Электротехнический стальной лист с направленной кристаллизацией и способ для его производства - RU2688982C1
Код документа: RU2688982C1
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к электротехническому стальному листу с направленной кристаллизацией, имеющему изоляционное покрытие, не содержащее хромата, а также к способу для производства этого электротехнического стального листа с направленной кристаллизацией.
Приоритет испрашивается по заявке на патент Японии № 2015-191155, поданной 29 сентября 2015 г., содержание которой включено в настоящий документ посредством ссылки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002]
Электротехнический стальной лист с направленной кристаллизацией представляет собой стальной лист, который используется главным образом в качестве сердечника трансформатора и т.п. Как правило, в таком электротехническом стальном листе с направленной кристаллизацией формируются два поверхностных покрытия из слоя форстерита (также называемого первичным покрытием), которые образуются во время окончательного отжига при высокой температуре, а также фосфатное покрытие, которое образуется путем запекания во время термической правки стального листа после нанесения обрабатывающего раствора, содержащего фосфат и т.п. в качестве главных компонентов.
[0003]
Фосфатное покрытие необходимо для уменьшения потерь на токи Фуко и улучшения потерь в стали за счет придания электроизоляционных свойств электротехническому стальному листу с направленной кристаллизацией. Кроме того, необходимо, чтобы фосфатное покрытие в дополнение к изоляционным свойствам имело различные свойства, такие как коррозионную стойкость, термостойкость, способность к скольжению и адгезию. Причина этого заключается в том, что в случае использования электротехнического стального листа с направленной кристаллизацией в сердечнике трансформатора и т.п. различные производственные стадии выполняются без проблем. Например, в том случае, когда свойства теплостойкости, способности к скольжению и адгезии фосфатного покрытия ухудшены, фосфатное покрытие отслаивается во время отжига для удаления деформаций в производстве металлического стержня, и таким образом первоначальные изоляционные свойства фосфатного покрытия не могут быть проявлены, или фосфатное покрытие может быть плохо ламинировано, что вызовет ухудшение обрабатываемости.
[0004]
Кроме того, в качестве важных свойств изоляционного покрытия электротехнического стального листа с направленной кристаллизацией, стальному листу может быть придано натяжение. В случае, в котором стальному листу придается натяжение, потери в стали электротехнического стального листа с направленной кристаллизацией могут быть улучшены за счет облегчения перемещения стенки магнитного домена. Возможно уменьшить магнитное напряжение, которое является одной из главных причин шума, создаваемого трансформатором, произведенным с использованием электротехнического стального листа с направленной кристаллизацией в качестве сердечника, путем придания натяжения стальному листу.
[0005]
Для улучшения вышеописанных свойств электротехнического стального листа с направленной кристаллизацией были исследованы и разработаны, в частности, методики, раскрытые в Патентных документах 1-7.
[0006]
Например, Патентный документ 1 раскрывает методику спекания после нанесения обрабатывающего раствора для создания изоляционного покрытия, содержащего фосфат, хромат и коллоидный кремнезем в качестве главных компонентов в конкретном составе, на покрытие из форстерита, сформированное на поверхности стального листа после окончательного отжига. В соответствии с методикой, раскрытой в Патентном документе 1, возможно уменьшить потери в стали и магнитное напряжение в электротехническом стальном листе с направленной кристаллизацией за счет формирования изоляционного покрытия, имеющего высокое натяжение, на поверхности стального листа.
[0007]
В дополнение к этому, Патентный документ 2 раскрывает способ для запекания после нанесения на стальной лист обрабатывающего раствора, содержащего сверхтонкий коллоидный кремнезем, имеющий размер зерна 8 мкм или меньше, первичный фосфат и хромат в конкретном соотношении. В соответствии с методикой, раскрытой в Патентном документе 2, возможно сохранить высокое натяжение в изоляционном покрытии и дополнительно улучшить маслянистость этого покрытия.
[0008]
Кроме того, Патентный документ 3 раскрывает методику формирования изоляционного покрытия с высоким натяжением на поверхности электротехнического стального листа с направленной кристаллизацией путем присоединения к стальному листу предопределенного количества изоляционного покрытия, содержащего в качестве главных компонентов фосфат, хромат и коллоидный кремнезем с температурой стеклования от 950°C до 1200°C.
[0009]
В соответствии с методикой, раскрытой в Патентных документах 1-3, возможно сформировать изоляционное покрытие, имеющее превосходные свойства покрытия и улучшенное натяжение покрытия. Однако во всех методиках, раскрытых в Патентных документах 1-3, изоляционное покрытие содержит хромат, который является соединением хрома. В последние годы с возникновением экологических проблем сформировался социальный запрос на прекращение или ограничение использования соединений свинца, хрома, кадмия и т.п.
[0010]
Поэтому исследовались методики, способные формировать хорошее изоляционное покрытие без соединений хрома. Например, Патентный документ 4 раскрывает способ обработки изоляционного покрытия электротехнического стального листа с направленной кристаллизацией путем запекания обрабатывающего раствора, содержащего 20 массовых частей коллоидного кремнезема в терминах содержания SiO2, 10-120 массовых частей фосфата алюминия, 2-10 массовых частей борной кислоты, и в сумме 4-40 массовых частей сульфата одного или более металлических элементов, выбираемых из Mg, Al, Fe, Co, Ni и Zn, при температуре 300°C или выше.
[0011]
Патентный документ 5 раскрывает методику, касающуюся покрывающего агента для формирования покрытия, включающего в себя смесь борной кислоты и золя глинозема и органического растворителя, имеющего совместимость с водой, и имеющего эффект придания натяжения электротехническому стальному листу с направленной кристаллизацией.
[0012]
Патентный документ 6 раскрывает методику добавления соли органической кислоты и одного или более металлов, выбираемых из Ca, Mn, Fe, Zn, Co, Ni, Cu, B и Al, к агенту поверхностной обработки для электротехнического стального листа с направленной кристаллизацией, содержащему фосфат и коллоидный кремнезем. В дополнение к этому, в Патентном документе 6 в качестве примерных солей органической кислоты указаны формиат, ацетат, оксалат, тартрат, лактат, цитрат, сукцинат и салицилат.
[0013]
Кроме того, Патентный документ 7 раскрывает методику комбинирования металлического компонента в фосфате с двухвалентным металлическим элементом, трехвалентным металлическим элементом и четырехвалентным металлическим элементом или металлическим элементом с более высокой валентностью в конкретном соотношении в агенте обработки для создания изоляционного покрытия для электротехнического стального листа с направленной кристаллизацией, содержащего фосфат и коллоидный кремнезем.
[0014]
Однако в изоляционном покрытии, раскрытом в Патентном документе 4, коррозионная стойкость стального листа уменьшается благодаря ионам серной кислоты в сульфате. В дополнение к этому, в методике, раскрытой в Патентном документе 5, поскольку коррозионная стойкость и температура запекания изоляционного покрытия являются слишком высокими, на стальном листе легко образуются дефекты. В дополнение к этому, в методике, раскрытой в Патентном документе 6, цвет раствора агента поверхностной обработки изменяется благодаря органической кислоте в соли органической кислоты, и таким образом стабильность раствора уменьшается. Кроме того, в методике, раскрытой в Патентном документе 7, поскольку подготовка пленкообразующего раствора является усложненной, а концентрация пленкообразующего раствора не может быть увеличена, трудно достичь однородности покрытия.
[0015]
В дополнение к этому, не содержащие хромата изоляционные покрытия, раскрытые в Патентных документах 4-7, не могут придавать достаточного натяжения стальным листам, и таким образом потери в стали в электротехнических стальных листах с направленной кристаллизацией не могут быть улучшены в достаточной степени. Соответственно, методики создания изоляционных покрытий для этих электротехнических стальных листов с направленной кристаллизацией требуют дополнительного усовершенствования.
[0016]
Изоляционное покрытие электротехнического стального листа с направленной кристаллизацией придает натяжение стальному листу за счет использования разности между коэффициентом теплового расширения стального листа и коэффициентом теплового расширения изоляционного покрытия. В том случае, когда коэффициент теплового расширения изоляционного покрытия меньше, чем коэффициент теплового расширения стального листа, поскольку величина сжатия стального листа во время запекания изоляционного покрытия больше, чем величина сжатия изоляционного покрытия, стальному листу придается напряжение растяжения, а изоляционному покрытию придается напряжение сжатия. Соответственно, в предшествующем уровне техники для того, чтобы увеличить натяжение изоляционного покрытия электротехнического стального листа с направленной кристаллизацией, предпринимались главным образом попытки уменьшить коэффициент теплового расширения изоляционного покрытия и увеличить адгезию изоляционного покрытия. Однако в результате интенсивного исследования изоляционного покрытия, не содержащего хромата предшествующего уровня техники, проведенного авторами настоящего изобретения, было найдено, что изоляционное покрытие, имеющее пористую структуру, вызывает уменьшение натяжения. В том случае, когда изоляционное покрытие имеет пористую структуру, предполагается, что мелкие трещины инициируются от пор в качестве источника во время запекания изоляционного покрытия, и таким образом изоляционное покрытие не может придать стальному листу достаточного напряжения растяжения.
