Гипсовая стеновая панель с низкой удельной массой(варианты) - RU129874U1
Код документа: RU129874U1
Чертежи




Описание
Область полезной модели
Данная полезная модель относится к гипсовой стеновой панели с низким пылением, в которой образование пыли в ходе ее обработки существенно снижено. Способ изготовления такой панели включает введение мыльной пены в количестве, достаточном для образования объема пор от приблизительно 80% до приблизительно 92% в затвердевшем гипсовом сердечнике, что соответствует плотности гипсового сердечника от приблизительно 0,16 г/см3(10 фунтов на куб. фут) до приблизительно 0,48 г/см3 (30 фунтов на куб. фут), которая обеспечивает существенное снижение образования пыли в ходе обработки.
Уровень техники
Определенные свойства гипса (двуводного сульфата кальция) делают его широко используемым при изготовлении промышленных и строительных изделий, таких как гипсовые стеновые панели. Гипс является распространенным и в общем недорогим сырьем, который посредством процесса дегидратации и регидратации, можно отливать, прессовать или другим образом формировать с получением полезных форм. Исходным материалом, из которого изготавливают гипсовые стеновые панели и другие гипсовые изделия является полугидратная форма сульфата кальция (CaSO4·1/2H2O), обычно называемая "штукатурным гипсом", получаемая термическим преобразованием дигидратной формы сульфата кальция (СаSO4·2Н2O), из которой удаляют 1-1/2 молекул воды.
Традиционные гипсосодержащие изделия, такие как гипсовые стеновые панели обладают многими преимуществами, такими как низкая стоимость и легкая обрабатываемость, хотя может образовываться значительное количество гипсовой пыли, если изделия режут или сверлят. Разнообразные улучшения свойств достигнуты в изготовлении гипсосодержащих изделий при использовании крахмалов, как компонентов суспензий, используемых для получения таких изделий. Прежелатинированный крахмал, подобно клею, может увеличивать прочность на изгиб и прочность на сжатие гипсосодержащего изделий, включая гипсовые стеновые панели. Известные гипсовые стеновые панели содержат крахмал на уровне приблизительно менее 49 г/м2 (10 фунтов на 1000 кв. футов).
Также необходимо использовать значительное количество воды в гипсовых суспензиях, содержащих прежелатинированный крахмал, чтобы обеспечить необходимую текучесть суспензии. К сожалению, большую часть воды в итоге необходимо удалять путем сушки, требующей больших затрат вследствие высокой стоимости топлива, используемого в процессе сушки. Также стадия сушки требует затрат времени. Обнаружено, что использование нафталинсульфонатных диспергирующих агентов может увеличивать текучесть суспензии, таким образом предотвращая проблемы связанные с водопотребностью. Кроме того, также установлено, что нафталинсульфонатные диспергирующие агенты, если их используют при достаточно высоком содержании, могут сшивать прежелатинированный крахмал, сцепляя кристаллы гипса друг с другом после сушки, таким образом увеличивая прочность гипсового композиционного материала в сухом состоянии. Таким образом, сочетание прежелатинированного крахмала и нафталинсульфонатного диспергирующего агента обеспечивает клеящий эффект, заключающийся в сцеплении кристаллов затвердевшего гипса друг с другом. Ранее не было определено влияние триметафосфатных солей на водопотребность гипсовой суспензии. Однако, заявителем обнаружено, что увеличение содержания триметафосфатной соли до ранее неизвестного уровня в присутствии определенного диспергирующего агента дает возможность достичь надлежащей текучести суспензии с неожиданным снижением количества воды, даже в присутствии высокого содержания крахмала. Это, конечно, является весьма желательным вследствие того, что в свою очередь снижается использование топлива для сушки, а также время технологического процесса, затрачиваемое в связи с последующей стадией удаления воды. Таким образом, заявителем также установлено, что прочность гипсовой панели в сухом состоянии может быть увеличена при использовании нафталинсульфонатного диспергирующего агента в сочетании с прежелатинированным крахмалом в суспензии, используемой для получения стеновых панелей.
Гипсовые стеновые панели по настоящей полезной модели следует отличать от звукоизолирующих панелей или плиток, не имеющих обшивки. Также, гипсовые стеновые панели по настоящей полезной модели следует отличать от звукоизолирующих панелей или плиток, включающих полистирол в качестве легкого наполнителя. Важно, что вышеупомянутые звукоизолирующие панели и плитка не соответствуют многочисленным стандартах ASTM, которые применяют для гипсовых стеновых панелей. Например, известные звукоизолирующие панели не обладают прочностью на изгиб, требуемой для гипсовых стеновых панелей, включая панели по настоящей полезной модели. С другой стороны, чтобы звукоизолирующие панели или плитки отвечали требованиям стандартов ASTM, необходимо, чтобы открытая поверхность звукоизолирующих панелей или плитки содержала полости или выемки, что не желательно для гипсовых стеновых панелей и ухудшает свойства сопротивления выдергиванию гвоздя.
Образование пыли является потенциальной проблемой при установке всех стеновых панелей. Когда гипсовые стеновые панели обрабатывают, например, резанием, распиливанием, фасонным фрезерованием, отламыванием, закреплением гвоздями или закреплением винтами, или сверлением, образуется значительное количество гипсовой пыли. В рамках настоящего описания, "пыление" и "образование пыли" означает выделение пыли в окружающее рабочее пространство при обработке гипсосодержащего изделия, например, резанием, распиливанием, фасонным фрезерованием, надрезанием/отламыванием, закреплением гвоздями или закреплением винтами, или сверлением стеновых панелей. Обработка также в общем может включать стандартные операции по обращению с панелями, включая образование пыли при случайном скалывании и истирании стеновых панелей в ходе транспортировки, переноски и установки. Если можно было бы найти способ получения стеновых панелей низкой плотности, в которых такое образование пыли существенно снижено, то этот способ представлял бы собой особенно полезное усовершенствование существующего уровня техники.
Краткое изложение сущности полезной модели
Полезная модель в общем включает гипсовую стеновую панель с низким пылением, содержащую затвердевший гипсовый сердечник, сформированный между двумя по существу параллельными покровными листами, причем затвердевший гипсовый сердечник имеет общий объем пор от приблизительно 75% до приблизительно 95%, затвердевший гипсовый сердечник выполнен из гипсосодержащей суспензии, включающей воду, штукатурный гипс, прежелатинированный крахмал и нафталинсульфонатный диспергирующий агент, где прежелатинированный крахмал присутствует в количестве от приблизительно 0,5 масс.% до приблизительно 10 масс.% относительно массы штукатурного гипса. Предпочтительно, нафталинсульфонатный диспергирующий агент присутствует в количестве приблизительно 0,1-3,0 масс.% относительно массы сухого штукатурного гипса. При необходимости, триметафосфат натрия присутствует в количестве по меньшей мере приблизительно 0,12 масс.% относительно массы штукатурного гипса. В предпочтительном воплощении, триметафосфатная соль присутствует в количестве приблизительно 0,12-0,4 масс.% относительно массы штукатурного гипса.
