Формованный элемент, содержащий птк-керамику - RU2442015C1
Код документа: RU2442015C1
Чертежи

Описание
Уровень техники
Область изобретения относится к инжекторным системам подачи топлива для двигателей внутреннего сгорания, в частности к нагревателям топлива.
Существует необходимость подачи топлива с соответствующей температурой в еще холодный двигатель. Данная проблема возникает, особенно когда в качестве основного компонента топливо имеет в своем составе метанол или этанол. В этом случае трудно разбрызгивать топливо должным образом, когда внешние температуры низкие, а двигатель располагается вне обогреваемого помещения, как, например, двигатель автомобиля. Если топливо не обладает минимальной температурой, а распыление топлива не достаточно мелкое, результатом будет неудовлетворительное смешивание топлива и воздуха в камере сгорания.
Сущность изобретения
Описано нагревательное устройство для текучих сред в виде формованного элемента, содержащего керамический материал с положительным температурным коэффициентом, так называемую ПТК-керамику. Керамический материал может, например, быть основан на титанате бария (BaTiO3), который представляет собой керамический материал типа перовскита (ABO3). Керамический материал может быть легирован с учетом, например, температуры Кюри Tc, которую, например, можно выбрать на его части с учетом точки кипения жидкости, которую необходимо подогревать. Легирование BaTiO3 керамического материала с Sr уменьшает температуру Кюри, тогда как легирование с Pb повышает температуру Кюри. Дополнительно, в керамический материал можно добавлять TiO2 и SiO2.
Нагревательное устройство может быть отлито под давлением из ПТК-керамики. Подлежащую нагреванию текучую среду нагревают посредством нагревательного устройства, когда она протекает через формованный элемент. Нагревательное устройство, предпочтительно, располагают рядом с форсункой, которая выпускает текучую среду.
За счет предварительного нагрева топлива перед тем, как оно достигнет форсунки, можно получить более хорошее качество распыляемого материала, выпускаемого из форсунки. С учетом этого, температуру предпочтительно регулируют с учетом точки кипения топлива или температуры его распыления. ПТК-керамику и напряжение, подаваемое на формованный элемент, предпочтительно выбирают исходя из данного аспекта.
ПТК-керамика обладает свойством саморегулирования. Если температура нагревательного устройства достигает критического уровня, сопротивление ПТК-керамики также повышается и, таким образом, уменьшает электрический ток, проходящий через нее. В результате, ПТК-керамика формованного элемента перестает нагреваться и получает возможность охлаждения. Таким образом, не требуется внешняя система регулирования, если керамический материал ПТК выбирают с учетом соответствующей текучей среды температуры, которую текучая среда должна максимально достичь. Это означает также, что устройство имеет обратное регулирование, когда тепло дополнительно поступает из двигателя, как, например, когда он немного поработал.
Нагревательное устройство реагирует быстро по двум основным причинам: во-первых, оно быстро нагревается и, во-вторых, тепло может быстро передаваться в текучую среду вследствие непосредственного контакта последней с формованным элементом. Непосредственный контакт с формованным элементом предоставляет возможность быстрой и эффективной передачи энергии в текучую среду по сравнению с устройствами, где нагревательное устройство расположено вокруг канала или трубки, в которой проходит текучая среда.
Для того чтобы увеличить уровень тепловой передачи, внутреннюю поверхность формованного элемента предпочтительно увеличивают посредством обеспечения ее геометрическими литыми элементами.
Для достижения высокой степени тепловой передачи между формованным элементом и текучей средой, проходящей через канал для текучей среды, текучая среда предпочтительно течет со средней скоростью по меньшей мере в одной части нагревательного устройства. Поперечное сечение канала для текучей среды, вследствие этого, предпочтительно изменяется. Большее поперечное сечение на впускной стороне и меньшее поперечное сечение на выпускной стороне канала для текучей среды делает возможным иметь более низкую скорость потока текучей среды в первой части формованной детали для того, чтобы получить высокую степень тепловой передачи, более высокую скорость потока в конце нагревательного устройства, причем последнее является предпочтительным для процесса распыления. Таким образом, предпочтительно уменьшать поперечное сечение канала для текучей среды по меньшей мере на одном подучастке формованного элемента. Формы и контуры, пригодные для этой цели, можно получить посредством литья под давлением.