Однако в предшествующем уровне техники не было проведено достаточное исследование взаимосвязи между плотностью изоляционного покрытия электротехнического стального листа с направленной кристаллизацией и натяжением, придаваемым электротехническому стальному листу с направленной кристаллизацией изоляционным покрытием, а также способа уплотнения не содержащего хромата изоляционного покрытия электротехнического стального листа с направленной кристаллизацией.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0017]
[Патентный документ 1] Японская рассмотренная патентная заявка, Вторая публикация № S53-28375
[Патентный документ 2] Японская нерассмотренная патентная заявка, Первая публикация № S61-41778
[Патентный документ 3] Японская нерассмотренная патентная заявка, Первая публикация № H11-071683
[Патентный документ 4] Японская рассмотренная патентная заявка, Вторая публикация № S57-9631
[Патентный документ 5] Японская нерассмотренная патентная заявка, Первая публикация № H7-278828
[Патентный документ 6] Японская нерассмотренная патентная заявка, Первая публикация № 2000-178760
[Патентный документ 7] Японская нерассмотренная патентная заявка, Первая публикация № 2010-13692
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0018]
Изоляционное покрытие электротехнического стального листа с направленной кристаллизацией должно быть в состоянии придавать высокое натяжение поверхности стального листа. Следовательно, требуется, чтобы изоляционное покрытие электротехнического стального листа с направленной кристаллизацией имело малый коэффициент теплового расширения, высокую адгезию и высокую плотность. Также требуется, чтобы изоляционное покрытие электротехнического стального листа с направленной кристаллизацией имело хорошую коррозионную стойкость и хорошую производительность, не содержало хромата и т.п.
[0019]
Настоящее изобретение было сделано с учетом вышеупомянутых обстоятельств, и задачей настоящего изобретения является предложить электротехнический стальной лист с направленной кристаллизацией, имеющий изоляционное покрытие, способное придавать высокое натяжение поверхности стального листа, имеющее высокую адгезию и коррозионную стойкость, имеющее хорошую производительность, не содержащее хромата и имеющее хорошие магнитные свойства, а также способ для производства этого электротехнического стального листа с направленной кристаллизацией.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0020]
Суть настоящего изобретения заключается в следующем.
(1) В соответствии с одним аспектом настоящего изобретения предлагается электротехнический стальной лист с направленной кристаллизацией, включающий в себя: стальной лист и изоляционное покрытие, которое содержит первый фосфат металла, который является фосфатом одного или более металлов, выбираемых из Al, Fe, Mg, Mn, Ni и Zn; второй фосфат металла, который является фосфатом одного или более металлов, выбираемых из Co, Mo, V, W и Zr; и коллоидный кремнезем, причем это изоляционное покрытие не содержит хромата, и количество элюируемой из изоляционного покрытия фосфорной кислоты, определяемое путем кипячения электротехнического стального листа с направленной кристаллизацией в кипящей чистой воде в течение 10 мин, затем измерения количества фосфорной кислоты, элюированной в чистую воду, и деления этого количества фосфорной кислоты на площадь изоляционного покрытия электротехнического стального листа с направленной кристаллизацией, составляет 30 мг/м2 или меньше.
(2) В электротехническом стальном листе с направленной кристаллизацией в соответствии с пунктом (1) первый фосфат металла может быть фосфатом одного или более металлов, выбираемых из Al, Mg, Ni и Zn.
(3) В электротехническом стальном листе с направленной кристаллизацией в соответствии с пунктом (1) или (2) второй фосфат металла может быть фосфатом одного или более металлов, выбираемых из V, W и Zr.
(4) В электротехническом стальном листе с направленной кристаллизацией в соответствии с любым из пунктов (1) - (3) в содержание второго фосфата металла может составлять от 0,5 до 10,0 мас.% по общей массе изоляционного покрытия.
(5) В электротехническом стальном листе с направленной кристаллизацией в соответствии с любым из пунктов (1) - (4) содержание коллоидного кремнезема может составлять от 25 до 55 мас.% в терминах твердого содержимого по общей массе изоляционного покрытия.
(6) В электротехническом стальном листе с направленной кристаллизацией в соответствии с любым из пунктов (1) - (5) средний размер первичного зерна коллоидного кремнезема может составлять от 7 до 30 нм.
(7) В электротехническом стальном листе с направленной кристаллизацией в соответствии с любым из пунктов (1) - (6) плотность изоляционного покрытия может составлять от 2,0 до 7,0 г/м2.
(8) В электротехническом стальном листе с направленной кристаллизацией в соответствии с любым из пунктов (1) - (7) изоляционное покрытие может включать в себя по меньшей мере одно соединение, выбираемое из группы, состоящей из борной кислоты, борнокислого натрия, оксида титана, оксида молибдена, пигмента и титаната бария.
(9) В электротехническом стальном листе с направленной кристаллизацией в соответствии с любым из пунктов (1) - (8) стальной лист может включать в себя, в мас.%, С: 0,005 мас.% или меньше, Si: от 2,5 мас.% до 7,0 мас.%, Mn: от 0 мас.% до 1,0 мас.%, Al: от 0 мас.% до 0,03 мас.%, N: 0,01 мас.% или меньше, P: 0,01 мас.% или меньше, S: 0,01 мас.% или меньше, и остаток, состоящий из железа и примесей, причем средний размер зерна стального листа составляет от 1 до 10 мм, а угол между кристаллической ориентацией (110)[001] и направлением прокатки стального листа составляет в среднем 8° или меньше.
(10) В соответствии с другим аспектом настоящего изобретения предлагается способ изготовления электротехнического стального листа с направленной кристаллизацией, включающий в себя: нанесение обрабатывающего раствора для получения изоляционного покрытия на поверхность стального листа и спекание этого обрабатывающего раствора для получения изоляционного покрытия с тем, чтобы сформировать изоляционное покрытие, в котором этот обрабатывающий раствор содержит 100 массовых частей в терминах твердого содержимого первого фосфата металла, который является фосфатом одного или более металлов, выбираемых из Al, Fe, Mg, Mn, Ni и Zn; от 3 до 20 массовых частей в терминах твердого содержимого второго фосфата металла, который является фосфатом одного или более металлов, выбираемых из Co, Mo, V, W и Zr; от 35 до 125 массовых частей в терминах твердого содержимого коллоидного кремнезема; и от 0,3 до 6,0 массовых частей помощника полимеризации, причем скорость повышения температуры в диапазоне температур от 100 до 800°C устанавливается равной 30°C/с или выше, температура выдержки при спекании устанавливается равной от 800 до 1000°C, и время выдержки при спекании устанавливается равным от 10 до 60 с.
(11) В способе для производства электротехнического стального листа с направленной кристаллизацией в соответствии с пунктом (10) первый фосфат металла может быть фосфатом одного или более металлов, выбираемых из Al, Mg, Ni и Zn.
(12) В способе для производства электротехнического стального листа с направленной кристаллизацией в соответствии с пунктом (10) или (11) второй фосфат металла может быть фосфатом одного или более металлов, выбираемых из V, W и Zr.
(13) В способе для производства электротехнического стального листа с направленной кристаллизацией в соответствии с любым из пунктов (10) - (12) помощник полимеризации может представлять собой по меньшей мере одно вещество, выбираемое из группы, состоящей из азотистой кислоты, азотистокислого натрия, азотистокислого калия, азотной кислоты, азотнокислого натрия, азотнокислого калия, хлорита, хлористокислого натрия, фосфоновой кислоты, фосфоната натрия, трифосфорной кислоты, трифосфата натрия, полифосфорной кислоты и полифосфата натрия.
(14) В способе для производства электротехнического стального листа с направленной кристаллизацией в соответствии с любым из пунктов (10) - (13) средний размер первичного зерна коллоидного кремнезема может составлять от 7 до 30 нм.
(15) В способе для производства электротехнического стального листа с направленной кристаллизацией в соответствии с любым из пунктов (10) - (14) обрабатывающий раствор для получения изоляционного покрытия может дополнительно содержать по меньшей мере одно соединение, выбираемое из группы, состоящей из борной кислоты, борнокислого натрия, оксида титана, оксида молибдена, пигмента и титаната бария.
