Способ изготовления текстурированной электротехнической полосовой стали - RU2550450C2
Код документа: RU2550450C2
Чертежи






Описание
Изобретение относится к способу изготовления текстурированной электротехнической полосовой стали, которая покрыта фосфатной пленкой. Изобретение относится также к покрытой фосфатной пленкой текстурированной электротехнической полосовой стали, которая может изготовляться способом, соответствующим изобретению, а также к применению этой электротехнической полосовой стали в качестве материала сердечника в трансформаторе.
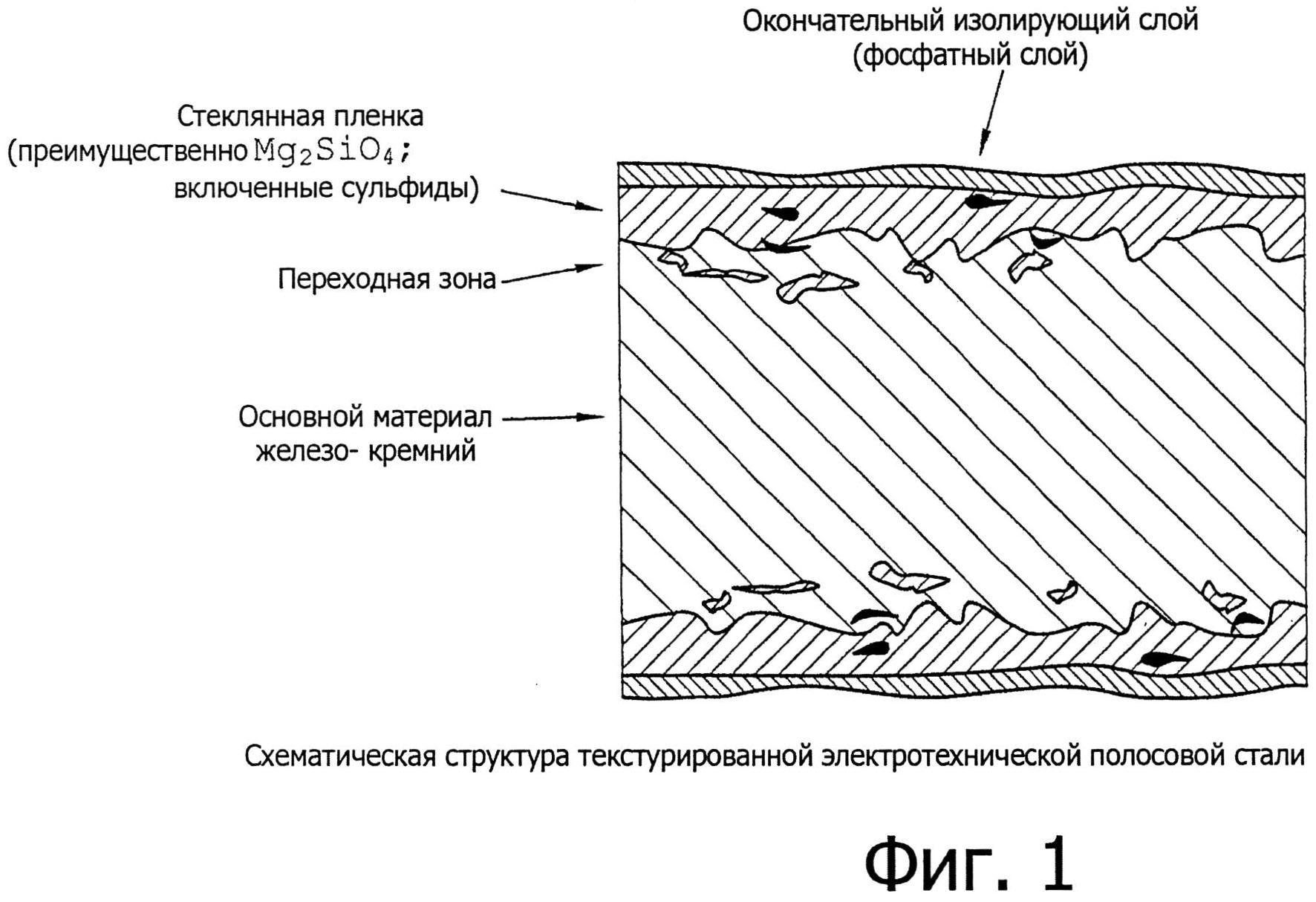
Текстурированная электротехническая полосовая сталь (далее сокращенно электротехническая полосовая сталь) схематически представляет собой ферромагнитный металлический материал в виде полосы толщиной примерно от 0,15 мм до 0,50 мм, на верхней поверхности которой находится система электроизолирующего слоя. Принципиальная конструкция электротехнической полосовой стали пояснена на Фиг.1.
Относительно применения электротехнической полосовой стали в трансформаторе предъявляются высокие требования к магнитным свойствам материала. Эти требования могут достигаться только тогда, когда кристаллографическое выравнивание металлического материала имеет определенную текстуру, при которой направление легчайшей намагничиваемости лежит в направление проката, или в соответствии с последующим применением в направлении магнитного поля. Создание текстуры достигается путем целенаправленной холодной деформации с последующей термической обработкой, при которой протекают различные процессы рекристаллизации. Наряду с текстурой, иначе говоря, ориентацией кристаллов, доменная структура, типичная для ферромагнитного материала, также имеет влияние на магнитные свойства. Доменная структура, которая динамически участвует в дальнейших процессах перемагничивания, может быть так модифицирована через физические воздействия, что процессы перемагничивания связаны с минимальными потерями энергии. В этой связи, существенной физической величиной воздействия является напряжение при растяжении, передаваемое от системы электроизолирующего слоя на ферромагнитный основной материал. Чем выше это напряжение при растяжении, тем ниже будут потери перемагничивания материала. С этой точки зрения, расположенная на поверхности система электроизолирующего слоя выполняет несколько функций:
- электрическая изоляция металлического основного материала;
- передача напряжения при растяжении на металлический основной материал;
- обеспечение химической и термической стойкости.
Чтобы выполнить эти задачи, на практике в качестве системы электроизолирующего слоя принята "двухслойная система", которая состоит из так называемой стеклянной пленки, слоя, подобного керамике, и так называемого фосфатного слоя. Оба оказывают наряду с их прочими свойствами постоянное напряжение при растяжении на основной материал. В центре внимания настоящего изобретения находится внешний фосфатный слой, который не только вносит существенный вклад в химическую и термическую стойкость, но и оказывает также постоянное напряжение при растяжении на лежащий под ним материал.
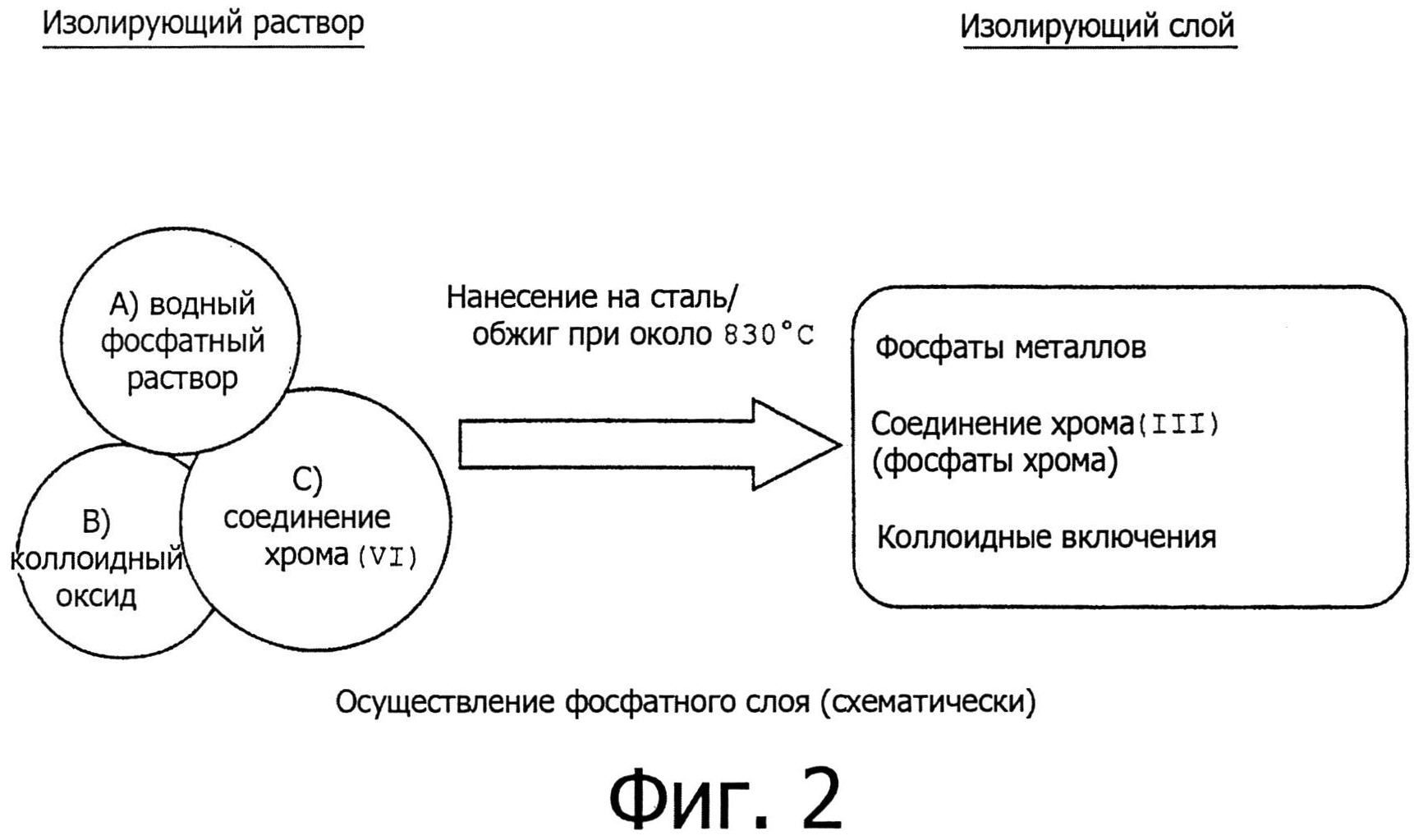
Было обнаружено, что система фосфатного слоя, которая соответствует представленной схематически на Фиг.2, обладает на практике рядом преимуществ, по сравнению с множеством предложенных методов и способов.
