Способ производства бронепанелей на основе цемента - RU2492054C2
Код документа: RU2492054C2
Чертежи
















Описание
Перекрестная ссылка на родственные заявки
[001] Данная патентная заявка истребует приоритет предварительной заявки на патент США №61/033240, поданной 3 марта 2008, включенной в данное описание при помощи ссылки, и является родственной:
[002] Предварительной заявкой на Патент 61/033212, озаглавленной «САМОВЫРАВНИВАЮЩАЯСЯ ЦЕМЕНТНАЯ КОМПОЗИЦИЯ С КОНТРОЛИРУЕМОЙ СКОРОСТЬЮ НАРАСТАНИЯ ПРОЧНОСТИ И СВЕРХВЫСОКОЙ ПРОЧНОСТЬЮ ПРИ СЖАТИИ ПОСЛЕ ОТВЕРЖДЕНИЯ И ИЗДЕЛИЯ, ИЗГОТАВЛИВАЕМЫЕ ИЗ ЭТОЙ КОМПОЗИЦИИ», поданной 3 марта 2008 г.;
[003] Предварительной заявке на патент США №61/033258, озаглавленной «СИСТЕМА БРОНЕПАНЕЛЕЙ НА ОСНОВЕ ЦЕМЕНТА», поданной 3 марта 2008;
[004] Предварительной заявке на патент США №61/033264, озаглавленной СЛОИСТЫЕ БРОНЕПАНЕЛИ НА ОСНОВЕ ЦЕМЕНТА, 3 марта 2008;
[005] Предварительной заявке на патент США №61/033061, озаглавленной «ПОДВИЖНАЯ БЛОЧНАЯ СИСТЕМА ЭЛЕМЕНТОВ ДЛЯ ФИЗИЧЕСКОЙ ЗАЩИТЫ», поданной 3 марта 2008 г.;
[006] Предварительной заявке на патент США №61/033059, озаглавленной «ПОДВИЖНАЯ БЛОЧНАЯ РАМА ДЛЯ ЗАКРЕПЛЕНИЯ ПАНЕЛЕЙ ДЛЯ ФИЗИЧЕСКОЙ ЗАЩИТЫ», поданной 3 марта 2008 г.
Заявление об исследовании, финансируемом из федерального бюджета
[007] Исследовательская работа, описанная в данном документе, была поддержана по соглашению о совместных научно-исследовательских работах и конструкторских разработках №CRADA-05-GSL-04 между Инженерно-геологической лабораторией конструкций. Центром инженерных исследований и развития, инженерный корпус сухопутных войск США и компанией United States Gypsum Company.
[008] все в полном объеме включается в данное описание при помощи ссылки.
Область изобретения
[009] Данное изобретение в целом относится к технологическому линейному процессу для производства усовершенствованной бронепанели на основе цемента, обладающей исключительной стойкостью по отношению к баллистическим и взрывным нагрузкам, с уникальной армированной волокном цементной композицией ядра с контролируемым нарастанием прочности и покрытием-армированием с высокими эксплуатационными характеристиками, прикрепленным, по меньшей мере, к одной поверхности панели с цементным ядром.
[0010] Цементное ядро выполнено из неорганического цементного вяжущего, обычно гидравлического цемента, такого как портландцемент, неорганического минерального наполнителя, предпочтительно кварцевого песка со средним размером частиц в 150-450 микрон и весовым соотношением 0,80-1,50:1 к цементному вяжущему; пуццоланового микронаполнителя, предпочтительно кремнеземной пыли со средним размером частиц около 0,1 микрона; 0,75-2,5 вес.% общего веса композиции самовыравнивающего химического агента на органической основе, основанного на поликарбоксилированной химии, предпочтительно поликарбоксилированного полиэфира, (суперпластификатора), дополнительных, обеспечивающих текучесть добавок алканоламина и кислоты или кислой соли, волокон и воды.
[0011] Смесь для формирования цементного ядра является самовыравнивающейся при смешивании и обладает значительным нарастанием прочности при отверждении. Цементное ядро не включает кварцевую муку, которая, как было установлено, производит цементное ядро, обладающее слишком густой консистенцией для формовки в годное к употреблению ядро панели с помощью традиционного производственного оборудования.
[0012] Композиция цементного ядра используется в комбинации с армированным волокном материалом покрытия, используемым для ламинирования, по меньшей мере, одной поверхности цементного ядра панели. Для ламинирования ядра цементной бронепанели может использоваться множество покрытий. Однако, ламинаты из армированного волокном полимера (FRP) являются предпочтительными покрытиями. Армированная стекловолокном смола является особенно предпочтительным FRP. Покрытие (S) наносится на ядро (С) как ламинат с конструкцией SC, SCS или SCSCS.
[0013] Панели, выполненные с усовершенствованной цементной композицией, обладают значительной прочностью для сопротивления взрывам и баллистическим ударам, со стальными волокнами или стальным армированием, или без них.
Предпосылки изобретения
[0014] Армированные волокном цементные композиции, содержащие гидравлический цемент, неорганические минеральные наполнители и пуццоланы, равно как химические добавки, такие как пластификаторы и водные диспергаторы, использовались в строительной промышленности для создания внешних и внутренних стен жилых и/или коммерческих сооружений. Однако недостатком таких традиционных панелей является то, что они не обладают достаточной прочностью при сжатии, чтобы обеспечивать высокую степень сопротивления баллистическим и взрывным нагрузкам.
[0015] Современная практика производства сверхпрочных цементных композиций для достижения сверхвысокой прочности материала полагается на эффективное уплотнение частиц и чрезвычайно низкую дозировку воды. Из-за сырья, используемого для достижения плотной упаковки частиц, и чрезвычайно низкого использования воды в этих композициях цементные смеси обладают чрезвычайно жесткими реологическими свойствами с тестоподобной консистенцией в свежезамешанном состоянии. Жесткая консистенция делает эти смеси крайне неудобными для укладывания и чрезвычайно сложными для обработки в традиционных производственных процессах изготовления тонких изделий на основе цемента и композитных материалов.
[0016] Патент США №4158082 A, Belousofsky, раскрывает слоистую конструкцию на основе цемента с покрытием из стекловолокна, которая является ударостойкой и может использовать портландцемента.
[0017] Патент США №4948429 A, Arfaei, раскрывает цементную композицию, содержащую портландцемент, песок, кремнеземную пыль и полиэфир.
[0018] Патент США №4793892, Miller et al., включенный сюда по ссылке в полном объеме, раскрывает аппарат для производства бетонной панели с легковесным цементным ядром, включающим портландцемент, и облицовку из стекловолоконного холста, которую с помощью клейкого вещества прикрепляют к поверхностям цементного ядра.
[0019] Патент США №4434119, Teare, раскрывает нанесение двух слоев холста на цементную панель, а затем тонкий слой жидкого цементного теста затем наносят на верхнюю часть панели, перед выравниванием поверхности. Teare применяет бумажный покрывающий слой на поверхности цементной панели между смежными панелями во время отверждения, а затем этот бумажный слой удаляют, чтобы получить окончательную цементную панель.
[0020] Патент США №5997630, Angelskar, раскрывает TEA и винную кислоту.
[0021] US 6176920, Murphy, раскрывает способ создания цементной многослойной панели с использованием процесса сглаживания, сдвига и разравнивания.
[0022] Патент США №6119422 В1, Clear, раскрывает ударостойкую цементную строительную панель с прочной конструкцией, с внешней облицовкой из стекловолоконной арматурной сетки, где композитная цементная панель обладает агрегатным ядром с внутренней и внешней облицовками из стекловолоконной сетки.
[0023] Патент США №6309457 В1 Guerinet et al., раскрывает самовыравнивающуюся цементую композицию, которая включает портландцемент, кварцевый песок с максимальным размером 10 мм или 0-5 мм или смесь с размером от 0-0,4 мм до 0-5 мм, мелкие минеральные заполнители, такие как зольная пыль или кварцевая мука, имеющая размеры меньше 200 микрон, предпочтительно меньше 100 микрон; первый пластификатор, который является растворимым в воде или диспергируемым в воде органическим соединением, содержащим, по меньшей мере, одну аминоди(алкенфосфиновую) группу, и второй растворимый в воде или диспергируемый в воде пластификатор поликарбоксильнокислотного типа и содержащий полиэфирные цепочки. Пример 1 показывает прочность при сжатии 32 МПа (около 4600 psi (фунтов на квадратный дюйм)) по истечении 28 дней.
[0024] Патент США №6437027, Isomura et al., раскрывает цементную композицию, содержащую портландцемент, кварцевый песок размером меньше 5 мм и поликарбоксилатный полиэфир в количестве 0,01-2,5 вес.%.
[0025] Патент США №6849118 В2, Kerkar et al., раскрывает цементную композицию, содержащую портландцемент, кварцевый песок размером от 0 до 6 мм и поликарбоксилат (ADVA® пластификатор).
[0026] Патент США №6858074 В2, Anderson et al., раскрывает цементную композицию, содержащую портландцемент, кварцевый песок, кремнеземную пыль, катализатор, замедлитель и поликарбоксилатный диспергатор широкого диапазона, уменьшающий содержание воды.
[0027] Патент США №6620487, Tonyan et al., описание которого ссылкой полностью включается в настоящее описание, раскрывает армированную, облегченную, стабильную по размерам конструктивную цементную панель (SCP′s или SCP-панели), которая при закреплении на раме способна сопротивляться сдвигающей силе, равной или превышающей сдвиговые силы, предусматриваемые фанерой или ориентированно-стружечными панелями. Панели задействуют ядро из сплошной фазы, которое образуется в результате отверждения водной смеси альфа-полугидрата сульфата кальция, гидравлического цемента, активного пуццоланового вещества и извести, при этом сплошная фаза армируется устойчивыми к щелочам стекловолокнами и содержит керамические микросферы или смесь керамических и полимерных микросфер, или образуется из водной смеси с весовым отношением воды к реактивному порошку от 0,6:1 до 0,7:1 или из их комбинации. По меньшей мере, одна внешняя поверхность панелей может включать затвердевшую сплошную фазу, армированную стекловолокнами и содержащую достаточно полимерных сфер для улучшения способности к забиванию гвоздей, или изготавливается при отношении воды к реактивным порошкам, которое обеспечивает эффект, сходный с влиянием полимерных сфер, или из их комбинации.
[0028] Патент США №6875801 В2, Shendy et al., раскрывает цементную композицию, содержащую портландцемент, пески, кремнеземную пыль и поликарбоксилат в количестве 0-2 вес.%.
[0029] Патент США №6942727 В2, Daczko et al., раскрывает особо рано затвердевающий цементный компонент, который включает портландцемент, мелкий заполнитель, такой как кварцевый песок, причем мелкий заполнитель - это материалы, которые почти полностью проходят через сито номер 4, крупнозернистый заполнитель, такой как песок, причем крупнозернистый заполнитель - это материалы, преимущественно задерживаемые на сите номер 4); кремнеземный пылевой пуццолан, 0,025-0,7% поликарбоксилатного диспергатора в пересчете на сухой вес цемента, и конструктивные синтетические волокна. Этот цементный компонент может быть использован для производства стенных панелей. Цементный компонент может показывать 24 часовую прочность при сжатии больше 10000 psi, однако, эти композиции не содержат пуццолана.
[0030] Публикация заявки на патент США №2002/0004559, Hirata et al., раскрывает цементную композицию, содержащую портландцемент, пески, кремнеземную пыль и полиэфиры в количестве больше 0,5 вес.%, например, 2 вес.%.
[0031] Публикация заявки на патент США №2004/0149174, Farrington et al., раскрывает цементную композицию, содержащую портландцемент, пески, кремнеземную пыль и поликарбоксилат в количестве 0,01-0,2 вес.%.
[0032] Публикация заявки на патент США №2004/0198873, Bury et al., раскрывает цементную композицию, содержащую портландцемент, кварцевый песок, кремнеземную пыль и поликарбоксилат в количестве 0,02-2 вес.%.
[0033] Публикация заявки на патент США №2004/0211342, Sprouts et al., раскрывает цементную композицию, содержащую портландцемент, кварцевый песок, кремнеземную пыль и поликарбоксилат в количестве 0,1-2 вес.%.
[0034] Публикация заявки на патент США №2004/0231567, Dulzer et al., раскрывает цементную композицию, содержащую портландцемент, песок, кремнеземную пыль и поликарбоксилат в количестве 0,1-10 вес.% всего сухого цементного вяжущего.
[0035] Публикация заявки на патент США №2005/0239924, Lettkeman et al., раскрывает цементную композицию, содержащую портландцемент, мелкие пески, кремнеземную пыль и поликарбоксилат в количестве 0,05-2,5 вес.%.
[0036] Публикация заявки на патент США №2005/0274294, Brower et al., раскрывает цементную композицию, содержащую портландцемент, мелкие пески, кремнеземную пыль и поликарбоксилат в количестве 1-4 вес.%.
[0037] Публикация заявки на патент США №2006/0281836, Kerns et al., раскрывает цементную композицию, содержащую портландцемент, мелкие пески, кремнеземную пыль и поликарбоксилат.
[0038] Публикация заявки на патент США №2006/0174572 Tonyan et al, описание которой ссылкой полностью включается в настоящее описание, раскрывает негорючие армированные облегченные цементные панели и систему металлической рамы для стен жесткости.
[0039] Публикация заявки на патент США №2007/0125273, Pinto, раскрывает цементную композицию, содержащую портландцемент, мелкие пески, кремнеземную пыль и поликарбоксилат в количестве 1-2 вес.%.
[0040] Публикация заявки на патент США №2007/0175126, Tonyan et al., включенная в данный документ ссылкой во всей своей полноте, раскрывает конструктивную цементную панель, выполненную с ядрами, включающими облегченные наполнители, такие как полые сферы, которые значительно легче, по сравнению с цементными бронепанелями данного изобретения, которые содержат песок в качестве неорганических наполнителей для взрывоустойчивости.
[0041] Публикация заявки на патент США №2007/0228612 A, Durst et al., включенная в данный документ ссылкой, раскрывает взрывоустойчивый бетон, также пригодный для ограничения проникновения баллистических фрагментов.
Краткое описание изобретения
[0042] Данное изобретение относится к способу изготовления усовершенствованной цементной композиции. Основными ингредиентами непрерывной фазы цементного материала являются: 25-45 вес.% - неорганическое цементное вяжущее (например, портландцемент), 35-65 вес.% - неорганический минеральный наполнитель (например, кварцевый песок), 5-15 вес.% - пуццолановый микронаполнитель (например, кремнеземная пыль), 0,75-2,5 вес.% - самовыравнивающий химический агент (например, карбоксилированный полиэфир) и 6-12 вес.% - вода, и при отсутствие кварцевой муки.
[0043] Предпочтительно композиция включает алканоламин и кислоту или кислую соль. Например, дополнительный вариант осуществления данного изобретения относится к добавлению к вышеописанной цементной композиции соответствующих количеств триэтаноламина (здесь и далее - TEA) и винной кислоты при производстве взрывостойких цементных панелей для модификации свойств свежего и отвердевшего цементного теста для создания панелей.
[0044] Как правило, цементные смеси содержат в качестве цементирующих компонентов портландцемент и кремнеземную пыль в относительном весовом соотношении 0,85:0,15 и кварцевый песок в качестве наполнителя в весовом соотношении 1,05:1,00 относительно цементирующих компонентов. Вода использовалась в весовом соотношении 0,22:1,00 относительно цементирующих компонентов. Триэтаноламин и винная кислота добавляются для управления текучестью смеси с типичной дозировкой TEA около 0,045 вес.% на основе веса портландцемента и типичной дозировкой винной кислоты менее 0,040 вес.% на основе общего веса цементирующих компонентов. Кроме того, может добавляться суперпластификатор. Однако преимущество данного изобретения заключается в том, что оно позволяет использовать уменьшенные количества суперпластификатора.
