Способ растягивания и складывания симметричной детали швейных изделий из мягкого куска ткани для подачи его в рабочую зону швейной машины и устройство для его осуществления - SU1634130A3
Код документа: SU1634130A3
Чертежи





Описание
Изобретение относится к оборудованию швейной промышленности, в частности к процессам по перемещению деталей из мягкого куска ткани, растягиванию его и складыванию перед выполнением на ткани операций по шитью.
Целью изобретения является повышение его производительности и качества получаемого изделия,,
На фиг„1 и 2 представлено устройство , реализующее предлагаемый способ , обший вид; на фиг„3 - 5 - две
щетки, установленные на соответствующих каретках; на фиг.6-15 - части устройства; на - пластина по- iдачи мягкого куска ткани, частично расположенного на складывающемся сегменте стола, вид сверху; на - один из воздухов сасывающих и захватывающих эластичную ленту узлов, взаимодействующих с предлагаемым устройством; на фиг018 - то же, вариант; на фиг„19 - конструкция механизма захвата детали устройства; на фиг.20
OJ
3
22 - то же, вариант, и взаимодействующая с ним оптическая чувствительная система
Деталь 1 (фиг„1 и 2) из мягкого куска ткани (в виде заготовки для шортов) транспортируется от предыдущей рабочей позиции (не показана) на стол 2, имеющий поворотный сегмент 3, таким образом, что одна полови- на детали 1 располагается на поворотном сегменте 3, ось которой проходит через шов 1 шортов„ Поворотный сегмент 3 установлен с возможностью поворота от цилиндра 40 Огра- ничители 5 и 6, установленные на столе 2, предназначены для остановки подающей пластины 7 детали в правильном положениио
Стол 2 и прилегающие к нему плат- формы 8 и 9 (которые могут быть выполнены за одно целое со столом) изготовлены из материала с низким коэффициентом трекия, тогда как подающая пластина 7 имеет нижнюю поверх- ность из материала с высоким коэффициентом трения о
После растягивания детали 1 подающая пластина 7 поднимается с него и возвращается в предыдущую рабочую позицию (не показана) После этого деталь 1 складывается с помощью поворотного сегмента 3 для образования изделия 10 (шортов), фиксируется положение сложенной детали средством 11, подающей пластиной 7 предметы одежды перемещаются к двум швейным машинам Оверлок 12 для бокового сшивания Каждая деталь имеет четь-ре пары эластичных лент 13 и 13а, 14 и 14а.
Рядом с каждой парой эластичных лент 13 и 3а, 14 и 14а установлена соответствующая пара всасывающих сопел 15 средства для растягивания де- тали (фиг06-15)0 Каждое сопло 15 имеет наружный конец, шарнирно закрепленный в зажиме 16, и приводится в действие пневматически для захвата (и освобождения) соответствующих эластичных лент (например, 14 и 13а) и их освобождения. Кроме того, с каждой из сосоедних эластичных лент 13 и 13а, взаимодействует пара противолежащих прижимных элементов 7 сред- ства для растягивания детали, каждый из которых состоит из двух кронитейнов и привода их перемещения. Прижимные элементы перемещаются в положе
,-
n 5
,0 .,.