Водный фосфатный раствор, содержащий по существу:
а) один или несколько растворенных в воде первичных фосфатов,
б) один или несколько коллоидных оксидных соединений, в частности золь диоксида кремния,
с) соединение хрома (VI), в частности триоксид хрома или хромовую кислоту, наносят в определенном количестве на полосу. На практике нанесение происходит через избыточное нанесение раствора на полосу с последующим отжимом избыточного раствора. Сам раствор находится обычно в кругообороте так, что имеется постоянный контакт между изолирующим раствором и поверхностью полосы. Покрытая таким образом полоса проходит печь непрерывного действия с температурой около 850°C. Образованный фосфатный слой по существу соответствует на практике всем важным требованиям, в частности:
а) хорошие электроизолирующие свойства;
б) высокая химическая стойкость;
в) коррозиционная стойкость;
г) высокий перенос напряжения при растяжении;
д) хорошая покрывная способность на практике.
Важность композиции фосфатного раствора для свойства слоя от а) до д) раскрыта, например, в US 02753282, EP 0406833, DE 1954216, DE 2247269, EP 0201228.
Переносимое на основной материал напряжение при растяжении достигается предпочтительно использование коллоидного оксидного соединения с фосфатным связующим.
Добавление шестивалентного хрома (VI) должно:
а) улучшить коррозиционную стойкость готового материала;
б) предотвратить растворение железа в состоянии раствора;
в) предотвратить через различные механизмы известную липкость готовой изоляции;
г) повысить химическую стойкость слоя, в частности против воздействия воды;
д) связать при отжиге фосфатного раствора освободившиеся фосфорные кислоты в фосфат хрома.
Существенным недостатком при этом технологическом приеме является то, что хром (VI) токсичен, карциногенен и сильно водоопасен. При использовании хрома (VI) или содержащих хром (VI) добавок, требуются значительные меры обеспечения рабочей безопасности и защиты окружающей среды. Принципиально использование хрома (VI) в промышленном производстве вновь стало темой для дискуссий.
Попытки просто исключить хром (VI) из фосфатного раствора до сих пор терпели неудачу. За счет исключения хрома (VI) из фосфатного раствора без его замены на что-то другое, изолирующий раствор получает другие химические свойства, что исключает его применение на практике. Например, хром (VI) препятствует химическому воздействию на железный основной материал. Исключение хрома (VI) ведет к явной химической реакции между фосфатным раствором и металлом, к реакции травления. В последующих экспериментах использованы нижеприведенные фосфатные растворы.
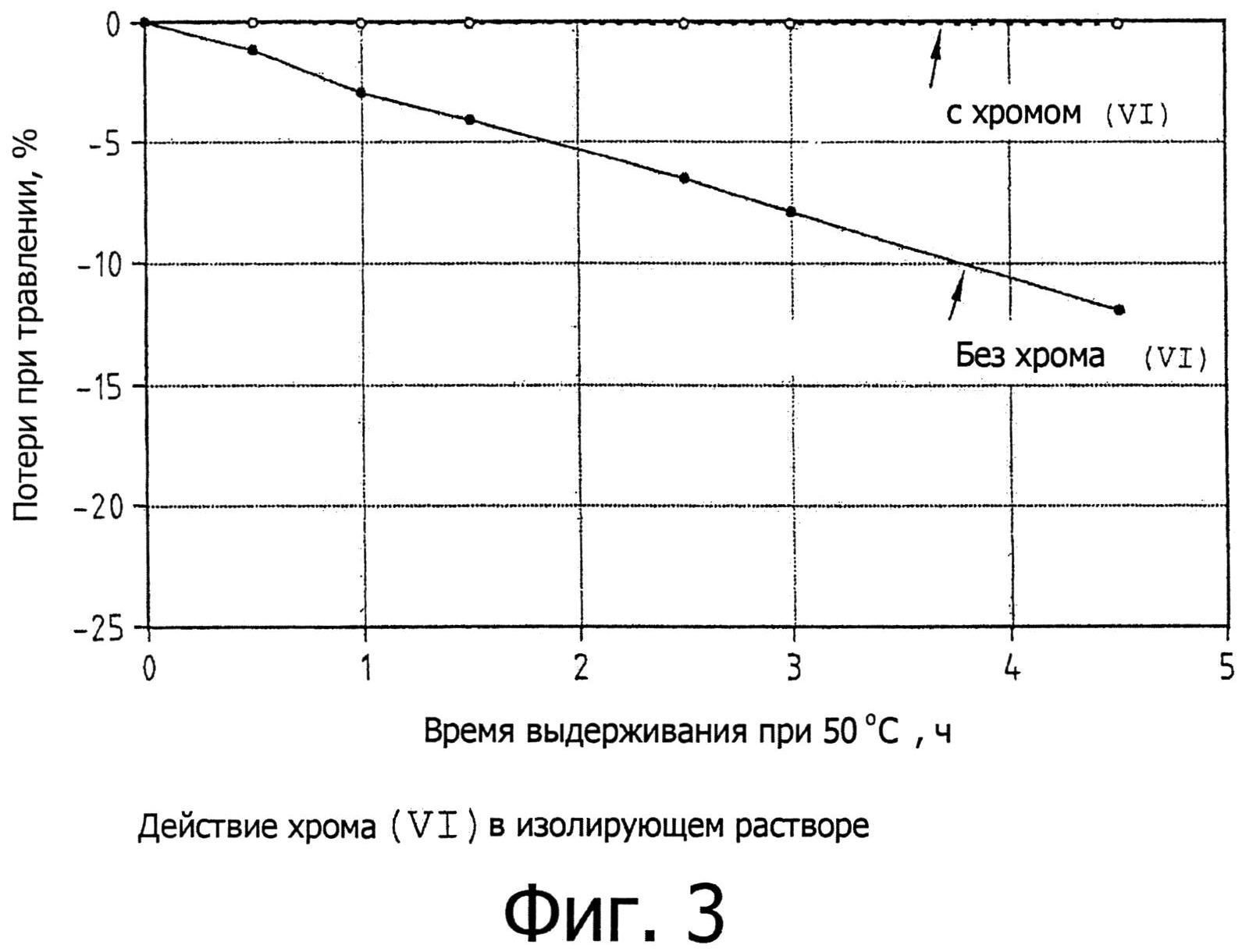
Путем погружения образца электротехнической полосовой стали без стеклянной пленки можно легко проиллюстрировать химическое воздействие раствора на основной материал в виде потери при травлении. При этом образец перед погружением и после различного времени воздействия взвешивают, и выясняют потери при травлении.
Фиг.3 отчетливо показывает, что хром (VI) ингибирует химическую реакцию с металлическим основным материалом. Отсюда следует, что изолирующий раствор в процессе использования существенно меньше загрязняется фосфатами железа, которые имеют вредные воздействия в обожженном слое. Эти свойства известны.
Другой и особенно важной для практики характеристикой раствора является так называемая стабильность раствора. Благодаря наличию коллоидного компонента (золь диоксида кремния) раствор получает тиксотропные свойства. Происходит зависимое от времени, температуры и загрязнений обратимое гелеобразование раствора. Этот процесс находится во взаимосвязи со свойствами обожженного слоя, но он не должен происходить в процессе использования раствора в обычном устройстве нанесения покрытия. Стабильность раствора можно представить через экспериментальное определение изменения вязкости во времени. Гелеобразование ведет к почти взрывному повышению вязкости. На Фиг.4 представлены результаты измерения вязкости раствора из вышеизложенного примера.
Можно отчетливо видеть, что хром (VI) задерживает время начала гелеобразования. Это свойство шестивалентного хрома (VI) не упоминается в вышеприведенных публикациях, но при обобщенном рассмотрении имеет решающее значение.
