Способ изготовления кольцеобразного оксидного формованного изделия - RU2520284C9
Код документа: RU2520284C9
Чертежи
















Описание
Настоящее изобретение относится к способу изготовления кольцеобразного оксидного формованного изделия, который включает механическое уплотнение помещаемого в загрузочную камеру матрицы порошкообразного исходного материала, содержащего по меньшей мере одно соединение металла, которое может быть преобразовано в оксид металла путем осуществляемой при температуре ≥100°С термической обработки, по меньшей мере один оксид металла или по меньшей мере один оксид металла и по меньшей мере одно указанное соединение металла, причем механическое уплотнение приводит к формированию кольцеобразного предварительного формованного изделия, и причем загрузочная камера находится в отверстии матрицы с вертикальной осью В, которое проходит через материал матрицы сверху вниз и ограничено:
- внутренними стенками отверстия матрицы,
- верхней торцовой поверхностью вводимого в отверстие матрицы вдоль оси В снизу, поднимаемого и опускаемого нижнего пуансона, на которой лежит помещаемый в загрузочную камеру порошкообразный исходный материал,
- нижней торцовой поверхностью поднимаемого и опускаемого вдоль оси В верхнего пуансона, находящейся над верхней торцовой поверхностью нижнего пуансона на исходном осевом расстоянии А и контактирующей с помещаемым в загрузочную камеру исходным порошкообразным материалом, и
- боковой поверхностью центрального штифта MF, проходящего снизу вверх через отверстие матрицы вдоль оси В из геометрического центра верхней торцовой поверхности нижнего пуансона и достигающего по меньшей мере геометрического центра нижней торцовой поверхности верхнего пуансона,
в соответствии с которым осевое исходное расстояние А между обеими торцовыми поверхностями сокращают до необходимого для уплотнения осевого конечного расстояния Е путем опускания верхнего пуансона при неизменном положении или дополнительном поднятии нижнего пуансона, причем
- геометрическая форма боковой поверхности нижнего пуансона соответствует геометрической форме боковой поверхности кругового цилиндра I,
- геометрическая форма боковой поверхности верхнего пуансона соответствует геометрической форме боковой поверхности кругового цилиндра II,
- в геометрическом центре верхней торцовой поверхности нижнего пуансона выполнено проходящее сквозь него сверху вниз центральное отверстие MBU,
- при исходном расстоянии А между обоими торцовыми поверхностями центральный штифт MF, проходящий снизу через центральное отверстие MBU нижнего пуансона, достигает по меньшей мере геометрического центра нижней торцовой поверхности верхнего пуансона,
- центральный штифт MF по всей своей высоте обладает геометрической формой кругового цилиндра Z с круговой цилиндрической боковой поверхностью MZ,
- длина контурной линии кругового цилиндра Z меньше длины контурной линии кругового цилиндра I и меньше длины контурной линии кругового цилиндра II,
- в процессе уплотнения центральный штифт MF и матрица, включая ее отверстие, находятся в фиксированном относительно оси В взаимном положении,
- в геометрическом центре нижней торцовой поверхности верхнего пуансона выполнено центральное отверстие MBO, которое сообщается по меньшей мере с одним отверстием для выпуска газов, причем при сокращении исходного расстояния А до конечного расстояния Е отверстие MBO способно вместить участок центрального штифта MF необходимой длины, которая может соответствовать исходному расстоянию А,
- оси симметрии отверстия матрицы, кругового цилиндра I, кругового цилиндра II, центрального отверстия MBO, центрального штифта MF и центрального отверстия МВU лежат на проходящей через отверстие матрицы в вертикальном направлении общей прямой линии L,
- отверстие матрицы вдоль ее оси обладает продольным участком I длиной I с внутренними стенками, геометрической форме которых соответствует боковая поверхность кругового цилиндра KZ, причем непосредственно к верхнему концу продольного участка I примыкает направленный вверх продольный участок II отверстия матрицы, который обладает длиной II,
- размеры продольного участка I и кругового цилиндра I задают таким образом, чтобы нижний пуансон в процессе уплотнения всегда входил в отверстие матрицы на такую глубину, чтобы его боковая поверхность скользила относительно внутренних стенок отверстия по меньшей мере вдоль части общей длины продольного участка I,
- размеры центрального отверстия MBU нижнего пуансона и кругового цилиндра Z задают таким образом, чтобы нижний пуансон в процессе уплотнения всегда входил в отверстие матрицы на такую глубину, чтобы по меньшей мере зона входа в центральное отверстие MBUнижнего пуансона со стороны его верхнего торца скользила относительно круговой цилиндрической боковой поверхности MZ центрального штифта MF, и
- по завершении уплотнения верхний пуансон поднимают над сформированным предварительно формованным кольцеобразным изделием, которое удаляют из отверстия матрицы путем подъема нижнего пуансона,
а также последующую термическую обработку кольцеобразного предварительного формованного изделия при температуре ≥100°С, в процессе которой происходит деструкция и/или химическое превращение по меньшей мере частичного количества его компонентов с образованием по меньшей мере одного газообразного соединения и формирование кольцеобразного оксидного формованного изделия.
Под нижней, соответственно верхней торцовой поверхностью пуансона в настоящем описании подразумевают поверхности торцов пуансонов с нижней, соответственно верхней стороны. В случае, если пуансоном является, например, кольцеобразный цилиндр, как нижняя, так и верхняя торцовые поверхности обладают кольцеобразной конфигурацией.
Под круговым цилиндром в настоящем описании всегда подразумевают прямой круговой цилиндр. Круговой цилиндр образуется в том случае, если соединить друг с другом отрезками концы параллельных радиусов двух лежащих в параллельных плоскостях окружностей одинакового размера. Соединительные линии означают образующие цилиндра. В случае если указанные образующие перпендикулярны параллельным круговым плоскостями, цилиндр называют прямым или вращательным цилиндром. Линия, соединяющая центры окружностей, является осью симметрии прямого кругового цилиндра (часто называемой также просто осью кругового цилиндра). Из совокупности всех указанных образующих формируется боковая поверхность подобного цилиндра.
Аналогичным образом понятие «усеченный конус» в настоящем описании используют для обозначения другого особого тела вращения. Усеченный конус образуется, если от прямого кругового конуса параллельно основанию отрезать прямой конус меньшего размера. Больший круг из двух полученных в результате подобной резки параллельных кругов в настоящем описании называют также основанием, в то время как меньший круг называют торцом. Расстояние между основанием и торцом называют высотой усеченного конуса. Третью поверхность из ограничивающих усеченный конус поверхностей называют боковой поверхностью усеченного конуса. Соединительная линия между центрами основания и торца является осью симметрии усеченного конуса (часто называемой также просто осью усеченного конуса). Под конусом подразумевают тело, ограниченное окружностью (основной или базовой) и расположенной вне ее плоскости точкой (вершиной конуса), которое формируется в случае соединения точек на контурной линии окружности с точкой, находящейся вне плоскости окружности. В случае если соединительная линия между вершиной конуса и центром базовой окружности конуса перпендикулярна базовой плоскости, речь идет о прямом круговом конусе или вращательном конусе.
Под кольцом в настоящем описании подразумевают поверхность между двумя концентрическими окружностями, то есть между двумя окружностями с общим центром.
В случае соединения концевых точек параллельных радиусов на обеих наружных окружностях двух лежащих в параллельных плоскостях конгруэнтных колец (базового кольца и верхнего кольца), а также концевых точек параллельных радиусов внутренних окружностей указанных колец образуется кольцеобразный цилиндр. Соединительные отрезки между концевыми точками на обеих внутренних окружностях означают внутренние образующие кольцеобразного цилиндра (из совокупности подобных образующих сформирована внутренняя боковая поверхность кольцеобразного цилиндра), в то время как соединительные отрезки между концевыми точками на обеих наружных окружностях означают наружные образующие кольцеобразного цилиндра (из совокупности подобных образующих формируется наружная боковая поверхность кольцеобразного цилиндра). В случае, если образующие перпендикулярны плоскости обоих колец, кольцеобразный цилиндр является прямым (то есть не наклонным) цилиндром. Указываемые в настоящем описании кольцеобразные цилиндры всегда являются прямыми кольцеобразными цилиндрами. Соединяющий центры колец отрезок называют осью кольцеобразного цилиндра.
Термин «отверстие» в контексте настоящего изобретения не следует понимать таким образом, будто речь идет об отверстии, выполненном с использованием сверла. Согласно изобретению отверстие может быть выполнено также другими методами (например, посредством лазера, фрезой или газовым резаком). Однако оно должно обладать симметрией, которой обычно можно достичь при выполнении отверстий сверлом (или несколькими сверлами) (отверстие, очевидно, может быть выполнено также и путем сверления).
Под боковой поверхностью подразумевают поверхность геометрического формованного изделия без дна (основания) и крышки (торца).
Используемое в настоящем описании выражение «боковая поверхность кругового цилиндра скользит относительно внутренних стенок отверстия» (или наоборот) следует понимать таким образом, что зоны скольжения боковой поверхности наружных стенок кругового цилиндра прилегают к внутренним стенкам отверстия равномерно, но при соблюдении газопроницаемости и осевой подвижности.
Технология изготовления кольцеобразных цилиндрических оксидных формованных изделий, предусматривающая использование указанного в начале настоящего описания способа, в принципе известна (смотри, например, европейскую заявку на патент ЕР-А 184790, патентную заявку США US 2005/0263926, японскую заявку на патент JP-A 10/29097).
Подобные способы обычно используют для изготовления из порошкообразных смесей (порошкообразных исходных материалов), состоящих из оксидов металлов и/или таких соединений металлов (например, солей), которые путем нагревания (термической обработки) (по меньшей мере путем термической обработки, осуществляемой в присутствии газообразного молекулярного кислорода и/или высвобождающих газообразный кислород компонентов) могут быть преобразованы в оксиды металлов, предварительных формованных кольцеобразных цилиндрических изделий (кратко называемых кольцеобразными изделиями), которые после последующей термической обработки (выполняемой, как правило, при температурах >100°С), можно использовать в качестве катализаторов (в этом случае говорят о сплошных кольцеобразных катализаторах) или в качестве формованных носителей для каталитически активных масс (например, в качестве носителей для кольцеобразных оболочечных катализаторов, которые содержат каталитически активную массу, нанесенную на наружную поверхность формованного носителя) или в качестве формованных носителей кольцеобразных пропитанных катализаторов (в этом случае каталитически активную массу вводят внутрь формованного носителя, например, путем пропитки). При этом под оксидным формованным изделием подразумевают формованное изделие, которое содержит по меньшей мере один оксид металла, часто по меньшей мере один мультиметаллоксид (последний помимо атомов кислорода содержит атомы по меньшей мере двух отличающихся друг от друга металлов, причем в соответствии с настоящим изобретением к металлам относятся также полуметаллы, такие как фосфор, сурьма, мышьяк и кремний).
Вместо названия «пропитанные катализаторы» часто используют также название «катализаторы на носителе». При этом под каталитическими активными массами часто подразумевают мультиметаллоксиды. Кольцеобразные формованные катализаторы используют, например, для заполнения внутреннего объема реакционных трубок кожухотрубного реактора со стационарным слоем (при необходимости, с разбавлением инертными формованными изделиями). В качестве разбавляющих инертных формованных изделий можно использовать также кольцеобразные формованные носители. Подобный стационарный слой пригоден, в частности, для осуществления гетерогенно катализируемых газофазных реакций (например, для частичного окисления органических соединений).
Соответствующая реакционная газовая смесь, пропускаемая через подобный стационарный слой, во время пребывания на поверхности катализатора претерпевает необходимое превращение. В этой связи преимущество кольцеобразных формованных катализаторов, в частности, состоит в том, что пропускание реакционной газовой смеси через них сопровождается лишь незначительными потерями давления (смотри, например, европейскую заявку на патент ЕР-А 184790).
Недостаток производства формованных изделий путем механического уплотнения порошкообразных материалов в наиболее общем случае состоит в том, что взаимосвязь частиц порошка в конечном формованном изделии преимущественно реализуется не посредством внутримолекулярных химических связей, а благодаря сохраняющимся остаточным связям между частицами. Хотя деформирование частиц и протекающие при их уплотнении процессы разрушения, как правило, и обуславливают увеличение поверхности контакта между частицами, однако создаваемые в результате подобного уплотнения силы взаимодействия между частицами сравнительно невелики.
Согласно результатам выполненного авторами настоящего изобретения детального исследования указанное обстоятельство имеет особенно большое значение, прежде всего, в случае изготовления кольцеобразных предварительных формованных изделий, поскольку стенки подобных изделий в связи с наличием в них внутреннего полого пространства обладают более высокой хрупкостью по сравнению с соответствующими сплошными цилиндрическими предварительными формованными изделиями. В соответствии с результатами воспроизведения цитируемых в начале настоящего описания способов уровня техники следствием указанного обстоятельства является характерное для части предварительных формованных кольцеобразных изделий наличие визуально практически незаметных трещин. В процессе последующей термической обработки подобных кольцеобразных предварительных формованных изделий происходит дополнительное высвобождение газов (сжатый материал обычно содержит компоненты, например, порообразователи, которые деструктируют и/или химически превращаются в процессе термической обработки с образованием газообразных веществ), которое, как правило, приводит к тому, что уже имеющиеся трещины разрастаются и становятся вполне заметными и в некоторых случаях обуславливают разрушение предварительного формованного материала. Нежелательное разрушение подобного материала, обусловленное продолжением процесса трещинообразования (которое на начальной стадии, как указано выше, часто является почти незаметным), происходит также, например, уже при заполнении подобным материалом реакционных трубок и/или во время протекания каталитической газофазной реакции. Во многих случаях термической обработке подвергают также уже находящиеся в реакторе (например, в реакционных трубках) предварительные формованные изделия (например, путем пропускания соответствующих нагретых газов через уже заполненные ими реакционные трубки). Однако присутствие в слое катализатора обломков формованных изделий обуславливает повышение плотности слоя, а следовательно, увеличение потерь давления пропускаемой через него реакционной газовой смеси. То есть вследствие присутствия в стационарном слое катализатора обломков кольцеобразных формованных изделий утрачиваются те преимущества, к которым обычно приводит использование подобных катализаторов.
Техническое мероприятие, которое может быть реализовано с целью уменьшения отрицательных последствий указанных недостатков, состоит, например, в том, что перед загрузкой оксидных кольцеобразных формованных изделий в реактор отсеивают образующиеся в процессе их изготовления обломки (смотри, например, патент США US-B 7147011 и немецкую заявку на изобретение с регистрационным номером 102007028332.8). При осуществлении соответствующего просеивания, как правило, разрушаются также те кольца, которые до этого обладали лишь характерными трещинами, в связи с чем при заполнении реакционных трубок соответствующим просеянным материалом, как правило, наблюдается лишь минимальное трещинообразование.
Однако недостатком подобной технологии являются чрезмерно высокие расходы на сырье в случае промышленного производства катализатора, поскольку образующийся при просеивании проход через сито (подрешетный продукт) обуславливает весьма ощутимые экономические потери.
С учетом вышеизложенного в основу настоящего изобретения была положена задача предложить улучшенный способ изготовления кольцеобразного оксидного формованного изделия, который лишь в незначительной степени страдает рассмотренными выше недостатками уровня техники.
Детальные исследования показывают, что указанная выше задача может быть решена путем такого изменения геометрических параметров предварительно формованного изделия, в результате которого его наружная боковая поверхность приобретает геометрическую форму не кругового цилиндра, а (по меньшей мере частично) геометрическую форму усеченного конуса. Хотя подобным образом в конечном итоге и получают оксидное формованное изделие в виде кольца, однако в этом случае наблюдаются незначительные потери давления. Гораздо меньшее разрушение изготавливаемых предлагаемым в изобретении способом формованных изделий обусловлено тем, что в связи с изменением геометрических параметров предварительного формованного изделия трение качения между внутренними стенками отверстия матрицы и наружной боковой поверхностью подобного изделия при его удалении из отверстия матрицы, осуществляемом благодаря поднятию нижнего пуансона в основном практически исчезает.
Указанная выше задача согласно изобретению решается благодаря способу изготовления кольцеобразного оксидного формованного изделия, который включает механическое уплотнение помещаемого в загрузочную камеру матрицы порошкообразного исходного материала, содержащего по меньшей мере одно соединение металла, которое может быть преобразовано в оксид металла путем осуществляемой при температуре ≥100°С термической обработки, по меньшей мере один оксид металла или по меньшей мере один оксид металла и по меньшей мере одно указанное соединение металла, причем механическое уплотнение приводит к формированию кольцеобразного предварительного формованного изделия, и причем загрузочная камера находится в отверстии матрицы с вертикальной осью В, которое проходит через материал матрицы (через матрицу) сверху вниз и ограничено:
- внутренними стенками отверстия матрицы,
- верхней торцовой поверхностью вводимого в отверстие матрицы вдоль оси В снизу поднимаемого и опускаемого нижнего пуансона, на которой лежит помещаемый в загрузочную камеру порошкообразный исходный материал,
- нижней торцовой поверхностью поднимаемого и опускаемого вдоль оси В верхнего пуансона, находящейся над верхней торцовой поверхностью нижнего пуансона на исходном осевом расстоянии А и контактирующей с помещаемым в загрузочную камеру исходным порошкообразным материалом и
- боковой поверхностью центрального штифта MF, проходящего снизу вверх через отверстие матрицы вдоль оси В из геометрического центра верхней торцовой поверхности нижнего пуансона и достигающего по меньшей мере геометрического центра нижней торцовой поверхности верхнего пуансона,
в соответствии с которым осевое исходное расстояние А между обеими торцовыми поверхностями сокращают до необходимого для уплотнения осевого конечного расстояния Е путем опускания верхнего пуансона при неизменном положении или дополнительном поднятии нижнего пуансона, причем
- геометрическая форма (наружной) боковой поверхности нижнего пуансона соответствует геометрической форме боковой поверхности кругового цилиндра I,
- геометрическая форма (наружной) боковой поверхности верхнего пуансона соответствует геометрической форме боковой поверхности кругового цилиндра II,
- в геометрическом центре верхней торцовой поверхности нижнего пуансона выполнено проходящее сквозь него сверху вниз центральное отверстие MBU,
- при исходном расстоянии А между обеими торцовыми поверхностями центральный штифт MF, проходящий снизу через центральное отверстие MBU нижнего пуансона, достигает по меньшей мере геометрического центра нижней торцовой поверхности верхнего пуансона,
- центральный штифт MF по всей своей высоте обладает геометрической формой кругового цилиндра Z с круговой цилиндрической боковой поверхностью MZ,
- длина контурной линии кругового цилиндра Z меньше длины контурной линии кругового цилиндра I и меньше длины контурной линии кругового цилиндра II,
- в процессе уплотнения центральный штифт MF и матрица, включая ее отверстие, находятся в фиксированном относительно оси В взаимном положении,
- в геометрическом центре нижней торцовой поверхности верхнего пуансона выполнено центральное отверстие MBO, которое (газопроницаемо) сообщается по меньшей мере с одним отверстием для выпуска газов, причем при сокращении исходного расстояния А до конечного расстояния Е отверстие MBO способно вместить участок центрального штифта MF необходимой длины, которая может соответствовать исходному расстоянию А,
- оси симметрии отверстия матрицы, кругового цилиндра I, кругового цилиндра II, центрального отверстия MBO, центрального штифта MF и центрального отверстия MBU лежат на проходящей через отверстие матрицы в вертикальном направлении общей прямой линии L,
- отверстие матрицы вдоль ее оси обладает продольным участком I длиной I с внутренними стенками, геометрической форме которых соответствует боковая поверхность кругового цилиндра KZ, причем непосредственно к верхнему концу продольного участка I примыкает направленный вверх продольный участок II отверстия матрицы, который обладает длиной II,
- размеры продольного участка I и кругового цилиндра I задают таким образом, чтобы нижний пуансон в процессе уплотнения (то есть сокращения исходного расстояния А до конечного расстояния Е) всегда входил в отверстие матрицы на такую глубину, чтобы его боковая поверхность скользила относительно внутренних стенок отверстия по меньшей мере вдоль части общей длины продольного участка I (эта часть предпочтительно составляет по меньшей мере 10%, по меньшей мере 20% или по меньшей мере 30% от длины I, однако, как правило, ≤90% или ≤80% от длины I),
- размеры центрального отверстия MBU нижнего пуансона и кругового цилиндра Z задают таким образом, чтобы нижний пуансон в процессе уплотнения (то есть сокращения исходного расстояния А до конечного расстояния Е) всегда входил в отверстие матрицы на такую глубину, чтобы по меньшей мере зона входа в центральное отверстие MBUнижнего пуансона со стороны его верхнего торца скользила относительно круговой цилиндрической боковой поверхности М2 центрального штифта MF и
- по завершении уплотнения верхний пуансон поднимают над сформированным предварительно формованным кольцеобразным изделием, которое удаляют из отверстия матрицы путем подъема нижнего пуансона,
а также последующую термическую обработку кольцеобразного предварительного формованного изделия при температуре ≥100°С, в процессе которой происходит деструкция и/или химическое превращение по меньшей мере частичного количества его компонентов с образованием по меньшей мере одного газообразного соединения и формирование кольцеобразного оксидного формованного изделия,
отличающемуся тем, что геометрической форме внутренних стенок вдоль длины II продольного участка II отверстия матрицы в направлении снизу вверх соответствует геометрическая форма боковой поверхности расширяющегося в направлении снизу вверх усеченного конуса KS, площадь поперечного сечения нижней стороны которого соответствует площади поперечного сечения верхней стороны кругового цилиндра KZ, при условии, что при достижении конечного расстояния Е нижняя торцовая поверхность верхнего пуансона находится в пределах продольного участка II, а верхняя торцовая поверхность нижнего пуансона расположена не ниже продольного участка I, в связи с чем по меньшей мере часть предварительного формованного кольцеобразного изделия, сформировавшегося вследствие механического уплотнения порошкообразного исходного материала между обеими торцовыми поверхностями, при достижении конечного расстояния Е находится в пределах продольного участка II. Таким образом, предлагаемый в изобретении способ отличается тем, что при достижении конечного расстояния Е между верхней торцовой поверхностью нижнего пуансона и нижней торцовой поверхностью верхнего пуансона по меньшей мере часть промежутка между обеими торцовыми поверхностями находится в пределах продольного участка II.
Согласно изобретению в пределах продольного участка II отверстия матрицы при достижении конечного расстояния Е между верхней торцовой поверхностью нижнего пуансона и нижней торцовой поверхностью верхнего пуансона предпочтительно находится по меньшей мере 20% или по меньшей мере 30%, предпочтительно по меньшей мере 40% или по меньшей мере 50%, особенно предпочтительно по меньшей мере 60% или по меньшей мере 70%, еще более предпочтительно по меньшей мере 80% или по меньшей мере 90% промежутка между обеими торцовыми поверхностями (или 100% промежутка, то есть весь промежуток между верхней торцовой поверхностью нижнего пуансона и нижней торцовой поверхностью верхнего пуансона при достижении конечного расстояния Е). Преимущества предлагаемого в изобретении способа в полном объеме проявляются в том случае, если при достижении конечного расстояния Е в пределах продольного участка II отверстия матрицы находятся как нижняя торцовая поверхность верхнего пуансона, так и верхняя торцовая поверхность нижнего пуансона, в связи с чем предварительное формованное кольцеобразное изделие, сформировавшееся вследствие механического уплотнения порошкообразного исходного материала между обеими торцовыми поверхностями, при достижении конечного расстояния Е полностью находится в пределах продольного участка II. При этом в указанном выше случае благоприятной является ситуация, в соответствии с которой как нижняя торцовая поверхность верхнего пуансона, так и верхняя торцовая поверхность нижнего пуансона находятся в пределах продольного участка II уже при исходном расстоянии А.
Технически целесообразным является вариант осуществления предлагаемого в изобретении способа, в соответствии с которым длина контурной линии кругового цилиндра III превышает длину контурной линии кругового цилиндра I или указанные контурные линии обладают одинаковой длиной. Указанные контурные линии, как правило, обладают одинаковой длиной.
Кроме того, согласно изобретению верхняя торцовая поверхность нижнего пуансона и нижняя торцовая поверхность верхнего пуансона предпочтительно находятся в параллельных относительно друг друга плоскостях, причем ось В перпендикулярна указанным плоскостям.
В соответствии с предлагаемым в изобретении способом термическую обработку предварительных формованных кольцеобразных изделий в принципе можно осуществлять как в специально сконструированном для этой цели устройстве (например, в устройстве для прокаливания с ленточным транспортером), так и в предназначенном для непосредственно использования указанных изделий реакторе (например, в реакционных трубках кожухотрубного реактора). В последнем случае целесообразным является пропускание через реакционные трубки горячих газов.
Предлагаемый в изобретении способ уплотнения представляет особый интерес прежде всего для изготовления кольцеобразных предварительных формованных изделий при конечном расстоянии Е, составляющем от 2 до 10 мм, от 2 до 8 мм, от 3 до 8 мм или от 3 до 7 мм (при определении расстояний А и Е не учитывают возможную кривизну торцовых поверхностей, то есть во всех случаях определяют расстояние между верхними, соответственно, нижними контурными линиями цилиндрических боковых поверхностей пуансонов). Любые кольцеобразные предварительные формованные изделия в настоящем описании обозначают, в частности, буквой F.
При этом отношение Q длины контурной линии кругового цилиндра Z к длине контурной линии кругового цилиндра I зачастую находится в интервале от 0,3:1 до 0,7:1 или от 0,4:1 до 0,6:1.
Таким образом, разница, получаемая в результате вычитания радиуса контурной линии кругового цилиндра Z из радиуса контурной линии кругового цилиндра I, в случае кольцеобразных формованных изделий F часто составляет от 1 до 3 мм, от 1 до 2 мм, от 1,5 до 2 мм или от 1 до 1,5 мм. Диаметр контурной линии кругового цилиндра I в случае кольцеобразных формованных изделий F во многих случаях составляет также от 2 до 10 мм, от 2 до 8 мм, от 4 до 8 мм или от 5 до 7 мм.
Площадь поперечного сечения усеченного конуса вдоль его высоты в отличие от кругового цилиндра не является постоянной величиной, а возрастает при переходе от торца конуса к его основанию. Это, очевидно, относится также к усеченному конусу KS, который в соответствии с предлагаемым в изобретении способом может быть вписан в отверстие матрицы в пределах продольного участка II и площадь поперечного сечения которого увеличивается в направлении снизу вверх (то есть речь идет о перевернутом усеченном конусе).
В соответствии с предпочтительным вариантом осуществления предлагаемого в изобретении способа усеченный конус KS выполнен в направлении снизу вверх (то есть от торца к основанию) таким образом, что между диаметром торца DD, диаметром основания DG и высотой Н существует следующее соотношение:

В соответствии с предлагаемым в изобретении способом предпочтительным является соотношение:

В соответствии с предлагаемым в изобретении способом особенно предпочтительным является соотношение:

Приведенные выше соотношения, прежде всего, относятся к случаю изготовления предлагаемым в изобретении способом кольцеобразных предварительных формованных изделий F.
В соответствии с предлагаемым в изобретении способом, как верхняя торцовая поверхность нижнего пуансона, так и нижняя торцовая поверхность верхнего пуансона (обе поверхности доступны для помещаемого в загрузочную камеру порошкообразного материала) обычно обладают геометрической формой торцовой поверхности кольцеобразного цилиндра. То есть торцовые поверхности обоих пуансонов обычно предпочтительно обладают формой конгруэнтных колец. Однако по разным причинам (смотри, например, европейскую заявку на патент ЕР-А 184790) может оказаться целесообразным вариант, в соответствии с которым одна или обе указанные торцовые поверхности обладают, например, вогнутой формой (то есть кольцо изогнуто внутрь пуансона), причем обе наружные и обе внутренние окружности остаются предпочтительно конгруэнтными. В подобном случае соответствующий торец соответствующего пуансона обладает геометрической формой круглой канавки (36) (формой округлого углубления, глубина которого при изготовлении кольцеобразных предварительных формованных изделий F, как правило, составляет ≤2 мм). В подобном случае торцовая поверхность выполненного согласно изобретению соответствующего кольцеобразного предварительного формованного изделия также не является плоской, а изогнута в наружную сторону (выпукла). Подобный вариант исполнения оказывается предпочтительным, прежде всего, в случае осуществляемого согласно изобретению изготовления формованных носителей. Благодаря искривленным торцовым поверхностям подобных формованных носителей при последующем изготовлении из них катализаторов на носителе или оболочечных катализаторов в меньшей степени образуются нежелательные сдвоенные или строенные формованные катализаторы. При этом радиус кривизны, как правило, соответствует 0,4-5-кратному наружному диаметру кругового цилиндра I. Впрочем все вышесказанное в европейской заявке на патент ЕР-А 184790 в отношении предпочтительного искривления торцовых поверхностей справедливо и для полых цилиндров.
В соответствии с предлагаемым в изобретении способом верхний торец нижнего пуансона и/или нижний торец верхнего пуансона в принципе могут обладать любым известным геометрическим профилем, характерным для любых других таблеток (прежде всего фармацевтических таблеток). Так, например, одна или обе указанные торцовые поверхности могут обладать выпуклым профилем. Наряду с этим возможен вариант, в соответствии с которым одна из обеих указанных торцовых поверхностей обладает вогнутым, а другая выпуклым профилем. Однако в случае изготовления кольцеобразных сплошных катализаторов обе торцовые поверхности предпочтительно обладают плоской конфигурацией.
В соответствии с предлагаемым в изобретении способом наружный диаметр нижнего пуансона обычно в максимальной степени меньше внутреннего диаметра отверстия матрицы на продольном участке I, в связи с чем нижний пуансон можно аксиально вводить в отверстие матрицы при скольжении его наружных стенок относительно внутренних стенок продольного участка I отверстия матрицы. Кроме того, поскольку при достижении конечного расстояния Е в пределах продольного участка II отверстия матрицы находится не только нижняя торцовая поверхность верхнего пуансона, но и предпочтительно также верхняя торцовая поверхность нижнего пуансона, наружный диаметр последнего в соответствии с предлагаемым в изобретении способом обычно меньше внутреннего диаметра отверстия матрицы на уровне верхней торцовой поверхности нижнего пуансона при достижении конечного расстояния Е. В соответствии с технически целесообразным вариантом осуществления предлагаемого в изобретении способа наружный диаметр верхнего пуансона аналогичным образом обычно несколько меньше внутреннего диаметра отверстия матрицы на уровне нижней торцовой поверхности верхнего пуансона при достижении конечного расстояния Е. Благодаря этому как нижний, так и верхний пуансоны в необходимых согласно изобретению пределах могут сравнительно свободно перемещаться вдоль соответствующих продольных участков отверстия матрицы. Кроме того, кольцевые зазоры, возникающие между нижней (соответственно верхней) контурной линией верхнего пуансона (соответственно нижнего пуансона) и внутренними стенками отверстия матрицы при взаимном нахождении пуансонов на исходном расстоянии А, а также на конечном расстоянии Е обеспечивают возможность выхода сжатой газовой фазы (обычно воздуха или азота), образующейся в процессе уплотнения (сжатия) вследствие сокращения объема загрузочной камеры матрицы. С целью обеспечения максимально равномерного кольцевого зазора можно воспользоваться, например, описанной в немецкой заявке на патент DE-A 19714430 технологией таблетирования порошкообразного исходного материала, используемой для изготовления формованных изделий в виде круговых цилиндров. В этой связи скольжение нижнего пуансона относительно внутренних стенок отверстия матрицы в пределах продольного участка I следует рассматривать как существенное преимущество предлагаемого в изобретении способа.
Наличие указанных выше кольцевых зазоров способствует также изготовлению предлагаемым в изобретении способом пресс-изделий, которые обладают незначительным облоем как в зоне основания, так и в зоне торца. Исходный порошкообразный материал внутри облоя уплотнен менее сильно, чем в объеме изготавливаемых согласно изобретению таблеток. В связи с этим облой может быть сравнительно легко отделен от кольцеобразных предварительных формованных изделий путем дополнительной обработки последних. Как правило, облой можно легко отломить от формованных изделий, а затем отделит, например, путем их просеивания, осуществляемого в соответствии с немецкой заявкой на патент с регистрационным номером 102007028332.8.
При выборе ширины указанных выше кольцевых зазоров следует учитывать, в частности, размер частиц подлежащего выполняемому согласно изобретению уплотнению исходного порошкообразного материала. То есть ширину кольцевых зазоров, как правило, следует ограничивать таким образом, чтобы она не превышала двукратного (лучше не более однократного) наиболее характерного максимального продольного размера частиц подлежащего уплотнению исходного порошкообразного материала (под максимальным продольным размером частиц порошка подразумевают наиболее протяженную прямую линию, непосредственно соединяющую две находящихся на поверхности частицы порошка точки; причем в случае, если порошкообразный исходный материал состоит из вторичных частиц, образовавшихся в результате агломерации первичных частиц, для определения допустимой ширины кольцевых зазоров, как правило, целесообразно использовать максимальный продольный размер первичных частиц).
При изготовлении кольцеобразных предварительных формованных изделий F, выполняемом в соответствии с настоящим изобретением, ширина указанных выше кольцевых зазоров, как правило, составляет несколько сотых миллиметра (обычно менее десяти, в большинстве случаев менее пяти сотых миллиметра), что относится также к случаю, если при достижении конечного расстояния Е обе торцовые поверхности находятся в пределах продольного участка II. В подобном случае предпочтительной является также идентичность длины контурной линии кругового цилиндра II и длины контурной линии кругового цилиндра I.
В соответствии с предлагаемым в изобретении способом отверстие матрицы в принципе может состоять только из продольного участка I (31) и продольного участка II (32) (может обладать только продольными участками I и II).
В настоящем описании матрицы с подобными отверстиями называют матрицами с простым усеченным конусом. Примеры матриц подобного типа показаны на Фиг.2а и 2b (согласно технически целесообразному варианту конструктивного исполнения края отверстия подобной матрицы с верхней и нижней сторон слегка округлены, что позволяет свести к минимуму опасность травмирования при контакте с острыми кромками; прилагаемые к настоящему описанию чертежи (Фиг.1-8) в общем случае выполнены в соответствии с графическими данными, приведенными в „Tabellenbuch Metall", издательство Europa Lehrmittel, 41-е издание, 1999 (D-42781-Haan Gruiten); для большей наглядности на Фиг.6 показано не все сечение, а только его часть). К продольным участкам I и II отверстия матрицы как выше, так и ниже, очевидно, могут непосредственно примыкать дополнительные продольные участки.
При этом важное условие согласно изобретению состоит в том, чтобы нижний пуансон (соответственно верхний пуансон) можно было вводить в продольный участок I (соответственно продольный участок II) отверстия матрицы через другие продольные участки, при необходимости, примыкающие к указанным продольным участкам I и II сверху (соответственно снизу).
В соответствии с предлагаемым в изобретении способом с учетом экономических обстоятельств особенно предпочтительным, прежде всего, является использование матриц, отверстие которых выполнено таким образом, что не только непосредственно к верхнему концу продольного участка I примыкает направленный вверх продольный участок II, но и к нижнему концу продольного участка I примыкает направленный вниз продольный участок, называемый в настоящем описании продольным участком II* (33), причем геометрической форме внутренних стенок отверстия матрицы в пределах продольного участка II* также соответствует боковая поверхность усеченного конуса (называемого в настоящем описании усеченным конусом KS*), площадь поперечного сечения верхнего конца которого соответствует площади поперечного сечения нижнего конца кругового цилиндра KZ, однако расширение поперечного сечения направлено сверху вниз, и причем диаметр торца, диаметр основания и высота усеченного конуса KS* предпочтительно удовлетворяют также по меньшей мере одному из приведенных выше соотношений (I), (II) или (III). Матрицы с отверстиями, которые имеют только продольные участки IP, I и II, в настоящем описании называют матрицами с двойным усеченным конусом (очевидно, что к продольным участкам II и II* в принципе могут непосредственно примыкать также другие продольные участки такой длины, чтобы в них можно было ввести соответствующий пуансон).
При этом геометрические параметры продольного участка II* согласно изобретению предпочтительно соответствуют геометрическим параметрам продольного участка II. Матрицы указанного выше типа особенно предпочтительно используют в том случае, если предлагаемое в изобретении уплотнение можно осуществлять, например, сначала в верхней половине продольного участка I и/или в продольном участке II отверстия матрицы. В случае износа внутренних стенок отверстия матрицы в указанных выше зонах, обусловленного многократным повторением реализации предлагаемого в изобретении способа, матрицу просто можно перевернуть (чтобы перпендикулярная отверстию матрицы ось совершила оборот на 180°) и продолжить осуществляемое согласно изобретению уплотнение в другой половине продольного участка I и/или в продольном участке II* отверстия матрицы. Еще более предпочтительным является осуществление предлагаемого в изобретении способа, предусматривающее использование матриц, отверстие которых состоит только из продольного участка I, непосредственно примыкающего к его верхней стороне продольного участка II и непосредственно примыкающего к его нижней стороне продольного участка IP, причем геометрия продольного участка II конгруэнтна геометрии продольного участка II* (в настоящем описании подобную матрицу называют матрицей с конгруэнтным двойным усеченным конусом).
Кроме того, технически целесообразным является вариант конструктивного исполнения матрицы, используемой для осуществления предлагаемого в изобретении способа, в соответствии с которым длина II (высота) продольного участка II (а также длина II* продольного участка II*) отверстия матрицы, то есть высота Н усеченного конуса KS (а также усеченного конуса KS*), соответствует четырехкратному, предпочтительно трехкратному, или двух-, или однократному осевому конечному расстоянию Е.
Таким образом, предпочтительным является предлагаемый в изобретении способ, в соответствии с которым соблюдаются следующие соотношения:

В соответствии с предлагаемым в изобретении способом длина I продольного участка I, как правило, превышает длину II продольного участка II (а также длину II* продольного участка II*). Однако длина I продольного участка I может быть также меньше длины II продольного участка II (а также меньше длины II* продольного участка II*).
Длина I обычно не превышает трехкратной длины II (трехкратной длины II*).
Длина I часто не превышает двукратной (или однократной) длины II (двукратной (или однократной) длины IP).
Длина I обычно составляет не менее 0,1 (соответственно не менее 0,2) от длины II (не менее 0,1, соответственно не менее 0,2, от длины II*).
Чаще всего длина I составляет от 0,1 до 1 или от 0,5 до 1 длины II (соответственно длины II*).
Все указанные выше и в дальнейшем описании данные, прежде всего, относятся к предлагаемому в изобретении изготовлению кольцеобразных предварительных формованных изделий F.
Все указанные выше данные относятся, в частности, к предлагаемому в изобретении изготовлению кольцеобразных предварительных формованных изделий F, в соответствии с которым при достижении конечного расстояния Е как верхняя торцовая поверхность нижнего пуансона, так и нижняя торцовая поверхность верхнего пуансона, находятся в пределах продольного участка II (или продольного участка II*) отверстия матрицы. Подобный частный случай изготовления кольцеобразных предварительных формованных изделий F в настоящем описании называют изготовлением кольцеобразных предварительных формованных изделий FLII (независимо от геометрических параметров изготавливаемых согласно изобретению кольцеобразных предварительных формованных изделий те из них, при изготовлении которых по достижении конечного расстояния Е, как верхняя торцовая поверхность нижнего пуансона, так и нижняя торцовая поверхность верхнего пуансона находятся в пределах продольного участка II (или продольного участка II*) отверстия матрицы, в настоящем описании называют кольцеобразными предварительными формованными изделиями LII).
Преимущество предлагаемого в изобретении способа, осуществляемого при соблюдении по меньшей мере одного из соотношений (IV)-(VIII), обусловлено, в частности, тем, что прежде всего в случае изготовления крупной партии кольцеобразных предварительных формованных изделий LII процесс реализуемого согласно изобретению уплотнения сначала можно осуществлять в верхней части продольного участка II (то есть как верхняя торцовая поверхность нижнего пуансона, так и нижняя торцовая поверхность верхнего пуансона при исходном расстоянии А между указанными поверхностями находятся в верхней части продольного участка II; согласно изобретению на начальных технологических стадиях нижняя поверхность верхнего пуансона при исходном расстоянии А предпочтительно находится на уровне верхнего конца продольного участка II). По мере износа внутренних стенок верхней части продольного участка II как нижняя торцовая поверхность верхнего пуансона, так и верхняя торцовая поверхность нижнего пуансона отверстия матрицы при исходном расстоянии А между указанными поверхностями смещаются вдоль отверстия матрицы вниз. Изготавливаемые в соответствии с подобной технологией кольцеобразные предварительные формованные изделия (например, кольцеобразные предварительные формованные изделия LII или кольцеобразные предварительные формованные изделия FLII) геометрически настолько аналогичны друг другу, что их можно использовать подобно геометрически единообразным предварительным формованным изделиям (например, катализаторам или носителям катализатора). В некоторых случаях (смотри, например, немецкую заявку на изобретение с регистрационным номером 102007017080.9) определенное отклонение геометрических параметров формованных изделий от среднего в пределах одной производственной партии может оказаться даже предпочтительным. При этом следует учитывать, что при переходе от кольцеобразного предварительного формованного изделия к оксидному формованному изделию, реализуемого путем термической обработки первого, как правило, сопровождается изменением геометрических параметров формованного изделия.
Продольный разрез через пригодные согласно изобретению матрицы с конгруэнтным сдвоенным усеченным конусом показан на Фиг.3а и 3b.
Существенным для предлагаемого в изобретении способа является то обстоятельство, что в геометрическом центре нижней торцовой поверхности верхнего пуансона выполнено центральное отверстие MBO, соединенное по меньшей мере с одним предназначенным для выпуска газов отверстием, причем при сокращении исходного расстояния А до конечного расстояния Е центральное отверстие MBO может вмещать участок центрального штифта MF необходимой длины, которая может соответствовать исходному расстоянию А. В соответствии с предлагаемым в изобретении способом центральный штифт MF входит в центральное отверстие MBO уже при исходном расстоянии А, прежде всего в том случае, если, как указано выше, внутренние стенки отверстия матрицы в верхней части продольного участка II уже изношены, в связи с чем выполняемое согласно изобретению уплотнение порошкообразного исходного материала перемещается в другую, расположенную ниже часть продольного участка II.
Однако в процессе уплотнения порошкообразного исходного материала, реализуемого в соответствии с предлагаемым в изобретении способом вследствие опускания верхнего пуансона, центральное отверстие MBO (35) в любом случае должно вмещать участок центрального штифта MF такой длины, которая соответствует высоте, на которую опускается верхний пуансон.
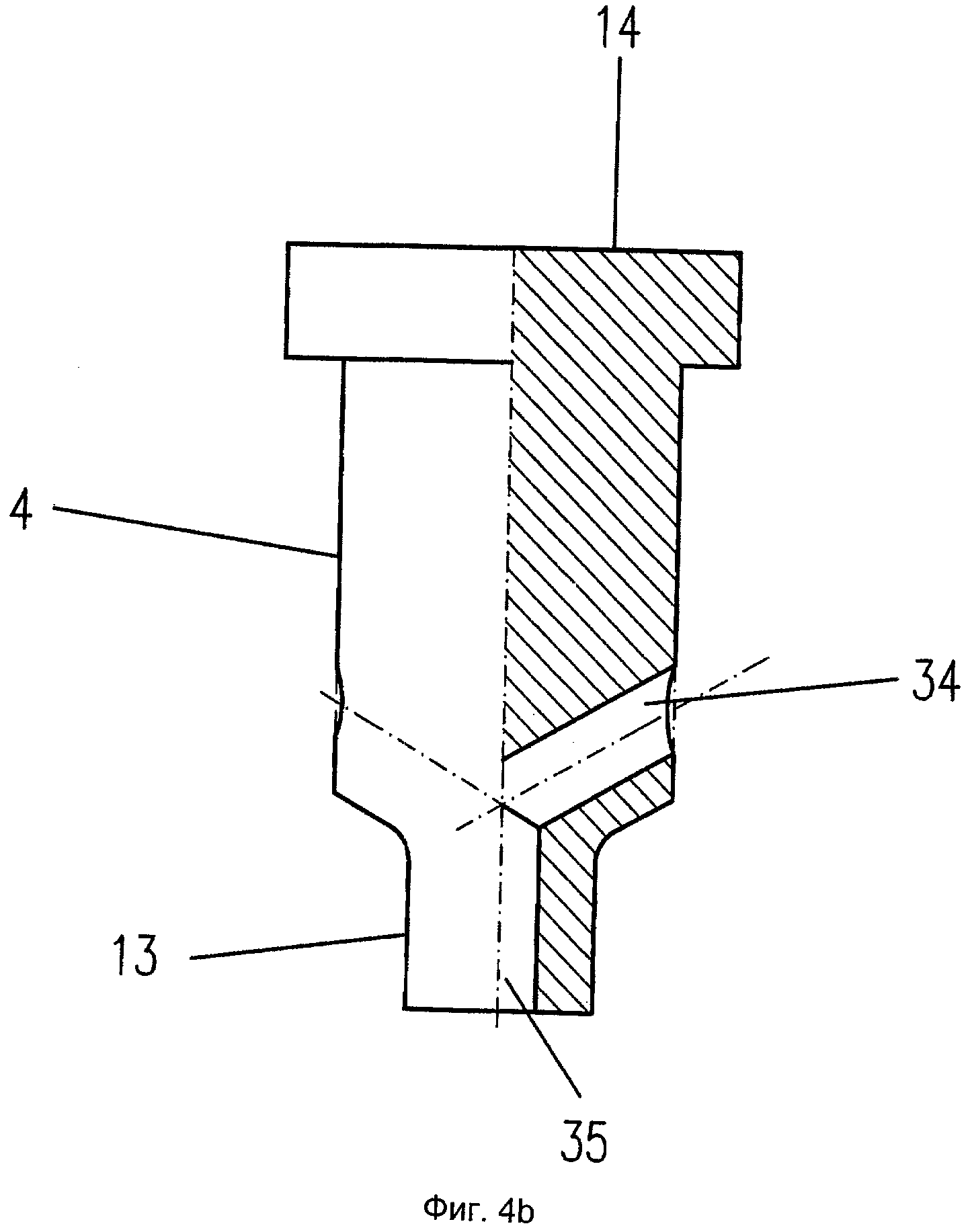
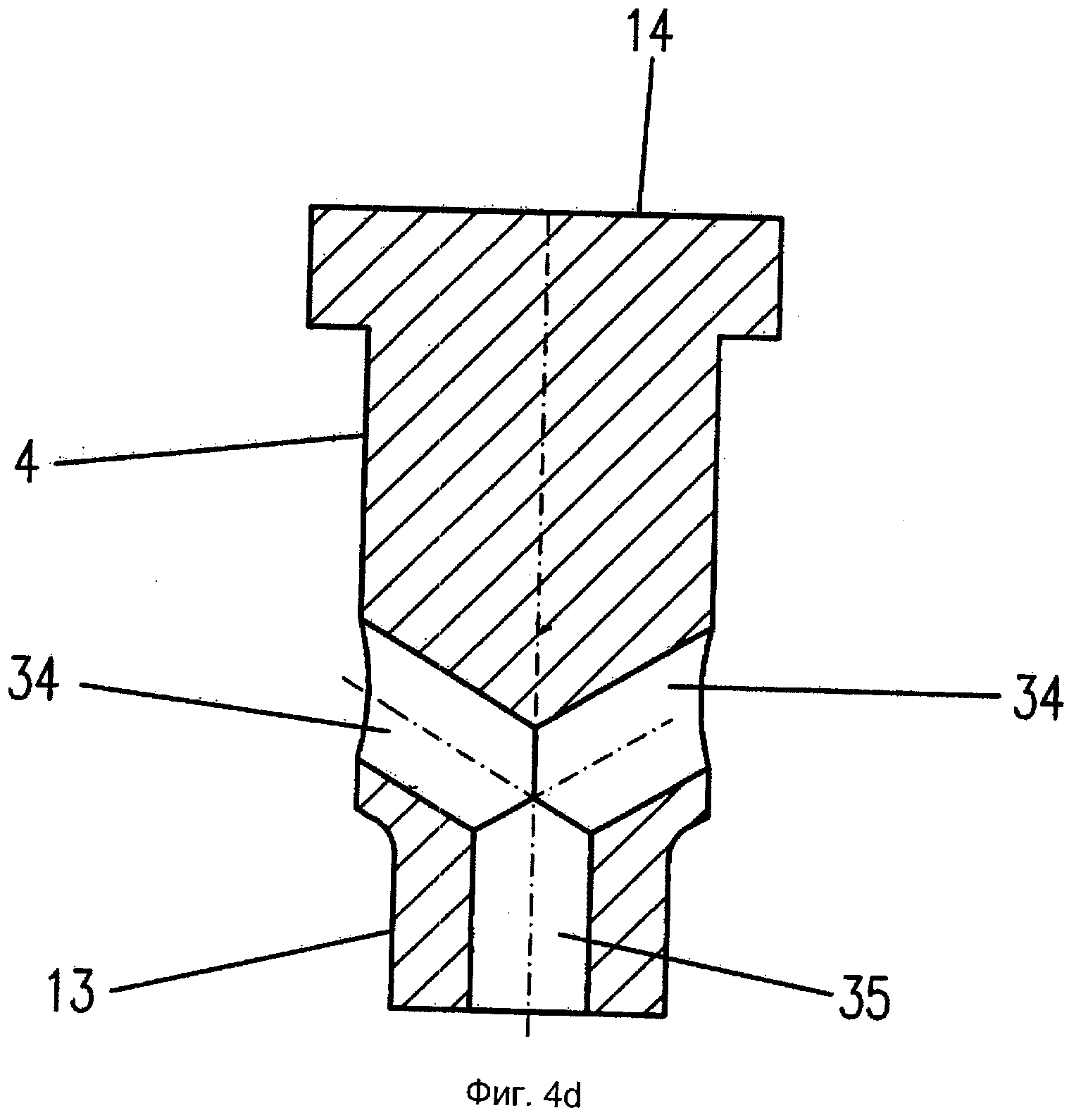
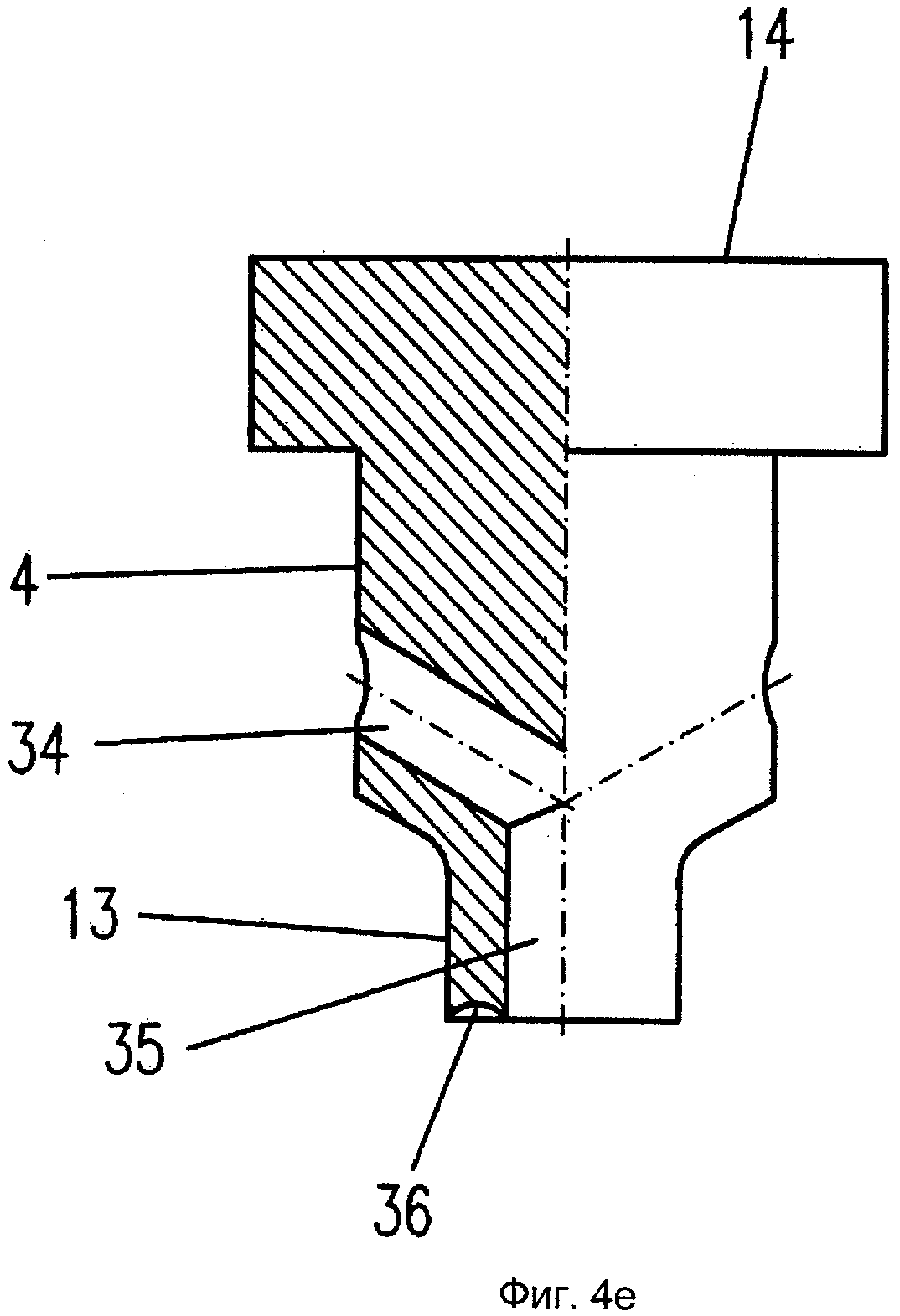
Поскольку центральное отверстие MBO, в отличие от выполненного в нижнем пуансоне сквозного центрального отверстия MBU (37), обычно не проходит насквозь через верхний пуансон, последний в целесообразном варианте должен быть снабжен по меньшей мере одним выпускным отверстием (34), которое соединено с центральным отверстием МВO и предназначено для того, чтобы через него могла улетучиваться газовая фаза, вытесняемая центральным штифтом MF при его входе в центральное отверстие MBO, реализуемом вследствие опускания верхнего пуансона. По меньшей мере одно выпускное отверстие, как правило, выполнено в виде отверстия, ось которого расположена под углом к оси центрального отверстия MBO.
На Фиг.4а, 4b, 4с, соответственно 4d, показан продольный разрез через снабженный по меньшей мере одним выпускным отверстием верхний пуансон, причем под непосредственным верхним пуансоном в соответствии с настоящим изобретением подразумевают лишь круговое цилиндрическое (соответственно кольцеобразное) сужение на указанных чертежах. На соответствующем общем чертеже показано конструктивное исполнение предлагаемого в изобретении верхнего пуансона в виде так называемого верхнего вставного пуансона, речь о котором идет в дальнейшем описании.
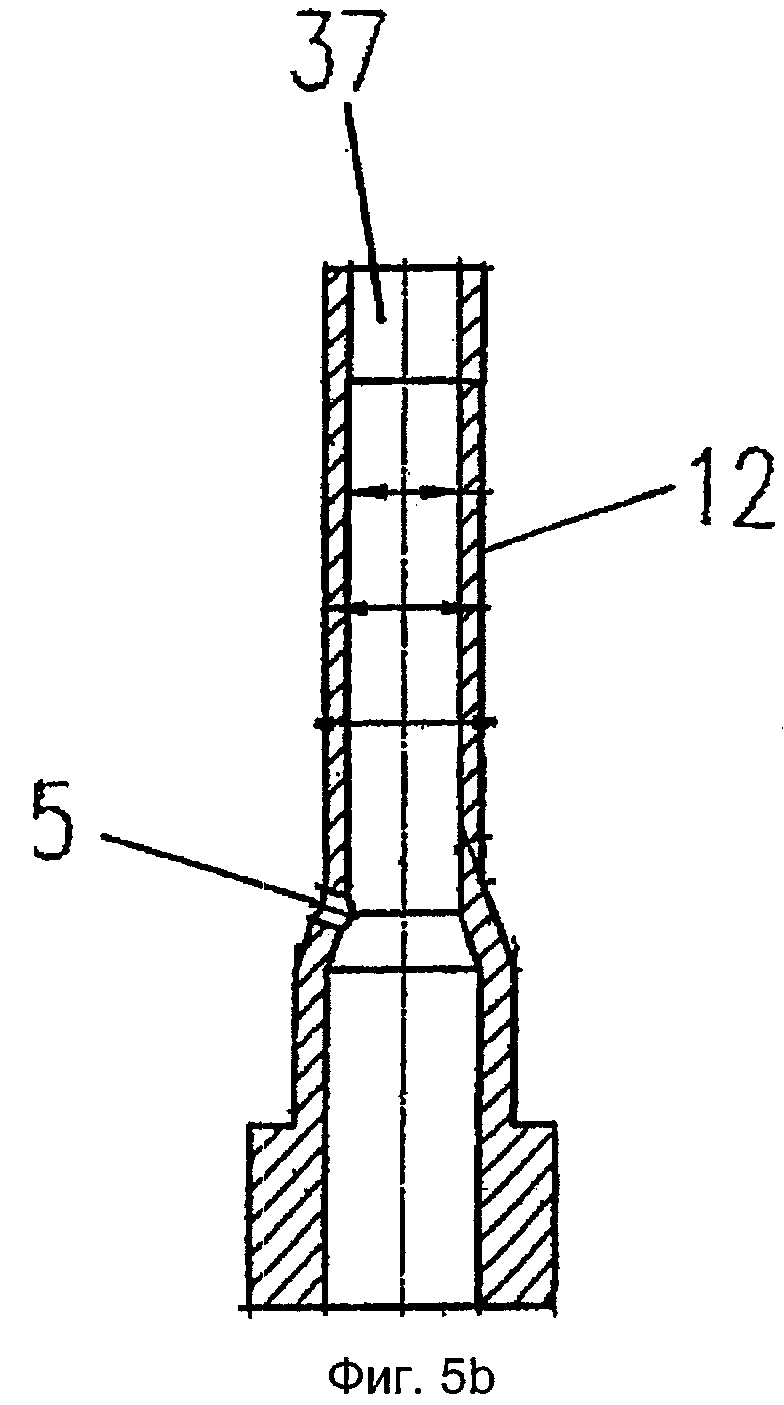
Соединение центрального отверстия MBO по меньшей мере с одним выпускным отверстием имеет особое значение прежде всего в том случае, если по меньшей мере вход в центральное отверстие МВO выполнен в виде кругового цилиндра предпочтительно таким образом, чтобы боковая поверхность кругового цилиндра Z (кругового цилиндрического центрального штифта MF) при его вхождении в центральное отверстие MBO скользила относительно внутренних стенок последнего по меньшей мере в зоне входа. Согласно изобретению центральное отверстие MBO предпочтительно выполнено таким образом, что его внутренние стенки вдоль всей продольной оси обладают геометрической формой боковой поверхности кругового цилиндра. В этом случае размеры кругового цилиндрического центрального штифта MF и центрального отверстия MBO предпочтительно выбирают таким образом, чтобы боковая поверхность всего участка кругового цилиндрического центрального штифта MF (кругового цилиндра Z), вошедшего внутрь центрального отверстия MBO, скользила относительно внутренних стенок этого отверстия. В отличие от этого центральное отверстие MBU в зоне, расположенной ниже верхней торцовой поверхности нижнего пуансона, часто незначительно расширено (смотри, например, показанный на Фиг.5а продольный разрез через нижний пуансон). В другом случае (смотри показанный на Фиг.5b продольный разрез через нижний пуансон) центральное отверстие MBU обладает постоянным цилиндрическим поперечным сечением вдоль всей протяженности нижнего пуансона. В соответствии с настоящим изобретением под непосредственным нижним пуансоном также подразумевают лишь показанное на Фиг.5а и 5b сужение, расположенное выше круговой цилиндрической (соответственно кольцеобразной) зоны. На соответствующем общем чертеже показано конструктивное исполнение предлагаемого в изобретении нижнего пуансона в виде так называемого нижнего вставного пуансона, речь о котором идет в дальнейшем описании. Выход из центрального отверстия МВU в верхней торцовой плоскости нижнего пуансона и выход из центрального отверстия МВO в нижней торцовой плоскости верхнего пуансона обычно выполняют конгруэнтно.
В случае если в качестве матрицы используют матрицу с конгруэнтным сдвоенным усеченным конусом, длина образующей кругового цилиндра I, как правило, не превышает сумму длины II и 0,7-кратной длины I (или 0,5-кратной длины I). При этом в случае, если нижний пуансон выполнен в виде нижнего вставного пуансона, то согласно предпочтительному варианту поперечное сечение нижнего конца последнего в том месте, где он фиксирует нижний конец нижнего пуансона, меньше поперечного сечения кругового цилиндра I. Подобный вариант конструктивного исполнения способствует удалению тонкодисперсных частиц, оказавшихся между стенками отверстия матрицы и боковой поверхностью кругового цилиндра I, в процессе введения нижнего пуансона внутрь продольный участка II*.
Согласно изобретению центральный штифт MF вдоль всей длины обладает геометрической формой кругового цилиндра Z с круговой цилиндрической боковой поверхностью MZ.
Согласно изобретению важным условием является фиксированное взаимное положение центрального штифта MF и матрицы, включая ее отверстие, вдоль оси B во время осуществления предлагаемого в изобретении способа. Фиксацию матрицы на практике, как правило, осуществляют путем припасовки матрицы в соответствующем приемном отверстии матричного диска.
Дополнительную фиксацию матрицы обычно осуществляют посредством крепежного винта, который может быть пропущен, например, от края матричного диска горизонтально к приемному отверстию для матрицы. В случае если матричный диск снабжен несколькими приемными отверстиями, расположенными, например, на равных расстояниях друг от друга вдоль периметра матричного диска, можно осуществлять дополнительную фиксацию, помещая на градуированном круге между двумя приемными отверстиями крепежный винт, который фиксирует две вставленные в эти отверстия матрицы относительно друг друга.
Для фиксации центрального штифта MF, как правило, используют фиксатор центрального штифта. С целью облегчения фиксации центрального штифта MF его нижний конец обычно снабжают головкой (27), которую вводят в точно выполненный промежуток (28) (канавку) фиксатора центрального штифта. К указанной головке может примыкать участок центрального штифта с расширенным поперечным сечением, который облегчает фиксацию центрального штифта (смотри, например, Фиг.6 и Фиг.1). Фиксатор центрального штифта в технически целесообразном варианте, как правило, до отказа привинчивают к матричному диску.
В одном из вариантов осуществления изобретения центральный штифт MF в направлении снизу вверх сначала обладает геометрической формой кругового цилиндра Z с круговой цилиндрической боковой поверхностью MZ, а вверху конически сужается. Прежде всего, это относится к случаю, если указанное коническое сужение находится внутри продольного участка II отверстия матрицы. При этом центральный штифт MF в направлении снизу вверх может обладать геометрической формой кругового цилиндра Z, к которому в верхней части примыкает находящийся в пределах продольного участка II усеченный конус KМ (30) (при этом поперечное сечение кругового цилиндра Z соответствует поперечному сечению основания усеченного конуса KМ). Причем высота усеченного конуса KМ может соответствовать длине продольного участка II (что согласно изобретению является предпочтительным), но может быть также меньше ее (в последнем случае часть центрального штифта, обладающая геометрией кругового цилиндра, простирается до продольного участка II). Преимущества подобного перехода центрального штифта MF в усеченный конус KМ, а также соответствующей геометрической формы самого продольного участка II отверстия матрицы обусловлены тем, что в связи с наличием конического сужения центрального штифта MF при удалении образовавшегося кольцеобразного формованного изделия из отверстия матрицы, реализуемого путем поднятия нижнего пуансона, трение качения между наружными стенками (боковой поверхностью) центрального штифта MF и боковой поверхностью полости образовавшегося кольцеобразного формованного изделия (например, вдоль длины продольного участка II) в основном может исчезать (например, в случае изготовления кольцеобразных предварительных формованных изделий LII, соответственно FLII). Однако преимущества, которые при этом могут быть получены, сравнительно невелики, поскольку при одинаковой высоте боковая поверхность усеченного конуса KМ обычно существенно меньше боковой поверхности усеченного конуса KS.
В предпочтительном варианте усеченный конус KМ сужается в направлении снизу вверх (то есть от основания к торцу) таким образом, что между диаметром DG* его основания, его высотой Н* и диаметром DD* его торца существуют следующие соотношения:

