Обвязочная машина - RU2689108C1
Код документа: RU2689108C1
Чертежи



























Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к обвязочной машине для обвязки объекта обвязки, например, арматурных стержней, проволокой.
УРОВЕНЬ ТЕХНИКИ
[0002] В связанном уровне техники предложена обвязочная машина, называемая машиной для обвязки арматурных стержней, которая обматывает проволоку вокруг двух или более арматурных стержней и скручивает обмотанную проволоку для обвязки двух или более арматурных стержней.
[0003] Такая традиционная машина для обвязки арматурных стержней имеет конфигурацию, в которой проволока подается и обматывается вокруг арматурных стержней и затем отрезается, и участок, на котором одна концевая сторона и другая концевая сторона проволоки пересекаются друг с другом, скручивается для обвязки арматурных стержней (например, см. Патентную литературу 1).
[0004] В традиционной машине для обвязки арматурных стержней проволока, связывающая арматурные стержни, имеет такую форму, что один конец и другой конец проволоки направлены в сторону, противоположную арматурным стержням относительно участка арматурных стержней, на котором арматурные стержни связаны проволокой. Однако в состоянии, в котором один конец и другой конец проволоки после обвязки направлены в сторону, противоположную арматурным стержням, проволока, связывающая арматурные стержни, имеет такую форму, что дальние концевые участки проволоки выступают больше, чем скрученная область проволоки, и, следовательно, могут мешать работе.
[0005] В отличие от этого, в Патентной литературе 2 раскрыта технология сгибания дальнего конца проволоки в сторону арматурного стержня без выступания дальнего конца проволоки.
[0006] В Патентной литературе 3 раскрыта технология сгибания конца проволоки в направлении скручивания.
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0007]
Патентная литература 1: Патент Японии № 4747455
Патентная литература 2: Патент Японии № 4570972
Патентная литература 3: Патент Японии № 5674762
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0008] Однако, конкретное средство, относящееся к тому, как и в каком направлении, следует сгибать проволоку, не раскрыто ни в одной из Патентных литератур 2 и 3. В связи с этим существует вероятность того, что, даже когда проволока согнута так, что концевые участки проволоки расположены ближе к обвязочной части, чем верхний участок проволоки, направление, в котором согнута проволока, не зафиксировано в требуемом направлении, и проволока не может быть надежно обвязана так, чтобы концевые участки проволоки были направлены в сторону арматурных стержней.
[0009] Настоящее изобретение выполнено для решения таких проблем, и его задача заключается в обеспечении обвязочной машины, которая выполнена с возможностью надежного сгибания проволок в требуемом направлении так, чтобы концевые участки проволок были расположены ближе объектам обвязки, чем верхние участки проволок.
РЕШЕНИЕ ПРОБЛЕМЫ
[0010] Для решения вышеуказанных проблем настоящее изобретение обеспечивает обвязочную машину, которая включает в себя: блок подачи, который выполнен с возможностью обмотки проволок вокруг объектов обвязки; зажимной блок, который зажимает проволоки, обмотанные вокруг объектов обвязки блоком подачи; и гибочный блок, который сгибает проволоки так, чтобы концевые участки проволок, зажатых зажимным блоком, были расположены ближе к объектам обвязки, чем верхние участки проволок.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0011] В настоящем изобретении обеспечен гибочный блок для сгибания проволок так, чтобы концевые участки проволок, зажатых зажимным блоком, были расположены ближе к объекту обвязки, чем верхние участки проволок, и, следовательно, проволока может быть надежно согнута так, чтобы концевые участки проволоки были расположены ближе к объектам обвязки, чем верхние участки проволоки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Фиг. 1 представляет собой вид примера общей конфигурации машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения, если смотреть сбоку.
Фиг. 2 представляет собой вид, иллюстрирующий пример общей конфигурации машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения, если смотреть спереди.
Фиг. 3 представляет собой вид, иллюстрирующий пример подающей шестерни в соответствии с настоящим вариантом выполнения.
Фиг. 4A представляет собой вид, иллюстрирующий пример параллельной направляющей в соответствии с настоящим вариантом выполнения.
Фиг. 4B представляет собой вид, иллюстрирующий пример параллельной направляющей в соответствии с настоящим вариантом выполнения.
Фиг. 4C представляет собой вид, иллюстрирующий пример параллельной направляющей в соответствии с настоящим вариантом выполнения.
Фиг. 4D представляет собой вид, иллюстрирующий пример параллельных проволок.
Фиг. 4E представляет собой вид, иллюстрирующий пример пересеченных и скрученных проволок.
Фиг. 5 представляет собой вид, иллюстрирующий пример направляющей канавки в соответствии с настоящим вариантом выполнения.
Фиг. 6A представляет собой вид основных частей зажимного блока в соответствии с настоящим вариантом выполнения.
Фиг. 6B представляет собой вид основных частей зажимного блока в соответствии с настоящим вариантом выполнения.
Фиг. 7 представляет собой пояснительный вид для объяснения работы машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 8 представляет собой пояснительный вид для объяснения работы машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 9 представляет собой пояснительный вид для объяснения работы машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 10 представляет собой пояснительный вид для объяснения работы машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 11 представляет собой пояснительный вид для объяснения работы машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 12 представляет собой пояснительный вид для объяснения работы машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 13 представляет собой пояснительный вид для объяснения работы машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 14 представляет собой пояснительный вид для объяснения работы машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 15A представляет собой пояснительный вид операции обмотки проволоки вокруг арматурных стержней.
Фиг. 15B представляет собой пояснительный вид операции обмотки проволоки вокруг арматурных стержней.
Фиг. 15C представляет собой пояснительный вид операции обмотки проволоки вокруг арматурных стержней.
Фиг. 16А представляет собой пояснительный вид операции сгибания проволоки.
Фиг. 16B представляет собой пояснительный вид операции сгибания проволоки.
Фиг. 16C представляет собой пояснительный вид операции сгибания проволоки.
Фиг. 17A представляет собой пример работы и эффектов машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 17B представляет собой пример работы и проблем традиционной машины для обвязки арматурных стержней.
Фиг. 18A представляет собой пример работы и эффектов машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 18B представляет собой пример работы и проблем традиционной машины для обвязки арматурных стержней.
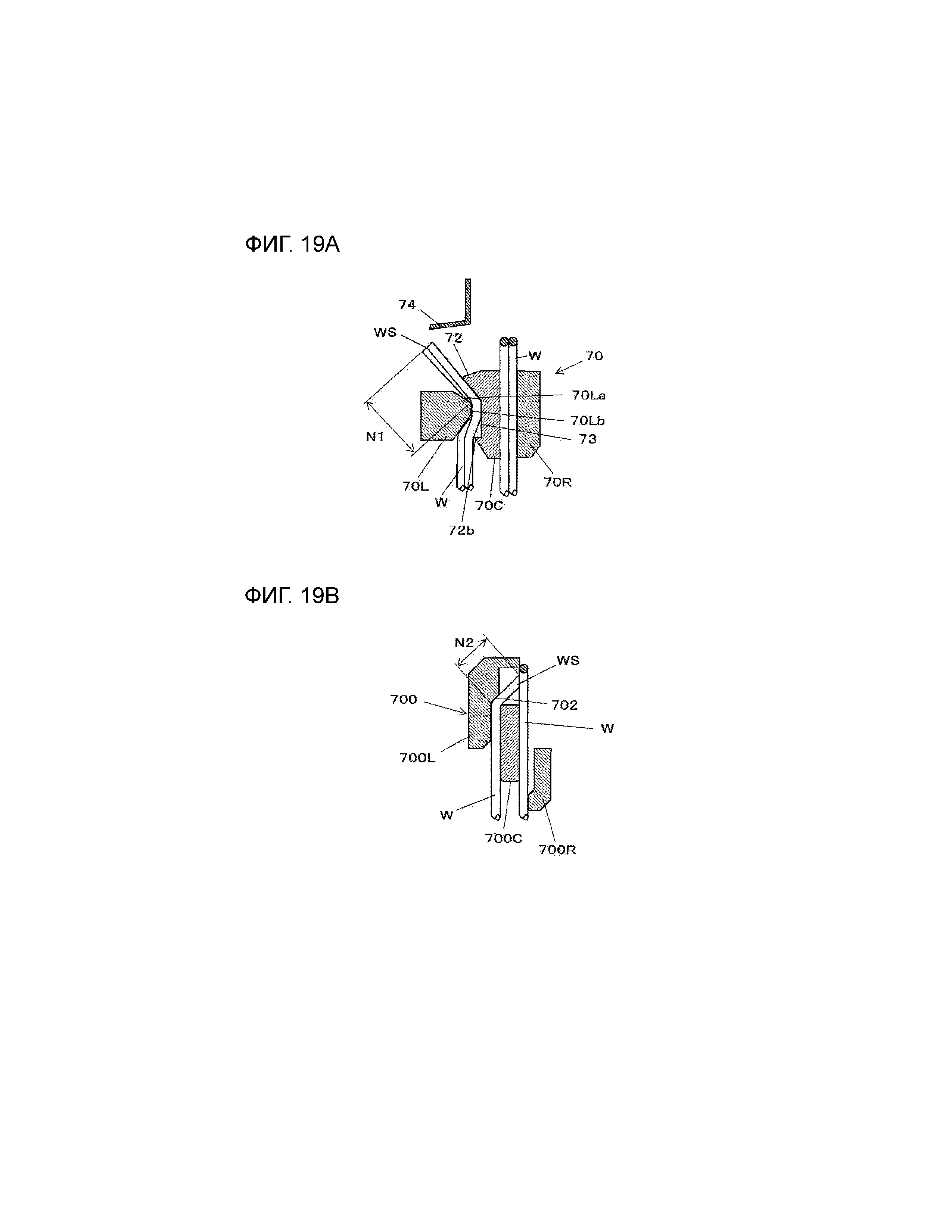
Фиг. 19A представляет собой пример работы и эффектов машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 19B представляет собой пример работы и проблем традиционной машины для обвязки арматурных стержней.
Фиг. 20A представляет собой пример работы и эффектов машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 20B представляет собой пример работы и эффектов машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 20C представляет собой пример работы и проблем традиционной машины для обвязки арматурных стержней.
Фиг. 20D представляет собой пример работы и проблем традиционной машина для обвязки арматурных стержней.
Фиг. 21A представляет собой пример работы и эффектов машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
Фиг. 21B представляет собой пример работы и проблем традиционной машины для обвязки арматурных стержней.
Фиг. 22A представляет собой пояснительный вид, иллюстрирующий модификацию настоящего варианта выполнения.
Фиг. 22B представляет собой пояснительный вид, иллюстрирующий модификацию настоящего варианта выполнения.
Фиг. 22C представляет собой пояснительный вид, иллюстрирующий модификацию настоящего варианта выполнения.
Фиг. 23А представляет собой вид, иллюстрирующий модификацию параллельной направляющей в соответствии с настоящим вариантом выполнения.
Фиг. 23B представляет собой вид, иллюстрирующий модификацию параллельной направляющей в соответствии с настоящим вариантом выполнения.
Фиг. 23C представляет собой вид, иллюстрирующий модификацию параллельной направляющей в соответствии с настоящим вариантом выполнения.
Фиг. 23D представляет собой вид, иллюстрирующий модификацию параллельной направляющей в соответствии с настоящим вариантом выполнения.
Фиг. 23E представляет собой вид, иллюстрирующий модификацию параллельной направляющей в соответствии с настоящим вариантом выполнения.
Фиг. 24 представляет собой вид, иллюстрирующий модификацию направляющей канавки в соответствии с настоящим вариантом выполнения.
Фиг. 25А представляет собой вид, иллюстрирующий модификацию блока подачи проволоки в соответствии с настоящим вариантом выполнения.
Фиг. 25B представляет собой вид, иллюстрирующий модификацию блока подачи проволоки в соответствии с настоящим вариантом выполнения.
Фиг. 26 представляет собой пояснительный вид, иллюстрирующий конфигурацию и работу зажимного блока в соответствии с другим вариантом выполнения.
Фиг. 27 представляет собой пояснительный вид, иллюстрирующий конфигурацию и работу зажимного блока в соответствии с другим вариантом выполнения.
Фиг. 28 представляет собой пояснительный вид, иллюстрирующий конфигурацию и работу зажимного блока в соответствии с другим вариантом выполнения.
Фиг. 29 представляет собой пояснительный вид, иллюстрирующий конфигурацию и работу зажимного блока в соответствии с другим вариантом выполнения.
Фиг. 30 представляет собой пояснительный вид, иллюстрирующий конфигурацию и работу зажимного блока в соответствии с другим вариантом выполнения.
Фиг. 31 представляет собой пояснительный вид, иллюстрирующий конфигурацию и работу зажимного блока в соответствии с другим вариантом выполнения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0013] Далее со ссылкой на чертежи будет описан пример машины для обвязки арматурных стержней в качестве варианта выполнения обвязочной машины в соответствии с настоящим изобретением.
Пример конфигурации машины для обвязки арматурных стержней в соответствии с вариантом выполнения
[0014] Фиг. 1 представляет собой вид примера общей конфигурации машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения, если смотреть сбоку, а Фиг. 2 представляет собой вид, иллюстрирующий пример общей конфигурации машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения, если смотреть спереди. Здесь Фиг. 2 схематически иллюстрирует внутреннюю конфигурацию по линии А-А на Фиг. 1.
[0015] Как проиллюстрировано на Фиг. 1, машина 1A для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения представляет собой переносную обвязочную машину, которая может переноситься. Машина 1A для обвязки арматурных стержней обвязывает арматурные стержни S, которые являются объектами обвязки, с использованием двух или более проволок W небольшого диаметра по сравнению с традиционной проволокой большого диаметра. В машине 1A для обвязки арматурных стержней, как будет описано ниже, арматурные стержни S связываются проволоками W в ходе операции обмотки проволок W вокруг арматурных стержней S, операции плотного затягивания проволок W, обмотанных вокруг арматурных стержней S, на арматурных стержнях S, операции скручивания проволок, обмотанных вокруг арматурных стержней S, и т.д. В машине 1A для обвязки арматурных стержней, поскольку проволоки W сгибаются в любой из описанных выше операций, используются проволоки W меньшего диаметра, чем традиционная проволока. Таким образом, проволоки могут быть обмотаны вокруг арматурных стержней S с применением небольшого усилия, и проволоки W могут быть скручены с применением небольшого усилия. Может быть использовано две или более проволок, и, следовательно, прочность обвязки арматурных стержней S может быть обеспечена проволоками W. Дополнительно две или более проволок W выполнены с возможностью параллельного размещения и подачи, и, следовательно, время, необходимое для выполнения операции обмотки проволок W, может быть уменьшено по сравнению с операцией обмотки арматурных стержней два или более раз с помощью одной проволоки. Обмотка проволок W вокруг арматурных стержней S и плотное затягивание проволок W, обмотанных вокруг арматурных стержней S, на арматурных стержнях S в общем называются обмоткой проволок W. Проволоки W могут быть обмотаны вокруг объектов обвязки, отличных от арматурных стержней S. Здесь в качестве проволок W используется одножильная проволока или многожильная проволока, выполненная из металла, который может пластически деформироваться.
[0016] Машина 1A для обвязки арматурных стержней включает в себя магазин 2A, который представляет собой вмещающий блок, который вмещает проволоку W, блок 3A подачи проволоки, который подает проволоку W, размещенную в магазине 2A, параллельную направляющую 4A для параллельного размещения проволок W, подаваемых в блок 3A подачи проволоки, и проволок W, подаваемых из блока 3A подачи проволоки. Машина 1A для обвязки арматурных стержней дополнительно включает в себя загибающий направляющий блок 5A, который параллельно обматывает подаваемые проволоки W вокруг арматурного стержня S, и режущий блок 6A, который отрезает проволоку W, обмотанную вокруг арматурного стержня S. Дополнительно машина 1A для обвязки арматурных стержней включает в себя обвязочный блок 7A, который зажимает и скручивает проволоку W, обмотанную вокруг арматурного стержня S.