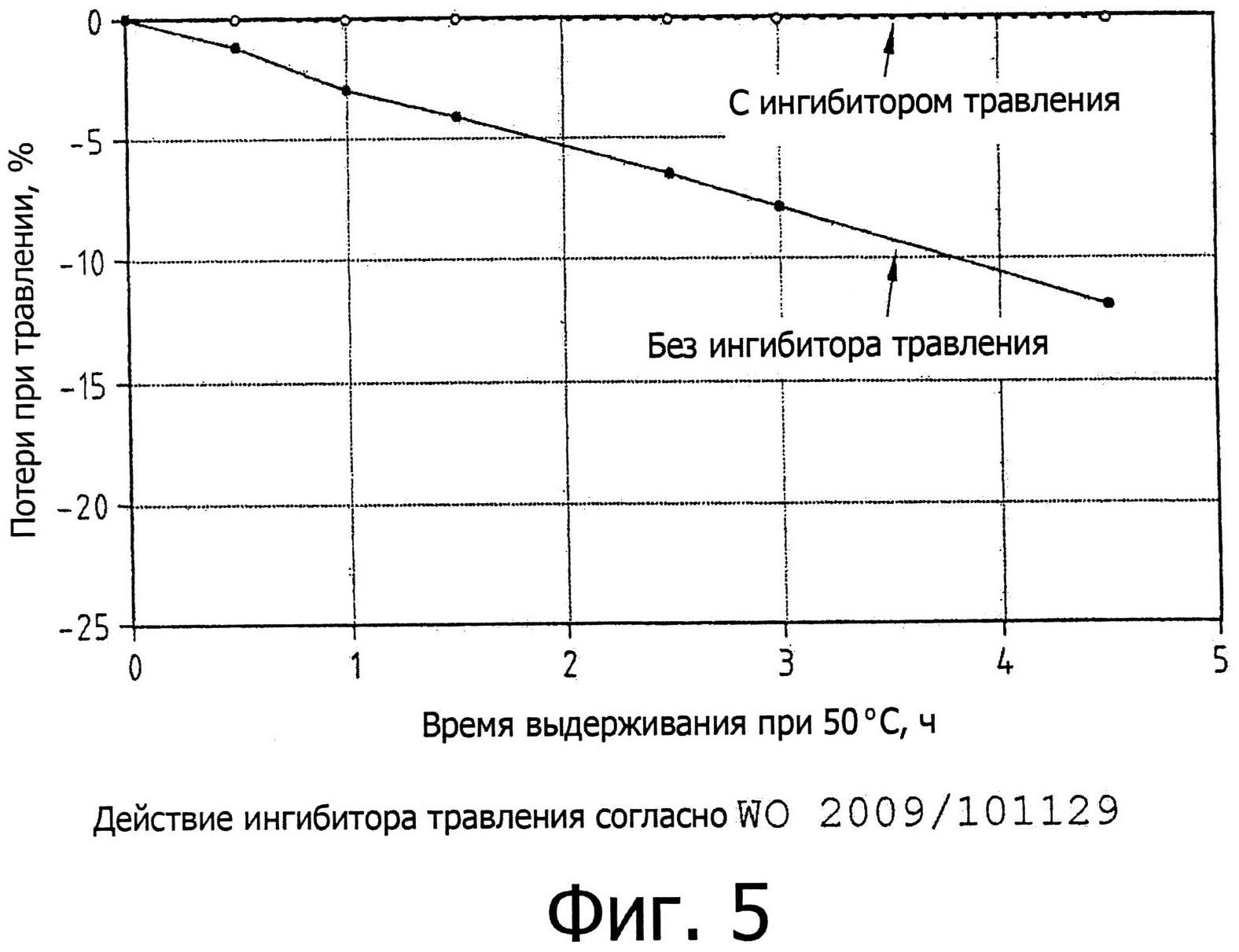
В WO 2009/101129 представлен способ, с помощью которого коллоидные фосфатные растворы могут успешно использоваться на практике без хрома (VI). Способ основан в основном на использовании так называемых ингибиторов (замедлителей) травления и стабилизаторов коллоидов, которые берут на себя соответствующие функции хрома (VI).
Например, следующие изолирующие растворы приводят к свойствам раствора, изложенным ниже.
Действие ингибитора травления в способе согласно WO 2009/101129 изображено на Фиг.5.
Относительно стабильности коллоида, в WO 2009/101129 упомянуты так называемые стабилизаторы коллоидов, в частности этилфосфаты, действие которых представлено на Фиг.6.
В целом в WO 2009/101129 представлен способ, с помощью которого коллоидные фосфатные изолирующие растворы, которые не содержат хром, т.е. свободны от хрома, можно использовать на электротехнической полосовой стали. WO 2009/101129 предоставляет при этом способ, не содержащий хром, который на практике очень хорошо применим и уже определенно удовлетворительно соответствует технологическим требованиям к изоляции электротехнической полосовой стали. Однако изготовленные согласно WO 2009/101129 изолирующие слои имеют слегка ухудшенные оптические свойства и слегка пониженное напряжение при растяжении (см. Фиг.7) по сравнению с изоляционными слоями, содержащими хром (VI).
Задача изобретения состоит в том, чтобы представить фосфатные растворы, свободные от хрома (VI), для изготовления текстурированной электротехнической полосовой стали с покрытой фосфатный слоем, причем свойства фосфатного слоя в максимально возможной степени должны быть идентичны свойствам хром (VI)-содержащей изоляции. Фосфатный слой, в частности, по сравнению с фосфатным слоем согласно WO 2009/101129 должен иметь улучшенные оптические свойства и повышенное напряжение при растяжении.
Эта задача решена с помощью способа изготовления текстурированной электротехнической полосовой стали, покрытой фосфатным слоем, в котором на электротехническую полосовую сталь наносят фосфатный раствор, который содержит коллоидный компонент, а также по меньшей мере один стабилизатор (А) коллоида, и/или, по меньшей мере один ингибитор (В) травления, причем фосфатный раствор дополнительно содержит по меньшей мере одно соединение, которое содержит хром в степени окисления III (соединение хрома (III)).
Под выражением "фосфатный раствор содержит коллоидный компонент", согласно изобретению понимается, что часть фосфатного раствора содержит твердые частицы или сверхмолекулярные агрегаты величиной от нескольких нанометров до нескольких микрометров. Предпочтительно величина коллоидных компонентов в фосфатном растворе находится в диапазоне от 5 нм до 1 мкм, предпочтительно в диапазоне от 5 нм до 100 нм, и в частности в диапазоне от 10 нм до 100 нм.
Количество коллоидного компонента в фосфатном растворе может варьироваться. Предпочтительно содержание коллоидного компонента в фосфатном растворе находится в диапазоне от 5 весовых % до 50 весовых %, в частности от 5 весовых % и 30 весовых %. В качестве коллоидного компонента можно использовать различные субстанции. Целесообразно предусмотрено, что эти субстанции не являются растворимыми в фосфорной кислоте.
Хорошие результаты достигаются, в частности, с оксидами, предпочтительно с Cr2O3, ZrO, SnO2, V2O3, Al2O3, SiO2, предпочтительно в виде водных суспензий. Особенно превосходно пригоден SiO2. Особенно пригодным коллоидным компонентом является золь кремниевой кислоты. Отличные результаты достигнуты с золем диоксида кремния, который имеет содержание SiO2 в воде от 10 до 50 весовых %, предпочтительно от 20 до 40 весовых %. Для SiO2 особенно предпочтителен размер частиц от 5 до 30 нм, предпочтительно от 10 до 20 нм.
В рамках работ по созданию изоляции, не содержащей хром (VI), было неожиданно обнаружено, что соединения хрома (III), которые значительно менее токсичны, чем соединения хрома (VI), могут взять на себя особые функции соединений хрома (VI). Это является неожиданным, поскольку замена хрома (VI) на значительно менее токсичный хром (III) на практике не имеет широкого распространения, поскольку элементарные свойства раствора или подвергнутого отжигу изоляционного слоя не соответствуют требованиям или делают невозможным применение в промышленных системах покрытия.
Так замена кислоты хрома (VI) на нитрат хрома (III) ведет к нижеуказанным результатам.
Предполагается, что замена хрома (VI) на хром (III) ранее была безуспешной, поскольку взаимодействие фосфатного раствора с хромом (III) существенно отличается от взаимодействия с хромом (VI). Взаимодействие ведет к очень быстрым и мешающим явлениям загрязнения фосфатного раствора железом и, кроме того, к отчетливо меньшей стабильности раствора с очень ранним процессом гелеобразования. Чрезвычайно различное взаимодействие между фосфатным раствором и полосовой сталью, подлежащей покрытию, при использовании хрома (III), вероятно может быть приписано партнеру по связи в обычно применяемых солях хрома (III). Так, раствор в случае нитратов хрома (III) будет брать на себя характерные свойства растворов азотной кислоты. Кроме того, несомненно, трехвалентный хром (III) не имеет ингибирующего эффекта, который связан с соединениями шестивалентного хрома (VI).
Этот эффект демонстрирует Фиг.8, которая показывает потерю при травлении фосфатного раствора без хрома и с нитратом хрома.