В предпочтительном воплощении полезная модель включает гипсовую стеновую панель с низким пылением, содержащую затвердевший гипсовый сердечник, включающий прежелатинированный крахмал и нафталинсульфонатный диспергирующий агент, сформированный между двумя по существу параллельными покровными листами, причем гипсовый сердечник имеет общий объем пор от приблизительно 80% до приблизительно 92%, где по меньшей мере 60% общего объема пор включают воздушные поры со средним диаметром менее приблизительно 100 мкм, и затвердевший гипсовый сердечник имеет плотность от приблизительно 0,16 г/см3 (10 фунтов на куб. фут) до приблизительно 0,48 г/см3 (30 фунтов на куб. фут). Затвердевший гипсовый сердечник выполнен из гипсосодержащей суспензии, включающей штукатурный гипс, прежелатинированный крахмал и нафталинсульфонатный диспергирующий агент, где прежелатинированный крахмал присутствует в количестве от приблизительно 0,5 масс.% до приблизительно 10 масс.% относительно массы штукатурного гипса. Предпочтительно, нафталинсульфонатный диспергирующий агент присутствует в количестве приблизительно 0,1-3,0 масс.% относительно массы сухого штукатурного гипса.
Гипсовая стеновая панель, полученная в соответствии с полезной моделью обладает высокой прочностью и еще более низкой массой, чем традиционные стеновые панели. Кроме того, обнаружено, что если обеспечивают общий объем пор в затвердевшем гипсовом сердечнике от приблизительно 75% до приблизительно 95%, и предпочтительно от приблизительно 80% до приблизительно 92%, образуется намного меньше пыли при резании, распиливании, фасонном фрезеровании, отламывании, закреплении гвоздями или закреплении винтами, или сверлении стеновых панелей, изготовленных в соответствии сданным воплощением.
В еще одном воплощении полезной модели представлен способ изготовления высокопрочной гипсовой стеновой панели с низким пылением, посредством смешивания гипсосодержащей суспензии, включающей воду, штукатурный гипс, прежелатинированный крахмал и нафталинсульфонатный диспергирующий агент, где нафталинсульфонатный диспергирующий агент присутствует в количестве приблизительно 0,1-3,0 масс.% относительно массы сухого штукатурного гипса, а прежелатинированный крахмал присутствует в количестве от по меньшей мере приблизительно 0,5 масс.% до приблизительно 10 масс.% относительно массы штукатурного гипса, и добавления достаточного количества мыльной пены в гипсосодержащую суспензию, чтобы получить общий объем пор, включающий воздушные поры, от приблизительно 75% до приблизительно 95% в готовой стеновой панели. Полученную гипсосодержащую суспензию выкладывают на первый лист бумаги или другой походящий покровный лист, а второй лист бумаги или другой походящий покровный лист помещают поверх уложенной суспензии с формированием гипсовой стеновой панели. Гипсовую стеновую панель режут после того, как гипсосодержащая суспензия достаточно затвердеет для резания, и полученную гипсовую панель сушат, чтобы обеспечить затвердевший гипсовый сердечник в готовой стеновой панели с общим объемом пор, включающим воздушные поры, от приблизительно 75% до приблизительно 95%. Гипсосодержащая суспензия может при необходимости содержать триметафосфатную соль, например, триметафосфат натрия. Другие традиционные компоненты также используют в суспензии, включая, где это подходит, ускорители твердения, связующие, гидрофобизирующие добавки, бумажное волокно, стекловолокно, глину, биоциды и другие известные компоненты.
В еще одном воплощении полезной модели представлен способ применения гипсовых стеновых панелей с низким пылением, включающий обеспечение гипсовой стеновой панели с низким пылением с затвердевшим гипсовым сердечником, имеющим общий объем пор от приблизительно 75% до приблизительно 95%, где по меньшей мере 60% общего объема пор составляют воздушные поры со средним диаметром менее приблизительно 100 мкм, и включающим поры, заполненные водой, со средним диметром менее приблизительно 5 мкм, обработку стеновой панели способом, производящим гипсовую пыль (т.е. резанием, распиливанием, фасонным фрезерованием, отламыванием, закреплением гвоздями или закреплением винтами, или сверлением), и поглощение значительной части гипсовой пыли порами.
Краткое описание чертежей
На Фиг.1 представлена микрофотография литого гипсового кубического образца (11:08), полученная на электронном микроскопе, при увеличении 15Х, иллюстрирующая одно из воплощений настоящей полезной модели.
На Фиг.2 представлена микрофотография литого гипсового кубического образца (11:30), полученная на электронном микроскопе, при увеличении 15Х, иллюстрирующая одно из воплощений настоящей полезной модели.
На Фиг.3 представлена микрофотография литого гипсового кубического образца (11:50), полученная на электронном микроскопе, при увеличении 15Х, иллюстрирующая одно из воплощений настоящей полезной модели.
На Фиг.4 представлена микрофотография литого гипсового кубического образца (11:08), полученная на электронном микроскопе, при увеличении 50Х, иллюстрирующая одно из воплощений настоящей полезной модели.
На Фиг.5 представлена микрофотография литого гипсового кубического образца (11:30), полученная на электронном микроскопе, при увеличении 50Х, иллюстрирующая одно из воплощений настоящей полезной модели.
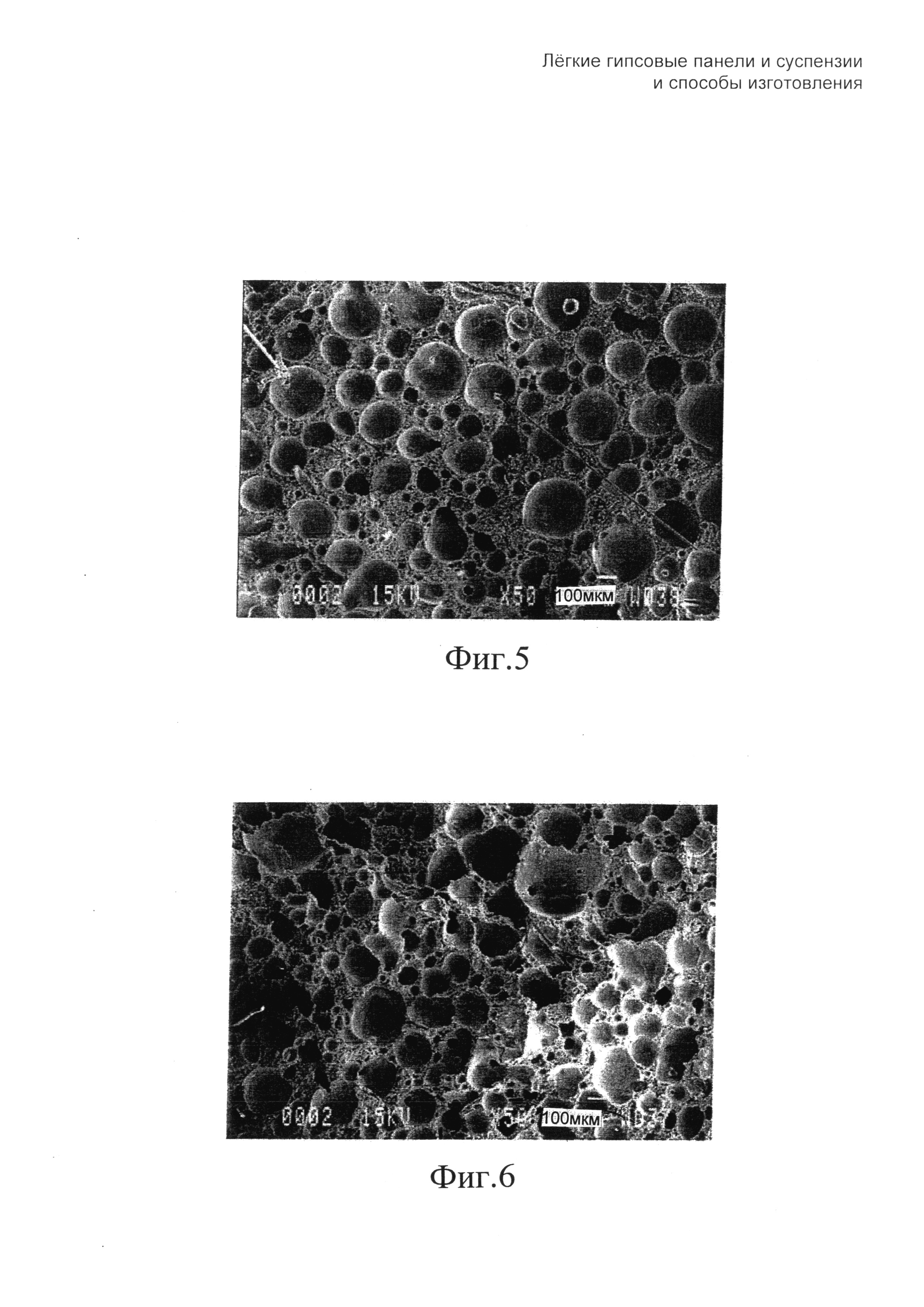
На Фиг.6 представлена микрофотография литого гипсового кубического образца (11:50), полученная на электронном микроскопе, при увеличении 50Х, иллюстрирующая одно из воплощений настоящей полезной модели.