предпочтительно:

особенно предпочтительно:

В случае использования конического центрального штифта MF, сужающегося, например, к своему верхнему концу, следует учитывать, что в связи с отсутствием постоянства поперечного сечения усеченного конуса KМ вдоль высоты Н* при нахождении указанного конуса внутри центрального отверстия MBO обязательно остается кольцевой зазор (скольжение боковой поверхности усеченного конуса KМ относительно внутренних стенок центрального отверстия MBO отсутствует). Допустимая ширина подобного зазора определяется размером частиц подлежащего уплотнению порошкообразного исходного материала. В случае сужающегося кверху конического центрального штифта MF поперечное сечение центрального отверстия MBO обычно рассчитывают таким образом, чтобы при вхождении круговой цилиндрической части штифта в центральное отверстие MBO с круговой цилиндрической боковой поверхностью по меньшей мере на входе в указанное отверстие наблюдалось скольжение относительно внутренних стенок. На Фиг.7 в качестве примера показан продольный разрез через центральный штифт MF, которой по всей высоте обладает геометрической формой кругового цилиндра Z, в то время как на Фиг.8 в качестве примера показан продольный разрез через центральный штифт MF, который в направлении снизу вверх сначала обладает геометрией кругового цилиндра Z, а к верхнему концу конически сужается.
В наиболее общем случае при осуществлении предлагаемого в изобретении способа предпочтительно, если верхний конец продольного участка II отверстия матрицы, верхняя (плоская) торцовая поверхность центрального штифта MF и верхняя (плоская) торцовая поверхность матрицы находятся на одном и том же уровне.
Прежде всего это относится к механизированному осуществлению предлагаемого в изобретении способа, поскольку в случае указанного выше положения конструктивных элементов упрощается механизированное введение порошкообразного исходного материала в загрузочную камеру.
Матрица, как правило, обладает плоской верхней торцовой поверхностью. Технически целесообразной является также плоская конфигурация нижней торцовой поверхности матрицы. Матрица предпочтительно обладает геометрической формой кругового цилиндра с плоской верхней и плоской нижней торцовыми поверхностями. Вдоль наружной поверхности соответствующего кругового цилиндра на уровне половины его высоты предпочтительно проходит горизонтально расположенное кольцо, соответственно круглое углубление. Оно предназначено для фиксации матрицы в матричном диске посредством одного или нескольких крепежных винтов.
Сокращение исходного расстояния А до конечного расстояния Е в соответствии с предлагаемым в изобретении способом в принципе можно осуществлять путем активного перемещения навстречу друг другу обоих пуансонов (нижнего и верхнего). Однако возможным, очевидно, является также рабочий режим, в соответствии с которым нижний пуансон остается в неизменном положении, а перемещается (опускается) только верхний пуансон.
Для изготовления предлагаемым в изобретении способом уплотненного материала (кольцеобразного предварительного формованного изделия), поверхность которого обладает максимально равномерной твердостью, предпочтительным, как правило, является рабочий режим, в соответствии с которым при сокращении исходного расстояния А до конечного расстояния Е верхний и нижний пуансоны активно перемещаются навстречу друг другу, причем верхний пуансон опускается, в то время как нижний пуансон поднимается. В этом случае верхний и нижний пуансоны обеспечивают равномерное сжатие порошкообразного исходного материала, что обусловливает однородность бокового сопротивления получаемого прессованного материала по всей его высоте.
При этом предварительное формованное изделие по всему объему обладает однородной плотностью. Благодаря этому в результате последующей термической обработки возникает однородная структура пор, что обусловливает оптимизацию рабочих характеристик катализатора.
Предлагаемый в изобретении способ в принципе можно осуществлять как вручную, так и с помощью механизма. Более высокой экономической эффективностью отличается механизированное осуществление предлагаемого в изобретении способа. При этом можно использовать машины в основном двух типов, соответственно называемые в специальной литературе эксцентриковыми прессами и ротационными устройствами. В случае эксцентрикового пресса непосредственное давление сжатия, воздействующее на подвергаемый прессованию материал, создает только верхний пуансон вследствие его перемещения вниз с помощью эксцентрикового диска, причем нижний пуансон во время сжатия остается неподвижным и перемещается (поднимается) лишь при заключительном выталкивании прессованного материала (кольцеобразного предварительного формованного изделия). Матрица эксцентрикового пресса остается неподвижной. Матрица помещена в плиту, находящуюся на неподвижном матричном столе. Она может быть снабжена одним или несколькими расположенными рядом друг с другом отверстиями (и соответствующими загрузочными камерами). В каждом отверстии матрицы перемещаются с синхронным эксцентриковому диску тактом образующие пару верхний пуансон и нижний пуансон. Центральный штифт MF, пропущенный через отверстие матрицы и нижний пуансон, закреплен на матричной плите посредством соответствующего фиксатора и также остается неподвижным. В зависимости от числа отверстий (загрузочных камер) матрицы речь может идти об однопуансонной или многопуансонной матрице. Соответственно различают одногнездные и многогнездные пресс-формы. Одногнездная пресс-форма состоит из матрицы с отверстием и центрального штифта MF, а также верхнего и нижнего пуансонов. Многогнездная пресс-форма соответственно состоит из матрицы с двумя или более отверстиями, несколькими соответствующими центральными штифтами MF, а также верхнего и нижнего пуансонов. Решающее значение при выборе пресс-формы (должна она быть одногнездной или многогнездной) в основном имеют размеры кольцеобразного предварительного формованного изделия, а также давление прессования, которое способна создавать машина. В соответствии с предлагаемым в изобретении способом примерному верхнему пределу соответствует пресс-форма с пятьюдесятью гнездами. Поскольку в случае эксцентрикового пресса матрица остается неподвижной, загрузочная воронка вместе с загрузочным башмаком, которые содержат подлежащий уплотнению согласно изобретению порошкообразный исходный материал, обычно перемещаются на матричном столе вперед и назад, чтобы обеспечить равномерное заполнение загрузочной камеры, соответственно загрузочных камер матрицы. Таким образом, заполнение загрузочной камеры, уплотнение (сжатие) и выгрузку готового кольцеобразного формованного изделия в случае эксцентрикового пресса осуществляют в виде периодически повторяющихся последовательных операций, совокупности которых соответствуют полный оборот эксцентрика.
Таким образом, рабочий цикл эксцентриковой машины в наиболее простом случае заключается в следующем.
Нижний пуансон первоначально находится внутри отверстия матрицы в соответствующем заполнению положении. Загрузочный башмак передвигается через матрицу, верхняя плоская торцовая поверхность которой находится на одном уровне с верхней плоской торцовой поверхностью центрального штифта MF, причем исходный материал (порошкообразный исходный материал) попадает в отверстие матрицы и оказывается на верхней торцовой поверхности нижнего пуансона. При обратном ходе загрузочного башмака верхний пуансон перемещается вниз, пока его нижняя торцовая поверхность не коснется порошкообразного исходного материала. Таким образом, порошкообразный исходный материал находится в загрузочной камере, и соответствующие поверхности пуансонов располагаются на исходном расстоянии А друг от друга. В результате дальнейшего перемещения верхнего пуансона вниз до конечного расстояния Е (при неподвижном нижнем пуансоне) происходит уплотнение порошкообразного исходного материала под действием соответствующего давления прессования, сопровождаемое образованием кольцеобразного предварительного формованного изделия. Затем верхний пуансон отводят от образовавшегося кольцеобразного предварительного формованного изделия, которое удаляют из отверстия матрицы путем поднятия (как правило, немного замедленного) нижнего пуансона. Подъем нижнего пуансона, как правило, происходит до такой степени, чтобы нижняя сторона образовавшегося предварительного формованного изделия достигла уровня верхней стороны матрицы. В то время как передний край перемещающегося вперед загрузочного башмака отодвигает предварительное формованное изделие от матрицы, нижний пуансон уже вновь опускается в положение заполнения, и снова происходит заполнение отверстия матрицы порошкообразным исходным материалом.
В отличие от эксцентриковой машины в случае ротационного устройства загрузочная воронка вместе с загрузочным башмаком остаются неподвижными, а матричный диск с находящимися в нем матрицами вращается, причем отверстия матрицы попеременно оказываются под загрузочным башмаком. При вращении матричного диска происходит последовательное заполнение отдельных матриц (соответственно их отверстий) исходным порошкообразным материалом.
Затем осуществляют прессование исходного порошкообразного материала и последующее выталкивание полученного прессованного материала.
Таким образом, во время заполнения того или иного отверстия матрицы происходит прессование материала в другой матрице, причем из третьей матрицы одновременно выталкивается предварительное формованное кольцеобразное изделие (прессованный материал). Количество кольцеобразных предварительных формованных изделий, образующихся в результате одного оборота матричного диска, соответствует количеству пресс-форм в комплекте в случае использования однопуансонных пресс-форм. В случае многопуансонных пресс-форм в качестве множителя следует использовать число отверстий в расчете на матрицу. В отличие от эксцентрикового пресса, работающего в периодическом режиме, прессование посредством ротационного устройства осуществляют непрерывно. Кроме того, равномерность давления сжатия в случае ротационного устройства обеспечивают посредством опорных роликов верхнего и нижнего пуансонов.
Для осуществления предлагаемого в изобретении способа пригодны коммерчески доступные ротационные устройства с возможностью использования комплектов, включающих от 10 до 100 (соответственно 80) пресс-форм, причем каждый комплект обычно может являться многопуансонным (до шести пуансонов). В то время как количество прессованных изделий, получаемых при каждом обороте матричного диска стандартного ротационного устройства, соответствуем" числу матриц (отверстий многогнездной пресс-формы), так называемые сдвоенные ротационные устройства, которые характеризуются особенно высокой производительностью, обладают двумя позициями прессования, причем в случае комплектов однопуансонных пресс-форм во время одного оборота матричного диска одновременно происходит заполнение двух матриц, прессование двух порций загруженного порошкообразного материала и выталкивание двух кольцеобразных формованных изделий. Для осуществления предлагаемого в изобретении способа можно использовать, например, эксцентриковые прессы KS, KIS и К III фирмы Kilian (D-50735, Кельн). Однако машинами, особенно пригодными для осуществления предлагаемого в изобретении способа, являются ротационные устройства фирмы Kilian (например, серий Т, R, S и X).
Прессом, особенно пригодным для осуществления предлагаемого в изобретении способа, является сдвоенное ротационное устройство фирмы Kilian типа RX 73, а также ротационное устройство фирмы Kilian типа Synthesis 700-77 А.
Кроме того, для осуществления предлагаемого в изобретении способа можно использовать ротационные устройства фирмы Korsch AG (D-13509, Берлин), например, такие как ротационные устройства РН800 и РН865.
Индивидуальное конструктивное исполнение верхнего пуансона, центрального штифта MF, нижнего пуансона и матрицы, включая ее отверстие, то есть пресс-формы, задает потребитель указанного выше оборудования. В случае использования этих элементов в ротационном устройстве фирмы Kilian с целью осуществления предлагаемого в изобретении способа они особенно предпочтительно обладают, например, следующим конструктивным исполнением (номера указанных ниже и в последующем описании позиций соответствуют указанным на прилагаемых к описанию чертежах).
Отдельная матрица (1) выполнена таким образом, что она точно соответствует имеющемуся в матричном диске приемному отверстию. Матрица обладает технически целесообразной формой кругового цилиндра с плоской верхней и плоской нижней торцовыми поверхностями, причем в наружной стенке цилиндра на уровне половины его высоты выфрезеровано горизонтально расположенное кольцо или круглое углубление (3). Оно предназначено для фиксирования матрицы в матричном диске (например, посредством по меньшей мере одного крепежного винта, который, например, может проходить в горизонтальном направлении от края матричного диска к приемному отверстию для матрицы или от данной матрицы к соседней матрице на круге с делениями). В целесообразном варианте осуществления изобретения относящийся к данной матрице верхний пуансон выполнен в виде верхнего вставного пуансона (4), в то время как относящийся к данной матрице нижний пуансон выполнен в виде нижнего вставного пуансона (5). Нижний вставной пуансон, соответственно верхний вставной пуансон, посредством нижнего навинчивающегося колпачка (6), соответственно верхнего навинчивающегося колпачка (7), в которые могут быть вставлены пуансоны (соответственно нижний и верхний), можно центрировано навинчивать на нижний хвостовик (8), соответственно на верхний хвостовик (9). Нижний хвостовик, соответственно верхний хвостовик, заканчивается головкой нижнего хвостовика (10), соответственно головкой верхнего хвостовика (11), причем указанные головки скользят в направляющих ротационного устройства. Нижний вставной пуансон, соответственно верхний вставной пуансон, завершается непосредственным нижним пуансоном (12), соответственно непосредственным верхним пуансоном (13), то есть используемыми согласно изобретению пуансонами (верхним и нижним) являются соответствующие сужения, которыми заканчиваются указанные вставные пуансоны.
Тарелка (14) верхнего вставного пуансона во ввинченном состоянии прилегает к круглой опорной поверхности (15) верхнего хвостовика. Конструктивное исполнение в виде вставного пуансона придает хвостовикам при их практическом использовании высокую гибкость.
Кольцеобразная тарелка (16) нижнего вставного пуансона во ввинченном состоянии прилегает к кольцеобразной опорной поверхности (17) нижнего хвостовика. Отверстие в кольцеобразной опорной поверхности (17) продолжается в виде цилиндрического полого пространства нижнего хвостовика. Указанное полое пространство может вмещать продолжение центрального штифта MF (18). Через боковое отверстие в нижнем хвостовике, выполненное в виде прорези, центральный штифт MF можно позиционировать вдоль оси В относительно матрицы и отверстия матрицы и фиксировать посредством фиксатора (19) центрального штифта.
Сам фиксатор центрального штифта крепится к матричному диску посредством винта. На Фиг.1 показан продольный разрез указанного выше единичного элемента в варианте взрывного прессования.
На Фиг.6 показан фрагмент продольного разреза через матричный диск (20). В частности, показана вставленная в приемное отверстие матричного диска (20) матрица (1), а также горизонтальное кольцо (3) для фиксации матрицы посредством крепежного винта. Часть матричного диска, в приемные отверстия которого вставлены матрицы (1), в настоящем описании называют также выступом матричного диска (21). Кроме того, на Фиг.6 показаны направляющие отверстия (22) для хвостовиков (8) и (9), выполненные в матричном диске выше и ниже приемного отверстия для матрицы (1). По внутренним стенкам направляющих отверстий (22) с их боковыми поверхностями могут скользить, поднимаясь или опускаясь, нижний хвостовик (8), соответственно верхний хвостовик (9). Часть матричного диска, в которой находятся направляющие отверстия для верхних хвостовиков, в настоящем описании называют также торцом матричного диска (23). Часть матричного диска, в которой находятся направляющие отверстия для нижних хвостовиков, в настоящем описании называют также бородкой матричного диска (24). Показанный на Фиг.6 фиксатор центрального штифта (19) ввернут в матричный диск (20) снизу. Центральный штифт MF (18) с расширяющимся к его верхней части поперечным сечением от закрепленного посредством нижнего хвостовика фиксатора (19) проходит сквозь нижний вставной пуансон до плоской торцовой поверхности матрицы (1), причем плоский торец центрального штифта MF (18) находится на одном уровне с плоским торцом матрицы (1). Хвостовики не должны проворачиваться в направляющих отверстиях (22), что прежде всего относится к многогнездным пресс-формам. Отсутствие проворачивания достигается благодаря наличию шпоночных канавок в хвостовике и шпонок вдоль внутренних стенок направляющего отверстия. Головка верхнего хвостовика (11) и головка нижнего хвостовика (10) сидят в неподвижной направляющей верхнего пуансона, соответственно направляющей нижнего пуансона, которые не показаны на Фиг.6. Вставленная в матричный диск матрица (1) является матрицей с конгруэнтным двойным усеченным конусом.
Принцип действия ротационного пресса схематически описан ниже (указанный принцип в основном одинаков для всех ротационных устройств подобного типа).
Матричный диск приводится во вращение вокруг своей оси в горизонтальной плоскости, например, посредством червячного или шестеренчатого привода. Хвостовики с соответствующими головками, сидящие в неподвижных направляющих (как правило, выполненных из специальной стали или полимеров), при вращении матричного диска скользят по направляющим в соответствии с их высотным профилем. Соединенный с нижним пуансоном нижний хвостовик при вращательном движении матричного диска скользит по направляющей сначала до загрузочного башмака, где он, а следовательно, и нижний пуансон, перемещается вниз, в результате чего верхняя торцовая поверхность нижнего пуансона оказывается в отверстии матрицы на уровне его заполнения. При продолжении вращательного движения находящееся над верхней торцовой поверхностью нижнего пуансона свободное пространство отверстия матрицы заполняется подлежащим уплотнению согласно изобретению тонкодисперсным исходным материалом из загрузочного башмака. При продолжении вращения матричного диска нижний хвостовик, а вместе с ним и нижний пуансон поднимаются настолько, что верхняя торцовая поверхность нижнего пуансона оказывается в отверстии матрицы на уровне его заполнения. Избыточный исходный материал выдавливается вверх и при последующем вращательном движении отбрасывается. Затем нижний хвостовик, а вместе с ним и нижний пуансон вновь опускаются настолько, что верхняя торцовая поверхность нижнего пуансона оказывается в отверстии матрицы на уровне, соответствующем исходному расстоянию А (называемом в настоящем описании также высотой прессования). Во время заполнения верхний пуансон находится выше загрузочного башмака, а затем в соответствии с ходом направляющей верхнего хвостовика скользит вниз, пока его нижняя торцовая поверхность не коснется находящегося в отверстии матрицы тонкодисперсного исходного материала. Итак, порошкообразный исходный материал введен в загрузочную камеру, и поверхности соответствующих пуансонов находятся на исходном расстоянии А друг от друга. При последующем вращении матричного диска головка верхнего хвостовика и головка нижнего хвостовика контактируют с соответствующими опорными роликами, в результате чего помещенный в загрузочную камеру исходный порошкообразный материал сжимается как верхним пуансоном, так и нижним пуансоном, причем нижний пуансон поднимается, а верхний пуансон продолжает опускаться, пока оба пуансона не переместятся, достигнув конечного расстояния Е. Процесс уплотнения между опорными роликами при необходимости может быть на некоторое время прекращен, причем в течение этого времени расстояние между верхним и нижним пуансонами остается постоянным (эксцентриковые таблетировочные машины эксплуатируют в режиме, не предусматривающем промежуток времени, в течение которого расстояние между верхним и нижним пуансонами остается постоянным, причем степень уплотнения зависит только от глубины погружения верхнего пуансона в порошкообразный исходный материал).
Временной промежуток, в течение которого давление уплотнения остается примерно постоянным, способствует протеканию в подлежащем уплотнению исходном материале зависящих от времени процессов пластической деформации. Затем верхний хвостовик вновь поднимается над полученным кольцеобразным формованным изделием по соответствующей направляющей при одновременном подъеме верхнего пуансона. Нижний хвостовик, а вместе с ним нижний пуансон, поднимаются вследствие скольжения головки нижнего хвостовика по выталкивающей направляющей, находящееся на верхней торцовой поверхности нижнего пуансона кольцеобразное предварительное формованное изделие выводится из отверстия матрицы и выталкивается посредством съемника (предлагаемый в изобретении способ в предпочтительном варианте позволяет осуществлять выталкивание готовых формованных изделий с особенно незначительным усилием, которое в случае свежих матриц, как правило, находится в интервале от 0,15 до 1,5 кН, причем в ходе дальнейшего осуществления производственного процесса необходимое выталкивающее усилие, как правило, возрастает, достигая примерно 700 Н, в связи с чем матрицу обычно переворачивают или заменяют). Затем кольцеобразное предварительное формованное изделие по соответствующему желобу соскальзывает в резервуар для хранения. В процессе последующего вращательного движения матричного диска верхний пуансон вследствие скольжения головки верхнего хвостовика в соответствующей верхней направляющей поднимается, пока он вновь не оказывается над загрузочным башмаком, заняв максимально высокое положение.
Между тем нижний пуансон вследствие дальнейшего скольжения головки нижнего хвостовика в соответствующей нижней направляющей вновь опускается, в результате чего он вновь оказывается в положении ниже загрузочного башмака, а его верхняя торцовая поверхность вновь находится в отверстии матрицы на уровне, соответствующем заполнению этого отверстия. Затем описанный выше процесс повторяется с периодичностью вращательного движения матричного диска.
Предпочтительным является заполнение отверстия матрицы порошкообразным исходным материалом, осуществляемое уже во время опускания нижнего пуансона до уровня заполнения: при этом в отверстие матрицы попадает не слишком много воздуха. Во время совершения полного оборота матричного диска хвостовики ни разу полностью не выходит из направляющих отверстий.
Согласно изобретению предпочтительным является ротационное устройство, процесс уплотнения в котором осуществляют не как описано выше, то есть используя только одну пару опорных роликов на кольцеобразное предварительное формованное изделие, а посредством второй пары расположенных вплотную друг к другу опорных роликов, осуществляя при этом предварительное уплотнение (до предварительного конечного расстояния EV между обеими торцовыми поверхностями) и основное уплотнение (до конечного расстояния Е, причем EV>E) каждого кольцеобразного предварительного формованного изделия, причем в простом случае предварительный опорный ролик, как правило, обладает меньшими размерами, чем основной опорный ролик. Предварительное уплотнение порошкообразного исходного материала до конечного расстояния между обеими торцовыми поверхностями EV>E позволяет более эффективно удалять воздух при уплотнении, а также обеспечивать равномерное уплотнение, поскольку в этом случае исходный порошкообразный материал переводят в состояние, которое характеризуется сравнительно более высокой упорядоченностью. В общем случае для эффективной дегазации более предпочтительным является медленное предварительное прессование. Прочность на сжатие боковых стенок получаемого кольцеобразного предварительного формованного изделия может быть повышена также, если после предварительного уплотнения осуществлять снятие нагрузки и лишь после этого подвергать материал основному уплотнению. Для большей наглядности на фиг.5с, 5d и 5е показаны три нижних вставных пуансона, верхняя торцовая поверхность которых не обладает плоской конфигурацией. При этом показанный на фиг.5с нижний вставной пуансон переходит в нижний пуансон, выполненный в соответствии с технической идеей, предложенной в европейской заявке на патент EP-A 184790. На Фиг.4е и 4f показаны верхние вставные пуансоны с соответствующим конструктивным исполнением.
В случае ротационных устройств загрузочными башмаками, пригодными для осуществления предлагаемого в изобретении способа, являются например, встряхивающие загрузочные башмаки, вибрационные загрузочные башмаки, а также загрузочные башмаки с мешалкой. Однако особенно предпочтительным является использование загрузочных башмаков с лопастной мешалкой. Последние использовали во всех приведенных ниже примерах осуществления изобретения.
Вместе с тем следует вновь подчеркнуть, что для осуществления предлагаемого в изобретении способа особенно предпочтительным является использование однопозиционных ротационных устройств или двойных ротационных устройств, оснащенных матричным диском (20) с возможностью его замены. Подобным двойным ротационным устройством является, например, двойной ротационный пресс Synthesis 700 фирмы Kilian. Оптимальный режим эксплуатации подобного двойного ротационного пресса также предусматривает последовательное осуществление предварительного и основного уплотнения порошкообразного исходного материала. Ротационные машины описаны, например, в немецких заявках на патент DE-А 2624853, DE-A 19733969 и DE-A 2435777. Пресс-формы, используемые для таблетирования порошкообразных материалов предлагаемым в настоящем изобретении способом, должны быть изготовлены с чрезвычайно высокой точностью и должны удовлетворять требованиям действующих в соответствующей стране стандартов (например, стандарту DIN ISO 2768). Соответствующие поверхности пресс-форм должны быть обладать максимально возможной гладкостью.
Прежде всего, в том случае, если подлежащий уплотнению предлагаемым в изобретении способом порошкообразный исходный материал содержит по меньшей мере один оксид металла, например, выбранный из группы, включающей оксид алюминия, оксид вольфрама, оксид сурьмы, оксид циркония, оксид висмута, оксид молибдена, оксид кремния и оксид магния, а также смешанные оксиды, которые содержат по меньшей мере два металла, которые аналогичны металлам, присутствующим в указанных выше оксидах (например, смешанные оксиды висмута и вольфрама, например, такие как Bi2W2O9), гидроксид металла, гидрофосфат металла и/или по меньшей мере один нитрат металла (под нитратами металлов подразумевают также их гидраты), например, такой как нитрат кобальта, нитрат железа, нитрат висмута, нитрат никеля, нитрат цезия, нитрат меди, нитрат кальция или нитрат магния (подобные порошкообразные исходные материалы в последующем описании называют порошкообразными исходными материалами HW*), то в соответствии с настоящим изобретением предпочтительным является выполнение верхнего пуансона и нижнего пуансона, предназначенных для осуществления предлагаемого в изобретении способа, из инструментальной стали 1.2,601 согласно DIN (в случае если указанные выше пуансоны выполнены в виде вставных пуансонов, в технически целесообразном варианте они полностью выполнены из инструментальной стали 1.2601 согласно DIN). В соответствии с другим вариантом пуансоны, особенно те из них, которые предназначены для уплотнения указанных выше порошкообразных исходных материалов, могут быть выполнены также из инструментальной стали 1.2379 согласно DIN.
В отличие от пуансонов матрица согласно изобретению предпочтительно представляет собой комбинацию деталей, выполненных из разных конструкционных материалов. Внутренняя часть (25) матрицы согласно изобретению предпочтительно выполнена из твердого сплава, в то время как материалом наружной части (26) матрицы, удаленной от ее отверстия, предпочтительно является инструментальная сталь. Последняя предпочтительно обладает следующим составом (соответствующие процентные данные относятся к общей массе):
Согласно изобретению особенно предпочтительным материалом наружной части матрицы являются инструментальные стали 1.2601 и 1.2379 согласно DIN. Таким образом, согласно изобретению матрица в целесообразном варианте ее конструктивного исполнения состоит из образующей отверстие сердцевины, выполненной из твердого сплава, и окружающей сердцевину наружной части, выполненной из инструментальной стали, которая предпочтительно обладает указанным выше составом. При этом достаточной, как правило, является толщина стенок сердцевины из твердого сплава, которая не превышает нескольких миллиметров и находится, например, в интервале от 1 до 10 мм, часто от 2 до 8 мм, от 2 до 6 мм или 2 до 4 мм. Прежде всего этого относится к случаю предлагаемого в изобретении изготовления кольцеобразных формованных изделий F. Толщина стенок окружающей сердцевину наружной части матрицы обычно составляет несколько сантиметров (например, от 0,5 до 3 см или от 1 до 2 см), что прежде всего относится к случаю изготовления кольцеобразных предварительных формованных изделий F, например, FLII.
Под твердым сплавом в настоящем описании подразумевают спеченный композиционный материал, который содержит по меньшей мере одно высокопрочное вещество, выбранное из группы, включающей карбиды металлов, нитриды металлов и бориды металлов [причем металл, соответственно предпочтительно по меньшей мере один металл, выбран из группы, включающей вольфрам (W), титан (Ti), цирконий (Zr), гафний (Hf), ванадий (V), ниобий (Nb), тантал (Та), молибден (Мо) и хром (Cr)], а также по меньшей мере один мягкий, вязкий металл, выбранный из группы, включающей железо (Fe), кобальт (Co), никель (Ni) и хром (Cr). Изготовление пригодных согласно изобретению спеченных твердых сплавов обычно осуществляют путем приготовления предпочтительно максимально однородной смеси используемых в преобладающем количестве (как правило, ≥80% масс., предпочтительно ≥90% масс.) порошкообразных тугоплавких высокопрочных веществ (предпочтительно по меньшей мере одного карбида металла) с небольшим количеством (как правило, ≤20% масс, предпочтительно ≤10% масс.) порошкообразного металла с более низкой температурой плавления и последующего нагревания полученной смеси до температуры ниже точки плавления тугоплавких высокопрочных компонентов, причем температуру и длительность нагревания выбирают таким образом, чтобы высокопрочное вещество спекалось с образованием остова (твердой фазы), в который в качестве связующей фазы включен металл. При этом размер частиц порошкообразного твердого сплава (прежде всего высокопрочного компонента) может находиться, например, в интервале от 0,2 до 15 мкм, предпочтительно от 0,5 до 3 мкм, особенно предпочтительно от 1 до 1,5 мкм. Твердость по Роквеллу твердого сплава предпочтительно не должна быть ниже 80, в то время как его твердость по Виккерсу должна составлять более 1500, а предел прочности при изгибе более 2000 Н/мм2. Изготовление пригодных спеченных твердых сплавов описано, например, в патенте Австралии AT-PS 358833, европейской заявке на патент ЕР-А 1364732, патенте Австралии AT-PS 362943, а также в учебной работе Франка Гебнера «Усталостные свойства твердого сплава G55 Со при комнатной температуре» (7 сентября 2003 г., Эрланген-Нюрнберг, Университет Фридриха-Александра, кафедра изучения общих свойств материалов, заведующий - профессор д-р Муграби), а также в цитируемом в этих публикациях уровне техники.
В соответствии с особенно предпочтительным вариантом осуществления предлагаемого в изобретении способа сердцевина матрицы выполнена из твердого сплава, который содержит ≥90% масс. карбида вольфрама в пересчете на массу сплава. Кроме того, согласно изобретению целесообразным является дополнительное присутствие в указанном твердом сплаве по меньшей мере 5% масс. никеля (Ni) или никеля (Ni) и хрома (Cr).
В соответствии с более предпочтительным вариантом осуществления предлагаемого в изобретении способа сердцевина матрицы выполнена из твердого сплава, который в пересчете на его массу содержит от 90 до 95% масс., карбида вольфрама (WC) и от ≥0 до 1% масс., по меньшей мере одного карбида металла (как правило, действующего в качестве ингибитора увеличения зернистости), выбранного из группы, включающей карбид титана (TiC), карбид тантала (TaC), карбид ниобия (NbC), карбид ванадия титана (TiC), карбид тантала (ТаС), карбид ниобия (NbC), карбид ванадия (VC), карбид хрома (Cr3C2) и смешанные карбиды металлов (например, карбид тантала-ниобия (TaNbC)), состоящие по меньшей мере из двух указанных выше карбидов, а также от 5 до 10% масс. железа (Fe), кобальта (Co), никеля (Ni) и/или хрома (Cr), причем связующей фазой предпочтительно является никель (Ni) или никель (Ni) и хром (Cr).
В соответствии с еще более предпочтительным вариантом осуществления предлагаемого в изобретении способа сердцевина матрицы выполнена из твердого сплава, который содержит:
Согласно изобретению предпочтительному использованию подлежат представители указанной выше группы еще более предпочтительных твердых сплавов, которые обладают следующим составом:
К последней группе относится, в частности, твердый сплав G 10-Ni фирмы Hartmetall® Gesellschaft (D-70572 Штутгарт), который согласно изобретению особенно пригоден для использования в качестве материала сердцевины матрицы.
Размер частиц всех указанных выше твердых сплавов (то есть размер частиц входящих в их состав высокопрочных веществ), прежде всего, составляет от 0,5 до 2 мкм, предпочтительно от 1 до 1,5 мкм.
Выполненные из указанных выше конструкционных материалов, соответственно композиционных материалов, матрицы согласно изобретению в первую очередь пригодны для уплотнения порошкообразного исходного материала HW*. При этом в подлежащем уплотнению порошкообразном исходном материале HW* может присутствовать также азотная кислота (соответствующий исходный материал в настоящем описании называют порошкообразным исходным материалом HW**).
В соответствии с предлагаемым в изобретении способом средний показатель шероховатости Ra внутренних стенок отверстия матрицы, определяемый согласно DIN 4768, предпочтительно не должен превышать 0,2 мкм, особенно предпочтительно 0,1 мкм и еще более предпочтительно 0,05 мкм, что прежде всего относится к продольным участкам I и II.
