Бетонная смесь, способ получения бетонных изделий из бетонной смеси и технологическая линия для их изготовления - RU2103234C1
Код документа: RU2103234C1
Чертежи


Описание
Изобретение относится к строительству, а именно к бетонным смесям, способам получения элементов из бетонной смеси и технологическим линиям для их изготовления.
Известна бетонная смесь, содержащая следующие соотношения компонентов, в мас. %: портландцемент 21-50; кремнеземистый компонент 17-52; стабилизатор газовой дисперсии на основе неонола; модифицированный лигносульфатом натрия в соотношении 1:1 - 0,35:1,5; вода остальное.
Недостатком известной смеси является повышенное содержание газа, приводящее к пористости строительных элементов и ограниченности применения последних.
Известна бетонная смесь, пригодная для изготовления расширенного класса строительных элементов, содержащая портландцемент, песок с модулем крупности не менее 2 мм, щебень с размерами зерен 10-20 мм и воду в соотношении 1-2-3-0,5, соответственно, а также пластифицирующие воздухововлекающие добавки в количестве до 0,2% от массы цемента и краситель.
Недостатком данной смеси является невысокая пластичность и, как следствие, трудность изготовления из нее строительных элементов с ровной поверхностью.
Известен способ изготовления строительных изделий из бетонной смеси, включающий укладку бетонной смеси в стальную или деревянную формы, виброуплотнение смеси путем воздействия на нее вертикальными вибрационными колебаниями с частотой 45-50 Гц и амплитудой 0,35-0,40 мм, выдержке уплотненной смеси в формах до набора распалубочной прочности и распалубке выдержанных изделий.
Недостатком данного способа является трудность удаления пузырьков воздуха из смеси и прилипание смеси к формам, приводящие к недостаточной прочности и снижению качества строительных элементов из-за неровностей, образованных на их поверхности.
Известен способ изготовления строительных элементов, включающий укладку бетонной смеси в металлические формы, виброуплотнение смеси в формах совместным воздействием на смесь горизонтальных и вертикально направленных колебаний с одновременным прессованием, выдержку отформованных изделий до набора распалубочной прочности и распалубку последних.
Недостатком известного способа является сложность его реализации и необходимость последующей обработки поверхности готовых изделий из-за дефектов, обусловленных прилипанием смеси к формам, а также необходимость механической очистки форм после их использования.
Известна технологическая линия для изготовления бетонных изделий, включающая последовательно установленные и технологически связанные бетономешалку, формовочный пост, пост выдержки отформованных изделий в стальных или деревянных формах и распалубочную установку, соединенную по выходу отработанных форм со вторым входом формовочного поста через пост механической очистки форм от недостатков бетона.
Недостатком известной технологической линии является применение металлических и деревянных форм, наличие поста механической очистки форм от остатков бетона, приводящие к необходимости дополнительной доводки поверхности бетонных изделий после их распалубки, затруднению технологии их производства и увеличению энергозатрат на производство бетонных изделий.
Задача изобретения - создание бетонной смеси, способа получения из нее строительных изделий и технологической линии для их изготовления, позволяющих повысить качество, долговечность изделий и упростить технологию их изготовления.
Это достигается тем, что бетонная смесь,
содержащая портландцемент, песок с модулем крупности не
менее 2 мм, наполнитель в виде щебня,
краситель и
поверхностно-активную добавку согласно изобретению бетонная смесь содержит следующее
соотношение компонентов, мас.%:
Портландцемент
- 15-23
Песок - 20-30
Наполнитель
- 47-48
Краситель - 0,7-1,1
Поверхностно-активная добавка - 0,04-0,
06
Вода - Остальное,
при этом размер зерен
щебня соответствует 3-10 мм.
Желательно в качестве наполнителя использовать щебень из естественного камня или гравия, а в качестве поверхностноактивной добавки - гидрофобизирующую жидкость на основе кремнеорганических соединений.
Кроме того, целесообразно в качестве красителя использовать редоксаид, сурик железный или железоокисный пигмент для получения красного цвета. Для желтого цвета в качестве красителя желательно использовать железноокисный пигмент. Для зеленого цвета в качестве красителя используют окись хрома и фталоцининовый пигмент в соотношении 16:1.
