Элемент модульной системы строительных лесов - RU126278U1
Код документа: RU126278U1
Чертежи

Описание
Модульная система строительных лесов содержит, в частности, стойки, прогоны и раскосы. Обычно, эти элементы изготовлены из стали. Стойка может содержать удлиненную трубу, имеющую на первом конце вставной конец и имеющую на противоположном, втором конце охватывающий конец. Таким образом, различные стойки могут соединяться вместе или «размещаться последовательно» для образования опор, которые в случае строительных лесов в собранном состоянии, проходят в, по существу, вертикальном направлении. Каждая из стоек может с помощью, например, сварного соединения быть установлена вдоль окружности с одной или более соединительными муфтами или фланцами, так что опора, собранная из стоек, содержит такие соединительные муфты по всей своей длине/высоте при фиксированных взаимных расстояниях (например, 0,5 м). Каждая из соединительных муфт может выполнять функцию в качестве точки соединения или узла для прогонов и раскосов. Для этой целью прогоны и раскосы могут содержать на своих соответствующих концах соединительную головку, которая предназначена для зацепления с соединительной муфтой, и которая способна неподвижно закрепляться на ней с помощью клина, который может приводиться в движение, как через соединительную головку, так и отверстие для клина, образованное в соединительной муфте. Клин предпочтительно соединен без возможности съема с соединительной головкой для обеспечения быстрой сборки строительных лесов и предотвращения выпадения клина.
Прогон может содержать удлиненную трубу, содержащую соединительную головку на своих обоих концах. Как труба, так и соединительные головки могут быть стальными изделиями. В настоящее время сборка прогона из трубы и соединительных головок выполнена посредством сварки необработанных, так называемых «сырых» соединительных головок с также необработанной трубой и, затем, горячего цинкования погружением в горячий расплав прогона как внутри, так и снаружи. В случае горячего цинкования погружением в горячий расплав прогон погружают на некоторое время в ванну с жидким цинком при температуре приблизительно 450ºC. В результате, на прогоне слои цинкового сплава образуют и, непосредственно на наружной стороне, слой чистого цинка, причем слои защищают прогоны от коррозии. Недостатком горячего цинкования погружением в горячий расплав является то, что на изделии, удаленном из цинковой ванны, могут образовываться капли и другие остатки стекающей капельной жидкости. После горячего цинкования погружением в горячий расплав прогон может быть очищен от этих цинковых остатков для удаления, в частности, острых точек/кромок с прогона и предотвращения цинковых остатков, обуславливающих проблемы, связанные с допуском или установкой при сборке лесов. Кроме того, после удаления остатков цинка для завершения прогона в каждую из соединительных головок устанавливают клин.
Как горячее цинкование погружением в горячий расплав прогона, включающее в себя необходимый после этого этап удаления остатков цинка, так и установка клиньев на иначе завершенные прогоны являются относительно трудоемкими и, следовательно, дорогостоящими.
Задачей настоящей полезной модели является создание элемента модульной системы строительных лесов, такого как, например, прогон, изготовление которого является менее трудоемким, и, следовательно, менее дорогостоящим.
Поставленная задача решается за счет создания элемента модульной системы строительных лесов, содержащего, по меньшей мере, частично оцинкованную трубу, имеющую первый и второй концы, и, по меньшей мере, частично оцинкованную первую соединительную головку, которая предназначена для соединения с первым концом трубы. Если необходимо, с участков трубы и первой соединительной головки, где будет обеспечен сварной шов для взаимного соединения первого конца трубы и первой соединительной головки удаляют цинк. Элемент также включает сварной шов, который соединяет первый конец трубы с первой соединительной головкой. Сварной шов определяет внутреннюю поверхность сварного шва и наружную поверхность сварного шва, причем внутренняя поверхность сварного шва расположена близко к трубе и/или соединительной головке, причем наружная поверхность сварного шва расположена близко к внешней окружающей среде трубы и соединительной головки. Элемент также включает в себя покрытие наружной поверхности сварного шва защитным слоем, так что наружная поверхность сварного шва защищена от внешней окружающей среды.