Для литья под давлением могло бы быть использовано исходное сырье, содержащее керамический наполнитель, матрицу для связывания наполнителя и металлические примеси менее чем 10 миллионных долей. Один возможный керамический наполнитель может быть обозначен посредством структуры:
Ba1-x-yMxDyTi1-a-bNaMnbO3,
в которой параметры составляют x = от 0 до 0,5, y = от 0 до 0,01, а = от 0 до 0,01, b = от 0 до 0,01. В данной структуре M означает катион с валентностью два, как, например, Ca, Sr или Pb, D означает донор с валентностью три или четыре, например Y, La или редкоземельные элементы, а N означает катион с валентностью пять или шесть, например Nb или Sb. Таким образом, может быть использовано большое многообразие керамических материалов, при этом состав керамического материала может быть выбран в зависимости от требуемых электрических свойств спеченного в дальнейшем керамического материала. Керамический наполнитель исходного сырья превращается в ПТК-керамику с низким удельным сопротивлением и большим уклоном кривой в координатах сопротивление-температура. Удельное сопротивление ПТК-керамики, изготовленной из такого исходного сырья, может находиться в диапазоне от 3 Ωсм до 30000 Ωсм при 25°C в зависимости от состава керамического наполнителя и условий в процессе спекания исходного сырья. Характеристическая температура Tb, при которой сопротивление начинает увеличиваться, находится в диапазоне, равном от -30°C до 340°C. Поскольку более высокие количества примесей могли бы быть помехой электрическим свойствам сформованной ПТК-керамики, содержание металлических примесей в исходном сырье менее чем 10 миллионных долей.
Металлические примеси в исходном сырье могут содержать Fe, Al, Ni, Cr и W. Их содержание в исходном сырье, в комбинации друг с другом или каждого соответственно, составляет менее чем 10 миллионных долей вследствие истирания от инструментов, используемых в процессе получения исходного сырья.
Описан способ для получения исходного сырья для литья под давлением, включающий стадии: A) получение керамического наполнителя, трансформируемого в ПТК-керамику посредством спекания, B) перемешивание керамического наполнителя с матрицей для связывания наполнителя и C) получение гранулята, содержащего наполнитель и матрицу.
Способ включает использование инструментов, обладающих такой низкой степенью истирания, что получается исходное сырье, содержащее менее чем 10 миллионных долей примесей, вызываемых указанным истиранием. Таким образом, получение литейных под давлением видов исходного сырья с низкой степенью истирания, являющегося причиной металлических примесей, достигается без потери требуемых электрических свойств сформованной ПТК-керамики.
На стадии A) основные материалы наполнителя могут быть смешаны, кальцинированы и измельчены в порошок. В процессе кальцинирования, которое может выполняться при температурах приблизительно 1100°C в течение приблизительно двух часов, формируется керамический материал со структурой Ba1-x-yMxDyTi1-a-bNaMnbO3, где x = от 0 до 0,5, y = от 0 до 0,01, а = от 0 до 0,01, b = от 0 до 0,01, где M обозначает катион с валентностью два, D - донор с валентностью три или четыре, например Y, La или редкоземельные элементы, а N - катион с валентностью пять или шесть, например Nb или Sb. Данный керамический материал измельчают в порошок и высушивают для получения керамического наполнителя.
В качестве исходных материалов для получения керамического наполнителя могут быть использованы BaCO3, TiO2, растворы, содержащие ионы Mn и Y, и по меньшей мере одно из группы SiO2, CaCO3, SrCO3, Pb3O4. Из данных исходных материалов может быть получен керамический материал такого состава, как, например, (Ba0,3290Ca0,0505Sr0,0969Pb0,1306Y0,005)(Ti0,502Mn0,0007)O1,5045. Спеченное изделие из данного керамического материала обладает характеристической эталонной температурой Tb, равной 122°C, и - в зависимости от условий в процессе спекания - диапазоном удельного сопротивления от 40 до 200 Ωсм.