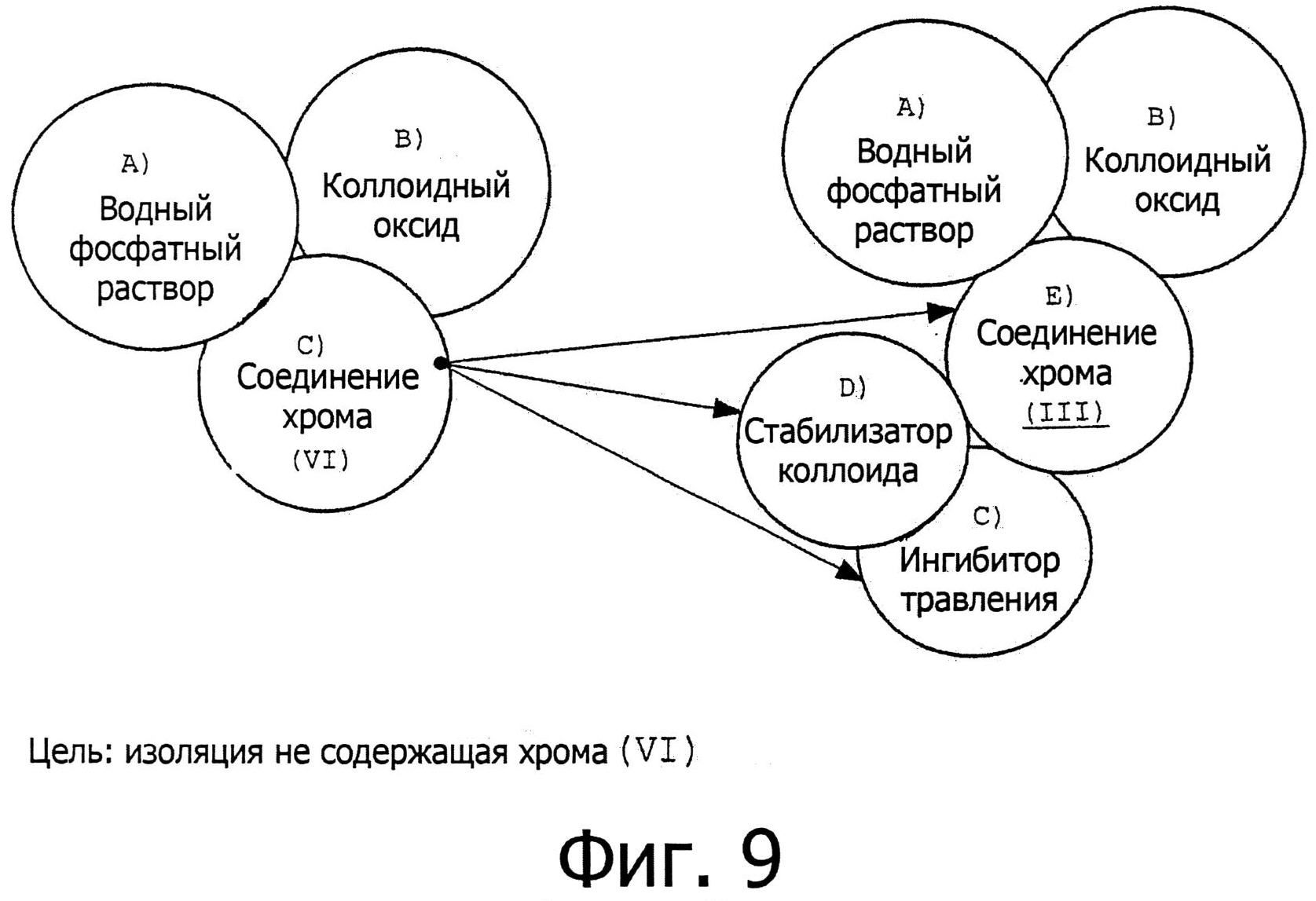
Неожиданно было обнаружено, что соединения хрома (III) в изолирующих растворах согласно WO 2009/101129 не имеют вышеуказанных недостатков. Итак, основой настоящего изобретения является принцип, изображенный на Фиг.9. Соответствующий изобретению способ позволяет заменить фосфатные растворы, содержащие хром (VI), на фосфатные растворы, содержащие хром (III), которые в результате химического воздействия используемых ингибиторов травления и стабилизаторов коллоидов становятся применимы на практике и приводят к превосходным свойствам готовых изолирующих слоев.
Предпочтительно используемые согласно изобретению соединения хрома (III) растворимы в фосфатном растворе. Таким образом, особенно подходят следующие соли хрома (III):
нитрат хрома (III);
хлорид хрома (III);
сульфат хрома (III);
ацетат хрома (III);
сульфонат хрома (III).
Особенно пригоден нитрат хрома (III), поскольку он, действуя как добавка, создает наивысшее напряжение при растяжении, передаваемое на основной материал, и очень хорошо растворим в фосфатном растворе.
Соединение хрома (III) может использоваться в различных количествах. Согласно изобретению, особенно предпочтительно, когда соединение хрома (III) используют в количестве от 0,2 до 30 весовых %, предпочтительно от 5 до 20 весовых %, особенно от 8 до 25 весовых % в каждом случае относительно общего веса фосфатного раствора. Предпочтительно добавление соединения хрома (III) осуществляется в вышеуказанных количественных соотношениях в расчете на Cr(NO3)3*H2O.
В одном варианте осуществления изобретения фосфатный раствор содержит стабилизатор (А) коллоида, как добавку. Таким образом, может быть обеспечено, что переход от золя к гелю происходит только при сушке фосфатного слоя. Кроме того, применение стабилизаторов коллоидов делает возможным гомогенное нанесение фосфатного раствора, посредством чего может достигаться однородное качество готового слоя. Использование стабилизаторов (А) коллоидов делает возможным при этом отказаться от использования шестивалентного хрома в фосфатном растворе при фосфотации электротехнической полосовой стали, причем проблема, обычно встречающаяся в способах свободных от хрома (VI) при использовании коллоид-содержащих фосфатных растворов, в значительной степени может быть обойдена.
Добавки группы A представляют собой стабилизаторы коллоидов. Стабилизаторы коллоидов в смысле изобретения - это добавки, которые стабилизируют коллоиды и предотвращают неконтролируемый переход золь/гель или коагуляцию твердого вещества. Кроме того, стабилизаторы коллоидов предпочтительно обеспечивают температурную невосприимчивость в области применения перед использованием фосфатного раствора и делают систему не восприимчивой по отношению к инородным субстанциям, в особенности к инородным ионам.
Согласно изобретению, могут использоваться различные стабилизаторы коллоидов, при условии, что они являются устойчивыми в кислотных растворах. Кроме того, достоинством является, если стабилизаторы коллоидов не мешают стабильности коллоидного раствора и не влияют негативно на качество фосфатного слоя. Также преимуществом является, если стабилизаторы коллоидов обладают по возможности минимальной токсичностью. Кроме того, используемые стабилизаторы коллоидов не должны взаимодействовать с другими одновременно находящимися в фосфатном растворе добавками, таким образом, что они будут препятствовать индивидуальным действиям указанных добавок.
Практические опыты показали, что электролиты, ПАВы и полимеры являются особенно пригодными стабилизаторами коллоидов, согласно изобретению. Особенно предпочтительным неожиданно является, однако, использование сложных эфиров фосфорной кислоты и/или сложных эфиров фосфоновой кислоты в качестве стабилизаторов коллоидов. Под термином "сложный эфир фосфорной кислоты" понимают согласно изобретению органические сложные эфиры фосфорной кислоты с формулой OP(OR)3, которые действуют как стабилизаторы коллоидов. Под термином "сложный эфир фосфоновой кислоты" понимаются согласно изобретению органические сложные эфиры фосфоновой кислоты с формулой R(OP) P(OR)2, которые действуют как стабилизаторы коллоидов. Остатки R могут независимо друг от друга представлять собой водород, ароматическую или алифатическую группу, причем все остатки R одновременно не могут быть водородом. Термин алифатическая группа включает алкильные, алкенильные, и алкинильные группы.
Алкильные группы включают насыщенные алифатические углеводородные группы, которые имеют от 1 до 8 атомов углерода. Алкилная группа может быть с прямой цепью или разветвленная. Согласно изобретению особенно пригодными алкилными группами являются метил, этил, пропил, изопропил, бутил, изобутил, втор-бутил, н-бутил, н-гептил. Алкилная группа также может быть замещена одним или несколькими заместителями. Пригодными заместителями являются в частности альфатические остатки. Другими пригодными заместителями являются алкокси группы, нитро группы, сульфококси группы, меркапто группы, сульфонильные группы, галогены, сульфамидные группы, карбониламино группы, алкоксикарбонильные группы, алкоксиалкильные группы, аминокарбонильные группы, аминосульфонильные группы, аминоалкильные группы, цианоакрильные группы, алкилсульфонильные группы, сульфониламино группы и гидроксильные группы.
Термин алкенил относится к алифатической (ациклической) углеводородной группе, которая имеет от 2 до 10 атомов углерода и по меньшей мере одну двойную связь. Алкенильная группа может быть с прямой цепью или разветвленная. Согласно изобретению особенно предпочтительны алкенильные группы, такие как аллил, 2-бутенил и 2-гексинил. Алкенильная группа может в данном случае быть замещена одним или несколькими заместителями. Пригодными заместителями являются уже вышеуказанные алкильные заместители.
Термин алкинил относится к алифатической углеводородной группе, которая имеет от 2 до 8 атомов углерода и по меньшей мере одну тройную связь. Алкинильная группа может быть с прямой цепью или разветвленная. Также алкинильная группа может быть замещена одним или несколькими заместителями. Пригодными заместителями являются уже вышеуказанные алкильные заместители.
Другими пригодными заместителями для алифатических групп являются арильные группы, аралкильные группы или циклоалифатические группы. Термин арил относится к моноциклическим группам, как, например, фенил, бициклическим группам, как, например, инденил, нафталенил, трициклическим группам, как, например, флуоренил или конденсированная с бензольным кольцом группа с тремя кольцами. Также арил может быть замещен одним или несколькими заместителями. Пригодными заместителями являются уже вышеуказанные алкильные заместители.
Аралкил относится к алкильной группе, которая замещена арильной группой. Термин "циклоалифатический" обозначает насыщенные или частично ненасыщенные моноциклические, бициклические или трицеклические углеводородные кольца, которые соединены одинарной связью остатком молекулы. Циклоалифатические кольца представляют собой 3-8-членные моноциклические кольца и 8-12-членные бициклические кольца. Циклоалифатическая группа включает циклоалкильную группу и циклоалкенильные группы. Также аралкил может быть замещен одним или несколькими заместителями. Пригодными заместителями являются уже вышеуказанные алкильные заместители.
Другими пригодными заместителями для алифатических групп являются вышеуказанные заместители, в которых один или несколько атомов углерода заменены на гетероатомы.
Особенно предпочтительным согласно изобретению является использование сложных эфиров фосфорной кислоты.
Особенно пригодны этилфосфаты, в особенности моноэтилфосфат и/или диэтилфосфат. Превосходно пригоден продукт AD ACID VP 1225/1 фирмы Kebo Chemie.