На Фиг.7 представлена микрофотография литого гипсового кубического образца (11:50), полученная на электронном микроскопе, при увеличении 500Х, иллюстрирующая одно из воплощений настоящей полезной модели.
На Фиг.8 представлена микрофотография литого гипсового кубического образца (11:50), полученная на электронном микроскопе, при увеличении 2500Х, иллюстрирующая одно из воплощений настоящей полезной модели.
На Фиг.9-10 представлены микрофотографии литого кубического образца (11:50), полученные на электронном микроскопе, при увеличении 10000Х, иллюстрирующие одно из воплощений настоящей полезной модели.
Подробное описание полезной модели
Неожиданно было обнаружено, что гипсовая стеновая панель, изготовленная с использованием гипсосодержащей суспензии, включающей штукатурный гипс, прежелатинированный крахмал и нафталинсульфонатный диспергирующий агент, и подходящее количество мыльной пены, имеет не только очень низкую плотность сердечника панели, составляющую от приблизительно 0,16 г/см3 (10 фунтов на куб. фут) до 0,48 г/см3 (30 фунтов на куб. фут) (и, таким образом, низкую удельную массу), но также низкое пыление при нормальном обращении с панелью и при обработке, такой как, например, резание, распиливание, фасонное фрезерование, отламывание, закрепление гвоздями или закрепление винтами, или сверление, если общий объем пор затвердевшего гипсового сердечника составляет от приблизительно 80% до приблизительно 92%. Вследствие этого такая стеновая панель легче поддается резанию, чем другие известные изделия. Введение мыльной пены вызывает образование воздушных пор (пузырьков) небольшого размера, которые в среднем могут составлять менее приблизительно 100 мкм в диаметре, но в основном более приблизительно 10 мкм в диаметре, и предпочтительно более приблизительно 20 мкм в диаметре. Необходимо, чтобы эти небольшие воздушные пузырьки, наряду с порами, заполненными испаряющейся водой (в основном приблизительно 5 мкм в диаметре, или меньше, обычно менее приблизительно 2 мкм в диаметре), были в основном равномерно распределены по всему объему затвердевшего гипсового сердечника в готовых стеновых панелях. Например, затвердевший гипсовый сердечник может иметь объем пор от приблизительно 80% до приблизительно 92%, где по меньшей мере 60% общего объема пор составляют воздушные поры со средним диаметром более приблизительно 10 мкм и по меньшей мере 10% общего объема пор составляют поры, заполненные водой, со средним диаметром менее приблизительно 5 мкм. Полагают, что сердечник панели низкой плотности, изготовленный таким образом и имеющий общий объем пор затвердевшего гипсового сердечника от приблизительно 80% до приблизительно 92%, представленный как воздушными порами, так и порами, заполненными водой, (общий объем пор сердечника) поглощает значительное количество мелкой пыли и других отходов порами, открывающимися при резании, распиливании, фасонном фрезеровании, отламывании, закреплении гвоздями или закреплении винтами, или сверлении панелей, так что образование пыли существенно снижается, и пыль не распространяется в воздухе.
Регидратация полугидрата сульфата кальция (штукатурного гипса) и последующее затвердевание требуют определенного, теоретически рассчитанного количества воды (1-1/2 молекулы воды/моль штукатурного гипса) для получения кристаллов двуводного сульфата кальция. Однако, промышленные процессы в основном требуют избытка воды. Эта избыточная технологическая вода создает поры, заполненные испаряющейся водой в гипсовой кристаллической матрице, которые в основном имеют по существу неправильную форму, а также сообщаются с другими порами, заполненными водой, образуя нерегулярные каналы, формирующие обычно непрерывную сетку между кристаллами гипса. Напротив, воздушные поры (пузырьки) вводят в гипсовую суспензию при использовании мыльной пены. Воздушные поры в основном имеют сферическую/округлую форму, а также в основном отделены от других воздушных пор и, таким образом, в основном дискретны. Поры, заполненные водой, могут быть распределены в стенках воздушных пор (см., например, Фиг.8-10).
Эффективность поглощения пыли зависит от состава затвердевшего гипсового сердечника. Обнаружено, что нафталинсульфонатные диспергирующие агенты, при использовании их в достаточно большом количестве, могут сшивать прежелатинированный крахмал, сцепляя кристаллы гипса друг с другом после сушки, таким образом повышая прочность гипсового композиционного материала в сухом состоянии. Более того, неожиданно обнаружено, что сочетание прежелатинированного крахмала и нафталинсульфонатного диспергирующего агента (органической фазы) обеспечивает клеящий эффект, заключающийся в сцеплении кристаллов затвердевшего гипса друг с другом, и если этот состав сочетают с конкретным объемом пор и распределением пор, то при надрезании/отламывании готовых стеновых панелей образуются частицы большего размера. Гипсовые частицы большего размера в основном выделяют меньше пыли, распространяющейся в воздухе. Напротив, если используют традиционный состав стеновых панелей, образуются более мелкие частицы, и таким образом образуется больше пыли. Например, при распиливании традиционных стеновых панелей могут образовываться частицы пыли со средним диаметром приблизительно 20-30 мкм, и минимальным диаметром приблизительно 1 мкм. Напротив, при распиливании гипсовых стеновых панелей по настоящей полезной модели образуются частицы пыли со средним диаметром приблизительно 30-50 мкм, и минимальным диаметром приблизительно 2 мкм; при надрезании/отламывании образуются частицы еще большего диаметра.