Изготовление элемента в соответствии с настоящей полезной моделью также основано на принципе сборки элемента, не из необработанных, а из предварительно оцинкованных частей. Предварительное цинкование трубы и первой соединительной головки может осуществляться известным до сих пор, по сравнению с горячим цинкованием погружением в горячий расплав, более экономичным способом. Например, труба может быть выполнена из плоской стальной пластины, причем стальная пластина была предварительно, когда она все еще была отмотанной частью рулона полосового металла, направлена в ванну с жидким цинком в так называемом непрерывном процессе непрерывного цинкования или цинкования способом Сензимира. Цинковые слои, нанесенные с помощью этого способа, почти не имеют остатков капель, если и есть, то очень мало, и, кроме того, имеют соответствующую однородность. Первая соединительная головка может быть обеспечена с помощью, например, центробежного цинкования равномерным защитным цинковым слоем, имеющим равномерную толщину. То, что цинковые слои, нанесенные во время непрерывного и центробежного цинкования, имеют равномерную толщину, является дополнительным преимуществом по сравнению с горячим цинкованием погружением в горячий расплав. Дело в том, что цинковый защитный слой, нанесенный с помощью горячего цинкования погружением в горячий расплав, часто является не однородным, так что может оказаться, что контактные поверхности прогона покрыты избыточным количеством (по сравнению с относительно мягкой сталью) цинка. Это может негативно сказаться на работе прогона в собранных строительных лесах. Посредством использования упомянутых альтернативных способов цинкования, общая стоимость элемента по сравнению с известным способом, основанном на горячем цинковании погружением в горячий расплав, может быть уменьшена приблизительно на половину, в то время как качество готового изделия (особенно однородность цинкового защитного слоя) может быть повышено.
Предпочтительно перед сваркой соединительная головка содержит клин.
Препятствием для установки клина в соединительной головке перед сваркой является то, что почти законченным, следовательно, относительно тяжелым и громоздким элементом приходится манипулировать в целом с целью закрепления клина. Вместо этого, в соответствии с предложенным способом необходимо манипулировать только относительно небольшой первой соединительной головкой, например, посредством доставки ее в местоположение установки клина, где клин может быть закреплен. Должно быть понятно, что, таким образом, затраты сэкономлены.
При сварке трубы и первой соединительной головки образуется сварной шов, который соединяет две части. Сварной шов содержит внутреннюю поверхность сварного шва и наружную поверхность сварного шва. Внутренняя поверхность сварного шва обычно может быть частью (поверхностью) сварного шва, которая расположена на стороне сварного шва, удаленной от внешней окружающей среды и, таким образом, является близкой к тубе и/или соединительной головке. Наружная поверхность сварного шва обычно может быть частью (поверхностью) сварного шва, расположенной на стороне сварного шва, близкой к внешней окружающей среде, и которая, если не покрыта дополнительным защитным слоем на своей поверхности, находится в непосредственном контакте с наружной окружающей средой. После сварки наружная поверхность сварного шва может просто и быстро быть обработана/покрыта, например, посредством напыления на нее слоя жидкого цинка при высокой температуре. В результате, нанесен защитный слой, который предотвращает сварной шов на его наружной стороне от коррозии. После охлаждения напыленного цинка, элемент в принципе готов для использования. Не нужно удалять остатки, не требуется окончательная обработка, например, посредством обеспечения соединительных головок клиньями.
Проблема, которая возникает при изготовлении элемента в соответствии с настоящей полезной моделью, состоит в том, что внутренняя поверхность сварного шва между трубой и первой соединительной головкой может быть недостаточно защищена от коррозии. Как упомянуто, наружная сторона сварного шва может быть покрыта просто и быстро, например, посредством напыления или иным образом нанесения слоя защитного цинка. Но в отличие от наружной стороны сварного шва его внутренняя сторона обычно почти не доступна. Это вызвано, с одной стороны, тем, что соединительная головка обычно обеспечивает доступ к внутренней части трубы только через узкое отверстие, и, с другой стороны, тем, что как правило, часть соединительной головки вмещена во внутренней части трубы. Так как обычно сварной шов образован на самой дальней кромке на конце тубы, часть соединительной головки, вмещенная в трубу, фактически блокирует механический или инструментальный доступ к внутренней стороне сварного шва. В сочетании с ранее упомянутыми узкими отверстиями на внутренней стороне трубы это делает обработку внутренней сторону сварного шва особенно сложной. Следует учитывать, что обычно используемый способ обработки внутренней стороны сварного шва, т.е., горячее цинкование погружением в горячий расплав, будет исключать преимущества предложенного способа, по меньшей мере, частично. Мало того, что уже оцинкованные части должны быть повторно оцинкованы, горячее цинкование погружением в горячий расплав снова повлечет за собой трудоемкую обработку. Первый недостаток также распространяется на многие другие традиционные обработки поверхности.
Предпочтительно, внутренняя поверхность сварного шва защищена от воздуха, поступающего из внешней окружающей среды, без дополнительной обработки поверхности.
Здесь под «дополнительной обработкой поверхности» понимают включение, в частности, обработок поверхности, таких как, например, цинкование, горячее цинкование погружением в горячий расплав, напыление защитного металлического слоя, напыление порошка, диффузионное цинкование, окрашивание и другие виды покрытия или нанесения защитного слоя, которые осуществляются после формирования сварного шва на поверхности трубы и/или первой соединительной головки. Защита может быть осуществлена различными способами.