Соответствующий изобретению способ делает возможным использование фосфатного раствора свободного от хрома (VI). Естественно фосфатный раствор может тем не менее содержать хром. Предпочтительно однако, использование фосфатного раствора с содержанием шестивалентного хрома меньше, чем 0,2 весовых %, предпочтительно меньше чем 0,1 весовых % и особенно предпочтительно меньше, чем 0,01 весовых %.
Фосфатный раствор может дополнительно содержать ингибитор (В) травления, и/или смачивающее средство (С). В результате использования ингибиторов (В) травления и смачивающих средств (С) можно дополнительно улучшить свойства текстурированной электротехнической полосовой стали, изготовленной способом, соответствующим изобретению.
Добавки, которые относятся к группе B, представляют собой ингибиторы травления. Под термином ингибиторы травления понимаются добавки, которые так влияют на химическое взаимодействие фосфатного раствора с поверхностью полосовой стали, что никакое или минимальное количество железа растворяется. За счет использования ингибиторов травления не допускается загрязнение фосфатного раствора ионами железа, и фосфатный раствор имеет свойства, постоянные в течение длительного времени. Этот подход предпочтителен, поскольку насыщение фосфатного раствора железом уменьшает химическую стойкость фосфатного слоя на электротехнической полосовой стали. Особенно предпочтительным является использование ингибиторов травления в коллоидной системе, которая используется согласно изобретению, так, как золь/гель переход сильно зависит от инородных ионов. Вследствие добавления ингибиторов травления может быть значительно улучшена стабильность коллоидной системы.
Согласно изобретению, в качестве ингибитора (B) могут использоваться различные добавки при условии, что они устойчивы в кислотных растворах. Кроме того, предпочтительно, когда ингибитор травления не влияет вредно на качество нанесенного фосфатного слоя. Также преимуществом является, если ингибитор травления имеет по возможности минимальную токсичность. В принципе используемые ингибиторы травления должны быть адаптированы к используемому фосфатному раствору. Кроме того, используемые ингибиторы травления не должны негативно влиять на стабильность коллоидных компонентов. Кроме того, используемый ингибитор травления не должен взаимодействовать с другими добавками в фосфатном растворе таким образом, чтобы препятствовать добавкам в их индивидуальных действиях.
Практические опыты показали, что производные тиомочевины, C2-10-алкинолы, производные триазина, тиогликолевые кислоты, C1-4-алкиламины, гидроки-C2-8-тиокарбоновая кислота и/или полигликолевые эфиры жирных спиртов, являются особенно эффективными ингибиторами травления.
Под ингибиторами травления в виде производных тиомочевины понимаются соответствующие изобретению ингибиторы травлении, которые имеют структуру тиомочевины в качестве основы. От 1 до 4 атомов водорода тиомочевины могут быть замещены на подходящие заместители. Согласно изобретению особенно подходящими заместителями являются алифатические группы, как они уже ранее были определены.
Другими пригодными заместителями на атомах азота основной структуры тиомочевины являются арильные группы, аралкильные группы или циклоалифатические группы, как они ранее были определены.
Согласно изобретению особенно предпочтительной производной тиомочевины является C1-6-диалкилтиомочевина, предпочтительно C1-4-диалкилтиомочевина. Предпочтительно алкильные заместители сами не замещены. Особенно предпочтительно использование диэтилтиомочевины (DETH), в частности 1,3-диэтил-2-тиомочевины. Особенно пригоден продукт Ferropas 7578 фирмы Alufinish.
Согласно изобретению также особенно пригодными ингибиторами травления являются C2-10-алкинолы, в частности C2-6-алкиндиолы, причем алкин имеет ранее указанное значение. В соответствии с изобретением особенно пригодные C2-6-алкиндиолы имеют алкинные заместители, которые сами на замещены и имеют двойную связь. Согласно изобретению еще предпочтительнее бутин-1,4-диол, особенно бут-2-ин-1,4-диол и проп-2-ин-1-ол.
Согласно изобретению также очень хорошими ингибиторами травления являются производные триазина. Под ингибитором травления в виде производной триазина понимается согласно изобретению ингибитор травления, который содержит основную структуру триазина. В пригодных согласно изобретению производных триазина один или несколько атомов водорода основной структуры триазина могут быть замещены на подходящий заместитель. Пригодными заместителями являются уже выше названные для алкильных заместителей.
Кроме того, согласно изобретению, особенно пригодными ингибиторами травления являются полигликолевые простые эфиры жирных спиртов. Под полигликолевым простым эфиром жирных спиртов согласно изобретению понимается продукт реакции жирного спирта с избытком этиленоксида. Согласно изобретению пригодный жирный спирт имеет от 6 до 30, предпочтительно от 8 до 15 атомов углерода. Содержание этиленоксидных групп в полигликолевом простом эфире предпочтительно достаточно высоко, чтобы сделать полигликолевый простой эфир жирного спирта водорастворимым. Таким образом предпочтительно должно иметься, по меньшей мере, так много O-CH2-CH2-групп в молекуле, сколько атомов углерода в спирте. Альтернативно водорастворимость может быть достигнута также за счет соответствующего замещения, как, например, этерификация с серной кислотой и переводом сложного эфира в натриевую соль. В принципе, атомы водорода в полигликолевом простом эфире жирного спирта могут быть замещены соответствующими заместителями. Пригодными заместителями являются уже выше названные заместители для алкильных групп.
Кроме того, отлично подходят для использования в качестве ингибитора травления тиогликолевая кислота и гексаметилентетрамин.
Добавки группы C представляют собой смачивающие средства. Согласно изобретению, могут использоваться различные смачивающие средства, при условии, что они устойчивы в кислотных растворах. Кроме того, достоинством является, если смачивающее средство не влияет вредно на качество фосфатного слоя. Также преимуществом является, если смачивающее средство имеет по возможности минимальную токсичность. Кроме того, используемое смачивающее средство не должно негативно влиять на стабильность коллоидных компонентов. Также, используемое смачивающее средство не должно взаимодействовать с другими добавками в фосфатном растворе так, чтобы припятствовать добавкам в их индивидуальных действиях.
Использование смачивающих средств в соответствующем изобретению способе ведет к тому, что улучшается нанесение фосфатного раствора на поверхность полосовой стали. Кроме того, повышается равномерность фосфатного слоя. Практические опыты показали, что в качестве смачивающего средства отлично пригодны фторсодержащие ПАВы. Преимущество фторсодержащих ПАВов состоит в том, что они стабильно применимы в различнейших фосфатных растворах, даже в фосфатных растворах, содержащих Cr (VI). Для соответствующего изобретению способу пригодны, как добавка, различные фторсодержащие ПАВы. Под термином "фторсодержащий ПАВ" согласно изобретению понимается ПАВ, который в качестве гидрофобной группы содержит перфторалкильный остаток, причем алкил имеет выше определенное значение. Фторсодержащие ПАВ характеризуются по сравнению с не содержащими фтор ПАВ тем, что они уже в очень малой концентрации вызывают отчетливое уменьшение поверхностного натяжения воды. Кроме того, фторсодержащие ПАВ обладают высокой химической и термической стабильностью. В качестве поверхностно-активных компонентов фторсодержащих ПАВ, согласно изобретению, которые предпочтительно могут быть использованы в изобретении, могут включать различные ПАВ, при условии, что они устойчивы в кислотных растворах. Также достоинством является, если фторсодержащие ПАВ не мешают стабильности коллоидного раствора и не влияют вредно на качество фосфатного слоя. Кроме того, преимуществом является, если фторсодержащие ПАВ имеют по возможности минимальную токсичность.
Практические опыты показали, что перфтор-C5-10-алкилсульфонаты C1-4-тетраалкиламмоний являются, согласно изобретению, особенно пригодными фторсодержащими ПАВ. Особенно пригодным смачивающим средством является продукт NC 709 фирмы Schwenk, который содержит перфтороктансульфонат тетраалкиламмония. Количества, в которых в фосфатном растворе содержатся различные добавки A-C, могут варьироваться в широких пределах. Практические опыты показали, что особенно хорошие результаты достигаются, когда стабилизатор (А) коллоида используется в количестве от 0,001 до 20 весовых %, предпочтительно в количестве от 0,01 до 10 весовых % и особенно в количестве от 0,1 до 2 весовых %. Ингибитор травления (В) целесообразно использовать в количестве от 0,001 до 10 весовых %, предпочтительно в количестве от 0,005 до 1 весовых %, и особенно в количестве от 0,01 до 0,08 весовых %. Смачивающее средство (С) целесообразно использовать в количестве от 0,0001 до 5 весовых %, предпочтительно в количестве от 0,001 до 1 весовых %, и особенно в количестве от 0,01 до 0,1 весовых %, в каждом случае относительно общего веса фосфатного раствора.
Фосфатный раствор, соответствующий изобретению, может содержать различнейшие фосфаты. Так фосфатный раствор, например, может содержать фосфат кальция, фосфат магния, фосфат марганца и/или их смесь. Вследствие их хорошей растворимости в воде особенно предпочтительны, согласно изобретению, первичные фосфаты (монозамещенные фосфаты). Особенно хорошие результаты получены с фосфатным раствором, который содержит фосфат алюминия и/или фосфат магния. Особенно предпочтительны фосфатные растворы, которые содержат Al(H2PO4)3, особенно в количестве от 40 до 60 весовых %.
Если используется фосфатный раствор, который в качестве фосфата содержит Al(H2PO4)3 и SiO2 (золь диоксида кремния) в качестве коллоидных компонентов, то имеют место как особенно пригодные следующие соотношения количеств:
0,5
0,7
Al(H2PO4)3:SiO2=1,36.