В более мягких стеновых панелях, пыль может поглощаться как порами, заполненными водой, так и воздушными порами (например, поглощение мелких игл гипса в виде монокристаллической пыли). Более твердые стеновые панели преимущественно поглощают пыль воздушными порами, так как более крупные куски или обломки гипсового сердечника образуются при обработке данных панелей. В таком случае частицы пыли слишком большие для пор, заполненных водой, но они поглощаются воздушными порами. В соответствии с одним из воплощений настоящей полезной модели, возможно достичь увеличения поглощения пыли путем обеспечения предпочтительного распределения пор/полостей по размерам внутри затвердевшего гипсового сердечника. Предпочтительно иметь распределение пор маленьких и больших размеров, в виде распределения воздушных пор и пор, заполненных водой. В одном из воплощений, предпочтительное распределение воздушных пор может быть получено при использовании мыльной пены. См. примеры 6 и 7 ниже.
Отношение воздушных пор (более приблизительно 10 мкм) к порам, заполненным водой, (менее приблизительно 5 мкм) в затвердевшем гипсовом сердечнике составляет от приблизительно 1,8:1 до приблизительно 9:1. Предпочтительное отношение воздушных пор (более приблизительно 10 мкм) к порам, заполненным водой, (менее приблизительно 5 мкм) в затвердевшем гипсовом сердечнике составляет от приблизительно 2:1 до приблизительно 3:1. В одном из воплощений распределение пор по размерам в затвердевшем гипсовом сердечнике включает приблизительно 10-30% пор менее приблизительно 5 мкм и приблизительно 70-90% пор более приблизительно 10 мкм, в процентах от общего измеренного объема пор. Выражая другим способом, отношение воздушных пор (более приблизительно 10 мкм) к порам, заполненным водой, (менее приблизительно 5 мкм) в затвердевшем гипсовом сердечнике составляет от приблизительно 2,3:1 до приблизительно 9:1. В предпочтительном воплощении, распределение пор по размерам в затвердевшем гипсовом сердечнике включает приблизительно 30-35% пор менее приблизительно 5 мкм и приблизительно 65-70% пор более приблизительно 10 мкм, в процентах от общего измеренного объема пор. Выражая другим способом, отношение воздушных пор (более приблизительно 10 мкм) к порам, заполненным водой (менее приблизительно 5 мкм) в затвердевшем гипсовом сердечнике составляет от приблизительно 1,8:1 до приблизительно 2,3:1.
Предпочтительно, чтобы средний размер воздушных пор (пузырьков) составлял менее приблизительно 100 мкм в диаметре. В предпочтительном воплощении распределение пор по размерам в затвердевшем гипсовом сердечнике включает: более приблизительно 100 мкм (20%), от приблизительно 50 мкм до приблизительно 100 мкм (30%) и менее приблизительно 50 мкм (50%). Это означает, что предпочтительный средний размер пор составляет приблизительно 50 мкм.
Мыльная пена является предпочтительной для введения и регулирования размеров воздушных пор (пузырьков) и распределения их по размерам в затвердевшем гипсовом сердечнике, а также для регулирования плотности затвердевшего гипсового сердечника. Предпочтительное содержание мыла составляет от приблизительно 0,98 г/м2 (0,2 фунта на 1000 кв. футов) до приблизительно 2,94 г/м2 (0,6 фунта на 1000 кв. футов); более предпочтительно, содержание мыла составляет приблизительно 2,21 г/м2 (0,45 фунта на 1000 кв. футов).
Мыльную пену необходимо добавлять в количестве, эффективном для получения требуемой плотности, и регулируемым способом. Чтобы регулировать процесс, оператор должен наблюдать за уровнем линии получения панелей, и поддерживать рабочую зону заполненной. Если рабочую зону не поддерживать заполненной, получают стеновые панели с полыми краями. Объем рабочей зоны поддерживают заполненным посредством увеличения количества используемого мыла, чтобы предотвратить разрушение воздушных пузырьков в ходе изготовления панели (для лучшего сохранения воздушных пузырьков), или посредством увеличения расхода воздуха. Таким образом, обычно объем рабочей зоны контролируют и регулируют либо увеличивая или снижая количество используемого мыла, либо увеличивая или снижая расход воздуха. Способ регулирования уровня линии включает регулирование до "динамической суспензии" на столе путем добавления мыльной пены для увеличения объема суспензии, или снижением количества используемой мыльной пены для снижения объема суспензии.
В соответствии с одним из воплощений настоящей полезной модели, обеспечивают готовые гипсосодержащие изделия, изготовленные из гипсосодержащей суспензии, включающей штукатурный гипс, прежелатинированный крахмал и нафталинсульфонатный диспергирующий агент. Нафталинсульфонатный диспергирующий агент присутствует в количестве приблизительно 0,1-3,0 масс.% относительно массы сухого штукатурного гипса. Прежелатинированный крахмал присутствует в количестве от по меньшей мере приблизительно 0,5 масс.% до приблизительно 10 масс.% относительно массы сухого штукатурного гипса в рецептуре. Другие составляющие, которые могут быть использованы в суспензии, включают связующие, гидрофобизирующие добавки, бумажное волокно, стекловолокно, глину, биоциды и ускорители твердения. В настоящей полезной модели необходимо добавлять мыльную пену к только что полученным гипсосодержащим суспензиям, чтобы снижать плотность готового гипсосодержащего изделия, например, гипсовой стеновой панели, и для регулирования образования пыли посредством создания общего объема пор от приблизительно 75% до приблизительно 95%, и предпочтительно, от приблизительно 80% до приблизительно 92%, в виде небольших воздушных пор (пузырьков) и пор, заполненных водой, в затвердевшем гипсовом сердечнике. Предпочтительно, распределение среднего размера пор составляет от приблизительно 1 мкм (поры, заполненные водой) до приблизительно 40-50 мкм (воздушные поры).
Кроме того, сочетание прежелатинированного крахмала в количестве от приблизительно 0,5 масс.% до приблизительно 10 масс.%, нафталинсульфонатного диспергирующего агента в количестве от приблизительно 0,1 масс.% до приблизительно 3,0 масс.% и триметафосфатной соли в количестве от по меньшей мере приблизительно 0,12 масс.% до приблизительно 0,4 масс.% (все процентные содержания указаны относительно массы сухого штукатурного гипса, используемого в гипсовой суспензии) неожиданно и в значительной степени повышает текучесть гипсовой суспензии. Это существенно снижает количество воды, необходимой для получения гипсовой суспензии с достаточной текучестью, предназначенной для использования при изготовлении гипсосодержащих изделий, таких как гипсовая стеновая панель. Полагают, что содержание триметафосфатной соли, превосходящее по меньшей мере в два раза ее содержание в стандартном составе (в виде триметафосфата натрия), способствует увеличению активности нафталинсульфонатного диспергирующего агента.