[0045] В данном изобретении использовали уникальную комбинацию неорганических и органических материалов со специфическими размерными свойствами, которые при смешивании с водой дают превосходные реологические свойства и самовыравнивающее поведение на стадии свежего замеса, и ультравысокую прочность при сжатие, по меньшей мере, 10000, 15000 или 20000 psi после отверждения цементной композиции с контролируемым нарастанием прочности после 28-дневного отверждения по сравнению с типичным диапазоном 3000-5000 psi, который получают для типичного бетона с наивысшей плотностью и нормальной прочностью.
[0046] Способ преодолевает вышеописанные серьезные недостатки современных цементных материалов, используемых для создания чрезвычайно плотных цементных материалов, и предлагает цементный вяжущий материал, являющийся самовыравнивающимся в свежесмешанном состоянии и чрезвычайно прочным после отверждения.
[0047] Способ по данному изобретению также предусматривает самовыравнивающиеся свойства цементной композиции для легкой формовки панелей без необходимости увеличения количества воды, которую затем нужно было бы удалять.
[0048] Самовыравнивающееся поведение свежесмешанного цементного материала в данном документе определяется как характерное свойство, которое позволяет материалу течь и стремиться к горизонтальному уровню без помощи внешних колебаний или энергии. Попытки в известном уровне техники достичь самовыравнивания требовали использования в смесях избыточной воды, что производит неприемлемый композитный материал с очень низкой характеристикой прочности при сжатии.
[0049] Волокнистое армирование может быть распределено по всей сплошной фазе. Армированная волокном цементная бронепанель имеет чрезвычайно высокую прочность при сжатии для противостояния баллистическим и взрывным нагрузкам, которые могут достигать, по меньшей мере, до 10000 psi. Эти цементные панели, благодаря своей высокой прочности, могут иметь и другие применения, кроме взрывостойких панелей. Типичными армирующими волокнами являются стойкие к щелочи стекловолокна. Панели могут быть разработаны с меньшей прочностью и меньшим весом для использования, например, в сооружениях в сейсмоопасных зонах.
[0050] Панель может иметь слоистую покрывающую поверхность с одной или обеих сторон цементного ядра. Покрывающий материал из армированного волокнами полимера (FRP) как правило ламинируют с обоих сторон цементного ядра. Множество покрытий может быть использовано для ламинирования ядра цементной бронепанели. Однако ламинаты из армированного волокнами полимера (FRP) являются предпочтительными покрытиями. Армированные волокнами смолы, такие как армированные стеклотканью полиэфир, полиэтилен, полипропилен, являются особенно предпочтительными FRP. Покрытие (S) помещается на ядро (С) в виде ламината конструкционной схемы SC, SCS или SCSCS.
[0051] Покрытие может наноситься на одну или более сторон панели, или полностью покрывать панель, например, прямоугольная панель может быть покрыта с обеих сторон и всех четырех ребер. Кроме того, эластичный материал для покрытия панелей может быть такого типа, который описан в публикации заявки на патент США 2009-0004430 А1, заявке на патент США №11/819340 «Армированная эластомерная конфигурация, приспособленная к требованиям пользователя для защиты конструкции, и конструкция, созданная из нее», поданной 27 июня 2007 г., включенной в данный документ путем ссылки. Способы нанесения эластомерных материалов на панель также приводятся в публикации заявки на патент США №2009-0004430 А1, заявке на патент США №11/819340. Другие FRP также подходят для использования с конструкциями данного изобретения.
[0052] Цементная бронепанель может быть прикреплена, по меньшей мере, к одной стороне конструкции рамы, такой как металлическая рама.
[0053] Как было обсуждено ранее, существует необходимость в создании панелей, которые способны заменить ныне доступные цементные панели, которые имеют следующие недостатки: недостаточные реологические свойства, необходимость значительных количеств воды для обеспечения самовыравнивания, и, после того, как превращены в цементные панели, имеют недостаточную прочность при сжатии для противостояния баллистическим и взрывным нагрузкам, низкую характеристику прочности и недостаточное удобство обращения во время установки.
[0054] Все процентные отношения и соотношения являются весовыми, если только не указано обратное.
[0055] Краткое описание графических материалов
[0056] ФИГ.1 представляет собой схему перспективного вида одного из вариантов осуществления армированной волокнами цементной панели согласно данному изобретению.
[0057] ФИГ.1А представляет собой вид сбоку панели по ФИГ.1, дополнительно оснащенной полотном армирующего материала так, что панель по ФИГ.1 образует ядро из цементного материала, армированного волокнами, а полотно армирующего материала образует облицовку.
[0058] ФИГ.2 представляет собой схему соответствующего аппарата для выполнения данного процесса производства цементной бронепанели данного изобретения.
[0059] ФИГ.2А представляет собой частичную верхнюю горизонтальную проекцию внедряющего устройства, пригодного для применения в соответствующем аппарате для выполнения процесса производства цементных бронепанелей данного изобретения.
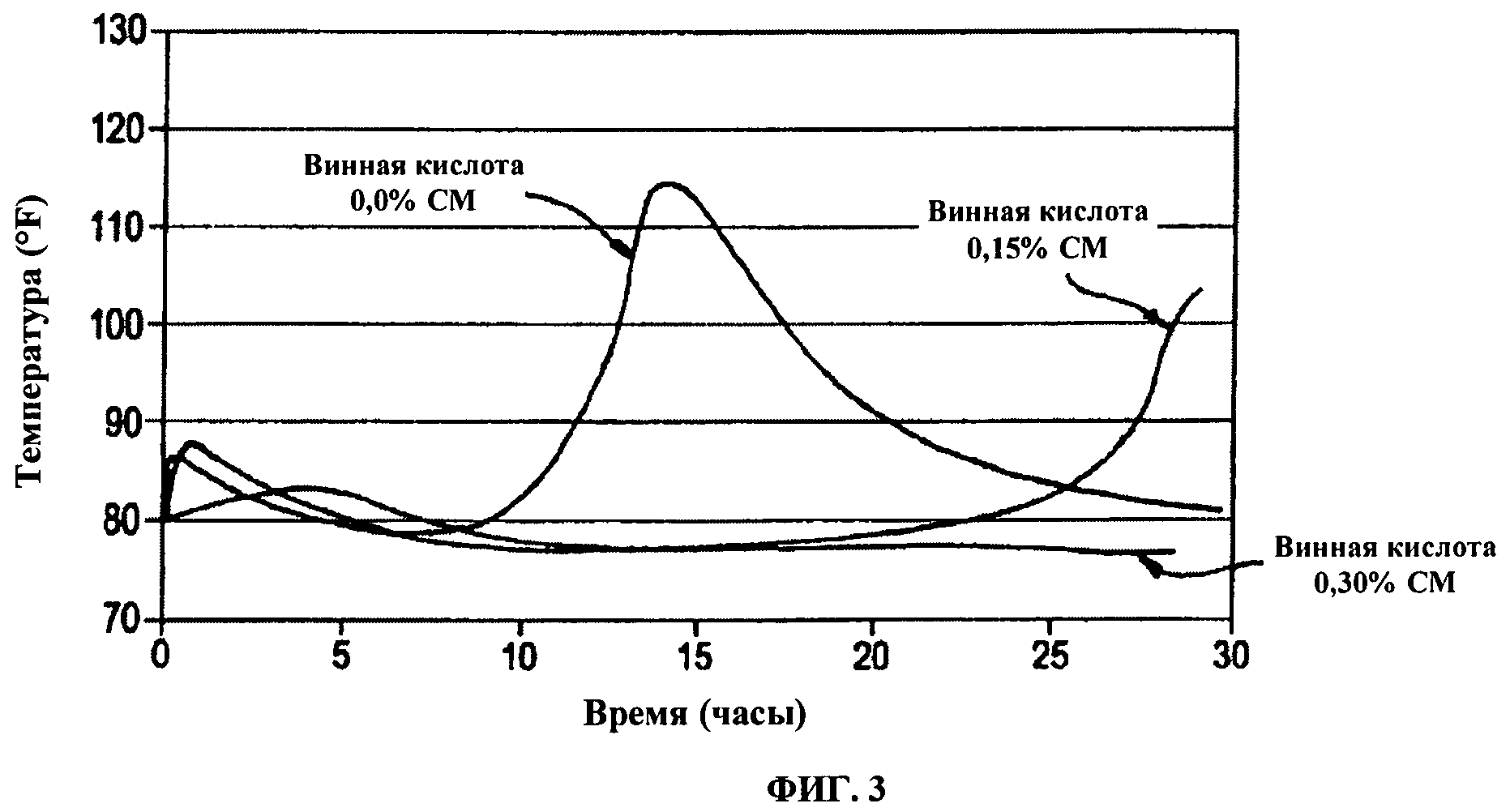
[0060] ФИГ.3 представляет собой график повышения температуры для смесей из Примера 8, содержащих изменяющиеся количества винной кислоты.
[0061] ФИГ.4 представляет собой график увеличения прочности при сжатии для смесей из Примера 8, содержащих изменяющиеся количества винной кислоты.
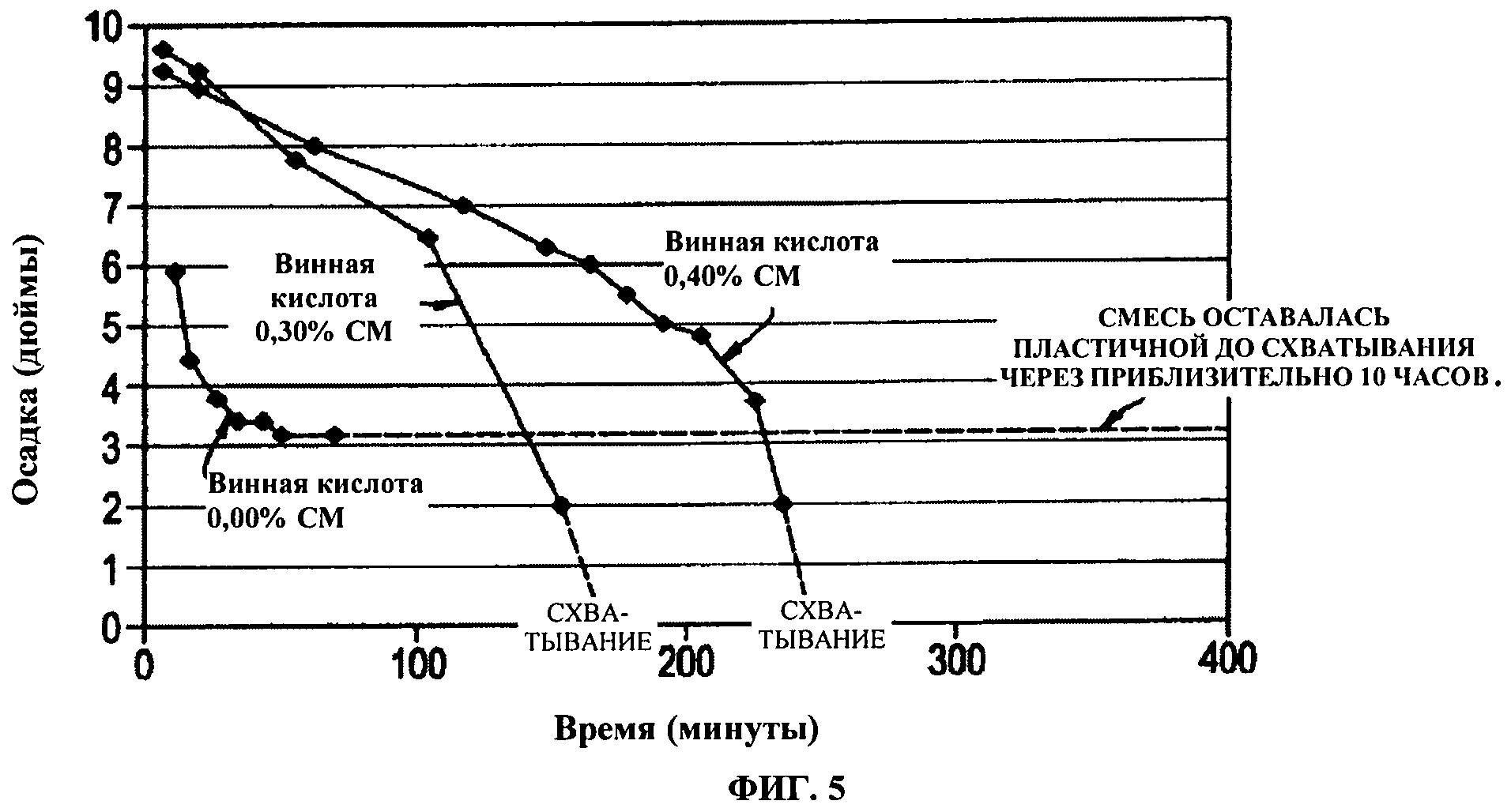
[0062] ФИГ.5 представляет собой график потери подвижности для смесей из Примера 9, содержащих изменяющиеся количества винной кислоты и постоянные количества суперпластификатора и триэтаноламина.
[0063] ФИГ.6 представляет собой график поведения повышения температуры для смесей из Примера 9, содержащих изменяющиеся количества винной кислоты и постоянные количества суперпластификатора и триэтаноламина.
[0064] ФИГ.7 представляет собой график увеличения прочности при сжатии для смесей из Примера 9, содержащих изменяющиеся количества винной кислоты и постоянные количества суперпластификатора и триэтаноламина.
[0065] ФИГ.8 представляет собой график потери подвижности для смесей из Примера 10, содержащих изменяющиеся количества суперпластификатора при постоянных количествах TEA (триэтаноламин) и винной кислоты.
[0066] ФИГ.9 представляет собой график поведения повышения температуры для смесей Примера 10, содержащих изменяющиеся количества суперпластификатора при постоянных количествах TEA и винной кислоты.
[0067] ФИГ.10 представляет собой график увеличения прочности при сжатии для смесей Примера 10, содержащих изменяющиеся количества суперпластификатора при постоянных количествах TEA и винной кислоты.
[0068] ФИГ.11 представляет собой график потери подвижности для смесей Примера 11, содержащих изменяющиеся количества винной кислоты и постоянные количества суперпластификатора и TEA.
[0069] ФИГ.12 представляет собой график поведения повышения температуры для смесей Примера 11, содержащих изменяющиеся количества винной кислоты и постоянные количества суперпластификатора и TEA.
[0070] ФИГ.13 представляет собой график увеличения прочности при сжатии для смесей Примера 11, содержащих изменяющиеся количества винной кислоты и постоянные количества суперпластификатора и TEA.
[0071] ФИГ.14 представляет собой график снижения баллистической скорости относительно плотности цементной панели для стандартных армированных цементных бронепанелей в сравнении с цементными бронепанелями данного изобретения.
[0072] ФИГ.15 представляет собой график снижения баллистической скорости относительно плотности цементной панели для двух, трех и четырех панелей для панелей, которые имеют облицовочный слой слоистого покрытия из армированного волокнами пластика, в сравнении с панелью без облицовочного слоя покрытия из армированного волокнами пластика.