(16) В способе для производства электротехнического стального листа с направленной кристаллизацией в соответствии с любым из пунктов (10) - (15) стальной лист может включать в себя, в мас.%, С: 0,005 мас.% или меньше, Si: от 2,5 мас.% до 7,0 мас.%, Mn: от 0 мас.% до 1,0 мас.%, Al: от 0 мас.% до 0,03 мас.%, N: 0,01 мас.% или меньше, P: 0,01 мас.% или меньше, S: 0,01 мас.% или меньше, и остаток, состоящий из железа и примесей, причем средний размер зерна стального листа составляет от 1 до 10 мм, а угол между кристаллической ориентацией (110)[001] и направлением прокатки стального листа составляет в среднем 8° или меньше.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0021]
В соответствии с описанным выше настоящим изобретением обеспечивается не содержащее хромата изоляционное покрытие, способное придавать высокое натяжение поверхности стального листа, поскольку коэффициент теплового расширения является малым, адгезия является высокой, и дополнительно к этому плотность является высокой. Соответственно в настоящем изобретении может быть получен электротехнический стальной лист с направленной кристаллизацией, не использующий хромата, магнитные свойства которого являются значительно улучшенными. В дополнение к этому, в соответствии с настоящим изобретением возможно получить электротехнический стальной лист с направленной кристаллизацией, обладающий хорошей коррозионной стойкостью, способностью к скольжению и производительностью.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0022]
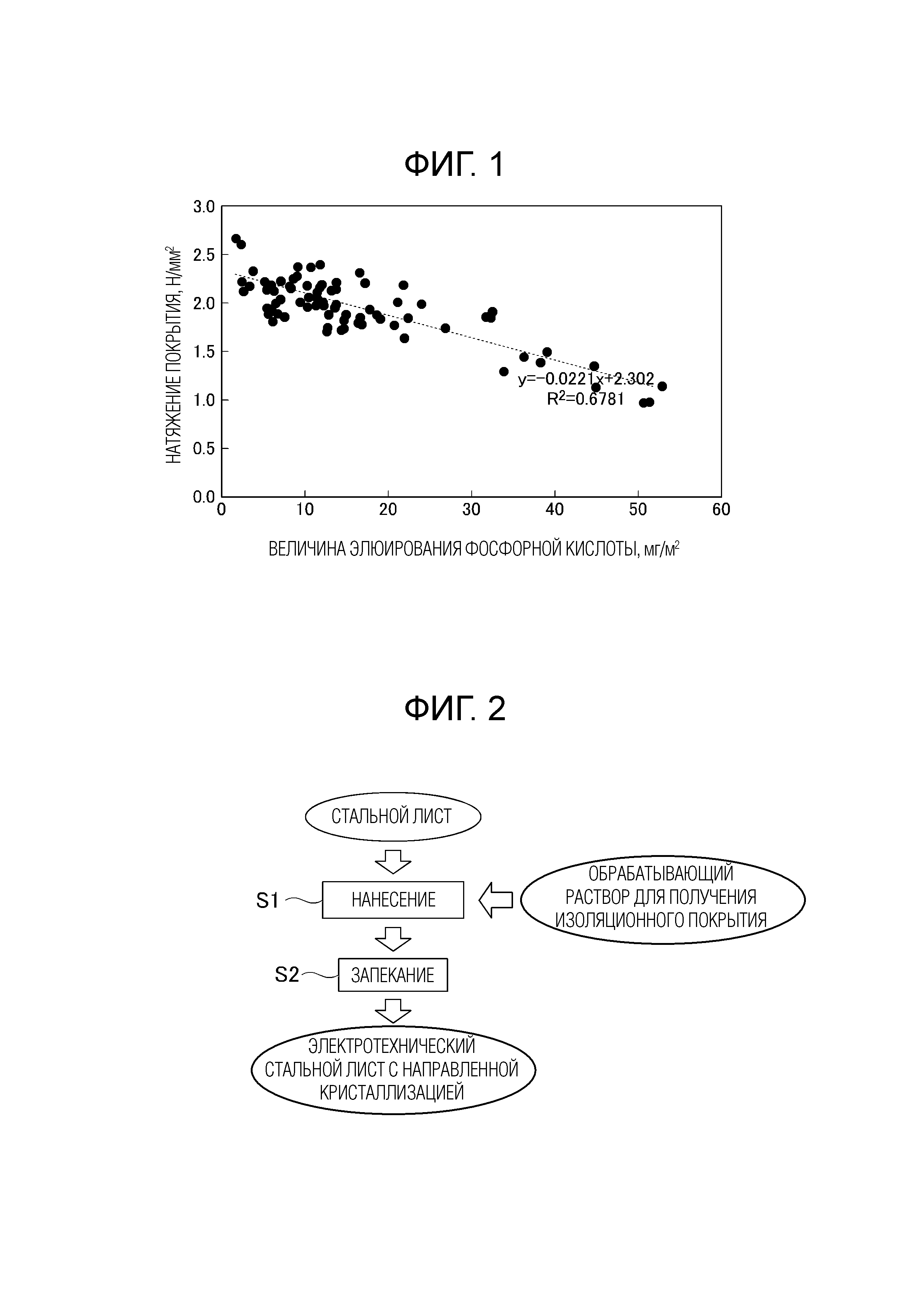
Фиг. 1 представляет собой график, на котором изображена зависимость натяжение изоляционного покрытия от количества элюированной фосфорной кислоты.
Фиг. 2 представляет собой блок-схему, показывающую способ для производства электротехнического стального листа с направленной кристаллизацией в соответствии с одним вариантом осуществления настоящего изобретения.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0023]
Далее в настоящем документе будут подробно описаны со ссылкой на прилагаемые чертежи подходящие варианты осуществления настоящего изобретения.
[0024]
Для того, чтобы изоляционное покрытие в электротехническом стальном листе с направленной кристаллизацией придавало натяжение стальному листу, должна быть создана разница между коэффициентом теплового расширения стального листа и коэффициентом теплового расширения изоляционного покрытия. В частности, в том случае, когда коэффициент теплового расширения изоляционного покрытия меньше коэффициента теплового расширения стального листа, величина сжатия стального листа, происходящего во время запекания изоляционного покрытия, превышает величину сжатия изоляционного покрытия. Таким образом, растягивающее напряжение придается стальному листу, и сжимающее напряжение придается изоляционному покрытию. Соответственно для того, чтобы дополнительно увеличить растягивающее напряжение, придаваемое стальному листу, важно дополнительно уменьшить коэффициент теплового расширения изоляционного покрытия. В дополнение к этому, для того, чтобы изоляционное покрытие не отслаивалось даже в том случае, когда стальному листу придается натяжение, необходимо, чтобы изоляционное покрытие в электротехническом стальном листе с направленной кристаллизацией имело превосходную адгезию.
[0025]
В качестве агента обработки для получения изоляционного покрытия для того, чтобы сформировать изоляционное покрытие, имеющее вышеописанные свойства, обычно используется смесь фосфата, коллоидного кремнезема и хромата. В связи с этим, вместе с растущим осознанием экологических проблем в последние годы появился социальный запрос на прекращение или ограничение использования соединений хрома, таких как хромат. Однако изоляционное покрытие, не содержащее хромата, не может придать достаточного натяжения стальному листу, и таким образом потери в стали электротехнического стального листа с направленной кристаллизацией не могут быть улучшены в достаточной степени.
[0026]
Поэтому авторы настоящего изобретения провели интенсивное исследование для того, чтобы получить изоляционное покрытие, имеющее химический состав, не содержащий хромата, и сохраняющее высокое натяжение, требуемое для электротехнического стального листа с направленной кристаллизацией. В результате авторы настоящего изобретения нашли, что не содержащее хромата изоляционное покрытие, имеющее пористую структуру, вызывает уменьшение натяжения.
[0027]
В предшествующем уровне техники считалось, что в изоляционном покрытии, имеющем фосфат и коллоидный кремнезем в качестве главных компонентов, коллоидный кремнезем вызывает уменьшение коэффициента теплового расширения изоляционного покрытия, а фосфат функционирует как связующее вещество. Однако было найдено, что изоляционное покрытие, содержащее фосфат и не содержащее хромат, имеет пористую структуру. В случае, когда изоляционное покрытие имеет пористую структуру, было предположено, что мелкие трещины инициируются от пор в качестве начальных точек, и изоляционное покрытие не может придавать достаточное растягивающее напряжение стальному листу. В результате проведенного интенсивного исследования способов уплотнения изоляционного покрытия было найдено, что связывание между фосфатами металлов увеличивается, и пористость изоляционного покрытия предотвращается при использовании фосфата, получаемого путем комбинирования первого фосфата металла и второго фосфата металла, которые будут описаны позже, в качестве материала для изоляционного покрытия и дополнительного добавления к ним помощника полимеризации с тем, чтобы могло быть сформировано плотное изоляционное покрытие. В том случае, когда изоляционное покрытие уплотняется, было найдено, что могут быть получены побочные эффекты уменьшения коэффициента трения изоляционного покрытия и улучшения способности к скольжению электротехнического стального листа с направленной кристаллизацией.
[0028]
Однако очень трудно количественно измерить степень полимеризации фосфата и саму плотность изоляционного покрытия. В предшествующем уровне техники степень полимеризации фосфата и плотность изоляционного покрытия определялись качественно путем наблюдения электронной микрофотографии изоляционного покрытия. Однако авторы настоящего изобретения нашли, что изоляционное покрытие, имеющее малую величину элюирования фосфорной кислоты, может иметь высокую степень полимеризации фосфата и высокую плотность. В этом варианте осуществления термин «величина элюирования фосфорной кислоты» определяется как значение, измеряемое путем кипячения имеющего изоляционное покрытие электротехнического стального листа с направленной кристаллизацией в кипящей чистой воде в течение предопределенного промежутка времени, измерения количества фосфорной кислоты, элюированной в чистую воду при кипячении, и деления измеренного количества фосфорной кислоты на площадь изоляционного покрытия электротехнического стального листа с направленной кристаллизацией. Площадь изоляционного покрытия электротехнического стального листа с направленной кристаллизацией представляет собой площадь изоляционного покрытия, если смотреть от поверхности прокатки электротехнического стального листа с направленной кристаллизацией, а в том случае, когда изоляционное покрытие формируется на обеих поверхностях прокатки электротехнического стального листа с направленной кристаллизацией, используется значение, получаемое путем сложения площадей обеих поверхностей прокатки изоляционного покрытия. Величина элюирования фосфорной кислоты может использоваться в качестве индекса для количественной оценки степени полимеризации фосфата в изоляционном покрытии и плотности изоляционного покрытия. В том случае, когда величина элюирования фосфорной кислоты изоляционного покрытия является малой, считается, что степень полимеризации фосфата в изоляционном покрытии является высокой, и плотность изоляционного покрытия также является высокой.
[0029]
Кроме того, авторы настоящего изобретения нашли, что для изоляционного покрытия, имеющего фосфат и коллоидный кремнезем в качестве главных компонентов, в котором фосфат представляет собой комбинацию фосфатов одного или более металлов, имеющих относительно высоко растворимость, выбираемых из Al, Fe, Mg, Mn, Ni и Zn (в дальнейшем называемых первым фосфатом металла), и фосфатом одного или более металлов, имеющих относительно низкую растворимость, выбираемых из Co, Mo, V, W и Zr (в дальнейшем называемых вторым фосфатом металла), имеется сильная корреляция между величиной элюирования фосфорной кислоты из изоляционного покрытия и натяжением, придаваемым стальному листу.
