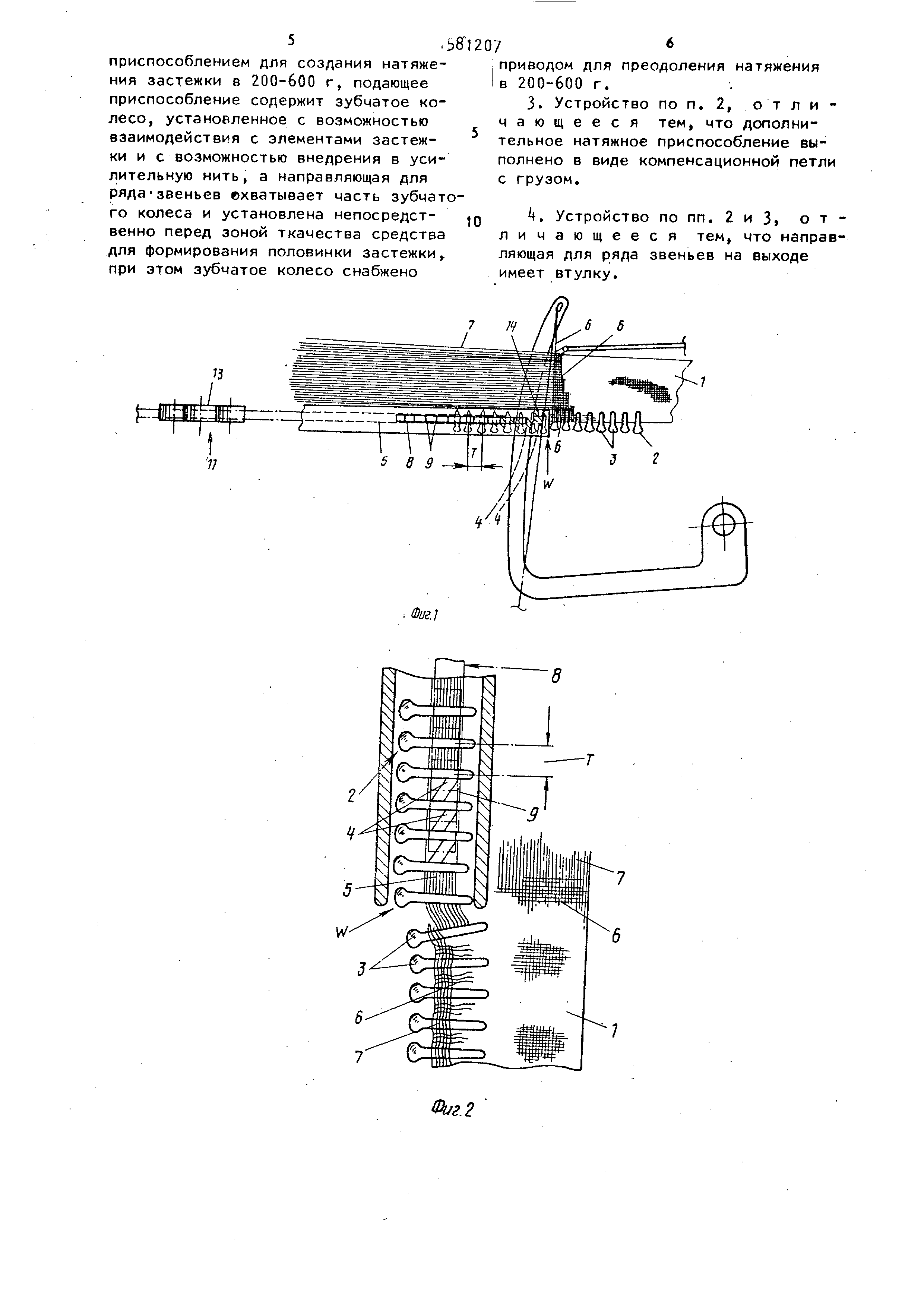
Устройство для изготовления половинок застежки-молния содержит средство формирования половинок застежки , представляющее собой прутковый ткацкий станок с зоной ткачества W, где прокладываются уточные нити 6 и основные нити 7 при этом ряд 2 соединительных звеньев подается к зоне ткачества в направлении основных нитей.