В одном варианте осуществления полезной модели одно из первого конца трубы или первой соединительной головки имеет внутреннюю периферийную кромку, в то время как другое из первого конца трубы или первой соединительной головки имеет наружную периферийную кромку, предназначенную для взаимодействия с внутренней периферийной кромкой.
Кроме того, перед сваркой на, по меньшей мере, одной из внутренней периферийной кромки и наружной периферийной кромки нанесен уплотняющий материал, и перед сваркой внутренняя периферийная кромка расположена напротив наружной периферийной кромки для приведения первого конца трубы и первой соединительной головки во взаимное расположение, в котором они будут соединены друг с другом посредством сварки. В упомянутом взаимном расположении местоположение, где будет образован сварной шов, находится в сообщении по текучей среде с внешней окружающей средой через канал между внутренней периферийной кромкой и наружной периферийной кромкой. Во время сварки уплотняющий материал между внутренней периферийной кромкой и наружной периферийной кромкой расплавлен, так что после сварки внутренняя периферийная кромка и внутренняя периферийная кромка взаимно соединены уплотняющим материалом, и канал между ними уплотнен уплотняющим материалом с обеспечением непроницаемости для текучей среды.
Таким образом, осуществлено то, что внутренняя сторона сварного шва уплотнена во время сварки. После сварки дополнительная обработка для защиты внутренней поверхности сварного шва больше не требуется.
В особенно преимущественном варианте осуществления настоящей полезной модели уплотняющим материалом является цинк, причем цинк уже присутствует на, по меньшей мере, одном из обеспеченной, по меньшей мере, частично оцинкованной тубе и обеспеченной, по меньшей мере, частично оцинкованной первой соединительной головки. Таким образом, отдельный этап для нанесения уплотняющего материала исключен.
В соответствии с другим усовершенствованием элемента во взаимном расположении, в котором первый конец трубы и соединительная головка будут соединены посредством сварки, внутренняя периферийная кромка и наружная периферийная кромка расположены напротив друг друга с зазором между собой в пределах 0,2-0,7 мм.
С одной стороны слишком маленький зазор может препятствовать быстрой сборке элемента и во время сварки предотвращать непрерывное прохождение расплавленного цинка в канал между внутренней периферийной кромкой и наружной кромкой. Следует принимать во внимание, что непосредственно рядом с местоположением сварки в результате тепла во время сварки цинк может гореть. Следовательно, уплотнение канала зависит от непрерывного прохождения цинка на незначительно большее расстояние от сварного шва в местоположение, где температура немного ниже. В результате хорошей теплопроводности в обычном стальном элементе температура в этом местоположении больше не будет высокой, достаточной для обеспечения свободного прохождения цинка. Следовательно, фактическое уплотнение канала должно происходить в течение относительно короткого времени, которое может быть обеспечено за счет конкретной минимальной ширины канала или зазора. С другой стороны, слишком большой зазор может препятствовать достижению уплотняющего материала, присутствующего на, по меньшей мере, одной из внутренней периферийной кромки и наружной периферийной кромки, противоположной другой периферийной кромки во время нагревания. Это может привести к ситуации, в которой канал между внутренней периферийной кромкой и наружной периферийной кромкой, ширина которого соответствует упомянутому зазору, не перекрыт и, следовательно, не уплотнен с обеспечением непроницаемости для текучей среды. Практически, зазор в пределах 0,2-0,7 мм предотвращает такие проблемы. Следует отметить, что зазор не должен быть одинаковым вдоль всех (длин) внутренней периферийной кромки и наружной периферийной кромки, также не должен находиться в упомянутом диапазоне, хотя последнее является предпочтительным. В принципе, это удовлетворяет локально, следовательно, в, по меньшей мере, одном местоположении имеется минимальный зазор 0,2 мм, хотя предпочтительно максимальный зазор между двумя периферийными кромками нигде не больше 0,7 мм.
В другом варианте осуществления способа в соответствии с настоящей полезной моделью после сварки первая соединительная головка уплотняет первый конец трубы с обеспечением непроницаемости для текучей среды.