Задача достигается также тем, что в способе получения бетонных изделий, включающем укладку бетонной смеси в формы, виброуплотнение смеси, выдержку отформованных изделий в формах до набора распалубочной прочности и их распалубку, согласно изобретению укладку бетонной смеси производят в пластмассовых формах, обработанных антистатиком, виброуплотнение смеси в формах производят в процессе поэтапного их заполнения, а перед распалубкой изделий осуществляют нагрев форм до температуры отделения последних от изделий.
Задача достигается также и тем, что в технологической линии для изготовления бетонных изделий, содержащей последовательно установленные и технологически связанные бетономешалку, формовочный пост, пост выдержки отформованных изделий и распалубочную установку, соединенную по выходу отработанных форм со вторым входом формовочного поста через пост подготовки форм, согласно изобретению дополнительно введена установка нагрева форм, установленная между постом выдержки и распалубочной установкой, а пост подготовки форм содержит установку антистатической их обработки, при этом установка для антистатической обработки форм выполнена в виде двух ванн для раствора антистатика и промывочной воды соответственно.
Согласно изобретению рациональный подбор компонентного состава бетонной смеси и крупности наполнителя обеспечивают повышение качества бетонной смеси для расширенного класса бетонных изделий от строительных элементов дорожных покрытий до элементов облицовочных покрытий строительных конструкций. При этом обеспечивается возможность повышения долговечности и качества лицевой поверхности бетонных изделий при относительно несложных технологиях их производства.