[0017] Магазин 2A представляет собой пример вмещающего блока. В варианте выполнения катушка 20, на которой с возможностью вытягивания намотано две длинных проволоки W, съемно размещена в магазине. Катушка 20 обеспечена трубчатым ступичным участком 20a, на который могут быть намотаны проволоки W, и парой фланцев 20b, которые обеспечены с противоположных концевых сторон ступичного участка 20a в осевом направлении. Фланцы 20b имеют больший диаметр, чем ступичный участок 20a, и выступают за пределы противоположных концевых сторон ступичного участка 20a в осевом направлении. Две или более проволок W, в этом примере две проволоки W, намотаны на ступичный участок 20a. В машине 1A для обвязки арматурных стержней при вращении катушки 20, размещенной в магазине 2A, две проволоки W подаются из катушки 20 в ходе операции подачи двух проволок W блоком 3A подачи проволоки и операции подачи двух проволок W вручную. В то же время две проволоки W намотаны вокруг участка 24 сердечника так, что две проволоки W подаются без скручивания.
[0018] Блок 3A подачи проволоки представляет собой пример блока подачи проволоки, образующего блок подачи, и включает в себя первую подающую шестерню 30L и вторую подающую шестерню 30R в качестве пары подающих элементов для подачи параллельных проволок W, Первая подающая шестерня 30L имеет форму прямозубой шестерни, которая подает проволоку W в ходе операции вращения, а вторая подающая шестерня 30R также имеет форму прямозубой шестерни, которая зажимает проволоку W между ней и первой подающей шестерней 30L. Хотя подробная информация о первой подающей шестерне 30L и второй подающей шестерне 30R будет описана позже, первая подающая шестерня 30L и вторая подающая шестерня 30R имеют форму прямозубой шестерни, в которой зубцы образованы на внешних периферийных поверхностях дискообразного элемента. Хотя первая подающая шестерня 30L и вторая подающая шестерня 30R зацеплены друг с другом, и движущая сила передается от одной подающей шестерни к другой подающей шестерне, так что две проволоки W могут подаваться соответственным образом, возможны и другие приводные конструкции, отличные от прямозубой шестерни, которая не является ограничивающим примером.
[0019] Каждая из первой подающей шестерни 30L и второй подающей шестерни 30R имеет форму дискообразного элемента. В блоке 3A подачи проволоки первая подающая шестерня 30L и вторая подающая шестерня 30R обеспечены так, чтобы образовывать между ними путь подачи проволоки W, так что внешние периферийные поверхности первой подающей шестерни 30L и второй подающей шестерни 30R обращены друг к другу. Первая подающая шестерня 30L и вторая подающая шестерня 30R зажимают параллельные проволоки W между участками, противоположными внешней периферийной поверхности. Первая подающая шестерня 30L и вторая подающая шестерня 30R подают две проволоки W вдоль направления прохождения проволоки W в состоянии, в котором две проволоки W расположены параллельно друг другу.
[0020] Фиг. 3 представляет собой сборочный или операционный вид, иллюстрирующий пример подающей шестерни в соответствии с настоящим вариантом выполнения. Фиг. 3 представляет собой вид в сечении, взятом вдоль линии B-B на Фиг. 2. Первая подающая шестерня 30L включает в себя участок 31L зубца на ее внешней периферийной поверхности. Вторая подающая шестерня 30R включает в себя участок 31R зубца на ее внешней периферийной поверхности.
[0021] Первая подающая шестерня 30L и вторая подающая шестерня 30R расположены параллельно друг другу так, что участки 31L и 31R зубцов обращены друг к другу. Другими словами первая подающая шестерня 30L и вторая подающая шестерня 30R расположены параллельно в направлении вдоль осевого направления Ru1 петли Ru, образованной проволокой W, обмотанной загибающим направляющим блоком 5A, то есть вдоль осевого направления мнимой окружности, где контур Ru, образованный проволокой W, рассматривается как окружность. В следующем далее описании осевое направление Ru1 петли Ru, образованной проволокой W, обмотанной загибающим направляющим блоком 5A, также называется осевым направлением Ru1 петлеобразной проволоки W.
[0022] Первая подающая шестерня 30L включает в себя первую подающую канавку 32L на ее внешней периферийной поверхности. Вторая подающая шестерня 30R включает в себя вторую подающую канавку 32R на ее внешней периферийной поверхности. Первая подающая шестерня 30L и вторая подающая шестерня 30R расположены так, что первая подающая канавка 32L и вторая подающая канавка 32R обращены друг к другу, и первая подающая канавка 32L и вторая подающая канавка 32R образуют прижимной участок.
[0023] Первая подающая канавка 32L образована в форме V-образной канавки на внешней периферийной поверхности первой подающей шестерни 30L вдоль направления вращения первой подающей шестерни 30L. Первая подающая канавка 32L имеет первую наклонную поверхность 32La и вторую наклонную поверхность 32Lb, образующие V-образную канавку. Первая подающая канавка 32L имеет V-образное поперечное сечение, так что первая наклонная поверхность 32La и вторая наклонная поверхность 32Lb обращены друг к другу под заданным углом. При параллельном размещении проволок W между первой подающей шестерней 30L и второй подающей шестерней 30R первая подающая канавка 32L выполнена так, что одна проволока среди крайних проволок из проволок W, расположенных параллельно, в этом примере часть внешней периферийной поверхности одной проволоки W1 из двух проволок W, расположенных параллельно, находится в контакте с первой наклонной поверхностью 32La и второй наклонной поверхностью 32Lb.
[0024] Вторая подающая канавка 32R образована в форме V-образной канавки на внешней периферийной поверхности второй подающей шестерни 30R вдоль направления вращения второй подающей шестерни 30R. Вторая подающая канавка 32R имеет первую наклонную поверхность 32Ra и вторую наклонную поверхность 32Rb, которые образуют V-образную канавку. Подобно первой подающей канавке 32L, вторая подающая канавка 32R имеет V-образную форму поперечного сечения, и первая наклонная поверхность 32Ra и вторая наклонная поверхность 32Rb обращены друг к другу под заданным углом. При параллельном размещении проволоки W между первой подающей шестерней 30L и второй подающей шестерней 30R вторая подающая канавка 32R выполнена так, что другая проволока среди крайних проволок из проволок W, расположенных параллельно, в этом примере часть внешней периферийной поверхности другой проволоки W2 из двух проволок W, расположенных параллельно, находится в контакте с первой наклонной поверхностью 32Ra и второй наклонной поверхностью 32Rb.
[0025] Когда проволока W зажимается между первой подающей шестерней 30L и второй подающей шестерней 30R, первая подающая канавка 32L имеет такую глубину и угол (между первой наклонной поверхностью 32La и второй наклонной поверхностью 32Lb), что часть со стороны, обращенной ко второй подающей шестерне 30R, одной проволоки W1, находящейся в контакте с первой наклонной поверхностью 32La и второй наклонной поверхностью 32Lb, выступает относительно нижней окружности 31La зубца первой подающей шестерни 30L.
[0026] Когда проволока W зажимается между первой подающей шестерней 30L и второй подающей шестерней 30R, вторая подающая канавка 32R имеет такую глубину и угол (между первой наклонной поверхностью 32Ra и второй наклонной поверхностью 32Rb), что часть со стороны, обращенной к первой подающей шестерне 30L, другой проволоки W2, находящейся в контакте с первой наклонной поверхностью 32Ra и второй наклонной поверхностью 32Rb, выступает относительно нижней окружности 31Ra зубца второй подающей шестерни 30R.
[0027] В результате две проволоки W, зажатые между первой подающей шестерней 30L и второй подающей шестерней 30R, расположены так, что одна проволока W1 прижимается к первой наклонной поверхности 32La и второй наклонной поверхности 32Lb первой подающей канавки 32L, а другая проволока W2 прижимается к первой наклонной поверхности 32Ra и второй наклонной поверхности 32Rb второй подающей канавки 32R. Таким образом, одна проволока W1 и другая проволока W2 прижимаются друг к другу. В связи с этим путем вращения первой подающей шестерни 30L и второй подающей шестерни 30R две проволоки W (одна проволока W1 и другая проволока W2) одновременно подаются между первой подающей шестерней 30L и второй подающей шестерней 30R, находясь в контакте друг с другом. В этом примере первая подающая канавка 32L и вторая подающая канавка 32R имеют V-образную форму поперечного сечения, но не ограничиваются V-образной формой канавки и могут иметь, например, трапециевидную форму или дугообразную форму. Кроме того, для передачи вращения первой подающей шестерни 30L на вторую подающую шестерню 30R между первой подающей шестерней 30L и второй подающей шестерней 30R может быть обеспечен передаточный механизм, включающий в себя четное число шестерен или т.п., для вращения первой подающей шестерни 30L и второй подающей шестерни 30R в противоположных направлениях относительно друг друга.
[0028] Блок 3A подачи проволоки включает в себя приводной блок 33 для приведения в движение первой подающей шестерни 30L и блок 34 смещения для прижатия и отделения второй подающей шестерни 30R относительно первой подающей шестерни 30L.
[0029] Приводной блок 33 включает в себя двигатель 33a подачи для приведения в движение первой подающей шестерни 30L и передаточный механизм 33b, включающий себя комбинацию шестерен и т.п., для передачи движущей силы двигателя 33a подачи на первую подающую шестерню 30L.
[0030] В случае первой подающей шестерни 30L, операция вращения двигателя 33a подачи передается посредством передаточного механизма 33b, и первая подающая шестерня 30L вращается. В случае второй подающей шестерни 30R, операция вращения первой подающей шестерни 30L передается на участок 31R зубца через участок 31L зубца, и вторая подающая шестерня 30R вращается в соответствии с первой подающей шестерней 30L.
[0031] В результате путем вращения первой подающей шестерни 30L и второй подающей шестерни 30R за счет силы трения, создаваемой между первой подающей шестерней 30L и одной проволокой W1, силы трения, создаваемой между второй подающей шестерней 30R и другой проволокой W2, и силы трения, создаваемой между одной проволокой W1 и другой проволокой W2, две проволоки W подаются в состоянии, в котором они расположены параллельно друг другу.
[0032] Путем переключения прямого и обратного направлений вращения двигателя 33a подачи, переключаются блок 3A подачи проволоки, направление вращения первой подающей шестерни 30L и направление вращения второй подающей шестерни 30R, а также переключаются прямое и обратное направления подачи проволоки W.
[0033] В машине 1A для обвязки арматурных стержней путем прямого вращения первой подающей шестерни 30L и второй подающей шестерни 30R в блоке 3A подачи проволоки проволока W подается в прямом направлении, обозначенном стрелкой X1, то есть в направлении загибающего направляющего блока 5A, и обматывается вокруг арматурного стержня S в загибающем направляющем блоке 5A. Кроме того, после обмотки проволоки W вокруг арматурного стержня S первая подающая шестерня 30L и вторая подающая шестерня 30R вращаются в обратном направлении, в результате чего проволока W подается в обратном направлении, обозначенном стрелкой X2, то есть в направлении магазина 2A (втягивается). Проволока W обматывается вокруг арматурного стержня S и затем втягивается обратно, в результате чего проволока W плотно затягивается на арматурном стержне S.
[0034] Блок 34 смещения включает в себя первый смещающий элемент 35, который смещает вторую подающую шестерню 30R в направлении, в котором вторая подающая шестерня 30R входит в плотный контакт с первой подающей шестерней 30L в ходе операции вращения с валом 34a в качестве центра вращения и отделяется от нее, и второй смещающий элемент 36, который смещает первый смещающий элемент 35. Вторая подающая шестерня 30R толкается в направлении первой подающей шестерни 30L пружиной (не показана), которая смещает второй смещающий элемент 36. Таким образом, в этом примере две проволоки W удерживаются между первой подающей канавкой 32L первой подающей шестерни 30L и второй подающей канавкой 32R второй подающей шестерни 30R. Кроме того, участок 31L зубца первой подающей шестерни 30L и участок 31R зубца второй подающей шестерни 30R зацеплены друг с другом. Здесь за счет взаимосвязи первого смещающего элемента 35 и второго смещающего элемента 36 путем смещения второго смещающего элемента 36 для приведения первого смещающего элемента 35 в свободное состояние вторая подающая шестерня 30R может быть отделена от первой подающей шестерни 30L. Однако первый смещающий элемент 35 и второй смещающий элемент 36 могут оставаться связанными друг с другом.
[0035] Фиг. 4A, 4B и 4C представляют собой, виды, иллюстрирующие пример параллельной направляющей в соответствии с настоящим вариантом выполнения. Здесь Фиг. 4A, 4B и 4C представляют собой виды в поперечном сечении, взятом вдоль линии C-C на Фиг. 2, и показывают формы поперечного сечения параллельной направляющей 4A, обеспеченной в положении P1 введения. Кроме того, вид в поперечном сечении, взятом вдоль линии D-D на Фиг. 2, иллюстрирующий форму сечения параллельной направляющей 4A, обеспеченной в промежуточном положении P2, и вид в поперечном сечении, взятом вдоль линии E-E на Фиг. 2, иллюстрирующий форму сечения параллельной направляющей 4A, обеспеченной в положении P3 выдачи для отрезания, показывают такую же форму. Кроме того, Фиг. 4D представляет собой вид, иллюстрирующий пример параллельных проволок, а Фиг. 4E представляет собой конфигурационный вид, иллюстрирующий пример скрученных проволок, пересекающихся друг с другом.
[0036] Параллельная направляющая 4A представляет собой пример ограничительного блока, образующего блок подачи, и ограничивает направление множества (двух или более) передаваемых проволок W. Две или более проволок W входят в нее, и параллельная направляющая 4A параллельно подает две или более проволок W. В параллельной направляющей 4A две или более проволок расположены параллельно вдоль направления, ортогонального направлению подачи проволоки W. В частности, две или более проволок W расположены параллельно вдоль осевого направления петлеобразной проволоки W, обмотанной вокруг арматурного стержня S загибающим направляющим блоком 5A. Параллельная направляющая 4A имеет блок ограничения направления проволоки (например, отверстие 4AW, описанное позже), который ограничивает направления двух или более проволок W и размещает их параллельно. В этом примере параллельная направляющая 4A имеет основной корпус 4AG направляющей, и основной корпус 4AG направляющей обеспечен отверстием 4AW, которое представляет собой блок ограничения направления проволоки для прохождения (вставки) множества проволок W. Отверстие 4AW проходит через основной корпус 4AG направляющей вдоль направления подачи проволоки W. При прохождении множества передаваемых проволок W через отверстие 4AW и после прохождения через отверстие 4AW их конфигурация или относительное расположение определяется так, чтобы множество проволок W было расположено параллельно (каждая из множества проволок W выравнивается вблизи друг друга в направлении (радиальное направление), ортогональном направлению подачи проволоки W (осевое направление), и оси каждой из множества проволок W по существу параллельны друг другу в направлении подачи). В связи с этим множество проволок W, которые проходят через параллельную направляющую 4A, выходят из параллельной направляющей 4A в состоянии, в котором они расположены параллельно. Таким образом, параллельная направляющая 4A ограничивает перемещение проволок и относительное перемещение проволок в радиальном направлении (ограничивая перемещение в направлении, отрогональном направлению подачи) так, чтобы две проволоки W были расположены параллельно. В связи с этим в отверстии 4AW одно направление, ортогональное направлению подачи проволоки W, больше другого направления, которое ортогонально направлению подачи проволоки W и ортогонально указанному одному направлению. Отверстие 4AW имеет продольное направление (в котором две или более проволок W могут быть расположены смежно друг другу), расположенное вдоль направления, ортогонального направлению подачи проволоки W, в частности, вдоль осевого направления проволоки W, согнутой в петлю загибающим направляющим блоком 5A. В результате две или более проволок W, вставленных через отверстие 4AW, подаются вместе параллельно в направлении подачи с ограничением относительного перемещения. Кроме того, проволока смещается относительно другой проволоки в направлении, ортогональном направлению подачи проволоки W, и в предпочтительном примере оси проволок смещены в осевом направлении Ru1 петли проволоки W.