[0030]
Фиг. 1 представляет собой график, показывающий соотношение между величиной элюирования фосфорной кислоты (мг/м2) во время кипячения в чистой воде в течение 10 мин и натяжением изоляционного покрытия (Н/мм2), вычисленным на 1 г/м2 изоляционного покрытия в различных стальных листах, каждый из которых имеет изоляционное покрытие, содержащее первый фосфат металла, второй фосфат металла и коллоидный кремнезем, и не содержащее хромата. Величина элюирования фосфорной кислоты измеряется в соответствии с вышеописанным определением. Натяжение изоляционного покрытия измеряется величиной деформации стального листа, образующейся после удаления изоляционного покрытия на одной поверхности. При подготовке различных изоляционных покрытий в качестве образцов степень полимеризации изменялась путем изменения состава первого и второго фосфатов металлов и коллоидного кремнезема, а также количества помощника полимеризации.
[0031]
Как показано на Фиг. 1, в изоляционном покрытии, содержащем первый фосфат металла, второй фосфат металла и коллоидный кремнезем, и не содержащем хромата, наблюдается хорошая линейная зависимость между величиной элюирования фосфорной кислоты (мг/м2) и натяжением изоляционного покрытия (Н), вычисляемым на 1 г/м2 изоляционного покрытия. Для того, чтобы улучшить потери в стали электротехнического стального листа с направленной кристаллизацией, желательно, чтобы натяжение покрытия составляло больше чем 1,5 Н, и таким образом было определено, что величина элюирования фосфорной кислоты должна быть ограничена значением 30 мг/м2 или меньше с учетом результатов теста, показанных на Фиг. 1. В тесте, показанном на Фиг. 1, почти все образцы принадлежат либо группе, в которой величина элюирования фосфорной кислоты составляет больше чем 0 мг/м2 и меньше чем 25 мг/м2, либо группе, в которой величина элюирования фосфорной кислоты составляет больше чем 30 мг/м2, и практически нет образцов, имеющих величину элюирования фосфорной кислоты 25-30 мг/м2. Хотя причина этого неясна, предполагается, что структура изоляционного покрытия изменяется, причем диапазон величины элюирования фосфорной кислоты 25-30 мг/м2 выступает в качестве порогового значения.
[0032]
На основе вышеупомянутых результатов теста авторы настоящего изобретения нашли, что при использовании изоляционного покрытия, содержащего первый фосфат металла, второй фосфат металла и коллоидный кремнезем, и не содержащего хромата, на поверхности стального листа может быть сформировано имеющее плотную структуру изоляционное покрытие, и высокое натяжение может быть придано стальному листу путем ограничения величины элюирования фосфорной кислоты значением 30 мг/м2 или меньше и подавления формирования свободной фосфорной кислоты.
[0033]
Для того, чтобы измерить величину элюирования фосфорной кислоты, необходимо, чтобы имеющий изоляционное покрытие электротехнический стальной лист с направленной кристаллизацией был прокипячен в чистой воде в течение 10 мин, а затем количество фосфорной кислоты, элюированной в чистую воду при кипении, было измерено как описано выше. Для измерения количества фосфорной кислоты, элюированной в чистую воду, могут использоваться различные способы. Например, известны методы атомной эмиссионной спектрометрии с индуктивно сопряженной плазмой (ICP-AES), эмиссионной спектрометрии сульфата гидразина и т.п., но это не означает никаких конкретных ограничений. Например, может использоваться количественный анализ ICP-AES.
[0034]
Далее будут описаны причины ограничения электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления.
[0035]
Электротехнический стальной лист с направленной кристаллизацией в соответствии с вариантом осуществления имеет стальной лист и изоляционное покрытие. Изоляционное покрытие электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления содержит первый фосфат металла, который является фосфатом одного или более металлов, выбираемых из Al, Fe, Mg, Mn, Ni и Zn, второй фосфат металла, который является фосфатом одного или более металлов, выбираемых из Co, Mo, V, W и Zr, и коллоидный кремнезем, не содержит хромата, и формируется на поверхности стального листа. Кроме того, величина элюирования фосфорной кислоты из изоляционного покрытия электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления, измеренная в соответствии с вышеописанным способом, составляет 30 мг/м2 или меньше.
[0036]
В том случае, когда величина элюирования фосфорной кислоты составляет больше чем 30 мг/м2, натяжение покрытия является недостаточным. Считается, что причиной этого является ухудшение плотности изоляционного покрытия. В дополнение к этому, в том случае, когда величина элюирования фосфорной кислоты является чрезмерной, натяжение покрытия уменьшается, и изоляционное покрытие абсорбирует влагу. Таким образом, существует вероятность ухудшения коррозионной стойкости. По вышеупомянутым причинам величина элюирования фосфорной кислоты из изоляционного покрытия электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления устанавливается равной 30 мг/м2 или меньше. Величина элюирования фосфорной кислоты из изоляционного покрытия предпочтительно составляет 27 мг/м2 или меньше, 20 мг/м2 или меньше, или 12 мг/м2 или меньше.
[0037]
В том случае, когда изоляционное покрытие имеет пористую структуру, площадь поверхности изоляционного покрытия увеличивается, и фосфорная кислота элюируется также из внутренней части покрытия. Таким образом, величина элюирования фосфорной кислоты также увеличивается по мере того, как толщина изоляционного покрытия увеличивается. Однако поскольку изоляционное покрытие в электротехническом стальном листе с направленной кристаллизацией в соответствии с вариантом осуществления имеет плотную структуру, фосфорная кислота элюируется только с поверхности изоляционного покрытия, и величина элюирования фосфорной кислоты из внутренней части покрытия является пренебрежимо малой. Соответственно, в электротехническом стальном листе с направленной кристаллизацией в соответствии с вариантом осуществления верхний предел величины элюирования фосфорной кислоты из изоляционного покрытия составляет 30 мг/м2 независимо от толщины изоляционного покрытия.
[0038]
Чем меньше величина элюирования фосфорной кислоты из изоляционного покрытия, тем более это предпочтительно. Таким образом, значение нижнего предела составляет 0 мг/м2. Однако с учетом производственных затрат значение нижнего предела величины элюирования фосфорной кислоты из изоляционного покрытия составляет, например, 3 мг/м2 или 8 мг/м2.
[0039]
Фосфат металла изоляционного покрытия электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления представляет собой комбинацию фосфата одного или более металлов, имеющих относительно высокую растворимость, выбираемых из Al, Fe, Mg, Mn, Ni и Zn ((в дальнейшем называемых первым фосфатом металла), и фосфатом одного или более металлов, имеющих относительно низкую растворимость, выбираемых из Co, Mo, V, W и Zr (в дальнейшем называемых вторым фосфатом металла). Авторы настоящего изобретения нашли, что трудно подавить элюирование фосфорной кислоты из изоляционного покрытия только с помощью первого фосфата металла, имеющего относительно высокую растворимость. С другой стороны, поскольку второй фосфат металла, имеющий относительно низкую растворимость, не может быть растворен в высокой концентрации в обрабатывающем растворе, который является материалом для изоляционного покрытия, трудно сформировать изоляционное покрытие, имеющее достаточную толщину, однородность, плотность и т.п. При комбинировании первого фосфата металла и второго фосфата металла величина элюирования фосфорной кислоты из изоляционного покрытия подавляется, так что плотность изоляционного покрытия может быть улучшена.
[0040]
Первый фосфат металла предпочтительно является фосфатом одного или более металлов, выбираемых из Al, Mg, Ni и Zn. Причина этого заключается в том, что в том случае, когда первый фосфат металла является фосфатом одного или более металлов, выбираемых из Al, Mg, Ni и Zn, плоский и однородный внешний вид может быть получен в широком диапазоне условий запекания. В дополнение к этому, второй фосфат металла предпочтительно является фосфатом одного или более металлов, выбираемых из V, W и Zr. Причина этого заключается в том, что в том случае, когда второй фосфат металла является фосфатом одного или более металлов, выбираемых из V, W и Zr, может быть получено покрытие с однородным цветовым тоном. В том случае, когда второй фосфат металла включает в себя Co, цветовой тон покрытия может стать неравномерным, и таким образом требуется строго управлять режимом сушки покрытия.
[0041]
Предпочтительно, чтобы фосфат металла, такого как Na, K, Ca, Sr и Ba, отличающегося от вышеупомянутых металлов, не использовался в изоляционном покрытии электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления. Например, соль щелочного металла, такая как соль Na или K и фосфорной кислоты, вызывает уменьшение коррозионной стойкости изоляционного покрытия, и таким образом является нежелательной. Поскольку соль Ca и фосфорной кислоты легко формирует водный минерал на основе апатита, а также вызывает уменьшение коррозионной стойкости изоляционного покрытия, соль Ca и фосфорной кислоты является нежелательной. В дополнение к этому, поскольку соли Sr, Ba, и т.п. и фосфорной кислоты имеют очень низкую растворимость, даже в том случае, когда эти соли смешиваются с фосфатом металла, имеющим относительно высокую растворимость, стабильность обрабатывающего раствора для получения изоляционного покрытия становится недостаточной, и однородное изоляционное покрытие не может быть сформировано. Таким образом, использование этих солей является нежелательным.
[0042]
Вариант осуществления коллоидного кремнезема (частиц кремнезема) изоляционного покрытия электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления особенно не ограничивается, и средний размер зерна (средний размер первичного зерна) предпочтительно составляет 7-30 нм. В том случае, когда средний размер зерна коллоидного кремнезема составляет менее 7 нм, может быть ухудшена стабильность обрабатывающего раствора для получения изоляционного покрытия, и изоляционное покрытие может стать пористым, имеющим большие пустоты, что уменьшит адгезию изоляционного покрытия. Таким образом, этот случай является нежелательным. С другой стороны, в том случае, когда средний размер зерна коллоидного кремнезема составляет более 30 нм, реакционная способность коллоидного кремнезема может оказаться недостаточной, фосфат, который является связующим веществом, и коллоидный кремнезем могут смешиваться в недостаточной степени, и в изоляционном покрытии могут быть инициированы трещины, что уменьшит адгезию. Таким образом, этот случай является нежелательным. В дополнение к этому, более предпочтительно, чтобы значение нижнего предела среднего размера зерна коллоидного кремнезема составляло 8 нм или 10 нм. Более предпочтительно, чтобы значение верхнего предела среднего размера зерна коллоидного кремнезема составляло 25 нм, 20 нм, 15 нм или 12 нм. Кроме того, более предпочтительно, чтобы поверхность коллоидного кремнезема была химически обработана алюминием. Средний размер зерна (средний размер первичного зерна) коллоидного кремнезема может быть получен, например, путем преобразования из значения удельной поверхности (в соответствии с японским промышленным стандартом JIS Z8830), измеренного с помощью способа адсорбции по Брунауэру-Эммету-Теллеру.