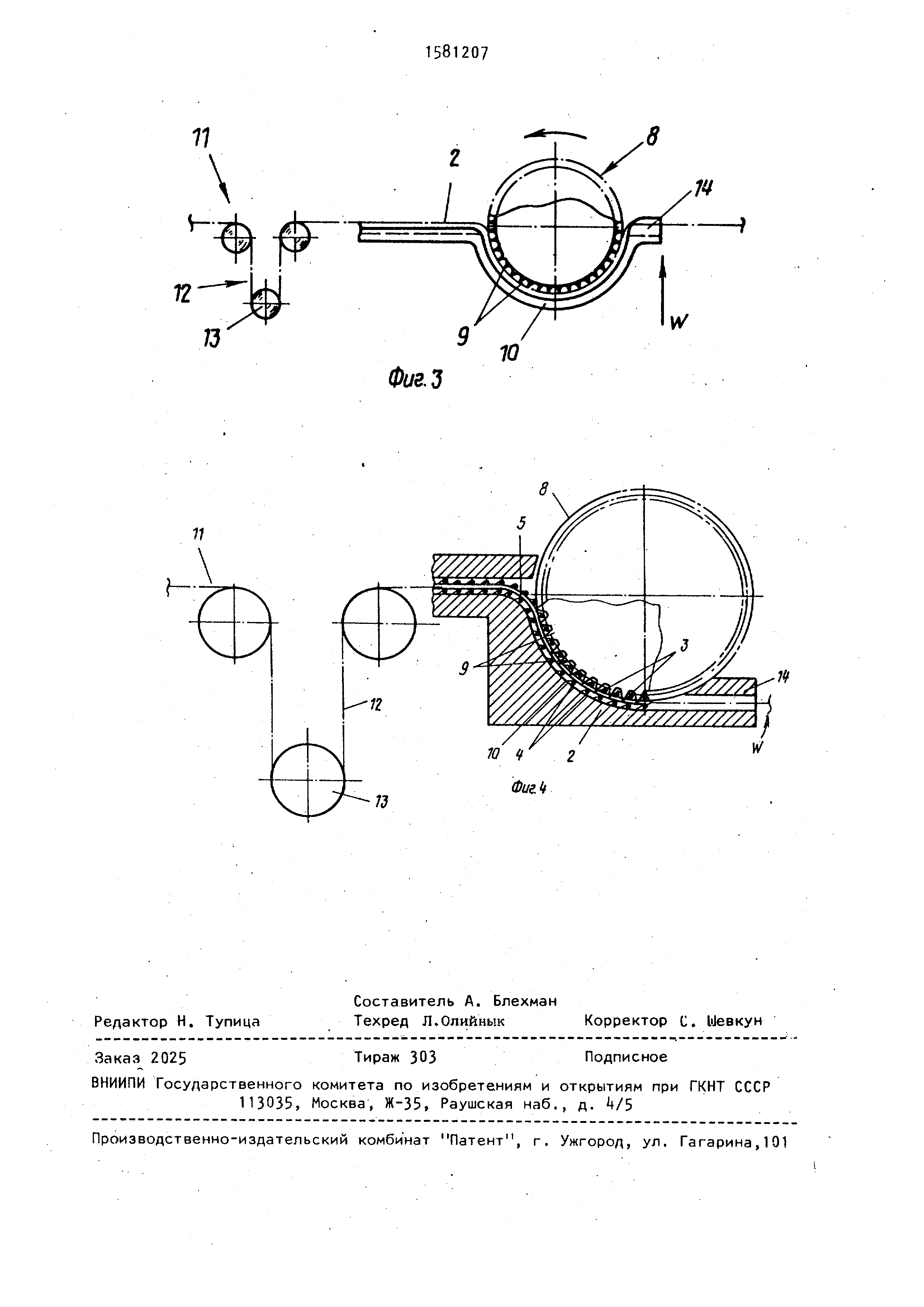
Устройство содержит подающее приспособление 8 с натяжным средством (не показано), содержащее зубчатое колесо, имеющее зубцы 9, которые взаимодействуют с элементами застежки и внедряются в усилительную нить, направляющую 10 для ряда 2 звеньев. Непосредственно перед подающим приспособлением 8 в направлении подачи ряда 2 соединительных звеньев установлено дополнительное натяжное приспособление 11, выполненное, например, в виде компенсационной петли 12 с грузом 13 (это приспособление может быть выполнено любыми иными средствами ) .