[0037] В следующем далее описании при описании формы отверстия 4AW будет описана форма поперечного сечения в направлении, ортогональном направлению подачи проволоки W. Форма поперечного сечения в направлении вдоль направления подачи проволоки W будет описана в каждом случае.
[0038] Например, если отверстие 4AW (его поперечное сечение) представляет собой круг, имеющий диаметр, равный или более чем в два раза превышающий диаметр проволоки W, или длина одной стороны представляет собой по существу квадрат, который в два или более раз превышает диаметр проволоки W, две проволоки W, проходящие через отверстие 4AW, находятся в состоянии, в котором они могут свободно перемещаться в радиальном направлении.
[0039] Если две проволоки W, проходящие через отверстие 4AW, могут свободно перемещаться в радиальном направлении в пределах отверстия 4AW, направление, в котором две проволоки W расположены в радиальном направлении, не может быть ограничено, в результате чего две проволоки W, выходящие из отверстия 4AW, могут быть не параллельны, могут скручиваться или пересекаться или мешать друг другу.
[0040] В связи с этим отверстие 4AW образовано так, чтобы длина в одном направлении или размере, то есть длина L1 в продольном направлении, была установлена в несколько (n) раз больше диаметра r проволоки W в состоянии, в котором множество (n) проволок W расположено вдоль радиального направления, а длина в другом направлении, то есть длина L2 в поперечном направлении, была установлена в несколько (n) раз больше диаметра r одной проволоки W. В настоящем примере отверстие 4AW имеет длину L1 в продольном направлении, немного больше чем в два раза превышающую диаметр r проволок W, и длину L2 в поперечном направлении немного превышающую диаметр r одной проволоки W. В настоящем варианте выполнения параллельная направляющая 4A выполнена так, что продольное направление отверстия 4AW является линейным, а поперечное направление является дугообразным, но конфигурация не ограничивается этим.
[0041] В примере, проиллюстрированном на Фиг. 4A, длина L2 в поперечном направлении (направление меньшей ширины) параллельной направляющей 4A установлена на длину, немного превышающую диаметр r одной проволоки W, в качестве предпочтительной длины. Однако поскольку достаточно, чтобы проволока W выходила из отверстия 4AW в параллельном состоянии без пересечения или скручивания, в конфигурации, в которой продольное направление (L1 или направление большей ширины) параллельной направляющей 4A ориентировано вдоль осевого направления Ru1 петли проволоки W, обмотанной вокруг арматурного стержня S в загибающем направляющем блоке 5A, длина L2 параллельной направляющей 4A в поперечном направлении, как проиллюстрировано на Фиг. 4B, может находиться в пределах диапазона от длины, немного большей диаметра r одной проволоки W, до длины, немного меньшей диаметра r двух проволок W.
[0042] Кроме того, в конфигурации, в которой продольное направление параллельной направляющей 4A ориентировано в направлении, ортогональном осевому направлению Ru1 петли проволоки W, обмотанной вокруг арматурного стержня S в загибающем направляющем блоке 5A, как проиллюстрировано на Фиг. 4C, длина L2 в поперечном направлении параллельной направляющей 4A может находиться в пределах диапазона от длины, немного большей диаметра r одной проволоки W, до длины, немного меньшей диаметра r двух проволок W.
[0043] В параллельной направляющей 4A продольное направление отверстия 4AW ориентировано вдоль направления, ортогонального направлению подачи проволоки W, в этом примере вдоль осевого направления Ru1 петли, образованной проволокой W, обмотанной вокруг арматурного стержня S в загибающем направляющем блоке 5A.
[0044] В результате параллельная направляющая 4A может пропускать две проволоки параллельно вдоль осевого направления Ru1 петли, образованной проволокой W.
[0045] В параллельной направляющей 4A, когда длина L2 в поперечном направлении отверстия 4AW меньше двойного диаметра r проволоки W и немного больше диаметра r проволоки W, даже если длина L1 в продольном направлении отверстия 4AW в два или более раз больше диаметра r проволоки W, проволоки W могут подаваться параллельно.
[0046] Однако, чем больше длина L2 в поперечном направлении (например, длина, близкая к двойному диаметру r проволоки W), и чем больше длина L1 в продольном направлении, тем более свободно проволока W может перемещаться в отверстии 4AW. Таким образом, соответственные оси двух проволок W не выравниваются параллельно в отверстии 4AW, и существует высокая вероятность скручивания или пересечения (влияния) проволок W друг с другом после прохождения через отверстие 4AW.
[0047] В связи с этим предпочтительно, чтобы продольная длина L1 отверстия 4AW немного больше чем в два раза превышала диаметр r проволоки W, а длина L2 в поперечном направлении также немного превышала диаметр r проволоки W так, чтобы две проволоки W были расположены параллельно в направлении подачи, а их относительное перемещение ограничивалось в направлениях, ортогональных направлению подачи вдоль радиального направления проволоки.
[0048] Параллельная направляющая 4A обеспечена в заданном положении с ближней стороны и дальней стороны первой подающей шестерни 30L и второй подающей шестерни 30R (блок 3A подачи проволоки) относительно направления подачи для подачи проволоки W в прямом направлении. Путем обеспечения параллельной направляющей 4A с ближней стороны первой подающей шестерни 30L и второй подающей шестерни 30R две проволоки W входят в блок 3A подачи проволоки в параллельном состоянии. В связи с этим блок 3A подачи проволоки может подавать проволоку W соответствующим образом (параллельно). Кроме того, путем обеспечения параллельной направляющей 4A также с дальней стороны первой подающей шестерни 30L и второй подающей шестерни 30R проволока W может дальше передаваться с дальней стороны при сохранении параллельного состояния двух проволок W, передаваемых из блока 3A подачи проволоки.
[0049] Параллельная направляющая 4A, обеспеченная с ближней стороны первой подающей шестерни 30L и второй подающей шестерни 30R, обеспечена в положении P1 введения между первой подающей шестерней 30L и второй подающей шестерней 30R и магазином 2A так, чтобы проволоки W, подаваемые в блок 3A подачи проволоки, были расположены параллельно в заданном направлении.
[0050] Одна из параллельных направляющих 4A, обеспеченных с дальней стороны первой подающей шестерни 30L и второй подающей шестерни 30R, обеспечена в промежуточном положении P2 между первой подающей шестерней 30L и второй подающей шестерней 30R и режущим блоком 6A так, чтобы проволоки W, подаваемые в режущий блок 6A, были расположены параллельно в заданном направлении.
[0051] Кроме того, другая из параллельных направляющих 4A, обеспеченных с дальней стороны первой подающей шестерни 30L и второй подающей шестерни 30R, обеспечена в положении P3 выдачи для отрезания, в котором расположен режущий блок 6A, так, чтобы проволоки W, подаваемые в загибающий направляющий блок 5A, были расположены параллельно в заданном направлении.
[0052] Параллельная направляющая 4A, обеспеченная в положении P1 введения, имеет вышеописанную форму, в которой по меньшей мере дальняя сторона отверстия 4AW ограничивает радиальное направление проволоки W относительно направления подачи проволоки W для передачи в прямом направлении. С другой стороны, площадь отверстия со стороны, обращенной к магазину 2A (блок введения проволоки), которая представляет собой ближнюю сторону отверстия 4AW относительно направления подачи проволоки W, передаваемой в прямом направлении, больше, чем с дальней стороны. В частности, отверстие 4AW имеет трубчатый участок отверстия, который ограничивает направление проволоки W, и конический (воронкообразный, сужающийся) участок отверстия, в котором площадь отверстия постепенно увеличивается от ближнего конца трубчатого участка отверстия до входного участка отверстия 4AW в качестве участка введения проволоки. Благодаря тому, что площадь отверстия участка введения проволоки является наибольшей и постепенно уменьшается от него, проволока W может легко входить в параллельную направляющую 4A. В связи с этим работа по введению проволоки W в отверстие 4AW может легко выполняться.
[0053] Другая параллельная направляющая 4A также имеет аналогичную конфигурацию, и дальнее отверстие 4AW относительно направления подачи проволоки W, передаваемой в прямом направлении, имеет вышеописанную форму, которая ограничивает направление проволоки W в радиальном направлении. Кроме того, в отношении другой параллельной направляющей 4A, площадь отверстия с ближней стороны относительно направления подачи проволоки W, передаваемой в прямом направлении, может быть больше, чем площадь отверстия с дальней стороны.
[0054] Параллельная направляющая 4A, обеспеченная в положении P1 введения, параллельная направляющая 4A, обеспеченная в промежуточном положении P2, и параллельная направляющая 4A, обеспеченная в положении P3 выдачи для отрезания, расположены так, что продольное направление (в направлении L1) отверстия 4AW, ортогональное направлению подачи проволоки W, ориентировано в направлении вдоль осевого направления Ru1 петли проволоки W, обмотанной вокруг арматурного стержня S.
[0055] В результате, как проиллюстрировано на Фиг. 4D, две проволоки W, передаваемые первой подающей шестерней 30L и второй подающей шестерней 30R, передаются при сохранении состояния, в котором они расположены параллельно направлению подачи с двумя проволоками, смещенными друг относительно друга в осевом направлении Ru1 петли проволоки W, обмотанной вокруг арматурного стержня S, и, как проиллюстрировано на Фиг. 4E, пересечение и скручивание или взаимодействие двух проволок W во время подачи предотвращается.
[0056] В настоящем примере отверстие 4AW представляет собой трубчатое отверстие, имеющее заданную глубину (заданное расстояние или глубину от входа до выхода отверстия 4AW) от входа до выхода отверстия 4AW (в направлении подачи проволоки W), но форма отверстия 4AW не ограничивается этим. Например, отверстие 4AW может представлять собой плоское отверстие, практически не имеющее глубины, которым открывается пластинчатый основной корпус 4AG направляющей. Кроме того, отверстие 4AW может представлять собой направляющую в форме канавки (например, U-образную направляющую канавку с открытым верхним участком) вместо участка отверстия, проходящего через основной корпус 4AG направляющей. Кроме того, в настоящем примере площадь отверстия входного участка отверстия 4AW в качестве участка введения проволоки больше другого участка, но необязательно. Форма отверстия 4AW не ограничивается конкретной формой при условии нахождения множества проволок, прошедших через отверстие 4AW и вышедших из параллельной направляющей 4A, в параллельном состоянии.
[0057] До настоящего момента описывался пример, в котором параллельная направляющая 4A обеспечена с ближней стороны (положение P1 введения) и в заданном положении (промежуточное положение P2 и положение P3 выдачи для отрезания) с дальней стороны первой подающей шестерни 30L и второй подающей шестерни 30R. Однако положение, в котором установлена параллельная направляющая 4A, не ограничивается этими тремя положениями. То есть параллельная направляющая 4A может быть установлена только в положении P1 введения, только в промежуточном положении P2 или только в положении P3 выдачи для отрезания, и только в положении P1 введения и промежуточном положении P2, только в положении P1 введения и положении P3 выдачи для отрезания, или только в промежуточном положении P2 и положении P3 выдачи для отрезания. Кроме того, может быть обеспечено четыре или более параллельных направляющих 4A в любом положении между положением P1 введения и загибающим направляющим блоком 5A с дальней стороны положения P3 выдачи для отрезания. Положение P1 введения также включает в себя внутреннюю часть магазина 2A. То есть параллельная направляющая 4A может быть расположена вблизи выхода, из которого вытягивается проволока W из магазина 2A.
[0058] Загибающий направляющий блок 5A представляет собой пример направляющего блока и образует путь подачи для обмотки двух проволок W вокруг арматурных стержней S в виде петли. Загибающий направляющий блок 5A включает в себя первый направляющий блок 50 для загибания проволоки W, передаваемой первой подающей шестерней 30L и второй подающей шестерней 30R, и второй направляющий блок 51 для направления проволоки W, подаваемой из первого направляющего блока 50, в обвязочный блок 7A.
Конец первого направляющего блока 50 и конец второго направляющего блока 51 расположены на расстоянии друг от друга, и в направлении подачи проволок W образован заданный зазор (проем). В связи с этим при выполнении или после завершения операции обвязки арматурных стержней S арматурные стержни S могут вставляться и извлекаться через этот зазор. Среди традиционных машин для обвязки арматурных стержней существует обвязочная машина, обеспеченная загибающим направляющим блоком, имеющим кольцеобразную форму (замкнутая окружность) без зазора (например, обвязочная машина, раскрытая в указанной выше Патентной литературе 2). Однако в таком загибающем направляющем блоке необходим механизм открытия/закрытия загибающей направляющей для вставки и извлечения арматурного стержня S. В отличие от этого, в соответствии с загибающим направляющим блоком 5A, имеющим зазор, как в настоящем примере, отсутствует необходимость обеспечения такого механизма открытия/закрытия загибающей направляющей.
[0059] Первый направляющий блок 50 включает в себя направляющие канавки 52, образующие путь подачи проволоки W, и направляющие штифты 53 и 53b в качестве направляющего элемента для загибания проволоки W совместно с направляющей канавкой 52. Фиг. 5 представляет собой вид, иллюстрирующий пример направляющей канавки в соответствии с настоящим вариантом выполнения. Здесь Фиг. 5 представляет собой вид в сечении, взятом вдоль линии G-G на Фиг. 2.
[0060] Направляющая канавка 52 предназначена для направления проволок W. В этом примере для ограничения направления в радиальном направлении проволок W, которое ортогонально направлению подачи проволок W, наряду с параллельной направляющей 4A направляющая канавка 52 образована отверстием, имеющим форму, в которой одно направление, ортогональное направлению подачи проволок W, больше другого направления, которое также ортогонально направлению подачи проволок W и ортогонально указанному одному направлению.
[0061] Направляющая канавка 52 имеет продольную длину L1, немного больше чем в два или более раз превышающую диаметр r одной проволоки W в состоянии, в котором проволоки W расположены вдоль радиального направления, и поперечную длину L2, немного превышающую диаметр r одной проволоки W. В настоящем варианте выполнения длина L1 в продольном направлении немного больше чем в два раза превышает диаметр r проволоки W. В направляющей канавке 52 продольное направление отверстия расположено в направлении вдоль осевого направления Ru1 петли проволоки W. Следует отметить, что направляющая канавка 52 необязательно имеет функцию ограничения направления проволоки W в радиальном направлении. В таком случае размер (длина) направляющей канавки 52 в продольном направлении и в поперечном направлении не ограничивается вышеописанным размером.
[0062] Направляющий штифт 53 обеспечен со стороны участка введения проволоки W, которая подается первой подающей шестерней 30L и второй подающей шестерней 30R, в первом направляющем блоке 50 и расположен внутри петли Ru, образованной проволокой W, в радиальном направлении относительно пути подачи проволоки W направляющей канавкой 52. Направляющий штифт 53 ограничивает путь подачи проволоки W так, чтобы проволока W, подаваемая вдоль направляющей канавки 52, не попадала внутрь петли Ru, образованной проволокой W, в радиальном направлении.
[0063] Направляющий штифт 53b обеспечен со стороны участка выдачи проволоки W, подаваемой первой подающей шестерней 30L и второй подающей шестерней 30R, в первом направляющем блоке 50 и расположен с внешней стороны в радиальном направлении петли Ru, образованной проволокой W, относительно пути подачи проволоки W направляющей канавкой 52.