В соответствии с предлагаемым в изобретении способом средний показатель микронеровности (шероховатости) Ra других поверхностей пресс-формы не должен составлять более 1 мкм, предпочтительно более 0,8 мкм и особенно предпочтительно более 0,4 мкм (средний показатель шероховатости является средним арифметическим значением из результатов измерения абсолютного микрорельефа относительно средней линии внутри участка измерения). Указанная шероховатость может быть обеспечена путем полирования соответствующих поверхностей.
Изготовление подлежащей использованию согласно изобретению матрицы, сердцевина которой выполнена, например, из твердого сплава G 10-Ni, а ее наружная часть, например, из конструкционного материала 1.2379 согласно DIN, проще всего осуществлять, например, путем так называемой запрессовки в горячем состоянии.
При этом сначала из инструментальной стали выполняют наружную часть матрицы. Затем последнюю подвергают нагреванию, вследствие чего она расширяется. В указанную расширившуюся деталь вставляют выполненную из твердого сплава сердцевину. В результате остывания происходит усадка наружной части матрицы и формирование квазибесшовного комбинированного изделия.
Указанных в международной заявке WO 2005/115733 проблем удается избежать благодаря тому, что центральный штифт MF предпочтительно выполняют из инструментальной стали 1.2343 согласно DIN.
Прежде всего это относится к уплотнению порошкообразных исходных материалов HW* и HW** (в особенности к изготовлению кольцеобразных предварительных формованных изделий F, прежде всего кольцеобразных предварительных формованных изделий FLII). В соответствии с предлагаемым в изобретении способом, прежде всего в случае уплотнения порошкообразного исходного материала HW* или HW**, выступ матричного диска предпочтительно выполнен из чугуна с шаровидным графитом марки GGG 50 согласно DIN, снабженного тонким слоем инструментальной стали 1.0425 согласно DIN, в то время как торец матричного диска и его бородка в технически целесообразном варианте выполнены из инструментальной стали 1.6850 согласно DIN (азотированной). Нижний хвостовик, верхний хвостовик и головки соответствующих хвостовиков, а также фиксатор центрального штифта, в соответствии с предлагаемым в изобретении способом могут быть выполнены известным образом, например, из закаленной и опущенной инструментальной стали 1.25550 согласно DIN (твердость по Роквеллу HRC 58+2).
Давление прессования, которое при осуществлении предлагаемого в изобретении способа используют для сокращения расстояния между обоими пуансонами до конечного расстояния Е (соответственно для перемещения до конечного расстояния Е по меньшей мере верхнего пуансона) в типичном случае находится в интервале от 50 до 5000 кг/см2, предпочтительно от 200 до 3500 кг/см2, особенно предпочтительно от 500 до 2500 кг/см2 и особенно предпочтительно от 500 до 1500 кг/см2.
Давление предварительного уплотнения (его используют для обеспечения предварительного конечного расстояния между пуансонами EV) в типичных случаях находится в интервале от 5 до 500 кг/см2, в то время как давление основного уплотнения чаще всего составляет от 1000 до 2000 кг/см2. Чем выше давление основного уплотнения, тем более предпочтительными являются результаты, получаемые при использовании предлагаемого в изобретении способа.
Предлагаемый в изобретении способ позволяет достичь особых преимуществ в том случае, если подлежащий уплотнению порошкообразный исходный материал содержит компоненты, например, такие как азотная кислота, соли аммония и/или нитраты, которые оказывают коррозионное воздействие на сталь.
Вследствие коррозионного воздействия, оказываемого на металл в указанных выше случаях, при осуществлении предлагаемого в изобретении способа происходит сравнительно быстрое повышение шероховатости внутренних стенок отверстия матрицы, а следовательно, ускоренное увеличение трения скольжения при удалении образовавшегося формованного изделия в случае единственного отверстия круговой цилиндрической матрицы.
Предлагаемый в изобретении способ позволяет в основном полностью исключить указанную проблему, что в особенности относится к предлагаемому в изобретении изготовлению кольцеобразных предварительных формованных изделий LII (например, формованных изделий FLII). Прежде всего это относится к случаю, если матрица обладает описанным выше конструктивным исполнением, предусматривающим использование указанных выше конструкционных материалов.
Как неоднократно указывалось выше, предлагаемый в изобретении способ предназначен для изготовление кольцеобразных предварительных формованных изделий из порошкообразного (как правило, твердого в нормальных условиях, то есть при температуре 25°С и атмосферном давлении) исходного материала, уже содержащего по меньшей мере один оксид металла и/или по меньшей мере одно соединение металла (например, соль металла), которые путем осуществляемой при температуре ≥100°С термической обработки могут быть преобразованы в (как правило, твердый в нормальных условиях) оксид металла (по меньшей мере путем термической обработки в присутствии газообразного молекулярного кислорода и/или высвобождающих газообразный кислород компонентов, причем источником кислорода в виде пероксида в принципе может быть, например, также компонент порошкообразного исходного материала, а следовательно, компонент образующегося согласно изобретению кольцеобразного предварительного формованного изделия). Подобные порошкообразные исходные материалы в настоящем описании называют также порошкообразными исходными материалами О.
При этом твердым оксидом металла может являться соединение, которое помимо атомов кислорода содержит также атомы одного или нескольких (например, двух или трех) металлов.
Соединением металла в принципе может являться также соединение, которое содержит атомы только одного металла или атомы двух или трех металлов.
Предлагаемый в изобретении способ предусматривает также термическую обработку изготовленных согласно изобретению кольцеобразных предварительных формованных изделий. В процессе подобной термической обработки происходит формирование кольцеобразных оксидных формованных изделий, которые являются целью настоящего изобретения. Согласно изобретению указанную термическую обработку осуществляют при температуре ≥100°С, часто ≥150°С или выше 200°С (например, в температурном интервале от 300 до 800°С). Термическую обработку, прежде всего в случае изготовления кольцеобразных оксидных формованных носителей, можно осуществлять также при температурах, превышающих 600°С или ≥1000°С. Однако температура подобной обработки в большинстве случаев не превышает 1500°С.
Кроме того, согласно изобретению важно, что подлежащий осуществляемому согласно изобретению уплотнению порошкообразный исходный материал, а следовательно, образующиеся кольцеобразные предварительные формованные изделия, содержат вещества (компоненты), которые в условиях осуществляемой согласно изобретению последующей термической обработки указанных формованных изделий деструктируют и/или химически превращаются с выделением газообразных соединений (например, аммиака, водяного пара, диоксида углерода, монооксида углерода и/или оксидов азота). Потери массы, сопровождающие термическую обработку кольцеобразных предварительных формованных изделий и обусловленные выделением указанных газов, как правило, составляют от 0,5 до 40% масс. часто от 0,8 до 35% масс. или от 2 до 30% масс. в пересчете на исходную массу предварительных формованных изделий.
Образование (высвобождение) газообразных соединений в процессе выполняемой согласно изобретению термической обработки полученных согласно изобретению кольцеобразных предварительных формованных изделий обычно происходит, например, в тех случаях, если компоненты подлежащего уплотнению согласно изобретению порошкообразного исходного материала (материала О) по меньшей мере частично обладают органической природой или содержат ионы гидроксидов, ионы карбонатов, ионы гидрокарбонатов, ионы аммония, ионы гидрофосфатов и/или ионы нитратов, которые, как правило, по меньшей мере частично деструктируют в процессе выполняемой согласно изобретению термической обработки. При этом указанные выше ионы в принципе уже могут входить в состав не являющихся оксидами соединений металлов, которые содержатся в подлежащем уплотнению порошкообразном исходном материале. Указанные выше ионы можно добавлять к подлежащему уплотнению порошкообразному исходному материалу, а также дополнительно (или только) в качестве составной части веществ, которые не являются соединениями металлов и образуют поры при последующей термической обработке кольцеобразных предварительных формованных изделий.
В качестве подобных порообразующих веществ порошкообразный исходный материал (материал О), подлежащий выполняемому согласно изобретению уплотнению, может содержать, например, добавляемые к нему NH4OH, (NH4)2CO3, NH4HCO3, NH4NO3, карбамид, NH4CHO2, NH4CH3CO2, NH4HSO4, (NH4)2SO4i оксалат аммония и/или гидраты указанных солей аммония. Однако предлагаемый в изобретении способ, очевидно, обладает преимуществами также в том случае, если порошкообразный исходный материал (материал О), подлежащий выполняемому согласно изобретению уплотнению, содержит добавленные к нему органические вещества, например, такие как крахмал (в частности, картофельный крахмал или кукурузный крахмал), измельченная ореховая скорлупа, тонкодисперсный полимерный гранулят (например, гранулированный полиэтилен или полипропилен), целлюлоза, графит, стеариновая кислота, малоновая кислота, соли стеариновой кислоты, соль малоновой кислота и так далее, которые в процессе последующей термической обработки деструктируют с выделением газообразных продуктов и/или химически превращаются в газообразные соединения.
Кроме того, порошкообразный исходный материал (материал О), подлежащий выполняемому согласно изобретению уплотнению, может содержать добавляемые к нему в качестве дополнительного вспомогательного средства внешние смазки, которые, например, снижают трение покоя между изготовленным согласно изобретению кольцеобразным предварительным формованным изделием и внутренними стенками отверстия матрицы. В качестве подобных внешних смазок, соответственно лубрикантов, можно использовать, например, графит, сажу, полиэтиленгликоль, стеариновую кислоту, соли стеариновой кислоты, крахмал, полиакриловую кислоту, минеральное масло, растительное масло, воду, нитрид бора, трифторид бора, глицерин, тонкодисперсный тефлоновый порошок и/или простые эфиры целлюлозы (при этом следует подчеркнуть, что преимуществом предлагаемого в изобретении способа является также минимальная потребность во вспомогательных средствах указанного выше типа). В процессе последующей термической обработки кольцеобразных предварительных формованных изделий с целью предлагаемого в изобретении придания им необходимой формы указанные выше внешние смазки также могут деструктировать, соответственно химически превращаться, выделяя в некоторых случаях газообразные вещества.
В качестве других вспомогательных средств для придания формы порошкообразный исходный материал (материал О), подлежащий выполняемому согласно изобретению уплотнению, может содержать добавляемые к нему армирующие средства, которые способствуют прочному взаимному сцеплению компонентов образующегося прессованного изделия. К подобным армирующим средствам относятся, например, микроволокна из стекла, асбеста, карбида кремния и/или титаната калия.
Общее количество используемых для придания формы вспомогательных средств, как правило, составляет не более 30% масс. в большинстве случаев не более 20% масс. часто не более 10% масс. в пересчете на общее количество порошкообразного исходного материала (исходного материала О), подлежащего выполняемому согласно изобретению уплотнению.
В соответствии с предлагаемым в изобретении способом обычно используют органолептически сухой порошкообразный исходный материал (материал О). Однако указанный материал может содержать до 10% (в пересчете на его общую массу добавляемых к нему веществ, которые в нормальных условиях (при температуре 25°С и атмосферном давлении) являются жидкостями. Однако предлагаемый в изобретении способ можно использовать также в том случае, если порошкообразный исходный материал (исходный материал О) в основном не содержит указанных жидких веществ. Порошкообразный исходный материал (порошкообразный исходный материал О), очевидно, может содержать также твердые сольваты (например, гидраты), указанные жидкие вещества, в которых присутствуют в химически и/или физически связанной форме. Подобные сольваты в процессе термической обработки, как правило, также деструктируют с высвобождением газообразной сольватированной фазы. Остаточная влажность исходного материала, который подлежит выполняемому согласно изобретению уплотнению, согласно изобретению предпочтительно составляет <10% масс. причем в отсутствие кристаллизационной воды (соответственно кристаллической сольватированной фазы) она, как правило, составляет <5% масс.
Диаметр по меньшей мере 90% масс. частиц тонкодисперсного порошкообразного исходного материала (порошкообразного исходного материала O без учета добавляемых к нему средств для придания формы и пористости), подлежащего выполняемому согласно изобретению уплотнению, в технически целесообразном варианте находится в интервале от 10 до 2000 мкм, часто от 20 до 1800 мкм, от 30 до 1700 мкм, от 40 до 1600 мкм или от 50 до 1500 мкм. Особенно часто указанный диаметр частиц находится в интервале от 100 до 1500 мкм или от 150 до 1500 мкм.
Предлагаемую в изобретении термическую обработку изготовленных согласно изобретению кольцеобразных предварительных формованных изделий в принципе можно осуществлять под вакуумом, в инертной атмосфере (например, в атмосфере азота, благородных газов, водяного пара, диоксида углерода и так далее), в восстанавливающей атмосфере (например, в атмосфере водорода или аммиака) или в окисляющей атмосфере. Окисляющая атмосфера, как правило, содержит молекулярный кислород. Типичной окисляющей атмосферой является, например, смесь инертного газа (азота, благородных газов, водяного пара, диоксида углерода и так далее) с молекулярным кислородом, причем содержание молекулярного кислорода обычно составляет по меньшей мере 0,1% об., часто по меньшей мере 0,2% об., по меньшей мере 0,5% об. или по меньшей мере 1 % об., а также по меньшей мере 10% об. или по меньшей мере 20% об. Содержание молекулярного кислорода в подобных смесях, очевидно, может составлять также 30% об., 40% об., 50% об. или более. В качестве окисляющей атмосферы для указанной термической обработки, очевидно, можно использовать также чистый молекулярный кислород. Окисляющую термическую обработку нередко осуществляют в атмосфере воздуха. В общем случае термическую обработку можно осуществлять в неподвижной или движущейся газовой атмосфере (например, в потоке воздуха).
При этом в контексте настоящего изобретения под атмосферой (соответственно газовой атмосферой), в которой осуществляют термическую обработку, не имеют в виду газы, выделяющиеся из изготовленных согласно изобретению кольцеобразных предварительных формованных изделий при их термической обработке вследствие протекания процессов деструкции и/или химических процессов. Хотя газовая атмосфера, в которой осуществляют подобную термическую обработку, очевидно, и может исключительно или частично состоять из указанных газов. Температура обработки и атмосфера, в которой ее осуществляют, в течение процесса обработки могут быть постоянными или переменными. В случае если результатом последующей термической обработки изготовленных согласно изобретению кольцеобразных предварительных формованных изделий должны стать кольцеобразные (оксидные) сплошные катализаторы, активной массой которых является по меньшей мере один мультиметаллоксид, термическую обработку нередко осуществляют при температурах от 150 до 650°С, часто от 200 до 600°С, от 250 до 550°С или от 300 до 500°С. В соответствии с настоящим изобретением под мультиметаллоксидом подразумевают не простую смесь разных оксидов металлов, а сложное полиоксисоединение, которое помимо атомов кислорода содержит атомы по меньшей мере двух отличающихся друг от друга металлов (металлических компонентов).
В настоящем описании неоднократно указывалось, что предлагаемый в изобретении способ прежде всего пригоден для изготовления кольцеобразных предварительных формованных изделий, из которых путем термической обработки могут быть получены кольцеобразные (оксидные) формованные катализаторы или, проще говоря, кольцеобразные катализаторы (например, в случае если каталитически активным компонентом кольцеобразных формованных катализаторов является мультиметаллоксид). Кольцеобразные предварительные формованные изделия, которые могут быть изготовлены согласно настоящему изобретению, в настоящем описании называют также кольцеобразными предварительными формованными катализаторами.
При этом кольцеобразный формованный катализатор в наиболее простом случае может состоять только из каталитически активного компонента (например, мультиметаллоксида). Он может содержать также каталитически активный компонент (например, мультиметаллоксид), который разбавлен инертным материалом. При этом в том и другом случае речь идет о сплошном кольцеобразном формованном катализаторе. В случае если активным компонентом является мультиметаллоксид, речь в настоящем описании идет о кольцеобразном мультиметаллоксидном сплошном катализаторе.
Кольцеобразные мультиметаллоксидные сплошные катализаторы особенно пригодны для гетерогенного катализа частичного газофазного окисления органических соединений молекулярным кислородом (смотри, например, немецкую заявку на патент DE-A 102005037678, а также немецкие заявки на изобретение с регистрационными номерами 102007028332.8, 102007025869.2, 102007017080.9 и 102007003778.5).
Под полным окислением органического соединения молекулярным кислородом в настоящем описании подразумевают ситуацию, в соответствии с которой при реакционном воздействии молекулярного кислорода на органическое соединение происходит превращение содержащегося в последнем общего водорода в оксиды водорода. Любые происходящие при реакционном воздействии молекулярного кислорода экзотермические превращения органического соединения, которые отличаются от указанного выше превращения (например, включая аммоксидирование и оксихлорирование, которые осуществляют при одновременном присутствии аммиака, соответственно водородхлорида) в настоящем описании считают частичным окислением органического соединения. В соответствии с настоящим изобретением под частичным окислением подразумевают, в частности, такие протекающие под реакционным воздействием молекулярного кислорода экзотермические превращения органических соединений, при которых подлежащее частичному окислению органическое соединение по завершении превращения содержит химически связанные атомы кислорода в количестве, которое по меньшей мере на один атом больше, чем до осуществления частичного окисления.
Примерами реакций гетерогенно катализируемого частичного газофазного окисления являются реакции окисления пропилена в акролеин, окисления изобутилена в метакролеин, окисления метакролеина в метакриловую кислоту, а также окисления углеводородов с четырьмя атомами углерода в малеиновый ангидрид. Гетерогенно катализируемое частичное газофазное окисление обычно осуществляют, например, в охлаждаемых солевыми расплавами кожухотрубных реакторах. При этом катализаторы, при необходимости, разбавленные инертными формованными телами, находятся в реакционных трубках, через которые пропускают реакционную газовую смесь.
Технология изготовления кольцеобразных мультиметаллоксидных сплошных катализаторов может состоять в том, что сначала получают тонкодисперсный исходный материал, состоящий из источников элементарных компонентов каталитически активного мультиметаллоксида и при необходимости совместно используемых вспомогательных средств для придания формы (например, порообразующих средств, внешней смазки и армирующих средств), из которого предлагаемым в изобретении способом изготавливают кольцеобразный мультиметаллоксидный предварительный формованный сплошной катализатор. При этом источниками элементарных компонентов мультиметаллоксида могут являться оксиды металлов, которые в обычных условиях, как правило, находятся в твердом агрегатном состоянии, и/или соединения металлов, которые могут быть преобразованы в оксиды металлов (последние в обычных условиях, как правило, находятся в твердом агрегатном состоянии) путем нагревания (термической обработки) (по меньшей мере термической обработкой в присутствии газообразного молекулярного кислорода и/или высвобождающих газообразный кислород компонентов).
В результате последующей термической обработки кольцеобразного мультиметаллоксидного сплошного предварительного формованного катализатора, осуществляемой, например, в температурном интервале от 200 до 800°С или от 300 до 600°С может быть получен кольцеобразный мультиметаллоксидный сплошной катализатор.
Порошкообразными исходными материалами, подлежащими использованию для осуществляемого согласно изобретению изготовления кольцеобразных мультиметаллоксидных сплошных предварительных формованных катализаторов, как правило, являются порошкообразные исходные материалы HW* или HW**. Однако согласно изобретению, прежде всего, используют порошкообразные исходные материалы О. При этом все указанные в настоящем описании варианты исполнения порошкообразных исходных материалов О, HW* и HW" равным образом пригодны для выполнения предлагаемого в изобретении уплотнения. Предпочтительными кольцеобразными мультиметаллоксидными сплошными предварительными формованными катализаторами согласно изобретению, как правило, являются кольцеобразные формованные изделия F, предпочтительные кольцеобразные формованные изделия FLII.
Предлагаемый в изобретении способ изготовления предварительных формованных изделий пригоден, в частности, для изготовления кольцеобразных мультиметаллоксидных сплошных катализаторов, содержащих в качестве каталитически активного компонента по меньшей мере один мультиметаллоксид, в котором молибден (Мо), ванадий (V) или фосфор (Р) является тем отличающимся от кислорода элементом, который в количественном отношении чаще всего содержит мультиметаллоксид (при этом под мультиметаллоксидом подразумевают соединение, которое содержит атомы по меньшей мере двух указанных отличающихся от кислорода элементов).
Предлагаемый в изобретении способ особенно пригоден для изготовления формованных кольцеобразных мультиметаллоксидных сплошных катализаторов (прежде всего предварительных формованных кольцеобразных изделий F, соответственно FLII), содержащих в качестве каталитически активного компонента по меньшей мере один мультиметаллоксид, который включает атомы молибдена (Мо) и железа (Fe), атомы молибдена (Мо), железа (Fe) и висмута (Bi), атомы молибдена (Мо) и висмута (Bi), атомы молибдена (Мо), висмута (Bi) и фосфора (Р) или атомы ванадия (V) и фосфора (Р) (прежде всего, если одновременно соблюдается указанное выше условие частоты присутствия указанных атомов). Кольцеобразные мультиметаллоксидные сплошные катализаторы, стоящие в приведенном выше перечне на первой позиции, прежде всего пригодны для гетерогенно катализируемого частичного газофазного окисления метанола в формальдегид. Вторые по счету мультиметаллоксидные катализаторы прежде всего пригодны для гетерогенно катализируемого частичного газофазного окисления пропилена в акролеин. Третьи по счету катализаторы, прежде всего, пригодны для гетерогенно катализируемого частичного газофазного окисления акролеина в акриловую кислоту, тогда как четвертые по счету катализаторы прежде всего пригодны для гетерогенно катализируемого частичного газофазного окисления метакролеин в метакриловую кислоту, а катализаторы, стоящие в указанном перечне на пятом месте, прежде всего пригодны для гетерогенно катализируемого частичного газофазного окисления н-бутана в малеиновый ангидрид.
С целью предлагаемого в изобретении изготовления кольцеобразных предварительных формованных сплошных мультиметаллоксидных катализаторов предпочтительно используют нижний пуансон с плоской верхней торцовой поверхностью и верхний пуансон с плоской нижней торцовой поверхностью (при этом указанные торцовые поверхности предпочтительно конгруэнтны относительно друг друга). Однако, как указано выше, кольцеобразные предварительные формованные сплошные мультиметаллоксидные катализаторы, очевидно, можно изготавливать также с использованием пуансонов, которые обладают искривленными торцовыми поверхностями.
Информация, относящаяся к каталитически активным мультиметаллоксидам указанного выше типа, включая порошкообразные исходные материалы, используемые для предлагаемого в изобретении изготовления соответствующих кольцеобразных предварительных формованных мультиметаллоксидных сплошных катализаторов, содержится, в частности, в международной заявке WO 2005/030393, европейских заявках на патент ЕР-А 467144 и ЕР-А 1060792, немецкой заявке на патент DE-A 19855913, международной заявке WO 01/68245, европейской заявке на патент ЕР-А 1060792, научно-исследовательской работе RD 2005-497012, немецких заявках на патент DE-A 102005035978 и DE-A 102005037678, международных заявках WO 03/78059 и WO 03/078310, немецкой заявке на патент DE-А 19922113, международных заявках WO 02/24620 и WO 02/062737, немецких заявках на изобретение с регистрационными номерами 102007028332.8, 102007025869.2 и 102007017080.9, а также в заявке США на патент US-A 2005/0131253.
При этом в наиболее простом случае порошкообразные исходные материалы, подлежащие выполняемому согласно изобретению уплотнению, могут быть получены путем приготовления пригодной для формования, тонкодисперсной, максимально однородной смеси стехиометрических количеств источников элементарных компонентов целевого каталитически активного мультиметаллоксида, причем в начале приготовления указанной смеси и/или позже могут быть добавлены указанные выше вспомогательные средства для формования (включая усиливающие вспомогательные средства).
Как указано выше, пригодными источниками элементарных компонентов целевого мультиметаллоксида в принципе являются соединения металлов, под которыми подразумевают оксиды металлов и/или соединения металлов, которые могут быть преобразованы в соответствующие оксиды путем нагревания, осуществляемого по меньшей мере в присутствии газообразного молекулярного кислорода и/или высвобождающих газообразный кислород компонентов. Источник кислорода, например, в виде пероксида, в принципе может являться также компонентом исходной смеси веществ (порошкообразного исходного материала). Порошкообразный исходный материал может содержать также добавленные к нему соединения, например, такие как NH4OH, (NH4)2CO3, NH4NO3, карбамид, NH4CHO2, NH4CH3CO2, оксалат аммония, гидраты указанных соединений и/или органические компоненты, например, такие как стеариновая кислота, которые в качестве порообразователей способны полностью распадаться и/или деструктировать при термической обработке до газообразных улетучивающихся соединений.
Приготовление формуемой согласно изобретению, предпочтительно однородной, порошкообразной, тонкодисперсной смеси исходных соединений (источников элементарных компонентов целевого мультиметаллоксида) можно осуществлять как в сухом, так и во влажном варианте. В случае более целесообразного сухого перемешивания исходные соединения используют в виде тонкодисперсного порошка с диаметром частиц d50, находящимся в интервале от 1 до 200 мкм, предпочтительно от 2 до 180 мкм, особенно предпочтительно от 3 до 170 мкм и еще более предпочтительно от 4 до 160 мкм, от 5 до 150 мкм, от 10 до 150 мкм или от 15 до 150 мкм. Для измерения распределения частиц по размеру, а также диаметра частиц d10, d50 и d90 (в общем случае dx) соответствующий сухой тонкодисперсный порошок по желобу поступает в сухой диспергатор Sympatec RODOS (фирма Sympatec GmbH, System-Partikel-Technik, Am Pulverhaus 1, D-38678 Clausthal-Zellerfeld), в котором его подвергают диспергированию сжатым воздухом, а затем в измерительном элементе продувают свободной струей. После этого согласно ISO 13320 с помощью лазерного дифракционного спектрометра Malvern Mastersizer S (фирма Malvern Instruments, Worcestshire WR14 1AT, Великобритания) определяют распределение частиц по размеру в пересчете на объем. Результатом соответствующих измерений является диаметр (dx) в виде общего объема частиц X %, обладающих равным или меньшим диаметром. После добавления вспомогательного средства для формования можно осуществлять предлагаемое в изобретении формование. К пригодным вспомогательным средствам относится, например, используемый в качестве внешней смазки графит, а также микроволокна из стекла, асбеста, карбида кремния и/или титаната калия. В наиболее общем случае исходное соединение может являться источником более чем одного элементарного компонента.
Вместо того, чтобы для обеспечения необходимой предварительной геометрической формы осуществлять непосредственное формование смеси, полученной смешиванием порошкообразных источников элементарных компонентов целевого мультиметаллоксида, часто оказывается целесообразным в качестве первой стадии формования осуществлять промежуточное уплотнение, которое позволяет увеличить размеры частиц порошка (как правило, до диаметра d50 от 100 до 2000 мкм, предпочтительно от 150 до 1500 мкм, особенно предпочтительно от 400 до 1000 мкм).
При этом перед промежуточным уплотнением можно добавлять, например, используемый в качестве соответствующего вспомогательного средства графит. Затем осуществляют предлагаемое в изобретении формование состоящего из укрупненных частиц порошка, причем при необходимости предварительно можно повторно добавлять, например, тонкодисперсный графит, а также при необходимости другие вспомогательные средства для формования (включая армирующие средства).
Однако гомогенное смешивание источников элементарных компонентов мультиметаллоксида предпочтительно осуществляют во влажном виде. При этом исходные соединения обычно смешивают друг с другом, например, в виде соответствующих водных растворов и/или суспензий (при этом в качестве растворителя и/или дисперсионной среды можно использовать также жидкости, например, такие как изобутанол). При этом особенно однородные формуемые смеси получают в случае, если осуществляют смешивание источников элементарных компонентов, которые находятся исключительно в растворенном состоянии. В качестве растворителя предпочтительно используют воду, хотя можно использовать также жидкости, например, такие как изобутанол. Затем полученный раствор или суспензию подвергают сушке, которую предпочтительно осуществляют методом распылительной сушки при температуре на выходе из соответствующей сушилки, составляющей от 100 до 150°С (в некоторых случаях сушку можно осуществлять также путем фильтрования и последующей сушки фильтровального осадка). Диаметр частиц d50 получаемого в результате распыления порошка в типичном случае составляет от 10 до 50 мкм. В случае использования воды в качестве жидкой среды ее содержание в получаемом в результате распыления порошке обычно составляет не более 20% масс., предпочтительно не более 15% масс. особенно предпочтительно не более 10% масс. в пересчете на массу порошка. Указанные количественные данные, как правило, относятся также и к использованию других жидких растворителей, соответственно диспергаторов. После добавления к соответствующей порошкообразной сухой массе вспомогательного средства для придания необходимой формы (или без добавления указанного средства) тонкодисперсная порошкообразная смесь исходных веществ (порошкообразный исходный материал) может быть подвергнута уплотнению (формованию), приводящему к образованию необходимого мультиметаллоксидного сплошного предварительного формованного катализатора. Тонкодисперсные вспомогательные средства для формования можно частично или полностью добавлять также перед распылительной сушкой.
Частичное удаление растворителя, соответственно диспергатора, может быть целесообразным также в том случае, если предусмотрено совместное использование вспомогательного средства для формования.
Перед добавлением, например, тонкодисперсного графита в качестве внешней смазки можно осуществлять также первичную термическую обработку сухого порошка. В подобном случае после добавления, например, графита осуществляют предлагаемое в изобретении формование, а также последующую дополнительную термическую обработку.
Вместо непосредственного формования тонкодисперсной смеси исходных веществ на основе подвергнутого распылительной сушке порошка нередко оказывается целесообразным в качестве первой стадии формования осуществлять промежуточное уплотнение, благодаря которому диаметр частиц порошка возрастает, составляя от 100 до 2000 мкм, предпочтительно от 150 до 1500 мкм, особенно предпочтительно от 400 до 1000 мкм.
При этом, например, графит в качестве вспомогательного средства для уплотнения можно добавлять до промежуточного уплотнения. Затем осуществляют окончательное (непосредственное) предлагаемое в изобретении формование смеси, содержащей порошок с увеличенным диаметром частиц, перед которым при необходимости вновь может быть добавлен тонкодисперсный графит, а также при необходимости другие вспомогательные средства для формования, например, такие как армирующая добавка.
В качестве источников элементарных компонентов мультиметаллоксидных катализаторов, очевидно, можно использовать также исходные соединения, которые, в свою очередь, получены путем термической обработки исходных веществ (источников элементов) и обладают мультиметаллоксидной природой. Исходные соединения прежде всего могут быть элементарными компонентами мультиметаллической природы.
Вся изложенная выше информация прежде всего относится к случаю, если каталитически эффективный (активный) мультиметаллоксид кольцеобразного мультиметаллоксидного сплошного катализатора обладает стехиометрическим составом общей формулы (XII):

в которой
X1 означает никель и/или кобальт,
X2 означает таллий, самарий, щелочной металл и/или щелочноземельный металл,
X3 означает цинк, фосфор, мышьяк, бор, сурьму, олово, церий, свинец, ванадий, хром, ниобий и/или вольфрам,
X4 означает кремний, алюминий, титан и/или цирконий,
а означает число от 0,2 до 5,
b означает число от 0,01 до 5,
с означает число от 0 до 10,
d означает число от 0 до 2,
е означает число от 0 до 8,
f означает число от 0 до 10 и
n означает число, которое определяется валентностью и количеством отличающихся от кислорода атомов в формуле (XII),
или стехиометрическим составом общей формулы (XIII):