Направляющая для ряда звеньев оканчивается перед зоной ткачества и охватывает часть зубчатого колеса. Направляющая, изображенная на фиг.1, оканчивается втулкой 1.
Зубчатое колесо снабжено приводом для преодоления натяжения в 200- 600 г, которое создается натяжным средством.
При работе подающим приспособлением 8 подаются элементы застежки и усилительная нить 5 к месту W ткачества под натяжением и под растяжением с усилием в 200-600 г,создаваемым компенсационной петлей 12 дополнительного натяжного приспособления 11 . Зубцы 9 зубчатого, колеса входят в зацепление с элементами застежки и внедряются в усилительную нить 5. В месте ткачества звенья 3 застежки охватываются переплетенными уточными нитями 6, а их соединительные элементы 4 - основными нитями 7. Раппорт прокладки уточных нитей 6 соответствует размеру шага Т звеньев. Звенья 3 застежки охватывают усилительную нить 5, которая при вплетении на средстве формирования половинок застежки в зоне ткачества переплетается основными нитями и перетягивается уточными ни30
3
4
5
5
0
5
0
5
0
5
0
5
0
5
тями 6, которые подаются под натяжением . Взаимодействие ряда 2 соединительных звеньев и усилительной нити 5 с подающим приспособлением 8, а также установка усилия натяжения производятся таким образом, чтобы ряд 2 соединительных звеньев застежки и усилительная нить 5 вплетались без нежелательного относительного перемещения За счет этого улучшается качество получаемого изделия.
Л
Формула изобретения
1.Способ изготовления половинок застежки-молния из несущей ленты и прикрепленного ряда спиралеобразных соединительных звеньев из синтетической мононити с шагом заданного размера , при котором методом ткачества изготавливают несущую ленту с одновременной вработкой подаваемыми под натяжением основными нитями усилительной нити и уточными нитями - соединительных элементов звеньев, при этом усилительную нить и ряд соединительных звеньев располагают параллельно основным нитям, раппорт уточных нитей выбирают соответствующим шагу соединительных звеньев, усилительную нить обвивают звеньями ряда
и транспортируют элементы застежки в зону ткачества с помощью подающего приспособления, отличающий- с я тем, что, с целью повышения качества изделия, при транспортировке элементов застежки в зону ткачества образуют компенсационную петлю, подвергая элементы састежки растяжению натяжением с усилием 200-600 г, а транспортировку элементов застежки осуществляют зубчатым колесом путем внедрения его зубьев между звеньями застежки и непосредственно в усилительную нить,
2.Устройство для изготовления половинок застежки-молния из несущей ленты и прикрепленного ряда спиралеобразных соединительных звеньев из синтетической мононити с шагом заданного размера, содержащее подающее элементы застежки приспособление, средство формирования половинки застежки путем ткачества, направляющую
для ряда звеньев и натяжное средство, отличающееся тем, что, с целью повышения качества изделия, оно снабжено дополнительным натяжным
77
, Фиг
Реферат
Изобретение относится к производствузастежек-молний и позволяет улучшить качество изделий.Застежка-молния состоит из несущей ленты и прикрепленного спиралеобразного ряда звеньев из синтетической мононити, звенья которого установлены с шагом заданного размера и имеют соеденительные элементы.Выделка несущей ленты производится в месте ткачества на прутиковом ткацком станке из уточных и основных нитей.Пяд звеньев застежки подается направляющей в направлении основных нитей с небольшим натяжением, которое создается приводным подающим приспособлением.В месте ткачества отдельные зубцы обхватываются ввязанными основными нитями, а соединительные элементы - перевязочными уточными нитями.Раппорт прокладки перевязочных уточных нитей согласуется с размером шага.Направляющей подается специальный ряд звеньев застежки,который снабжен усилительной нитью, обхваченной звеньями застежки.Усилительная нить при вплетении перевязывается уточными нитями. Подающее приспособление имеет зубчатое колесо, зубья которого взаимодействуют с элементами застежки и внедряются в усилительную нить. На элементы действует усилие натяжения, которое направлено от подающего приспособления в виде компенсационной петли. 2 с.и 2 з.п. ф-лы, 4 ил.
Формула
Комментарии