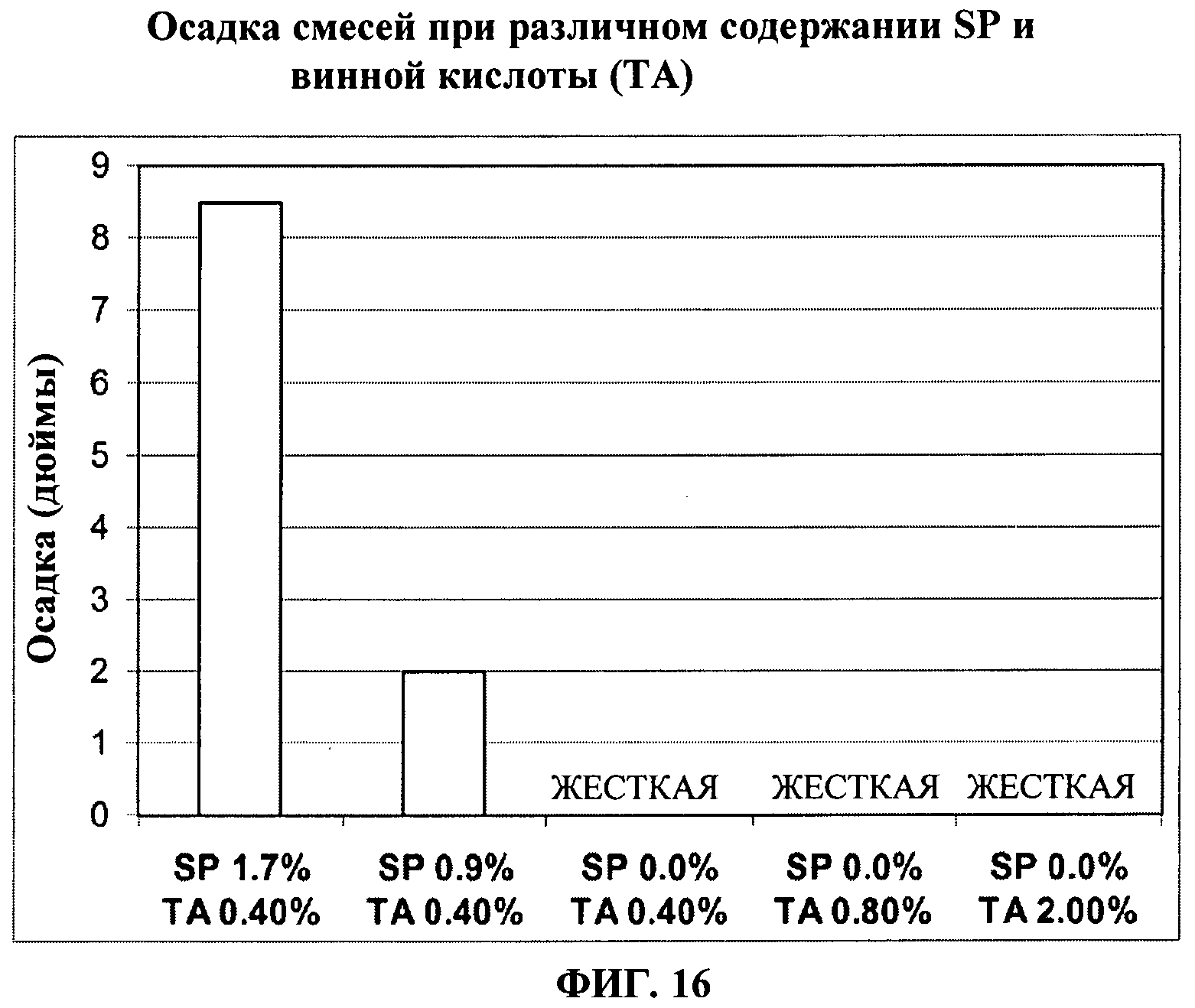
[0073] ФИГ.16 представляет собой график, демонстрирующий осадку смесей Примера 13.
[0074] ФИГ.17 представляет собой график потери подвижности для смеси 1 Примера 13.
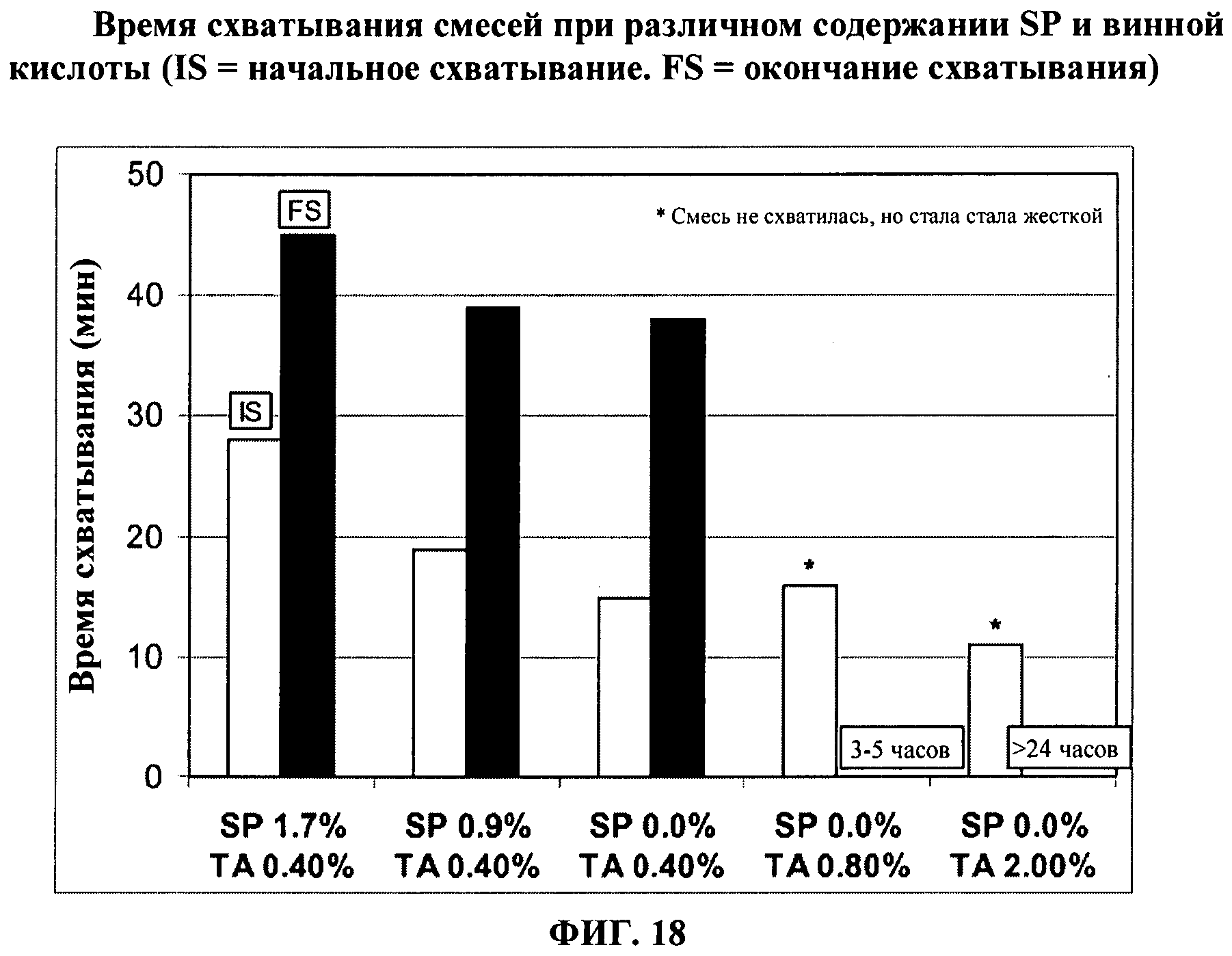
[0075] ФИГ.18 представляет собой время схватывания (начальное и конечное), измеренное для этих смесей Примера 13 при помощи игл Гилмора.
[0076] ФИГ.19 представляет собой график снижения баллистической скорости относительно поверхностной плотности цементной бронепанели данного изобретения (не слоистой) по сравнению с таковой у конструктивной цементной панели.
Детальное описание вариантов осуществления
[0077] А. ПАНЕЛЬ
[0078] Данное изобретение касается армированной волокнами, безусадочной цементной щитовой панели. ФИГ.1 демонстрирует перспективный вид панели 1 данного изобретения.
[0079] ФИГ.1А демонстрирует вид сбоку панели 1 ФИГ.1, также снабженной листами армирующего материала 2 на противоположных внешних поверхностях цементной панели 1. Таким образом, панель 1 ФИГ.1 образует армированное волокнами цементное ядро, а листы 2 армирующего материала образуют облицовку на противоположных сторонах ядра. Типичные материалы армирующих листов включают усиленный волокнами полимер (FRP) или другой материал, как описано в заявке на патент США №61/033,264, озаглавленной «Слоистые бронепанели на основе цемента», поданной 3 марта 2008 г., и включенной в данный документ посредством ссылки во всей своей полноте.
[0080] Обычно слой FRP покрытия с помощью клейкего вещества присоединяется к обеим поверхностям цементного ядра. Например, армированное волокнами покрытие может быть наслоено на поверхность ядра эпоксидным клеем.
[0081] Основными исходными материалами, используемыми для производства панелей данного изобретения, являются неорганическое цементное вяжущее, например, гидравлический цемент, такой как портландцемент, неорганический минеральный наполнитель, предпочтительно, такой как кварцевый песок, пуццолановый микронаполнитель, такой как кремнеземная пыль, самовыравнивающий агент, выбранный из соединения на основе поликарбоксилата, в частности полиэфиры и вода, и армирующие волокна, такие как стекловолокна, и какие-либо необязательные добавки, которые могут быть добавлены к цементному тесту до того, как тесту придается форма плиты.
[0082] Панель включает сплошную фазу, получаемую путем отверждения водной смеси цементной композиции и армирующих волокон, таких как стекловолокна; панель включает 25-45 вес.% - неорганического цементного вяжущего, 35-65 вес.% - неорганического минерального наполнителя 150-450 микрон, 5-15 вес.% - пуццоланового наполнителя и 0,75-2,5 вес.% - суперпластифицирующего самовыравнивающего агента и 6-12% воды.
[0083] Факультативно водная смесь включает около 0,005-0,500 вес.% триэтаноламина, из расчета на цементное вяжущее, и факультативно около 0,10-1,80 вес.% винной кислоты, из расчета на компоненты цемента.
[0084] Панели данного изобретения, как правило, включают сплошную фазу цементного материала, в котором армирующие волокна распределены преимущественно равномерно. В панели с ФИГ.1 сплошная фаза получается из отверждения водной смеси цементного материала и армирующих волокон.
В. Состав
[0085] Компоненты, используемые для производства панелей данного изобретения, более подробно описываются ниже.
[0086] Типичные весовые соотношения ингредиентов одного варианта осуществления самовыравнивающихся цементных композиций со сверхвысокой прочностью при сжатии данного изобретения показаны в Таблице 1. Неорганическое цементное вяжущее (гидравлический цемент) и пуццолановый микронаполнитель вместе известны как сухой реактивный порошок.
[0087]
[0088] Соотношения ингредиентов сухой композиции, которые включают неорганическое цементное вяжущее и пуццолановый микронаполнитель, в дальнейшем также называемые сухим реактивным порошком, и неорганического минерального наполнителя показаны в ТАБЛИЦЕ 1 А.
[0089]
[0090] Пуццолановый микронаполнитель
[0091] Пуццолановые материалы определены в ASTM C618-97 как «кремнистые или кремнеземные и глиноземные материалы, которые сами по себе обладают слабой или нулевой цементирующей ценностью, но будут в мелкоизмельченной форме и в присутствии влаги химически реагировать с гидроксидом кальция при обычных температурах, до образования соединений, обладающих цементирующими свойствами». Одним часто используемым пуццолановым материалом является кремнеземная пыль, мелкоизмельченный аморфный кремнезем, который является продуктом производства металлического кремния и сплава металла с кремнием. Он характеризуется высоким содержанием кремнезема и низким содержанием глинозема.
[0092] Пуццолановый материал обычно имеет средний размер частиц, указанный в ТАБЛИЦЕ 2
[0093]
[0094] В одном варианте осуществления данного изобретения кремнеземная пыль, мелкоизмельченный аморфный кремнезем, который является продуктом реакции при производстве металлического кремния и сплава металла с кремнием, является предпочтительным пуццолановым микронаполнителем. Средний размер частиц кремнеземной пыли является чрезвычайно маленьким, то есть, около 0,1 микрона, или почти в сто раз меньше, чем средний размер частиц зерен портландцемента. В самом общем варианте осуществления средний размер частиц пуццоланового материала должен быть мене чем около 50 микрон, с типичным размером частиц в 10 микрон или меньше, и с более типичным средним размером частиц в 1,0 микрона или меньше. В предпочтительном варианте осуществления средний размер частиц пуццоланового материала равен 0,1 микрона или меньше, что, как было обнаружено, обеспечивает оптимальную упаковку частиц, пуццолановую реакцию и развитие прочности при сжатии. Добавление в композицию неорганического пуццоланового микронаполнителя выполняет в этой композиции две критически важные функции.
[0095] Мелкий размер частиц пуццоланового микронаполнителя играет критически важную роль в заполнении пустот изменяющихся размеров между большими частицами, присутствующими в смеси. Без этих частиц наполнителя эти пустоты были бы или незаполненными, с образованием воздушных пустот, или заполнились бы водой. Эти пустоты, в конечном счете, приведут к снижению как плотности, так и прочности при сжатии финального материала. Микронаполнители, заполняющие эти пустоты, дают значительно более плотную микроструктуру и усиливают характеристику прочности при сжатии материала.
[0096] Пуццолановый наполнитель с кремнеземной пылью также реагирует с гидроксидом кальция, полученным в результате гидратации портландцемента. Эта реакция приводит к образованию гидрата силиката кальция, который является стойким и чрезвычайно прочным соединительным материалом, улучшающим прочность и стойкость отвердевшей композиции на основе цемента.
[0097] К материалам, обладающим пуццолановыми свойствами, отнесли разнообразные природные и искусственные материалы, включая пемзу, перлит, диатомит, туф, трасс, метакаолин, микрокремнезем, донный доменный гранулированный шлак и золу-унос. Хотя кремнеземная пыль является чрезвычайно удобным пуццоланом для использования в панелях данного изобретения, могут быть использованы и другие пуццолановые материалы. В отличие от кремнеземной пыли, метакаолин, донный доменный гранулированный шлак и порошкообразная зола-унос имеют значительно более низкое содержание кремнезема и большие количества глинозема, но могут быть эффективными пуццолановыми материалами. Когда используется кремнеземная пыль, она будет составлять от около 5 до 20 вес.%, предпочтительно от 10 до 15 вес.% реактивных порошков (примеры реактивных порошков: только гидравлический цемент; смеси гидравлического цемента и пуццолана; или смеси гидравлического цемента, кальция сульфата альфа гемигидрата, пуццолана и извести). Если вместо этого используются другие пуццоланы, используемые количества должны быть выбраны так, чтобы обеспечить химическое действие, подобное кремнеземной пыли.
[0098] Кремнеземная пыль достаточно отличается от Других мелкозернистых неорганических минеральных наполнителей, таких как кварцевая мука, определяемая в CAS (Химическая реферативная служба) №87347-84-0 как диоксид кремния, производимая путем измельчения чистого кварцевого песка в очень мелкий порошок. Кварцевая мука обычно используется как дешевый наполнитель в бетонных композициях и пластмассах.
[0099] Кремнеземная пыль, определяемая CAS №67256-35-3, производится совершенно другим путем реакцией тетрахлорида кремния в водородно-кислородном пламени, которое имеет избыток кислорода. Получающееся в результате твердое вещество является очень легким, мягким, текучим пуццолановым материалом, который использовался в цементных композициях для улучшения прочности при сжатии, прочности связи и прочности на истирание.
[00100] Было обнаружено, что соотношение пуццоланового микронаполнителя к неорганическому цементному вяжущему является широко пригодным в диапазоне от 0,05 до 0,30, например, от 5 весовых частей до 30 весовых частей пуццоланового наполнителя к от 95 до 70 весовых частей цементного вяжущего. Было обнаружено, что более предпочтительным соотношением является от 0,10 до 0,25, а наиболее предпочтительным соотношением - от 0,15 до 0,20, которое дает оптимальное свойство самовыравнивания, эффективность упаковки, пуццолановую реакцию и развитие контролируемой прочности при сжатии в окончательно отвержденной композиции. В ТАБЛИЦЕ 2А приведены диапазоны соотношений пуццоланового наполнителя к неорганическому гидравлическому цементу.
[00101]
[00102] Неорганическое цементное вяжущее (неорганический гидравлический цемент)
[00103] Предпочтительные неорганические цементные вяжущие выбираются из различных классов портландцементов, при этом из доступных в продаже наиболее предпочтительными в настоящей композиции являются имеющие более крупный размер частиц. Тонкость помола по Блейну портландцемента, используемого в цементных композициях данного изобретения, как правило, варьирует от 2000 до 6000 см2/г.
[00104] Было обнаружено, что относительно более низкая потребность в воде портландцементов с более крупным размером частиц приводит к тому, что смеси имеют более высокую плотность материала и улучшенную характеристику прочности при сжатии материала.