Согласно осуществлению способа стадию B) выполняют при температуре, равной от 100°C до 200°C. Керамический наполнитель и матрицу сначала перемешивают при комнатной температуре, после чего данную холодную смесь помещают в горячий миксер, который нагревают до температур, равных от 100°C до 200°C, предпочтительно между 120°C и 170°C, например 160°C. Керамический наполнитель и матрицу, которая связывает наполнитель, замешивают в горячем миксере до однородной консистенции при повышенных температурах. В качестве миксера или перемешивающего устройства может быть использована двухвалковая мельница или другое замешивающее/раздавливающее устройство.
Двухвалковая мельница предпочтительно состоит из двух вращающихся навстречу друг другу с отдельными скоростями валков с регулируемым зажимом и прикладывает сильные напряжения сдвига на керамический наполнитель и матрицу, когда они проходят через зажим. Дополнительно, для получения смеси, имеющей в своем составе матрицу и керамический наполнитель, может быть использован одношнековый или двухшнековый экструдер, а также шаровая мельница или миксер в форме лопасти.
На стадии C) смесь матрицы и керамического наполнителя может быть охлаждена до комнатной температуры и доведена до небольших частей. При охлаждении смесь отверждается, и за счет доведения до небольших частей из материала исходного сырья образуется гранулят.
Согласно осуществлению способа инструменты, используемые в стадиях способа A), B) и C), содержат покрытия из твердого материала. Покрытие может содержать любой твердый металл, такой как, например, карбид вольфрама (WC). Такое покрытие уменьшает степень истирания инструментов при контакте со смесью керамического наполнителя и матрицы и предоставляет возможность получения исходного сырья с низким количеством металлических примесей, являющихся причиной указанного истирания. Металлические примеси могут быть Fe, но также Al, Ni или Cr. Когда инструменты покрывают твердым покрытием, как, например, WC, в исходное сырье могут быть введены примеси W. Однако данные примеси имеют содержание менее чем 50 миллионных долей. Было обнаружено, что в такой концентрации они не оказывают влияния на требуемые электрические свойства спеченной ПТК-керамики.
В случае когда для формирования формованного элемента используют литье под давлением, в формованном элементе необходимо контролировать металлические примеси для гарантии, что эффективность ПТК-керамики не будет понижена. ПТК-эффект керамических материалов включает изменение электрического удельного сопротивления ρ как функцию температуры T. В то время как в определенном температурном диапазоне изменение удельного сопротивления ρ небольшое с повышением температуры T, начиная с, так называемой, температуры Кюри Tc, удельное сопротивление ρ с повышением температуры быстро увеличивается. В данном втором температурном диапазоне температурный коэффициент, который представляет собой относительное изменение удельного сопротивления при заданной температуре, может находиться в диапазоне, равном от 50%/K до 100%/K. Если нет быстрого увеличения при температуре Кюри, саморегулирующее свойство формованной детали является неудовлетворительным.
Для того чтобы получить требуемую эффективность формованного элемента, предпочтительно, чтобы формованный элемент целиком подходил для передачи тепла в текучую среду. Таким образом, электрический ток предпочтительно проходит через всю или почти всю массу формованного элемента. Вследствие этого вся или почти вся поверхность внутренней и наружной сторон формованного элемента снабжена электрическими контактами. Согласно одному варианту осуществления формованного элемента она снабжена электропроводными слоями на внутренней части своей наружной поверхности.
Внутренняя сторона формованного элемента дополнительно содержит согласно одному варианту осуществления пассивирующий слой для предотвращения взаимодействий, как, например, химические реакции, между текучей средой и ПТК-керамикой или электрический контактный слой.
Чертежи
На следующих чертежах показан ряд вариантов осуществления. Иллюстрации вариантов осуществления являются схематичными.