в которой
Y1 означает только висмут или висмут и по меньшей мере один элемент, выбранный из группы, включающей теллур, сурьму, олово и медь,
Y2 означает молибден или вольфрам, или молибден и вольфрам,
Y3 означает щелочной металл, таллий и/или самарий,
Y4 означает щелочноземельный металл, никель, кобальт, медь, марганец, цинк, олово, кадмий и/или ртуть,
Y5 означает железо или железо и по меньшей мере один из элементов, выбранный из группы, включающей ванадий, хром и церий,
Y6 означает фосфор, мышьяк, бор и/или сурьму,
Y7 означает редкоземельный металл, титан, цирконий, ниобий, тантал, рений, рутений, родий, серебро, золото, алюминий, галлий, индий, кремний, германий, свинец, торий и/или уран,
Y8 означает молибден или вольфрам, или молибден и вольфрам,
а′ означает число от 0,01 до 8,
b′ означает число от 0,1 до 30,
с′ означает число от 0 до 4,
d′ означает число от 0 до 20,
е′ означает число от 0 до 20,
f′ означает число от 0 до 6,
g′ означает число от 0 до 15,
h′ означает число от 8 до 16,
х′ и y′ соответственно означают числа, которые определяются валентностью и количеством отличающихся от кислорода атомов в формуле (XIII), и
р и q соответственно означают числа, причем отношение p/q находится в интервале от 0,1:1 до 10:1.
Указанные выше кольцеобразные мультиметаллоксидные сплошные катализаторы особенно пригодны для использования в качестве катализаторов газофазного каталитический частичного окисление пропилена в акролеин, а также изобутилена, трет-бутанола или его метилового эфира в метакролеин, отличающихся повышенной селективностью и активностью.
С целью предлагаемого в изобретении изготовления соответствующих кольцеобразных мультиметаллоксидных сплошных предварительных формованных катализаторов сначала из источников элементарных компонентов активного мультиметаллоксида получают пригодную для формования тонкодисперсную смесь исходных веществ (порошкообразный исходный материал), которую после добавления вспомогательных средств для формования (в этой связи смотри, например, немецкие заявки на патент DE-A 102005037678, DE-A 102007003778, DE-A 102007028332 и цитируемый в этих публикациях уровень техники), включая при необходимости используемое армирующее средство, подвергают выполняемому согласно изобретению уплотнению, предпочтительно получая кольцеобразный сплошной предварительный формованный катализатор F, соответственно FLII.
При этом предел прочности при боковом сжатии кольцеобразного мультиметаллоксидного сплошного предварительного формованного катализатора, получаемого в результате предлагаемого в изобретении формования, предпочтительно составляет ≥10≤40 Н, лучше ≥10≤35 Н и еще лучше ≥12≤30 Н. Предел прочности при боковом сжатии кольцеобразного мультиметаллоксидного сплошного предварительного формованного катализатора предпочтительно составляет ≥13 и ≤27 Н, соответственно ≥14 и ≤25 Н. Предел прочности при боковом сжатии кольцеобразного мультиметаллоксидного сплошного предварительного формованного катализатора еще более предпочтительно составляет от ≥15 и ≤22 Н.
При этом зернистость (диаметр частиц) порошкообразного исходного материала, подлежащего выполняемому согласно изобретению уплотнению (исключая подлежащие добавлению вспомогательные средства), предпочтительно имеет интервал от 200 до 1500 мкм, особенно предпочтительно от 400 до 1000 мкм (указанную зернистость обеспечивают, например, путем промежуточного уплотнения). Указанной зернистостью в благоприятных случаях обладает по меньшей мере 80% масс., предпочтительно по меньшей мере 90% масс. и особенно предпочтительно 95% масс., 98% масс. или более порошкообразного исходного материала.
Под пределом прочности при боковом сжатии кольцеобразного мультиметаллоксидного сплошного предварительного формованного катализатора в соответствии с настоящим изобретением подразумевают прочность при сжатии указанного предварительного формованного кольцеобразного изделия в направлении, перпендикулярном оси его симметрии (то есть параллельно поверхности его отверстия). Указанные в настоящем описании значения предела прочности при боковом сжатии определены с помощью предназначенной для испытания материалов машины типа Z 2.5/TS15 фирмы Zwick GmbH & Со (D-89079, Ульм). Испытательные машины указанного типа обладают конструкцией, предусматривающей плавное, статическое, пульсирующее или переменное воздействие квазистатической нагрузки. Они пригодны для испытания на растяжение, сжатие и изгиб. Соответствующий датчик усилия типа KAF-TC фирмы A.S.T. (D-01307, Дрезден) с выпускным номером 03-2038 откалиброван в соответствии с DIN EN ISO 7500-1 и пригоден для использования в рабочем диапазоне от 1 до 500 Н (относительная погрешность измерения составляет ±0,2%).
Измерения осуществляют с соблюдением следующих параметров:
При этом сначала верхний пуансон испытательной машины медленно опускают, пока он не приблизится к боковой поверхности кольцеобразного сплошного предварительного формованного катализатора. После этого перемещение верхнего пуансона прекращают, а затем возобновляют с гораздо меньшей скоростью, необходимой для предварительного нагружения образца.
Пределом прочности при боковом сжатии согласно изобретению считают предварительное нагружение сплошного предварительного формованного катализатора, которое сопровождается трещинообразованием.
Мультиметаллоксидным активным массам формулы (XII) соответствуют следующие предпочтительные значения стехиометрических коэффициентов: коэффициент b составляет от 2 до 4, коэффициент с составляет от 3 до 10, коэффициент d составляет от 0,02 до 2, коэффициент е составляет от 0 до 5 и коэффициент а составляет от 0,4 до 2. Стехиометрический коэффициент f предпочтительно составляет 0,5 или находится в интервале от 1 до 10. В особенно предпочтительном варианте указанными выше предпочтительными значениями обладают одновременно все указанные выше стехиометрические коэффициенты.
Кроме того, X1 предпочтительно означает кобальт, X2 предпочтительно означает калий (K), цезий (Cs) и/или стронций (Sr), особенно предпочтительно калий (K), X3 предпочтительно означает вольфрам (W), цинк (Zn) и/или фосфор (Р) и X4 предпочтительно означает кремний (Si). В особенно предпочтительном варианте одновременно все элементы Х1-Х4 являются такими, как указано выше.
В особенно предпочтительном варианте все стехиометрические коэффициенты от а до f и все элементы от X1 до X4 одновременно являются такими, как указано выше.
Предпочтительными представителями мультиметаллоксидов со стехиометрическим составом общей формулы (XIII) являются мультиметаллоксиды общей формулы (XIV):

в которой
Z2 означает молибден или вольфрам, или молибден и вольфрам,
Z3 означает никель и/или кобальт,
Z4 означает таллий, щелочной металл и/или щелочноземельный металл, предпочтительно калий (К), цезий (Cs) и/или стронций (Sr),
Z5 означает фосфор, мышьяк, бор, сурьму, олово, церий, ванадий, хром и/или висмут,
Z6 означает кремний, алюминий, титан и/или цирконий, предпочтительно кремний,
Z7 означает медь, серебро и/или золото,
Z8 означает молибден или вольфрам, или вольфрам и молибден,
а′′ означает число от 0,1 до 1,
b′′ означает число от 0,2 до 2,
с′′ означает число от 3 до 10,
d′′ означает число от 0,02 до 2,
е′′ означает число от 0,01 до 5, предпочтительно от 0,1 до 3,
f′′ означает число от 0 до 5,
g′′ означает число от 0 до 10, предпочтительно >0 до 10, особенно предпочтительно от 0,2 до 10, еще более предпочтительно от 0,4 до 3,
h′′ означает число от 0 до 1,
х′′ и y′′ соответственно означают числа, которые определяются валентностью и количеством отличающихся от кислорода атомов в формуле (XIV), и
р′′ и q′′ соответственно означают числа, причем отношение p′′/q′′ находится в интервале от 0,1:1 до 5:1, предпочтительно от 0,5:1 до 2:1.
Кроме того, предпочтительными представителями каталитически активных мультиметаллоксидов со стехиометрическим составом общей формулы (XIII) являются мультиметаллоксиды, содержащие трехмерные удлиненные области с химическим составом Y1a,Y2b,Ox′, которые отграничены от окружающего их материала в связи с отличием их состава от состава этого материала, причем наибольший диаметр указанных областей (наиболее длинная линия, проходящая через центр тяжести подобной области и соединяющая две точки, находящиеся непосредственно на ее граничной поверхности) составляет от 1 до 100 мкм, чаще всего от 10 до 500 нм, от 1 до 50 мкм или от 1 до 25 мкм.
Особенно предпочтительными являются каталитически активные мультиметаллоксиды со стехиометрическим составом формулы (XIII), в которой Y1 означает только висмут.
Согласно изобретению предпочтительными представителями каталитически активных мультиметаллоксидов со стехиометрическим составом общей формулы (XIV) являются мультиметаллоксиды, в которых Z2b′′ означает (вольфрам)b′′ и Z212 означает (молибден)12.
Кроме того, предпочтительными представителями каталитически активных мультиметаллоксидов со стехиометрическим составом общей формулы (XIV) являются мультиметаллоксиды, содержащие трехмерные удлиненные области с химическим составом Bia′′Z2b′′Ox", которые отграничены от окружающего их материала в связи с отличием их состава от состава этого материала, причем наибольший диаметр указанных областей (наиболее протяженная линия, проходящая через центр тяжести подобной области и соединяющая две точки, находящиеся непосредственно на ее граничной поверхности) составляет от 1 до 100 мкм, чаще всего от 10 до 500 нм, от 1 до 50 мкм или от 1 до 25 мкм
Кроме того, предпочтительным является вариант, в соответствии с которым по меньшей мере 25% мол., предпочтительно по меньшей мере 50% мол. и особенно предпочтительно 100% мол. трехмерных удлиненных областей с химическим составом [Y1a,Y2b,Ox′]p (соответственно[Bia′′22b′′Ох′′]р), которые отграничены от окружающего их материала в связи с отличием их состава от состава этого материала, от общего содержания подобных областей в каталитически активных мультиметаллоксидах со стехиометрическим составом общей формулы (XIII), соответственно общей формулы (XIV), обладают наибольшим диаметром, составляющим от 1 нм до 100 мкм.
В случае каталитически активных мультиметаллоксидов со стехиометрическим составом общих формул (XII), (XIII) и (XIV) для изготовления соответствующих кольцеобразных предварительных формованных катализаторов предлагаемым в изобретении способом в качестве внешней смазки помимо графита можно использовать также сажу, полиэтиленгликоль, стеариновую кислоту, крахмал, полиакриловую кислоту, минеральное масло, растительное масло, воду, трифторид бора и/или нитрид бора. Согласно изобретению в качестве внешней смазки можно использовать также глицерин и простые эфиры целлюлозы. Согласно изобретению в качестве вспомогательного средства для формования предпочтительно используют только графит. Суммарное количество добавляемого графита, как правило, составляет ≤15% масс., в большинстве случаев ≤9% масс., часто ≤5% масс. или ≤4% масс. в пересчете на массу, подлежащую формованию в кольцеобразный сплошной предварительный формованный катализатор. Количество указанной добавки согласно изобретению обычно составляет менее 0,5% масс., в большинстве случаев менее 2,5% масс. При этом в качестве графита предпочтительно используют продукты Asbury 3160 и Asbury 4012 фирмы Asbury Graphite Mills Inc. (Нью-Джерси, 08802, США), а также Timrex® T44 фирмы Timcal Ltd. (6743 Бодио, Швейцария).
При необходимости, можно дополнительно добавлять также тонкодисперсные армирующие средства, такие как микроволокна из стекла, асбеста, карбида кремния или титаната калия.
Термическую обработку кольцеобразных мультиметаллоксидных сплошных предварительных формованных катализаторов, которые согласно изобретению могут быть изготовлены указанным выше образом, как правило, осуществляют при температурах выше 350°С. Однако температура подобной термической обработки не должна составлять более 650°С. Согласно изобретению термическую обработку осуществляют при температуре, которая предпочтительно составляет не более 600°С, предпочтительно не более 550°С, особенно предпочтительно не более 510°С. Предпочтительной является также термическая обработка кольцеобразного сплошного предварительного формованного катализатора, температура которой составляет не более 380°С, предпочтительно не более 400°С, особенно предпочтительно не более 420°С и еще более предпочтительно не более 440°С. При этом температуру в процессе термической обработки можно изменять. Так, например, сначала термическую обработку можно осуществлять при температуре от 150 до 350°С, предпочтительно от 220 до 290°С, а затем при температуре от 400 до 600°С, предпочтительно от 430 до 550°С.
Длительность термической обработки кольцеобразных сплошных предварительных формованных катализаторов на основе мультиметаллоксидов общих формул (XII), (XIII) и (XIV) обычно составляет несколько часов (в большинстве случаев свыше 5 часов). Общая длительность термической обработки указанных формованных катализаторов часто составляет более 10 часов. Однако в большинстве случаев она не превышает 45 часов или 25 часов. Указанная общая длительность обработки часто составляет менее 20 часов. В предпочтительном варианте осуществления изобретения термическую обработку кольцеобразных сплошных предварительных формованных катализаторов осуществляют в температурном интервале ≥400°С, соответственно ≥440°С, до 500°С, соответственно 460°С, в течение промежутка времени от 5 до 20 часов.
Термическую обработку (а также описанную ниже операцию деструкции) указанных выше кольцеобразных сплошных предварительных формованных катализаторов на основе мультиметаллоксидов общих формул (XII), (XIII) и (XIV) можно осуществлять в атмосфере инертного газа, в окислительной атмосфере, например, в атмосфере воздуха (смеси инертного газа с кислородом), а также в восстанавливающей атмосфере (например, смеси, содержащей инертный газ, аммиак, монооксид углерода и/или водород, метан, акролеин или метакролеин). Термическую обработку указанных формованных катализаторов, очевидно, можно осуществлять также под вакуумом.
Термическую обработку кольцеобразных мультиметаллоксидных сплошных предварительных формованных катализаторов, в принципе, можно осуществлять в печах самого разного типа, например, в обогреваемых камерах с циркуляцией воздуха, печах с решетчатыми полками, ротационных трубчатых печах, оснащенных ленточным транспортером печах для обжига или шахтных печах. Термическую обработку указанных формованных катализаторов предпочтительно рекомендуется осуществлять в оснащенных ленточным транспортером печах, которые описаны в немецкой заявке на патент DE-A 10046957 и международной заявке WO 02/24620.
Целью осуществляемой при температурах ниже 350°С термической обработки кольцеобразных мультиметаллоксидных сплошных предварительных формованных катализаторов, как правило, является термическая деструкция содержащихся в них источников элементарных компонентов соответствующих необходимых кольцеобразных мультиметаллоксидных сплошных катализаторов. Подобную деструкцию часто осуществляют при нагревании кольцеобразных мультиметаллоксидных сплошных предварительных формованных катализаторов до температуры ≥350°С.
Особенно предпочтительный вариант изготовления каталитически активных мультиметаллоксидов со стехиометрическим составом общей формулы (XIII) или (XIV) предусматривает предварительное формирование смешанного оксида Y1a′Y2b′Ox′, соответственно, Bia′′Z2b′′Ox′′, в качестве источника элементов Y1, Y2, соответственно висмута (Bi), а также Z2, которое осуществляют в отсутствие прочих компонентов мультиметаллоксида, последующее приготовление пригодной для последующего формования тонкодисперсной смеси указанного предварительно сформированного смешанного оксида с источниками прочих компонентов мультиметаллоксида, которое выполняют указанным выше методом, добавление вспомогательного средства для формования и выполняемое согласно изобретению формование кольцеобразного мультиметаллоксидного сплошного предварительного формованного катализатора.
При реализации указанной последовательности технологических операций следует учитывать, что в случае если приготовление пригодной для последующего формования тонкодисперсной смеси осуществляют во влажном состоянии (в суспензии), предварительно сформированные смешанные оксиды Y1a′Y2b′Ox′, соответственно, Bia′′Z2b′′x′′, не способны в достаточно полном объеме переходить в раствор.
Указанная выше технология подробно описана в немецкой заявке на патент DE-A 4407020, европейских заявках на патент ЕР-А 835 и ЕР-А 575897, немецкой заявке на патент DE-C 3338380, а также в немецкой заявке на изобретение с регистрационным номером 102007003778.5.
Так, например, водорастворимые соли Y1, такие как нитраты, карбонаты, гидроксиды или ацетаты, можно смешать в воде с содержащими Y2 кислотами или соответствующими солями аммония, полученную смесь подвергнуть сушке (предпочтительно распылительной сушке) и сухую массу подвергнуть последующей термической обработке. Термически обработанную массу целесообразно подвергнуть последующему измельчению (например, в шаровой мельнице или путем струйного размалывания), путем выполняемой известными методами классификации (например, путем влажного или сухого просеивания) отделить от полученного при этом порошка, как правило, состоящего из частиц преимущественно сферической формы, фракцию обладающих наибольшим диаметром частиц, необходимую для изготовления активного мультиметаллоксида со стехиометрическим составом общей формулы (XIII), соответственно (XIV), предпочтительно смешать указанную фракцию с тонкодисперсным диоксидом кремния (в целесообразном варианте диаметр обычно обладающих преимущественно сферической формой частиц диоксида кремния d5o находится в интервале от 100 нм до 15 мкм), используемым в количестве от 0,1 до 3% масс. в пересчете на массу указанной выше фракции, и таким образом получить исходную массу 1. Термическую обработку целесообразно осуществлять при температуре от от 400 до 900°С, предпочтительно от 600 до 900°С. Последнее прежде всего относится к случаю, если предварительно сформированный смешанный оксид обладает стехиометрическим составом BiZ2O6, Bi2Z22O9 и/или Bi2Z23O12, предпочтительным из которых является Bi2Z22O9, причем Z2 прежде всего означает вольфрам.
Термическую обработку обычно осуществляют в токе воздуха (например, в описанной в немецкой заявке на патент DE-A10325487 вращающейся трубчатой печи). Длительность термической обработки, как правило, составляет несколько часов.
Другим компонентом целевого активного мультиметаллоксида общей формулы (XIII), соответственно (XIV), является максимально однородная, предпочтительно тонкодисперсная сухая смесь (обозначаемая в настоящем описании исходной массой 2), которую в целесообразном варианте осуществления изобретения обычно получают, например, из известных источников элементарных компонентов мультиметаллоксидов (смотри, например, европейскую заявку на патент ЕР-А 835, немецкие заявки на патент DE-C 3338380 и DE-A 4407020, а также немецкую заявку на изобретение с регистрационным номером 102007003778.5): например, готовят водный раствор водорастворимых солей, таких как галогениды, нитраты, ацетаты, карбонаты или гидроксиды, причем полученный водный раствор подвергают, например, распылительной сушке, а нерастворимые в воде соли, например, оксиды, суспендируют в водной среде, а затем, например, подвергают распылительной сушке. Существенное значение при этом имеет то обстоятельство, что под компонентами исходной массы 2 подразумевают оксиды или соединения, которые могут быть преобразованы в оксиды путем нагревания, осуществляемого при необходимости в присутствии кислорода и/или источников кислорода. Затем исходную массу 1 и исходную массу 2 смешивают в необходимом количественном соотношении при добавлении вспомогательного средства для формования, получая смесь, пригодную для формования кольцеобразного сплошного предварительного формованного катализатора. В технически целесообразном варианте формование можно осуществлять, реализуя указанную выше стадию промежуточного уплотнения.
В менее предпочтительном варианте предварительно сформированный смешанный оксид Y1a′Y2b′Ox′, соответственно Bia′′Z2b′′Ox′′, можно гомогенно смешивать также с источниками прочих компонентов целевой активной массы в жидкой, предпочтительно водной среде. Затем подобную смесь, например, сушат, получая однородную сухую смесь, которую подвергают описанному выше формованию и термической обработке. При этом в подобной жидкой среде могут находиться растворенные и/или суспендированные источники прочих компонентов, тогда как предварительно сформированный смешанный оксид находится в указанной жидкой среде преимущественно в нерастворенном, то есть суспендированном состоянии.
Частицы предварительно сформированного смешанного оксида содержатся в приготовленном кольцеобразном цельном катализаторе в преимущественно неизменной, установленной путем классификации наиболее удлиненной форме. В остальном соответствующая технология аналогична описанной в немецкой заявке на изобретение с регистрационным номером 102007003778.5. Приведенные в указанной заявке варианты кольцеобразных мультиметаллоксидных сплошных предварительных формованных катализаторов, а также получаемых из них кольцеобразных мультиметаллоксидных сплошных катализаторов относятся и к настоящему изобретению.
Предел прочности при боковом сжатии получаемых, как описано выше, кольцеобразных сплошных катализаторов на основе мультиметаллоксидов общих формул (XII), (XIII) и (XIV) в типичных случаях составляет от 5 до 13 Н, часто от 8 до 11 Н.
Получаемые, как указано выше, кольцеобразные сплошные катализаторы прежде всего пригодны для катализа частичного окисления пропилена в акролеин, соответственно изобутилена и/или трет-бутанола в метакролеин. Указанное частичное окисление с использованием кольцеобразных сплошных катализаторов описано, например, в международных заявках WO 00/53557, WO 00/53558, немецкой заявке на патент DE-A 19910506, европейской заявке на патент ЕР-А 1106598, международной заявке WO 01/36364, немецких заявках на патент DE-A 19927624, DE-A 19948248, DE-A 19948523, DE-A 19948241, европейской заявке на патент ЕР-А 700714, немецких заявках на патент DE-A 10313213, DE-A 10313209, DE-А 10232748, DE-A 10313208, международной заявке WO 03/039744, европейской заявке на патент ЕР-А 279374, немецких заявках на патент DE-А 3338380, DE-A 3300044, европейской заявке на патент ЕР-А 575 897, немецких заявках на патент DE-A 102004003212, DE-A 102005013039, DE-A 102005009891, немецкой заявке на изобретение с регистрационным номером 102007003778.5, а также в немецких заявках на патент DE-А 102005010111, DE-A 102005009885 и DE-A 4407020, в которых, кроме того, содержится информация относительно загрузки кольцеобразных сплошных катализаторов, подобных изготавливаемых согласно настоящему изобретению, включая катализаторы, разбавленные инертными формованными изделиями. В последнем случае загрузку катализаторов, как правило, предпочтительно осуществляют таким образом, чтобы их удельная объемная активность непрерывно, скачкообразно и/или ступенчато возрастала в направлении течения реакционный газовой смеси.
Особенно предпочтительные мультиметаллоксиды, пригодные для частичного окисления пропилена в акролеин, обладают следующим стехиометрическим составом:
a) [Bi2W2O9×2WO3]0,4[Mo12Co5,5Fe2,94Si1,59K0,08Ox]1,
b) Mo12Ni6,5Zn2Fe2Bi1P0,0065K0,06Ox·10SiO2,
c) MO12Co7Fe2,94Bi0,6Si1,59K0,08Ox,
d) мультиметаллоксид II сплошного катализатора из примера 1 немецкой заявки на патент DE-A 19746210, и
e )мультиметаллоксид из примера 1 с европейской заявки на патент ЕР- А 015565.
Изложенная в настоящем описании информация относится также к случаю, если каталитически эффективный (активный) мультиметаллоксид кольцеобразного мультиметаллоксидного сплошного катализатора обладает стехиометрическим составом общей формулы (XV):

в которой:
X1 означает калий, рубидий и/или цезий,
X2 означает медь и/или серебро,
X3 означает церий, бор, цирконий, марганец и/или висмут,
а означает число от 0,5 до 3,
b означает число от 0,01 до 3,
с означает число от 0,2 до 3,
d означает число от 0,01 до 2,
е означает число от 0 до 2,
f означает число от 0 до 2, предпочтительно от 0,01 до 2,
g означает число от 0 до 1,
h означает число от 0 до 0,5, предпочтительно от 0,001 до 0,5, и
n означает число, которое определяется валентностью и количеством отличающихся от кислорода атомов в формуле (XV).
Предпочтительными являются мультиметаллоксиды общей формулы (XV), в которой h означает число от 0,03 до 0,5.
Особенно предпочтительными являются мультиметаллоксиды со стехиометрическим составом общей формулы (XV) из примеров осуществления изобретения В1-В15, приведенных в европейской заявке на патент ЕР-А 467144, а также мультиметаллоксиды общей формулы (XV), которые не содержат атомов калия (К) и/или рения (Re).
В цитированной выше европейской заявке на патент ЕР-А 467144 и в немецкой заявке на изобретение с регистрационным номером 102007003778.5 описано также изготовление кольцеобразных сплошных формованных катализаторов со стехиометрическим составом мультиметаллоксидов общей формулы (XV) и их применение в качестве катализаторов гетерогенно катализируемого газофазного частичного окисления метакролеина в метакриловую кислоту. Описания указанных документов соответствуют также контексту настоящего описания.
Таким образом, кольцеобразные сплошные предварительное формованное катализаторы на основе мультиметаллоксидов общей формулы (XV) могут быть изготовлены согласно изобретению тем, что пригодные в качестве исходных соединений соли соответствующих элементарных компонентов тонко распределяют в водной среде путем растворения и/или суспендирования (при необходимости при повышенной температуре и добавлении кислот или оснований), смешивают при необходимости в атмосфере инертного газа (во избежание нежелательных процессов окисления), полученную смесь сушат, например, путем упаривания или распылительной сушки, к полученной в результате сушки массе, находящейся в тонкодисперсном состоянии или переведенной в тонкодисперсное состояние, добавляют, например, графит в качестве внешней смазки, а также при необходимости другое указанное выше вспомогательное средство для формования, и полученную при этом тонкодисперсную массу подвергают выполняемому согласно изобретению формованию (уплотнению) с целью придания ей необходимой кольцеобразной конфигурации. Образующийся при этом предварительный формованный катализатор с целью преобразования в кольцеобразный формованный активный катализатор подвергают термической обработке. Термическую обработку предпочтительно осуществляют при температуре от 180 до 480°С, особенно предпочтительно от 250 до 450°С. При этом термическую обработку можно выполнять в указанной выше газовой атмосфере или в вакууме. В качестве инертной газовой атмосферы можно использовать, например, поток воздуха, азота, диоксида углерода или благородного газа. Термическую обработку можно осуществлять в несколько стадий с варьируемой температурой и/или в варьируемой атмосфере. Так, например, первую стадию термической обработки можно осуществлять при температуре от 200 до 260°С в атмосфере воздуха, вторую стадию при температуре от 420 до 460°С в атмосфере азота и третью стадию при температуре от 350 до 410°С вновь в атмосфере воздуха. Термическую обработку, как правило, предпочтительно осуществляют в потоке воздуха.
Изготовление кольцеобразных сплошных предварительных формованных катализаторов на основе мультиметаллоксидов общей формулы (XV) в основном аналогично описанному выше изготовлению кольцеобразных сплошных предварительных формованных катализаторов на основе мультиметаллоксидов общих формул (XII), (XIII) и (XIV), однако первые предпочтительно обладают повышенным пределом прочности при боковом сжатии.
Изготовление кольцеобразных сплошных предварительных формованных катализаторов на основе мультиметаллоксидов общей формулы (XV) аналогично также изготовлению катализаторов, описанному в немецкой заявке на изобретение с регистрационным номером 102007003778.5.
В соответствии с этим предпочтительным методом сушки водного раствора или суспензии источников элементарных компонентов целевого активного мультиметаллоксида общей формулы (XV) является, например, распылительная сушка. Получаемый в результате подобной сушки порошок с диаметром частиц d5o в интервале от 10 до 50 мкм с целью укрупнения последних подвергают промежуточному уплотнению предпочтительно после добавления используемого в качестве вспомогательного средства тонкодисперсного графита. В результате промежуточного уплотнения предпочтительно получают частицы с диаметром от 100 до 2000 мкм, предпочтительно от 150 до 1500 мкм, особенно предпочтительно от 400 до 1000 мкм. Затем осуществляют предлагаемое в изобретении формование состоящего из укрупненных частиц порошка, перед которым при необходимости вновь может быть добавлен тонкодисперсный графит (а также при необходимости другое вспомогательное средство для формования).
При указанном выше изготовлении кольцеобразных сплошных предварительных формованных катализаторов на основе мультиметаллоксидов общей формулы (XV) обычно используют сурьму в виде триоксида сурьмы, рений, например, в виде оксида рения(VII), молибден предпочтительно в виде соответствующей соли аммония или фосформолибденовой кислоты, бор, например, в виде борной кислоты, ванадий, как правило, в виде ванадата аммония или оксалата ванадия, фосфор предпочтительно в виде ортофосфорной кислоты или диаммонийфосфата, серу, например, в виде сульфата аммония, или катионные металлы обычно в виде нитратов, оксидов, гидроксидов, карбонатов, хлоридов, формиатов, оксалатов и/или ацетатов, соответственно их гидраты.
Кроме того, предлагаемый в изобретении способ пригоден для изготовления кольцеобразных мультиметаллоксидных сплошных предварительных формованных катализаторов с искривленными и/или неискривленными торцовыми поверхностями, активный мультиметаллоксид которых содержит ванадий, фосфор и кислород, причем указанные катализаторы пригодны для осуществления гетерогенно катализируемого газофазного окисления по меньшей мере одного углеводорода по меньшей мере с четырьмя атомами углерода (прежде всего н-бутана, н-бутилена и/или бензола) в малеиновый ангидрид. Активный мультиметаллоксид указанного катализатора может обладать стехиометрическим составом, например, общей формулы (XVI):