[00105] Неорганический минеральный наполнитель
[00106] Предпочтительный неорганический минеральный наполнитель представляет собой кварцевые пески, которые обладают специфическими распределениями размера частицы, как описано ниже. Эти наполнители выполняют несколько чрезвычайно важных функций в композиции данного изобретения.
[00107] Стабильность геометрических размеров конечного продукта, выполненного с цементной композицией данного изобретения, значительно улучшается с применением неорганического минерального наполнителя. Чистые портландцементные композиции имеют тенденцию к высокой нестабильности геометрических размеров под действием изменяющихся гидротермических условий. Минеральные наполнители, такие как кварцевые пески, помогают улучшить стабильность геометрических размеров материала без ухудшения механической характеристики материалов.
[00108] Чистые композиции портландцемента чрезвычайно склонны к усадке и сопутствующему развитию трещин вследствие ограниченной пластичной усадки материала, когда он подвергается твердению. Эффект ограниченной пластичной усадки становится еще более сильным для композиций, имеющих очень низкое содержание воды, особенно в присутствии пуццолановых материалов типа кремнеземной пыли. Было обнаружено, что кварцевый песок играет важную роль в контролировании, а в некоторых случаях устранении, развития трещин вследствие ограниченной пластичной усадки.
[00109] Было обнаружено, что правильный выбор диапазона размера частиц неорганического минерального наполнителя является действенным в обеспечении более плотной упаковки частиц в цементной смеси данного изобретения. Более плотная упаковка приводит к менее значительным трещинам в конечном материале, а это, в свою очередь, в конечном счете, улучшает механическую характеристику и прочность при сжатии композитного материала.
[00110] Было обнаружено, что размер частиц неорганического минерального наполнителя и общее количество наполнителя, используемого в цементной смеси, существенно способствует самовыравнивающимся характеристикам смеси. Было обнаружено, что, если неорганический минеральный наполнитель обладает очень небольшим средним размером частиц, то материал будет иметь плохие реологические свойства без поведения самовыравнивания. Кроме того, было обнаружено, что, если количество неорганического минерального наполнителя слишком велико, то есть достигает критического предела, то минерал также будет иметь недостаточные реологические свойства и отсутствие поведения самовыравнивания.
[00111] Распределение размера частиц неорганического наполнителя, что, как было обнаружено, приводит к самовыравнивающимся свойствам и сверхвысоким свойствам прочности при сжатии, показано в ТАБЛИЦЕ 2В.
[00112]
[00113] Содержание неорганического минерального наполнителя в композиции, которое, как было найдено, обеспечивает самовыравнивающееся поведение окончательной композиции, описывается весовым соотношением неорганического наполнителя к цементному материалу в диапазоне от 0,80 до 1,50 к 1,0 в пересчете на сухое вещество.
[00114] Средний размер частиц неорганического минерального наполнителя в композиции данного изобретения должен находиться в диапазоне от 150 до 450 микрон, более типично в диапазоне от 200 до 400 микрон и предпочтительно в пределах от 250 до 350 микрон. Когда используется средний размер частиц в диапазоне от 250 до 350 микрон, было обнаружено, что композиция проявляет оптимальное самовыравнивающееся поведение, контроль образования трещин пластичной усадки, эффективную упаковку частиц и оптимальное развитие прочности при сжатии. Типичный неорганический минеральный наполнитель имеет средний размер частиц, приведенный в ТАБЛИЦЕ 2С.
[00115]
[00116] Другим параметром, который, как было обнаружено, обеспечивает оптимальные результаты, является соотношение неорганического минерального наполнителя, например, кварцевого песка, к сухому реактивному порошку (общий вес реактивных порошков неорганического цементного вяжущего и пуццоланового микронаполнителя). Хорошие результаты получаются при соотношениях от около 0,75 до 1,50 к 1,0, с более предпочтительными результатами при соотношениях от 0,80 до 1,20 к 1,0, а оптимальное самовыравнивание, эффективная укладка частиц и развитие прочности при сжатии достигаются при соотношениях от 0,90 до 1,10 к 1,0, например, от 90 до 110 весовых частей неорганического минерального наполнителя, такого как кварцевый песок, к 100 частям объединенных цементного вяжущего и пуццоланового наполнителя. ТАБЛИЦА 2D демонстрирует диапазоны соотношений неорганического минерального наполнителя к сухому реактивному порошку.
[00117]
[00118] Вода
[00119] Обычно весовое соотношение воды к сухому реактивному порошку неорганического цементного вяжущего и пуццоланового наполнителя поддерживается при 0,35 или меньше, с типичным соотношением ниже от около 0,25 до 0,30 к 1,0, а оптимальная упаковка частиц и прочность при сжатии достигаются при соотношениях воды к реактивному порошку 0,20:1,0 или меньше. ТАБЛИЦА 2Е демонстрирует диапазоны для соотношения воды к сухому реактивному порошку.
[00120]
[00121] Самовыравнивающий агент - суперпластификатор
[00122] Было обнаружено, что органические примеси, на основе поликарбоксилатной химии, являются исключительно эффективными самовыравнивающими агентами в композиции данного изобретения и обеспечивают требуемую текучесть и реологические свойства для развития долгосрочной прочности при сжатии отвердевшей цементной бронепанели.
[00123] Было обнаружено, что композиции на основе поликарбоксилата являются эффективными при использовании в количестве от около 0,25 до 5,00 вес.%, и более типично от 0,50 до 3,0 вес.% цементного материала в пересчете на сухое вещество. Количества на уровне ниже около 0,25% не обеспечивают каких-либо значительных улучшений текучести и реологических свойств цементного материала. Использование уровней суперпластификатора на основе поликарбоксилата выше около 5,0 вес.% оказывает существенное неблагоприятное воздействие на долгосрочное развитие прочности при сжатии. ТАБЛИЦА 2F демонстрирует диапазоны для суперпластификатора.
[00124]
[00125] Если поликарбоксилатный суперпластификатор используется в указанных дозировках в смеси с другими компонентами цементной композиции данного изобретения, получаются самовыравнивающиеся цементные композиции.
[00126] Как правило, поликарбоксилатный суперпластификатор может быть снижен до около 0,75 до 1,50 вес.% сухих реактивных порошков и вплоть до от около 1,0 до 1,25 вес.% сухих реактивных порошков, при все еще желаемом периоде текучести и долгосрочном развитии прочности при сжатии, если алканоламины, например, TEA, и кислотные добавки, например, винная кислота, используются в количествах, определенных в данном изобретении.
[00127] Выражение «самовыравниващий агент на основе поликарбоксилата», используемый в данном описании, относится к полимерам с углеродным скелетом и боковыми цепочками, где, по меньшей мере, часть боковых цепочек присоединена к скелету через карбоксильную группу или эфирную группу. Примеры таких поликарбоксилатных композиций можно найти в патенте США 6942727 В2, кол. 4, строки 16-32, который включен в данный документ путем ссылки. Поликарбоксилатные диспергаторы очень эффективны при диспергировании и уменьшении содержания воды в гидравлических цементах. Эти диспергаторы или суперпластификаторы функционируют путем окружения частицы, которая должна быть диспергирована, а затем силы отталкивания между каждой полимерной цепочкой удерживают частицы отдельно и более жидкими.
[00128] Поликарбоксилатный агент, используемый в цементной композиции, может включать, но не ограничивается, диспергаторы или добавки, снижающие потребность в воде, продаваемые под торговыми марками GLENIUM 3030NS, GLENIUM 3200 HES, GLENIUM 3000NS (Master Builders Inc., Кливленд, Огайо), ADVA (W. R. Grace Inc., Коламбия, Мэриленд), VISCOCRETE (Sika, Стокгольм, Швеция) и SUPERFLUX (Axim Concrete Technologies Inc., Мидлбранч, Огайо). Двумя примерами доступных на рынке поликарбоксилатных полиэфирных композиций, которые показали хорошие результаты в данном изобретении, являются Adva® Cast и Adva® Cast 500, которые доступны от W.R. Grace, Коламбия, Мериленд.
[00129] Алканоламин и кислота/кислая соль
[00130] Как упоминалось выше, алканоламин, например, триэтаноламин (TEA) и кислота или кислая соль, например, винная кислота, могут добавляться для контроля текучести цементной композиции. Добавление от около 0,005 вес.% до около 0,500 вес.% TEA цементного материала, более типично от 0,010 вес.% до около 0,250 вес.%, более предпочтительно от 0,020 вес.% до 0,100 вес.% и наиболее предпочтительно от около 0,025 до 0,075 вес.% сухого реактивного порошка позволяет использовать более низкие количества выравнивающего агента суперпластификатора. Например, добавление алканоламина и кислоты/кислой соли позволяет использовать всего около одной третьей количества, используемого в противном случае при получении желаемой степени развития прочности при сжатии панели.
[00131] Более того, добавление алканоламина и кислоты/кислой соли задерживает период отверждения, чтобы дать возможность обработки и отделки цементной бронированной панели. Это также позволяет цементной композиции иметь более длительный период обработки панели от времени, когда панель отвердевает достаточно, чтобы быть обработанной и отшлифованной для окончательной отделки, до времени, когда цементная композиция приобретет свою полностью отвердевшую окончательную форму панели. При количествах, меньше около 0,005%, время отверждения слишком короткое, и улучшение в развитии долгосрочной прочности при сжатии панели не происходит.
[00132] Когда используется более чем 0,500% TEA, отверждение происходит слишком быстро для улучшения периода обработки, и прочность при сжатии не развивается в течение периода времени, достаточного для предоставления уровней прочности при сжатии более чем около 10000 psi, например, от 15000 psi или 20000 psi до 25000 или 30000 psi для эффективной взрывной и баллистической стойкости.
[00133] ТАБЛИЦА 2G приводит диапазоны для алканоламинов. Примеры подходящих для использования в вариантах осуществления данного изобретения алканоламинов включают одно или более из моноэтаноламина, диэтаноламина и триэтаноламина.
[00134]
[00135] Было обнаружено, что применение кислот, например, винной кислоты, или кислых солей в комбинации с вышеописанными алканоламинами является эффективным для уменьшения количества суперпластификатора, необходимого для обеспечения текучести и реологических свойств. Это также улучшает развитие прочности при сжатии с течением времени на уровнях от около 0,10 до около 1,80 вес.% цементного материала, с типичным использованием в диапазоне от около 0,20 до 1,20 вес.% и в предпочтительном диапазоне от около 0,30 вес.% до 0,80 вес.%, и более предпочтительным количеством от около 0,40 вес.% до 0,60 вес.%. Если винная кислота используется при меньше около 0,10%, то не происходит улучшения в развитии прочности при сжатии или какого-либо уменьшения количества суперпластификатора, требуемого для обеспечения требуемой текучести и реологических свойств цементного материала. На уровнях выше около 1,8 вес.% долгосрочное развитие прочности при сжатии снижается до уровней ниже прочности при сжатии, требуемой для использования в качестве эффективной цементной бронепанели.
[00136] Другие примеры подходящих кислотных/кисло-солевых добавок для улучшения текучести включают, но не ограничиваются, лимонную кислоту, тартрат калия, тартрат натрия, тартрат натрия-калия и цитрат натрия.
[00137] ТАБЛИЦА 2Н приводит диапазоны для кислот и кислых солей, которые могут применяться в вариантах осуществления данного изобретения.
[00138]
[00139] Армирующие волокна
[00140] Цементные бронепанели данного изобретения, как правило, включают армирующие волокна, например, стекловолокна или стальные волокна. Однако, изделия без армирующих волокон также относятся к данному изобретению.
[00141] Цементные бронепанели, как правило, армируются с помощью одного или более слоев свободных мелко нарезанных стекловолокон, вводимых в цементные слои, при изготовлении панели из цементной взвеси, расположенного на линии отливки, как подробно описано ниже. Стекловолокна мелко нарезаются длиной от около 0,5 дюйма (1,3 см) до около 1,5 дюйма (3,8 см). Стекловолокна представляют собой моноволокна с диаметром от около 5 до 25 микрон (микрометров), обычно от около 10 до 15 микрон (микрометров).
[00142] Цементные бронепанели равномерно армированы стекловолокнами в количестве от около 0,5 объемного % до около 6 объемных % полной композиции композитного материала, более типично от около 3 объемных % до около 3,5 объемного %, до того как она отвердеет в окончательную цементную бронепанель. «полная цементная композиция» означает полное неорганическое вяжущее, неорганический минеральный наполнитель, пуццолановый наполнитель, самовыравнивающий агент и добавки типа замедлителей и катализаторов. Таким образом, на 100 кубических футов полной композиции приходится от 0,5 до 6 кубических футов волокон. Цементные бронепанели также составляют 0,5-6 объемных % полной влажной композиции, используемой для выполнения композитного изделия, а также самого композитного изделия.
[00143] Когда важна устойчивость к щелочам, могут использоваться устойчивые к щелочам стекловолокна (AR стекловолокна), такие как Nippon Electric Glass (NEG) 350Y. Было обнаружено, что такие волокна обеспечивают раствору превосходную силу связывания с матрицей и, таким образом, являются предпочтительными для панелей данного изобретения. Стекловолокна являются моноволокнами, которые имеют диаметр от около 5 до 25 микрон (микрометров) и обычно от около 10 до 15 микрон (микрометров). Как правило, волокна собираются в нити по 100 волокон, которые могут быть связаны в пучки, содержащие около 50 нитей. Нити или пучки, как правило, рубятся на подходящие волокна и пачки волокон, например, от около 0,25 до 3 дюймов (от 6,3 до 76 мм) в длину, предпочтительно от 0,5 до 1,5 дюймов (от 13 до 38 мм) длиной, более предпочтительно от 1 до 1,5 дюймов (от 25 до 38 мм).
[00144] Также вместо некоторых или всех предпочтительных стекловолокон можно включить в цементные бронепанели данного изобретения другие волокна. Такие другие волокна могут быть одним или более элементами из группы, включающей целлюлозные волокна, такие как бумажные волокна; полимерные волокна, например, из поливинилового спирта, полипропиленовыми, полиэтиленовыми, из высокоплотного полиэтилена, полиакрилнитриловыми, полиамидными, полиимидными и/или арамидными волокнами. Углеродные волокна и металлические волокна, такие как стальные волокна, также могут быть использованы для армирования цементных бронепанелей, хотя стекловолокна обеспечивают цементные бронепанели превосходной взрывоустойчивостью и свойствами противостояния баллистическому удару.
[00145] Дополнительные необязательные добавки
[00146] Другие известные добавки для использования в цементных композициях, такие как воздухововлекающие добавки, поверхностно-активные вещества, катализаторы, замедлители и дополнительные пластификаторы, также могут использоваться. В частности, водопонижающие агенты, такие как полинафталинсульфонаты, лигносульфонаты и меламинсульфонаты, могут быть добавлены к сплошной фазе и будут функционировать как вторичные пластификаторы в комбинации с суперпластификатором на основе поликарбоксилата.
[00147] Высокоэффективное покрывающее армирование
[00148] Армированное волокнами цементное ядро бронепанелей укрепляется посредством высокоэффективного покрывающего армирования, связанного с одной или обеими поверхностями цементного ядра. Покрывающее армирование может быть выполнено из множества высокоэффективных армирующих материалов, таких как армированные волокнами полимерные ламинаты (FRP), тонкие металлические ламинаты, композитные FRP-металлические ламинаты, неплотная сетка, плотная сетка и т.п. Покрывающее армирование присоединяется к цементному ядру посредством связующего агента. Например, для связывания покрытий с ядром могут использоваться клейкие вещества. Типичными подходящими клейкими веществами являются уретаны (горячие расплавленные и комнатной температуры), эпоксидные клеи и другие полимерные клейкие вещества. Покрытие может наноситься на одну или более сторон панели или полностью покрывать панель, например, прямоугольная панель могла бы быть покрыта с двух сторон и всех четырех граней.
[00149] Альтернативно, покрывающее армирование может вставляться в цементное ядро, таким образом, избегается потребность в связывающем агенте.