.г
5
0
1304
ние над деталью 1 в ее растянутом состоянии и могут подниматься или опускаться от привода относительно нее. Деталь 1 предварительно растягивается по обеим сторонам большим числом захватывающих пальцев 18, взаимодействующих с неподвижным столом, для правильного выравнивания детали перед складыванием поворотного сегмента 3, при этом другая половина детали 1 располагается на столе 2„
Две щетки 19 (фиг.3-5) взаимодействуют с соответствующими парами эластичных лент 14 и 13а, подводя их к открытому концу всасывающих сопел 15 Щетки 19 свешиваются на штанге с каретки 20, при этом с каждой стороны детали 1 располагается одна такая каретка 20. Щетки 19 установлены на каретках 20 для вертикального и горизонтального перемещений, в результате чего они могут опускаться вниз на пары эластичных лент 13 и 13а, 14 и 14а и перемещаться вдоль них с целью их подвода в соответствующие всасывающие сопла 15„ Каретка 20 установлена для горизонтального перемещения по штанге (не показана) на которой установлена вторая аналогичная каретка (не показана), несущая другую пару щеток (не показаны) для взаимодействия с эластичными лентами 13а (не показана) и 13 ()о Щетки 19 закреплены на стержнях 21 - 25 на каретке 20, при этом стержни 25 перемещаются в вертикальном направлении относительно каретки 20 для опускания и подъема щеток 19 относительно эластичных лент 13 и 13а. 14 и 14а0 Приведение в действие каретки 20 (для горизонтального перемещения ) и стержней 25 (для вертикального перемещения) осуществляется с помощью пневматических средств 26„
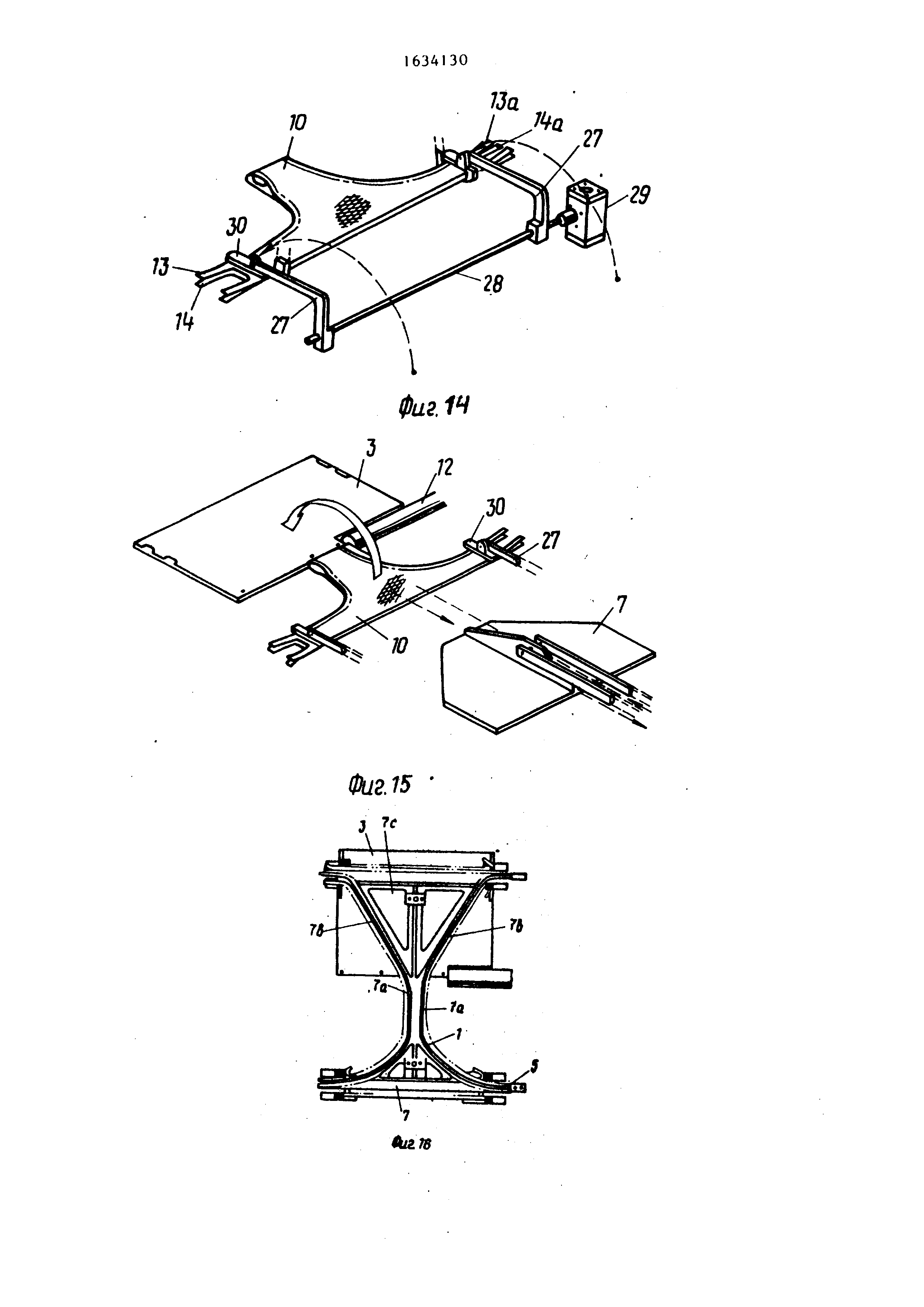
В частности, на показано прижимное средство для сложенной детали 27, выполненное в виде рычагов, установленных на общей оси 28, приводящейся во вращение с помощью электрическою двигателя 29, На концах каждого рычага шарнирно закреплены пластины 30, предназначенные для вы- равнивания своего положения, и сложенное изделие 10„
Пластины 7 подачи () детали возвратно-поступательно перемещаются между положением, занимаемым сложенным изделием 10, и положением рядом с
двумя швейными машинами Оверлок 12 (фиг«1 и 2)„ Пластина имеет нижнюю контактную поверхность из материала с высоким коэффициентом трения, обеспечивающего фрикционное удержание детали 10, когда последняя движется вдоль платформы 9 с низким коэффициентом тренияо
Способ осуществляется следующим образомо
Деталь 1 транспортируется в растянутом состоянии с помощью подающей пластины 7 в описанное положение на столе 2а