В гипсосодержащей суспензии, приготавливаемой в соответствии с настоящей полезной моделью необходимо использовать нафталинсульфонатный диспергирующий агент. Нафталинсульфонатные диспергирующие агенты, используемые в настоящей полезной модели, включают полинафталинсульфоновую кислоту и ее соли (полинафталинсульфонаты) и производные, которые представляют собой продукты конденсации нафталинсульфоновых кислот и формальдегида. Особенно предпочтительные полинафталинсульфонаты включают нафталинсульфонаты натрия и кальция. Средняя молекулярная масса полинафталинсульфонатов может составлять приблизительно от 3000 до 27000, хотя предпочтительно, чтобы молекулярная масса составляла приблизительно от 8000 до 22000, и более предпочтительно, чтобы молекулярная масса составляла приблизительно от 12000 до 17000. В виде промышленного продукта, диспергирующий агент с большей молекулярной массой обладает большей вязкостью и более низким содержанием твердых веществ, чем диспергирующий агент с более низкой молекулярной массой. Используемые нафталинсульфонаты включают DILOFLO, поставляемый GEO Specialty Chemicals, Кливленд, Огайо; DAXAD, поставляемый Hampshire Chemical Corp., Лексингтон, Массачусетс, и LOMAR D, поставляемый GEO Specialty Chemicals, Лафайет, Индиана. Нафталинсульфонаты предпочтительно используют в виде водных растворов например, при содержании твердых веществ 35-55 масс.%. Наиболее предпочтительно использовать нафталинсульфонаты в форме водных растворов, например, при содержании твердых веществ 40-45 масс.%. В качестве альтернативы, когда это целесообразно, нафталинсульфонаты можно использовать в форме сухого твердого вещества или порошка, например, такого как LOMAR D.
Полинафталинсульфонаты, используемые в настоящей полезной модели обладают основной структурой (I):

где n>2, а М является натрием, калием, кальцием, и т.п.
Нафталинсульфонатный диспергирующий агент, предпочтительно в виде приблизительно 15 масс.% водного раствора, можно использовать в количестве от приблизительно 0,5 масс.% до приблизительно 3,0 масс.% относительно массы сухого штукатурного гипса, используемого в составе гипсового композиционного материала. Более предпочтительное количество нафталинсульфонатного диспергирующего агента составляет от приблизительно 0,5 масс.% до приблизительно 2,0 масс.% относительно массы сухого штукатурного гипса, и наиболее предпочтительное количество составляет от приблизительно 0,7 масс.% до приблизительно 2,0 масс.% относительно массы сухого штукатурного гипса. Напротив, известные гипсовые стеновые панели содержат данный диспергирующий агент в количестве приблизительно 0,4 масс.%, или менее, относительно массы сухого штукатурного гипса.
Другими словами, нафталинсульфонатный диспергирующий агент, в пересчете на сухое вещество, можно использовать в количестве от приблизительно 0,1 масс.% до приблизительно 1,5 масс.% относительно массы сухого штукатурного гипса в составе гипсового композиционного материала. Более предпочтительное количество нафталинсульфонатного диспергирующего агента, в пересчете на сухое вещество, составляет от приблизительно 0,25 масс.% до приблизительно 0,7 масс.% относительно массы сухого штукатурного гипса, и наиболее предпочтительное количество (в пересчете на сухое вещество) составляет от приблизительно 0,3 масс.% до приблизительно 0,7 масс.% относительно массы сухого штукатурного гипса.
Гипсосодержащая суспензия может содержать триметафосфатную соль, например, триметафосфат натрия. В соответствии с настоящей полезной моделью, можно использовать любой подходящий водорастворимый метафосфат или полифосфат. Предпочтительно использовать триметафосфатную соль, включая двойные соли, которыми являются триметафосфатные соли, содержащие два катиона. Особенно пригодные триметафосфатные соли включают триметафосфат натрия, триметафосфат калия, триметафосфат кальция, триметафосфат кальция-натрия, триметафосфат лития, триметафосфат аммония, и подобные соли, или их сочетания. Предпочтительной триметафосфатной солью является триметафосфат натрия. Предпочтительно использовать триметафосфатную соль в виде водного раствора, например, при содержании растворенного вещества приблизительно 10-15 масс.%. Также можно использовать циклические или ациклические полифосфаты, как описано в патенте US №6409825, включенном в этот документ путем ссылки.
Триметафосфат натрия является известной добавкой в гипсосодержащие композиции, хотя обычно его используют в количестве от приблизительно 0,05 масс.% до приблизительно 0,08 масс.% относительно массы сухого штукатурного гипса, используемой в гипсовой суспензии. В воплощениях настоящей полезной модели триметафосфат натрия (или другой водорастворимый метафосфат или полифосфат) может присутствовать в количестве от приблизительно 0,12 масс.% до приблизительно 0,4 масс.% относительно массы сухого штукатурного гипса, используемого в составе гипсового композиционного материала. Предпочтительное количество триметафосфата натрия (или другого водорастворимого метафосфата или полифосфата) составляет от приблизительно 0,12 масс.% до приблизительно 0,3 масс.% относительно массы сухого штукатурного гипса, используемого в составе гипсового композиционного материала.
Существует две формы штукатурного гипса, а именно, альфа и бета. Эти две формы штукатурного гипса получают различными способами кальцинации. В настоящей полезной модели можно использовать обе формы штукатурного гипса как альфа, так бета-форму.
В гипсосодержащей суспензии, приготавливаемой в соответствии с настоящей полезной моделью, необходимо использовать крахмал, в частности прежелатинированный крахмал,. Предпочтительным прежелатинированным крахмалом является прежелатинированный кукурузный крахмал, например, прежелатинированный кукурузный крахмал, выпускаемый Bunge Milling, Сент-Луис, Миссури, со следующим типичным составом: влажность 7,5%, белки 8,0%, жиры 0,5%, сырая клетчатка 0,5%, зола 0,3%; при прочности в сыром состоянии 3,309 кПа (0,48 фунтов на кв. дюйм) и насыпной плотности без утруски 0,56 г/см3 (35,0 фунтов на куб. фут). Прежелатинированный кукурузный крахмал следует использовать в количестве по меньшей мере от приблизительно 0,5 масс.% до приблизительно 10 масс.% относительно массы сухого штукатурного гипса, используемого в гипсосодержащей суспензии.
Заявителем настоящей полезной модели дополнительно обнаружено, что неожиданное увеличение прочности в сухом состоянии (в частности, стеновой панели) может быть получено при использовании по меньшей мере от приблизительно 0,5 масс.% до приблизительно 10 масс.% прежелатинированного крахмала (предпочтительно, прежелатинированного кукурузного крахмала), в присутствии примерно от 0,1 масс.% до 3,0 масс.% нафаталинсульфонатного диспергирующего агента (количества крахмала и нафталинсульфоната указаны относительно массы сухого штукатурного гипса, присутствующего в рецептуре). Данный неожиданный результат может быть получен независимо от присутствия водорастворимого триметафосфата или полифосфата.
Кроме того, неожиданно обнаружено, что прежелатинированный крахмал можно использовать при содержании по меньшей мере приблизительно 50 г/м2 (10 фунтов на 1000 кв. футов), или более, в высушенной гипсовой стеновой панели, изготовленной в соответствии с настоящей полезной моделью, при этом могут быть достигнуты еще большая прочность и низкая удельная масса. Показано, что такое высокое содержание прежелатинированного крахмала, как 175-225 г/м2 (35-45 фунтов на 1000 кв. футов), является эффективным для гипсовых стеновых панелей. В качестве примера, состав В, как показано ниже в Таблицах 1 и 2, включает 225 г/м2 (45 фунтов на 1000 кв. футов), и при этом панель массой 5106 г/м2 (1042 фунтов на 1000 кв. футов) имеет превосходную прочность. В данном примере (состав В) нафталинсульфонатный диспергирующий агент в виде 45 масс.% водного раствора использовали в количестве 1,28 масс.%.