[00150] Эластичный материал для покрытия панелей может быть типа, описанного в публикации патентной заявки США №2009-0004430 А1, патентной заявки США №11/819340 «Армированная эластомерная структура, приспособленная к требованиям пользователя для защиты конструкции, и конструкция, созданная из нее», поданной 27 июня 2007 г., включенной в данный документ ссылкой. Способы нанесения эластомерного материала на панель также представлены в публикации патентной заявки США №2009-0004430 А1, патентной заявки США №11/819340. Другие FRP также подходят для использования в конструкциях данного изобретения.
[00151] Как правило, используются армированные волокнами полимерные ламинаты, такие как армированная стекловолокном полиэфирная смола, армированный стекловолокном полиэтилен и армированные стекловолокном полипропиленовые смолы, где предпочтительным является армированный стеклотканью полиэфирный смоляной ламинат Kemlite ArmorTuf®, поставляемый фирмой Crane Composites, Inc. FRP ламинаты могут включать армирующие волокна, введенные в полимерную смолу или в непрерывной форме, дискретной форме, или в комбинации обеих форм.
[00152] Ряд волокон можно использовать в качестве армирования в FRP ламинате, включая такие предпочтительные волокна, как стекловолокна, арамидные волокна, волокна Kevlar® и металлические волокна, такие как стальные волокна.
[00153] После окончательного схватывания в форме армированной волокнами цементной панели с высокоэффективным покрывающим армированием, прикрепленным к, по меньшей мере, одной поверхности цементного ядра, как описано ниже, панель демонстрирует желаемую взрывоустойчивость и стабильность размеров цементного композитного материала.
[00154] Краткое описание производства панели данного изобретения
[00155] Формование
[00156] Цементная панель формуется на линии формовки: сначала размещают слой резаного волокна, такого как AR стекловолокна, на носитель на конвейерной ленте, после чего на слой резаного волокна кладется слой цементного теста, а потом кладется второй слой резаного волокна, после чего слои проводятся сквозь внедряющее устройство, чтобы внедрить произвольно распределенные стекловолокна в слой цементного теста. Эти этапы затем повторяются второй раз, чтобы собрать второй слой для получения цементной панели номинальной толщиной приблизительно 0,50 дюйма. Третий слой только цементного теста (накрывка) кладется на верхнюю поверхность панели и сразу же сглаживается разравнивающей плитой для обеспечения относительно гладкой поверхности созданной панели.
[00157] Аспекты формования производственных процессов цементной бронепанели отличаются от технологических процессов, которые применяют, для получения иных цементных панелей, таких как конструктивные цементные панели в патенте США №6620487, Tonyan et al., который включен сюда по ссылке в полном объеме. Цементное тесто цементной бронепанели является более вязким, примерно с двойной густотой и применяет песок с более широким и относительно большим распределением размера частиц, чем легковесный наполнитель, который применяют в процессе для структурированной цементной панели у Tonyan et al.
[00158] Основным элементом процесса формования, который нуждается в модификации, из процессов производства конструктивной цементной панели, является устройство катков для внедрения, для обеспечения большего расстояния между дисками катка, при этом адаптацией при переходе от производства конструктивных цементных панелей к производству цементной бронепанели является катки для внедрения. Минеральный наполнитель с большим размером частиц, например, песок, который применяется в производстве цементной бронепанели (- 210-600 микрон), требует, чтобы расстояние между дисками катков для внедрения было больше (~0,15″), чем типично - 0,06 расстояние, которое применяют в производстве конструктивной цементной панели, содержащей легковесный наполнитель с размером частиц в диапазоне от 10-500 микрон.
[00159] Схватывание и отверждение
[00160] Скорость, с которой панели отверждаются, может контролироваться для того, чтобы позволить увеличить время обработки с помощью типичных способов обработки (отделка/шлифовка и порезка ножом), которые называются ′обработка на месте′. Основные элементы отверждения, с точка зрения обработки, являются наиболее раннее время, при котором с панелями можно обращаться физически для обработки и наиболее позднее время, при котором панели стали настолько твердыми, что они не могут быть обработанными на месте. Без агентов, модифицирующих схватывание, данные периоды являются очень короткими. Без модификаторов схватывания панелям должно было быть, по меньшей мере, 16 часов, чтобы с ними можно было обращаться без разрушения, но когда им было 20 часов, то они были слишком твердыми для обработки на месте. Это являлось - 4-х часовым промежутком времени для отделки.
[00161] Агенты, модифицирующие схватывание, такие как триэтаноламин и винная кислота, применяют, для достижения существенного увеличения данного промежутка времени. Панели сделанные с модифицирующим схватывание составом могут быть отделаны от 16 часов до 72 часов после формирования, приблизительно 15-кратное увеличение в часовом промежутке для отделки. Данные модифицирующие схватывание составы также дают огромное преимущество физическим свойствам формовки продукта, что видно в концах и ребрах, которые держат свою форму, сразу после удаления опалубки. Это значительно увеличивает вероятность многократного применения продукта.
[00162] Сразу после только полного отверждения неотделанного продукта становится невозможным применение традиционного отделочного оборудования. Продукт должен быть поверхностно отделан с применением стандартной камнеобрабатывающей техники для придания продукту надлежащей толщины (типично около 0,53 дюйма или 1,35 см). Для порезки или подрезки полностью отвержденных панелей нужно использовать водяную струю или специальное обрезающее лезвие.
[00163] После формовки панели хранят на ровной поверхности, по меньшей мере, 16 часов для нарастания начального схватывания. После того, как панели достигли начального схватывания и могут быть подвергнуты обработке, их можно отшлифовать, обрезать до размера и поместить в условия для отверждения или отправить сразу в условия для отверждения в неотделанном состоянии. Перед отверждением панели смачивают и оборачивают пластиком, чтобы предотвратить потерю влаги.
[00164] Полученные панели затем складываются на ровную поверхность и отверждаются при окружающих условиях температуры и влажности в течение начального периода от 8 до 72 часов после влажного формования (отливки). Затем панели увлажняются и оборачиваются в пластмассу, чтобы предотвратить потерю влаги. Обернутые панели отверждаются посредством нагревания панелей при 140°F (60°C) в течение периода времени 7 дней.
[00165] Окончательная обработка (обработка поверхности)
[00166] Оборудование обработки поверхности используется, чтобы подогнать панели до толщины около 0,53 дюйма, и обеспечить гладкую верхнюю и нижнюю поверхности панели.
[00167] Как показано, обработка поверхности может выполняться с применением стандартных барабанных шлифовальных станков, если продукт произведен с применением регулирующего схватывание состава. Если продукт сделан с применением стандартного материала схватывания, как правило необходимо отправить продукт на выверку с помощью оборудования, которое является стандартным в камнеобрабатывающей промышленности. Камнеобрабатывающее оборудование как правило включает твердосплавную пластину или ленту, которую применяют для полировки/зачистки верхней поверхности до желаемой толщины и отделки.
[00168] Резка
[00169] Панели разрезаются до желаемого размера при помощи стандартных способов резки, таких как сухое распиливание или водоструйная резка.
[00170] Как ранее указывалось, способ, который применяют для резки цементных бронепанелей, зависит от возраста/прочности панелей. Панели, произведенные с применением модификаторов схватывания, могут быть порезаны, с помощью стандартной технологии сухого алмазного лезвия или зубчатых твердосплавных инструментов во время периода отверждения. Панели, которые полностью схватились, необходимо резать с применением технологии, такой как водоструйная или влажная резка.
[00171] Ламинирование
[00172] Перед ламинированием все поверхности панели очищают, как правило автоматизированной машиной с вращающейся щеткой.
[00173] Защитное покрытие, армированное волокном, является, как правилом, армированной стекловолокном смолой на одной или обеих сторон панели. Способ изготовления покрытия включает этап, на котором формируют третий поверхностный слой на цементном ядре выровненного или отшлифованного цемента непосредственно для получения гладкой верхней поверхности. Это облегчает последующее нанесение клейких веществ и ламината, но также помогает даже если нет клейкого вещества и ламината. Таким образом, покрытие клейкого вещества и ламината добавляют к данному слою, а для прикрепления ламината с или без помощи термоклея можно применить прессование или горячую прокатку.
[00174] Как правило ламинат помещают на ядро. Если клейкое вещество представляет собой термоклей, тогда трехслойная структура как правило проходит через горячие катки. Для других клейких веществ, одной силы веса может быть достаточно, чтобы сдавить ламинат с ядром, но, в случае необходимости, можно применять прессование или горячую прокатку.
[00175] Перед ламинированием все поверхности панели очищают, как правило автоматизированной машиной с вращающейся щеткой. Панели должны быть сухими перед ламинированием. Способ сушки наиболее часто представляет собой сушку окружающим воздухом, хотя при необходимости можно использовать сушильное оборудование.
[00176] В одном типичном способе ламинирование включает этап, на котором подходящее клейкое вещество, такое как термоклей или эпоксидный клей, наносят на ядро панели и укладывают ламинатную пленку или покрытие поверх клейкого вещества. Клейкое вещество как правило может наносится посредством пропускания отвержденной цементной бронепанели через пару прижимных катков, при этом один каток при вращении взаимодействует с клейким веществом и наносит клейкое вещество на одну поверхность цементной панели. Ламинат затем помещают на клейкую поверхность и затем панель пропускают через другую пару прижимных катков для спрессовывания армирующего покрытия с клейкой поверхностью. После отверждения клейкого вещества ламинирование можно повторить на противоположной стороне панели.
[00177] Упаковка
[00178] После достаточного отверждения клейкого вещества цементные бронепанели как правило упаковывают в соответствии с инструкциями клиента.
[00179] Подробное описание процесса производственной линии изобретения
[00180] Обратимся теперь к ФИГ.2, на которой схематически изображена линия для производства цементной бронепанели, которая в целом обозначается позицией 10. Производственная линия 10 включает опорную раму или формировочный стол 12, имеющий множество ножек 13 или других опор. Опорная рама 12 содержит транспортер 14, типа бесконечной резиноподобной конвейерной ленты с ровной, водонепроницаемой поверхностью, хотя пористые поверхности также предусматриваются. Как хорошо известно в этой области техники, опорная рама 12 может быть изготовлена, по меньшей мере, из одного столоподобного сегмента, который может включать специальные ножки 13 или другое опорную структуру. Опорная рама 12 также включает главный приводной барабан 16 на отдаленном конце 18 рамы, и свободно вращающийся барабан 20 на ближнем конце 22 конструкции. Также, как правило, предусматривается, по меньшей мере, одно направляющее и/или натягивающее ленту устройство 24 для поддержания желаемого напряжения и позиционирования транспортера 14 на барабанах 16, 20. В этом варианте осуществления панели изготавливаются непрерывно, по мере того как транспортер движется в направлении «Т» из ближнего конца 22 в дальний конец 18.
[00181] В этом варианте осуществления для удержания цементного теста до схватывания могут быть предусмотрены сетка 26 из бумаги из крафт-целлюлозы или прокладочной бумаги, или пластмассовая сетка, которые кладутся на транспортер 14, чтобы защитить его и/или сохранить в чистоте.
[00182] Однако также полагается, что вместо непрерывной сетки 26 на транспортер 14 могут быть положены отдельные листы (не показывается) относительно жесткого материала, например, листы полимерной пластмассы.
[00183] Также полагается, что цементные бронепанели, производимые данной линией 10, формируются непосредственно на транспортере 14. Далее установлен, по меньшей мере, один элемент 28 для мойки ленты. Транспортер 14 передвигается по опорной раме 12 при помощи набора моторов, шкивов, лент или цепей, которые приводят в действие главный приводной барабан 16, как известно в этой области техники. Полагается, что скорость транспортера 14 может изменяться так, чтобы соответствовать требованиям производимого изделия.
[00184] Секач
[00185] В этом варианте осуществления данного изобретения производство цементной бронепанели начинается с размещения на пластмассовой несущей сетке 26 слоя неупакованных, измельченных стекловолокон 30 длиной примерно от 0,5 дюймов до 1,5 дюймов (от 1,3 до 3,8 см) и диаметром примерно от 5 до 25 микрометров, как правило, диаметром 10-15 микрометров. Различные укладывающие и режущие волокна устройства предусматриваются данной линией 10. Например, обычная система применяет рейку 31, удерживающую несколько катушек 32 со стекловолоконными шнурами, от каждой из которых отрезок или нить 34 волокна подается на секущую установку или аппарат, также называемый секачом 36. Как правило, на каждую секущую установку подаются несколько прядей стекловолокна.
[00186] Секач 36 содержит вращающуюся ножевую катушку 38, от которой отходят радиально проходящие лезвия 40, проходящие перпендикулярно по ширине транспортера 14, и которая тесно связана, при наличии контакта и вращения, с опорным валом 42. В предпочтительном варианте осуществления ножевая катушка 38 и опорный вал 42 размещены в относительно тесной связи, так что вращение режущей катушки 38 также вращает опорный вал 42, хотя обратное также предполагается. Также, опорный вал 42 предпочтительно покрыт упругим вспомогательным материалом, на котором лезвия 40 режут нити 34 на куски.
Промежуток между лезвиями 40 на катушке 38 определяет длину порезанных волокон. Как видно на ФИГ.2, секач 36 расположен над транспортером 14 возле ближнего конца 22, чтобы максимизировать полезное использование длины производственной линии 10. По мере того, как режутся пряди 34 волокна, волокна свободно падают на несущую сетку 26.
[00187] Мешалка цементного теста
[00188] Данная производственная линия 10 включает станцию подачи цементного теста или дозатор цементного теста, или напорный бак цементного теста, в общем обозначенный 44, и источник цементного теста, которым в данном варианте осуществления является мешалка 47 влажной смеси. Дозатор 44 цементного теста получает подачу цементного теста 46 из мешалки 47 влажной смеси, чтобы размещать цементное тесто 46 на нарезанные волокна на несущей сетке 26.
[00189] Аппарат подачи цементного теста
[00190] Обратимся теперь к фиг.2, как указано выше, представленный аппарат подачи цементного теста, также называемый станцией подачи цементного теста, дозатором цементного теста или напорным баком цементного теста, в общем обозначаемый 44, получает подачу цементного теста 46 из мешалки 47 влажной смеси.
[00191] Предпочтительный дозатор 44 цементного теста включает главный дозирующий вал 48, расположенный перпендикулярно к направлению движения «Т» транспортера 14. Сопроводительный или вспомогательный вал 50 расположен рядом, параллельно, находясь во вращательной связи с дозирующим валом 48. Цементное тесто 46 помещается в зазор 52 между двумя валами 48, 50.
[00192] Дозатор цементного теста 44 также имеет затвор 132, смонтированный на боковых стенках 54 аппарата 44 подачи цементного теста, который нужно смонтировать смежно с поверхностью дозирующего вала 48 так, между валом 48 и затвором 132 образовался зазор. Затвор 132 находится над дозирующим валом 48 так, что зазор находятся между затвором 132 и верхней частью вала 48. Валы 48, 50 и затвор 132 находятся в достаточно тесной связи, так что зазор между валом 48 и затвором 132 удерживает подачу цементного теста 46, в то же время валы 48, 50 вращаются друг относительно друга. Затвор 132 снабжен вибратором (не показан). Дозирующий вал 48 вращается от зазора 52 к зазору между валом 48 и затвором 132.
[00193] Затвор 132 может быть центрирован над дозирующий валом 48 или немного выше над дозирующим валом 48.
[00194] Хотя предполагаются и другие размеры, как правило, дозирующий вал 48 обладает большим диаметром, чем сопроводительный вал 50.
[00195] Также, как правило, один из валов 48, 50 обладает гладкой, нержавеющей стальной поверхностью, тогда как поверхность другого вала, преимущественно сопроводительного вала 50, покрывается упругим материалом, не допускающим прилипание.
[00196] Вибрирующий затвор 132 помогает предотвратить значительное накопление цеметного теста 46 на затворе 312 и контролирует толщину цементного теста 46, расположенного на дозирующем валу 48. Вибрирующий затвор 132 может быть легко снят с настенных креплений для очистки и технического обслуживания. Более детальное описание вибрирующего затвора может быть найдено в одновременно рассматриваемой родственной заявке №11/555655 поданной 1 ноября 2006 года, полностью включенной ссылкой в данное описание.