Изготовление строительных изделий из бетонной смеси в пластмассовых формах позволяет улучшить качество поверхности бетонных изделий за счет исключения адгезии бетона к формам.
Виброуплотнение смеси в формах в результате поэтапного заполнения форм смесью обеспечивает удаление пузырьков воздуха с лицевого слоя и, как следствие, обеспечивает повышение прочности и долговечности изделий, качество их лицевой поверхности (исключение раковин).
Нагревание форм перед распалубкой изделий позволяет обеспечить отлипание форм от бетонных изделий за счет разности тепловых коэффициентов расширения пластмассы и бетона. При этом исключаются дефекты лицевой поверхности бетонных изделий, связанные с прилипанием бетона к формам при известных технологиях, облегчается распалубка изделий и исключается необходимость в трудоемкой механической очистке отработанных форм от прилипшего бетона, характерная для известных технологий изготовления бетонных изделий.
В целом указанные преимущества позволяют повысить качество, долговечность изделий из бетона и упростить технологию их изготовления и, тем самым, достичь решения поставленной задачи.
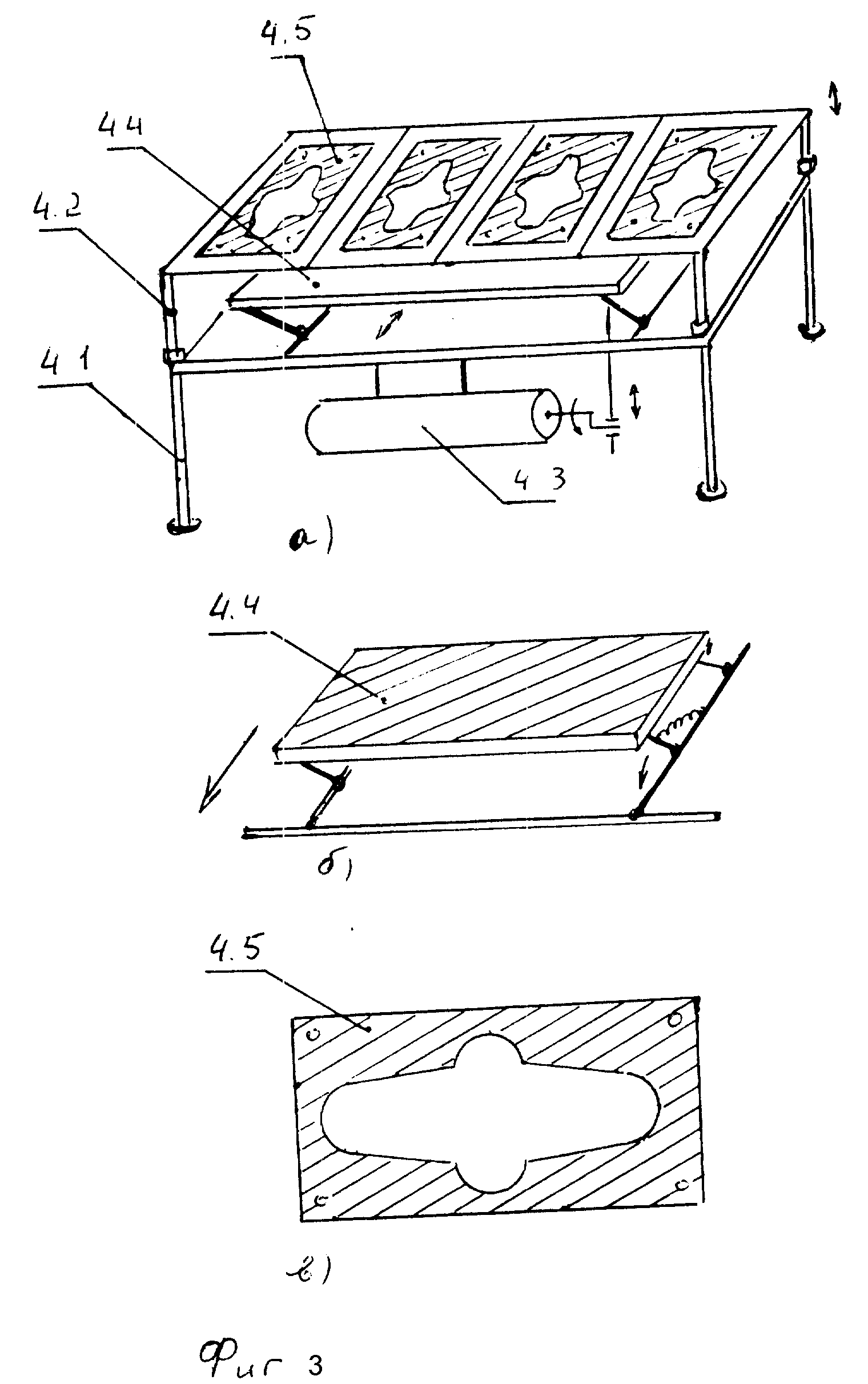
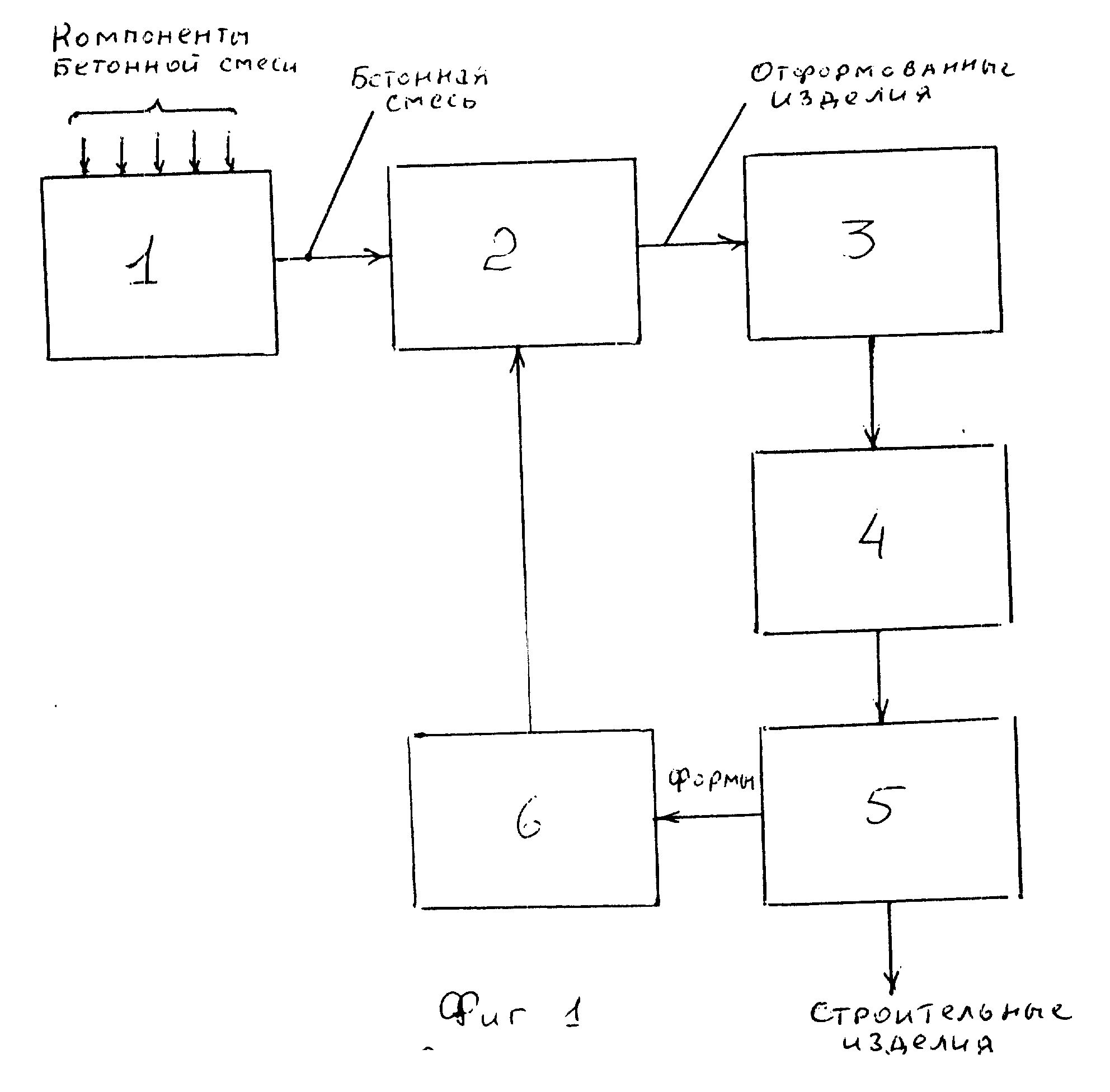
На фиг. 1 представлена функциональная схема технологической линии для изготовления строительных изделий; на фиг. 2 - функциональная схема устройства антистатической обработки пластмассовых форм; на фиг. 3,а-в - рисунок, поясняющий конструкцию распалубочной установки и ее элементов.
На
фиг. 1-3 - позициями обозначены:
1 - бетономешалка;
2
- формовочный пост;
3
- пост выдержки отформованных изделий;
4 - установка нагрева форм;
5
- распалубочная установка;
5.1, 5.2, 5.3, 5.4, 5.5 - станина, подвижная
рама, вибратор, приемный столик,