[0064] В отношении проволоки W, передаваемой первой подающей шестерней 30L и второй подающей шестерней 30R, радиальное положение петли Ru, образованной проволокой W, ограничивается по меньшей мере в трех точках, включая две точки с внешней стороны в радиальном направлении петли Ru, образованной проволокой W, и по меньшей мере одну точку с внутренней стороны между двумя точками, так что проволока W загибается.
[0065] В этом примере радиально внешнее положение петли Ru, образованной проволокой W, ограничивается в двух точках: параллельной направляющей 4A в положении P3 выдачи для отрезания, обеспеченном с ближней стороны направляющего штифта 53 относительно направления подачи проволоки W, передаваемой в прямом направлении, и направляющим штифтом 53b, обеспеченным с дальней стороны направляющего штифта 53. Кроме того, радиально внутреннее положение петли Ru, образованной проволокой W, ограничивается направляющим штифтом 53.
[0066] Загибающий направляющий блок 5A включает в себя механизм 53a отведения, позволяющий отведение направляющего штифта 53 с пути перемещения проволоки W в ходе операции обмотки проволоки W вокруг арматурного стержня S. После обмотки проволоки W вокруг арматурного стержня S механизм 53a отведения смещается одновременно с работой обвязочного блока 7A и отводит направляющий штифт 53 с пути перемещения проволоки W до момента затягивания проволоки W вокруг арматурного стержня S.
[0067] Второй направляющий блок 51 включает в себя неподвижный направляющий блок 54 в качестве третьего направляющего блока для ограничения радиального положения петли Ru (перемещение проволоки W в радиальном направлении петли Ru), образованной проволокой W, обмотанной вокруг арматурного стержня S, и подвижный направляющий блок 55, служащий в качестве четвертого направляющего блока для ограничения положения вдоль осевого направления Ru1 петли Ru, образованной проволокой W, обмотанной вокруг арматурного стержня S (перемещение проволоки W в осевом направлении Ru1 петли Ru).
[0068] Неподвижный направляющий блок 54 обеспечен стеночной поверхностью 54a в качестве поверхности, проходящей вдоль направления подачи проволоки W с внешней стороны в радиальном направлении петли Ru, образованной проволокой W, обмотанной вокруг арматурного стержня S. При обмотке проволоки W вокруг арматурного стержня S стеночная поверхность 54a неподвижного направляющего блока 54 ограничивает радиальное положение петли Ru, образованной проволокой W, обмотанной вокруг арматурного стержня S. Неподвижный направляющий блок 54 прикреплен к основному корпусу 10A машины 1A для обвязки арматурных стержней, и его положение относительно первого направляющего блока 50 зафиксировано. Неподвижный направляющий блок 54 может быть образован за одно целое c основным корпусом 10A. В дополнение в конфигурации, в которой неподвижный направляющий блок 54, являющийся отдельным компонентом, прикреплен к основному корпусу 10A, неподвижный направляющий блок 54 не идеально зафиксирован на основном корпусе 10A, но в ходе операции образования петли Ru может перемещаться в такой степени, что перемещение проволоки W может быть ограничено.
[0069] Подвижный направляющий блок 55 обеспечен с дальней концевой стороны второго направляющего блока 51 и включает в себя стеночную поверхность 55a, которая обеспечена с обеих сторон вдоль осевого направления Ru1 петли Ru, образованной проволокой W, обмотанной вокруг арматурного стержня S, и выступает внутрь в радиальном направлении петли Ru от стеночной поверхности 54a. При обмотке проволоки W вокруг арматурного стержня S подвижный направляющий блок 55 ограничивает положение вдоль осевого направления Ru1 петли Ru, образованной проволокой W, обмотанной вокруг арматурного стержня S, с использованием стеночной поверхности 55a. Стеночная поверхность 55a подвижного направляющего блока 55 имеет сужающуюся форму, в которой расстояние между стеночными поверхностями 55a является широким с концевой стороны, с которой входит проволока W, передаваемая из первого направляющего блока 50, и сужается к неподвижному направляющему блоку 54b. В результате положение проволоки W, передаваемой из первого направляющего блока 50, в осевом направлении Ru1 петли Ru, обмотанной вокруг арматурного стержня S, ограничивается стеночной поверхностью 55a подвижного направляющего блока 55 и направляется в неподвижный направляющий блок 54 подвижным направляющим блоком 55.
[0070] Подвижный направляющий блок 55 установлен на неподвижном направляющем блоке 54 с помощью вала 55b со стороны, противоположной концевой стороне, с которой входит проволока W, передаваемая из первого направляющего блока 50. В подвижном направляющем блоке 55 его дальняя концевая сторона, с которой входит проволока W, подаваемая из первого направляющего блока 50, открывается и закрывается в направлении контакта с первым направляющим блоком 50 и отделения от него в ходе операции вращения петли Ru, образованной проволокой W, обмотанной вокруг арматурного стержня S, вдоль осевого направления Ru1 с валом 55b в качестве центра вращения.
[0071] В машине для обвязки арматурных стержней при обвязке арматурного стержня S между парой направляющих элементов, обеспеченных для обмотки проволоки W вокруг арматурного стержня S, в этом примере между первым направляющим блоком 50 и вторым направляющим блоком 51, вставляется (устанавливается) арматурный стержень, и затем выполняется операция обвязки. После завершения операции обвязки для выполнения следующей операции обвязки первый направляющий блок 50 и второй направляющий блок 51 отводят от арматурного стержня S после окончания обвязки. В случае отведения первого направляющего блока 50 и второго направляющего блока 51 от арматурного стержня S при перемещении машины 1A для обвязки арматурных стержней в направлении стрелки Z3 (см. Фиг. 1), которое представляет собой одно направление отделения от арматурного стержня S, арматурный стержень S может быть извлечен из первого направляющего блока 50 и второго направляющего блока 51 без каких-либо проблем. Однако, например, при размещении арматурных стержней S с заданным интервалом вдоль стрелки Y2 и последовательной обвязке этих арматурных стержней S, перемещение машины 1A для обвязки арматурных стержней в направлении стрелки Z3 при каждой операции обвязки является затруднительным, и если она может перемещаться в направлении стрелки Z2, обвязка может выполняться быстрее. Однако в традиционной машине для обвязки арматурных стержней, раскрытой, например, в Патенте Японии № 4747456, поскольку направляющий элемент, соответствующий второму направляющему элементу 51 в настоящем примере, зафиксирован на корпусе обвязочной машины, при попытке перемещения машины для обвязки арматурных стержней в направлении стрелки Z2 направляющий элемент зацепляется за арматурный стержень S. В связи с этим в машине 1A для обвязки арматурных стержней второй направляющий блок 51 (подвижный направляющий блок 55) выполнен с возможностью перемещения, как описано выше, и машина 1A для обвязки арматурных стержней перемещается в направлении стрелки Z2, так что арматурный стержень S может быть извлечен из пространства между первым направляющим блоком 50 и вторым направляющим блоком 51.
[0072] В связи с этим подвижный направляющий блок 55 поворачивается вокруг вала 55b в качестве центра вращения и, таким образом, открывается и закрывается между направляющим положением, в котором проволока W, передаваемая из первого направляющего блока 50, может направляться во второй направляющий блок 51, и положением отведения, в котором машина 1A для обвязки арматурных стержней перемещается в направлении стрелки Z2 и, следовательно, отводится в ходе операции отведения машины 1A для обвязки арматурных стержней от арматурного стержня S.
[0073] Подвижный направляющий блок 55 смещается смещающим блоком (не показан), например, пружиной, в направлении уменьшения расстояния между дальним концом первого направляющего блока 50 и дальним концом второго направляющего блока 51 и удерживается в направляющем положении усилием пружины. В ходе операции отведения машины 1A для обвязки арматурных стержней от арматурного стержня S подвижный направляющий блок 55 подталкивается при удалении арматурных стержней S, и, таким образом, подвижный направляющий блок 55 открывается из направляющего положения в положение отведения.
[0074] Режущий блок 6A включает в себя неподвижный лезвийный блок 60, вращающийся лезвийный блок 61 для отрезания проволоки W при взаимодействии с неподвижным лезвийным блоком 60, и передаточный механизм 62, который передает работу обвязочного блока 7A, в этом примере работу подвижного элемента 83 (описанного позже), перемещающегося в линейном направлении, на вращающийся лезвийный блок 61 и вращает вращающийся лезвийный блок 61. Неподвижный лезвийный блок 60 образован путем обеспечения кромочного участка, выполненного с возможностью отрезания проволоки W, в отверстии, через которое проходит проволока W. В настоящем примере неподвижный лезвийный блок 60 включает в себя параллельную направляющую 4A, расположенную в положении P3 выдачи для отрезания.
[0075] Вращающийся лезвийный блок 61 отрезает проволоку W, проходящую через параллельную направляющую 4A неподвижного лезвийного блока 60 в ходе операции вращения с валом 61a в качестве центра вращения. Передаточный механизм 62 смещается одновременно с работой обвязочного блока 7A, и после обматывания проволоки W вокруг арматурного стержня S вращающийся лезвийный блок 61 вращается в соответствии с моментом скручивания проволоки W для отрезания проволоки W.
[0076] Обвязочный блок 7A представляет собой пример обвязочного блока и включает в себя зажимной блок 70, который зажимает проволоку W, и гибочный блок 71, выполненный с возможностью сгибания стороны с одного конца WS и стороны с другого конца WE проволоки W, зажатой зажимным блоком 70, в направлении арматурного стержня S.
[0077] Зажимной блок 70 представляет собой пример зажимного блока и включает в себя неподвижный зажимной элемент 70C, первый подвижный зажимной элемент 70L и второй подвижный зажимной элемент 70R, как проиллюстрировано на Фиг. 2. Первый подвижный зажимной элемент 70L и второй подвижный зажимной элемент 70R расположены в поперечном направлении относительно неподвижного зажимного элемента 70C. В частности, первый подвижный зажимной элемент 70L расположен с одной стороны вдоль осевого направления обматываемой вокруг проволоки W относительно неподвижного зажимного элемента 70C, а второй подвижный зажимной элемент 70R расположен с другой стороны.
[0078] Первый подвижный зажимной элемент 70L смещается в направлении контакта с неподвижным зажимным элементом 70C и отделения от него. В дополнение второй подвижный зажимной элемент 70R смещается в направлении контакта с неподвижным зажимным элементом 70C и отделения от него.
[0079] При перемещении первого подвижного зажимного элемента 70L в направлении от неподвижного зажимного элемента 70C в зажимном блоке 70 между первым подвижным зажимным элементом 70L и неподвижным зажимным элементом 70C образуется путь подачи, по которому проходит проволока W. С другой стороны, при перемещении первого подвижного зажимного элемента 70L к неподвижному зажимному элементу 70C проволока W зажимается между первым подвижным зажимным элементом 70L и неподвижным зажимным элементом 70C.
[0080] При перемещении второго подвижного зажимного элемента 70R в направлении от неподвижного зажимного элемента 70C в зажимном блоке 70 между вторым подвижным зажимным элементом 70R и неподвижным зажимным элементом 70C образуется путь подачи, по которому проходит проволока W. С другой стороны, при перемещении второго подвижного зажимного элемента 70R к неподвижному зажимному элементу 70C проволока W зажимается между вторым подвижным зажимным элементом 70R и неподвижным зажимным элементом 70C.
[0081] Проволока W, передаваемая первой подающей шестерней 30L и второй подающей шестерней 30R и проходящая через параллельную направляющую 4A в положении P3 выдачи для отрезания, проходит между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R и направляется в загибающий направляющий блок 5A. Проволока W, обмотанная загибающим направляющим блоком 5A, проходит между неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L.
[0082] В связи с этим первый зажимной блок для зажатия стороны с одного конца WS проволоки W образован парой зажимных элементов: неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L. Кроме того, неподвижный зажимной элемент 70C и второй подвижный зажимной элемент 70R образуют второй зажимной блок для зажатия стороны с другого конца WE проволоки W, отрезанной режущим блоком 6A.
[0083] Фиг. 6A и 6B представляют собой виды, иллюстрирующие основные части зажимного блока в соответствии с настоящим вариантом выполнения. Первый подвижный зажимной элемент 70L включает в себя выступ 70Lb, выступающий в направлении неподвижного зажимного элемента 70C, на поверхности, обращенной к неподвижному зажимному элементу 70C. С другой стороны, неподвижный зажимной элемент 70C включает в себя выемку 73, в которую входит выступ 70Lb первого зажимного элемента 70L, на поверхности, обращенной к первому подвижному зажимному элементу 70L. Соответственно, при зажатии проволоки W первым подвижным зажимным элементом 70L и неподвижным зажимным элементом 70C проволока W сгибается в направлении первого подвижного зажимного элемента 70L.
[0084] В частности, неподвижный зажимной элемент 70C включает в себя участок 72 предварительной гибки. Участок 72 предварительной гибки выполнен так, что выступ, выступающий в направлении первого подвижного зажимного элемента 70L, обеспечен на дальнем конце вдоль направления подачи проволоки W, подаваемой в прямом направлении, на поверхности неподвижного зажимного элемента 70C, обращенной к первому подвижному зажимному элементу 70L.
[0085] Для зажатия проволоки W между неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L и предотвращения выпадения зажатой проволоки W зажимной блок 70 имеет выступающий участок 72b и углубленный участок 73 на неподвижном зажимном элементе 70C. Выступающий участок 72b обеспечен на ближнем конце вдоль направления подачи проволоки W, подаваемой в прямом направлении, на поверхности неподвижного зажимного элемента 70C, обращенной к первому подвижному зажимному элементу 70L, и выступает к первому подвижному зажимному элементу 70L. Углубленный участок 73 обеспечен между участком 72 предварительной гибки и выступающим участком 72b и имеет форму углубления в направлении, противоположном первому подвижному зажимному элементу 70L.
[0086] Первый подвижный зажимной элемент 70L имеет углубленный участок 70La, в который входит участок 72 предварительной гибки неподвижного зажимного элемента 70C, и выступающий участок 70Lb, который входит в углубленный участок 73 неподвижного зажимного элемента 70C.
[0087] В результате, как проиллюстрировано на Фиг. 6B, в ходе операции зажатия стороны с одного конца WS проволоки W между неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L проволока W прижимается участком 72 предварительной гибки к стороне первого подвижного зажимного элемента 70L, и один конец WS проволоки W сгибается в направлении от проволоки W, зажатой неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R.
[0088] Зажатие проволоки W неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R включает в себя состояние, в котором проволока W может перемещаться между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R с некоторой степенью свободы. Это происходит потому, что в ходе операции обмотки проволоки W вокруг арматурного стержня S необходимо перемещение проволоки W между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R.
[0089] Гибочный участок 71 представляет собой пример гибочного блока и сгибает проволоки W так, чтобы концевые участки проволок W после обвязки проволокой W объектов обвязки были расположены ближе к объектам обвязки, чем верхние участки проволок W, которые полностью (или по большей части) выступают в направлении отделения от объектов обвязки. Гибочный участок 71 обеспечен опорными частями (противоскользящими частями, описанными ниже) 75 и 76, которые становятся точками опоры при сгибании проволок W, и сгибающими частями 71a и 71b, которые сгибают проволоки W с использованием опорных частей 75 и 76 в качестве точек опоры (см. Фиг. 16). В этом примере гибочный участок 71 сгибает проволоки W, зажатые зажимным блоком 70, до скручивания проволок W зажимным блоком 70.
[0090] Сгибающие части 71a и 71b обеспечены вокруг зажимного блока 70 так, чтобы покрывать часть зажимного блока 70, и обеспечены так, чтобы иметь возможность перемещения вдоль осевого направления зажимного блока 70. В частности, сгибающие части 71a и 71b выполнены с возможностью приближения к стороне с одного конца WS каждой проволоки W, зажатой неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L, и к стороне с другого конца WE каждой проволоки W, зажатой неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R, и с возможностью перемещения в направлении сгибания стороны с одного конца WS и стороны с другого конца WE каждой проволоки W и в продольном направлении, то есть в направлении отделения от согнутых проволок W.