[00197] Как правило, дозатор 44 цементного теста обладает парой сравнительно жестких боковых стенок 54 (одна показана), предпочтительно изготовленных из, или покрытых материалом, не допускающим прилипание, таким как TEFLON® или подобным ему. Боковые стенки 54 не позволяют цементному тесту 46, залитому в зазор 52, вытекать за пределы дозатора 44 цементного теста. Боковые стенки 54, которые предпочтительно прикреплены к опорной раме 12 (ФИГ.2), находятся в тесной связи с краями валов 48, 50, чтобы удерживать цементное тесто 46. Однако боковые стенки 54 выполнены на расстоянии от краев валов, чтобы не влиять на их вращение.
[00198] Важным свойством данного изобретения является то, что дозатор 44 цементного теста размещает на движущуюся несущую сетку 26 ровный слой цементного теста 46 относительно контролируемой толщины. Подходящая толщина слоя варьируется от 0,16 до 0,25 дюймов. Однако, поскольку в цементной бронепанели, производимой производственной линией 10, предпочтительны два слоя, а подходящая панель имеет толщину 0,5 дюйма, то особо предпочтительная толщина слоя цементного теста лежит в пределах 0,25 дюйма. Однако для целевой толщины формирования панели около 0,53″ стандартная толщина слоя обычно ближе к примерно 0,265 дюйма на каждой из двух формировочных установок.
[00199] Таким образом, соответствующее расстояние между вибрирующим затвором 132 и главным дозирующим валом 48 может быть заданным так, чтобы регулировать толщину размещаемого цементного теста 46.
[00200] Для обеспечения равномерного размещения цементного теста 46 по всей сетке 26, цементное тесто 46 доставляется в дозатор 44 цементного теста через шланг 56 или подобный трубопровод, соединенный первым концом с выпускным отверстием мешалки резервуара 47 или цементного теста. Второй конец шланга 56 соединен с совершающим возвратно-поступательные движение со стороны в сторону, имеющим канатный привод, гидравлическим раздатчиком вида, который хорошо известен из области техники. Цементное тесто, текущее из шланга 56, таким образом, выливается в дозатор 44 возвратно-поступательным движением со стороны в сторону, чтобы заполнить резервуар, определяемый валами 48, 50 и боковыми стенками 54 дозатора 44 цементного теста.
[00201] Вращение дозирующего вала 48 вытягивает слой цементного теста 46 из резервуара, определяемого валами 48, 50 и боковыми стенками 54 дозатора цементного теста.
[00202] Другим свойством данного аппарата 44 подачи является то, что главный дозирующий вал 48 и сопроводительный вал 50 оба приводятся в движение в одинаковом направлении, что минимизирует возможности преждевременного отверждения цементного теста на соответствующих движущихся внешних поверхностях. Приводная система (не показана), включающая гидравлический, электрический или другой подходящий мотор, соединена с главным дозирующим валом 48 или сопроводительным валом 50 для приведения вала (валов) в движение в одинаковом направлении, по часовой стрелке, если смотреть на фиг.2. Как известно из уровня техники, приводиться в движение может любой один из валов 48, 50, а другой вал может быть соединен посредством шкивов, ремней, цепи и цепных колес, зубчатых сцеплений или другой известной технологии механического привода для поддержания положительной и простой вращательной взаимосвязи.
[00203] Когда цементное тесто 46 на внешней поверхности вала 48 движется к движущейся несущей сетке 26 важно, чтобы все цементное тесто было помещено на сетку, а не перемещалось обратно вверх по направлению к зазору 52. Такое перемещение вверх способствовало бы преждевременному отверждению цементного теста 46 на валах 48, 50 и препятствовало бы плавному движению цементного теста из резервуара 57 на несущую сетку 26.
[00204] Чтобы помогать предотвращать это перемещение вверх, дозатор 44 цементного теста имеет ракельный нож 134, расположенный между главным дозирующим валом 48 и несущей сеткой 26. Ракельный нож 134 гарантирует, что цементное тесто 46 равномерно покрывает стекловолоконный слой на несущей сетке 26 и не продолжает двигаться обратно вверх к зазору 52 и питающему резервуару 57. Ракельный нож 134 также помогает содержать главный дозирующий вал 50 свободным от преждевременно отвердевшего цементного теста 46.
[00205] Ракельный нож 134 удаляет цементное тесто с поверхности дозирующего вала 48, как проволока, используемая в процессе, описанном в патенте США №6,986,812, Dubey et al. Ракельный нож 134 также служит для сбора цементного теста 46 в равномерный слой или завесу и направляет цементное тесто 46 вниз в направлении движения сетки к точке около от 1,0 до 1,5 дюймов (от 2,54 до 3,81 см) над стекловолоконным слоем на сетке, чтобы равномерно покрыть стекловолоконный слой цементным тестом 46. Это особенно важно, когда для покрытия стекловолоконного слоя используются более жидкое цементное тесто, поскольку более жидкие цементные теста имеют свойство стекать по проволокам.
[00206] Обработка ниже по линии от аппарата подачи цементного теста
[00207] Снова обращаясь к ФИГ.2, будут кратко описаны другие функциональные компоненты линии по производству цементных бронепанелей, но более подробно они описаны в следующих документах:
[00208] Патент США №6986812, Dubey et al, под названием «АППАРАТ ПОДАЧИ ЦЕМЕНТНОГО ТЕСТА ДЛЯ ПРОИЗВОДСТВА УСИЛЕННЫХ ВОЛОКНАМИ КОНСТРУКТИВНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ», включенный в данное описание ссылкой во всей своей полноте; и
[00209] следующих одновременно находящихся на рассмотрении и принадлежащих одному правообладателю заявок на патент США, полностью включенных в данное описание ссылкой:
[00210] Публикация заявки на патент США №2005/0064164 A1, Dubey et al, заявка №10/666294 под названием «МНОГОСТУПЕНЧАТЫЙ ПРОЦЕСС И АППАРАТ ДЛЯ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ УСИЛЕННЫХ ВОЛОКНАМИ КОНСТРУКТИВНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ»;
[00211] Публикация заявки на патент США №2005/0064055 A1, Porter, заявка №10/665541, под названием «ВНЕДРЯЮЩЕЕ УСТРОЙСТВО ДЛЯ АРМИРОВАННОГО ВОЛОКНАМИ РАСТВОРА»;
[00212] Публикация заявки на патент США №2008/0101150, заявка №11/555655 под названием «СПОСОБ ДЛЯ ВЛАЖНОГО СМЕШИВАНИЯ ЦЕМЕНТНОГО ТЕСТА ДЛЯ УСИЛЕННЫХ ВОЛОКНАМИ КОНСТРУКТИВНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ», поданная 1 ноября 2006.
[00213] Публикация заявки на патент США №2008/0101151, заявка №11/555658 под названием «АППАРАТ И СПОСОБ ДЛЯ ВЛАЖНОГО СМЕШИВАНИЯ ЦЕМЕНТНОГО ТЕСТА ДЛЯ УСИЛЕННЫХ ВОЛОКНАМИ КОНСТРУКТИВНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ», поданная 1 ноября 2006.
[00214] Публикация заявки на патент США №2008/0099133, заявка №11/555661 под названием «ПРОЦЕСС РАЗГЛАЖИВАНИЕ ПАНЕЛЕЙ И АППАРАТ ДЛЯ ФОРМИРОВАНИЯ ГЛАДКОЙ НЕПРЕРЫВНОЙ ПОВЕРХНОСТИ НА АРМИРОВАННЫХ ВОЛОКНАМИ КОНСТРУКТИВНЫХ ЦЕМЕНТНЫХ ПАНЕЛЯХ», поданная 1 ноября 2006.
[00215] Публикация заявки на патент США №2008/0110276, заявка №11/555665 под названием «ТОЛЩИНОМЕР ДЛЯ ВЛАЖНОГО ЦЕМЕНТНОГО ТЕСТА И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ», поданная 1 ноября 2006;
[00216] Публикация заявки на патент США №2007/0110970 A1, Dubey, заявка №11/591793 под названием «МНОГОСТУПЕНЧАТЫЙ ПРОЦЕСС И АППАРАТ ДЛЯ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ АРМИРОВАННЫХ ВОЛОКНАМИ КОНСТРУКТИВНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ ВОЛОКОН», поданная 1 ноября 2006;
[00217] Публикация заявки на патент США №2007/0110838 A1, Porter et al., заявка №11/591957 под названием «ВНЕДРЯЮЩЕЕ ВАЛКОВОЕ УСТРОЙСТВО», поданная 1 ноября 2006.
[00218] Внедряющее устройство
[00219] Предполагается большое количество внедряющих устройств, включая катки с шипами и подобные им, но не ограничиваясь ими, в данном варианте осуществления внедряющего устройства 70, показанного на ФИГ.2А, оно включает, по меньшей мере, пару, как правило, параллельных валов 72, смонтированных поперек направления перемещения транспортера 14 на раме 12. Каждый вал 72 снабжен множеством дисков 74 относительно большого диаметра, которые аксиально разделены расстоянием «D» от около 0,1 до около 0,25 дюйма (от 0,25 до 0,63 см), например, 0,15 дюйма (0,38 см) друг от друга на валу дисками малого диаметра 76, при этом большие и меньшие диски расположены на одной оси.
[00220] Во время производства цементной бронепанели валы 72 и диски 74 вращаются вместе вокруг продольной оси вала 72. Как хорошо известно в данной области техники, иметь привод от двигателя может либо один, либо оба вала 72. Если только один вал 72 имеет привод от двигателя, другой может приводиться в движение ремнями, цепями, зубчатыми передачами или другими известными технологиями механической передачи, чтобы поддерживать направление и скорость, соответствующие валу, имеющему привод от двигателя. Соответствующие диски 74 смежных, предпочтительно параллельных валов 76 заходят один за другой и зацепляются друг за друга для создания действия «перемешивания» или «массирования» в цементном тесте, которое внедряет ранее размещенные волокна 68. Кроме того, тесное, накладывающееся и вращательное взаимодействие дисков 74 предотвращает скопление цементного теста 46 на дисках и по существу создает эффект «самоочищения», что значительно уменьшает время простоя производственной линии, связанное с преждевременным отверждением или сгущением цементного теста. В данном процессе диски 74 располагают на расстоянии 0,1-0,25 дюйма (0,25-0,63 см), например 0,15 дюйма (0,38 см) друг от друга, по сравнению с расстоянием 0,05-0,1 дюйма (0,13-0,25 см) для дисков внедрения, применяемых при производстве более легковесных конструктивных цементных панелей, для того, чтобы позволить гомогенно смешивать относительно тяжеловесное данное цементное тесто и большой объем стекловолокон, которые добавляют к каждому слою цементного теста.
[00221] Сцепляющееся взаимодействие дисков 74 на валах 72 включает очень близкое расположение противостоящих периметров разделительных дисков малого диаметра (не показаны) и основных больших дисков 74 относительно большого диаметра, что также способствует действию самоочищения. Поскольку диски 74 вращаются относительно друг друга в большой близости (но предпочтительно в одном направлении), частицам раствора быть захваченным аппаратом и преждевременно затвердеть. При помощи двух наборов дисков 74, которые смещены в стороны относительно друг друга, цементное тесто 46 подвергается множественным разрушительны воздействиям, что создает «перемешивающее» действие, что дополнительно внедряет волокна 68 в цементное тесто 46.
[00222] Вариант осуществления внедряющего устройства 70, подходящего для использования в производственной линии 10, более подробно раскрыт в заявке на патент США №10/665,541, одновременно находящейся в рассмотрении и поданной 18 сентября 2003, опубликованной как US 2005/0064055 под названием «ВНЕДРЯЮЩЕЕ УСТРОЙСТВО ДЛЯ АРМИРОВАННОГО ВОЛОКНОМ ЦЕМЕНТНОГО ТЕСТА» и полностью включенной в данное описание ссылкой.
[00223] Диски на внедряющем устройстве, применяемые для производства цементных бронепанелей по данному изобретению, располагают на расстоянии от около 0,1 до около 0,25 дюйма (от 0,25 до 0,63 см) как правило 0,15 дюйма (0,38 см) друг от друга из-за веса цементного теста и относительно большего количества армирующего волокна, используемых в данном изобретении по сравнению с расстоянием от около 0,05 дюйма (0,13 см), расстоянием между дисками 74, применяемых во внедряющем устройстве 70 для внедрения меньших количеств армирующих волокон в каждом слое конструктивной цементной панели в процессе изготовления облегченной конструктивной цементной панели в вышеуказанной публикации заявки на патент США №2005/0064055 Al Porter, заявка №10/665541.
[00224] Наложение дополнительных слоев
[00225] Когда волокно 68 внедрено, первый слой 77 панели 92 закончен. В предпочтительном варианте осуществления, высота или толщина первого слоя 77 находится в приблизительном диапазоне от 0,25 до 0,27 дюймов. Как было обнаружено, в сочетании с подобными слоями в цементной бронепанели этот диапазон обеспечивает желаемую прочность и жесткость.
[00226] Для того чтобы создать конструктивную цементную панель желаемой толщины, как правило, добавляются дополнительные слои. С этой целью предусматривается второй дозатор 78 цементного теста, по сути, такой же, как и дозатор 44, находящийся в эксплуатационной взаимосвязи с транспортером 14 и размещенный для внесения дополнительного слоя 80 цементного теста 46 на существующий слой 77.
[00227] Затем в эксплуатационной взаимосвязи с рамой 12 предоставляется дополнительный секач 82, по сути, идентичный секачам 36 и 66, чтобы вносить третий слой волокон 68, поставляемых с рейки (не показана), выполненной и размещенной относительно рамы 12 подобно рейке 31. Волокна 68 вносятся на слой 80 цементного теста и внедряются с помощью второго внедряющего устройства 86. Сходное по устройству и расположению с внедряющим устройством 70, второе внедряющее устройство 86 монтируется немного выше относительно движущейся транспортерной ленты 14 так, чтобы первый слой 77 не нарушался. Таким образом, создается второй слой 80 цементного теста и внедряемых волокон.
[00228] Обращаясь теперь к ФИГ.2, с каждым последующим слоем закладываемых цементного теста и волокон, на производственной линии 10 устанавливаются дополнительные станция 78 подачи цементного теста, за которой идут секач 82 волокон и устройство 86 внедрения. В предпочтительном варианте осуществления для формирования цементной бронепанели обеспечиваются два общих слоя, покрытых завершающим слоем цементного теста.
[00229] Завершающий слой цементного теста размещается на слой 80 на третьей станции 78 подачи цементного теста, чтобы создать завершающий дополнительный слой 88, который проходит через брус-финишер 146, чтобы выровнять верхнюю поверхность цементного теста и создать равномерный слой 98 с номинальной толщиной около 0,5 дюйма, перед тем как цементное тесто разрезается на куски (как правило, куски длинной 8 футов) при помощи режущей пластины 98.
[00230] Важным свойством данного изобретения является то, что панель имеет несколько слоев, которые после отверждения будет формировать целостную армированную волокнами массу. Предполагая, что наличие и размещение волокон в каждый слой контролируется и поддерживается в рамках определенных желаемых параметров, как это раскрыто и описано в данном документе, расслоить панель 92, произведенную данным процессом, будет фактически невозможно.
[00231] Формование, разглаживание и резка
[00232] После размещения двух слоев начиненного волокном затвердевающего цементного теста, как описано выше, для придания формы верхней поверхности 96 панели 92, рама 12 снабжается формующим устройством, таким как брус-финишер.
[00233] Однако формующие устройства, которые соскабливают чрезмерный слой материала цементной бронепанели, нежелательны. Например, формующие устройства, такие как пружинные или вибрационные плиты или вибрационные выравнивающие брусья, разработанные для приведения панели в соответствие с желаемыми пространственными характеристиками, не используются с материалом цементной бронепанели, поскольку они соскабливают чрезмерный пласт материала цементной бронепанели. Такие устройства соскабливали или выравнивали бы поверхность панели неэффективно. Они бы не выравнивали и сглаживали ее, а приводили к тому, что стекловолокно начало бы сворачиваться и портить поверхность панели.