В этом варианте осуществления первая соединительная головка используется в качестве (постоянного) уплотняющего элемента трубы. Когда на втором конце тубы также обеспечен уплотняющий элемент, предпочтительно, в виде второй соединительной головки, так что этот второй конец тоже может быть соединен со стойкой с помощью, например, соединительной муфты, тогда внутренняя сторона трубы полностью защищена от наружной окружающей среды. Следовательно, внутренние поверхности сварного шва, доступные через внутреннюю часть трубы, т.е., внутреннюю сторону (внутренние стороны) сварного шва (сварных швов), соединенные с первой и/или второй соединительной головкой, тоже защищены от окружающего воздуха элемента системы строительных лесов. В результате, ни коррозия или, по меньшей мере, ни образование коррозии не может происходить на этих внутренних поверхностях сварных швов.
Уплотнение внутренней части трубы с помощью одной или более соединительных головок может осуществляться в относительно сухой и/или бедной кислородом окружающей атмосфере, так что избыточные количества влаги и/или кислорода не захватываются во внутренней части. Богатая кислородом и/или влажная атмосфера во внутренней части трубы может привести к началу образования коррозии, в частности, на внутренних поверхностях сварных швов.
Элемент модульной системы строительных лесов, может быть выполнен в виде прогона, стойки или раскоса, который изготовлен как описано выше.
В соответствии с первым вариантом осуществления такой элемент содержит, по меньшей мере, частично оцинкованную трубу, имеющую первый конец и второй конец, и, по меньшей мере, частично оцинкованную первую соединительную головку, которая соединена с первым концом трубы, причем одно из первого конца трубы и первой соединительной головки содержит внутреннюю периферийную кромку, и другое из первого конца трубы и первой соединительной головки содержит наружную периферийную кромку, предназначенную для взаимодействия с внутренней периферийной кромкой. Элемент дополнительно содержит сварной шов, который соединяет первый конец трубы с первой соединительной головкой, причем сварной шов содержит внутреннюю поверхность сварного шва и наружную поверхность сварного шва, причем внутренняя поверхность сварного шва расположена близко к трубе и/или соединительной головке, и, причем наружная поверхность сварного шва расположена близко к наружной окружающей среде трубы и соединительной головки. Элемент дополнительно содержит защитный слой, который защищает наружную поверхность сварного шва от наружной окружающей среды, и масса уплотняющего материала, расплавленная во время формирования сварного шва и затем отвержденная, предпочтительно из цинка, которая уплотняет канал, расположенный между внутренней периферийной кромкой и внутренней периферийной кромкой с обеспечением непроницаемости для текучей среды, так что внутренняя поверхность сварного шва не находится в сообщении по текучей среде с наружной окружающей средой через канал.
В соответствии со вторым вариантом осуществления такой элемент содержит, по меньшей мере, частично оцинкованную трубу, имеющую первый конец и второй конец, и первую, по меньшей мере, частично оцинкованную соединительную головку и вторую, по меньшей мере, оцинкованную соединительную головку. Элемент также содержит первый сварной шов, который соединяет первый конец трубы с первой соединительной головкой, и второй сварной шов, который соединяет второй конец трубы со второй соединительной головкой. Кроме того, элемент содержит первый защитный слой, который защищает наружную поверхность первого сварного шва от наружной окружающей среды, и второй защитный слой, который защищает наружную поверхность второго сварного шва от наружной окружающей среды. Первая и вторая соединительные головки уплотняют внутреннюю часть трубы и, следовательно, внутренние поверхности первого и второго сварных швов, которые находятся в сообщении по текучей среде с внутренней частью трубы, от наружной окружающей среды с обеспечением непроницаемости для текучей среды.
В нижеследующем вышеупомянутые и другие признаки и преимущества настоящей полезной модели будут объяснены на основании нескольких примеров осуществления настоящей полезной модели.