Основой для фосфатного раствора предпочтительно является вода; однако, само собой разумеется, что также могут использоваться и другие растворители, если они имеют реакционноспособность и полярность схожую с водой.
Согласно изобретению, концентрация фосфатов в фосфатном растворе предпочтительно составляет от 5 до 90 весовых %, еще предпочтительнее от 30 до 70 весовых % и особенно от 40 до 60 весовых %.
На практике показано, что фосфатирование обжигом в рамках отжига для снятия напряжения особенно пригодно для создания фосфатного слоя на электротехнической полосовой стали. При фосфатировании обжигом, прежде всего, наносится фосфатный раствор на полосу стали и затем подвергается обжигу при температуре свыше 700°C, предпочтительно более чем 800°C, в особенности около 850°C. Особенно пригоден обжиг в печи непрерывного действия.
Как уже было рассмотрено выше, фосфатный раствор содержит коллоидные компоненты. Эта форма осуществления предпочтительна, поскольку посредством коллоидных компонентов при высыхании фосфатного слоя напряжение при растяжении может передаваться на электротехническую полосовую сталь. Напряжение при растяжении ведет к существенному уменьшению потерь при перемагничивании при использовании электротехнической полосовой стали. Кроме того, может быть минимизирована деформация магнитного материала и при этом появление нарастания шума при использовании в трансформаторах.
Особенно пригодным коллоидным компонентом является коллоидный диоксид кремния. Применительно к стабильности коллоидной системы, наряду с использованием стабилизатора коллоида, важен водородный показатель pH фосфатного раствора. Чтобы повысить стабильность фосфатного раствора перед сушкой, особенно предпочтительно поддерживать водородный показатель pH около <3, предпочтительно от 0,5 до 1.
Дополнительное повышение напряжения при растяжении на электротехнической полосовой стали может достигаться благодаря тому, что между фосфатным слоем и электротехнической полосовой сталью наносится стеклянная пленка. Под стеклянной пленкой понимается согласно изобретению подобный керамике слой, который предпочтительно преобладающе содержит Mg2SiO4, а также включенные сульфиды. Стеклянную пленку предпочтительно получают известным образом в процессе высокого отжига оксида магния и оксида кремния.
Фосфатный слой и используемая при необходимости стеклянная пленка могут размещаться на верхней и/или нижней стороне электротехнической полосовой стали. Предпочтительно фосфатный слой и стеклянная пленка размещены на верхней и нижней сторонах электротехнической полосовой стали.
Соответствующая изобретению текстурированная электротехническая полосовая сталь пригодна для различных применений. Особенно подчеркнутое применение соответствующей изобретению текстурированной электротехнической полосовой стали представляет собой применение в качестве материала сердечника в трансформаторе.
Далее изобретение будет рассмотрено подробнее посредством нескольких примеров осуществления изобретения.
Пример 1: Воздействие нитрата хрома в фосфатном растворе на химическое взаимодействие
Следующие фосфатные растворы подготовлены.
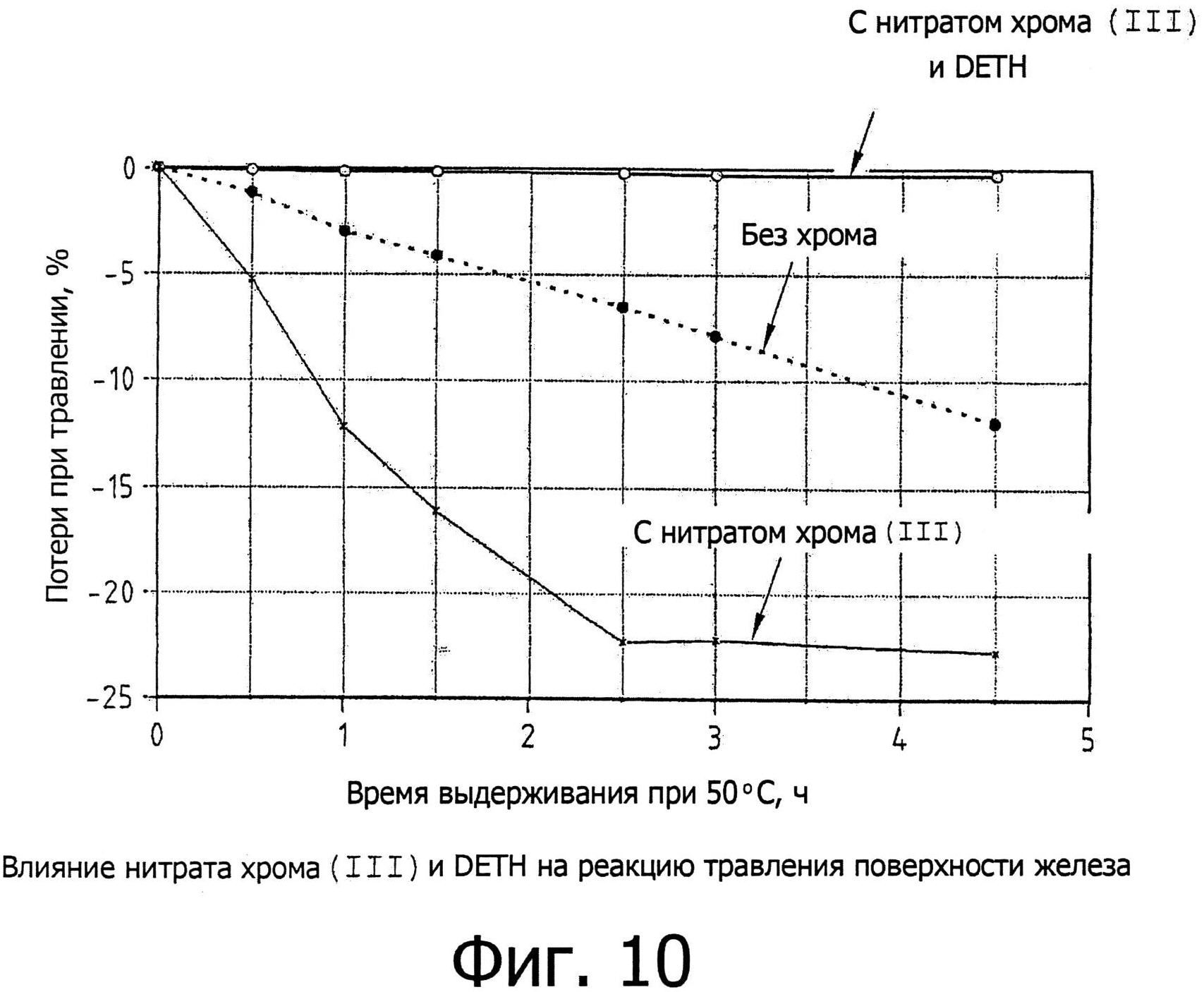
Смесь фосфат/кремниевый золь без Cr (VI) и без ингибитора травления согласно WO 2009/101129 показывает четко выраженное взаимодействие со свободными поверхностями железа. За счет добавки нитрата хрома (III) также достигается заметно усиленное взаимодействие. Комбинация добавок нитрата хрома (III) и диэтилтиомочевины (DETH) ведет к отчетливому ингибированию химического взаимодействия.
Ингибирование химического взаимодействия обеспечивает возможность использования промышленных устройств нанесения покрытий, поскольку предотвращается загрязнение фосфатного раствора ионами железа.
Фиг.10 иллюстрирует воздействие нитрата хрома (III) и DETH на реакцию травления с поверхностями железа.
Пример 2: Воздействие нитрата хрома в изолирующем растворе согласно изобретению на стабильность коллоида
Для очевидности преимуществ согласно настоящему изобретению приготовлены следующие растворы.