в которой:
X1 означает молибден (Мо), висмут (Bi), кобальт (Со), никель (Ni), кремний (Si), цинк (Zn), гафний (Hf), цирконий (Zr), титан (Ti), хром (Cr), марганец (Mn), медь (Cu), бор (В), олово (Sn) и/или ниобий (Nb),
X2 означает калий (К), натрий (Na), рубидий (Rb), цезий (Cs) и/или таллий (Tl),
b означает число от 0,9 до 1,5,
с означает число от 0 до 0,1,
d означает число от 0 до 0,1,
е означает 0 до 0,1, и
n означает число, которое определяется валентностью и количеством отличающихся от кислорода атомов в формуле (XVI).
Информация по поводу изготовления соответствующих порошкообразных исходных материалов и последующего, выполняемого согласно изобретению уплотнения в кольцеобразные предварительные формованные изделия (прежде всего F, соответственно FLII) содержится в относящихся к изготовлению подобных кольцеобразных систем публикациях (смотри, например, международную заявку WO 03/078310, немецкую заявку на изобретение с регистрационным номером 102007003778.5, международную заявку WO 01/68245, а также немецкую заявку на патент DE-A 102005035978).
Так, например, соответствующий процесс может включать следующие технологические операции:
a) взаимодействие соединения пятивалентного ванадия (например, V2O5) с органическим восстанавливающим растворителем (например, изобутанолом) в присутствии соединения пятивалентного фосфора (например, ортофосфорной и/или пирофосфорной кислоты) при нагревании до температуры от 75 до 205°С, предпочтительно от 100 до 120°С,
b) охлаждение реакционной смеси до температуры, составляющей предпочтительно от 40 до 90°С,
c) добавление фосфата железа(III),
d) повторное нагревание до температуры от 75 до 205°С, предпочтительно до температуры от 100 до 120°С,
e) выделение образовавшейся твердой предварительной массы, содержащей атомы ванадия, фосфора, железа и кислорода, например, путем фильтрования,
f) сушку и/или предварительную термическую обработку предварительной массы (при необходимости до наступления предварительного формования вследствие отщепления воды от предварительной массы),
g) добавление тонкодисперсного графита и последующее предлагаемое в изобретении формование в кольцеобразный мультиметаллоксидный сплошной предварительный формованный катализатор,
за которыми следует термическая обработка образовавшегося предварительного формованного катализатора, осуществляемая путем его нагревания в атмосфере, содержащей кислород, азот, благородные газы, диоксид углерода, монооксид углерода и/или водяной пар (смотри, например, текст описания международной заявки WO 03078310 со строки 16 на с. 20 по строку 35 на с. 21 включительно).
Настоящее изобретение включает также способ изготовления кольцеобразного мультиметаллоксидного сплошного предварительного формованного катализатора с искривленными и/или неискривленными торцовыми поверхностями, активный мультиметаллоксид которого содержит молибден (Мо), ванадий (V) и по меньшей мере один элемент, выбранный из группы, включающей теллур (Те) и сурьму (Sb) (подобные активные мультиметаллоксиды описаны, например, в европейской заявке на патент ЕР-А 962253, немецкой заявке на патент DE-A 10122027, европейской заявке на патент ЕР-А 608 838, немецкой заявке на патент DE-A 19835247, европейских заявках на патент ЕР-А 895809, ЕР-А 1254709, ЕР-А 1192987, ЕР-А 1262235, ЕР-А 1193240, японских заявках на патент JP-A 11-343261, JP-A11-343262, европейских заявках на патент ЕР-А 1090684, ЕР-А 1301457, ЕР-А 1254707, ЕР-А 1335793, немецких заявках на патент DE-A 10046672, DE-A 10034825, европейской заявке на патент ЕР-А 1556337, немецкой заявке на патент DE-A 10033121, международной заявке WO 01/98246 и европейской заявке на патент ЕР-А 1558569).
Указанные выше мультиметаллоксиды помимо молибдена (Мо), ванадия (V) и по меньшей мере одного элемента, выбранного из группы, включающей теллур (Те) и сурьму (Sb), нередко дополнительно содержат также ниобий (Nb). Получаемые из этих мультиметаллоксидов, как указано выше, кольцеобразные мультиметаллоксидные сплошные катализаторы пригодны для осуществления любых приведенных в цитированных выше публикациях гетерогенно катализируемых газофазных реакций (прежде всего реакций частичного окисления). Речь при этом идет, в частности, о гетерогенно катализируемом частичном газофазном окислении пропана в акриловую кислоту, а также акролеина в акриловую кислоту, метакролеина в метакриловую кислоту и изобутана в метакриловую кислоту.
Как неоднократно указывалось выше, предлагаемый в изобретении способ пригоден также для изготовления кольцеобразных предварительных формованных изделий (например, кольцеобразных предварительных формованных изделий F или кольцеобразных предварительных формованных изделий FLII), путем термической обработки которых могут быть получены кольцеобразные (оксидные) формованные носители, которые, в свою очередь, можно использовать, например, для изготовления кольцеобразных оболочечных катализаторов или кольцеобразных пропитанных катализаторов. Подобные кольцеобразные формованные носители, очевидно, можно использовать также в качестве инертных формованных изделий для разбавления стационарного слоя катализатора.
Для предлагаемого в изобретении изготовления подобных кольцеобразных предварительных формованных носителей, как правило, используют подлежащий выполняемому согласно изобретению уплотнению порошкообразный исходный материал, который состоит из (обычно твердых в нормальных условиях) оксидов металлов и/или из таких соединений металлов (например, солей), которые путем нагревания (термической обработки) могут быть преобразованы в (обычно твердые в нормальных условиях) оксиды (компоненты, которые высвобождаются по меньшей мере в результате термической обработки, осуществляемой в присутствии газообразного молекулярного кислорода и/или газообразного кислорода). При этом порошкообразный исходный материал может содержать указанные выше дополнительно добавляемые вспомогательные средства для формования, например, такие как внешняя смазка, а также порообразующие и армирующие средства.
К порошкообразным исходным материалам, подлежащим использованию для предлагаемого в изобретении изготовления кольцеобразных предварительных формованных носителей, как правило, относятся также исходный материал HW* или исходные материалы HW**. Однако прежде всего к пригодным исходным материалам относятся порошкообразные исходные материалы О. Для предлагаемого в изобретении уплотнения равным образом пригодны любые указанные в настоящем описании варианты исполнения порошкообразных исходных материалов О, HW* и HW**. Под предпочтительными кольцеобразными предварительными формованными носителями согласно изобретению, как правило, подразумевают кольцеобразные предварительные формованные изделия F, предпочтительно кольцеобразные предварительные формованные изделия FLII.
Термическую обработку кольцеобразных предварительных формованных носителей с целью их преобразования в готовые кольцеобразные носители, как правило, осуществляют при температурах ≥500°С, часто ≥600°С и чаще всего ≥700°С. Однако указанную термическую обработку, как правило, осуществляют при температурах ≤1500°С. Соответствующую термическую обработку можно осуществлять как в атмосфере инертного газа, так и в окислительной атмосфере, например, в атмосфере воздуха (смеси инертного газа и кислорода). Указанную термическую обработку, очевидно, можно осуществлять также под вакуумом или в восстанавливающей атмосфере.
Указанную термическую обработку обычно осуществляют в окисляющей атмосфере (в общем случае в атмосфере воздухе).
Являющиеся оксидами носители обычно отличаются от каталитически активных мультиметаллоксидов тем, что термическую обработку с целью формирования подобных оксидов осуществляют при значительно более высоких температурах и/или в течение более длительного времени (в связи с чем они нередко обладают минимальной пористостью), и/или тем, что отличающийся от кислорода элемент, содержащийся в подобных оксидах в наибольшем (молярном) количестве, не является переходным металлом побочных групп от 5-й до 11-й (то есть не является элементом из группы ванадия, группы хрома, группы марганца, группы железа, группы кобальта и группы никеля), а также не является фосфором. Отличающийся от кислорода элемент, содержащийся в указанных оксидных носителях в наибольших (молярных) количествах, чаще всего означает металл, который является представителем группы щелочноземельных металлов, (например, магнием (Mg) или кальцием (Са)), а также цинком (Zn), цирконием (Zr), алюминием (Al), кремнием (Si) или титаном (Ti).
Органические вспомогательные средства для формования (включая графит), которые совместно используют при изготовлении кольцеобразных предварительных формованных носителей, в процессе указанной выше термической обработки деструктируют, как правило, до газообразных улетучивающихся соединений (и/или превращаются в газообразные улетучивающиеся химические соединения). Кольцеобразный формованный носитель нередко является керамическим материалом. Примерами подобных керамических материалов являются силикаты и прочая металлоксидная керамика. В соответствии с этим порошкообразный исходный материал, подлежащий уплотнению с целью изготовления кольцеобразного предварительного формованного носителя, согласно изобретению чаще всего содержит минеральные исходные компоненты в виде порошкообразных силикатов, например, таких как силикат циркония, алюмосиликат (например, муллит) или силикат магния (например, стеатит), а также прочие порошкообразные оксиды металлов, например, такие как оксид алюминия, оксид магния и оксид циркония.
Соответствующая более подробная информация содержится, например, в международной заявке WO 99/48606, в которой описано изготовление формованных носителей в виде колец, в свою очередь, используемых для изготовления катализаторов на носителе, пригодных для осуществляемого в присутствии молекулярного кислорода превращения этилена и водород-хлорида в 1,2-дихлорэтан (оксихлорирования).
В качестве тонкодисперсного минерального сырья используют тонкодисперсную смесь псевдобемита с γ-Al2O в массовом соотношении от 4:1 до 1:4, предпочтительно от 1:1 до 1:3. К указанной смеси, технически целесообразный диаметр частиц (d50) которой составляет от 10 до 100 мкм, в пересчете на ее массу добавляют от 0,5 до 7% масс. (предпочтительно от 2 до 5% масс.) стеарата магния, а также от 0,5 до 3% масс. (предпочтительно от 1 до 1,5% масс.) тонкодисперсного графита с диаметром частиц (d50) в интервале от 15 до 30 мкм, используемого в качестве вспомогательного средства для формования.
Затем полученный порошкообразный исходный материал подвергают предлагаемому в изобретении уплотнению, получая кольцеобразные предварительные формованные носители, причем уплотнение осуществляют в соответствии с европейской заявкой на патент ЕР-А 184790 посредством нижнего и верхнего пуансонов, торцовые поверхности которых (соответственно верхняя и нижняя) предпочтительно обладают вогнутым конструктивным исполнением (то есть предпочтительно снабжены округлыми канавками). Предварительно формованные носители подвергают последующей термической обработке в окисляющей атмосфере (предпочтительно в атмосфере воздуха) при температурах от 500 до 800°С, предпочтительно от 700 до 750°С, как правило, в течение промежутка времени, составляющего от 0,5 до 10 часов.
Полученные указанным выше образом кольцеобразные формованные носители затем пропитывают водным раствором CuCl2/KCl. После пропитки кольцеобразные формованные изделия сушат, как правило, при температурах от 80 до 300°С, предпочтительно от 100 до 200°С, получая активные кольцеобразные катализаторы. Сушку обычно осуществляют на воздухе.
Типичная длительность сушки составляет от 0,2 до 10 часов, а при повышенных температурах от 0,5 до 2 часов. Концентрацию и объем используемого для пропитки раствора в технически целесообразном варианте следует выбирать таким образом, чтобы получаемые в результате пропитки катализаторы на носителе обладали содержанием меди, составляющим от 1 до 15% масс. предпочтительно от 2 до 10% масс., и содержанием калия, составляющим от 0,1 до 8% масс. предпочтительно от 0,3 до 3% масс. В остальном пропитку можно осуществлять в соответствии с описанным в международной заявке WO 99/48606 методом.
Изложенная в настоящем описании информация относится также к случаю, если каталитически эффективный (активный) мультиметаллоксид кольцеобразного мультиметаллоксидного сплошного катализатора обладает стехиометрическим составом (Fe2O3)1·(МоО3)5,25. Исходными соединениями, пригодными для изготовления указанного мультиметаллоксида, являются, например, нитрат железа(III) и триоксид молибдена. Особенно предпочтительным источником железа является расплавленный нонагидрат нитрата железа(III) согласно европейской заявке на изобретение РСТ/ЕР 2008/050341. Оба указанных компонента смешивают друг с другом предпочтительно в водном аммиачном растворе. Образующийся раствор подвергают распылительной сушке, и полученный сухой порошок уплотняют предлагаемым в изобретении методом, получая кольцеобразные предварительные формованные изделия. При этом конечное расстояние Е предпочтительно составляет 5 мм, длина контурной линии кругового цилиндра Z предпочтительно составляет 2 π мм (при этом π означает отношение периметра к диаметру окружности) и диаметр DD торца усеченного конуса KS составляет около 5 мм. В заключение, кольцеобразные предварительные формованные изделия подвергают термической обработке, осуществляемой в атмосфере воздуха в температурном интервале от 400 до 500°С. Полученный кольцеобразный мультиметаллоксидный сплошной формованный катализатор пригоден, например, для катализа частичного окисления метанола в формальдегид.
Таким образом, настоящая заявка на изобретение прежде всего включает следующие варианты.
1. Способ изготовления кольцеобразного оксидного формованного изделия, который включает механическое уплотнение помещаемого в загрузочную камеру матрицы порошкообразного исходного материала, содержащего по меньшей мере одно соединение металла, которое может быть преобразовано в оксид металла путем осуществляемой при температуре ≥100°С термической обработки, по меньшей мере один оксид металла или по меньшей мере один оксид металла и по меньшей мере одно указанное соединение металла, причем механическое уплотнение приводит к формированию кольцеобразного предварительного формованного изделия, и причем загрузочная камера находится в отверстии матрицы с вертикальной осью В, которое проходит через материал матрицы сверху вниз и ограничено:
- внутренними стенками отверстия матрицы,
- верхней торцовой поверхностью вводимого в отверстие матрицы вдоль оси В снизу, поднимаемого и опускаемого нижнего пуансона, на которой лежит помещаемый в загрузочную камеру порошкообразный исходный материал,
- нижней торцовой поверхностью поднимаемого и опускаемого вдоль оси В верхнего пуансона, находящейся над верхней торцовой поверхностью нижнего пуансона на исходном осевом расстоянии А и контактирующей с помещаемым в загрузочную камеру исходным порошкообразным материалом, и
- боковой поверхностью центрального штифта MF, проходящего снизу вверх через отверстие матрицы вдоль оси В из геометрического центра верхней торцовой поверхности нижнего пуансона и достигающего по меньшей мере геометрического центра нижней торцовой поверхности верхнего пуансона,
в соответствии с которым осевое исходное расстояние А между обеими торцовыми поверхностями сокращают до необходимого для уплотнения осевого конечного расстояния Е путем опускания верхнего пуансона при неизменном положении или дополнительном поднятии нижнего пуансона, причем
- геометрическая форма боковой поверхности нижнего пуансона соответствует геометрической форме боковой поверхности кругового цилиндра I,
- геометрическая форма боковой поверхности верхнего пуансона соответствует геометрической форме боковой поверхности кругового цилиндра II,
- в геометрическом центре верхней торцовой поверхности нижнего пуансона выполнено проходящее сквозь него сверху вниз центральное отверстие MBU,
- при исходном расстоянии А между обеими торцовыми поверхностями центральный штифт MF, проходящий снизу через центральное отверстие MBU нижнего пуансона, достигает по меньшей мере геометрического центра нижней торцовой поверхности верхнего пуансона,
- центральный штифт MF по всей своей высоте обладает геометрической формой кругового цилиндра Z с круговой цилиндрической боковой поверхностью MZ,
- длина контурной линии кругового цилиндра Z меньше длины контурной линии кругового цилиндра I и меньше длины контурной линии кругового цилиндра II,
- в процессе уплотнения центральный штифт MF и матрица, включая ее отверстие, находятся в фиксированном относительно оси В взаимном положении,
- в геометрическом центре нижней торцовой поверхности верхнего пуансона выполнено центральное отверстие MBO, которое сообщается по меньшей мере с одним отверстием для выпуска газов, причем при сокращении исходного расстояния А до конечного расстояния Е отверстие MBO способно вместить участок центрального штифта MF необходимой длины, которая может соответствовать исходному расстоянию А,
- оси симметрии отверстия матрицы, кругового цилиндра I, кругового цилиндра II, центрального отверстия MBO, центрального штифта MF и центрального отверстия MBU лежат на проходящей через отверстие матрицы в вертикальном направлении общей прямой линии L,
- отверстие матрицы вдоль ее оси обладает продольным участком I длиной I с внутренними стенками, геометрической форме которых соответствует боковая поверхность кругового цилиндра KZ,
причем непосредственно к верхнему концу продольного участка I примыкает направленный вверх продольный участок II отверстия матрицы, который обладает длиной II,
- размеры продольного участка I и кругового цилиндра I задают таким образом, чтобы нижний пуансон в процессе уплотнения всегда входил в отверстие матрицы на такую глубину, чтобы его боковая поверхность скользила относительно внутренних стенок отверстия по меньшей мере вдоль части общей длины продольного участка I,
- размеры центрального отверстия MBU нижнего пуансона и кругового цилиндра Z задают таким образом, чтобы нижний пуансон в процессе уплотнения всегда входил в отверстие матрицы на такую глубину, чтобы по меньшей мере зона входа в центральное отверстие МВU нижнего пуансона со стороны его верхнего торца скользила относительно круговой цилиндрической боковой поверхности MZ центрального штифта MF, и
- по завершении уплотнения верхний пуансон поднимают над сформированным предварительно формованным кольцеобразным изделием, которое удаляют из отверстия матрицы путем подъема нижнего пуансона,
а также последующую термическую обработку кольцеобразного предварительного формованного изделия при температуре ≥100°С, в процессе которой происходит деструкция и/или химическое превращение по меньшей мере частичного количества его компонентов с образованием по меньшей мере одного газообразного соединения и формирование кольцеобразного оксидного формованного изделия,
отличающийся тем, что геометрической форме внутренних стенок вдоль длины II продольного участка II отверстия матрицы в направлении снизу вверх соответствует геометрическая форма боковой поверхности расширяющегося в направлении снизу вверх усеченного конуса KS, площадь поперечного сечения нижней стороны которого соответствует площади поперечного сечения верхней стороны кругового цилиндра KZ, при условии, что при достижении конечного расстояния Е нижняя торцовая поверхность верхнего пуансона находится в пределах продольного участка II, а верхняя торцовая поверхность нижнего пуансона расположена не ниже продольного участка I, в связи с чем по меньшей мере часть предварительного формованного кольцеобразного изделия, сформировавшегося вследствие механического уплотнения порошкообразного исходного материала между обеими торцовыми поверхностями, при достижении конечного расстояния Е находится в пределах продольного участка II.
2. Способ по п.1, отличающийся тем, что при достижении конечного расстояния Е между верхней торцовой поверхностью нижнего пуансона и нижней торцовой поверхностью верхнего пуансона по меньшей мере 20% промежутка между обеими торцовыми поверхностями находится в пределах продольного участка II.
3. Способ по п.1, отличающийся тем, что при достижении конечного расстояния Е между верхней торцовой поверхностью нижнего пуансона и нижней торцовой поверхностью верхнего пуансона по меньшей мере 60% промежутка между обеими торцовыми поверхностями находится в пределах продольного участка II.
4. Способ по п.1, отличающийся тем, что при достижении конечного расстояния Е между верхней торцовой поверхностью нижнего пуансона и нижней торцовой поверхностью верхнего пуансона по меньшей мере 90% промежутка между обеими торцовыми поверхностями находится в пределах продольного участка II.
5. Способ по п.1, отличающийся тем, что при достижении конечного расстояния Е между верхней торцовой поверхностью нижнего пуансона и нижней торцовой поверхностью верхнего пуансона кольцеобразное предварительное формованное изделие, образовавшееся между обеими торцовыми поверхностями вследствие механического уплотнения порошкообразного исходного материала, полностью находится в пределах продольного участка II.
6. Способ по одному из пп.1-5, отличающийся тем, что длина контурной линии кругового цилиндра II больше длины контурной линии кругового цилиндра I или равна ей.
7. Способ по одному из пп.1-6, отличающийся тем, что верхняя торцовая поверхность нижнего пуансона и нижняя торцовая поверхность верхнего пуансона лежат в параллельных друг другу плоскостях, к которым перпендикулярна ось В.
8. Способ по одному из пп.1-7, отличающийся тем, что конечное рас стояние Е составляет от 2 до 10 мм.
9. Способ по одному из пп.1-7, отличающийся тем, что конечное рас стояние Е составляет от 2 до 8 мм.
10. Способ по одному из пп.1-7, отличающийся тем, что конечное рас стояние составляет Е от 3 до 8 мм.
11. Способ по одному из пп.1-7, отличающийся тем, что конечное рас стояние Е составляет от 3 до 7 мм.
12. Способ по одному из пп.1-11, отличающийся тем, что отношение Q длины контурной линии кругового цилиндра Z к длине контурной линии кругового цилиндра I составляет от 0,3:1 до 0,7:1.
13. Способ по одному из пп.1-11, отличающийся тем, что отношение Q длины контурной линии кругового цилиндра Z к длине контурной линии кругового цилиндра I составляет от 0,4:1 до 0,6:1.
14. Способ по одному из пп.1-12, отличающийся тем, что радиус контурной линии кругового цилиндра I превышает радиус контурной линии кругового цилиндра Z на величину, составляющую от 1 до 3 мм.
15. Способ по одному из пп.1-14, отличающийся тем, что диаметр контурной линии кругового цилиндра I составляет от 2 до 10 мм.
16. Способ по одному из пп.1-14, отличающийся тем, что диаметр контурной линии кругового цилиндра I составляет от 2 до 8 мм.
17. Способ по одному из пп.1-14, отличающийся тем, что диаметр контурной линии кругового цилиндра I составляет от 4 до 8 мм.
18. Способ по одному из пп.1-17, отличающийся тем, что усеченный конус KS выполнен таким образом, что между диаметром DD его торца, диаметром DG его основания и его высотой Н существует соотношение:
0,003·H≤DG-DD≤0,050·H.
19. Способ по одному из пп.1-17, отличающийся тем, что усеченный конус KS выполнен таким образом, что между диаметром DD его торца, диаметром DG его основания и его высотой Н существует соотношение:
0,005·Н≤DG-DD≤0,025·H.
20. Способ по одному из пп.1-17, отличающийся тем, что усеченный конус KS выполнен таким образом, что между диаметром DD его торца, диаметром DG его основания и его высотой Н существует соотношение:
0,007·H≤DG-DD≤0,015·H.
21. Способ по одному из пп.1-20, отличающийся тем, что как верхняя торцовая поверхность нижнего пуансона (доступная для порошкообразного исходного материала), так и нижняя торцовая поверхность верхнего пуансона (доступная для порошкообразного исходного мате риала) обладают геометрической формой кольца.
22. Способ по одному из пп.1-20, отличающийся тем, что как верхняя торцовая поверхность нижнего пуансона, так и нижняя торцовая поверхность верхнего пуансона обладают геометрической формой кольца, вогнутого внутрь пуансона.
23. Способ по одному из пп.1-22, отличающийся тем, что отверстие матрицы имеет только продольные участки I и II.
24. Способ по одному из пп.1-22, отличающийся тем, что отверстие матрицы выполнено таким образом, что помимо направленного вверх продольного участка II, непосредственно примыкающего к верхнему концу продольного участка I, непосредственно к нижнему концу последнего примыкает направленный вниз продольный участок II* длиной II*, внутренние стенки которого обладают геометрической формой боковой поверхности усеченного конуса KS*, причем площадь поперечного сечения верхнего конца усеченного конуса KS* соответствует площади поперечного сечения нижнего конца кругового цилиндра KZ.
25. Способ по п.24, отличающийся тем, что отверстие матрицы имеет только продольные участки I, II и II*.
26. Способ по п.24 или 25, отличающийся тем, что геометрические параметры продольного участка II соответствуют геометрическим параматерам продольного участка III*.
27. Способ по одному из пп.1-26, отличающийся тем, что между высотой Н усеченного конуса KS и конечным расстоянием Е существует соот ношение:
4·конечное расстояние Е≥Н≥1 конечное расстояние Е.
28. Способ по одному из пп.1-26, отличающийся тем, что между высотой Н усеченного конуса KS и конечным расстоянием Е существует соотношение:
3·конечное расстояние Е≥Н≥1 конечное расстояние Е.
29. Способ по одному из пп.1-26, отличающийся тем, что между высотой Н усеченного конуса KS и конечным расстоянием Е существует соотношение:
3·конечное расстояние Е≥Н≥1,5·конечное расстояние Е.
30. Способ по одному из пп.1-29, отличающийся тем, что длина продольного участка I превышает длину II продольного участка II.
31. Способ по одному из пп.1-29, отличающийся тем, что длина продольного участка I меньше длины II продольного участка II.
32. Способ по одному из пп.1-29, отличающийся тем, что длине продольного участка I соответствует интервал от трехкратной до 0,1-кратной длины продольного участка II.
33. Способ по одному из пп.1-32, отличающийся тем, что по меньшей мере вход в центральное отверстие MBO обладает такой круговой цилиндрической конфигурацией, что при вхождении кругового цилиндра Z внутрь центрального отверстия MBO боковая поверхность кругового цилиндра Z скользит относительно внутренних стенок центрального отверстия MBO по меньшей мере в зоне входа в него.
34. Способ по одному из пп.1-33, отличающийся тем, что центральный штифт MF имеет направленное вверх коническое сужение в пределах продольного участка II.
35. Способ по одному из пп.1-34, отличающийся тем, что верхний конец продольного участка II отверстия матрицы, верхняя торцовая поверхность центрального штифта MF и верхняя торцовая поверхность матрицы находятся на одном уровне.
36. Способ по одному из пп.1-35, отличающийся тем, что его осуществляют механизированно с помощью ротационного устройства.
37. Способ по одному из пп.1-36, отличающийся тем, что механическое уплотнение включает предварительное уплотнение и осуществляемое вслед за ним основное уплотнение, причем в процессе предварительного уплотнения осевое исходное расстояние А сокращается до предварительного конечного расстояния EV, которое в процессе последующего основного уплотнения сокращается до конечного расстояния Е.
38. Способ по одному из пп.1-37, отличающийся тем, что порошкообразный исходный материал содержит по меньшей мере один оксид металла, гидроксид металла, карбонат металла, гидрокарбонат металла, гидрофосфат металла и/или нитрат металла.
39. Способ по одному из пп.1-38, отличающийся тем, что порошкообразный исходный материал содержит по меньшей мере один нитрат металла, выбранный из группы, включающей нитрат кобальта, нитрат железа, нитрат висмута, нитрат никеля, нитрат цезия, нитрат меди, нитрат кальция и нитрат магния.
40. Способ по одному из пп.1-39, отличающийся тем, что матрица является комбинацией деталей, выполненных из разных конструкционных материалов, причем снабженная отверстием внутренняя часть матрицы выполнена из твердого сплава, в то время как материалом наружной части матрицы является инструментальная сталь, которая обладает следующим составом:
41. Способ по п.40, отличающийся тем, что твердый сплав содержит свыше 90% масс., карбида вольфрама и по меньшей мере 5% масс, никеля или никеля и хрома.
42. Способ по п.40, отличающийся тем, что твердый сплав содержит:
43. Способ по одному из пп.1-42, отличающийся тем, что порошкообразный исходный материал содержит азотную кислоту, соль аммония и/или нитрат.
44. Способ по одному из пп.1-43, отличающийся тем, что средний показатель шероховатости Ra внутренних стенок отверстия матрицы составляет менее 0,2 мкм.
45. Способ по одному из пп.1-43, отличающийся тем, что средний показатель шероховатости Ra внутренних стенок отверстия матрицы составляет менее 0,1 мкм.
46. Способ по одному из пп.1-45, отличающийся тем, что давление прессования обоих пуансонов при достижении конечного расстояния Е составляет от 500 до 5000 кг/см2.
47. Способ по одному из пп.1-45, отличающийся тем, что давление прессования обоих пуансонов при достижении конечного расстояния Е составляет от 500 до 2500 кг/см2.
48. Способ по одному из пп.1-47, отличающийся тем, что термическую обработку изготовленных кольцеобразных предварительных формованных изделий выполняют при температуре выше 200°С.
49. Способ по одному из пп.1-47, отличающийся тем, что термическую обработку изготовленных кольцеобразных предварительных формованных изделий выполняют при температуре выше 300°С.
50. Способ по одному из пп.1-49, отличающийся тем, что термическая обработка кольцеобразных предварительных формованных изделий сопровождается потерей массы, составляющей от 0,5 до 40% масс., в пересчете на их исходную массу.
51. Способ по одному из пп.1-50, отличающийся тем, что по меньшей мере одним газообразным соединением, образующимся в процессе термической обработки, является аммиак, вода, монооксид углерода, диоксид углерода и/или оксид азота.
52. Способ по одному из пп.1-51, отличающийся тем, что порошкообразный исходный материал содержит по меньшей мере одно добавляемое к нему вещество, выбранное из группы, включающей NH4OH, (NH4)2CO3, NH4HCO3, NH4NO3, NH4CHO2, NH4HSO4, (NH4)2SO4,NH4CH3CO2, оксалат аммония и гидраты указанных солей аммония.
53. Способ по одному из пп.1-52, отличающийся тем, что порошкообразный исходный материал содержит добавляемые к нему графит, крахмал, измельченную ореховую скорлупу, тонкодисперсный полимерный гранулят, целлюлозу, стеариновую кислоту, малоновую кислоту, соль стеариновой кислоты и/или соль малоновой кислоты.
54. Способ по одному из пп.1-53, отличающийся тем, что при последующей термической обработке изготовленных кольцеобразных предварительных формованных изделий внутри них формируется мультиметаллоксид, который содержит молибден (Мо) и железо (Fe), молибден (Мо), железо (Fe) и висмут (Bi), молибден (Мо) и ванадий (V), молибден (Мо), ванадий (V) и фосфор (Р) или ванадий (V) и фосфор (Р).
55. Способ по одному из пп.1-54, отличающийся тем, что при последующей термической обработке изготовленных кольцеобразных предварительных формованных изделий внутри них формируется мультиметаллоксид, содержащийся в котором молибден (Мо), ванадий (V) или (Р) является отличающимся от кислорода элементом, который присутствует в мультиметаллоксиде в наибольшем молярном количестве.
56. Способ по одному из пп.1-55, отличающийся тем, что при последующей термической обработке изготовленных кольцеобразных предварительных формованных изделий внутри них формируется мультиметаллоксид общей формулы (XII):

в которой
X1 означает никель и/или кобальт,
X2 означает таллий, самарий, щелочной металл и/или щелочноземельный металл,
X3 означает цинк, фосфор, мышьяк, бор, сурьму, олово, церий, свинец, ванадий, хром, ниобий и/или вольфрам,
X4 означает кремний, алюминий, титан и/или цирконий,
а означает число от 0,2 до 5,
b означает число от 0,01 до 5,
с означает число от 0 до 10,
d означает число от 0 до 2,
е означает число от 0 до 8,
f означает число от 0 до 10 и
n означает число, которое определяется валентностью и количеством отличающихся от кислорода атомов в формуле (XII).
57. Способ по одному из пп.1-55, отличающийся тем, что при последующей термической обработке изготовленных кольцеобразных предварительных формованных изделий внутри них формируется мультиметаллоксид общей формулы (XIII):

в которой
Y1 означает только висмут или висмут и по меньшей мере один элемент, выбранный из группы, включающей теллур, сурьму, олово и медь,
Y2 означает молибден или вольфрам, или молибден и вольфрам,
Y3 означает щелочной металл, таллий и/или самарий,
Y4 означает щелочноземельный металл, никель, кобальт, медь, марганец, цинк, олово, кадмий и/или ртуть,
Y5 означает железо или железо и по меньшей мере один из элементов, выбранный из группы, включающей ванадий, хром и церий,
Y6 означает фосфор, мышьяк, бор и/или сурьму,
Y7 означает редкоземельный металл, титан, цирконий, ниобий, тантал, рений, рутений, родий, серебро, золото, алюминий, галлий, индий, кремний, германий, свинец, торий и/или уран,
Y8 означает молибден или вольфрам, или молибден и вольфрам,
а′ означает число от 0,01 до 8,
b′ означает число от 0,1 до 30,
с′ означает число от 0 до 4,
d′ означает число от 0 до 20,
е′ означает число от 0 до 20,
f′ означает число от 0 до 6,
g′ означает число от 0 до 15,
h′ означает число от 8 до 16,
х′ и y′ соответственно означают числа, которые определяются валентностью и количеством отличающихся от кислорода атомов в формуле (XIII), и
р и q соответственно означают числа, причем отношение p/q находится в интервале от 0,1:1 до 10:1.
58. Способ по одному из пп.1-55, отличающийся тем, что при последующей термической обработке изготовленных кольцеобразных предварительных формованных изделий внутри них формируется мультиметаллоксид общей формулы (XIV):

в которой
Z2 означает молибден или вольфрам, или молибден и вольфрам,
Z3 означает никель и/или кобальт,
Z4 означает таллий, щелочной металл и/или щелочноземельный металл, предпочтительно калий, цезий и/или стронций,
Z5 означает фосфор, мышьяк, бор, сурьму, олово, церий, ванадий, хром и/или висмут,
Z6 означает кремний, алюминий, титан и/или цирконий, предпочтительно кремний,
Z7 означает медь, серебро и/или золото,
Z8 означает молибден или вольфрам, или вольфрам и молибден,
а′′ означает число от 0,1 до 1,
b′′ означает число от 0,2 до 2,
с′′ означает число от 3 до 10,
d′′ означает число от 0,02 до 2,
е′′ означает число от 0,01 до 5, предпочтительно от 0,1 до 3,
f′′ означает число от 0 до 5,
g′′ означает число от 0 до 10, предпочтительно от 0 до 10, особенно предпочтительно от 0,2 до 10, еще более предпочтительно от 0,4 до 3,
h′′ означает число от 0 до 1,
х′′ и y′′ соответственно означают числа, которые определяются валентностью и количеством отличающихся от кислорода атомов в формуле (XIV), и
р′′ и q′′ соответственно означают числа, причем отношение p′′/q′′ находится в интервале от 0,1:1 до 5:1, предпочтительно от 0,5:1 до 2:1.
59. Способ по одному из пп.1-55, отличающийся тем, что при последующей термической обработке изготовленных кольцеобразных предварительных формованных изделий внутри них формируется мультиметаллоксид общей формулы (XV):