Сущность полезной модели поясняется на чертежах, где:
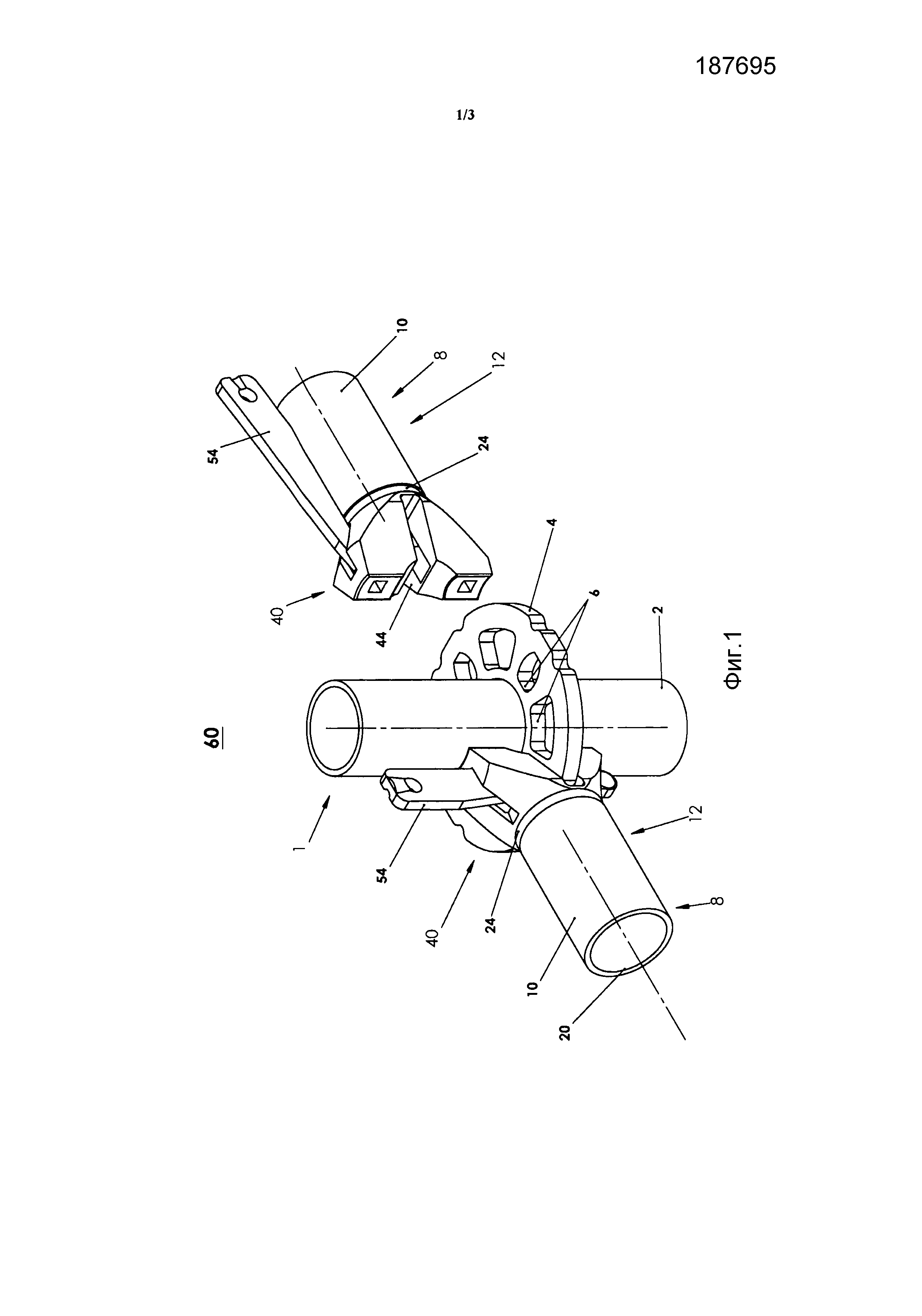
Фиг.1 - схематичный вид в перспективе узла модульной системы строительных лесов, образованного вертикальной стойкой, которая содержит соединительную муфту, с которой зацепляется прогон, содержащий соединительную головку;
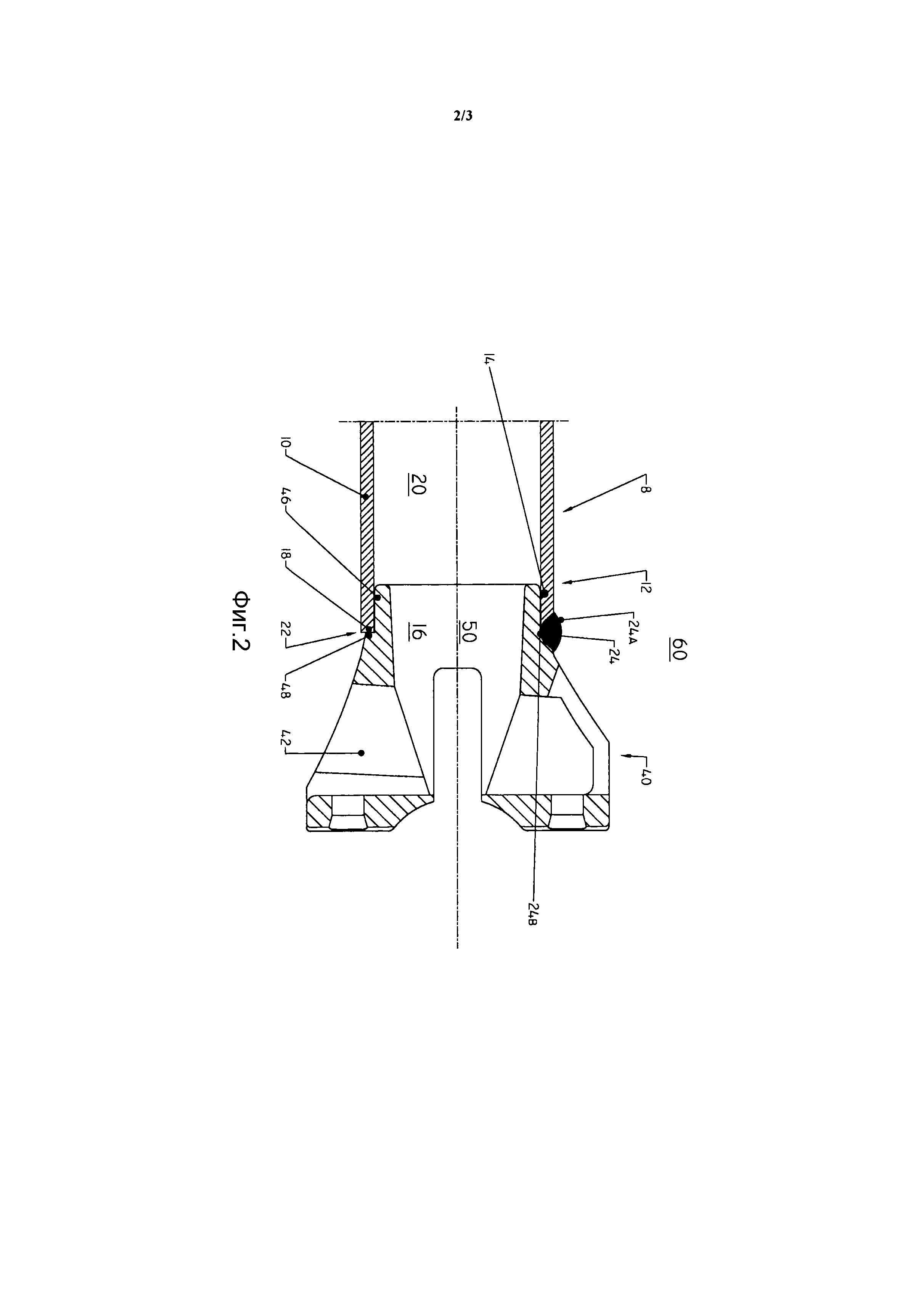
Фиг.2 - схематичный вид в продольном разрезе конца погона в соответствии с первым примером осуществления настоящей полезной модели; и
Фиг.3 - схематичный вид в продольном разрезе конца прогона в соответствии со вторым примером осуществления настоящей полезной модели.
На фиг.1 схематически изображен вид в перспективе узла 1 примера осуществления модульной системы строительных лесов, причем система строительных лесов содержит элементы, изготовляемые с помощью описанного выше способа. Узел 1 образован при помощи стойки 2 (изображенная только частично), проходящей, по существу, вертикально, причем стойка окружена соединительной муфтой или фланцем 4, который используется в качестве точки зацепления, например, с раскосами (не показаны) и прогонами (8).
Прогоны 8 содержат, что и стойка 2, полую царговую трубу 10. В случае прогонов 8 на обеих сторонах этой удлиненной трубы 10 соединительная головка 40 закреплена с помощью сварного шва 24. Такой сварной шов 24 всегда проходит вокруг трубы 10 и соединительной головки 40. Фактически изображен только один конец прогонов 8. Второй конец прогона, который расположен напротив первого конца, может быть в конструктивном отношении идентичным первому концу, и изготовлен подобным образом.