[0043]
В изоляционном покрытии электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления доля каждого из первого фосфата металла, второго фосфата металла и коллоидного кремнезема особенно не ограничивается. Если величина элюирования фосфорной кислоты составляет 30 мг/м2 или меньше, изоляционное покрытие электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления может проявлять превосходные свойства. Однако ниже приведены предпочтительные значения.
[0044]
Содержание коллоидного кремнезема в изоляционном покрытии предпочтительно составляет 25-55 мас.% в терминах твердого содержимого по общей массе изоляционного покрытия. В том случае, когда содержание коллоидного кремнезема в изоляционном покрытии составляет меньше чем 25 мас.%, натяжение изоляционного покрытия может оказаться недостаточным, и таким образом этот случай является нежелательным. В том случае, когда содержание коллоидного кремнезема в изоляционном покрытии составляет больше чем 55 мас.%, может быть уменьшена адгезия изоляционного покрытия, и таким образом этот случай является нежелательным. В дополнение к этому, значение нижнего предела содержания коллоидного кремнезема в изоляционном покрытии более предпочтительно составляет 27 мас.%, 30 мас.%, 32 мас.% или 35 мас.% в терминах твердого содержимого по общей массе изоляционного покрытия. Значение верхнего предела содержания коллоидного кремнезема в изоляционном покрытии более предпочтительно составляет 50 мас.%, 49 мас.%, 45 мас.% или 40 мас.% в терминах твердого содержимого по общей массе изоляционного покрытия.
[0045]
Содержание второго фосфата металла в изоляционном покрытии предпочтительно составляет от 0,5 до 10,0 мас.% по общей массе изоляционного покрытия. В том случае, когда содержание второго фосфата металла в изоляционном покрытии составляет менее 0,5 мас.%, может не получиться увеличить плотность изоляционного покрытия, и величина элюирования фосфорной кислоты из изоляционного покрытия не сможет быть уменьшена. В том случае, когда содержание второго фосфата металла в изоляционном покрытии составляет более 10,0 мас.%, формирование однородной пленки может стать затруднительным. Причина этого заключается в том, что в том случае, когда количество второго фосфата металла, имеющего низкую растворимость, является чрезмерным, второй фосфат металла не может быть полностью растворен в обрабатывающем растворе, который является материалом для изоляционного покрытия. Более предпочтительное значение верхнего предела содержания второго фосфата металла в изоляционном покрытии составляет 9,0 мас.%, 7,0 мас.% или 4,0 мас.%. Более предпочтительное значение нижнего предела содержания второго фосфата металла в изоляционном покрытии составляет 0,8 мас.%, 1,0 мас.% или 1,5 мас.%.
[0046]
Остаток изоляционного покрытия электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления, отличающийся от вышеописанных коллоидного кремнезема и второго фосфата металла, состоит главным образом из первого фосфата металла.
[0047]
Изоляционное покрытие электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления может дополнительно включать в себя неорганическое соединение, такое как борная кислота, борнокислый натрий, различные оксиды, такие как оксид титана и оксид молибдена, пигмент или титанат бария. В дополнение к этому, изоляционное покрытие электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления может дополнительно включать в себя различные соединения, получаемые из помощника полимеризации, который будет описан позже, включаемого в обрабатывающий раствор, который является материалом для изоляционного покрытия. Количество этих соединений, отличающихся от первого фосфата металла, второго фосфата металла и коллоидного кремнезема, особенно не ограничивается, поскольку количество этих соединений поддерживается на уровне, не оказывающем отрицательного влияния на свойства изоляционного покрытия, если величина элюирования фосфорной кислоты из изоляционного покрытия находится в определенном диапазоне. С другой стороны, значение верхнего предела количества этих соединений в изоляционном покрытии, отличающихся от первого фосфата металла, второго фосфата металла и коллоидного кремнезема, может составлять 10 мас.%, 9 мас.% или 8 мас.% по общей массе изоляционного покрытия. Значение нижнего предела количества этих соединений в изоляционном покрытии, отличающихся от первого фосфата металла, второго фосфата металла и коллоидного кремнезема, может составлять 0 мас.%.
[0048]
Масса изоляционного покрытия электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления особенно не ограничивается, но ее подходящее значение составляет от 2,0 до 7,0 г/м2. В том случае, когда масса покрытия составляет меньше чем 2,0 г/м2, становится трудно придать натяжение электротехническому стальному листу с направленной кристаллизацией, и изоляционные свойства и коррозионная стойкость электротехнического стального листа с направленной кристаллизацией и т.п. ухудшаются. Таким образом, этот случай является нежелательным. С другой стороны, в том случае, когда масса покрытия составляет больше чем 7,0 г/м2, коэффициент заполнения электротехнического стального листа с направленной кристаллизацией уменьшается, и свойства трансформатора ухудшаются. Таким образом, этот случай является нежелательным. Значение нижнего предела массы изоляционного покрытия более предпочтительно составляет 3,0 г/м2 или 4,0 г/м2. Значение верхнего предела массы изоляционного покрытия более предпочтительно составляет 6,0 г/м2 или 5,0 г/м2.
[0049]
В изоляционном покрытии электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления содержание второго фосфата металла может быть измерено по количеству металлического элемента, получаемому с помощью способа элементного анализа, такого как ICP-AES. В изоляционном покрытии электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления содержание коллоидного кремнезема также может быть измерено путем измерения количества Si с использованием ICP-AES. В изоляционном покрытии электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления количество веществ, отличающихся от первого фосфата металла, второго фосфата металла и коллоидного кремнезема (например, борной кислоты, борнокислого натрия, оксида титана, оксида молибдена, пигмента и титаната бария) могут быть измерены способом элементного анализа, таким как ICP-AES или атомно-абсорбционная спектроскопия. В изоляционном покрытии электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления содержание первого фосфата металла получается путем вычитания общей суммы компонентов, отличающихся от первого фосфата металла, из 100 мас.%.
[0050]
Способ для измерения величины элюирования фосфорной кислоты из электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления был описан выше. Средний размер первичного зерна коллоидного кремнезема в электротехническом стальном листе с направленной кристаллизацией в соответствии с вариантом осуществления может быть измерен с помощью электронного микроскопа. Средний размер первичного зерна коллоидного кремнезема, который может использоваться в качестве материала для изоляционного покрытия, является по существу тем же самым, что и средний размер первичного зерна коллоидного кремнезема изоляционного покрытия. Масса изоляционного покрытия электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления может быть измерена путем измерения разницы в весе до и после отслаивания покрытия.
[0051]
Далее будет описан один способ для производства электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления. Как показано на Фиг. 2, способ для производства электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления (способ обработки для нанесения изоляционного покрытия) включает в себя Стадию S1 нанесения обрабатывающего раствора на поверхность стального листа и Стадию S2 запекания обрабатывающего раствора для получения изоляционного покрытия. Изоляционное покрытие формируется путем запекания. Обрабатывающий раствор для получения изоляционного покрытия содержит 100 массовых частей первого фосфата металла в терминах твердого содержимого, 3-20 массовых частей второго фосфата металла в терминах твердого содержимого, 35-125 массовых частей коллоидного кремнезема в терминах твердого содержимого, и 0,3-6,0 массовых частей помощника полимеризации. При запекании скорость повышения температуры в диапазоне температур от 100 до 800°C устанавливается равной 30°C/с или выше, температура выдержки при запекании устанавливается равной от 800 до 1000°C, и время выдержки при запекании устанавливается равным от 10 до 60 с.
[0052]
Сначала в способе для производства электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления будет описан обрабатывающий раствор для получения изоляционного покрытия.
[0053]
Обрабатывающий раствор для получения изоляционного покрытия содержит первый фосфат металла, второй фосфат металла, коллоидный кремнезем и помощник полимеризации. Первый фосфат металла обрабатывающего раствора для получения изоляционного покрытия представляет собой фосфат одного или более металлов, выбираемых из Al, Fe, Mg, Mn, Ni и Zn, а второй фосфат металла обрабатывающего раствора для получения изоляционного покрытия представляет собой фосфат одного или более металлов, выбираемых из Co, Mo, V, W и Zr. В дополнение к этому, первый фосфат металла обрабатывающего раствора для получения изоляционного покрытия предпочтительно представляет собой фосфат одного или более металлов, выбираемых из Al, Mg, Ni и Zn, а второй фосфат металла обрабатывающего раствора для получения изоляционного покрытия предпочтительно представляет собой фосфат одного или более металлов, выбираемых из V, W и Zr. Причины выбора этих фосфатов металлов в качестве материалов обрабатывающего раствора для получения изоляционного покрытия являются теми же самыми, что и причины выбора фосфатов металлов в изоляционном покрытии.