съемная матрица установки 5,
соответственно;
6 - устройство
антистатической обработки форм;
6.1, 6.2 - ванна для раствора антистатика и ванна для
промывочной воды устройства 6
соответственно.
Лучший вариант осуществления изобретения.
Сырьевая смесь для приготовления строительных изделий из бетона содержит
следующие компоненты, мас.%:
Портландцемент - 15-23
Песок с модулем крупности
не менее 2 мм - 20-30
Щебень с размером зерен 3-10 мм - 47-48
Краситель - 0,7-1,1
Поверхностно-активная добавка
- 0,04-0,06
Вода
- Остальное
В качестве
красителя бетонная смесь содержит минеральные и органические пигменты в соответствии с данными табл.
1.
В качестве пластифицирующей добавки бетонная смесь содержит гидрофобизирующую жидкость (продукт 134-342) по ГОСТ 24211, ГОСТ 26633.
Примеры компонентного состава бетонной смеси для различных вариантов строительных изделий приведены в таблице 2.
Способ получения строительных изделий из бетонной смеси включает поэтапную (по объему заполнения) укладку бетонной смеси в пластмассовые формы, обработанные антистатиком, виброуплотнение смеси в формах воздействием вертикальных вибрационных колебаний с частотой 40-60 Гц и амплитудой 0,3-0,5 мм после каждой очередной добавки в формы бетонной смеси до появления на ее поверхности цементного молочка, выдержку уплотненной смеси в полностью заполненных формах при 28-30oC до набора распалубочной прочности (не менее 2 сут. ), нагреве пластмассовых форм на изделиях до температуры отлипания последних от пластмассовых форм, выдержке их при температуре в течение 1,5-2 минут и распалубке изделий, заключающейся в снятии с изделий отлипших пластмассовых форм воздействием вертикальных вибрационных колебаний с амплитудой 1-4 мм и частотой 40-60 Гц.