[0091] Сгибающая часть 71a перемещается в прямом направлении, обозначенном стрелкой F, и, таким образом, сгибает сторону с одного конца WS каждой проволоки W, зажатой неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L, в сторону арматурного стержня S с использованием опорной части 75, находящейся в положении зажатия, в качестве точки опоры. Сгибающая часть 71b перемещается в прямом направлении, обозначенном стрелкой F, и, таким образом, сгибает сторону с другого конца WE каждой проволоки W между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R в сторону арматурного стержня S с использованием опорной части 76, находящейся в положении зажатия, в качестве точки опоры.
[0092] Проволока W сгибается путем перемещения сгибающих частей 71a и 71b, так что проволока W, проходящая между вторым подвижным зажимным элементом 70R и неподвижным зажимным элементом 70C, прижимается сгибающей частью 71b, и проскальзывание проволоки W между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R предотвращается.
[0093] Обвязочный блок 7A включает в себя блок 74 ограничения длины, который ограничивает положение одного конца WS проволоки W. Блок 74 ограничения длины образован путем обеспечения элемента, в который упирается один конец WS проволоки W на пути подачи проволоки W, прошедшей между неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L. Для обеспечения заданного расстояния от положения зажатия проволоки W неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L в этом примере блок 74 ограничения длины обеспечен в первом направляющем блоке 50 загибающего направляющего блока 5A.
[0094] Машина 1A для обвязки арматурных стержней включает в себя приводной механизм 8A обвязочного блока, который приводит в движение обвязочный блок 7A. Приводной механизм 8A обвязочного блока включает в себя двигатель 80, вращающийся вал 82, приводимый в движение двигателем 80 посредством редуктора 81 скорости, который выполняет понижение и повышение крутящего момента, подвижный элемент 83, который смещается в ходе операции вращения вращающегося вала 82, и элемент 84 ограничения вращения, который ограничивает вращение подвижного элемента 83, связанное с операцией вращения вращающегося вала 82.
[0095] В отношении вращающегося вала 82 и подвижного элемента 83, с помощью винтового участка, обеспеченного на вращающемся валу 82, и участка гайки, обеспеченного в подвижном элементе 83, операция вращения вращающегося вала 82 преобразуется в перемещение подвижного элемента 83 вдоль вращающегося вала 82 в прямом и обратном направлении.
[0096] Подвижный элемент 83 фиксируется на элементе 84 ограничения вращения в рабочей области, в которой проволока W зажата зажимным блоком 70, и затем проволока W сгибается гибочным участком 71, так что подвижный элемент 83 перемещается в прямом и обратном направлении в состоянии, в котором операция вращения ограничена элементом 84 ограничения вращения. Дополнительно подвижный элемент 83 вращается в ходе операции вращения вращающегося вала 82, выходя из фиксации элемента 84 ограничения вращения.
[0097] В этом примере подвижный элемент 83 соединен с первым подвижным зажимным элементом 70L и вторым подвижным зажимным элементом 70R через кулачок (не проиллюстрировано). Приводной механизм 8A обвязочного блока выполнен так, что перемещение подвижного элемента 83 в прямом и обратном направлении преобразуется в операцию смещения первого подвижного зажимного элемента 70L в направлении контакта с неподвижным зажимным элементом 70C и отделения от него и операцию смещения второго подвижного зажимного элемента 70R в направлении контакта с неподвижным зажимным элементом 70C и отделения от него.
[0098] Кроме того, в приводном механизме 8A обвязочного блока операция вращения подвижного элемента 83 преобразуется в операцию вращения неподвижного зажимного элемента 70C, первого подвижного зажимного элемента 70L и второго подвижного зажимного элемента 70R.
[0099] Кроме того, в приводном механизме 8A обвязочного блока гибочный участок 71 обеспечен за одно целое с подвижным элементом 83, так что гибочный участок 71 перемещается в прямом и обратном направлении путем перемещения подвижного элемента 83 в прямом и обратном направлении.
[0100] Механизм 53a отведения направляющего штифта 53 образован рычажным механизмом, который преобразует перемещение подвижного элемента 83 в прямом и обратном направлении в смещение направляющего штифта 53. Передаточный механизм 62 вращающегося лезвийного участка 61 образован рычажным механизмом, который преобразует перемещение подвижного элемента 83 в прямом и обратном направлении в операцию вращения вращающегося лезвийного участка 61.
[0101] Машина 1A для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения имеет форму, удерживаемую рабочим в руке, и включает в себя основной корпус 10A и участок 11A рукоятки. Машина 1A для обвязки арматурных стержней включает в себя обвязочный блок 7A и приводной механизм 8A обвязочного блока в основном корпусе 10A и имеет загибающий направляющий блок 5A с одной концевой стороны основного корпуса 10A в продольном направлении (первое направление Y1). Кроме того, участок 11A рукоятки обеспечен так, чтобы выступать с другой концевой стороны в продольном направлении основного корпуса 10A в одном направлении (второе направление Y2), по существу ортогональном (пересекающееся) продольному направлению. Кроме того, блок 3A подачи проволоки обеспечен со стороны вдоль второго направления Y2 относительно обвязочного блока 7A, а магазин 2A обеспечен со стороны вдоль второго направления Y2 относительно блока 3A подачи проволоки.
[0102] В связи с этим магазин 2A обеспечен с одной стороны вдоль первого направления Y1 относительно участка 11A рукоятки. Спусковой механизм 12А обеспечен с одной стороны участка 11A рукоятки в первом направлении Y1, и блок 14A управления управляет двигателем 33a подачи и двигателем 80 в соответствии с состоянием переключателя 13A, нажимаемого при работе спускового механизма 12А. Кроме того, к концу участка 11A рукоятки во втором направлении Y2 с возможностью отсоединения прикреплен аккумулятор 15A.
Пример работы машины для обвязки арматурных стержней в соответствии с вариантом выполнения
[0103] Фиг. 7-14 представляют собой схемы для объяснения работы машины 1A для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения, а Фиг. 15A, 15B и 15C представляют собой схемы для объяснения операции обмотки проволоки вокруг арматурного стержня. Фиг. 16А, 16B и 16C представляют собой пояснительные виды операции сгибания проволоки. Далее со ссылкой на чертежи будет описана операция обвязки арматурного стержня S проволокой W с использованием машины 1A для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения.
[0104] Фиг. 7 иллюстрирует исходное состояние, то есть первоначальное состояние, в котором проволока W еще не подается блоком 3A подачи проволоки. В исходном состоянии конец проволоки W находится в положении P3 выдачи для отрезания. Как проиллюстрировано на Фиг. 15A, в этом примере проволока W, находящаяся в положении P3 выдачи для отрезания, размещается параллельно в заданном направлении путем прохождения через параллельную направляющую 4A (неподвижный лезвийный участок 60), в которой обеспечены две проволоки W, в положении P3 выдачи для отрезания.
[0105] Проволоки W между положением P3 выдачи для отрезания и магазином 2A размещаются параллельно в заданном направлении параллельной направляющей 4A в промежуточном положении P2 и параллельной направляющей 4A в положении P2 введения, а также первой подающей шестерней 30L и второй подающей шестерней 30R.
[0106] Фиг. 8 иллюстрирует состояние, в котором проволока W обмотана вокруг арматурного стержня S. При вставке арматурного стержня S между первым направляющим блоком 50 и вторым направляющим блоком 51 загибающего направляющего блока 5A и срабатывании спускового механизма 12А, двигатель 33a подачи приводится в движение в направлении нормального вращения, и, следовательно, первая подающая шестерня 30L вращается в прямом направлении, и вторая подающая шестерня 30R вращается в прямом направлении вслед за первой подающей шестерней 30L.
[0107] В связи с этим две проволоки W подаются в прямом направлении за счет силы трения, создаваемой между первой подающей шестерней 30L и одной проволокой W1, силы трения, создаваемой между второй подающей шестерней 30R и другой проволокой W2, и силы трения, создаваемой между одной проволокой W1 и другой проволокой W2.
[0108] Две проволоки W, входящие между первой подающей канавкой 32L первой подающей шестерни 30L и второй подающей канавкой 32R второй подающей шестерни 30R, и две проволоки W, выходящие из первой подающей шестерни 30L и второй подающей шестерни 30R, подаются параллельно друг другу в заданном направлении путем обеспечения параллельных направляющих 4A с ближней стороны и дальней стороны блока 3A подачи проволоки относительно направления подачи проволоки W, подаваемой в прямом направлении.
[0109] В случае подачи проволоки W в прямом направлении проволока W проходит между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R и проходит через направляющую канавку 52 первого направляющего блока 50 загибающего направляющего блока 5A. В результате проволока W загибается для обмотки вокруг арматурного стержня S. Две проволоки W, введенные в первый направляющий блок 50, удерживаются в состоянии, в котором они расположены параллельно, с помощью параллельной направляющей 4A в положении P3 выдачи для отрезания. Кроме того, поскольку две проволоки W подаются в состоянии, в котором они прижаты к внешней стеночной поверхности направляющей канавки 52, проволоки W, проходящие через направляющую канавку 52, также удерживаются в состоянии, в котором они расположены параллельно в заданном направлении.
[0110] Перемещение проволоки W, подаваемой из первого направляющего блока 50, ограничивается перемещением вдоль осевого направления Ru1 петли Ru, образованной обмотанной вокруг проволокой, подвижным направляющим блоком 55 второго направляющего блока 51 для направления в неподвижный направляющий блок 54 стеночной поверхностью 55a. На Фиг. 22B перемещение проволоки W, которая направляется неподвижным направляющим блоком 54, вдоль радиального направления петли Ru ограничивается стеночной поверхностью 54a неподвижного направляющего блока 54, и проволока W направляется между неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L. Затем при подаче дальнего конца проволоки W в положение, в котором он упирается в блок 74 ограничения длины, работа двигателя 33a подачи прекращается.
[0111] В результате проволока W обматывается вокруг арматурного стержня S в форме петли. В то же время, как проиллюстрировано на Фиг. 15B, две проволоки W, обмотанные вокруг арматурного стержня S, удерживаются в состоянии, в котором они расположены параллельно друг другу без скручивания.
[0112] Фиг. 9 иллюстрирует состояние, в котором проволока W зажата зажимным блоком 70. После прекращения подачи проволоки W двигатель 80 приводится в движение в направлении нормального вращения, в результате чего двигатель 80 перемещает подвижный элемент 83 в направлении стрелки F, которое представляет собой прямое направление. То есть в отношении подвижного элемента 83, операция вращения, связанная с вращением двигателя 80, ограничивается элементом 84 ограничения вращения, и вращение двигателя 80 преобразуется в линейное перемещение. В результате подвижный элемент 83 перемещается в прямом направлении. Одновременно с работой подвижного элемента 83, перемещающегося в прямом направлении, первый подвижный зажимной элемент 70L смещается в направлении приближения к неподвижному зажимному элементу 70C, и сторона с одного конца WS проволоки W зажимается.
[0113] Кроме того, работа подвижного элемента 83, перемещающегося в прямом направлении, передается на механизм 53a отведения, и направляющий штифт 53 отводится с пути перемещения проволоки W.
[0114] Фиг. 10 иллюстрирует состояние, в котором проволока W обмотана вокруг арматурного стержня S. После того как сторона с одного конца WS проволоки W зажимается между первым подвижным зажимным элементом 70L и неподвижным зажимным элементом 70C, и двигатель 33a подачи приводится в движение в направлении обратного вращения, первая подающая шестерня 30L вращается в обратном направлении, и вторая подающая шестерня 30R вращается в обратном направлении вслед за первой подающей шестерней 30L.
[0115] В связи с этим две проволоки W втягиваются в направлении магазина 2A и подаются в противоположном (обратном) направлении. В ходе операции подачи проволоки W в обратном направлении проволока W плотно затягивается на арматурном стержне S. В этом примере, как проиллюстрировано на Фиг. 15C, поскольку две проволоки расположены параллельно друг другу, увеличение сопротивления подачи из-за скручивания проволок W в ходе операции подачи проволоки W в противоположном направлении может быть предотвращено. Кроме того, если в случае обвязки арматурного стержня S одной проволокой, как в традиционном примере, и в случае обвязки арматурного стержня S двумя проволоками W, как в настоящем примере, должна быть получена одинаковая прочность обвязки, при использовании двух проволок W диаметр каждой проволоки W может быть более тонким. В связи с этим проволока W может легко сгибаться, и проволока W может быть плотно затянута на арматурном стержне S с применением небольшого усилия. В связи с этим проволока W может быть надежно затянута вокруг арматурного стержня S с применением небольшого усилия. В дополнение при использовании двух тонких проволок W проволоке W легче придать форму петли, а также можно снизить нагрузку при отрезании проволоки W. Наряду с этим можно уменьшить размер каждого двигателя машины 1A для обвязки арматурных стержней, и уменьшить общий размер основного корпуса путем уменьшения размера механического участка. В дополнение можно снизить энергопотребление путем уменьшения размера двигателя и снижения нагрузки.
[0116] Фиг. 11 иллюстрирует состояние, в котором проволока W отрезана. После обмотки проволоки W вокруг арматурного стержня S и прекращения подачи проволоки W двигатель 80 приводится в движение в направлении нормального вращения, тем самым перемещая подвижный элемент 83 в прямом направлении. Одновременно с работой подвижного элемента 83, перемещающегося в прямом направлении, второй подвижный зажимной элемент 70R смещается в направлении приближения к неподвижному зажимному элементу 70C, и проволока W зажимается. В дополнение работа подвижного элемента 83, перемещающегося в прямом направлении, передается передаточным механизмом 62 на режущий блок 6A, и сторона с другого конца WE проволоки W, зажатая вторым подвижным зажимным элементом 70R и неподвижным зажимным элементом 70C, отрезается в ходе работы вращающегося лезвийного участка 61.
[0117] Фиг. 12 иллюстрирует состояние, в котором конец проволоки W согнут в сторону арматурного стержня S. Путем дополнительного перемещения подвижного элемента 83 в прямом направлении после отрезания проволоки W сгибающие части 71a, 71b гибочного участка 71 перемещаются в прямом направлении вместе с подвижным элементом 83.
[0118] Как проиллюстрировано на Фиг. 16B и 16C, сгибающая часть 71a перемещается в направлении приближения к арматурному стержню S, которое представляет собой прямое направление, обозначенное стрелкой F, так что гибочный участок вступает в контакт со стороной с одного конца WS проволоки W, зажатой неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L. Кроме того, сгибающая часть 71b перемещается в направлении приближения к арматурному стержню S, которое представляет собой прямое направление, обозначенное стрелкой F, так что сгибающая часть 71b вступает в контакт со стороной с другого конца WE проволоки W, зажатой неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R.
[0119] Сгибающая часть 71a перемещается на заданное расстояние в прямом направлении, обозначенном стрелкой F. В связи с этим сторона с одного конца WS каждой проволоки W, зажатая неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L, толкается в сторону арматурного стержня S и сгибается в сторону арматурного стержня S с использованием опорной части 75 в качестве точки опоры.
[0120] Как проиллюстрировано на Фиг. 16A и 16B, для зажимного блока 70 обеспечена опорная часть 75. Зажимной блок 70 обеспечен противоскользящей частью 75, которая выступает в направлении неподвижного зажимного элемента 70C, на дальнем конце первого подвижного зажимного элемента 70L. В этом примере противоскользящая часть 75 выполнена, чтобы служить в качестве опорной части 75. В связи с этим при перемещении сгибающей части 71a в прямом направлении, обозначенном стрелкой F, один конец WS каждой проволоки W, зажатый неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L, сгибается в сторону арматурного стержня S в положении зажатия, образованном неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L, с использованием противоскользящей части (опорной части) 75 в качестве точки опоры. На Фиг. 16B второй подвижный зажимной элемент 70R не проиллюстрирован.