[0054]
Сформулированное количество второго фосфата металла в обрабатывающем растворе для получения изоляционного покрытия в терминах твердого содержимого предпочтительно составляет 3-20 массовых частей на 100 массовых частей первого фосфата металла в терминах твердого содержимого. В том случае, когда сформулированное количество второго фосфата металла в обрабатывающем растворе для получения изоляционного покрытия в терминах твердого содержимого составляет меньше чем 3 массовые части на 100 массовых частей первого фосфата металла в терминах твердого содержимого, изоляционное покрытие становится плотным, и элюирование фосфорной кислоты из изоляционного покрытия не может быть подавлено. С другой стороны, в том случае, когда сформулированное количество второго фосфата металла в обрабатывающем растворе для получения изоляционного покрытия в терминах твердого содержимого составляет больше чем 20 массовых частей на 100 массовых частей первого фосфата металла в терминах твердого содержимого, становится трудно полностью растворить второй фосфат металла, имеющий низкую растворимость, в обрабатывающем растворе для получения изоляционного покрытия, и однородность изоляционного покрытия ухудшается. Значение нижнего предела сформулированного количества второго фосфата металла в обрабатывающем растворе для получения изоляционного покрытия в терминах твердого содержимого предпочтительно составляет 5 массовых частей или 7 массовых частей на 100 массовых частей первого фосфата металла в терминах твердого содержимого. В дополнение к этому, значение верхнего предела сформулированного количества второго фосфата металла в обрабатывающем растворе для получения изоляционного покрытия в терминах твердого содержимого предпочтительно составляет 15 массовых частей или 10 массовых частей на 100 массовых частей первого фосфата металла в терминах твердого содержимого.
[0055]
Помощник полимеризации, содержащийся в обрабатывающем растворе для получения изоляционного покрытия, используется для ускорения реакции дегидратационной полимеризации фосфата металла. Примеры помощника полимеризации включают в себя азотистую кислоту, азотную кислоту, хлорноватую кислоту и их соли, а также низкомолекулярные конденсированные соединения фосфорной кислоты, такие как конденсированная фосфорная кислота и конденсированный фосфат, которые функционируют в качестве осушителей.
[0056]
В частности, помощник полимеризации может представлять собой по меньшей мере одно вещество, выбираемое из группы, состоящей из азотистой кислоты, азотистокислого натрия, азотистокислого калия, азотной кислоты, азотнокислого натрия, азотнокислого калия, хлорита, хлористокислого натрия, фосфоновой кислоты, фосфоната натрия, трифосфорной кислоты, трифосфата натрия, полифосфорной кислоты и полифосфата натрия. Все эти вещества могут использоваться по отдельности или в комбинации. В дополнение к этому, особенно предпочтительно использовать в качестве помощника полимеризации по меньшей мере одно вещество, выбираемое из группы, состоящей из азотистокислого натрия, азотистой кислоты и фосфоновой кислоты.
[0057]
Сформулированное количество помощника полимеризации в обрабатывающем растворе для получения изоляционного покрытия предпочтительно составляет от 0,3 до 6,0 массовых частей на 100 массовых частей первого фосфата металла в терминах твердого содержимого. В том случае, когда сформулированное количество помощника полимеризации в обрабатывающем растворе для получения изоляционного покрытия составляет меньше чем 0,3 массовых частей на 100 массовых частей первого фосфата металла в терминах твердого содержимого, реакция полимеризации фосфата металла выполняется в недостаточной степени, и трудно получить высокое натяжение в изоляционном покрытии. С другой стороны, в том случае, когда сформулированное количество помощника полимеризации в обрабатывающем растворе для получения изоляционного покрытия составляет больше чем 6,0 массовых частей на 100 массовых частей первого фосфата металла в терминах твердого содержимого, коррозионная стойкость изоляционного покрытия может уменьшиться. В способе для производства электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления путем добавления предопределенного количества помощника полимеризации к обрабатывающему раствору для получения изоляционного покрытия элюирование фосфорной кислоты из изоляционного покрытия подавляется, и натяжение изоляционного покрытия увеличивается. Сформулированное количество помощника полимеризации в обрабатывающем растворе для получения изоляционного покрытия предпочтительно составляет от 0,8 до 2,0 массовых частей на 100 массовых частей первого фосфата металла в терминах твердого содержимого. Компоненты помощника полимеризации в некоторых случаях остаются в изоляционном покрытии после запекания. Однако если вид и сформулированное количество помощника полимеризации находятся в вышеописанных диапазонах, этот остаток является допустимым.
[0058]
Сформулированное количество коллоидного кремнезема в обрабатывающем растворе для получения изоляционного покрытия предпочтительно составляет 35-125 массовых частей в терминах твердого содержимого на 100 массовых частей первого фосфата металла в терминах твердого содержимого. В том случае, когда сформулированное количество коллоидного кремнезема в обрабатывающем растворе для получения изоляционного покрытия составляет менее 35 массовых частей в терминах твердого содержимого на 100 массовых частей первого фосфата металла в терминах твердого содержимого, эффект придания натяжения за счет коллоидного кремнезема не может быть проявлен. С другой стороны, в том случае, когда сформулированное количество коллоидного кремнезема в обрабатывающем растворе для получения изоляционного покрытия составляет более 125 массовых частей в терминах твердого содержимого на 100 массовых частей первого фосфата металла в терминах твердого содержимого, пленкообразующие свойства сформированного изоляционного покрытия могут ухудшиться, а адгезия может уменьшиться. Значение нижнего предела сформулированного количества коллоидного кремнезема в терминах твердого содержимого предпочтительно составляет 45 массовых частей или 50 массовых частей на 100 массовых частей первого фосфата металла в терминах твердого содержимого. Значение верхнего предела сформулированного количества коллоидного кремнезема в обрабатывающем растворе для получения изоляционного покрытия в терминах твердого содержимого предпочтительно составляет 100 массовых частей или 75 массовых частей на 100 массовых частей первого фосфата металла в терминах твердого содержимого. В том случае, когда сформулированное количество коллоидного кремнезема находится в вышеупомянутом диапазоне, возможно получить изоляционное покрытие с более хорошим внешним видом.
[0059]
Соотношение сторон коллоидного кремнезема в обрабатывающем растворе для получения изоляционного покрытия особенно не ограничивается, но средний размер зерна (средний размер первичного зерна) предпочтительно составляет 7-30 нм. Значение нижнего предела среднего размера зерна коллоидного кремнезема более предпочтительно составляет 8 нм или 10 нм. Значение верхнего предела среднего размера зерна коллоидного кремнезема более предпочтительно составляет 20 нм, 15 нм или 12 нм. Причины, почему эти размеры зерна являются предпочтительными, являются теми же самыми, что и причины выбора размера зерна коллоидного кремнезема в изоляционном покрытии.
[0060]
К коллоидному кремнезему или к обрабатывающему раствору, используемому в электротехническом стальном листе с направленной кристаллизацией в соответствии с вариантом осуществления, может быть добавлено неорганическое соединение, такое как борная кислота, борнокислый натрий, различные оксиды, такие как оксид титана и оксид молибдена, пигмент или титанат бария. В частности, в случае добавления неорганического соединения, такого как пигмент, изоляционное покрытие становится окрашенным, твердость покрытия увеличивается, и таким образом образование дефектов изоляционного покрытия уменьшается. Таким образом, этот случай является предпочтительным.
[0061]
Однако эти вещества, отличающиеся от первого фосфата металла, второго фосфата металла, коллоидного кремнезема и помощника полимеризации, не являются необходимыми в способе для производства изоляционного покрытия электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления. Соответственно, значение нижнего предела сформулированного количества этих веществ в обрабатывающем растворе для получения изоляционного покрытия составляет 0 массовых частей на 100 массовых частей первого фосфата металла в терминах твердого содержимого. В дополнение к этому, значение верхнего предела сформулированного количества этих веществ, отличающихся от первого фосфата металла, второго фосфата металла, коллоидного кремнезема и помощника полимеризации, в обрабатывающем растворе для получения изоляционного покрытия особенно не определяется. Однако значение верхнего предела этих веществ, отличающихся от первого фосфата металла, второго фосфата металла, коллоидного кремнезема и помощника полимеризации, в терминах твердого содержимого может быть определено как 15 массовых частей, 12 массовых частей или 10 массовых частей на 100 массовых частей первого фосфата металла в терминах твердого содержимого.
[0062]
Поскольку обрабатывающий раствор в способе для производства электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления не обязан включать в себя соль органической кислоты, стабильность этого раствора является высокой, а цвет раствора практически не меняется. Поскольку сформулированное количество второго фосфата металла, имеющего низкую растворимость, ограничено определенным диапазоном, обрабатывающий раствор в способе для производства электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления может быть легко и равномерно нанесен на стальной лист.
[0063]
Далее будет описан способ для формирования изоляционного покрытия в способе для производства электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления.
[0064]
Стальной лист, на котором формируется изоляционное покрытие в способе для производства электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления, может быть электротехническим стальным листом с направленной кристаллизацией, имеющим типичное покрытие из форстерита, или может быть электротехническим стальным листом с направленной кристаллизацией, не имеющим покрытия из форстерита. В случае использования любого из этих стальных листов электротехнический стальной лист с направленной кристаллизацией подвергается травлению с использованием ванны из серной кислоты и т.п. и промывается водой после того, как избыточный разделяющий агент отжига будет удален путем промывки водой после окончательного отжига. Таким образом поверхность стального листа промывается и активируется. Затем обрабатывающий раствор для получения изоляционного покрытия наносится на стальной лист. Электротехнический стальной лист с направленной кристаллизацией, на который нанесен обрабатывающий раствор для получения изоляционного покрытия, подвергается стадии запекания при условиях, которые будут описаны позже, и таким образом на его поверхности формируется изоляционное покрытие.