Технологическая линия, обеспечивающая изготовление предложенной смеси и строительных элементов по предлагаемому способу содержит последовательно установленные и технологически связанные бетономешалку 1, формовочный пост 2, выполненный в виде вибростола, пост выдержки 3, установку нагрева форм 4, распалубочную установку 5, выход которой по отработанным формам соединен через установку антистатической обработки 6 со вторым входом формовочного поста 2. В простейшем варианте конструктивного исполнения установка 4 выполнена в виде ванны для нагрева пластмассовых форм. При других вариантах исполнения установка нагрева форм 4 может быть выполнена в виде инфракрасных ламп с рефлекторами или в виде парогенератора.
Установка антистатической обработки 6 выполнена в виде двух ванн (фиг. 2), для антистатической обработки форм 6.1 и их промывки 6.2 соответственно.
Распалубочная установка 5 выполнена на основе вибростола и содержит станину 5.1, на которой установлена рама 5.2 с возможностью вертикального перемещения, приемный столик 5.4 с рычажной подвеской и вибратор 5.3, выход которого кинематически соединен с рамой 5.2. Рама 5.2 снабжена съемной матрицей 5.5, в которой выполнены приемные окна (фиг. 3ф) с размерами и формой соответствующими размером и форме продольного сечения изделий.
Пример работы технологической линии по предлагаемому способу рассмотрен на примере производства тротуарной плитки (вариант 1, табл. 2).
Для выбранного варианта строительного изделия определяют требуемый компонентный состав и количественный состав сырьевой смеси для бетономешалки 1. Одновременно на посту 2 на его вибрационный стол устанавливают соответствующие пластмассовые формы, прошедшие антистатическую обработку на установке 6, а на распалубочной установке 5 устанавливают соответствующие матрицы 55.
В соответствии с выбранным компонентным составом смеси в бетономешалке 1 объемом не менее 16 л готовят бетонную смесь в следующем порядке. Вначале в бетономешалку 1 заливают 2/3 воды затворения и весь объем гидрофобизирующей жидкости. После их перемешивания в бетономешалку загружают в соответствующем соотношении цемент, песок, щебень и перемешивают. Одновременно в остаток /1/3/ воды затворения вводят соответствующий пигмент, перемешивают и заливают в бетономешалку 1. Перемешивание компонентного состава бетонной смеси в бетономешалке 1 ведут до получения однородного, пластичного бетона. Полученную бетонную смесь укладывают послойно в пластмассовые фигурные формы на вибростоле поста 1, например, вначале первый стол толщиной 10-20 мм. Включают вибростол. Под воздействием вибрации бетонная смесь, находящаяся в формах на вибрационном столе, освобождается от находящегося в ней воздуха. При полном освобождении смеси от крупных пузырьков воздуха, вызывающих появление раковин на поверхности и внутри изделия, на поверхности бетонной смеси в форме появляется цементное молочко.
При появлении на поверхности первого слоя бетонной смеси цементного молочка выключают вибрационный стол на посту 1 и укладывают в формы следующий слой бетонной смеси. Повторно включают вибростол и производят виброуплотнение суммарного слоя смеси в формах. При этом, чем больше этапов формирования и меньше толщина изделий (тоньше формовочный слой), тем выше качество изделий из бетонной смеси. В пределе возможен (на данной линии) процесс непрерывного формирования изделий путем медленной непрерывной заливки форм раствором (до полного их заполнения) при постоянно включенном вибростоле. Непрерывный процесс формирования хотя и обеспечивает повышенное качество изделий, однако затрудняет процесс формирования из-за необходимости соблюдения строгого режима дозировки и скорости залива раствора в формы.
Для изготовления строительных изделий стандартной толщины 40-60 мм достаточно применения упрощенного процесса формования (двухэтапного), при котором на первом этапе заполняют формы на половину их глубины с последующим виброуплотнением в течение 10-15 сек, и на втором этапе - заполняют формы до их полного заполнения с последующим виброуплотнением в течение 15-20 сек.
Отформованные на вибростоле изделия раскладывают на деревянном поддоне по высоте в 8-10 рядов. Каждый ряд прокладывается пленкой ПВХ и листом ДВП или пластика.