Еще один неожиданный результат может быть достигнут с помощью настоящей полезной модели, если сочетание нафталинсульфонатного диспергирующего агента и триметафосфатной соли объединяют с прежелатинированным кукурузным крахмалом и, дополнительно, с бумажным волокном или стекловолокном. Гипсовые стеновые панели, изготовленные с составами, содержащими эти три компонента, обладают повышенной прочностью и пониженной удельной массой, и являются более экономически выгодными, вследствие снижения водопотребности при их изготовлении. Содержание используемого бумажного волокна может составлять приблизительно до 2 масс.% относительно массы сухого штукатурного гипса. Содержание используемого стекловолокна может составлять приблизительно до 2 масс.% относительно массы сухого штукатурного гипса.
В гипсосодержащих композициях по настоящей полезной модели можно использовать ускорители твердения, как описано в патенте US №6409825, включенном в этот документ путем ссылки. Один желательный термостойкий ускоритель твердения (ТУТ) можно получить из измельченного в сухом состоянии природного гипса (двуводного сульфата кальция). Небольшое количество добавок (обычно приблизительно 5 масс.%), таких как сахар, декстроза, борная кислота и крахмал, можно использовать при изготовлении ТУТ. Сахар или декстроза на сегодняшний день являются предпочтительными. Другим используемым ускорителем твердения является "ускоритель твердения, стойкий к климатическим воздействиям" (УТСКВ), описанный в патенте US №3573947, включенном в этот документ путем ссылки.
Отношение вода/штукатурный гипс (В/ШГ) является важным параметром, так как избыток воды в итоге необходимо удалять путем нагревания. В воплощениях настоящей полезной модели предпочтительное отношение В/ШГ составляет от приблизительно 0,7 до приблизительно 1,3.
Другие добавки в гипсовую суспензию могут включать ускорители твердения, связующие, гидрофобизирующие добавки, бумажное волокно, стекловолокно, глину, биоциды и другие известные компоненты.
Покровные листы могут быть выполнены из бумаги, как в традиционной гипсовой стеновой панели, хотя могут быть использованы другие материалы для покровных листов, известные в технике (например, стекловолокнистые маты). Бумажные покровные листы обеспечивают прочностные характеристики гипсовой стеновой панели. Используемые бумажные покровные листы включают 7-слойные Manila и 5-слойные News-Line, выпускаемые United States Gypsum Corporation, Чикаго, Иллинойс, а также 3-слойные Grey-Back и 3-слойные Manila Ivory, выпускаемые Caraustar, Ньюпорт, Индиана. Бумажные покровные листы включают верхние покровные листы, или лицевую бумагу, и нижние покровные листы, или изнаночную бумагу. Предпочтительным изнаночным покровным бумажным листом является 5-слойный News-Line. Предпочтительным лицевым покровным бумажным листом является 7-слойный Manila.
Также в качестве одного или обоих покровных листов можно использовать волокнистые маты. Одним из пригодных типов волокнистых матов является стекловолокнистый мат, в котором нити стекловолокна связаны друг с другом посредством клея. Предпочтительные волокнистые маты могут представлять собой нетканые стекловолокнистые маты, в которых нити стекловолокна связаны друг с другом посредством клея. Наиболее предпочтительно нетканые стекловолокнистые маты имеют прочное полимерное покрытие. Например, можно использовать нетканые стекловолокнистые маты Duraglass, выпускаемые Johns-Manville, массой приблизительно 58-97 г/м2 (1,2-2,0 фунтов/100 кв. футов), где приблизительно 40-50 масс.% мата составляет покрытие из смолы. Другие используемые волокнистые маты включают, но не ограничиваются перечисленным, тканые стекловолокнистые маты и не содержащие целлюлозу ткани.
ПРИМЕР 1
Составы гипсовых суспензий для испытаний Составы гипсовых суспензий представлены ниже в Таблице 1. Все величины в Таблице 1 выражены в массовых процентах относительно массы сухого штукатурного гипса. Величины в круглых скобках представляют собой сухую массу в фунтах на 1000 кв. футов (1 фунт на 1000 кв. футов=4,9 г/м2).
ПРИМЕР 2
Изготовление стеновых панелей
Гипсовые панели для испытаний изготавливали в соответствии с US №№6342284 и 6632550 Yu и др., включенными в этот документ путем ссылки. Изготовление включает отдельное получение пены и введение пены в суспензию из всех других компонентов, как описано в примере 5 этих патентов.
Результаты испытаний гипсовых стеновых панелей, изготовленных с использованием составов А и В Примера 1, и обычной контрольной панели представлены ниже в Таблице 2. Как в данном примере, так и в других примерах, приведенных ниже, определение величин сопротивления выдергиванию гвоздя, твердости сердечника, прочности на изгиб выполнено в соответствии с ASTM С-473. Кроме того, следует отметить, что обычная гипсовая панель имеет толщину приблизительно 1,27 см (1/2 дюймов) и массу от приблизительно 7840 до 8820 г/м2 (от 1600 до 1800 фунтов на 1000 кв. футов материала). Единица измерения 1000 кв. футов (92,9 м2) является стандартной единицей измерения площади коробок, гофрированных материалов и стеновых панелей.
Как показано в Таблице 2, гипсовые стеновые панели, изготовленные с использованием суспензий состава А и В показывают значительное снижение удельной массы по сравнению с контрольной панелью. Также, как видно из Таблицы 1, панели состава А и состава В имеют существенные различия. Отношение вода/штукатурный гипс (В/ШГ) в составе А и в составе В близки. В составе В использовали значительно более высокое содержание нафталинсульфонатного диспергирующего агента. Также в составе В использовали значительно большее количество прежелатинированного крахмала, приблизительно 6 масс.%, более чем вдвое превосходящее эту величину для состава А, что сопровождается заметным увеличением прочности. Тем не менее водопотребность для получения необходимой текучести остается низкой в суспензии состава В; разница составляет приблизительно 10% по сравнению с составом А. Низкая водопотребность в обоих составах объясняется синергетическим эффектом сочетания нафталинсульфонатного диспергирующего агента и триметафосфата натрия в гипсовой суспензии, повышающего текучесть гипсовой суспензии, даже в присутствии значительно более высокого содержания прежелатинированного крахмала.
Как показано в Таблице 2, стеновая панель, изготовленная с использованием суспензии состава В, имеет значительно повышенную прочность, по сравнению со стеновой панелью, изготовленной с использованием суспензии состава А. За счет включения большего количества прежелатинированного крахмала в сочетании с увеличенным количеством нафталинсульфонатного диспергирующего агента и триметафосфата натрия, сопротивление выдергиванию гвоздя в панели состава В превосходит на 45% эту величину для панели состава А. Также наблюдали значительное увеличение прочности на изгиб панели состава В по сравнению с панелью состава А.
ПРИМЕР 3
Испытания по снижению удельной массы гипсовых стеновых панелей толщиной 1,27 см (1/2 дюйма)
Дополнительные примеры гипсовых стеновых панелей (панели С, D и Е), включая составы суспензии и результаты испытаний, представленные ниже в Таблице 3. Составы суспензий Таблицы 3 включают основные компоненты суспензий. Величины в скобках выражены в массовых процентах относительно массы сухого штукатурного гипса.