[00234] В частности, производственная линия 10 может содержать сглаживающее устройство, также называемое брусом-финишером 146, которым опорная рама 12 снабжена для того, чтобы мягко сглаживать верхнюю поверхность 96 панели 92. Применяя вибрацию к цементному тесту 46, сглаживающий брус-финишер 146 способствует распространению волокон 30, 68 по панели 92 и обеспечивает более равномерную верхнюю поверхность 96.
[00235] На этой стадии слои цементного теста уже начали схватываться, и соответствующие панели 92 отделяются друг от друга режущим устройством 98, которое в типичном варианте осуществления представляет собой резак для водоструйной резки. Другие режущие устройства, включая движущиеся лезвия, считаются подходящими для этой операции, предполагая, что они могут создавать подходяще острые кромки в данной композиции панели. Режущее устройство 98 располагается относительно линии 10 и рамы 12 так, что панели производятся, имея желаемую длину, как правило, 8 футов. Поскольку скорость сетки транспортера 14 относительно низкая, режущее устройство 98 может быть установлено так, чтобы резать перпендикулярно направлению перемещения сетки 14 кусками по 8 футов. Затем панелям позволяют высыхать на протяжение 8-72 часов после мокрой отливки цементного теста, т.е. после того, как они выходят из-под бруса-финишера.
[00236] Производственная линия 10 включает достаточно секущих волокно установок 36, 66, установок 44, 78 подачи цементного теста и внедряющих устройств 70, 86 для производства, по меньшей мере, двух слоев. Дополнительные слои могут быть созданы повторением установок, как описано выше в связи с производственной линией 10.
[00237] Для получения цементной бронепанели с обеими ровными лицевыми гранями или сторонами, как верхняя, так и нижняя лицевые грани панели, с размерами 4 фута на 8 футов, шлифуются, а затем, по необходимости, распиливаются до желаемой величины, как правило, от около 2 на 2 фута до около 4 на 8 футов, например, панели 2,5 на 4 фута.
[00238] Порезанные панели затем покрывают клейким веществом, как правило в прижимных катках, и затем помещают армирующее покрытие на поверхность панели и затем пропускают через другую пару прижимных катков, для наслаивания покрывающего армирующего слоя на цементное ядро. Панели затем переворачивается, и процедуру ламинирования повторяют для другой стороны цементной бронепанели.
[00239] В одном варианте осуществления, цементная панель может быть отшлифована, а затем клейкое вещество и покрытие из армированного волокном полимера могут наноситься на все еще влажное цементное ядро, а затем цементная бронепанель с FRP покрытием может пропускаться под брусом-финишером или катком.
[00240] Контролируемая скорость развития прочности при сжатии
[00241] Как правило, цементная композиция выдерживается, чтобы достичь контролируемой скорости развития прочности при сжатии. Желательным является получение цементного композитного материала сверхвысокой прочности за срок до 5 дней с прочностью при сжатии предпочтительно меньше 4000 psi, более предпочтительно - меньше 3000 psi, и наиболее предпочтительно - меньше 2000 psi, а по прошествии 28 дней и более чтобы прочность при сжатии превосходила 20000 psi.
[00242] Например, некоторые желаемые скорости контролируемого развития прочности при сжатии приведены в ТАБЛИЦЕ 2I.
[00243]
[00244] Нанесение покрытий
[00245] После достаточного отверждения порезанные панели как правило покрываются клейким веществом, как правило, с помощью прижимных роликов, потом армирующее покрытие помещается на верхнюю поверхность панели, а затем прогоняется через другую пару прижимных роликов, чтобы наслоить слой армирующего покрытия на цементное ядро. Затем панель переворачивается, и процедура ламинирования повторяется для другой стороны панели.
[00246] В одном варианте осуществления цементные панели шлифуются, потом клейкое вещество и слой армированного волокнами полимерного покрытия накладывается на все еще влажное цементное ядро, а затем цементная панель с FRP-покрытием прогоняется под брусом-финишером или валом.
[00247] Применения продукта, выполненного в соответствии с данным изобретением
[00248] Избранные варианты осуществления данного изобретения пригодны для изготовления недорогих конструктивных панелей, таких как тонкие бетонные бронепанели, которые можно применять для транспортных средств, а также для стационарных сооружений. Конструктивные бронепанели можно сформовать или экструдировать до толщины, прежде считавшейся непрактичной, благодаря улучшенной жесткости и прочности вариантов осуществления данного изобретения. Например, панели можно получить такого размера и толщины, чтобы обеспечить возможность их переноски. Этим переносимым панелям, можно придать форму для присоединения к конструктивной раме для воспрепятствования проникновению выстрела из ручного оружия и смягчения взрывного и осколочного эффектов.
[00249] В вооруженных силах используют множество защитных материалов, начиная от земляной насыпи и кончая дорогой высокоэффективной легковесной баллистической керамикой. Вариант осуществления данного изобретения, которому подходящим образом придали форму, дополнительно к переносимой продукции предлагает недорогое решение для защиты войск. Применения вариантов осуществления данного изобретения включают, но не ограничиваются ими, для военных и правительственных применений: очень высококачественные цементные композиции, включенные в недорогую баллистическую броню; легковесные конструктивные профили, такие как плиты, швеллеры, трубы, трубки, двутавровые балки и широкополочные прокатные профили; соединительные элементы; защитные сооружения; взрывостойкие панели; осколочная защита военного снаряжения; усиление бронезащиты транспортных средств; устойчивые ко взлому конструктивные элементы и т.п.
[00250] Для коммерческих потребителей: продукция строительных конструкций, такая как: кровельная черепица, панели стен, плитка для пола и т.п.; легковесные конструктивные профили, такие как: плиты, швеллеры, трубы, трубки, двутавровые балки и широкополочные прокатные профили; устойчивые к ураганам и торнадо конструктивные элементы, устойчивые к взлому конструктивные элементы и т, п.
[00251] Примеры:
[00252] Реологические свойства и поведение самовыравнивания цементных композиций данного изобретения были охарактеризованы с применением испытания по определению осадки. В испытании по определению осадки, использованном в последующих экспериментах, использовали полый цилиндр 5,08 см (2 дюйма) в диаметре и длиной 10,16 см (4 дюйма), который удерживали вертикально на гладкой пластмассовой поверхности. Цилиндр заполняется доверху цементной смесью, за чем следует снятие излишка материала с верхней поверхности для удаления лишней жидкой смеси. Затем цилиндр осторожно поднимают вертикально вверх для того, чтобы позволить жидкому цементному тесту выйти из дна и расплыться по пластмассовой поверхности для образования круглой лепешки. Диаметр лепешки затем измеряют и записывают как осадку материала. Композиции с хорошей текучестью дают большее значение осадки.
[00253] Для применения общепринятых, высокоэффективных способов производства для получения изделий на основе цемента необходимо, чтобы цементное тесто имело значение осадки менее 12,7 см (5 дюймов), поскольку цементное тесто со значениями осадки более 12,7 см (5 дюймов) чрезвычайно затрудняет обращение с ним и его обработку при использовании общепринятых способов производства.
[00254] Влияние параметров различного вида сырья на реологические свойства и поведение самовыравнивания было определено с применением испытания по определению осадки в описанных ниже примерах.
[00255] Пример 1
[00256] Осадка измерялась выливанием цементного теста в цилиндр, диаметром 2 дюйма и высотой 4 дюйма (открытый с обеих сторон и поставленный на одну из них на плоской гладкой поверхности), и разравниванием верхней части цементного теста. Это обеспечивает заданный объем цементного теста для каждого испытания. Затем цилиндр сразу же поднимали и цементное тесто выпускалось из открытого дна цилиндра. Это действие формировало круглую «лепешку» цементного теста. Диаметр этой лепешки измеряется в дюймах и записывается. Более жидкое цементное тесто будет, как правило, производить лепешку большего диаметра.
[00257] ТАБЛИЦА 3 показывает влияние содержания кварцевого песка, как неорганического минерального наполнителя, на осадку цементных смесей. Содержание остальных сырьевых материалов в различных смесях сохранялось постоянным. Как показывают результаты, осадка цементных смесей уменьшается с увеличением содержания кремниевого песка в смеси.
[00258] Типичные составы для смесей в ТАБЛИЦАХ 3-7 показаны в обсуждавшейся ранее ТАБЛИЦЕ 1.
[00259]
[00260] Пример 2
[00261] ТАБЛИЦА 4 показывает влияние размера частиц кварцевого песка на осадку цементных смесей. Были использованы два типа кварцевого песка: первый - со средним размером частиц примерно 200 микрон и второй - со средним размером частиц примерно 10 микрон. Другие сырьевые материалы поддерживались постоянными. Как показано в таблице, осадка цементных смесей значительно уменьшилась с применением в композиции более мелкого кварцевого песка.
[00262]
[00263] Пример 3
[00264] ТАБЛИЦА 5 показывает влияние содержания микронаполнителя из пуццоланового цемента и кремнеземной пыли на осадку цементной смеси при поддержании всех других сырьевых материалов постоянными. Можно наблюдать, что осадка цементных смесей уменьшается с увеличением содержания кремнеземной пыли в смеси. [00265]
[00266] Пример 4
[00267] ТАБЛИЦА 6 показывает влияние самовыравнивающего агента на осадку цементной смеси. Применялись два типа химических примесей: соединения, основанные на химии карбоксилата и полинафталинсульфоната с остающимися неизменными остальными материалами. Осадка смеси, содержащей примеси, основанные на химии поликарбоксилата, была значительно выше, чем у смесей, содержащих добавку, основанную на полинафталинсульфонате.
[00268]
[00269] Например, для смеси 9, на каждые 100 весовых частей общего портландцемента и кремнеземной пыли приходится 3,0 весовых частей самовыравнивающего агента.
[00270] Пример 5
[00271] ТАБЛИЦА 7 показывает влияние содержания поликарбоксилата, самовыравнивающего агента, на значения осадки для смесей, в других отношениях являющихся одинаковыми. Можно видеть, что осадка увеличивается с увеличением количества агента, примененного в смеси.
[00272]
[00273] Пример 6
[00274] ТАБЛИЦА 8 показывает прочность при сжатии самовыравнивающихся цементных композиций данного изобретения. Можно заметить, что эти смеси дают ультравысокую прочность при сжатии, как правило, сверх 20000 psi.
[00275] Осадка измерялась таким образом: латунный цилиндр высотой 4 дюйма и диаметром 2 дюйма наполняли смесью; верхний край цилиндра разравнивался для удаления излишка материала; цилиндр поднимали вертикально в пределах 5 секунд, чтобы дать цементному тесту растечься и измеряли диаметр лепешки, образованной из цементного теста. Прочность при сжатии определяли на кубиках размером 2 дюйма, в соответствии со способом испытания в ASTM С 109. Потеря подвижности и рост прочности при сжатии измерялись на протяжении периода времени до 7 часов и до 7 дней, соответственно. Прочность при сжатии этих смесей также оценивалась при условиях ускоренного отверждения с 7-ми дневными образцами, которые погружались в воду с температурой 140°F (60°C), с последующей 4-дневной сушкой в вентилируемой печи при 175°F (79,4°С), после чего производилось охлаждение и испытание.
[00276]
[00277] Пример 7
[00278] Панели на основе армированного волокном цемента изготавливались с применением самовыравнивающейся цементной композиции данного изобретения с устойчивыми к щелочам стекловолокнами, применяя способ напыления.
[00279] При использовании способа напыления цементное тесто может комбинироваться со стекловолокнами несколькими способами с целью получения однородной смеси. Стекловолокна, как правило, подаются в виде ровниц, нарубленных на короткие куски. В предпочтительном варианте осуществления цементное тесто и посеченные стекловолокна одновременно распыляются в опалубочную форму панели. Для создания тонких слоев, предпочтительно толщиной до примерно 0,25 дюймов, которые выстраиваются в однородную плиту, не имеющую особой структуры и толщиной от до 1 дюйма, предпочтительно производить распыление за несколько заходов. Например, в одном из применений, панель размером 3×5 фута изготавливалась в шесть заходов распылением по направлениям длины и ширины. По мере осаждения каждого слоя, можно использовать ролик, чтобы убедиться, что цементное тесто и стекловолокна достигли тесного контакта. После этапа прокатки слои можно выравнивать правилом или другим подходящим средством.
[00280] Как правило, для распыления цементного теста, используется сжатый воздух. По мере появления из распыляющего наконечника, цементное тесто смешивается со стекловолокнами, отсеченными от ровницы секущим механизмом, установленным на пистолете-распылителе. Однородная смесь цементного теста со стекловолокнами осаждается в опалубочной форме панели, как описано выше.
[00281] Номинальная толщина изготовленных панелей составила дюйма, а объем фракции стекловолокон составил 3%. ТАБЛИЦА 9 показывает характеристики при изгибе армированных волокнами самовыравнивающихся ультравысокопрочных цементных композиций. Состав ТАБЛИЦЫ 9 - это смесь 17 ТАБЛИЦЫ 8. Модуль продольной упругости панелей превысил 5000 ksi (тысяч фунтов на кв. дюйм), что почти в два раза больше модуля продольной упругости материалов цементного материала нормальной прочности и высокой плотности. Прочность на изгиб армированных волокном панелей была более 3000 psi. Для модуля продольной упругости применялся способ испытания ASTM С 1325, а для прочности на изгиб применялся способ испытания ASTM C947.
[00282]
[00283] Примеры с триэтаноламином (TEA) и винной кислотой
[00284] Следующие примеры приведены для иллюстрации преимуществ применения примесей предпочтительного алканоламина, триэтаноламина и предпочтительной кислоты, винной кислоты в нужных дозировках. Все смеси содержат портландцемент и кремнеземную пыль в качестве цементирующих компонентов с относительным весовым соотношением от 0,85 до 0,15 и кварцевый песок в качестве наполнителя с весовым соотношением от 1,05 до 1,00 относительно цементирующих компонентов. Воду применяли при весовом соотношении от 0,22 до 1,00, относительно цементирующих компонентов. Указанные химические примеси карбоксилированного полиэфирного суперпластификатора, триэтаноламина (TEA 99 Low Free Grade (LFG) 85% TEA и 15% вода) и винной кислоты добавлялись в количествах, перечисленных в последующих примерах, для контроля текучести смеси, времени схватывания и роста прочности.
[00285] Все ингредиенты были заранее выдержаны в запечатанных пластиковых мешках при 75-80°F на протяжении, по меньшей мере, 24 часов перед смешиванием в смесителе Хобарта, при высокой скорости, для достижения однородной дисперсии. Повышение температуры в смесях измерялось с применением термопар, вставленных в образцы каждой смеси весом по 350 грамм и подсоединенных к системе сбора данных. Начальное и конечное время схватывания определялось с применением игл Гилмора, в соответствии со способом в ASTM С 266.
[00286] Осадка и предел прочности при сжатии определялись в соответствии со способами испытаний, описанными выше в Примере 6.
[00287] Пример 8
[00288] Три смеси были получены в соответствии с вышеуказанной процедурой, с применением суперпластификатора при 3 вес.% цементирующих компонентов, для контроля текучести смеси, и винной кислоты при уровнях 0 вес.% (контрольный), 0,15 вес.% и 0,30 вес.% цементирующих компонентов. TEA не добавлялся в образцы смесей. Осадка смесей, как было определено, составляет 7,5 дюймов (19,1 см) для контроля, 10,3 дюйма (26,2 см) для смеси, содержащей 0,15% винной кислоты, и 10,8 дюймов (27,4 см) для смеси, содержащей 0,30% винной кислоты.
[00289] ФИГ.3 показывает поведение смесей при повышении температуры в течение первых 30-ти часов после заливки. ФИГ.3 показывает, что смеси с добавлением винной кислоты не проявляют схватывание в течение первых 24-х часов по сравнению с контрольной смесью, которая схватилась в течение примерно 10-ти часов.