в которой:
X1 означает калий, рубидий и/или цезий,
X2 означает медь и/или серебро,
X3 означает церий, бор, цирконий, марганец и/или висмут,
а означает число от 0,5 до 3,
b означает число от 0,01 до 3,
с означает число от 0,2 до 3,
d означает число от 0,01 до 2,
е означает число от 0 до 2,
f означает число от 0 до 2, предпочтительно от 0,01 до 2,
g означает число от 0 до 1,
h означает число от 0 до 0,5, предпочтительно от 0,001 до 0,5, и
n означает число, которое определяется валентностью и количеством отличающихся от кислорода атомов в формуле (XV).
60. Способ по одному из пп.1-55, отличающийся тем, что при последующей термической обработке изготовленных кольцеобразных предварительных формованных изделий внутри них формируется мультиметаллоксид общей формулы (XVI):

в которой:
X1 означает молибден, висмут, кобальт, никель, кремний, цинк, гафний, цирконий, титан, хром, марганец, медь, бор, олово и/или ниобий,
X2 означает калий, натрий, рубидий, цезий и/или таллий,
b означает число от 0,9 до 1,5,
с означает число от 0 до 0,1,
d означает число от 0 до 0,1,
е означает 0 до 0,1, и
n означает число, которое определяется валентностью и количеством отличающихся от кислорода атомов в формуле (XVI).
61. Способ по одному из пп.1-53, отличающийся тем, что при последующей термической обработке изготовленных кольцеобразных предварительных формованных изделий внутри них формируется твердый в нормальных условиях оксид, в котором отсутствуют переходные металлы из побочных групп от 5-й до 11-й, а также фосфор в качестве обычно присутствующих в наибольшем молярном количестве элементов, отличающихся от кислорода.
62. Способ по одному из пп.1-53, отличающийся тем, что порошкообразный исходный материал содержит по меньшей мере один оксид металла, выбранный из группы, включающей оксид алюминия, оксид вольфрама, оксид сурьмы, оксид циркония, оксид висмута, оксид молибдена, оксид кремния, оксид магния и смешанные оксиды, которые содержат по меньшей мере два металла, присутствующие в указанных выше оксидах металлов.
63. Способ по одному из пп.1-62, отличающийся тем, что как верхняя торцовая поверхность нижнего пуансона, так и нижняя торцовая поверхность верхнего пуансона при исходном расстоянии А находятся в пределах продольного участка II отверстия матрицы.
64. Кольцеобразное оксидное формованное изделие, которое может быть изготовлено способом по одному из пп.1-63.
65. Способ гетерогенно катализируемого частичного газофазного окисления по меньшей мере одного органического соединения в стационар ном слое катализатора, отличающийся тем, что стационарный слой катализатора содержит кольцеобразное оксидное формованное изделие по п.64.
66. Способ по п.65, отличающийся тем, что гетерогенно катализируемым частичным газофазным окислением является:
a) превращение пропилена в акролеин и/или акриловую кислот,
b) превращение акролеина в акриловую кислоту,
c) превращение метакролеина в метакриловую кислоту,
d) превращение изобутилена в метакролеин и/или метакриловую кислоту,
e) превращение пропана в акролеин и/или акриловую кислоту,
f) превращение изобутана в метакролеин и/или метакриловую кислоту,
g) превращение по меньшей мере одного углеводорода с четырьмя атомами углерода и/или бензола в малеиновый ангидрид,
h) превращение метанола в формальдегид или
i) оксихлорирование этилена в 1,2-дихлорэтан.
67. Кожухотрубный реактор, реакционные трубки которого содержат по меньшей мере одно кольцеобразное оксидное формованное изделие по п.64.
Примеры и сравнительные примеры
I. Изготовление кольцеобразного предварительно формуемого носителя
В смесителе готовят однородный порошкообразный исходный материал в виде смеси 220 кг тонкодисперсного γ-AI2O3 (Puralox® SCF А-230, фирма Sasol, D-25534 Брунсбюттель), 148 кг тонкодисперсного псевдобемита (Pural® SCF 55, фирма Sasol), 12 кг стеарата магния (фирма Peter Greven Fett-Chemie GmbH, температура плавления от 145 до 160°С, насыпной вес от 200 до 300 г/л, зола от 6,8 до 8,3% масс., влажность менее 2,0% масс.) и 4,0 кг тонкодисперсного графита (Timrex® T44, d10 6,4 мкм, d50 20,8 мкм, d90 56,8 мкм, фирма Timcal AG Ltd., 6743 Бодио, Швейцария).
Технические характеристики продукта Puralox:
Технические характеристики продукта Pural:
Затем порошкообразный исходный материал подвергают осуществляемому согласно изобретению уплотнению с помощью ротационного устройства Kilian Synthesis 700 (одногнездная пресс-форма, 77 матриц). Принципиальная конструкция ротационного устройства показана на фиг.6. Диаметр отжимного ролика составляет 210 мм, диаметр основного нажимного ролика также составляет 210 мм. Расстояние между двумя находящимися на противоположных сторонах матричного диска матрицами составляет 720 мм.
В качестве матриц используют матрицы с конгруэнтным сдвоенным усеченным конусом, схематически показанные на Фиг.3а и 3b.
Длина I продольного участка I составляет 6,2 мм.
Длина II (длина II*) продольного участка II (продольного участка 1Г) составляет 8 мм.
Длина контурной линии кругового цилиндра I и кругового цилиндра II соответственно составляет 15,7 мм.
Диаметр DD торца усеченного конуса KS составляет 5,1 мм. Диаметр DG основания усеченного конуса KS составляет 5,0 мм.
Длина контурной линии кругового цилиндра Z (сплошного кругового цилиндрического центрального штифта) составляет 2,5·π мм. Верхняя плоская торцовая поверхность центрального штифта MF находится на одном уровне с поверхностью плоского верхнего торца матрицы.
Находящиеся на торцовых поверхностях соответствующих пуансонов зоны входа в центральные отверстия MBU и MBO, последнее из которых соединено с двумя выходными отверстиями для выпуска газов (смотри фиг.4d), обладают круговой цилиндрической конфигурацией с идентичными радиусами. Между внутренними стенками указанных отверстий и наружной боковой поверхностью центрального штифта MF возможен скользящий контакт.
Изготовлению подлежат только кольцеобразные предварительные формованные изделия FLII, причем конечное расстояние Е во всех случаях составляет 5 мм.
Верхняя торцовая поверхность нижнего пуансона и нижняя торцовая поверхность верхнего пуансона обладают одинаковым вогнутым (конгруэнтным) конструктивным исполнением в соответствии с европейской заявкой на патент ЕР-А 184790. Ось В перпендикулярна поперечным сечениям обоих пуансонов. Глубина канавки составляет 0,8 мм.
Матрицы обладают комбинированной конструкцией. Часть матрицы со стороны ее отверстия выполнена из твердого сплава G Ю-Ni (толщина стенок от 6,9 до 7,0 мм, шероховатость Ra 0,1 мкм), в то время как наружная часть матрицы выполнена из инструментальной стали 1.2379 согласно DIN (толщина стенок 6 мм, шероховатость Ra 0,8 мкм). Верхний и нижний пуансоны выполнены из материала 1.2601 согласно DIN. Круговой цилиндрический центральный штифт MF выполнен из инструментальной стали 1.2343 согласно DIN (шероховатость Ra 0,4 мкм). Шероховатость Ra обеих торцовых поверхностей центрального штифта MF также составляет 0,4 мкм.
Количество помещаемого в загрузочную камеру порошкообразного исходного материала составляет 118 мг.
Перед началом уплотнения нижний торец верхнего пуансона находится на исходном расстоянии А от соответствующего торца нижнего пуансона на одном уровне с верхней стороной продольного участка II.
По мере износа внутренних стенок верхней части продольного участка II отверстия матрицы торцовые поверхности обоих пуансонов при исходном расстоянии А между ними смещаются вниз в пределах продольного участка II.
Усилие предварительного прессования для каждого из пуансонов составляет 0,5 кН, в то время как усилие основного прессования для каждого из пуансонов составляет 8,5 кН (эти данные во всех случаях относятся к пуансонам, находящимся на конечном расстоянии Е друг от друга).
Предел прочности при боковом сжатии полученного кольцеобразного предварительного формованного носителя находится в интервале от 19 до 23 Н.
Частота вращения ротационного устройства составляет от 25 до 30 об/мин.
Выступ, торец и бородка матричного диска выполнены из указанного в настоящем описании материала.
Затем полученный предварительный кольцеобразный формованный носитель подвергают термической обработке на устройстве для прокаливания с ленточным транспортером (смотри немецкую заявку на патент DE-A 10046957, а также международную заявку WO 02/24620). Высота насыпного слоя на ленте указанного устройства составляет 80 мм. Температура в его первой камере составляет 690°С, во второй камере 700°С. Через ленту с крупными ячейками продувают нагнетаемый снизу вентиляторами воздух, причем отклонение температуры прокаливания от заданных значений (независимо от времени и точки измерения) во всех случаях составляет менее 2°С. Время пребывания материала соответственно в первой камере и второй камере составляет 2 часа.
Затем полученный кольцеобразный формованный носитель просеивают.
Для просеивания кольцеобразного формованного носителя используют сита с продолговатыми ячейками. При отсеивании надрешетного продукта длина прямолинейных краев составляет 20 мм, расстояние между обоими краями 8 мм. При последующем просеивании подрешетного продукта длина прямолинейных краев составляет 4 мм, расстояние между обоими краями 2 мм.
Содержание получаемого подрешетного продукта в пересчете на суммарную массу просеиваемого материала составляет 2% масс.
В случае осуществления технологического процесса в соответствии с указанной выше последовательностью, однако с использованием для уплотнения порошкообразного исходного материала матрицы с отверстием в виде идеального кругового цилиндра диаметром 5 мм (диаметр верхней и нижней торцовых поверхностей составляет 4,95 мм), содержание получаемого подрешетного продукта составляет 7% масс.
В соответствии с другим вариантом, отличающимся от описанного выше уплотнения, выполняемого согласно изобретению с помощью ротационного устройства Kilian Synthesis 700, предлагаемое в изобретении уплотнение можно осуществлять также посредством ротационного устройства Kirsch PH 800. В этом случае стадия предварительного уплотнения отсутствует. К каждому из обоих пуансонов можно прикладывать усилие основного прессования, составляющее, например, 8,2 кН.
Изготовленный указанным выше образом кольцеобразный формованный носитель пригоден, например, для применения, описанного в международной заявке WO 99/48606.
II. Изготовление кольцеобразного мультиметаллоксидного сплошного предварительно Формуемого катализатора на основе активного мультиметаллоксида со стехиометрическим составом [Bi2W2O9·2WO3]0,40[Mo12Co5,4Fe3,1Si1,5K0,08Ox]1
1. Приготовление исходной массы 1
К 780 кг водного азотнокислого раствора нитрата висмута с температурой 25°С [11,2% масс. висмута (Bi), от 3 до 5% масс. свободной азотной кислоты, массовая плотность от 1,22 до 1,27 г/мл, получен посредством азотной кислоты из металлического висмута фирмы Sidech S.A., 1495 Тилли, Бельгия, степень чистоты свыше 99,997% масс., менее 7 мг/кг свинца (Pb), менее 5 мг/кг соответственно никеля (Ni), серебра (Ag) и железа (Fe), менее 3 мг/кг соответственно меди (Cu) и сурьмы (So), менее 1 мг/кг кадмия (Cd) и цинка (Zn)] при 25°С в течение 20 минут порциями при перемешивании (70 об/мин) добавляют 214,7 кг вольфрамовой кислоты [74,1% масс, вольфрама (W) (фирма Н.С.Starck, D-38615 Гослар, степень чистоты свыше 99,9% масс. WO3 после прокаливания при 750°С, 0,4 MKM
Распылительную сушку полученного материала выполняют в распылительной сушилке с вращающимся диском в пропускаемом прямотоком горячем воздухе при его температуре на входе 300±10°С, температуре на выходе 100±10°С, частоте вращения дисков 18000 об/мин и производительности 200 л/ч. Потери при прокаливании получаемого сухого порошка составляют 12,8% масс. [прокаливание выполняют в атмосфере воздуха в фарфоровом тигле в течение трех часов при температуре 600°С (прокаливание до постоянной массы осуществляют при температуре 900°С)], диаметр частиц d50 при абсолютном давлении диспергирования 1,1 бар составляет 28,0 мкм (d10 9,1 мкм, d90 55,2 мкм). На Фиг.9 показано распределение частиц полученного путем распылительной сушки порошка по диаметру в зависимости от используемого давления диспергирования.
На оси абсцисс отложен диаметр частиц в логарифмической шкале (мкм).
На оси ординат показана доля частиц соответствующего диаметра (в объемных процентах от общего объема частиц) в зависимости от используемого давления диспергирования:
▲давление диспергирования 2 бар (абсолютное),
■давление диспергирования 1,5 бар (абсолютное),
• давление диспергирования 1,2 бар (абсолютное),
□давление диспергирования 1,1 бар (абсолютное).
В нижеследующей таблице приведены значения dx в зависимости от используемого абсолютного давления диспергирования:
Полученный путем распылительной сушки порошок в течение последующих 30 минут смешивают в смесителе (20 об/мин) с 16,7% масс. (в пересчете на порошок) воды с температурой 25°С, и готовую смесь экструдируют посредством экструдера (крутящий момент ≤50 Нм), получая стержни диаметром 6 мм. Стержни рубят на куски длиной 6 см, которые сушат в атмосфере воздуха в трехзонной ленточной сушилке при времени пребывания в каждой из зон 120 минут (температура в первой зоне составляет от 90 до 95°С, во второй зоне 115°С, в третьей зоне 125°С), а затем подвергают термической обработке при температуре около 830°С [прокаливание в потоке воздуха во вращающейся трубной печи (давление 0,3 мбар, внутренний объем 1,54 м3, расход воздуха 200 нм3/ч, производительность 50 кг/ч экструдата, частота вращения 1 об/мин, длина вращающейся трубы 4 м, наклон 7 см)]. Для точного регулирования температуры прокаливания важное значение имеет ориентирование на целевой фазовый состав продукта прокаливания. Желательным является наличие в последнем фазы WO3 (моноклинной) и Bi2W2O9 (орторомбической), в то время как присутствие фазы γ-Bi2WO6 (русселита) в продукте прокаливания является нежелательным. В связи с этим если после прокаливания обнаруживают присутствие соединения γ-Bi2WO6 [по рефлексу на рентгеновской дифрактограмме порошка 28,4° при угле отражения 2θ (излучение Cu-K-альфа)], то технологический процесс повторяют и повышают температуру прокаливания в указанном температурном интервале или увеличивают время пребывания при неизмененной температуре прокаливания, пока не добьются исчезновения указанного рефлекса. Полученный предварительно сформированный прокаленный смешанный оксид подвергают измельчению на мельнице BQ500 с двухканальным уплотнением при частоте вращения 2500 об/мин, пока показатель d50, измеренный при абсолютном давлении диспергирования 2 бар, не составит 2,45 мкм (d10 1,05 мкм, d90 5,9 мкм), а удельная поверхность по БЭТ не достигнет 0,8 м2/г.
После этого измельченный материал порциями по 20 кг гомогенно перемешивают в течение 5 минут в наклонном смесителе типа VIS с заполняемым объемом 60 л (фирма Aachener Misch- und Knetmaschinenfabrik) с перемешивающей и срезывающей лопастями (частота вращения перемешивающей лопасти 60 об/мин, срезывающей лопасти 3000 об/мин) с 0,5% масс. (в пересчете на измельченный материал) тонкодисперсного диоксида кремния типа Sipernat® D17 фирмы Degussa (насыпной вес после встряхивания 150 г/л, показатель d5o, измеряемый методом лазерной дифракции согласно ISO 13320-1, 10 мкм, удельная поверхность, измеряемая по адсорбции азота согласно ISO 5794-1, приложение D, 100 м2/г).
2. Приготовление исходной массы 2
Сначала готовят раствор А, для чего к 660 литрам воды с температурой 60°С при температуре 60°С и перемешивании (70 об/мин) в течение одной минуты добавляют 1,075 кг водного раствора гидроксида калия (47,5% масс. КОН) с температурой 60°С, а затем с расходом 600 кг/ч 237,1 кг тетрагидрата гептамолибдата аммония (белые кристаллы с размером d менее 1 мм, 81,5% масс. МоО3, от 7,0 до 8,5% масс. NH3, максимум 150 мг/кг щелочных металлов, фирма Н.С.Starck, D-38642 Гослар), и образующийся слегка мутный раствор в течение 60 минут перемешивают при 60°С.
Затем готовят раствор В, для чего в резервуар с мешалкой при 60°С загружают 282,0 кг водного раствора нитрата кобальта(II) с температурой 60°С [содержание кобальта (Со) 12,5% масс., получен взаимодействием металлического кобальта фирмы MFT Metals & Ferro-Alloys Trading GmbH, D-41747 Вирсен (степень чистоты свыше 99,6% масс. менее 0,3% масс. никеля (Ni), менее 100 мг/кг железа (Fe), менее 50 мг/кг меди (Cu)) с азотной кислотой], к которому при перемешивании с частотой вращения мешалки 70 об/мин добавляют 142,0 кг расплава нонагидрата нитрата железа(III) с температурой 60°С [содержание железа (Fe) 13,8% масс., менее 0,4% масс. щелочных металлов, менее 0,01% масс., хлоридов, менее 0,02% масс., сульфатов (фирма Dr. Paul Lohmann GmbH, D-81857 Эммерталь)]. Перемешивание при температуре 60°С продолжают еще в течение 30 минут. Затем при поддержании температуры на уровне 60°С раствор В вливают в раствор А, и полученную смесь в течение последующих 15 минут перемешивают при 60°С. К полученной водной смеси добавляют 19,9 кг силикагеля типа Ludox® ТМ-50 фирмы Grace GmbH, D-67547 Вормс, (50% масс. SiO2) Na+ в качестве стабилизирующих противоионов, отрицательный заряд частиц, отношение кремния к натрию в виде массового отношения SiO2/Na2O 225:1, содержание диоксида кремния 50% масс., показатель рН 9,0, массовая плотность (25°С, 1 атмосфера) 1,40 г/см3, сульфаты (в виде Na2SO4) 0,08% масс., титруемая щелочь (в виде Na2O) 0,21% масс., вязкость (25°С, 1 атмосфера) 40 сП; удельная поверхность частиц диоксида кремния 140 м2/г) и продолжают перемешивание в течение 15 минут при 60°С.
После этого выполняют распылительную сушку смеси в распылительной сушилке с вращающимся диском типа FS-15 фирмы Niro с пропускаемым противотоком горячим воздухом (температура воздуха на входе 350±10°С, температура воздуха на выходе 140±5°С, частота вращения диска 18000 об/мин, расход материала 270 кг/ч). Потери при прокаливании полученного порошка в атмосфере воздуха в фарфоровом тигле при температуре 600°С в течение трех часов составляют 30,5% масс, (прокаливание до постоянной массы осуществляют при температуре 900°С), размер частиц порошка d5o при абсолютном давлении диспергирования 2,0 бар составляет 23,6 мкм (d10 5,2 мкм, d90 49,5 мкм). На Фиг.10 показано распределение частиц полученного путем распылительной сушки порошка по диаметру в зависимости от используемого давления диспергирования.
На оси абсцисс отложен диаметр частиц в логарифмической шкале (мкм).
На оси ординат показана доля частиц соответствующего диаметра (в объемных процентах от общего объема частиц) в зависимости от используемого давления диспергирования:
▲давление диспергирования 2 бар (абсолютное),
□давление диспергирования 1,1 бар (абсолютное).
В нижеследующей таблице приведены значения dx в зависимости от используемого абсолютного давления диспергирования:
3. Изготовление мультиметаллоксидного формованного катализатора и его исходных веществ
110 кг исходной массы 2 загружают в наклонный смеситель типа VIL с заполняемым объемом 200 л (фирма Aachener Misch- und Knetmaschinenfabrik) с перемешивающей и срезывающей лопастями (частота вращения перемешивающей лопасти 39 об/мин, срезывающей лопасти 3000 об/мин) и предварительно перемешивают в течение одной минуты. При продолжении перемешивания через шлюзовый затвор в течение 10 минут добавляют исходную массу 1 в количестве, необходимом для образования мультиметаллоксидной активной массы со стехиометрическим составом:
[Bi2W2O9·2WO3]0,40[Mo12Co5,4Fe3,1Si1,5K0,08Ox]1.
С целью обеспечения интенсивной и полной гомогенизации обеих исходных масса (включая разрушение возможно имеющихся агломератов), которая необходима для достижения высокой активности и селективности при последующем катализе синтеза акролеина, процесс перемешивания продолжают еще в течение 15 минут. Затем добавляют 1% масс. графита Timrex T44 фирмы Timcal AG (в пересчете на общую массу указанных выше компонентов) и в течение последующих двух минут продолжают перемешивание.
Полученную смесь уплотняют в компакторе типа К200/100 фирмы Hosokawa Bepex GmbH с вогнутыми рифлеными уплотняющими валками (ширина зазора 2,8 мм, частота вращения валков 9 об/мин, заданное значение усилия прессования около 75 кН). Посредством встроенного вибрационного сита фирмы Allgaier (размер ячеек для отсеивания надрешетного продукта 1,5 мм, размер ячеек для отсеивания подрешетного продукта 400 мкм) с шариковым приспособлением для очистки ячеек (диаметр 22 мм) отсеивают уплотненный материал с размером частиц, которому в основном соответствует интервал от 400 мкм до 1,5 мм.
С целью таблетирования к уплотненному материалу в турбулентном смесителе фирмы Drais в течение 2 минут дополнительно добавляют 2,5% масс., графита Timrex T44 фирмы Timcal AG.
Затем полученный указанным выше образом порошкообразный исходный материал подвергают выполняемому согласно изобретению уплотнению в атмосфере воздуха посредством ротационного устройства Korsch PH 865 (одногнездная пресс-форма, 65 матриц). Принципиальная конструкция указанного ротационного устройства показана на фиг.6. Диаметр его отжимного ролика составляет 100 мм, диаметр основного нажимного ролика 300 мм. Расстояние между двумя находящимися на разных сторонах матричного диска матрицами составляет 780 мм.
Используемые матрицы с конгруэнтным сдвоенным усеченным конусом схематически показаны на Фиг.3а и 3b.
Длина I продольного участка I составляет 6,22 мм.
Длина II (длина II*) продольного участка II (продольного участка II*) составляет 8 мм.
Длина контурной линии соответственно кругового цилиндра I и кругового цилиндра II составляет 15,7 мм.
Диаметр DD торца усеченного конуса KS составляет 5,1 мм. Диаметр DG основания усеченного конуса KS составляет 5,0 мм.
Длина контурной линии кругового цилиндра Z (сплошного кругового цилиндрического центрального штифта) составляет 2,5·π мм. Верхняя плоская торцовая поверхность центрального штифта MF находится на одном уровне с поверхностью плоского верхнего торца матрицы.
Изготовлению подлежат только кольцеобразные предварительно формованные изделия FLII, причем конечное расстояние Е во всех случаях составляет 3 мм. Верхняя торцовая поверхность нижнего пуансона и нижняя торцовая поверхность верхнего пуансона обладают плоской конфигурацией. Ось В перпендикулярна обеим торцовым поверхностям.
Находящиеся на торцовых поверхностях соответствующих пуансонов зоны входа в центральные отверстия MBU и MBO, последнее из которых соединено с двумя выходными отверстиями для выпуска газов (смотри Фиг.4d), обладают круговой цилиндрической конфигурацией с идентичными радиусами. Между внутренними стенками указанных отверстий и наружной боковой поверхностью центрального штифта MF возможен скользящий контакт.
Матрицы обладают комбинированной конструкцией. Часть матрицы со стороны ее отверстия выполнена из твердого сплава G 10-Ni (толщина стенок от 6,9 до 7,0 мм, шероховатость Ra 0,1 мкм), в то время как наружная часть матрицы выполнена из инструментальной стали 1.2379 согласно DIN (толщина стенок 9 мм, шероховатость Ra 0,8 мкм). Верхний и нижний пуансоны выполнены из материала 1.2601 согласно DIN. Круговой цилиндрический центральный штифт MF выполнен из инструментальной стали 1.2343 согласно DIN (шероховатость Ra 0,4 мкм). Шероховатость Ra обеих торцовых поверхностей центрального штифта MF также составляет 0,4 мкм.
Количество помещаемого в загрузочную камеру порошкообразного исходного материала составляет 129 мг.
Перед началом процесса уплотнения нижний торец верхнего пуансона находится на исходном расстоянии А от соответствующего торца нижнего пуансона на одном уровне с верхней стороной продольного участка II. По мере износа внутренних стенок верхней части продольного участка II отверстия матрицы торцовые поверхности обоих пуансонов при исходном расстоянии А смещаются вниз в пределах продольного участка II.
Усилие предварительного прессования для каждого из пуансонов составляет 0,3 кН, в то время как усилие основного прессования для каждого из пуансонов составляет 4,2 кН.
Предел прочности при боковом сжатии получаемого кольцеобразного предварительного формованного катализатора на носителе находится в интервале от 21 до 23 Н.
Частота вращения ротационного устройства находится в интервал от 35 до 45 об/мин.
Материал выступа, торца и бородки матричного диска аналогичен указанному выше материалу.
Во избежание выбросов пыли в воздух рабочего помещения таблетировочная машина снабжена системой вытяжки (частота вращения соответствующего вентилятора от 300 до 400 нм3/ч). Отходящий воздух пропускают через фильтр, подвергаемый периодической очистке от пыли.
После этого полученный кольцеобразный мультиметаллоксидный сплошной предварительный формованный катализатор подвергают термической обработке с помощью устройства для прокаливания с ленточным транспортером, осуществляемой аналогично примеру 1 из немецкой заявки на патент DE-A 10046957, однако высота насыпного слоя катализатора в процессе деструкции (в камерах 1-4) составляет 53 мм при времени пребывания в каждой из указанных камер, составляющем 1,23 часа, тогда как в процессе прокаливания, осуществляемом в камерах 5-8, она составляет 153 мм при времени пребывания 3,89 час; причем все камеры обладают одинаковой длиной, составляющей 1,40 м, однако площадь их основания составляет 1,29 м2 (деструкция), соответственно 1,40 м2 (прокаливание), причем через сетчатую ленту с грубыми ячейками снизу пропускают от 50 до 210 нм3/ч нагретого до 100°С (деструкция), соответственно 450°С (прокаливание), воздуха, и причем дополнительно осуществляют циркуляцию воздуха в камерах посредством вентиляторов (от 900 до 1450 об/мин). Отклонение температуры внутри камер 1-8 от ее заданного значения (типичными заданными значениями температуры являются соответственно 140°С, 190°С, 220°С, 265°С, 380°С, 425°С, 460°С и 460°С) независимо от времени и точки измерения во всех случаях составляет ≤2°С. После камеры 8 следует термостатируемая при 70°С зона охлаждения длиной 2 метра. В остальном технология аналогична описанной в примере цитируемой заявки.
Затем полученный кольцеобразный мультиметаллоксидный сплошной формованный катализатор просеивают, отбирая подрешетный продукт.
Для просеивания используют сита с продолговатыми ячейками. Длина прямолинейных краев соответствующих ячеек составляет 20 мм при расстоянии между их краями 1,8 мм. Количество отсеиваемого подрешетного продукта в пересчете на суммарную массу подвергаемого просеиванию материала составляет 0,4% масс.
В случае аналогичного осуществления процесса уплотнения порошкообразного исходного материала, однако при использовании для уплотнения матрицы, отверстие которой обладает идеальной круговой цилиндрической конфигурацией (диаметр 5 мм, диаметр верхней и нижней торцовых поверхностей 4,95 мм), количество отсеиваемого подрешетного продукта в пересчете на суммарную массу подвергаемого просеиванию исходного материала составляет 2,1% масс.
Изготовленный указанным выше методом кольцеобразный мультиметаллоксидный сплошной катализатор пригоден, например, для осуществления гетерогенно катализируемого частичного газофазного окисления пропилена в акролеин.
В соответствии с другим вариантом вместо ротационного устройства Korsch PH 865 для осуществления предлагаемого в изобретении уплотнения можно использовать также ротационное устройство Kilian Synthesis 700-77 А. При этом усилие предварительного прессования для каждого из обоих пуансонов может составлять 0,6 кН, в то время как основное прессование можно осуществлять при усилии для каждого из обоих пуансонов, составляющем 5,0 кН. Кроме того, предлагаемое в изобретении уплотнение можно осуществлять также в атмосфере азота.
III. Изготовление кольцеобразного мультиметаллоксидного сплошного предварительно Формуемого катализатора на основе активного мультиметаллоксида со стехиометрическим составом
213 кг тетрагидрата гептамолибдата аммония (81,5% масс. МоО3) растворяют при 60°С в 600 литрах воды. К полученному раствору при сохранении температуры на уровне 60°С и перемешивании добавляют 0,97 кг водного раствора гидроксида калия концентрацией 46,8% масс. с температурой 20°С (в результате получают раствор А).
Второй раствор В получают путем осуществляемого при 30°С и перемешивании добавления к 333,7 кг водного раствора нитрата кобальта(II) [12,4% масс. кобальта (Со)] 116,25 кг водного раствора нитрата железа(III) [14,2% масс. железа (Fe)] с температурой 20°С. По завершении добавления нитрата железа перемешивание реагентов продолжают при 30°С еще в течение 30 минут. Затем при температуре 60°С и перемешивании добавляют 112,3 кг водного раствора нитрата висмута (11,2% масс., висмута (Bi)) с температурой 20°С. Полученный раствор В в течение 30 минут при температуре 60°С и перемешивании вводят в раствор А. Через 15 минут после завершения смешивания компонентов А и В к полученной смеси при 60°С добавляют 19,16 кг кремниевого золя типа Ludox TM-50 (фирма Grace GmbH, D-67547 Вормс). Перемешивание продолжают еще в течение 15 минут при поддержании температуры на уровне 60°С. Затем полученную смесь подвергают противоточной распылительной сушке горячим воздухом (температура газа на входе в сушилку 400±10°С, температура газа на выходе из сушилки 140±5°С), получая порошок, потери при прокаливании которого в течение 3 часов при 600°С в атмосфере воздуха составляют 30% масс. Диаметр частиц полученного порошка d50 (измеренный при абсолютном давлении диспергирования 2 бар) составляет 20,3 мкм (d10 3,24 мкм и d90 53,6 мкм.
К полученному порошку при перемешивании дополнительно добавляют 1,0% масс. (в пересчете на количество порошка) графита Asbury 3160 фирмы Asbury Graphite Mills Inc., Нью-Джерси, 08802, США.
Образующуюся при этом сухую смесь подвергают обработке в компакторе типа К 200/100 фирмы Hosokawa Bepex GmbH (D-74211 Лейнгартен) в следующих условиях: ширина зазора 2,8 мм, размер ячеек сита 1,0 мм, размер ячеек для подрешетного продукта 200 мкм, заданное усилие прессования 35 кН, частота вращения червяка от 65 до 70 об/мин, целью которой является предварительное уплотнение порошкообразной смеси до размеров частиц, преимущественно составляющих от 200 мкм до 1 мм.
Предварительно уплотненный материал смешивают с 2% масс. (в пересчете на массу) указанного выше графита, после чего подвергают окончательному уплотнению посредством ротационного устройства Kilian типа RX 73 (фирма Kilian, D-50735 Кельн) в атмосфере воздуха, получая кольцеобразный мультиметаллоксидный сплошной предварительный формованный катализатор FLII с неискривленными (плоскими) торцовыми поверхностями. Принципиальная конструкция указанного устройства показана на фиг.6. Используемая при этом пресс-форма (матрица, пуансон и так далее), а также материалы, из которых выполнены выступ, торец и бородка матричного диска, аналогичны примеру II. Это относится и к прочим условиям уплотнения, включая конечное расстояние Е, которое также составляет 3 мм. Предел прочности при боковом сжатии полученного кольцеобразного мультиметаллоксидного сплошного предварительного формованного катализатора составляет от 19 до 21 Н.
Последующую термическую обработку кольцеобразного мультиметаллоксидного сплошного предварительного формованного катализатора в виде насыпного слоя массой 1900 г осуществляют в камере с внутренним объемом 0,12 м3 при циркуляции нагреваемого воздуха со скоростью 2 нм3/мин. Термическую обработку указанного насыпного слоя осуществляют в следующем температурном режиме:
- повышение температуры с 25 до 160°С со скоростью 1°С/мин,
- последующая выдержка при 160°С в течение 100 минут,
- повышение температуры со 160 до 200°С со скоростью 3°С/мин,
- последующая выдержка при 200°С в течение 100 минут,
- повышение температуры с 200 до 230°С со скоростью 2°С/мин,
- последующая выдержка при 230°С в течение 100 минут,
- повышение температуры с 230 до 270°С со скоростью 3°С/мин,
- последующая выдержка при 270°С в течение 100 минут,
- повышение температуры до 380°С со скоростью 1°С/мин,
- последующая выдержка при 380°С в течение 4,5 часов,
- повышение температуры до 430°С со скоростью 1°С/мин,
- последующая выдержка при 430°С в течение 4,5 часов,
- повышение температуры до 500°С со скоростью 1°С/мин,
- последующая выдержка при 500°С в течение 9 часов,
- охлаждение до 25°С в течение последующих 4 часов.
В результате указанной обработки из кольцеобразного мультиметаллоксидного сплошного предварительного формованного катализатора получают кольцеобразный мультиметаллоксидный сплошной формованный катализатор. Катализатор данного типа пригоден, например, для осуществления гетерогенно катализируемого частичного газофазного окисления пропилена в акролеин.
Полученный катализатор подвергают просеиванию аналогично примеру II для отделения подрешетного продукта. Количество отсеиваемого подрешетного продукта в пересчете на суммарную массу подвергаемого просеиванию материала составляет 0,6% масс.
В случае аналогичного осуществления процесса уплотнения порошкообразного исходного материала, однако при использовании для уплотнения матрицы, отверстие которой обладает идеальной круговой цилиндрической конфигурацией (диаметр 5 мм, диаметр верхней и нижней торцовых поверхностей 4,95 мм), количество отсеиваемого подрешетного продукта в пересчете на суммарную массу подвергаемого просеиванию исходного материала составляет 3,2% масс.
IV. Изготовление кольцеобразного мультиметаллоксидного сплошного предварительно Формуемого катализатора на основе активного мультиметаллоксида со стехиометрическим составом
К 619 литров нагретой до 45°С воды в обогреваемом водой резервуаре с рубашкой при перемешивании (70 об/мин) добавляют 537,5 кг тетрагидрата гептамолибдата аммония [(NH4)6Мо7О24·4Н2О (81% масс. МоО3, 8% масс.NH3, ≤50 массовых частей на млн натрия, ≤100 массовых частей на млн калия]. При этом температура раствора снижается до 37°С. С целью повышения надежности растворения гептамолибдата аммония по завершении его добавления смесь перемешивают еще в течение 15 минут, сохраняя температуру на уровне 37°С. Продолжая перемешивание, при той же температуре в течение 3 минут дозируют 17,82 кг метаванадата аммония (NH4VO3, 77% масс. V2O5, 14,5% масс. NH3, менее 150 массовых частей на млн натрия, менее 500 массовых частей на млн калия). Указанные реагенты перемешивают в течение последующих двух минут. Затем в течение одной минуты при перемешивании добавляют 49,6 кг приготовленного в отдельном резервуаре, нагретого до 60°С, бесцветного прозрачного раствора нитрата цезия в 106 литрах воды [CSNO3, содержание Cs2O 72% масс., ≤50 массовых частей на млн натрия, ≤100 массовых частей на млн калия, ≤10 массовых частей на млн алюминия, ≤20 массовых частей на млн железа]. Температура образующейся при этом суспензии повышается до 39°С. После дополнительного одноминутного перемешивания в течение другой минуты, не прекращая перемешивание, добавляют 31,66 л фосфорной кислоты (концентрация 75% масс., плотность при 25°С и атмосферном давлении 1,57 г/мл, вязкость при 25°С и атмосферном давлении 0,147 см2/с). При этом в связи с протеканием экзотермической реакции температура повышается до 42°С. Перемешивание продолжают в течение одной минуты. Затем в течение минуты при перемешивании добавляют 1,34 кг сульфата аммония (NH4)2SO4 (чистота более 99% масс.) и смесь перемешивают еще одну минуту. При продолжении перемешивания и той же температуре в течение трех минут добавляют 37,04 кг триоксида сурьмы (Sb2O3, диаметр частиц d50 около 2 мкм, кристаллическая структура согласно данным рентгенографии: свыше 75% сенармонтита, менее 25% валентинита, степень чистоты свыше 99,3% масс. менее 0,3% масс. As2O3, менее 0,3% масс. PbO, ≤300 массовых частей на млн FeO; коммерчески доступный продукт Triox White, номер кода 639000, фирма Antraco, D-10407 Берлин). Частоту вращения мешалки снижают с 70 до 50 об/мин. Затем в рубашку реактора подают водяной пара, и перемешиваемую суспензию нагревают в течение 30 минут при линейном повышении температуры до 95°С. При указанной температуре и частоте вращения мешалки 50 об/мин в течение 4 минут добавляют 51,64 кг водного раствора нитрата меди Cu(NO3)2 с содержанием меди 15,6% масс. После дополнительного перемешивания в течение 56 минут при температуре 95°С. Затем суспензию в течение 4 минут сливают в продутый азотом, нагретый до 85°С сборник распылительной сушилки с мешалкой, вращающейся с частотой 35 об/мин, и промывают 20 литрами воды с температурой 25°С. Затем суспензия из указанного сборника поступает в распылительную сушилку с вращающимся диском типа FS-15 фирмы Niro (прямоток горячего воздуха, температура на входе газа 285±10°С, температура на выходе газа 110±5°С, частота вращения диска 18000 об/мин, производительность 270 кг/ч), причем потери при прокаливании получаемого порошка (1 час при 500°С в атмосфере воздуха) составляют 17,2% масс., а его частицы обладают диаметром d50, измеренным при абсолютном давлении диспергирования 2 бар, 35,9 мкм (d10 14,3 мкм, d90 65,6 мкм).
Полученный порошок гомогенно смешивают с 1,5% масс. графита Timrex 44 фирмы Timcal и уплотняют (компактор типа К200/100 фирмы Hosokawa Верех GmbH, D-74211 Лейнгартен, с вогнутыми рифлеными уплотняющими валками, ширина зазора 2,8 мм, размер ячеек сита 1,25 мм, размер ячеек для подрешетного продукта 400 мкм, частота вращения червяка в интервале от 65 до 70 об/мин). Для осуществления таблетирования к уплотненному материалу дополнительно добавляют 1% масс. того же графита.
Затем полученный порошкообразный исходный материал подвергают указанному выше выполняемому согласно изобретению уплотнению в атмосфере воздуха, используя для этого ротационное устройство Korsch PH 865 (одногнездная пресс-форма, 65 матриц). Принципиальная конструкция устройства показана на Фиг.6. Диаметр отжимного ролика составляет 100 мм, тогда как диаметр основного нажимного ролика составляет 300 мм. Расстояние между двумя матрицами, находящимися на противоположных сторонах матричного диска, составляет 780 мм.
Используют матрицы с конгруэнтным сдвоенным усеченным конусом, схематически показанные на Фиг.3а и 3d. Длина I продольного участка I составляет 2,2 мм. Длина II (длина II*) продольного участка II (продольного участка II*) составляет 10 мм.
Длина контурной линии кругового цилиндра I и кругового цилиндра II соответственно составляет 22 мм. Диаметр DD торца усеченного конуса KS составляет 7,1 мм. Диаметр DG основания усеченного конуса KS составляет 7,0 мм. Длина контурной линии кругового цилиндра Z (сплошного кругового цилиндрического центрального штифта) составляет 3,0·π мм. Плоская верхняя торцовая поверхность центрального штифта MF находится на одном уровне с плоской поверхностью верхнего торца матрицы.
Изготовлению подлежат только кольцеобразные предварительные формованные изделия FLII, причем конечное расстояние Е во всех случаях составляет 7 мм. Верхняя торцовая поверхность нижнего пуансона и нижняя торцовая поверхность верхнего пуансона обладают плоской конфигурацией. Ось В перпендикулярна обеим торцовым поверхностям.
Находящиеся на торцовых поверхностях соответствующих пуансонов зоны входа в центральные отверстия MBU и MBO, последнее из которых соединено с двумя выходными отверстиями для выпуска газов (смотри Фиг.4d), обладают круговой цилиндрической конфигурацией с идентичными радиусами. Между внутренними стенками указанных отверстий и наружной боковой поверхностью центрального штифта MF возможен скользящий контакт.
Матрицы обладают комбинированной конструкцией. Часть матрицы со стороны ее отверстия выполнена из твердого сплава G 10-Ni (толщина стенок от 2,5 до 2,6 мм, шероховатость Ra 0,1 мкм), в то время как наружная часть матрицы выполнена из инструментальной стали 1.2379 согласно DIN (толщина стенок 9 мм, шероховатость Ra 0,8 мкм). Верхний и нижний пуансоны выполнены из материала 1.2601 согласно DIN. Круговой цилиндрический центральный штифт MF выполнен из инструментальной стали 1.2343 согласно DIN (шероховатость Ra 0,4 мкм). Шероховатость Ra обеих торцовых поверхностей центрального штифта MF также составляет 0,4 мкм.
Количество помещаемого в загрузочную камеру порошкообразного исходного материала составляет 576 мг.
До начала процесса уплотнения нижний торец верхнего пуансона находится на исходном расстоянии А от соответствующего торца нижнего пуансона на одном уровне с верхней стороной продольного участка II. По мере износа внутренних стенок верхней части продольного участка II отверстия матрицы торцовые поверхности обоих пуансонов при исходном расстоянии А смещаются вниз в пределах продольного участка II. Усилие предварительного прессования для каждого из пуансонов составляет 0,3 кН, в то время как усилие основного прессования для каждого из пуансонов составляет 3,5 кН.
Предел прочности при боковом сжатии полученного в результате уплотнения кольцеобразного предварительного формованного катализатора находится в интервале от 33 до 37 Н. Частота вращения ротационного устройства составляет от 20 до 25 об/мин. Материал выступа, торца и бородки матричного диска аналогичен указанному выше материалу.
Затем 8 кг кольцеобразного мультиметаллоксидного сплошного предварительного формованного катализатора равномерно распределяют в проволочной боронке с основанием площадью 33,0 см × 49,5 см, причем высота насыпного слоя составляет 4 см. Проволочную боронку помещают в камерную печь типа КА-040/006-08 EW.OH длиной 57 см, шириной 57 см и высотой 80 см (фирма Elino Industrie-Ofenbau, Carl Hanf GmbH & Co, D-52355 Дюрен) таким образом, чтобы воздух мог равномерно проходить через слой таблеток. Расход подаваемого в печь свежего воздуха составляет 2 нм3/ч, причем циркуляцию воздуха в печи регулируют таким образом, чтобы воздух проходил через насыпной слой со скоростью 0,9 м/с (скорость воздуха определяют посредством аэрометра типа 445 фирмы Testo). Печь нагревают до температуры 380°С в следующем режиме: в течение 40 минут нагревание до 180°С, выдержка 30 минут, в течение 10 минут нагревание до 220°С, выдержка 30 минут, в течение 13 минут нагревание до 270°С, выдержка 30 минут, в течение 25 минут нагревание до 340°С и заключительное нагревание до 380°С в течение 40 минут. Указанную температуру сохраняют в течение последующих 390 минут. В течение всего этого времени осуществляют непрерывный контроль содержания аммиака в отсасываемом из зоны термической обработки воздухе путем инфракрасной спектроскопии с Фурье-преобразованием (спектрометр типа Impact фирмы Nicolet, ИК-ячейка из специальной стали с окошком из фторида кальция, толщина слоя 10 см, термостатирование при 120°С, определение концентрации по интенсивности полос в области 3333 см-1). Содержание аммиака в течение всей термической обработки составляет менее 2,4% об.. Максимального значения оно достигает при температуре 220°С.
Полученный кольцеобразный мультиметаллоксидный сплошной формованный катализатор пригоден, например, для осуществления гетерогенного катализируемого частичного газофазного окисления метакролеина в метакриловую кислоту.
Затем полученный кольцеобразный мультиметаллоксидный сплошной формованный катализатор подвергают просеивание с целью отделения подрешетного продукта. Для просеивания используют сита с продолговатыми ячейками. Длина прямолинейных краев соответствующих ячеек составляет 20 мм при расстоянии между краями 6 мм. Количество отсеиваемого подрешетного продукта в пересчете на суммарную массу подвергаемого просеиванию материала составляет 14% масс.
В случае аналогичного осуществления процесса уплотнения порошкообразного исходного материала, однако предусматривающего использование для уплотнения матрицы, отверстие которой обладает идеальной круговой цилиндрической конфигурацией (диаметр 7 мм, диаметр верхней и нижней торцовых поверхностей 6,95 мм), количество отсеиваемого подрешетного продукта в пересчете на суммарную массу подвергаемого просеиванию исходного материала составляет 21,7% масс.
V. Изготовление кольцеобразного мультиметаллоксидного сплошного предварительно формуемого катализатора с активным мультиметаллоксидом, содержащим ванадий, фосфор, железо и кислород
В обогреваемый находящейся под давлением водой, инертизованный азотом эмалированный стальной котел объемом 8 м3, снабженный импеллерной мешалкой и прерывателями потока, загружают 4602 кг изобутанола. После пуска трехступенчатой импеллерной мешалки изобутанол нагревают до температуры 90°С с образованием флегмы. При этой температуре начинают подачу посредством питающего шнека 690 кг пентоксида ванадия. После введения в реактор примерно 2/3 от указанного количества пентоксида ванадия (то есть примерно через 20 минут) его дальнейшую подачу совмещают с осуществляемой насосом подачей 805 кг полифосфорной кислоты с температурой 50°С (содержание Р2О5 76% масс., что соответствует 105% масс. Н3РО4). По завершении подачи фосфорной кислоты приступают к нагреванию реакционной смеси с рефлюксом до температуры, находящейся в примерном интервале от 100 до 108°С, которое продолжают в течение 14 часов. Непосредственно после этого горячую суспензию охлаждают до 60°С в течение промежутка времени, составляющего от 70 до 80 минут, и добавляют 22,7 кг фосфата железа(Ш) (29,9% масс. железа). Затем суспензию в течение 70 минут вновь нагревают до температуры образования флегмы и в течение последующего часа продолжают нагревание с рефлюксом. После этого суспензию сливают в работающий под давлением, предварительно инертизованный азотом, обогреваемый нутч-фильтр, в котором ее подвергают фильтрованию при температуре около 100°С и абсолютном давлении, превышающем давление в нутч-фильтре на 0,35 МПа. Остаток на нутч-фильтре подвергают осуществляемой примерно в течение одного часа сушке при 100°С, постоянном пропускании азота и перемешивании установленной по центру, регулируемой по высоте мешалкой. Остаток после сушки нагревают примерно до 155°С и вакуумируют до остаточного абсолютного давления 15 кПа (150 мбар). Сушку в указанных условиях продолжают до тех пор, пока остаточное содержание изобутанола в предварительном катализаторе не составит менее 2% масс.
Отношение железа (Fe) к ванадию (V) составляет 0,016:1.
Высушенный порошок подвергают последующей двухчасовой термической обработке в атмосфере воздуха, осуществляемой во вращающейся трубчатой печи длиной 6,5 м и внутренним диаметром 0,9 м с помещенными внутрь нее спиралями (с целью более эффективного перемешивания). Частота вращения трубчатой печи составляет 0,4 об/мин. В печь подают 60 кг/ч порошка. Расход воздуха составляет 100 м3/ч. Температура в пяти обладающих одинаковой длиной зонах нагревания трубчатой печи, измеряемая непосредственно с ее наружной стороны в направлении от выхода порошка из печи до входа, составляет соответственно 250°С, 300°С, 345°С, 345°С и 345°С.
Отбираемую из трубчатой печи предварительную массу гомогенно смешивают с 1% масс. графита Tinnrex T44 фирмы Timcal AG. Получаемую смесь уплотняют, а затем вновь смешивают с 2% масс. того же графита.
Затем полученный порошкообразный исходный материал подвергают описанному выше, выполняемому согласно изобретению уплотнению в атмосфере азота с помощью ротационного устройства Korsch PH 865 (одногнездная пресс-форма, 65 матриц). Принципиальная конструкция указанного устройства показана на Фиг.6. Диаметр отжимного ролика составляет 100 мм, тогда как диаметр основного нажимного ролика составляет 300 мм. Расстояние между двумя матрицами, находящимися на противоположных сторонах матричного диска, составляет 780 мм.
Используют матрицы с конгруэнтным сдвоенным усеченным конусом, схематически показанные на Фиг.3а и 3b. Длина I продольного участка I составляет 6,2 мм. Длина II (длина II*) продольного участка II (продольного участка II*) составляет 8 мм.
Длина контурной линии кругового цилиндра I и кругового цилиндра II соответственно составляет 17,3 мм. Диаметр DD торца усеченного конуса KS составляет 5,5 мм. Диаметр DG основания усеченного конуса KS составляет 5,6 мм. Длина контурной линии кругового цилиндра Z (сплошного кругового цилиндрического центрального штифта) составляет 3,0·π мм. Плоская верхняя торцовая поверхность центрального штифта MF находится на одном уровне с плоской поверхностью верхнего торца матрицы.
Изготовлению подлежат только кольцеобразные предварительные формованные изделия FLII, причем конечное расстояние Е во всех случаях составляет 3,2 мм. Верхняя торцовая поверхность нижнего пуансона и нижняя торцовая поверхность верхнего пуансона обладают плоской конфигурацией. Ось В перпендикулярна обеим торцовым поверхностям.
Находящиеся на торцовых поверхностях соответствующих пуансонов зоны входа в центральные отверстия MBU и MBO, последнее из которых соединено с двумя выходными отверстиями для выпуска газов (смотри Фиг.4d), обладают круговой цилиндрической конфигурацией с идентичными радиусами. Между внутренними стенками указанных отверстий и наружной боковой поверхностью центрального штифта MF возможен скользящий контакт.
Матрицы обладают комбинированной конструкцией. Часть матрицы со стороны ее отверстия выполнена из твердого сплава G Ю-Ni (толщина стенок от 3,2 до 3,3 мм, шероховатость Ra 0,1 мкм), в то время как наружная часть матрицы выполнена из инструментальной стали 1.2379 согласно DIN (толщина стенок 9,1 мм, шероховатость Ra 0,8 мкм). Верхний и нижний пуансоны выполнены из материала 1.2601 согласно DIN. Круговой цилиндрический центральный штифт MF выполнен из инструментальной стали 1.2343 согласно DIN (шероховатость Ra 0,4 мкм). Шероховатость Ra обеих торцовых поверхностей центрального штифта MF также составляет 0,4 мкм.
Количество помещаемого в загрузочную камеру порошкообразного исходного материала составляет 90 мг.
До начала процесса уплотнения нижний торец верхнего пуансона находится на исходном расстоянии А от соответствующего торца нижнего пуансона на одном уровне с верхней стороной продольного участка II. По мере износа внутренних стенок верхней части продольного участка II отверстия матрицы торцовые поверхности обоих пуансонов при исходном расстоянии А смещаются вниз в пределах продольного участка II. Усилие предварительного прессования для каждого из пуансонов составляет 0,3 кН, в то время как усилие основного прессования для каждого из пуансонов составляет 4,2 кН.
Предел прочности при боковом сжатии полученного в результате уплотнения кольцеобразного предварительного формованного катализатора находится в интервале от 9 до 11 Н. Частота вращения ротационного устройства составляет от 20 до 30 об/мин. Материал выступа, торца и бородки матричного диска аналогичен указанному выше материалу.
Кольцеобразный мультиметаллоксидный сплошной катализатор получают из изготовленного, как указано выше, кольцеобразного мультиметаллоксидного сплошного предварительного формованного катализатора путем термической обработки, приведенной в примере 9 международной заявки WO 03/78059 (на странице 39 соответствующего описания). Полученный при этом катализатор пригоден, например, для осуществления гетерогенно катализируемого частичного газофазного окисления н-бутана в малеиновый ангидрид.
Затем полученный кольцеобразный мультиметаллоксидный сплошной формованный катализатор подвергают просеивание с целью отделения подрешетного продукта. Для просеивания используют сита с продолговатыми ячейками. Длина прямолинейных краев соответствующих ячеек составляет 4 мм при расстоянии между краями 4 мм. Количество отсеиваемого подрешетного продукта в пересчете на суммарную массу подвергаемого просеиванию материала составляет 0,3% масс.
В случае аналогичного осуществления процесса уплотнения порошкообразного исходного материала, однако, предусматривающего уплотнение с использованием матрицы, отверстие которой обладает идеальной круговой цилиндрической конфигурацией (диаметр 5,5 мм, диаметр верхней и нижней торцовых поверхностей 5,45 мм), количество отсеиваемого подрешетного продукта в пересчете на суммарную массу подвергаемого просеиванию исходного материала составляет 1,2% масс.
В настоящую заявку в качестве ссылок включены описания предварительных заявок США на патент №61/077601 и №61/077638 (обе от 02.07.2008). С учетом данного обстоятельства возможны многочисленные изменения и отклонения от настоящего изобретения. Следовательно, представленная ниже формула изобретения может отличаться от приведенного выше описания.
Реферат
Изобретение относится к порошковой металлургии, в частности к получению кольцеобразного оксидного формованного изделия. Может использоваться для изготовления стационарного слоя катализатора, используемого в реакционных трубках кожухотрубного реактора. Порошкообразный материал, содержащий по меньшей мере одно соединение металла, которое может быть преобразовано в оксид металла путем термообработки, или по меньшей мере один оксид металла, или по меньшей мере один оксид металла и по меньшей мере одно соединение металла, помещают в загрузочную камеру. Путем механического уплотнения формируют кольцеобразное предварительно формованное изделие, боковая поверхность которого представляет собой усеченный конус, расширяющийся в направлении снизу вверх. Полученное предварительно формованное изделие подвергают термообработке при температуре ≥100 °С, в процессе которой происходит деструкция и/или химическое превращение компонентов изделия с образованием газообразного соединения и формирование конечного кольцеобразного оксидного изделия. Обеспечивается повышение качества изделия за счет отсутствия разрушения изделий, обусловленного геометрической формой поверхности. 3 н. и 47 з.п. ф-лы, 10 ил., 5 пр.
Формула
- внутренними стенками отверстия матрицы,
- верхней торцовой поверхностью вводимого в отверстие матрицы вдоль оси В (40) снизу, поднимаемого и опускаемого нижнего пуансона, на которой лежит помещаемое в загрузочную камеру скопление порошкообразного материала,
- нижней торцовой поверхностью поднимаемого и опускаемого вдоль оси В (40) верхнего пуансона, находящейся вдоль оси В (40) на исходном осевом расстоянии А (41) над верхней торцовой поверхностью нижнего пуансона и контактирующей с помещаемым в загрузочную камеру скоплением порошкообразного материала, и
- боковой поверхностью центрального штифта MF (18), проходящего снизу вверх через отверстие матрицы вдоль оси В (40) из геометрического центра верхней торцовой поверхности нижнего пуансона и достигающего, по меньшей мере, геометрического центра нижней торцовой поверхности верхнего пуансона,
в соответствии с которым осевое исходное расстояние А (41) между обеими торцовыми поверхностями сокращают до необходимого для уплотнения осевого конечного расстояния Е (42) вдоль оси В (40) путем опускания верхнего пуансона при неизменном положении или дополнительном поднятии нижнего пуансона, причем
- геометрическая форма боковой поверхности нижнего пуансона соответствует геометрической форме боковой поверхности кругового цилиндра I (43),
- геометрическая форма боковой поверхности верхнего пуансона соответствует геометрической форме боковой поверхности кругового цилиндра II (44),
- в геометрическом центре верхней торцовой поверхности нижнего пуансона выполнено проходящее сквозь него сверху вниз центральное отверстие MBU (37),
- при исходном расстоянии А (41) между обеими торцовыми поверхностями центральный штифт MF (18), проходящий снизу через центральное отверстие MBU (37) нижнего пуансона, достигает, по меньшей мере, геометрического центра нижней торцовой поверхности верхнего пуансона,
- центральный штифт MF (18) по всей своей высоте обладает геометрической формой кругового цилиндра Z (45) с круговой цилиндрической боковой поверхностью MZ (46),
- длина контурной линии кругового цилиндра Z (45) меньше длины контурной линии кругового цилиндра I (43) и меньше длины контурной линии кругового цилиндра II (44),
- в процессе уплотнения центральный штифт MF (18) и матрица, включая ее отверстие, находятся в фиксированном относительно оси В (40) взаимном положении,
- в геометрическом центре нижней торцовой поверхности верхнего пуансона выполнено центральное отверстие MBO (35), которое направлено вовнутрь верхнего пуансона и сообщается по меньшей мере с одним выпускным отверстием, причем при сокращении исходного расстояния А (41) до конечного расстояния Е (42) отверстие MBO способно вместить участок центрального штифта MF (18) необходимой длины, которая может соответствовать исходному расстоянию А (41),
- оси симметрии отверстия матрицы, кругового цилиндра I (43), кругового цилиндра II (44), центрального отверстия МВO (35), центрального штифта MF (18) и центрального отверстия MBU (37) лежат на проходящей через отверстие матрицы в вертикальном направлении общей прямой линии L (47),
- отверстие матрицы вдоль ее оси В (40) обладает продольным участком I (31) длиной I с внутренними стенками, геометрической форме которых соответствует боковая поверхность кругового цилиндра KZ (48), причем непосредственно к верхнему концу продольного участка I примыкает направленный вверх продольный участок II (32) отверстия матрицы, который обладает длиной II,
- продольный участок I (31), отверстия матрицы и круговой цилиндр I (43) выполняют с таким размером, чтобы нижний пуансон в процессе уплотнения всегда входил в отверстие матрицы на такую глубину, чтобы его боковая поверхность скользила относительно внутренних стенок отверстия, по меньшей мере, вдоль части общей длины продольного участка I (31),
- центральное отверстие MBU (37) нижнего пуансона и круговой цилиндр Z (45) выполняют с таким размером, чтобы нижний пуансон в процессе уплотнения всегда входил в отверстие матрицы на такую глубину, чтобы, по меньшей мере, зона входа в центральное отверстие, по меньшей мере, зона входа в центральное отверстие MBU (37) нижнего пуансона со стороны его верхнего торца скользила относительно круговой цилиндрической боковой поверхности MZ (46) центрального штифта MF (18), и
- по завершении уплотнения верхний пуансон поднимают над сформированным предварительно формованным кольцеобразным изделием, которое удаляют из отверстия матрицы путем подъема нижнего пуансона,
а также последующую термическую обработку кольцеобразного предварительного формованного изделия при температуре ≥100°С, в процессе которой происходит деструкция и/или химическое превращение, по меньшей мере, частичного количества его компонентов с образованием по меньшей мере одного газообразного соединения и формирование кольцеобразного оксидного формованного изделия,
отличающийся тем, что геометрической форме внутренних стенок вдоль длины II продольного участка II (32) отверстия матрицы в направлении снизу вверх соответствует геометрическая форма боковой поверхности расширяющегося в направлении снизу вверх усеченного конуса KS (49), площадь поперечного сечения нижней стороны которого соответствует площади поперечного сечения верхней стороны кругового цилиндра KZ (48), при условии, что при достижении конечного расстояния Е (42) нижняя торцовая поверхность верхнего пуансона находится в пределах продольного участка II (32), а верхняя торцовая поверхность нижнего пуансона расположена не ниже продольного участка I (31), в связи с чем, по меньшей мере, часть предварительного формованного кольцеобразного изделия, сформировавшегося вследствие механического уплотнения скопления порошкообразного материала между обеими торцовыми поверхностями, при достижении конечного расстояния Е (42) находится в пределах продольного участка II (32).
0,003·H≤DG-DD≤0,050·H.
4·конечное расстояние Е (42)≥Н≥1·конечное расстояние Е (42).