[0065]
На стадии запекания электротехнический стальной лист с направленной кристаллизацией, на который нанесен обрабатывающий раствор для получения изоляционного покрытия, нагревается до температуре выдержки при запекании, выдерживается при температуре выдержки при запекании, а затем охлаждается. Здесь, чтобы идеализировать состояние полимеризации фосфата металла, важно подходящим образом управлять скоростью повышения температуры (°C/с) в диапазоне температур от 100 до 800°C, температурой выдержки при запекании (°C), а также временем запекания (с) на стадии запекания нанесенного обрабатывающего раствора для получения изоляционного покрытия.
[0066]
Скорость повышения температуры (°C/с) в диапазоне температур от 100 до 800°C должна быть равна 30°C/с или выше, предпочтительно 50°C/с или выше, и более предпочтительно 70°C/с или выше. В том случае, когда скорость повышения температуры равна 50°C/с или выше, легко получается изоляционное покрытие, которое придает высокое натяжение, а в том случае, когда скорость повышения температуры равна 70°C/с или выше, легко получается однородное изоляционное покрытие, и таким образом эти случаи являются предпочтительными. С другой стороны, в том случае, когда скорость повышения температуры составляет менее 30°C/с, изоляционное покрытие становится неоднородным, и таким образом достаточное натяжение покрытия не может быть получено. Значение верхнего предела скорости повышения температуры особенно не ограничивается. Однако с учетом затрат на производство электротехнического стального листа с направленной кристаллизацией и производительности оборудования значение верхнего предела скорости повышения температуры составляет, например, 100°C/с. Определение скорости повышения температуры в варианте осуществления должно удовлетворяться во всем диапазоне температур от 100 до 800°C. Таким образом, скорость повышения температуры стального листа, на который нанесен обрабатывающий раствор для получения изоляционного покрытия, должна постоянно составлять 30°C/с или выше в диапазоне температур от 100 до 800°C.
[0067]
Температура выдержки при запекании (°C) относится к достигаемой температуре листа (максимальной температуре листа) на стадии запекания, и должна составлять 800°C или выше и 1000°C или ниже. Температура выдержки при запекании более предпочтительно составляет 850°C или выше и 950°C или ниже. В том случае, когда температура выдержки при запекании составляет менее 800°C, изоляционное покрытие не может придать достаточного натяжения стальному листу, а в том случае, когда температура выдержки при запекании является более высокой, чем 1000°C, в изоляционном покрытии инициируются трещины, и таким образом натяжение покрытия может уменьшиться, или свойства изоляции и т.п. могут ухудшиться. В дополнение к этому, в том случае, когда температура выдержки при запекании является более высокой, чем 1000°C, на стальном листе могут образовываться дефекты.
[0068]
Продолжительность выдержки при запекании (с) относится к времени изотермической выдержки при температуре выдержки при запекании. Продолжительность выдержки должна составлять 10 с или больше, и более желательно 20 с или больше. В том случае, когда продолжительность выдержки составляет менее 10 с, изоляционное покрытие запекается в недостаточной степени, и таким образом становится вероятным ухудшение в плане поглощения влаги. С другой стороны, продолжительность выдержки устанавливается равной 60 с или меньше. В том случае, когда продолжительность выдержки составляет более 60 с, происходит чрезмерная кристаллизация изоляционного покрытия, и таким образом изоляционное покрытие становится пористым. Таким образом, натяжение ухудшается.
[0069]
Стальной лист, подвергаемый обработке для получения изоляционного покрытия, особенно не ограничивается. Главной особенностью электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления является конфигурация изоляционного покрытия, а также то, что эффекты изоляционного покрытия электротехнического стального листа с направленной кристаллизацией в соответствии с вариантом осуществления, то есть то, что высокое натяжение может быть придано поверхности стального листа, адгезия и коррозионная стойкость являются хорошими и производительность является хорошей при отсутствии хромата, проявляются независимо от вида стального листа.
[0070]
Предпочтительно, например, электротехнический стальной лист с направленной кристаллизацией, произведенный с использованием методики, раскрытой в японской нерассмотренной патентной заявке, первая публикация № H07-268567, подвергается вышеописанной обработке для получения изоляционного покрытия, и таким образом может быть получен эффект сокращения потерь в стали. В частности, электротехнический стальной лист с направленной кристаллизацией, который содержит, в мас.%, по меньшей мере 0,005 мас.% или меньше C и от 2,5 до 7,0 мас.% Si, может опционально содержать другие легирующие элементы (например, Mn: от 0 мас.% до 1,0 мас.%, Al: от 0 мас.% до 0,03 мас.%, N: 0,01 мас.% или меньше, P: 0,01 мас.% или меньше, и S: 0,01 мас.% или меньше) в диапазоне, не ухудшающем свойства, и включает в себя остаток, состоящий из Fe и примесей, в котором средний размер зерна составляет 1-10 мм, а угол между кристаллической ориентацией (110)[001] и направлением прокатки составляет в среднем 8° или меньше, подвергается вышеописанной обработке для получения изоляционного покрытия, и таким образом может быть получен эффект сокращения потерь в стали.
[ПРИМЕРЫ]
[0071]
Далее будут описаны примеры настоящего изобретения. Однако следующие примеры являются всего лишь примерами для описания настоящего изобретения, и настоящее изобретение не ограничивается следующими примерами.
[0072]
Сляб, включающий в себя, в мас.%, С: 0,082 мас.%, Si: 3,25 мас.%, Mn: 0,084 мас.%, растворимый Al: 0,026 мас.%, N: 0,0088 мас.%, P: 0,008 мас.% и S: 0,023 мас.%, а также остаток, состоящий из Fe и примесей, был отлит, нагрет, а затем подвергнут горячей прокатке. Таким образом был приготовлен горячекатаный лист толщиной 2,3 мм. Затем, стальной лист был отожжен при 1100°C в течение 5 мин, затем подвергнут холодной прокатке до толщины 0,23 мм, после чего подвергнут обезуглероживающему отжигу при 850°C. После этого разделительный агент отжига, содержащий MgO в качестве главного компонента, был нанесен на холоднокатаный лист, и окончательный отжиг выполнялся при 1200°C в течение 10 час.
[0073]
Образец шириной 7 см и длиной 30 см был вырезан из рулона стального листа после окончательного отжига, и разделительный агент отжига, оставшийся на поверхности, был удален путем промывки водой и легкого травления. Стеклянное покрытие было оставлено, и затем был выполнен отжиг для снятия напряжения. Затем был подготовлен каждый обрабатывающий раствор для получения изоляционного покрытия с составом, показанным в Таблице 1. В Таблице 1 термин «содержание кремнезема (в терминах твердого содержимого)» относится к доле количества коллоидного кремнезема в терминах твердого содержимого в общей сумме первого фосфата металла (фосфата 1), второго фосфата металла (фосфата 2) и коллоидного кремнезема (кремнезема) в терминах твердого содержимого. Готовый обрабатывающий раствор для получения изоляционного покрытия наносился на стальной лист, в то время как количество обрабатывающего раствора регулировалось таким образом, чтобы масса покрытия электротехнического стального листа с направленной кристаллизацией после запекания находилась в диапазоне от 4,3 до 4,7 г/м2. Стальной лист, на который был нанесен обрабатывающий раствор для получения изоляционного покрытия, подвергался запеканию при соответствующих условиях, показанных в Таблице 2. В Таблице 2 термин «скорость повышения температуры» относится к скорости повышения температуры в диапазоне температур от 100 до 800°C. Однако для Сравнительных примеров 4 и 10, в которых температура не повышалась до 800°C, термин «скорость повышения температуры» относится к скорости повышения температуры в диапазоне температур от 100°C до температуры выдержки. В Таблице 2 термин «температура выдержки» относится к температуре выдержки при запекании, а термин «продолжительность выдержки» относится к продолжительности запекания.
[0074]
В электротехническом стальном листе с направленной кристаллизацией после запекания измерялось содержание первого фосфата металла, содержание второго фосфата металла, содержание коллоидного кремнезема (в терминах твердого содержимого), а также количество веществ, отличающихся от этих компонентов (других веществ). В дополнение к этому, в электротехническом стальном листе с направленной кристаллизацией после запекания измерялась величина элюирования фосфорной кислоты. Результаты показаны в Таблице 3. Величина элюирования фосфорной кислоты измерялась путем кипячения электротехнического стального листа с направленной кристаллизацией в чистой воде в течение 10 мин, затем измерения количества фосфорной кислоты, элюированной в чистую воду, и деления этого количества фосфорной кислоты на площадь изоляционного покрытия электротехнического стального листа с направленной кристаллизацией. Измерение количества фосфорной кислоты, элюированной в чистую воду, вычислялось путем охлаждения чистой воды, в которую элюировалась фосфорная кислота (раствора), и измерения концентрации фосфорной кислоты в образце, полученном путем разбавления чистой водой этого раствора после охлаждения, с помощью ICP-AES. Содержание первого фосфата металла (фосфата 1) в изоляционном покрытии измерялось способом измерения количества каждого металлического элемента с помощью ICP-AES, и преобразования каждого значения, полученного таким образом, к количеству, эквивалентному массе фосфата металла в соответствии с каждым металлическим элементом. Содержание второго фосфата металла (фосфата 2) измерялось способом измерения количества каждого металлического элемента с помощью ICP-AES, и преобразования каждого значения, полученного таким образом, к количеству, эквивалентному массе фосфата металла в соответствии с каждым металлическим элементом. Содержание коллоидного кремнезема (кремнезема) измерялось способом измерения количества Si с помощью ICP-AES и выполнения преобразования. Содержание других веществ измерялось с помощью ICP-AES или с помощью атомно-абсорбционной спектроскопии.
[0075]
[Таблица 1]
Подчеркнутое значение находится вне диапазона настоящего изобретения.
[0076]
[Таблица 2]
Подчеркнутое значение находится вне диапазона настоящего изобретения.