Соединительная головка 40 содержит выемку 44 для вмещения соединительной муфты для вмещения (кромки) соединительной муфты 4. Кроме того, соединительная головка 40 содержит клин 54, подвижно установленный в ней, и, по существу, вертикально ориентированный канал 42 для клина, расположенный для вмещения этого клина (см. фиг.2 и 3). При зацеплении выемки 44 для вмещения соединительной муфты с (кромкой) соединительной муфтой 4 канал 42 для клина может совмещаться в соединительной головке 40 с отверстием 6 для клина, образованным в соединительной муфте, так что клин 54, установленный в соединительной головке 40, может приводиться в действие через канал 42 для клина, а также отверстие 6 для клина в соединительной муфте 4 для закрепления соединительной головки 40 на соединительной муфте 4.
Затем, со ссылкой на фиг.2 и 3 будут описаны элемент в соответствии с настоящей полезной моделью, более конкретно, прогон 8, как показано на фиг.1, и способ его изготовления. Следует отметить, что на фиг.2 и 3 сварные швы 35 еще не образованы на наружной стороне с защитным слоем, и сварные швы изображены только на верхней части поперечных сечений для обеспечения вида на соединении между трубой 10 и соединительной головкой 40. В действительности, сварной шов предпочтительно всегда проходит вокруг продольного направления трубы 10.