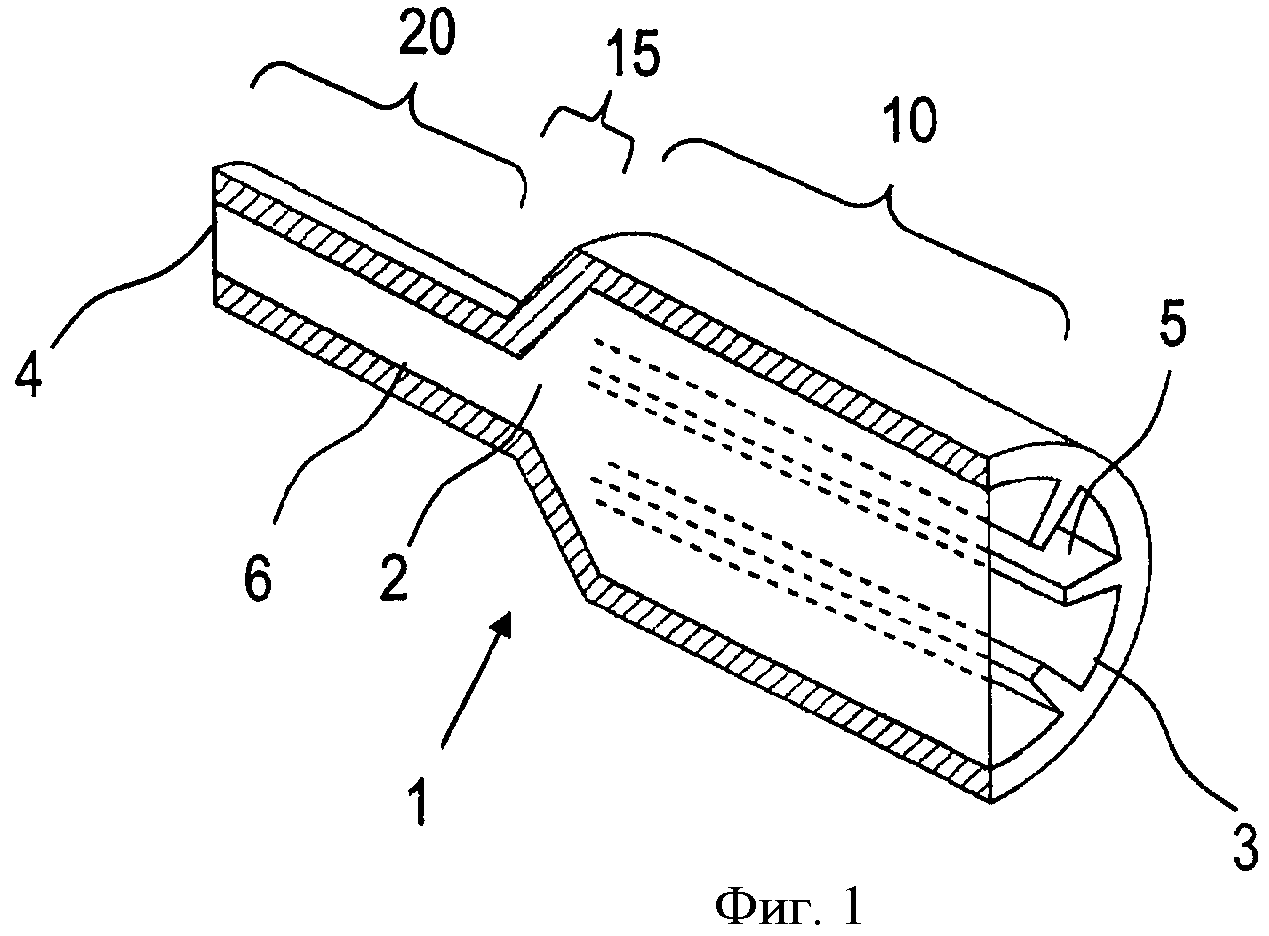
Фиг.1 показывает сечение предпочтительного варианта выполнения формованного элемента, содержащего ПТК-керамику,
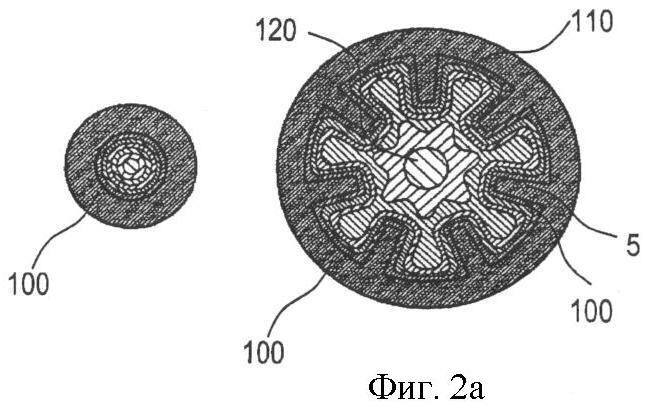
фиг.2a-2c показывают процесс предварительного нагрева жидкости в варианте осуществления согласно фиг.1,
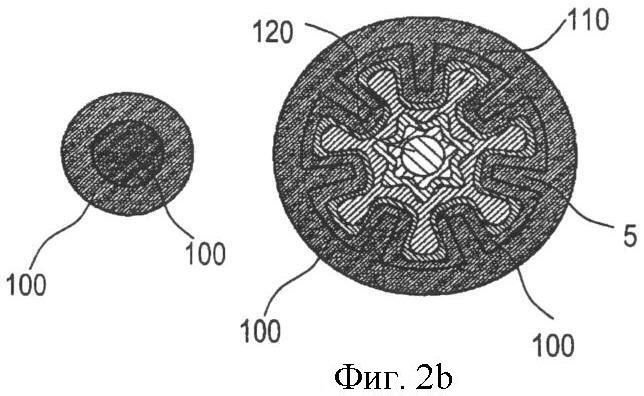
фиг.3 показывает вариант осуществления с нецилиндрической формой и более чем одним выпускным отверстием для текучей среды,
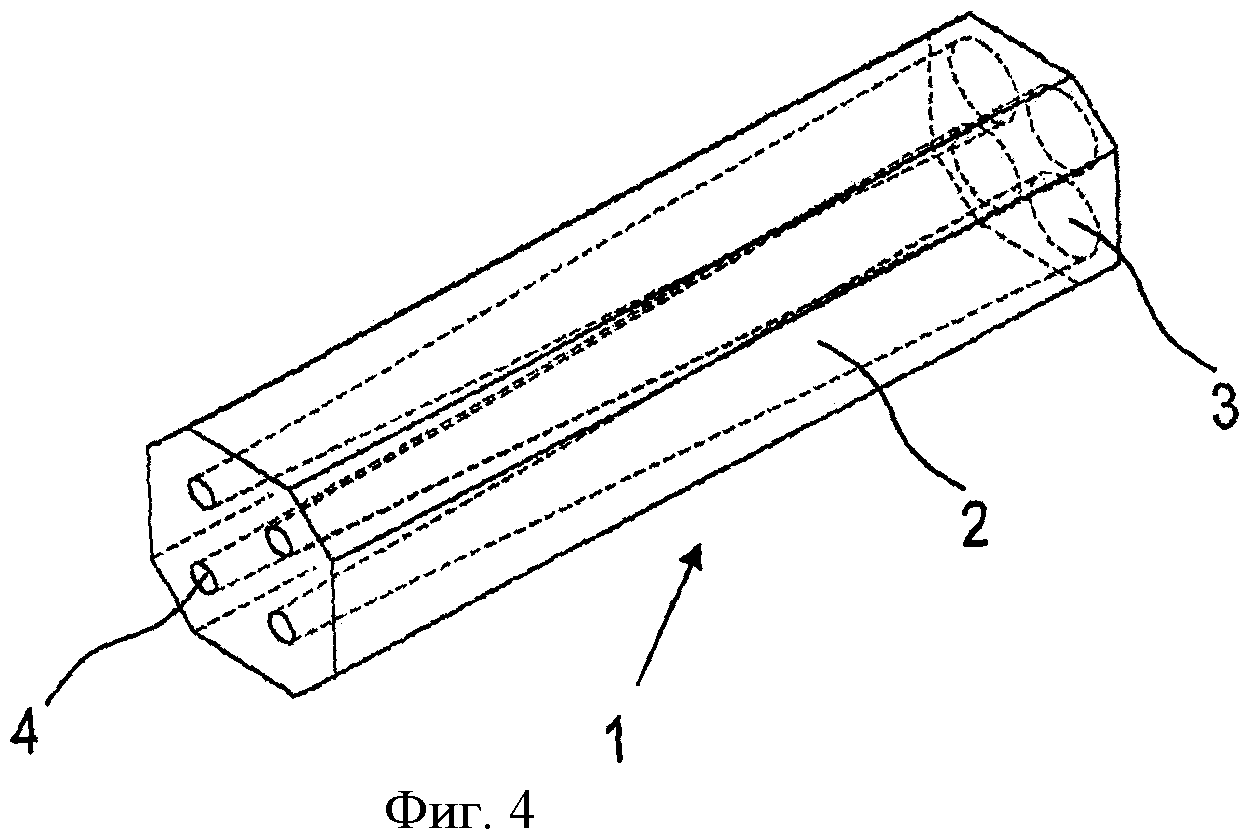
фиг.4 показывает схематичное изображение внутренней части варианта осуществления с множеством каналов для текучей среды.
Подробное описание чертежей
Фиг.1 изображает формованный элемент 1 с каналом 2 для текучей среды, впускным отверстием 3 для текучей среды и выпускным отверстием 4 для текучей среды. Формованный элемент может быть подразделен на три подучастка: первый подучасток 10 на впускном отверстии 3 для текучей среды, второй подучасток 20 на выпускном отверстии 4 для текучей среды и один подучасток 15 между первым и вторым. В данном варианте осуществления поперечное сечение первого подучастка 10 