[0121] Сгибающая часть 71b перемещается на заданное расстояние в прямом направлении, обозначенном стрелкой F. В связи с этим сторона с другого конца WE каждой проволоки W, зажатая неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R, толкается в сторону арматурного стержня S и сгибается в сторону арматурного стержня S с использованием опорной части 76 в качестве точки опоры.
[0122] Как проиллюстрировано на Фиг. 16А и 16C, для зажимного блока 70 обеспечена опорная часть 76. Зажимной блок 70 обеспечен противоскользящей частью 76, которая выступает в направлении неподвижного зажимного элемента 70C, на дальнем конце второго подвижного зажимного элемента 70R. В этом примере противоскользящая часть 76 выполнена, чтобы служить в качестве опорной части 76. В связи с этим при перемещении сгибающей части 71b в прямом направлении, обозначенном стрелкой F, другой конец WE каждой проволоки W, зажатый неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R, сгибается в сторону арматурного стержня S в положении зажатия, образованном неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R, с использованием противоскользящей части (опорной части) 76 в качестве точки опоры. На Фиг. 16C первый подвижный зажимной элемент 70L не проиллюстрирован.
[0123] Фиг. 13 иллюстрирует состояние, в котором проволока W скручена. После сгибания конца проволоки W в сторону арматурного стержня S двигатель 80 дополнительно приводится в движение в направлении нормального вращения, в результате чего двигатель 80 дополнительно перемещает подвижный элемент 83 в направлении стрелки F, которое представляет собой прямое направление. При перемещении подвижного элемента 83 в заданное положение в направлении стрелки F подвижный элемент 83 выходит из блокировки элемента 84 ограничения вращения, и сдерживание вращения подвижного элемента 83 элементом 84 ограничения вращения освобождается. В результате двигатель 80 дополнительно приводится в движение в направлении нормального вращения, в результате чего зажимной блок 70, зажимающий проволоку W, вращается и скручивает проволоку W. Зажимной блок 70 смещается пружиной (не проиллюстрирована) в обратном направлении и скручивает проволоку W, натягивая ее. В связи с этим проволока W не ослабляется, и арматурный стержень S обвязывается проволокой W.
[0124] Фиг. 14 иллюстрирует состояние, в котором скрученная проволока W освобождена. После скручивания проволоки W двигатель 80 приводится в движение в направлении обратного вращения так, что двигатель 80 перемещает подвижный элемент 83 в обратном направлении, обозначенном стрелкой R. То есть, в отношении подвижного элемента 83, операция вращения, связанная с вращением двигателя 80, ограничивается элементом 84 ограничения вращения, и вращение двигателя 80 преобразуется в линейное перемещение. В результате подвижный элемент 83 перемещается в обратном направлении. Одновременно с работой подвижного элемента 83, перемещающегося в обратном направлении, первый подвижный зажимной элемент 70L и второй подвижный зажимной элемент 70R смещаются в направлении от неподвижного зажимного элемента 70C, и зажимной блок 70 освобождает проволоку W. При завершении обвязки арматурного стержня S и извлечении арматурного стержня S из машины 1A для обвязки арматурных стержней обычно арматурный стержень S может зацепляться за загибающий направляющий блок, и его может быть сложно извлечь, что в некоторых случаях ухудшает эффективность работы. С другой стороны, путем обеспечения возможности поворота подвижного направляющего блока 55 второго направляющего блока 51 в направлении стрелки H при извлечении арматурного стержня S из машины 1A для обвязки арматурных стержней, подвижный направляющий блок 55 второго направляющего блока 51 не зацепляется за арматурный стержень S, и, следовательно, эффективность работы повышается.
Работа и эффекты машины для обвязки арматурных стержней в соответствии с вариантом выполнения
[0125] Фиг. 17A представляет собой пример работы и эффектов машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения, а Фиг. 17B представляет собой пример работы и проблем традиционной машины для обвязки арматурных стержней. Далее будет описан пример работы и эффектов машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения в сравнении со связанным уровнем техники в отношении формы проволоки W, связывающей арматурные стержни S.
[0126] Как проиллюстрировано на Фиг. 17B, в случае проволоки W, обвязанной вокруг арматурного стержня S в традиционной машине для обвязки арматурных стержней, один конец WS и другой конец WE проволоки W ориентированы в направлении, противоположном арматурному стержню S. В связи с этим один конец WS и другой конец WE проволоки W, которые представляют собой дальнюю концевую сторону скрученного участка проволоки W, обвязывающей арматурный стержень S, сильно выступают относительно арматурного стержня S. Если дальняя концевая сторона проволоки W избыточно выступает, существует вероятность того, что выступающий участок будет мешать выполнению операций и затруднять работу.
[0127] Также после обвязки арматурных стержней S место, где уложены арматурные стержни S, заливается бетоном 200. В то же время для предотвращения выступания одного конца WS и другого конца WE проволоки W из бетона 200 расстояние от конца проволоки W, обвязанной вокруг арматурного стержня S, в примере на Фиг. 17B расстояние от одного конца WS проволоки W до поверхности 201 залитого бетона 200, должно сохранять заданный размер S1. В связи с этим в конфигурации, в которой один конец WS и другой конец WE проволоки W обращены в направлении, противоположном арматурному стержню S, расстояние S12 от положения укладки арматурного стержня S до поверхности 201 бетона 200 становится большим.
[0128] С другой стороны, в машине 1A для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения проволока W сгибается гибочным участком 71 так, что один конец WS проволоки W, обмотанной вокруг арматурных стержней S, расположен ближе к арматурным стержням S, чем первый согнутый участок WS1, который представляет собой согнутый участок проволоки S, и другой конец WE проволоки W, обмотанной вокруг арматурных стержней S, расположен ближе к арматурным стержням S, чем второй согнутый участок WE1, который представляет собой согнутый участок проволоки W. В машине 1A для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения проволока W сгибается гибочным участком 71 так, что один из (i) согнутого участка, согнутого участком 72 предварительной гибки в ходе операции зажатия проволоки W первым подвижным зажимным элементом 70L и неподвижным зажимным элементом 70C, и (ii) согнутого участка, согнутого неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R в ходе операции обвязки проволоки W вокруг арматурных стержней S, становится верхним участком проволоки W. Верхний участок является наиболее выступающим участком в направлении отделения проволоки W от арматурных стержней S. То есть в настоящем варианте выполнения по меньшей мере один из согнутых участков со стороны с одного конца WS и стороны с другого конца WE проволоки W, связывающей арматурные стержни S, становится верхним участком.
[0129] В результате, как проиллюстрировано на Фиг. 17A, проволока W, обвязанная вокруг арматурного стержня S в машине 1A для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения, имеет первый согнутый участок WS1 между скрученным участком WT и одним концом WS, и сторона с одного конца WS проволоки W согнута в сторону арматурного стержня S так, что один конец WS проволоки W расположен ближе к арматурному стержню S, чем первый согнутый участок WS1. Второй согнутый участок WE1 образован между скрученным участком WT и другим концом WE проволоки W. Сторона с другого конца WE проволоки W согнута в сторону арматурного стержня S так, что другой конец WE проволоки W расположен ближе к стороне арматурного стержня S, чем второй согнутый участок WE1.
[0130] В примере, проиллюстрированном на Фиг. 17A, на проволоке W образовано два согнутых участка, в этом примере первый согнутый участок WS1 и второй согнутый участок WE1. Из двух согнутых участков в проволоке W, обвязанной вокруг арматурного стержня S, первый согнутый участок WS1, наиболее выступающий в направлении от арматурного стержня S (направление, противоположное арматурному стержню S), представляет собой верхний участок Wp. Как один конец WS, так и другой конец WE проволоки W согнуты таким образом, чтобы не выступать за пределы верхнего участка Wp в направлении, противоположном арматурному стержню S.
[0131] Таким образом, путем размещения одного конца WS и другого конца WE проволоки W таким образом, чтобы они не выступали за верхний участок Wp, образованный согнутым участком проволоки W, в направлении, противоположном арматурному стержню S, можно предотвратить снижение эффективности работы из-за выступающего конца проволоки W. Поскольку сторона с одного конца WS проволоки W согнута в сторону арматурного стержня S, и сторона с другого конца WE проволоки W согнута в сторону арматурного стержня S, величина выступания с дальней концевой стороны от скрученного участка WT проволоки W меньше, чем в традиционном случае. В связи с этим расстояние S2 от положения укладки арматурного стержня S до поверхности 201 бетона 200 может быть меньше, чем в традиционном случае. В связи с этим можно уменьшить количество используемого бетона.
[0132] В случае машины 1A для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения проволока W обматывается вокруг арматурного стержня S путем подачи в прямом направлении, и сторона с одного конца WS проволоки W, обмотанной вокруг арматурного стержня S путем подачи проволоки W в противоположном направлении, сгибается в сторону арматурного стержня S гибочным участком 71 в состоянии, в котором она зажата неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L. Кроме того, сторона с другого конца WE проволоки W, отрезанная режущим блоком 6A, сгибается в сторону арматурного стержня S гибочным участком 71 в состоянии, в котором она зажата неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R.
[0133] Таким образом, проволока W может быть согнута с использованием положения зажатия, образованного неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L, в качестве точки 71c1 опоры, как проиллюстрировано на Фиг. 16B, и с использованием положения зажатия, образованного неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R, в качестве точки 71c2 опоры, как проиллюстрировано на Фиг. 16C. В дополнение гибочный участок 71 может прикладывать усилие для сгибания проволоки W в направлении арматурных стержней S путем смещения сгибающих частей 71a и 71b в направлении приближения сгибающих частей 71a и 71b к арматурным стержням S.
[0134] Таким образом, в машине 1A для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения, поскольку проволока W крепко зажимается в положении зажатия и сгибается с помощью сгибающих частей 71a и 71b и опорных частей 75 и 76 с использованием точек 71c1 и 71c2 опоры в качестве точек опоры, усилие сгибания проволоки W не распределяется в других направлениях, и сторона с конца WS и сторона с конца WE проволоки W могут надежно сгибаться в требуемом направлении (в сторону арматурного стержня S).
[0135] С другой стороны, например, в случае традиционной обвязочной машины, которая прикладывает усилие в направлении скручивания проволоки W в состоянии, в котором проволока W не зажата, конец проволоки W может сгибаться в направлении скручивания проволоки W, но усилие сгибания проволоки W прикладывается в состоянии, в котором проволока W не зажата, так что направление сгибания проволоки W не зафиксировано, и в некоторых случаях конец проволоки W может быть обращен наружу противоположно арматурному стержню S.
[0136] Однако в настоящем варианте выполнения, как описано выше, поскольку проволока W крепко зажимается в положении зажатия и сгибается с помощью сгибающих частей 71a и 71b и опорных частей 75 и 76 с использованием точек 71c1 и 71c2 опоры в качестве точек опоры, сторона с конца WS и сторона с конца WE проволоки W могут надежно направляться в сторону арматурного стержня S.
[0137] Кроме того, если конец проволоки W должен быть согнут в сторону арматурного стержня S после скручивания проволоки W для обвязки арматурного стержня S, существует вероятность ослабления места обвязки, в котором скручена проволока W, и снижения прочности обвязки. Кроме того, при скручивании проволоки W для обвязки арматурного стержня S и дальнейшей попытке сгибания конца проволоки путем приложения усилия в направлении дополнительного скручивания проволоки W, существует вероятность разрыва места обвязки, в котором скручена проволока W.
[0138] С другой стороны, в настоящем варианте выполнения, поскольку проволока сгибается в зажатом состоянии, место обвязки, в котором скручена проволока W, не ослабляется, и прочность обвязки не снижается. В качестве более предпочтительного варианта, поскольку проволока W сгибается до скручивания проволоки W для обвязки арматурных стержней S, и поскольку после скручивания проволоки W для обвязки арматурных стержней S в направлении скручивания проволоки W не прикладывается никакого дополнительного усилия, место обвязки, в котором скручена проволока W, не разрывается.
[0139] Кроме того, поскольку сторона с одного конца WS и сторона с другого конца WE проволоки W сгибаются в сторону арматурного стержня S до скручивания проволоки W для обвязки арматурных стержней S, концевые участки проволоки W могут быть предварительно направлены в сторону арматурного стержня S даже при досрочном прекращении операции скручивания проволоки W из-за какой-либо неисправности или т.п.
[0140] Фиг. 18A и 19A показывают примеры эксплуатационных эффектов машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения, а Фиг. 18B и 19B показывают примеры работы и проблем традиционной машины для обвязки арматурных стержней. Ниже будет описан пример эксплуатационного эффекта машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения в сравнении с традиционным случаем в отношении предотвращения выпадения проволоки W из зажимного блока в ходе операции обмотки проволоки W вокруг арматурного стержня S.
[0141] Как проиллюстрировано на Фиг. 18B, традиционный зажимной блок 700 машины для обвязки арматурных стержней включает в себя неподвижный зажимной элемент 700C, первый подвижный зажимной элемент 700L и второй подвижный зажимной элемент 700R, и в первом подвижном зажимном элементе 700L обеспечен блок 701 ограничения длины, в который упирается проволока W, обмотанная вокруг арматурного стержня S.
[0142] В ходе операции подачи проволоки W в обратном направлении (втягивание) и обмотки ее вокруг арматурного стержня S и в ходе операции скручивания проволоки W зажимным блоком 700, проволока W, зажатая неподвижным зажимным элементом 700C и первым подвижным зажимным элементом 700L, может выпадать, если расстояние N2 от положения зажатия проволоки W неподвижным зажимным элементом 700C и первым подвижным зажимным элементом 700L до блока 701 ограничения длины является коротким.
[0143] Для предотвращения выпадения зажатой проволоки W необходимо просто увеличить расстояние N2. Однако с этой целью необходимо увеличить расстояние от положения зажатия проволоки W в первом подвижном зажимном элементе 700L до блока 701 ограничения длины.
[0144] Однако, при увеличении расстояния от положения зажатия проволоки W в первом подвижном зажимном элементе 700L до блока 701 ограничения длины увеличивается размер первого подвижного зажимного элемента 700L. В связи с этим в традиционной конфигурации невозможно увеличить расстояние N2 от положения зажатия проволоки W неподвижным зажимным элементом 700C и первым подвижным зажимным элементом 700L до одного конца WS проволоки W.
[0145] С другой стороны, как проиллюстрировано на Фиг. 18A, в зажимном блоке 70 в соответствии с настоящим вариантом выполнения блок 74 ограничения длины, в который упирается проволока W, выполнен как отдельный компонент, независимый от первого подвижного зажимного элемента 70L.
[0146] Это позволяет увеличить расстояние N1 от положения зажатия проволоки W в первом подвижном зажимном элементе 70L до блока 74 ограничения длины без увеличения размера первого подвижного зажимного элемента 70L.
[0147] В связи с этим, даже если первый подвижный зажимной элемент 70L не увеличивается, можно предотвратить выпадение проволоки W, зажатой неподвижным зажимным элементом 70C и первым подвижным зажимным элементом 70L, в ходе операции подачи проволоки W в обратном направлении для обмотки вокруг арматурного стержня S и в ходе операции скручивания проволоки W зажимным блоком 70.
[0148] Как проиллюстрировано на Фиг. 19B, традиционный зажимной блок 700 машины для обвязки арматурных стержней на поверхности первого подвижного зажимного элемента 700L, обращенной к неподвижному зажимному элементу 700C, обеспечен выступом, выступающим в направлении неподвижного зажимного элемента 700C, и выемкой, в которую входит неподвижный зажимной элемент 700C, тем самым образуя участок 702 предварительной гибки.
[0149] В результате в ходе операции зажатия проволоки W первым подвижным зажимным элементом 700L и неподвижным зажимным элементом 700C сторона с одного конца WS проволоки W, выступающая относительно положения зажатия первым подвижным зажимным элементом 700L и неподвижным зажимным элементом 700C, сгибается, и в ходе операции подачи проволоки W в обратном направлении для обмотки вокруг арматурного стержня S и операции скручивания проволоки W зажимным блоком 700, достигается эффект предотвращения выпадения проволоки W.