Как указано, прогон 8 может состоять из удлиненной царговой трубы 10 и двух соединительных головок 40, расположенных на ее противоположных сторонах. Труба 10 может быть так называемой продольной сварной шовной трубой, которая образована посредством прокатки плоского стального листа в форму трубы и затем соединения противоположных продольных сторон друг с другом с помощью одинарного сварного шва. Соединительные головки 40 могут быть изготовлены посредством литья из стали. Труба 10, а также соединительные головки 40 могут быть оцинкованы известным способом, например, посредством цинкования по способу Сендзимира или центробежного цинкования. При желании соединительная головка 40 может быть дополнительно оснащена до или после цинкования клином 54, соединенным без возможности съема с ней (см. фиг.1; не показано на фиг.2 и 3). Труба 10 и соединительные головки 40 предназначены для соединения друг с другом для образования прогона 8. Однако, для разных вариантов осуществления настоящей полезной модели точное взаимное зацепление может отличаться с конструктивной точки зрения.
В первом варианте осуществления прогона 8, схематично проиллюстрированного на фиг.2, первый конец трубы 10 может содержать, например, внутреннюю периферийную кромку 14. В случае царговой тубы 10 эта внутренняя периферийная кромка 14 может проходить по окружности вдоль внутренней поверхности трубы и располагаться непосредственно рядом с первым отверстием 16 первого конца 12 трубы 10. Ширина внутренней периферийной кромки 14, если смотреть в продольном направлении трубы 10, обычно может составлять 2-10 мм. По выбору, внутренняя периферийная кромка 14 первого конца 12 трубы 10 может быть обработана до или после цинкования для точного формирования ее контуров, так что с точно определенным зазором наружная периферийная кромка 46 соединительной головки 40 (также обработанная) может быть вмещена в трубу 10 и может быть расположена напротив внутренней периферийной кромки 14. В случае царговой трубы 10 цилиндрическая чистовая обработка для калибровки внутренней периферийной кромки может осуществляться относительно просто. Наружная периферийная кромка 46, образованная на соединительной головке, на наружной части фартука царги, может иметь ширину, подобную внутренней периферийной кромки 14 первого конца 12 трубы 10, и контуры/наружный диаметр этой наружной периферийной кромки 46 тоже может быть откалиброван до или после цинкования. Предпочтительно, чтобы, в конечном счете, оцинкованная наружная окружность 46 могла вмещаться в трубу 10 с зазором порядка десятых миллиметра, например, 0,2-0,7 мм и расположена напротив подобной оцинкованной внутренней периферийной кромки 14.
После очистки от цинка местоположений на трубе 10 и соединительной головке 40, где будет образовано сварное соединение, в случае необходимости наружная периферийная кромка 46 соединительной головки 40 может, по существу, быть размещена напротив внутренней периферийной кромки 14 первого конца 12 трубы 10 при подготовке к сварке. Здесь, соединительная головка 40 частично вмещена во внутренней части 20 трубы 10. Местоположения, которые должны быть очищены от цинка, что касается тубы 10, обычно расположены рядом с периферийной кромкой 18, которая определяет отверстие 16 на конце трубы 10, и, что касается соединительной головки 40, обычно расположены рядом с выступом 48, который расположен вдоль и/или рядом с наружной периферийной кромкой 46, и на этом выступе 48 располагается определяющая отверстие периферийная кромка 18 трубы 10, когда соединительная головка 40 частично вмещена в трубе 10. Затем, сварной шов 24 может быть образован, предпочтительно со всех сторон, для образования конца прогона 8.
Во время сварки в местоположении 22 и рядом с ним, где формируется сварной шов, образуется тепло, которое за счет, например теплопроводности, передается в изготовляемый прогон 8, нагревает как внутреннюю периферийную кромку 14 трубы 10, так и наружную периферийную кромку 46 соединительной головки 40. Так как температура, необходимая для образования сварного шва 24 между обычной стальной трубой 10 и обычной стальной соединительной головкой 40 (>1000ºC в зависимости от типа стали), значительно выше температуры плавления цинка (приблизительно 420ºC), оцинкованная внутренняя периферийная кромка 14 и наружная периферийная кромка 46 будут нагреваться до, по меньшей мере, этой температуры плавления. Следовательно, слой цинка, расположенный на внутренней периферийной кромке 14, будет плавиться со слоем цинка, расположенным на наружной периферийной кромке 46, и образовывать расплавленную массу (цинк), которая уплотняет канал или зазор между внутренней периферийной кромкой и наружной периферийной кромкой с обеспечением воздухонепроницаемости или непроницаемости для текучей среды. Таким образом, доступ к внутренней стороне 24b сварного шва 25 изолирован от внутренней части 20 трубы, а также от наружной окружающей среды 60. При желании наружная сторона 24a сварного шва может быть изолирована за счет нанесения защитного слоя, например, посредством напыления цинка.