[0077]
В Таблице 1 символ «-» указывает, что этот компонент отсутствует. В дополнение к этому, помощник полимеризации «A» означает азотистую кислоту, помощник полимеризации «B» означает фосфоновую кислоту, помощник полимеризации «C» означает трифосфорную кислоту, помощник полимеризации «D» означает азотистокислый натрий, другое вещество «J» означает оксид титана, и другое вещество «K» означает борат натрия. В Таблице 3 символ «-» в графе количества «других веществ» означает, что количество других веществ равно или меньше предела чувствительности. В некоторых примерах суммарное значение содержания первого фосфата металла, содержания второго фосфата металла, содержания коллоидного кремнезема и содержания других веществ в изоляционном покрытии не равняется точно 100 мас.%. Причиной этого является то, что точность измерения количества каждого вещества различается. В Таблице 3 изоляционное покрытие примера, в котором содержание «других веществ» обозначено как «-», было по существу сформировано только из первого фосфата металла, второго фосфата металла и коллоидного кремнезема.
[0078]
[Таблица 3]
Подчеркнутое значение находится вне диапазона настоящего изобретения.
[0079]
Были оценены натяжение покрытия, адгезия, коррозионная стойкость и магнитные свойства электротехнического стального листа с направленной кристаллизацией, в котором изоляционное покрытие было сформировано как описано выше. Результаты оценки приведены в Таблице 4.
[0080]
Натяжение изоляционного покрытия измерялось величиной деформации стального листа во время отслаивания изоляционного покрытия с одной поверхности. Образец, имеющий натяжение покрытия 1,5 Н/мм2 или больше, считался имеющим удовлетворительное натяжение покрытия.
В дополнение к этому, для определения адгезии оценивался диаметр, при котором изоляционное покрытие отслаивалось во время обмотки каждого стального листа с нанесенной на него клейкой лентой вокруг каждого круглого стержня, имеющего диаметр 10 мм, 20 мм и 30 мм соответственно. В Таблице 4 «0» означает случай, в котором изоляционное покрытие не отслаивалось даже при диаметре круглого стержня, вокруг которого обматывался стальной лист, равном 10 мм. Образец, в котором изоляционное покрытие не отслаивалось во время обмотки стального листа вокруг круглого стержня, имеющего диаметр 20 мм или 30 мм, считался имеющим удовлетворительную адгезию.
Различные магнитные свойства измерялись с помощью теста магнитных свойств одиночного листа (Тестер одиночного листа: тест SST) в соответствии с японским промышленным стандартом JIS C2556. Образец, имеющий значение B8, равное 1,91 или больше, и значение W17/50, равное 0,83 или меньше, считался имеющим удовлетворительные магнитные свойства.
Коррозионная стойкость оценивалась с помощью теста на распыление 5%-ой соленой воды. Время распыления устанавливалось равным 10 час. Состояние ржавчины оценивалось по 10-балльной системе. Образец без ржавчины получал оценку коррозионной стойкости 10, а образец, имеющий 50% заржавленной площади, получал оценку 1. Образец с коррозионной стойкостью, равной 7 или выше, считался имеющим удовлетворительную коррозионную стойкость.
[0081]
[Таблица 4]
[0082]
Было найдено (см. Таблицу 4), что изоляционное покрытие, сформированное с использованием комбинации фосфатов металлов, определенных в настоящем изобретении, и помощника полимеризации, и имеющее величину элюирования фосфорной кислоты, поддерживаемую на уровне 30 мг/м2 или меньше, имело высокое натяжение и превосходную адгезию по сравнению со Сравнительными примерами. В дополнение к этому было найдено, что электротехнический стальной лист с направленной кристаллизацией, на котором было сформировано такое изоляционное покрытие, имел улучшенные магнитные свойства. С другой стороны, Сравнительные примеры, которые находились вне определенного диапазона настоящего изобретения, не имели превосходных свойств.
[0083]
В частности, поскольку в Сравнительном примере 1 первый фосфат металла был солью Ca, в изоляционном покрытии были инициированы трещины, и таким образом адгезия ухудшилась. В Сравнительном примере 2, поскольку в качестве материала использовался коллоидный кремнезем, имеющий размер зерна меньше диапазона настоящего изобретения, изоляционное покрытие стало пористым покрытием, имеющим большие пустоты, и таким образом адгезия ухудшилась. В Сравнительном примере 3, поскольку в качестве материала использовался коллоидный кремнезем, имеющий размер зерна больше, чем диапазон по настоящему изобретению, в изоляционном покрытии были инициированы разрушения, и таким образом адгезия уменьшилась.
[0084]
В дополнение к этому, в Сравнительном примере 4, поскольку доля коллоидного кремнезема в составе была меньше диапазона по настоящему изобретению, кристаллизация изоляционного покрытия продолжалась, и таким образом адгезия уменьшилась. В Сравнительном примере 5, поскольку доля коллоидного кремнезема в составе была больше диапазона по настоящему изобретению, произошло вспучивание изоляционного покрытия. В Сравнительном примере 6, поскольку в качестве материала для нанесения изоляционного покрытия использовался раствор из комбинации фосфатов металлов, отличающейся от комбинации фосфатов металлов по настоящему изобретению, произошло вспучивание, и натяжение покрытия ухудшилось. В Сравнительном примере 7, поскольку в качестве материала для нанесения изоляционного покрытия использовался раствор из комбинации фосфатов металлов, отличающейся от комбинации фосфатов металлов по настоящему изобретению, и помощник полимеризации не использовался, изоляционное покрытие стало пористым покрытием, имеющим большие пустоты, и таким образом адгезия ухудшилась. В Сравнительных примерах 8-12, поскольку любой параметр из скорости повышения температуры, температуры выдержки и продолжительности выдержки находился вне диапазона по настоящему изобретению, кристаллизация изоляционного покрытия продолжалась, изоляционное покрытие стало пористым, и таким образом адгезия ухудшилась. В Сравнительном примере 13, поскольку помощника полимеризации было недостаточно, изоляционное покрытие стало пористым покрытием, имеющим большие пустоты, и таким образом адгезия ухудшилась. В Сравнительном примере 14, поскольку в качестве материала для нанесения изоляционного покрытия использовался раствор из комбинации фосфатов металлов, отличающейся от комбинации фосфатов металлов по настоящему изобретению, натяжение покрытия ухудшилось.
[0085]
Таким образом, в соответствии с настоящим изобретением, путем улучшения свойств не содержащего соединения хрома изоляционного покрытия, формируемого на поверхности электротехнического стального листа с направленной кристаллизацией, натяжение покрытия и адгезия изоляционного покрытия могут быть улучшены, и таким образом магнитные свойства электротехнического стального листа с направленной кристаллизацией могут быть улучшены.
[0086]
В дополнение к этому, электротехнический стальной лист с направленной кристаллизацией в соответствии с настоящим изобретением может подходящим образом использоваться в качестве материала сердечника при производстве трансформатора.
[0087]
В вышеприведенном описании подходящие варианты осуществления настоящего изобретения были описаны со ссылками на прилагаемые чертежи. Однако настоящее изобретение не ограничивается этими примерами. Очевидно, что специалисты в технической области, к которой принадлежит настоящее изобретение, могут найти различные изменения и модификации в рамках технических идей, описанных в прилагаемой формуле изобретения, и следует понимать, что эти изменения и модификации будут естественно принадлежать к технической области охвата настоящего изобретения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0088]
В соответствии с настоящим изобретением, поскольку коэффициент теплового расширения является малым, адгезия является высокой, и плотность также является высокой, обеспечивается изоляционное покрытие, способное придавать высокое натяжение поверхности стального листа и не содержащее хромата. В соответствии с настоящим изобретением возможно получить электротехнический стальной лист с направленной кристаллизацией, имеющий значительно улучшенные магнитные свойства, без использования хромата. В дополнение к этому, в соответствии с настоящим изобретением возможно получить электротехнический стальной лист с направленной кристаллизацией, обладающий хорошей коррозионной стойкостью, способностью к скольжению и производительностью.
Реферат
Изобретение относится к электротехническому стальному листу с направленной кристаллизацией, имеющему изоляционное покрытие, и к способу его изготовления. Электротехнический стальной лист имеет изоляционное покрытие, содержащее первый фосфат металла, который является фосфатом одного или более металлов, выбираемых из Al, Fe, Mg, Mn, Ni и Zn, второй фосфат металла, который является фосфатом одного или более металлов, выбираемых из Co, Mo, V, W и Zr, и коллоидный кремнезем. При этом изоляционное покрытие не содержит хромат, и количество фосфорной кислоты, элюируемой из изоляционного покрытия, определяемое путем кипячения электротехнического стального листа в кипящей чистой воде в течение 10 мин, затем измерения количества фосфорной кислоты, элюированной в чистую воду, и деления этого количества фосфорной кислоты на площадь изоляционного покрытия электротехнического стального листа, подвергнутого кипячению, составляет 30 мг/мили меньше. Изобретение обеспечивает электротехнический стальной лист с направленной кристаллизацией, имеющий изоляционное покрытие, способное придавать высокое натяжение поверхности стального листа, имеющее высокую адгезию и коррозионную стойкость, имеющее хорошую производительность, не содержащее хромата и имеющее хорошие магнитные свойства. 2 н. и 14 з.п. ф-лы, 2 ил., 4 табл.
Формула
Документы, цитированные в отчёте о поиске
Лист текстурированной электротехнической стали, обладающей высокой прочностью на растяжение, изоляционная пленка и способ обработки такой изоляционной пленки
Обрабатывающий раствор для нанесения изоляционного покрытия на лист текстурированной электротехнической стали и способ производства листа текстурированной электротехнической стали, имеющей изоляционное покрытие
Комментарии