больше поперечного сечения второго подучастка 20, а впускное отверстие 3 для текучей среды больше выпускного отверстия 4 для текучей среды. Поэтому скорость текучей среды, протекающей через канал 2 для текучей среды, ниже в первом подучастке, улучшая, тем самым, тепловую передачу от формованного элемента в текучую среду.
Внутренняя поверхность первого подучастка 10 увеличена посредством геометрических выступов 5. В данном варианте осуществления геометрические выступы 5 сформованы в виде ребер. Большая внутренняя поверхность формованного элемента 1 делает нагревательное устройство более эффективным, поскольку тепло может переноситься более быстро от формованного элемента в текучую среду, протекающую через нее. Ребра могут быть спиральными, так что текучая среда, протекающая через канал 2 для текучей среды, закручивается вокруг оси потока.
Формованный элемент 1 отливают под давлением из ПТК-керамики со следующим составом: ABO3 + SiO2, при этом А состоит из 83,54 мол.% Ba, 13,5 мол.% Ca, 2,5 мол.% Sr, 0,4 мол.% Y, и B состоит из 99,94 мол.% Ti, 0,06 мол.% Mn. Часть Si составляет 2 мол.% относительно суммы обоих компонентов. Данный состав можно использовать, например, в системе предварительного нагрева для этанола. Концентрация любой металлической примеси менее 10 миллионных долей.
Формованный элемент 1 снабжен электропроводным слоем на своей внутренней и наружной поверхностях. Внутреннюю поверхность дополнительно снабжают пассивирующим слоем 6. Данный пассивирующий слой 6 может содержать, например, легкоплавкое стекло или нанокомпозитное лаковое покрытие. Нанокомпозитное лаковое покрытие может содержать один или более следующих композитных материалов: SiO2-полиакрилатный композит, SiO2-полиэфирный композит, SiO2-силиконовый композит.
Фиг.2a-2c показывают процесс предварительного нагрева жидкости в варианте осуществления формованного элемента согласно фиг.1. Показаны три поперечных сечения средней части подучастка 20 (слева) и средней части подучастка 10 (справа). Подучасток 20 имеет постоянный наружный диаметр, равный 2 мм, и постоянный внутренний диаметр, равный 1 мм. Подучасток 10 имеет постоянный наружный диаметр, равный 6 мм, и постоянный внутренний диаметр, равный 4,5 мм без ребер.