Как показано в Таблице 3, панели С, D и Е выполнены из суспензии со значительно увеличенным количеством крахмала, диспергирующего агента DILOFLO и триметафосфата натрия, по сравнению с контрольной панелью (приблизительно двукратное увеличение процентного содержания крахмала и диспергирующего агента, и двух- трехкратное увеличение триметафосфата), при неизменном отношении В/ГШ. Тем не менее, удельная масса панели существенно снижалась, а прочность по измерениям сопротивления выдергиванию гвоздя не ухудшалась резко. Таким образом, в данном примере воплощения полезной модели новый состав (например, панель состава D) может обеспечить повышенное количество крахмала в составе пригодной, текучей суспензии, при неизменном отношении В/ГШ и достаточной прочности.
ПРИМЕР 4
Определение прочности кубика гипса во влажном состоянии Определение прочности кубика во влажном состоянии выполняли, используя штукатурный гипс Southard CKS для панелей, выпускаемый United States Gypsum Corporation, Чикаго, Иллинойс, и водопроводную воду в лаборатории, чтобы определить прочность на сжатие во влажном состоянии. Использовали следующую методику лабораторных испытаний.
Штукатурный гипс (1000 г), УТСКВ (2 г) и водопроводную воду (1200 см3) при температуре приблизительно 21°С (70°F) использовали для каждой отливки влажного гипсового кубика. Прежелатинированный кукурузный крахмал (20 г, 2,0% относительно массы штукатурного гипса) и УТСКВ (2 г, 0,2% относительно массы штукатурного гипса) сначала тщательно смешивали в сухом состоянии со штукатурным гипсом в пластмассовой емкости, перед смешиванием с раствором водопроводной воды, содержащим как нафталинсульфонатный диспергирующий агент, так и триметафосфат натрия. Используемым диспергирующим агентом являлся диспергирующий агент DILOFLO (1,0-2,0%, как показано в Таблице 4). Также использовали различное количество триметафосфата натрия, как показано в Таблице 4.
Сухие компоненты и водный раствор сначала соединяли в лабораторном смесителе Warning, полученную смесь оставляли пропитываться в течении 10 с, а затем смесь перемешивали при низкой скорости в течении 10 с, чтобы получить суспензию. Полученную таким образом суспензию заливали в три кубические формы размером 5 см×5 см×5 см (2 дюйма×2 дюйма×2 дюйма). Отлитые кубики затем извлекали из формы, взвешивали и герметически упаковывали в пластмассовые емкости для предотвращения потери влажности до выполнения испытаний прочности на сжатие. Прочность на сжатие влажных кубиков измеряли с использованием испытательной машины ATS и записывали как среднее значение в фунтах на квадратный дюйм. Полученные результаты представлены ниже:
Как показано в Таблице 4, образцы 4-5, 10-11, и 17, имеют содержание триметафосфата натрия приблизительно 0,12-0,4%, т.е. в диапазоне значений по настоящей полезной модели, в основном обеспечивая превосходную прочность на сжатие влажного кубика, по сравнению с образцами, имеющими содержание триметафосфата натрия, выходящее за границы этого диапазона.
ПРИМЕР 5
Испытания легких гипсовых стеновых панелей толщиной 1,27 см (1/2 дюймов) промышленного изготовления
Выполняли дополнительные испытания (испытываемые панели 1 и 2), включающие составы суспензии и результаты испытаний, представленные ниже в Таблице 5. Составы суспензий Таблицы 5 включают основные компоненты суспензий. Величины в скобках выражены в массовых процентах относительно массы сухого штукатурного гипса.
Как показано в Таблице 5, испытательные панели 1 и 2 изготавливали из суспензии с существенно повышенным количеством крахмала, диспергирующего агента DILOFLO и триметафосфата натрия, при небольшом снижении отношения В/ШГ по сравнению с контрольными панелями. Несмотря на это, прочность, измеренная по сопротивлению выдергиванию гвоздя и испытаниям на изгиб, оставалась на том же уровне или улучшалась, а масса панели существенно снижалась. Таким образом, в этом примере воплощения полезной модели, новый состав (такой как, например, в испытательных панелях 1 и 2) может обеспечить большее количество триметафосфата натрия и крахмала, включенных в состав пригодной, текучей суспензии, при неизменном отношении В/ГШ и достаточной прочности.
ПРИМЕР 6
Испытания сверхлегких гипсовых стеновых панелей толщиной 1,27 см (1/2 inch) промышленного изготовления
Выполняли дополнительные испытания (испытательные панели 3 и 4), используя состав В (Пример 1), как в Примере 2, за исключением того, что прежелатинированный кукурузный крахмал приготавливали с водой при 10 концентрации (влажное приготовление крахмала) и использовали смесь мыл HYONIC 25 AS и PFM 33 (выпускаемые GEO Specialty Chemicals, Лафайет, Индиана). Например, испытательную панель 3 получали со смесью HYONIC 25 AS и PFM 33, при 65-70 масс.% 25AS, а остальное составляло PFM 33. Например, испытательную панель 4 получали со смесью HYONIC 25 AS и PFM 33 в соотношении 70/30 масс/масс. Результаты испытаний представлены ниже в Таблице 6.
Как показано в Таблице 6, характеристики прочности, измеренные по сопротивлению выдергиванию гвоздя, и твердость сердечника были выше значения по стандарту ASTM. Измеренная прочность на изгиб также была выше значения по стандарту ASTM. И в этом случае, в этом примере воплощения полезной модели, новый состав (такой как, например, в испытательных панелях 3 и 4) может обеспечить большее количество триметафосфата натрия и крахмала, включенных в состав пригодной текучей суспензии, при сохранении достаточной прочности.
ПРИМЕР 7
Расчет процентного содержания пор в сердечнике гипсовой стеновой панели толщиной 1,27 см (1/2 дюйма) в зависимости от массы панели и результаты распиливания
Выполняли дополнительные испытания, чтобы определить объем пор и плотность (испытательные панели 5-13), используя состав В (Пример 1), как в Примере 2, за исключением того, что прежелатинированный кукурузный крахмал получали с водой при концентрации 10% (влажное приготовление крахмала), использовали 0,5% стекловолокна и нафталинсульфонат (DILOFLO) при содержании 1,2 масс.% в виде 45% водного раствора. Мыльную пену получали, используя генератор мыльной пены, и вводили в гипсовую суспензию в количестве, эффективном для получения требуемой плотности. В данном примере мыло использовали в количестве от 1,23 г/м2 (0,25 фунтов на 1000 кв. футов) до 2,21 г/м2 (0,45 фунтов на 1000 кв. футов). Это означает, что количество используемой мыльной пены соответственно увеличивали или уменьшали. В каждом образце толщина стеновой панели составляла 1,27 см (1/2 дюйма), а объем сердечника принимали постоянным и равным 0,012 м3/м2 (39,1 куб. футов на 1000 кв. футов). Объем пор измеряли на образцах шириной 1,22 м (4 фута), с которых была удалена лицевая и изнаночная бумага. Лицевая и изнаночная бумага могут иметь толщину 0,28-0,46 мм (11-18 мил) (с каждой стороны). Объем пор/размер пор и распределение пор по размерам определяли на электронном сканирующем микроскопе (см. пример 8 ниже) и с помощью технологии КТ-сканирования рентгеновскими лучами.