Скомплектованный поддон с изделиями с формовочного поста 2 переносят при помощи клещевого захвата или ручной гидравлической тележки на пост выдержки 3.
На посту 3 поддоны устанавливают в ряд, расстояние между рядами 0,5 м. Штабеля укрывают покрывалом из брезента и подают тепло. Изделия выдерживают на посту 3 при 28-30oC в течение времени не менее двух суток (46-60 ч) до получения распалубочной прочности.
После проявления распалубочной прочности поддон с изделиями в формах подается на установку 4. На установке 4 формы разогревают в течение 1,5-2 мин. при температуре 50-60oC, например, путем погружения изделий в формах в ванну с теплой содой до глубины, при которой вода не доходит до верхнего края формы на 2-3 мм. При этом за счет разности коэффициентов теплового расширения в течение указанного времени происходит полное отлипание бетонных изделий от пластмассовых форм. Далее изделия в формах подают на распалубочную установку 5. На установке 5 формы устанавливают вверх дном на матрице 5.5. Включают вибратор 5.3. Колебания вибратора 5.3 передаются на раму 5.2 с установленными на ее матрице 5.5 изделиями в формах. При этом на пластмассовые формы воздействуют через вертикальные вибрационные колебания с частотой 40-60 Гц и амплитудой 0,6-0,8 мм, приводящие к освобождению изделий из форм. Освободившиеся от форм изделия под действием собственного веса проваливаются в приемные окна матрицы 5.5 и подают на приемный столик 5.4. При попадании на столик 5.3 всех изделий с матриц 5.5 суммарный вес изделий превысит силу натяжения пружин рычажной подвески столика 5.4, последний опускается и выдвигается из под рамы 5.2 вместе с изделиями, освобожденными от форм. Изделия со столика 5.4 укладываются рядами на поддон по высоте 8-10 рядов и передаются на складирование. Формы, оставшиеся на матрице 5.5 распалубочной установки 5 передают на установку антистатической обработки 6 (фиг. 2), где формы проходят антистатическую обработку путем их опускания в ванну 6.1 с раствором антистатика, например, с раствором ортофосфорной кислоты, и последующую промывку в ванне 6.2, предварительно заполненную промывочной жидкостью, например, водой.
Отмытые от антистатика формы подают на формовочный пост 2 и процесс изготовления строительных изделий повторяется.
Предложенное изобретение прошло опытную проверку в АОЗТ "ЖБИ-2" и ведется его промышленное освоение.
Реферат
Изобретение относится к строительству, а именно к бетонным смесям, способам получения элементов из бетонной смеси и технологическим линиям для их изготовления. Согласно изобретения бетонная смесь содержащая портландцемент, песок с модулем крупности не менее 2 мм, наполнитель в виде щебня, краситель и поверхностноактивную добавку, соотношение компонентов в мас.% составляет: портландцемент 15oC23, песок 20oC30, наполнитель 47oC48, краситель 0,7oC1,1, поверхностноактивная добавка 0,04oC0,06, вода остальное, при этом размер зерен щебня соответствует 3-10 мм. Для получения бетонных изделий в способе, включающем укладку бетонной смеси в пластмассовые формы, виброуплотнение смеси, выдержку отформированных изделий в формах до набора распалубочной прочности и их распалубку, согласно изобретению укладку бетонной смеси производят в формах обработанных антистатиком, виброуплотнение смеси производят в формах в процессе поэтапного из заполнения, а перед распалубкой изделий осуществляют нагрев форм до температуры отделения последних от изделий. Кроме того в технологической линии для изготовления бетонных изделий содержащей последовательно установленные и технологически связанные бетономешалку, формовочный пост, пост выдержки отформованных изделий и распалубочную установку, соединенную по выходу отработанных форм, согласно изобретению дополнительно введена установка между постом выдержки и распалубочной установкой, а пост подготовки форм содержит установку антистатической их обработки, при этом установка для антистатической обработки форм выполнена в виде двух ванн для раствора антистатика и промывочной воды соответственно. 3 с. и 24 з. п. ф-лы, 3 ил.
Формула
Указанный песок 20 30
Заполнитель 47 48
Краситель 0,7 1,1
Поверхностно-активная добавка 0,04 0,6
Вода Остальное
при этом размер зерен щебня соответствует 3 10 мм.
Комментарии