[00290] ФИГ.4 показывает рост прочности при сжатии на протяжении 7-ми дней. ФИГ.4 показывает, что смеси с винной кислотой имели более медленную скорость роста прочности при сжатии в первые несколько дней после замешивания по сравнению с контролем, но на 7-ой день, смеси с 0,15% и 0,30% винной кислотой достигли более высоких прочностей (19346 psi и 23759 psi, соответственно) по сравнению с контролем (19065 psi).
[00291] Пример 9
[00292] В этом примере были оценены эффекты совместного воздействия добавления как винной кислоты, так и TEA. Все смеси содержали цементирующие компоненты, воду и суперпластификатор, в пропорциях, указанных в Примере 8, и TEA был добавлен ко всем смесям в пропорции 0,045 вес.% от портландцемента. Винная кислота содержалась в пропорциях 0 вес.%, 0,30 вес.% и 0,40 вес.% от цементирующих компонентов. Осадка смесей, как было измерено, составляет 5,9 дюймов (15,0 см), 9,9 дюймов (25,1 см) и 9,3 дюйма (23,6 см) для контроля и образцов с содержанием винной кислоты 0,30% и 0,40%, соответственно. Была измерена и показана на ФИГ.5 потеря подвижности для этих смесей. ФИГ.5 показывает, что добавление винной кислоты к TEA приводило к увеличенной подвижности смеси (более 2-3 дополнительных часов), за чем следовала резкая потеря подвижности, через примерно 2 часов для 0,30%-ной смеси с винной кислотой и от 3 до 3,5 часов для 0,40%-ной смеси с винной кислотой, за чем следовало схватывание.
[00293] Этот длительный, по сравнению с контролем, период удобоукладываемости дает достаточно времени для того, чтобы сформировать и обрезать по линии формовки панели, в то время как схватывание сразу после потери подвижности (3-4 часа) позволяет транспортировать и обращаться с панелями после формовки без просадки. Смесь без винной кислоты испытывала быструю потерю подвижности в течение первой половины часа после замешивания, и оставалась в густом пластичном состоянии до схватывания после примерно 10-11 часов.
[00294] ФИГ.6 показывает поведение роста температур трех смесей в первые 30 часов после заливки. Это демонстрирует относительно более быстрое схватывание смесей, содержащих винную кислоту.
[00295] ФИГ.7 показывает рост прочности при сжатии испытываемых смесей на протяжении первых 2-3 дней после замешивания. Смеси, содержащие винную кислоту, проявили более медленные возрастания прочности, что дает больше времени для отделки панелей. На 7-ой день обе смеси с винной кислотой достигли прочности, примерно на 10% более высокой, чем в контрольной смеси. Прочность ускоренно отвержденных смесей с содержанием винной кислоты 0%, 0,30% и 0,40% составила 22549, 22847 и 20418 psi, соответственно.
[00296] Пример 10
[00297] Смеси получали с применением компонентов цемента и воды в пропорциях схожих с таковыми в Примерах 8 и 9. Винная кислота была добавлена содержанием 0,40 вес.% от цементирующих компонентов, и TEA был добавлен содержанием 0,045 вес.% от портландцемента. Количество суперпластификатора (SP) варьировали на уровнях 1, 2 и 3 вес.% от цементирующих компонентов. В результате осадка для смесей составила 8,8 дюйма (22,4 см), 9 дюймов (22,9 см) и 10,3 дюйма (26,2 см) для 1%, 2% и 3% SP смесей, соответственно. Для приемлемой удобоукладываемости цементного теста осадка конуса, предпочтительно, должна находиться в пределах 5-7 дюймов (12,7-17,8 см). Таким образом, уровень SP можно уменьшить до 1%, т.е. только одной трети его первоначального количества в других вариантах осуществления композиции, в которых винную кислоту добавляют к смеси в тестовых количествах.
[00298] ФИГ.8 показывает потери подвижности для смесей. Смесь с 1% SP сохраняла текучесть в течение примерно 20 минут, за чем следовало быстрое понижение осадки и конечное схватывание, приблизительно через 2,5 часа. Смеси, содержащие больше SP, удерживали текучесть более длительный период времени, но их осадка также быстро понижалась с последующим схватыванием смеси.
[00299] ФИГ.9 показывает температурное поведение этих смесей в течение первых 30-ти часов после формования с замедлением повышения температуры при более высоких уровнях SP.
[00300] ФИГ.10 показывает рост прочности при сжатии этих смесей, где не было замечено измеримой разницы между ними. Прочность ускоренно отвержденных смесей с содержанием SP 1%, 2% и 3% составила, соответственно, 26145 psi, 25714 psi и 19096 psi.
[00301] Ультравысокопрочный цементный композитный материал с 1-дневной прочностью при сжатии, предпочтительно менее 4000 psi, более предпочтительно менее 3000 psi и наиболее предпочтительно менее 2000 psi, и с 28-ми дневной, и более позднего срока прочностью выше 20000-30000 psi удовлетворяет требованиям скорости контролируемого роста прочности при сжатии, и с наиболее предпочтительной скоростью контролируемого роста прочности при сжатии, при которой цементные композитные материалы до 5-ти дней имеют прочность при сжатии менее 4000 psi, и наиболее предпочтительно менее 2000 psi после 5-ти дней, и 28-ми дневную и более позднюю прочность при сжатии, по меньшей мере, 10000 psi и, предпочтительно, выше 15000 psi, более предпочтительно выше 20000 psi, и наиболее предпочтительно выше 25000-30000 psi.
[00302] Пример 11
[00303] Смеси, содержащие цементирующие компоненты и воду в пропорциях схожих с описанными в Примерах 8-10 были приготовлены с содержанием SP 1,5 вес.% на основе цементирующих компонентов и содержанием TEA на уровне 0,045 вес.% от портландцемента. Содержание винной кислоты варьировалось на уровнях 0,40 вес.%, 0,80 вес.% и 2,0 вес.% от цементирующего компонента. Осадка смесей была измерена, составив 8,8 дюймов (22,4 см), 8,9 дюймов (22,6 см) и 7,8 дюймов (19,8 см) для смесей с 0,40%, 0,80% и 2,0%-ным содержанием винной кислоты, соответственно.
[00304] ФИГ.11 показывает поведение потери подвижности этих смесей. ФИГ.12 показывает повышение температуры. Как показано на ФИГ.11 и 12, смеси с содержаниями винной кислоты более 0,80% оставались пластичными и не схватывались в течение первых 24 часов.
[00305] ФИГ.13 показывает рост прочности при сжатии этих смесей, где смеси с содержанием 0,80% и 2,0% винной кислоты имели намного более низкую скорость роста прочности. Это более или менее пригодно с точки зрения обращения и отделки, особенно в первые несколько часов после формовки. Прочность составила 26478 psi, 24543 psi и 1057 psi для ускоренно отвержденных смесей с содержанием винной кислоты, соответственно, 0,40%, 0,80% и 2,0%. Смесь с 2,0% винной кислоты не имеет приемлемого роста прочности.
[00306] Пример 12
[00307] Предпочтительный вариант осуществления бронепанели данного изобретения показан на ФИГ.1, с высокоплотным, ультравысокопрочным цементным ядром, армированным раздельными устойчивыми к щелочам стекловолокнами и тонким слоистым материалом, составленным из сплошных стекловолокон, внедренных в смолу и связанные с помощью клейкого вещества с обеими поверхностями цементного ядра таким клейким веществом, как полеуретановый клей.
[00308] Толщиной в полдюйма, армированные устойчивыми к щелочам стекловолокнами панели с ультравысокопрочным цементным ядром были изготовлены в соответствии с вышеприведенными примерами, используя поточный процесс. Номинальная объемная доля волокон в панели составила 3,0%. Изготовленные панели были гладко отшлифованы, и ламинаты из армированного стекловолокном полимера (FRP) были приклеены к обеим цементным поверхностям с помощью полеуретанового клея. Панели были испытаны на изгиб трехточечным испытанием нагруженном через промежутки с расстоянием 24 дюйма. Панели испытывали по характеристике на изгиб панелей, подвергнутых различным режимам обработки. Результаты приведены в ТАБЛИЦЕ 10.
[00309]
[00310] Как показано выше в ТАБЛИЦЕ 10, панели достигли превосходных характеристик прочности на изгиб, превышающих 8000 psi во всех случаях.
[00311] Для испытания по снижению скорости снаряда, ударяющего в отдельные панели или группу панелей, сложенных вместе, цементные бронепанели получали в соответствии с данным изобретением, с применением состава из ТАБЛИЦЫ 11.
[00312]
[00313] ФИГ.14 показывает график зависимости снижения скорости снаряда стандартного размера, ударяющего в отдельные цементные бронепанели или в группу панелей, сложенных вместе, от поверхностной плотности. Поверхностная плотность представляет собой массу на единицу площади испытываемой панели. ФИГ.14 отражает снижение скорости для необлицованных панелей данного изобретения (с применением армирования стеклом), по сравнению с необлицованными панелями со стальным волокном. Итак, ФИГ.14 представляет сравнение очень высокоплотного цементного материала по данному изобретению со стекловолокном с цементным материалом стандартной плотности со стальным волокном. Как показано на графике ФИГ.14, цементные бронепанели из ТАБЛИЦЫ 11 данного изобретения, даже без армирования ламинатом из армированного стекловолокном полимера (FRP), армирующего покрытие на их поверхностях, обеспечили лучшее снижение скорости, чем традиционная цементная бронепанель, армированная стальным волокном.
[00314] ФИГ.15 представляет снижение скорости для облицованных панелей данного изобретения (с применением армирования стеклом), по сравнению с необлицованными панелями (с использованием армирования стеклом). Итак, ФИГ.15 представляет сравнение применения и отсутствие применения облицовок для панелей данного изобретения. Данные, как они представлены, демонстрируют вклад добавления облицовок на панели относительно снижения скорости. График на ФИГ.15 показывает снижение скорости снаряда, ударяющего две, три и четыре цементные бронепанели из состава ТАБЛИЦЫ 11, имеющих армированный волокном покрывающий слой из полиэфирного ламината, армированного стеклотканью Kemlite ArmorTuf®, на обеих поверхностях панели с цементным ядром, по сравнению со сходным числом сложенных вместе панелей с цементным ядром, имеющих ту же самую структуру цементного ядра, но не имеющих армированного волокном облицовочного слоя. Это демонстрирует значительное улучшение процента снижения скорости, достигнутого для облицованных панелей, по сравнению с панелями без облицовочного слоя, особенно при использовании нескольких панелей.
Пример 13
[00315] Этот пример подчеркивает относительную важность между SP и винной кислотой для придания составу текучести и поведения самовыравнивания. Были оценены пять смесей с цементирующими компонентами и водой в пропорциях, схожими с таковыми в предыдущих примерах, и с содержаниями SP и винной кислоты, показанными в ТАБЛИЦЕ 12:
[00316]
[00317] TEA применялся для всех смесей в норме 0,045% от веса портландцемента. Осадка для этих смесей показана на ФИГ.16. Здесь видно, что, несмотря на повышенную текучесть, обеспеченную добавлением винной кислоты к смесям, эта добавка сама по себе недостаточна для обеспечения должной текучести и удобоукладываемости смеси. При отсутствии SP, производятся неэластичные, нетекучие смеси. ФИГ.17 показывает потерю подвижности для смеси 1, которая вела себя схожим образом со смесями, описанными в предыдущих примерах. Также было измерено, с использованием игл Гилмора, время схватывания (начальное и конечное) для этих смесей. Эти результаты показаны на ФИГ.18, где видно, что за граничным содержанием винной кислоты, составляющем 0,80%, схватывание смесей значительно запаздывало (что также показано в предыдущем примере).
Пример 14
[00318] ФИГ.19 показывает сравнение цементной бронепанели данного изобретения (без ламината) с конструктивной цементной панелью, доступной от «United Stages Gypsum Company» и изготавливаемой согласно публикации патентной заявки №2006/0174572, поданной Tonyan et al в США (также без ламината), ссылка на которую была здесь включена. ФИГ.19 представляет сравнение между необлицованными панелями данного изобретения (с применением армирования стеклом) и необлицованными цементными панелями (с применением армирования стеклом). Это сравнение очень высокопрочной, высокоплотной композиции ядра с менее плотным ядром, имеющим прочность при сжатии в диапазоне 2000-3000 psi, и плотность в диапазоне 70-80 pcf (фунтов на кубический фут). ФИГ.19 отображает воздействие на снижение скорости ядра высокой плотности и прочности (с армированием стеклом), по сравнению с ядром стандартной прочности (с армированием стеклом).
[00319] Несмотря на то, что были показаны и описаны специфические варианты осуществления данного изобретения, специалисты данной области техники, оценят, что к ним могут быть внесены изменения и модификации без отступления от данного изобретения в его более широких аспектах, изложенных в следующей формуле изобретения.
Реферат
Изобретение относится к технологии изготовления материалов с баллистически- и взрывоустойчивыми свойствами на основе цемента и касается способа производства бронепанелей. Панель имеет сплошную фазу, получаемую в результате отверждения водной смеси, при отсутствии кварцевой муки, при этом смесь включает неорганическое цементное вяжущее, неорганический минеральный наполнитель с размером частиц около 150-450 микрон, пуццолановый минеральный наполнитель и суперпластифицирующий самовыравнивающий агент на основе поликарбоксилата, и воду. Смесь может также включать алканоламин и кислоту или кислую соль. Сплошная фаза может быть армирована волокнами, распределенными в сплошной фазе перед отверждением для формирования панели. Панель может быть армирована армированным волокном покрытием, прикрепленным, по меньшей мере, к одной поверхности ядра, например, посредством ламинирования с помощью клейкого вещества, например эпоксидным клеем, для формирования баллистически- и взрывоустойчивой цементной бронепанели. Изобретение обеспечивает создание панелей, выполненных с усовершенствованной цементной композицией, обладающих значительной прочностью для сопротивления взрывам и баллистическим ударам. 9 з.п. ф-лы, 21 ил., 12 табл., 14 пр.
Формула
готовят однородную цементную водную смесь, включающую:
25-45 вес.% неорганического цементного вяжущего,
при отсутствии кварцевой муки,
35-65 вес.% неорганического минерального наполнителя с размером частиц от около 150 до 450 мкм,
5-15 вес.% пуццоланового наполнителя со средним размером частиц менее чем или равным 50 мкм,
0,25-5,0 вес.% самовыравнивающего агента на основе поликарбоксилата и
6-12 вес.% воды,
формуют однородную смесь в армированную волокнами цементную панель;
отверждают армированную волокнами цементную панель для получения частично затвердевшей цементной панели,
шлифуют поверхности частично затвердевшей цементной панели,
режут частично затвердевшую цементную панель до необходимого размера,
отверждают частично затвердевшую цементную панель до окончательно затвердевшей цементной панели.
второй слой цементного теста наносят на второй слой цементного теста и волокна, и
панель выравнивают до гладкой поверхности брусом-финишером до того, как панель отвердеет до цементной панели.
формуют однородную цементную водную смесь, включающую:
25-45 вес.% неорганического цементного вяжущего,
при отсутствии кварцевой муки,
35-65 вес.% неорганического минерального наполнителя с размером частиц около 250-350 мкм,
5-15 вес.% пуццоланового наполнителя со средним размером частиц менее чем или равным 0,1 мкм,
1,0-1,2 вес.% самовыравнивающего агента на основе поликарбоксилата,
триэтаноламин в количестве от около 0,025 до около 0,075 вес.% по весу цементного вяжущего,
винную кислоту в количестве от около 0,40 до около 0,60 вес.% по общему весу цементного вяжущего и пуццоланового наполнителя, и
6-12 вес.% воды,
добавляют стекловолоконное армирующее волокно в количестве около 3,0-3,5% по объему к однородной смеси,
формуют однородную смесь в армированную волокнами цементную панель;
отверждают армированную волокнами цементную панель для получения частично затвердевшей цементной панели,
шлифуют поверхности частично затвердевшей цементной панели,
режут частично затвердевшую цементную панель до желаемого размера,
отверждают частично затвердевшую цементную панель до окончательно затвердевшей цементной панели, и
прикрепляют покрывающий слой ламината из армированного стекловолокном полиэфира, по меньшей мере, к одной поверхности цементной панели.
Комментарии