Процесс предварительного нагрева начинается с жидкостью при температуре, равной -40°C, и температуре формованного элемента 1, равной 105°C (100). Фиг.2a показывает процесс предварительного нагрева спустя 2 секунды, фиг.2b спустя 5 секунд, а фиг.2c спустя 10 секунд. Уже спустя 2 секунды (фиг.2a) жидкость между ребрами (5) обладает температурой минимум 50°C (110). Температура жидкости в центре средней части подучастка 10 по-прежнему находится при -35°C (120). Спустя 5 секунд (фиг.2b) текучая среда в центре средней части подучастка 20 приблизительно достигает температуры самого формованного элемента, 105°C (100). Спустя 10 секунд (фиг.2c) текучая среда между ребрами (5) в средней части подучастка 10 также достигает температуры, равной 105°C (100).
Фиг.3 показывает дополнительный вариант осуществления, содержащий более чем одно впускное отверстие 3 для текучей среды и более чем одно выпускное отверстие 4 для текучей среды. Формованный элемент имеет нецилиндрическую форму и девять впускных отверстий 3 для текучей среды и девять выпускных отверстий 4 для текучей среды. Преимущество формы варианта осуществления наподобие этой состоит в том, что в небольшом устройстве может нагреваться большой объем текучей среды. Данный вариант осуществления можно было бы использовать для двигателей грузовых автомобилей с большим потреблением топлива.
Фиг.4 схематично показывает изображение внутренней части нецилиндрического формованного элемента с множеством каналов для текучей среды 2, в частности с четырьмя каналами для текучей среды. Здесь каналы 2 для текучей среды сужаются по всей длине формованного элемента 1.
Формованный элемент 1 может быть использован, например, в системе с форсунками. Подобная система может быть использована для предварительного нагрева топлива в двигателях внутреннего сгорания. Предварительно нагретое топливо обеспечивает хороший эффект распыления за несколько секунд по причине эффективности своего нагрева несмотря на то, что топливо имеет низкую температуру перед вводом его в систему предварительного нагрева. Таким образом, такая конфигурация, в частности, подходит для холодного запуска двигателя, использующего в качестве топлива этанол или метанол. Размещение формованного элемента 1 близко к форсунке обеспечивает, чтобы текучая среда достигала распыляющего конца форсунки с требуемой температурой. В случае этанола, данная температура должна быть выше 13°C для получения удовлетворительного результата распыления. В некоторых случаях результат распыления можно было бы улучшить, если бы текучая среда достигала форсунки с вращением вокруг оси потока. Поэтому внутренняя поверхность формованной детали 1 может быть сформирована таким образом, чтобы текучая среда закручивалась с таким вращением.
Формованный элемент 1 предпочтительно составляет элемент системы, дополнительно содержащей клапан и форсунку. Топливо предварительно нагревается посредством формованного элемента 1 перед дозированной подачей клапаном в форсунку, из которой топливо затем распыляется.
Реферат
Изобретение относится к двигателестроению, в частности к топливной аппаратуре двигателей внутреннего сгорания. Изобретение позволяет повысить точность регулирования температуры нагрева топлива. Формованный элемент содержит канал для текучей среды, впускное отверстие для текучей среды и выпускное отверстие для текучей среды. Формованный элемент дополнительно содержит ПТК-керамику. Формованный элемент выполнен с возможностью нагрева при приложении напряжения с обеспечением нагревания текучей среды, проходящей через канал для текучей среды. 2 н. и 22 з.п. ф-лы, 6 ил.
Формула
где А представляет собой один или более элементов, выбираемых из Ва, Са, Sr, Y, Pb, и В представляет собой один или более элементов, выбираемых из Ti, Mn, причем доля Si составляет от 0,5 до 4,5 мол.% относительно суммы обоих компонентов.
- формованный элемент по п.1,
- форсунку,
причем текучая среда сначала проходит через формованный элемент, а затем выпускается форсункой.
Комментарии