[0150] Однако, поскольку сторона с одного конца WS проволоки W сгибается внутрь в направлении проволоки W, проходящей между неподвижным зажимным элементом 700C и вторым подвижным зажимным элементом 700R, согнутая сторона с одного конца WS проволоки W может зацепляться с проволокой W, подаваемой в обратном направлении для обмотки вокруг арматурного стержня S.
[0151] При зацеплении согнутой стороны с одного конца WS проволоки W проволокой W, подаваемой в обратном направлении для обмотки вокруг арматурного стержня S, существует вероятность того, что обмотка проволоки W будет недостаточной, или скручивание проволоки W будет недостаточным.
[0152] С другой стороны, в зажимном блоке 70 в соответствии с настоящим вариантом выполнения, как проиллюстрировано на Фиг. 19A, на поверхности неподвижного зажимного элемента 70C, обращенной к первому подвижному зажимному элементу 70L, для образования участка 72 предварительной гибки обеспечены выступ, выступающий в направлении первого подвижного зажимного элемента 70L, и выемка, в которую входит первый подвижный зажимной элемент 70L.
[0153] Таким образом, в ходе операции зажатия проволоки W первым подвижным зажимным элементом 70L и неподвижным зажимным элементом 70C сторона с одного конца WS проволоки W, выступающая относительно положения зажатия, образованного первым подвижным зажимным элементом 70L и неподвижным зажимным элементом 70C, сгибается. Сторона с одного конца WS проволоки W зажимается в трех точках: выступ, образованный участком 72 предварительной гибки в неподвижном зажимном элементе 70C, выступ, образованный первым подвижным зажимным элементом 70L, входящий в выемку участка 72 предварительной гибки, и другой выступ неподвижного зажимного элемента 70C. В связи с этим в ходе операции подачи проволоки W в обратном направлении для обмотки вокруг арматурных стержней S и операции скручивания проволоки W зажимным блоком 70, достигается эффект предотвращения проскальзывания проволоки W.
[0154] Сторона с одного конца WS проволоки W сгибается наружу противоположно проволоке W, проходящей между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R, так что контакт согнутой стороны с одного конца WS проволоки W с проволокой W, подаваемой в обратном направлении для обмотки вокруг арматурного стержня S, предотвращается.
[0155] Таким образом, в ходе операции подачи проволоки W в обратном направлении для обмотки вокруг арматурного стержня S выпадение проволоки W из зажимного блока 70 предотвращается, что обеспечивает надежную обмотку проволоки W, и в ходе операции скручивания проволоки W можно надежно выполнить обвязку проволоки W.
Пример эксплуатационного эффекта машины для обвязки арматурных стержней в соответствии с вариантом выполнения
[0156] Фиг. 20A, 20B и 21А показывают примеры эксплуатационных эффектов машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения, а Фиг. 20C, 20D и 21B представляют собой примеры работы и проблем традиционной машины для обвязки арматурных стержней. Ниже будет описан пример эксплуатационных эффектов машины для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения в сравнении со связанным уровнем техники в отношении операции обвязки арматурного стержня S проволокой W.
[0157] Как проиллюстрировано на Фиг. 20C, в традиционной конфигурации, в которой вокруг арматурного стержня S обматывается одна проволока Wb заданного диаметра (например, от около 1,6 мм до около 2,5 мм), как проиллюстрировано на Фиг. 20D, поскольку проволока Wb имеет высокую жесткость, если проволока Wb не обматывается вокруг арматурного стержня S с применением достаточно большого усилия, в ходе операции обмотки проволоки Wb возникает провисание J, и между проволокой и арматурным стержнем S образуется зазор.
[0158] С другой стороны, как проиллюстрировано на Фиг. 20A, в настоящем варианте выполнения, в котором в отличие от традиционного случая вокруг арматурного стержня S обматываются две проволоки W небольшого диаметра (например, от около 0,5 мм до около 1,5 мм), как проиллюстрировано на Фиг. 20B, поскольку жесткость проволоки W меньше жесткости традиционной проволоки, даже если проволока W обматывается вокруг арматурного стержня S с применением меньшего усилия, чем в традиционном случае, возникновение провисания проволоки W в ходе операции обмотки проволоки W предотвращается, и проволока надежно обматывается вокруг арматурного стержня S на линейном участке K. В отношении функции обвязки арматурного стержня S проволокой W, жесткость проволоки W изменяется не только в зависимости от диаметра проволоки W, но и в зависимости от материала и т.д. Например, в настоящем варианте выполнения в качестве примера описана проволока W, имеющая диаметр от около 0,5 мм до около 1,5 мм. Однако если также принять во внимание материал проволоки W, между нижним предельным значение и верхним предельным значением диаметра проволоки W может возникать по меньшей мере разница в допуске.
[0159] Кроме того, как проиллюстрировано на Фиг. 21B, в традиционной конфигурации, в которой вокруг арматурного стержня S обматывается и скручивается одна проволока Wb заданного диаметра, поскольку проволока Wb имеет высокую жесткость, провисание проволоки Wb не устраняется даже в ходе операции скручивания проволоки Wb, и между проволокой и арматурным стержнем S образуется зазор L.
[0160] С другой стороны, как проиллюстрировано на Фиг. 21A, в настоящем варианте выполнения, в котором вокруг арматурного стержня S обматываются и скручиваются две проволоки W меньшего диаметра по сравнению со связанным уровнем техники, поскольку жесткость проволоки W меньше по сравнению с традиционным случаем, в ходе операции скручивания проволоки W зазор M между арматурным стержнем S и проволокой может быть устранен в отличие от традиционного случая, в результате чего прочность обвязки проволоки W повышается.
[0161] При использовании двух проволок W можно уравнять силу удерживания арматурных стержней по сравнению с традиционным случаем и предотвратить смещение между арматурными стержнями S после обвязки. В настоящем варианте выполнения две проволоки W подаются одновременно (совместно), и арматурные стержни S обвязываются с использованием двух проволок W, подаваемых одновременно (совместно). Одновременная подача двух проволок W означает подачу одной проволоки W и другой проволоки W с по существу одинаковой скоростью, то есть относительная скорость одной проволоки W относительно другой проволоки W является по существу нулевой. В этом примере значение необязательно ограничивается этим значением. Например, даже если одна проволока W и другая проволока W подаются с разными скоростями (в разные моменты), две проволоки W параллельно перемещаются по пути подачи проволоки W в состоянии, в котором две проволоки W расположены параллельно друг другу, поэтому, при условии, что проволока W может быть обмотана вокруг арматурного стержня S в параллельном состоянии, это означает, что две проволоки подаются одновременно. Другими словами, общая площадь площадей поперечного сечения каждой из двух проволок W представляет собой фактор определения силы удерживания арматурных стержней, так что даже если моменты подачи двух проволок W смещены, с точки зрения обеспечения силы удерживания арматурных стержней может быть получен тот же результат. Однако поскольку для операции одновременной (совместной) подачи двух проволок W можно сократить время, необходимое для подачи, по сравнению с операцией смещения момента подачи двух проволок W, предпочтительно подавать две проволоки W одновременно (совместно), так как это приводит к повышению скорости обвязки.
Модификация машины для обвязки арматурных стержней в соответствии с вариантом выполнения
[0162] В отношении машины 1A для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения путем примера была описана конфигурация, в которой используются две проволоки. Однако арматурные стержни S могут быть связаны одной проволокой, или арматурные стержни S могут быть связаны двумя или более проволоками. В дополнение машина 1A для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения выполнена так, что блок 74 ограничения длины обеспечен для первого направляющего блока 50 загибающего направляющего блока 5A, но он может быть обеспечен в другом месте при условии, что он является компонентом, независимым от зажимного блока 70, таким как первый подвижный зажимной элемент 70L. Например, блок 74 ограничения длины может быть обеспечен для конструкции, которая поддерживает зажимной блок 70.
[0163] Кроме того, машина 1A для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения выполнена так, что проволока W скручивается в ходе операции вращения зажимного блока 70 после сгибания стороны с одного конца WS и стороны с другого конца WE проволоки W в сторону арматурного стержня S гибочным участком 71. Однако операция скручивания проволоки W может быть начата до завершения операции сгибания проволоки W. После инициации операции скручивания проволоки W с началом операции вращения зажимного блока 70 проволока W может быть согнута до завершения операции скручивания проволоки W. Кроме того, проволока W может быть согнута после завершения операции скручивания проволоки W (при сохранении состояния, в котором проволока W зажата).
[0164] В дополнение гибочный участок имеет конфигурацию, в которой гибочный участок 71 выполнен за одно целое с подвижным элементом 83, но он может иметь конфигурацию, в которой гибочный участок 71 независим от подвижного элемента 83. Зажимной блок 70 и гибочный участок 71 могут приводиться в движение независимым приводным блоком, например, двигателем. Кроме того, вместо гибочного участка 71 гибочный участок может быть обеспечен неподвижным зажимным элементом 70C, первым подвижным зажимным элементом 70L и вторым подвижным зажимным элементом 70R, и гибочный участок имеет вогнуто-выпуклую форму или т.п. и прикладывает усилие, которое сгибает проволоку W в сторону арматурного стержня S в ходе операции зажатия проволоки W.
[0165] Фиг. 22A, 22B и 22C представляют собой пояснительные виды, иллюстрирующие модификацию настоящего варианта выполнения. В машине 1A для обвязки арматурных стержней в соответствии с настоящим вариантом выполнения гибочный участок 71 размещает один конец WS проволоки W со стороны арматурного стержня S за первым согнутым участком WS1 проволоки W и размещает другой конец WE проволоки W, которая обмотана вокруг арматурных стержней S, со стороны арматурного стержня S за вторым согнутым участком WE1 проволоки W. В примере, проиллюстрированном на Фиг. 22A, поскольку первый согнутый участок WS1, который представляет собой участок, полностью выступающий в направлении, противоположном арматурным стержням S, становится верхним участком Wp, это будет работать, если один конец WS и другой конец WE проволоки W не будут выступать за верхний участок Wp, образованный на первом согнутом участке WS1, в направлении, противоположном арматурным стержням S. По этой причине, как проиллюстрировано на Фиг. 22A, например, если сторона с одного конца WS проволоки W сгибается в сторону арматурного стержня S на первом согнутом участке WS1, один конец WS проволоки W не обязательно должен быть обращен в сторону арматурного стержня S, например, как показано на верхнем или свободном конце WS.
[0166] Как проиллюстрировано на Фиг. 22B, может быть обеспечен гибочный участок для сгибания первого согнутого участка WS2 и второго согнутого участка WE2 в изогнутой форме. В этом случае участок, который полностью выступает в направлении, противоположном арматурным стержням S, становится первым согнутым участком WS2, и, следовательно, первый согнутый участок WS2 становится верхним участком Wp, и один конец WS и другой конец WE проволоки W не выступают за верхний участок Wp, образованный на первом согнутом участке WS2, в направлении, противоположном арматурным стержням S.
[0167] Кроме того, как проиллюстрировано на Фиг. 22C, сторона с одного конца WS проволоки W согнута в сторону арматурных стержней S так, что один конец WS проволоки W расположен ближе к арматурным стержням S, чем первый согнутый участок WS1. В дополнение сторона с другого конца WE проволоки W согнута в сторону арматурных стержней S так, что другой конец WE проволоки W расположен ближе к арматурным стержням S, чем второй согнутый участок WE1. В отношении проволоки W, связывающей арматурные стержни S, второй согнутый участок WE1, который полностью выступает в направлении, противоположном арматурным стержням S, может становиться верхним участком Wp. Любой из одного конца WS и другого конца WE проволоки W согнут так, чтобы он не выступал за верхний участок Wp в направлении, противоположном арматурным стержням S.
Модифицированный пример машины для обвязки арматурных стержней в соответствии с вариантом выполнения
[0168] Фиг. 23A, 23B, 23C, 23D и 23E представляют собой схемы, иллюстрирующие модифицированные примеры параллельной направляющей в соответствии с настоящим вариантом выполнения. В качестве конфигурации для обвязки арматурного стержня S двумя или более проволоками W в параллельной направляющей 4B, проиллюстрированной на Фиг. 23A, форма поперечного сечения отверстия 4BW, то есть форма поперечного сечения отверстия 4BW в направлении, ортогональном направлению подачи проволоки W, является прямоугольной, и продольное направление (L1) и поперечное направление (L2) отверстия 4BW имеют прямолинейную форму. В параллельной направляющей 4B длина L1 в продольном направлении отверстия 4BW немного больше чем в два или более раз превышает диаметр r проволоки W в состоянии, в котором проволоки W расположены параллельно вдоль радиального направления, а длина L2 в поперечном направлении немного превышает диаметр r одной проволоки W. В параллельной направляющей 4B этого примера длина L1 отверстия 4BW в продольном направлении немного больше чем в два раза превышает диаметр r проволоки W.
[0169] В параллельной направляющей 4C, проиллюстрированной на Фиг. 23B, продольное направление отверстия 4CW имеет прямолинейную форму, а поперечное направление имеет треугольную форму. В параллельной направляющей 4C в состоянии, в котором множество проволок W расположено параллельно в продольном направлении отверстия 4CW, и проволока W может направляться наклонной плоскостью в поперечном направлении, продольная длина L1 отверстия 4CW немного больше чем в два или более раз превышает диаметр r проволоки W в состоянии, в котором проволоки W расположены вдоль радиального направления, а поперечная длина L2 немного превышает диаметр r одной проволоки W.
[0170] В параллельной направляющей 4D, проиллюстрированной на Фиг. 23C, продольное направление отверстия 4DW имеет изогнутую форму, которая изогнута внутрь в выпуклой форме, а поперечное направление имеет дуговую форму. То есть форма отверстия 4DW соответствует внешней форме параллельных проволок W. В параллельной направляющей 4D длина L1 в продольном направлении отверстия 4DW немного больше чем в два или более раз превышает диаметр r проволоки W в состоянии, в котором проволоки W расположены вдоль радиального направления, длина L2 в поперечном направлении немного превышает диаметр r одной проволоки W. В параллельной направляющей 4D в настоящем примере длина L1 в продольном направлении немного больше чем в два раза превышает диаметр r проволоки W.
[0171] В параллельной направляющей 4E, проиллюстрированной на Фиг. 23D, продольное направление отверстия 4EW имеет изогнутую форму, изогнутую наружу в выпуклой форме, а поперечное направление имеет дуговую форму. То есть отверстие 4EW имеет форму эллипса. Параллельная направляющая 4E имеет длину L1 в продольном направлении отверстия 4EW, немного больше чем в два или более раз превышающую диаметр r проволоки W в состоянии, в котором проволоки W расположены вдоль радиального направления, и длину L2 в поперечном направлении, немного превышающую диаметр r одной проволоки W. В этом примере параллельная направляющая 4E имеет длину L1 в продольном направлении, немного более чем в два раза превышающую диаметр r проволоки W.
[0172] Параллельная направляющая 4F, проиллюстрированная на Фиг. 23E, включает в себя множество отверстий 4FW, соответствующих количеству проволок W. Каждая проволока W проходит через собственное отверстие 4FW рядом друг с другом. В параллельной направляющей 4F каждое отверстие 4FW имеет диаметр (длину) L1, немного превышающую диаметр r проволоки W, и направление, в котором параллельно расположено множество проволок W, ограничено относительным перемещением между двумя проволоками в направлениях, ортогональных направлению подачи, и множество проволок W расположено параллельно.