Как показано в Таблице 7, изготавливали образцы испытательной панели с общим объемом пор сердечника от 79,0% до 92,1%, что соответствует плотности сердечника панели от 0,45 г/см3 до 0,16 г/см3 (от 28 фунтов на куб. фут до 10 фунтов на куб. фут), соответственно. В качестве примера, при распиливании испытательной панели 10 с общим объемом пор 81,8% и плотностью сердечника панели 0,37 г/см3 (23 фунтов на куб. фут), образуется приблизительно на 30% меньше пыли, чем при распиливании контрольной панели. В качестве дополнительного примера, если изготавливать стеновые панели с традиционным составом и меньшим содержанием связующего (такого, как крахмал с диспергирующим агентом или без него), которые содерат значительно менее приблизительно 75-80% общего объема пор сердечника, предполагают, что значительно большее количество пыли будет выделяться при резании, распиливании, фасонном фрезеровании, отламывании, закреплении гвоздями или закреплении винтами, или сверлении. Например, традиционные панели могут образовывать частицы пыли при распиливании пилой, имеющие средний диаметр приблизительно 20-30 мкм и минимальный диаметр приблизительно 1 мкм. Напротив, гипсовые стеновые панели по настоящей полезной модели образуют частицы пыли при распиливании пилой, имеющие диаметр приблизительно 30-50 мкм и минимальный диаметр приблизительно 2 мкм; при надрезании/отламывании образуются частицы еще большего размера.
Показано, что сочетание нескольких ключевых Компонентов, используемых при изготовлении гипсосодержащей суспензии, а именно: штукатурного гипса, нафталинсульфонатного диспергирующего агента, прежелатинированного кукурузного крахмала, триметафосфата натрия, а также стеклянных и/или бумажных волокон, в соединении с достаточным и эффективным количеством мыльной пены, может оказывать синергетический эффект при изготовлении употребительных гипсовых стеновых панелей низкой плотности, который также существенно снижает образование гипсовой пыли в ходе резания, распиливания, сверления, надрезания/отламывания и обычного обращения с панелями.
ПРИМЕР 8
Определение размера воздушных пор и размера пор, заполненных водой, в испытательной панели №10, и морфология кристаллов гипса
Отлитые гипсовые кубики размером 5 см×5 см×5 см (2 дюйма×2 дюйма×2 дюйма), полученные из испытательной панели 10, анализировали на сканирующем электронном микроскопе (СЭМ). Наблюдали и измеряли воздушные пузырьковые поры и поры, заполненные испаряющейся водой, а также размер и форму кристаллов гипса.
Были изготовлены три кубических образца и обозначены 11:08, 11:30, и 11:50, соответственно. На Фиг.1-3 показаны размеры и распределение воздушных пор для каждого образца с кратностью увеличения 15Х. На Фиг.4-6 показаны размеры и распределение воздушных пор для каждого образца с кратностью увеличения 50Х.
При большем увеличении наблюдали поры заполненные водой, например в стенках обычно существенно больших воздушных пор, как показано на Фиг.7-10 для кубического образца 11:50 с кратностью увеличения 10000X. Почти все кристаллы гипса имели игольчатую форму, хотя наблюдали небольшое количество пластинчатых кристаллов. Плотность и упаковка игольчатых кристаллов изменялась на поверхности воздушных пор. Также наблюдали игольчатые кристаллы гипса в порах, заполненных водой, расположенных на стенках воздушных пор.
Результаты с электронного микроскопа (СЭМ) показывают, что в гипсосодержащих изделиях, изготовленных в соответствии с настоящей полезной моделью, воздушные поры и поры, заполненные водой, в основном равномерно распределены по всему гипсовому сердечнику. Также наблюдаемые размеры и распределение пор показывают, что сформировано достаточно свободного пространства в виде воздушных пор и пор, заполненных водой, (общий объем пор сердечника) так, что достаточное количество образуемой гипсовой пыли поглощается близлежащими порами, открывающиеся при нормальном обращении и в ходе резания, распиливания, фасонного фрезерования, отламывания, закрепления гвоздями или закрепления винтами, или сверления, и не переносится по воздуху.
ПРИМЕР 9
Поглощение пыли гипсовой стеновой панелью с низким пылением Если стеновую панель изготавливают в соответствии с рекомендациями настоящей полезной модели, как в примере 7, предполагают, что образующаяся в ходе обработки стеновой панели пыль будет включать по меньшей мере, 50 масс.% частиц гипса диаметром более приблизительно 10 мкм. Поглощается по меньшей мере приблизительно 30% или более от общего объема пыли, образующейся при обработке стеновой панели при резании, распиливании, фасонном фрезеровании, закреплении гвоздями или закреплении винтами, и сверлении.
Указание диапазонов значений в данном документе служит только для более краткой ссылки конкретно на каждое отдельное значение внутри диапазона, если не в работе не указано иное, и каждое отдельное значение включено в описание, как если бы оно отдельно указывалось в данном документе. Все способы, описанные в данной работе, могут быть выполнены в любом порядке, если не указано иное или очевидно противоречит контексту. Использование любого и всех примеров, или иллюстративные выражения (например, "такой как"), имеющиеся в данном документе, предназначены только для лучшего освещения полезной модели и не устанавливают ограничения области защиты полезной модели, если не заявлено иное. Ни одно выражение в описании не следует понимать как указание на какой-либо незаявленный элемент как на являющийся существенным при осуществлении полезной модели.
Предпочтительные воплощения этой полезной модели, приведенные в данном документе включают наилучший режим осуществления полезной модели. Следует понимать, что описанные воплощения приведены только в качестве примера и не могут служить ограничением области защиты полезной модели.
Реферат
1. Гипсовая стеновая панель с низкой удельной массой, включающая:затвердевший гипсовый сердечник, расположенный между двумя покровными листами,при этом затвердевший гипсовый сердечник имеет распределение пор по размерам, включающее (i) поры размером менее приблизительно 50 мкм в диаметре, (ii) поры размером от приблизительно 50 мкм до приблизительно 100 мкм в диаметре и (iii) поры размером более приблизительно 100 мкм в диаметре; причем поры размером более приблизительно 100 мкм в диаметре составляют по меньшей мере приблизительно 20% от общего объема пор затвердевшего гипсового сердечника, где поры измерены с использованием микрофотографий, полученных методом сканирующей электронной микроскопии;затвердевший гипсовый сердечник сформирован таким образом, что имеет среднюю твердость, измеренную в соответствии с ASTM С-473, по меньшей мере 5 кг (11 фунтов),затвердевший гипсовый сердечник сформирован из суспензии, включающей по меньшей мере воду и штукатурный гипс при отношении вода/штукатурный гипс, составляющем от около 0,7 до около 1,3, и панель имеет плотность приблизительно 0,560 г/см(35 фунтов на куб. фут) или менее.2. Гипсовая стеновая панель с низкой удельной массой по п.1, в которой менее приблизительно 50% от общего объема пор представляют собой поры размером менее приблизительно 50 мкм в диаметре.3. Гипсовая стеновая панель с низкой удельной массой по п.1, в которой плотность панели составляет от приблизительно 0,38 г/см(24 фунта на куб. фут) до приблизительно 0,560 г/см(35 фунтов на куб. фут).4. Гипсовая стеновая панель с низкой удельной массой по п.1, в которой затвердевший гипсовый сердечник получен из суспензии, включающей воду, пену, шт�
Формула

Комментарии