Во втором примере осуществления прогона 8 в соответствии с настоящей полезной моделью, схематично проиллюстрированного на фиг.3, соединительная головка 40 выполнена в виде уплотняющего элемента, который расположен на конце трубы 10. В местоположении, где в примере осуществления на фиг.1 соединительная головка 40 имеет непрерывный канал 50, который, когда соединительная головка 40 расположена на конце 12 трубы 10, обеспечивает доступ от наружной окружающей среды 60 к внутренней части 20 трубы, в соответствии со вторым примером осуществления этот канал в соединительной головке 40 изолирован с помощью перегородки 52. Предпочтительно, но необязательно, эта перегородка 52 является выполненной как одно целое частью соединительной головки 40. Следовательно, закрепление соединительной головки 40 на конце 12 трубы 10 с помощью сварного шва 24 изолирует соответствующий конец трубы от наружной окружающей среды 60. Для получения полного уплотнения внутренней части 20 трубы 10 уплотняющая соединительная головка может быть обеспечена на обоих концах трубы. В результате, приток кислорода или влаги из окружающей среды 60 прогона 8 в его внутреннюю часть 20 больше может не происходить, в результате чего во внутренней части трубы, которая также связана внутренней стороной 24b сварного шва 24, уже не возможна коррозия или, по меньшей мере, прогрессирующая коррозия.
Хотя в вышеизложенном настоящая полезная объяснена на основании нескольких примеров осуществления, следует отметить, что настоящая полезная модель не ограничивается этими примерами осуществления. Специалист в данной области техники может осуществлять различные модификации и изменения в описанных примерах осуществления без отхода от идеи и объема настоящей полезной модели, как изложено в нижеследующей формуле полезной модели. В частности, разные примеры осуществления настоящей полезной модели, описанные выше, могут сочетаться для создания новых вариантов осуществления.
Список ссылочных позиций
1 - узел модульной системы строительных лесов
2 - стойка
4 - соединительная муфта
6 - отверстие для клина в соединительной муфте
8 - прогон
10 - труба
12 - первый конец трубы
14 - внутренняя периферийная кромка
16 - отверстие в первом конце трубы
18 - определяющее отверстие периферийная кромка
20 - внутренняя часть трубы
22 - местоположение сварки
24 - сварной шов (соединение)
24a - наружная поверхность сварного шва
24b - внутренняя поверхность сварного шва
40 - первая соединительная головка
42 - канал для клина
44 - выемка для вмещения соединительной муфты
46 - наружная периферийная кромка
48 - выступ вдоль наружной периферийной кромки
50 - непрерывный канал в соединительной головке
52 - перегородка
54 - клин
60 - наружная окружающая среда прогона
Реферат
1. Элемент (8) модульной системы строительных лесов, содержащий:- по меньшей мере, частично оцинкованную трубу (10), имеющую первый конец (12) и второй конец,- по меньшей мере, частично оцинкованную первую соединительную головку (40), выполненную с возможностью соединения с первым концом (12) трубы (10),- первый сварной шов (24), соединяющий первый конец (12) трубы (10) с первой соединительной головкой (40), причем сварной шов (24) содержит внутреннюю поверхность (24b) сварного шва и наружную поверхность (24а),- защитный слой, покрывающий наружную поверхность первого сварного шва (24) и выполненный с возможностью защиты наружной поверхности первого сварного шва от окружающей среды (60).2. Элемент по п.1, в котором защитный слой, покрывающий наружную поверхность (24а) первого сварного шва (24), включает в себя термически напыленный цинк.3. Элемент по п.1, в котором первый сварной шов (24) нанесен на участки трубы (10) и первой соединительной головки (40), с которых удален цинк.4. Элемент по п.1, который является прогоном (8).5. Элемент по п.1, в котором внутренняя поверхность (24b) первого сварного шва изолирована от окружающей среды (60) без дополнительной обработки поверхности.6. Элемент по любому из пп.1-5, в котором одно из первого конца (12) трубы (10) или первой соединительной головки (40) содержит внутреннюю периферийную кромку (14), а другое из первого конца трубы или первой соединительной головки содержит наружную периферийную кромку (46), предназначенную для взаимодействия с внутренней периферийной кромкой, причем дополнительно содержит массу уплотняющего материала, расплавленную во время образования первого сварного шва (24) и затем отвержденную, которая изолируе
Формула

Комментарии