в которой
X1 означает никель и/или кобальт,
X2 означает таллий, самарий, щелочной металл и/или щелочноземельный металл,
X3 означает цинк, фосфор, мышьяк, бор, сурьму, олово, церий, свинец, ванадий, хром, ниобий и/или вольфрам,
X4 означает кремний, алюминий, титан и/или цирконий,
а означает число от 0,2 до 5,
b означает число от 0,01 до 5,
с означает число от 0 до 10,
d означает число от 0 до 2,
е означает число от 0 до 8,
f означает число от 0 до 10 и
n означает число, которое определяется валентностью и количеством отличающихся от кислорода элементов в формуле (XII).

в которой
Y1 означает только висмут или висмут и по меньшей мере один элемент, выбранный из группы, включающей теллур, сурьму, олово и медь,
Y2 означает молибден или вольфрам, или молибден и вольфрам,
Y3 означает щелочной металл, таллий и/или самарий,
Y4 означает щелочноземельный металл, никель, кобальт, медь, марганец, цинк, олово, кадмий и/или ртуть,
Y5 означает железо или железо и по меньшей мере один из элементов, выбранный из группы, включающей ванадий, хром и церий,
Y6 означает фосфор, мышьяк, бор и/или сурьму,
Y7 означает редкоземельный металл, титан, цирконий, ниобий, тантал, рений, рутений, родий, серебро, золото, алюминий, галлий, индий, кремний, германий, свинец, торий и/или уран,
Y8 означает молибден или вольфрам, или молибден и вольфрам,
а′ означает число от 0,01 до 8,
b′ означает число от 0,1 до 30,
с′ означает число от 0 до 4,
d′ означает число от 0 до 20,
е′ означает число > 0 до 20,
f′ означает число от 0 до 6,
g′ означает число от 0 до 15,
h′ означает число от 8 до 16,
х′ и y′ соответственно означают числа, которые определяются валентностью и количеством отличающихся от кислорода элементов в формуле (XIII), и
р и q соответственно означают числа, причем отношение p/q находится в интервале от 0,1:1 до 10:1.

в которой:
X1 означает калий, рубидий и/или цезий,
X2 означает медь и/или серебро,
X3 означает церий, бор, цирконий, марганец и/или висмут,
а означает число от 0,5 до 3,
b означает число от 0,01 до 3,
с означает число от 0,2 до 3,
d означает число от 0,01 до 2,
е означает число от 0 до 2,
f означает число от 0 до 2,
g означает число от 0 до 1,
h означает число от 0 до 0,5 и
n означает число, которое определяется валентностью и количеством отличающихся от кислорода элементов в формуле (XV).

в которой:
X1 означает молибден, висмут, кобальт, никель, кремний, цинк, гафний, цирконий, титан, хром, марганец, медь, бор, олово и/или ниобий,
X2 означает литий, калий, натрий, рубидий, цезий и/или таллий,
b означает число от 0,9 до 1,5,
с означает число от 0 до 0,1,
d означает число от 0 до 0,1,
е означает 0 до 0,1, и
n означает число, которое определяется валентностью и количеством отличающихся от кислорода элементов в формуле (XVI).
a) превращение пропилена в акролеин и/или акриловую кислоту,
b) превращение акролеина в акриловую кислоту,
c) превращение метакролеина в метакриловую кислоту,
d) превращение изобутилена в метакролеин и/или метакриловую кислоту,
e) превращение пропана в акролеин и/или акриловую кислоту,
f) превращение изобутана в метакролеин и/или метакриловую кислоту,
g) превращение по меньшей мере одного углеводорода с четырьмя атомами углерода и/или бензола в малеиновый ангидрид,
h) превращение метанола в формальдегид или
i) оксихлорирование этилена в 1,2-дихлорэтан.
Комментарии