[0173] Фиг. 24 представляет собой схему, иллюстрирующую модифицированный пример направляющей канавки в соответствии с настоящим вариантом выполнения. Направляющая канавка 52B имеет ширину (длину) L1 и глубину L2, немного превышающие диаметр r проволоки W. Между одной направляющей канавкой 52B, по которой проходит одна проволока W, и другой направляющей канавкой 52B, по которой проходит другая проволока W, образован разделительный стеночный участок вдоль направления подачи проволоки W. Первый направляющий блок 50 ограничивает направление относительного перемещения, так что множество проволок расположено параллельно друг другу в направлении, в котором расположено множество направляющих канавок 52B.
[0174] Фиг. 25A и 25B представляют собой схемы, иллюстрирующие модифицированные примеры блока подачи проволоки в соответствии с настоящим вариантом выполнения. Блок 3B подачи проволоки, проиллюстрированный на Фиг. 25A, включает в себя первый блок 35a подачи проволоки и второй блок 35b подачи проволоки, которые отдельно подают проволоки W. Первый блок 35a подачи проволоки и второй блок 35b подачи проволоки обеспечены первой подающей шестерней 30L и второй подающей шестерней 30R соответственно.
[0175] Каждая проволока W, отдельно подаваемая первым блоком 35a подачи проволоки и вторым блоком 35b подачи проволоки, размещается параллельно в заданном направлении параллельной направляющей 4A, проиллюстрированной на Фиг. 4A, 4B или 4C, или параллельными направляющими 4B-4E, проиллюстрированными на Фиг. 23A, 23B, 23C или 23D, и направляющей канавкой 52, проиллюстрированной на Фиг. 5.
[0176] Блок 3C подачи проволоки, проиллюстрированный на Фиг. 25B, включает в себя первый блок 35a подачи проволоки и второй блок 35b подачи проволоки, которые отдельно подают проволоки W. Первый блок 35a подачи проволоки и второй блок 35b подачи проволоки обеспечены первой подающей шестерней 30L и второй подающей шестерней 30R соответственно.
[0177] Каждая из проволок W, отдельно подаваемых первым блоком 35a подачи проволоки и вторым блоком 35b подачи проволоки, размещается параллельно в заданном направлении параллельной направляющей 4F, проиллюстрированной на Фиг. 23E, и направляющей канавкой 52B, проиллюстрированной на Фиг. 24B. В случае блока 30C подачи проволоки, поскольку две проволоки W направляются независимо, если первый блок 35a подачи проволоки и второй блок 35b подачи проволоки могут приводиться в действие независимо, также можно сдвинуть момент подачи двух проволок W. Даже если операция обмотки арматурного стержня S выполняется путем начала подачи другой проволоки W с середины операции обмотки арматурного стержня S одной из двух проволок W, считается, что две проволоки W подаются одновременно. Также хотя подача двух проволок W начинается одновременно, если скорость подачи одной проволоки W отличается от скорости подачи другой проволоки W, считается, что две проволоки W также подаются одновременно.
[0178] Фиг. 26-31 представляют собой пояснительные виды, иллюстрирующие конфигурацию и работу зажимного блока в соответствии с другим вариантом выполнения. Далее будет описан другой вариант выполнения направления сгибания одного конца WS проволоки W.
[0179] Проволока W, согнутая в дуговую форму первым направляющим блоком 50 загибающего направляющего блока 5A, загибается так, что положения двух точек снаружи дуги и одной точки внутри дуги ограничиваются в трех точках: неподвижным лезвийным участком 60, образующим параллельную направляющую 4A в положении P3 выдачи для отрезания, и направляющими штифтами 53 и 53b первого направляющего блока 50, вследствие чего образуется по существу круглая петля Ru.
[0180] В ходе операции подачи проволоки W в обратном направлении блоком 3A подачи проволоки для обмотки проволоки W вокруг арматурных стержней S проволока W перемещается в направлении уменьшения диаметра петли Ru.
[0181] В вышеуказанном варианте выполнения, как проиллюстрировано на Фиг. 19A, конец WS проволоки W выполнен с возможностью сгибания участком 72 предварительной гибки наружу, противоположно проволоке W, проходящей между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R. Таким образом, конец WS проволоки W отводится с пути перемещения проволоки W на основе операции обмотки проволоки W вокруг арматурных стержней S. В конфигурации, проиллюстрированной на Фиг. 26 и 27, при сгибании наружу, противоположно проволоке W, проходящей между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R, конец WS проволоки W сгибается внутрь в радиальном направлении петли Ru, образованной проволокой W. В конфигурации, проиллюстрированной на Фиг. 28 и 29, при сгибании наружу, противоположно проволоке W, проходящей между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R, конец WS проволоки W сгибается наружу в радиальном направлении петли Ru, образованной проволокой W. По этой причине зажимной блок 70 обеспечен участком 72a предварительной гибки, который обматывает вокруг арматурных стержней S и сгибает проволоку W с пути Ru3 перемещения проволоки W, вдоль которого перемещается проволока W в направлении уменьшения диаметра петли Ru из проволоки W, в заданном направления отведения конца WS проволоки W.
[0182] На Фиг. 26 и 27, участок 72a предварительной гибки обеспечен на поверхности неподвижного зажимного элемента 70C, обращенной к первому подвижному зажимному элементу 70L, и выступает в направлении сгибания проволоки W внутрь в радиальном направлении петли Ru, образованной проволокой W, и в направлении Ru2, проходящем в направлении, ортогональном направлению подачи проволоки W параллельной направляющей 4A.
[0183] Таким образом, в ходе операции зажатия проволоки W первым подвижным зажимным элементом 70L и неподвижным зажимным элементом 7C конец WS проволоки W сгибается внутрь в радиальном направлении петли Ru, образованной проволокой W, и в направлении Ru2, проходящем в направлении, ортогональном направлению подачи проволоки W параллельной направляющей 4A. Конец WS проволоки W сгибается наружу, противоположно проволоке W, проходящей между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R, в осевом направлении Ru1 петли Ru, образованной проволокой W, как проиллюстрировано на Фиг. 19A.
[0184] В связи с этим в ходе операции обмотки проволоки W вокруг арматурных стержней S конец WS проволоки W, проходящий между первым подвижным зажимным элементом 70L и неподвижным зажимным элементом 70C, не мешает проволоке W, проходящей между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R, и, таким образом, предотвращается скручивание конца WS проволоки W проволокой W.
[0185] На Фиг. 28 и 29 участок 72a предварительной гибки обеспечен на поверхности неподвижного зажимного элемента 70C, обращенной к первому подвижному зажимному элементу 70L, и выступает в направлении сгибания проволоки W наружу в радиальном направлении петли Ru, образованной проволокой W, и в направлении Ru2, проходящем в направлении, ортогональном направлению подачи проволоки W параллельной направляющей 4A.
[0186] Таким образом, в ходе операции зажатия проволоки W первым подвижным зажимным элементом 70L и неподвижным зажимным элементом 7C, конец WS проволоки W сгибается наружу в радиальном направлении петли Ru, образованной проволокой W, и в направлении Ru2, проходящем в направлении, ортогональном направлению подачи проволоки W параллельной направляющей 4A. Конец WS проволоки W сгибается наружу, противоположно проволоке W, проходящей между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R, в осевом направлении Ru1 петли Ru, образованной проволокой W, как проиллюстрировано на Фиг. 19A.
[0187] В связи с этим в ходе операции обмотки проволоки W вокруг арматурных стержней S конец WS проволоки W, проходящий между первым подвижным зажимным элементом 70L и неподвижным зажимным элементом 70C, не мешает проволоке W, проходящей между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R, и, таким образом, предотвращается скручивание конца WS проволоки W проволокой W.
[0188] В отношении варианта выполнения, описанного на Фиг. 26-29, если конец WS проволоки W может быть отведен с пути перемещения проволоки W в ходе операции обмотки проволоки W вокруг арматурных стержней S, конец WS проволоки W может быть согнут в направлении проволоки W, проходящей между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R. На Фиг. 30 и 31 блок 74 ограничения длины, который ограничивает положение одного конца WS проволоки W, обеспеченный в первом направляющем блоке 50 загибающего направляющего блока 5A, образован для направления конца WS проволоки W наружу в радиальном направлении петли Ru, образованной проволокой W, и в направлении Ru2, проходящем в направлении, ортогональном направлению подачи проволоки W параллельной направляющей 4A.
[0189] Таким образом, в ходе операции подачи проволоки W так, чтобы конец WS проволоки W уперся в блок 74 ограничения длины, конец WS проволоки W сгибается наружу в радиальном направлении петли Ru, образованной проволокой W, и в направлении Ru2, проходящем в направлении, ортогональном направлению подачи проволоки W параллельной направляющей 4A.
[0190] В связи с этим за счет конфигурации, в которой конец WS проволоки W, проходящий между первым подвижным зажимным элементом 70L и неподвижным зажимным элементом 70C, сгибается в направлении проволоки W, проходящей между неподвижным зажимным элементом 70C и вторым подвижным зажимным элементом 70R, в осевом направлении Ru1 петли Ru, образованной проволокой W, не взаимодействуя друг с другом, предотвращается скручивание конца WS проволоки W проволокой W в ходе операции обмотки проволоки W вокруг арматурных стержней S.
[0191] Вместо конфигурации, в которой одновременно подается множество проволок, может быть выполнена другая модификация настоящего варианта выполнения для подачи и обмотки одной проволоки W вокруг арматурных стержней S за раз, обмотки множества проволок и дальнейшей подачи множества проволок в обратном направлении для затягивания проволок вокруг арматурных стержней S.
[0192] Может быть обеспечен магазин для размещения коротких проволок W, и может подаваться множество проволок W за раз.
[0193] Кроме того, проволока может подаваться из внешнего независимого участка подачи проволоки без обеспечения магазина в участке основного корпуса.
[0194] Настоящее изобретение также может быть применено к обвязочной машине для обвязки проволокой (проволоками) труб или т.п. в качестве объектов обвязки.
[0195] В настоящем варианте выполнения путем примера описана переносная машина 1A для обвязки арматурных стержней, которая может быть перенесена, но настоящее изобретение не ограничивается этим. Например, машина 1A для обвязки арматурных стержней может представлять собой неподвижную обвязочную машину.
[0196] Некоторые или все вышеприведенные варианты выполнения могут быть описаны следующим образом.
[0197] (Дополнительное примечание 1)
Обвязочная машина, содержащая:
кожух (магазин), который выполнен с возможностью вытягивания проволоки;
блок подачи проволоки, который подает проволоку, вытягиваемую из кожуха;
загибающая направляющая, которая загибает проволоки, подаваемые блоком подачи проволоки, и который обматывает проволоку вокруг объекта обвязки; и
обвязочный блок, который зажимает и скручивает проволоку, обмотанные вокруг обвязочного участка посредством загибающей направляющей, и, таким образом, обвязывает объект обвязки,
в которой обвязочный блок включает в себя гибочный участок, который сгибает проволоку так, чтобы концевые участки проволоки после обвязки объекта обвязки были расположены ближе объекту обвязки, чем верхние участки проволоки, причем верхние участки полностью выступают в направлении отделения проволок от объекта обвязки.
[0198] (Дополнительное примечание 2)
Обвязочная машина в соответствии с дополнительным примечанием (1), в которой гибочный участок включает в себя опорную часть, которая представляет собой точку опоры для сгибания при сгибании проволок, и гибочную часть, которая сгибает проволоки с использованием опорной части в качестве точки опоры.
[0199] (Дополнительное примечание 3)
Обвязочная машина в соответствии с дополнительным примечанием (2), в которой гибочная часть выполнена с возможностью перемещения в направлении объекта обвязки и от него, перемещается в направлении объекта обвязки на заданное расстояние и тем самым сгибает проволоки в сторону объекта обвязки с использованием опорной части в качестве точки опоры.
[0200] (Дополнительное примечание 4)
Обвязочная машина в соответствии с любым из дополнительных примечаний (1)-(3), в которой:
обвязочный блок включает в себя зажимной блок, который зажимает проволоку; и
гибочный участок сгибает проволоку, зажатую зажимным блоком.
[0201] (Дополнительное примечание 5)
Обвязочная машина в соответствии с дополнительным примечанием (4), в которой гибочный участок сгибает проволоки, зажатые зажимным блоком, до скручивания проволок.
[0202] (Дополнительное примечание 6)
Обвязочная машина в соответствии с дополнительным примечанием (4) или (5), в которой гибочная часть обеспечена вокруг зажимного блока и выполнена с возможностью перемещения в осевом направлении зажимного блока.
[0203] (Дополнительное примечание 7)
Обвязочная машина в соответствии с дополнительным примечанием (6), в которой гибочная часть выполнена с возможностью покрытия по меньшей мере части зажимного блока.
[0204] (Дополнительное примечание 8)
Обвязочная машина в соответствии с любым из дополнительных примечаний (4)-(7), в которой для зажимного блока обеспечена опорная часть.
[0205] Зажатие также включает в себя состояние, в котором проволоки удерживаются парой зажимных элементов неподвижно, а также состояние, в котором проволоки могут перемещаться между парой зажимных элементов, и которое называется фиксацией.
[0206] Настоящая заявка основана и притязает на приоритет заявки на патент Японии № 2015-145283, поданной 22 июля 2015 года, и заявки на патент Японии № 2016-136067, поданной 8 июля 2016 года, полное содержание которых включено сюда путем ссылки.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0207] 1A: машина для обвязки арматурных стержней
2A: магазин
20: катушка
3A: блок подачи проволоки (блок подачи)
4A: параллельная направляющая (блок подачи)
5A: загибающий направляющий блок (блок подачи)
6A: режущий блок
7A: обвязочный участок (обвязочный блок)
8A: приводной механизм обвязочного блока
30L: первая подающая шестерня
30R: вторая подающая шестерня
31L: участок зубца
31La: нижняя окружность зубца
32L: первая подающая канавка
32La: первая наклонная поверхность
32Lb: вторая наклонная поверхность
31R: участок зубца
31Ra: нижняя окружность зубца
32R: вторая подающая канавка
32Ra: первая наклонная поверхность
32Rb: вторая наклонная поверхность
33: приводной блок
33a: двигатель подачи
33b: передаточный механизм
34: блок смещения
50: первый направляющий блок
51: второй направляющий блок
52: направляющая канавка
53: направляющий штифт
53a: механизм отведения
54: неподвижный направляющий блок
54a: стеночная поверхность
55: подвижный направляющий блок
55a: стеночная поверхность
55b: вал
60: неподвижный лезвийный участок
61: вращающийся лезвийный участок
61a: вал
62: передаточный механизм
70: зажимной блок
70C: неподвижный зажимной элемент (один зажимной элемент)
70L: первый подвижный зажимной элемент (другой зажимной элемент)
70R: второй подвижный зажимной элемент
71: гибочный участок (гибочный блок)
71a, 71b: сгибающие части
80: двигатель
81: редуктор
82: вращающийся вал
83: подвижный элемент
W: проволока
Реферат
Создана машина для обвязки арматурных стержней, которая позволяет связывать объекты обвязки, например арматурные стержни, проволоками так, чтобы концевые участки проволок были направлены в сторону объектов обвязки. Машина для обвязки арматурных стержней включает в себя магазин, в котором с возможностью вытягивания размещены две проволоки (W); загибающий направляющий блок, который обматывает смежные проволоки (W) вокруг арматурных стержней (S); блок подачи проволоки, который обматывает проволоки (W) вокруг арматурных стержней (S) с использованием загибающего направляющего блока в ходе операции совмещения и подачи проволок (W) и затягивает проволоки (W), которые обмотаны вокруг арматурных стержней (S), вокруг арматурных стержней (S); и обвязочный блок, который скручивает пересекающиеся участки одной концевой стороны и другой концевой стороны каждой из проволок (W), обмотанных вокруг арматурных стержней (S). Обвязочный блок включает в себя гибочный участок, который сгибает одну концевую сторону и другую концевую сторону каждой из проволок (W), которые обмотаны вокруг арматурных стержней (S), в направлении арматурных стержней (S). 15 з.п. ф-лы, 31 ил.
Комментарии