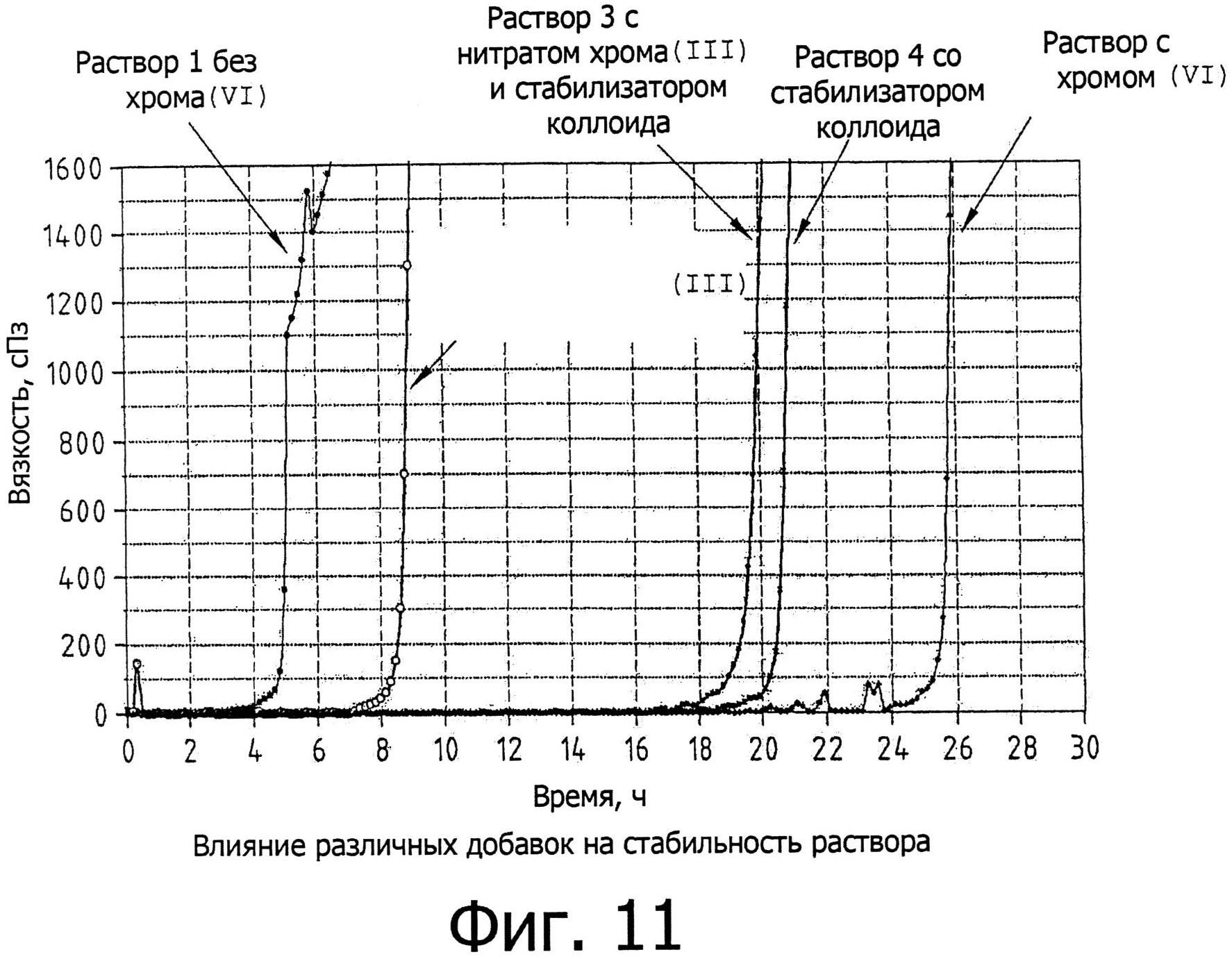
Изолирующие растворы подвергают измерению развития вязкости во времени при 50°С. Фиг.11 показывает результаты.
Изолирующий раствор с хромом (VI) показывает очень хорошую стабильность раствора. Исключение соединения хрома (IV) без замены на что-то иное (Раствор 1) ведет к ощутимому ухудшению стабильности раствора, что делает невозможным применение в промышленных масштабах. Замена хрома (VI) на хром (III) также ведет к ухудшению стабильности раствора. Такие растворы также мало пригодны для практики, как и раствор 1. Однако если хром (III) используют в растворе, который содержит стабилизатор (А) коллоида, стабильность раствора сохраняется. Такие растворы пригодны для промышленного производства.
Пример 3: Воздействие нитрата хрома в фосфатном растворе на напряжение при растяжении
За счет подвергнутого отжигу изолирующего слоя на ферромагнитный основной материал должно быть передано напряжение при растяжении, которое должно положительно влиять на доменную структуру и при этом снижать потери перемагничивания.
Для демонстрации преимуществ согласно настоящему изобретению приготовлены следующие растворы.
Растворы наносятся на образцы текстурированной электротехнической полосовой стали размером 305 мм*60 мм и подвергаются обжигу при 850°C две минуты. Нанесение слоя в обожженном состоянии составляет во всех случаях 3,5 г/м2. По окончании проводится тест на напряжение при растяжении. Фиг.12 обобщает результаты.
Пример 4: Воздействие нитрата хрома (III) в фосфатном растворе на внешний вид слоя
Следующие фосфатные растворы подготовлены.
Растворы наносили на образцы текстурированной электротехнической полосовой стали со стеклянной пленкой и около 2 минут обжигали при 850°C. После этого оценивали внешний вид слоя (см. Фиг.13).
Внешний вид слоя изоляции, соответствующей изобретению, отчетливо показывает больше блеска, чем изоляция согласно WO 2009/101129. Внешний вид слоя изоляции, соответствующей изобретению, не отличается от внешнего вида изоляции, полученной при использовании шестивалентного хрома (VI).
Пример 5: Воздействие ацетата хрома в фосфатном растворе на напряжение при растяжении
За счет подвергнутого обжигу изолирующего слоя на ферромагнитный основной материал должно быть передано напряжение при растяжении, которое должно положительно влиять на доменную структуру и при этом снижать потери перемагничивания.
Для демонстрации преимуществ фосфатного раствора, используемого в способе, согласно изобретению, подготовлены следующие растворы.
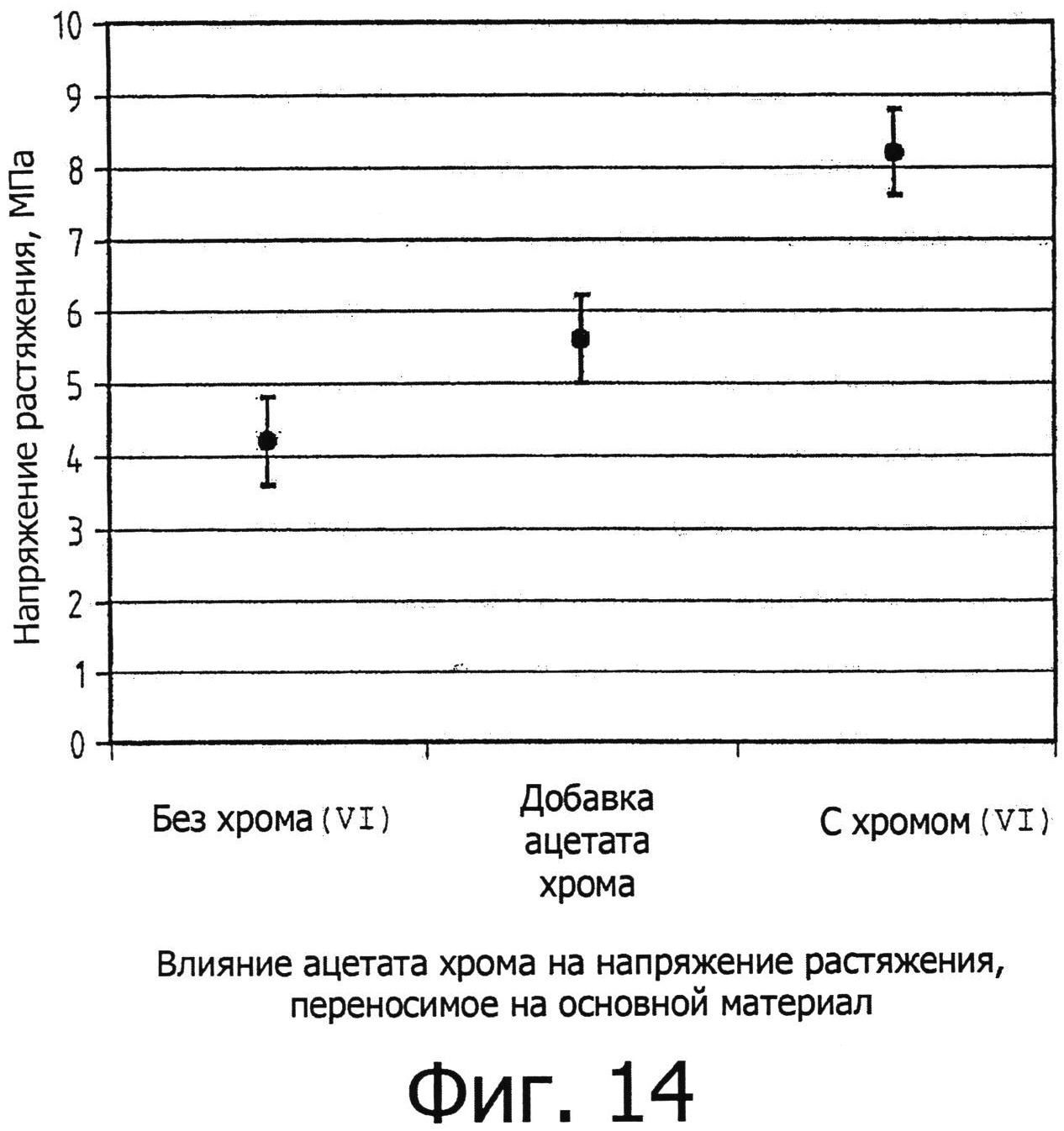
Растворы наносили на образцы текстурированной электротехнической полосовой стали размером 305 мм*60 мм и подвергали обжигу при 850°C две минуты. Нанесение слоя в обожженном состоянии составляет во всех случаях 3,5 г/м2. После этого проводили тест на напряжение при растяжении. Фиг.14 обобщает результаты.
Использование ацетата хрома (III) позитивно влияет на напряжение при растяжении, переданное на основной материал по сравнению с изоляцией, не содержащей хром, однако воздействие отчетливо менее сильно выражено, чем при использовании хрома (VI).
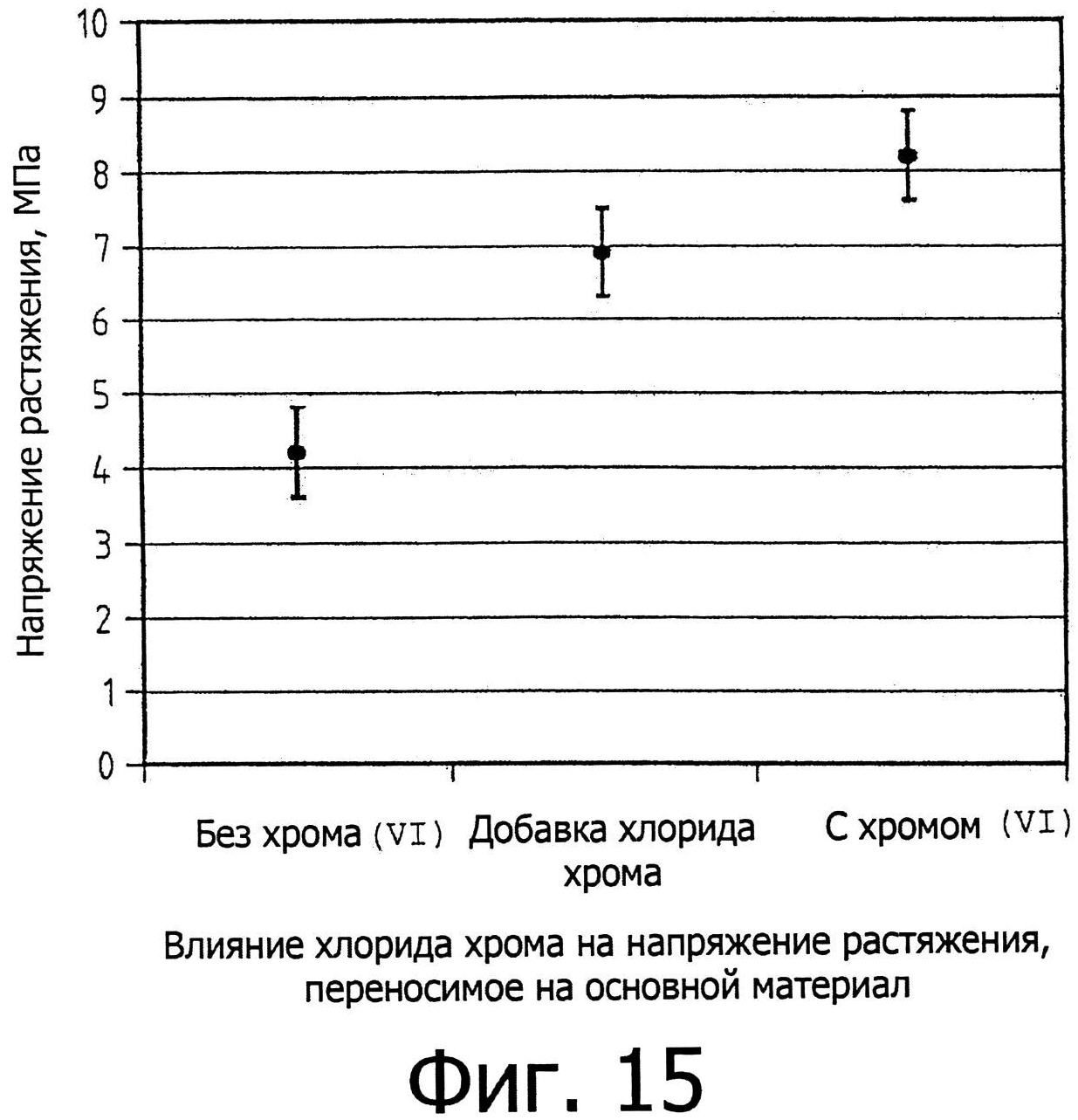
Пример 6: Воздействие хлорида хрома в изолирующем растворе согласно изобретению на напряжение при растяжении
Для демонстрации преимуществ фосфатного раствора, используемого в способе, согласно изобретению, подготовлены следующие растворы.
Растворы наносили на образцы текстурированной электротехнической полосовой стали размером 305 мм*60 мм и обжигали при 850°C две минуты. Нанесение слоя в обожженном состоянии составляет во всех случаях 3,5 г/м2. После этого проводили тест на напряжение при растяжении. Фиг.15 обобщает результаты.
Хлорид хрома (III) оказывает, очевидно, подобное воздействие на внешний вид слоя, как нитрат хрома (III) и шестивалентный хром (VI) (см. Фиг.16). Однако при использовании хлорида хрома (III) встречаются значительные дефекты слоя, которые, вероятно, могут быть приписаны кислотному остатку упомянутой соли. Итак, хлорид хрома (III) может применяться для достижения цели. Предпочтительно при этом специально подбирается общая система раствора (вид ингибитора травления и т.д.).
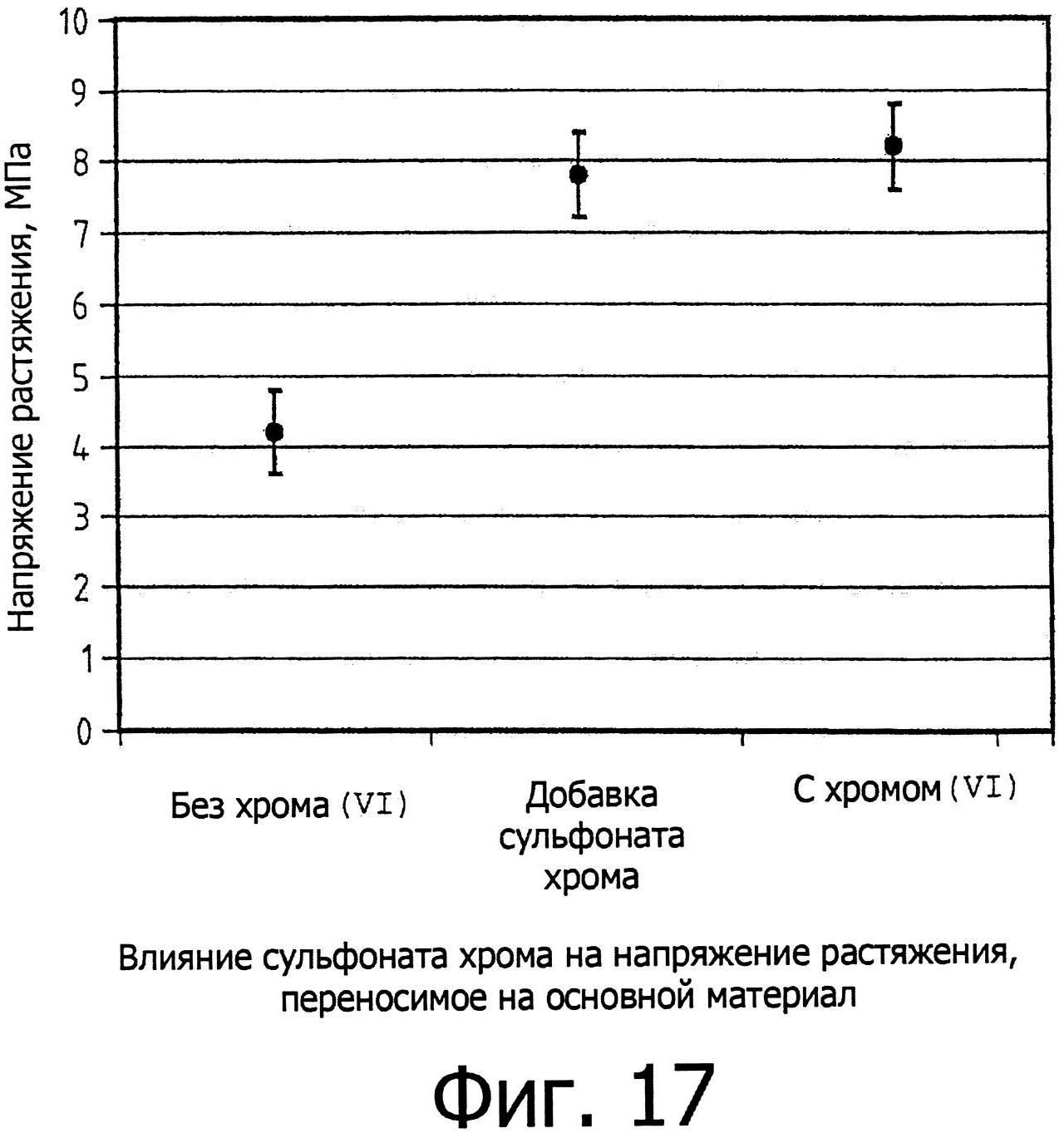
Пример 7: Воздействие сульфоната хрома (III) в фосфатном растворе на напряжение при растяжении
Для демонстрации преимуществ фосфатного раствора, используемого согласно способу по изобретению, подготовлены следующие растворы.
Растворы наносили на образцы текстурированной электротехнической полосовой стали размером 305 мм 5*60 мм и обжигали две минуты при температуре 850°C. Нанесение слоя в обожженном состоянии составляет во всех случаях 3,5 г/м2. После этого проводили тест на напряжение при растяжении. Фиг.17 обобщает результаты.
Реферат
Изобретение относится к нанесению на текстурированную электротехническую полосовую сталь слоя фосфатного покрытия. В способе на электротехническую полосовую сталь наносят фосфатный раствор, содержащий по меньшей мере одно соединение хрома (III), коллоидный компонент и по меньшей мере один сложный эфир фосфорной кислоты в качестве стабилизатора (А) коллоида и/или по меньшей мере один ингибитор (В) травления, выбранный из производного тиомочевины, С-алкинола, производного триазина, тиогликолевой кислоты, С-алкиламина, гедрокси-С-тиокарбоновой кислоты и/или полигликолевого эфира жирного спирта, в частности диэтилтиомочевины, проп-2-ин-1-ола, бутин-1,4-диола, тиогликолевой кислоты, и/или гексаметилентетрамина, причем используют фосфатный раствор, содержание шестивалентного хрома в котором меньше, чем 0,2 вес. %. Изобретение позволяет получить на текстурированной электротехнической полосовой стали фосфатный слой, обладающий свойствами, идентичными свойствам хром (VI)-содержащего изоляционного покрытия, и имеющий улучшенные оптические свойства и повышенное напряжение при растяжении. 3 н. и 10 з.п. ф-лы, 17 ил., 10 табл., 7 пр.
Комментарии