Затем с помощью воздуховсасывающе- го узла создается разрежение, под действием которого воздуховсасываю- щие сопла 15 всасывают эластичные ленты 13 и 13а, 14 и 14а с помощью щеток 19„ Затем эластичные ленты 13 и 13а, 14 и 14а захватываются относительно сопел 15 с помощью захватывающих зажимов 31, которые перемещаются в захватывающее положение (фиг07- 8)о После этого всасывающие сопла 15 перемещаются в осевом направлении в сторону от стола 2 для натяжения детали , а затем захваты 17, взаимодействующие с эластичными лентами 13 и 13а, вводятся во взаимодействие с деталью 1 рядом с указанными эластичными лентами за счет перемещения захватов 17 в положение над, а затем вниз на деталь 1 (фиг,12). Приводятся в действие пальцы 18 средства для растягивания и выравнивания детали 1, взаимодействующего с неподвижным столом , тогда как другая его половина складываетсяо I
После этого с помощью цилиндра 4 приводится в действие поворотный сегмент 3 таким образом, что он перекрывает стол 2, а две половинки детали 1 накладываются и образуют изделие 10 (фиг.13)о
Затем приводятся в действие рычаги 27 для захвата изделия 10 с внутренней стороны захватов 17, после чего захваты 17, пальцы 18 и захваты 31, взаимодействующие с эластичными лентами 14 и 14а, освобождаются. После этого возвращается поворотный сегмент 3, а подающая пластина 7 перемещается и располагается над деталью 10 между прижимными рычагами 27 (фиг.14)о Рычаги 27 затем освобождаются и деталь движется вдоль платформы 9 к двум швейным магаинам Оверлок 12 для сшивания о
Подающая пластина 7 (фиг.16) состоит из металлической пластины, имеющей такую форму, что деталь I выступает за кромки 7а пластины 7, которая имеет противолежащие выступаю- щие поверхности 7в для направления
большого числа роликов, связанных с предыдущей рабочей позицией (не показана ), участвующих в сшивании соответствующих противолежащих кромок детали 1„ Пластина 7 имеет большое
5 число вырезов 7с для уменьшения ее веся и, кроме того, два противостоящих штыря, с которыми взаимодействуют соответствующие захваты для подъема, опускания и перемещения пластины 7„
0 Устройство ( и 18) содержит два воздуховсасывающих сопла 15, соединенных с источником всасывания (не показан) с помощью трубопровода 32 и шланга 33, смонтированных на штанге
5 34, проходящей через втулку 35, к которой прикреплены воздуховсасываю- шие сопла 15, и могут перемещаться горизонтально вдоль штанги 34 относительно стола 2 с помощью поршня ЗЬ,
0 соединенного с пневмоцилиндром 37 о Захват эластичной ленты в виде прямоугольного зажима 31 шарнирно закреплен с внутренней стороны каждого сопла 15, при этом шарнирное перемещение зажима 31 осуществляется с помощью пневмоцнлиндра 38 и поршня 39, соединенного с зажимом 31 через звено 40„
5
0
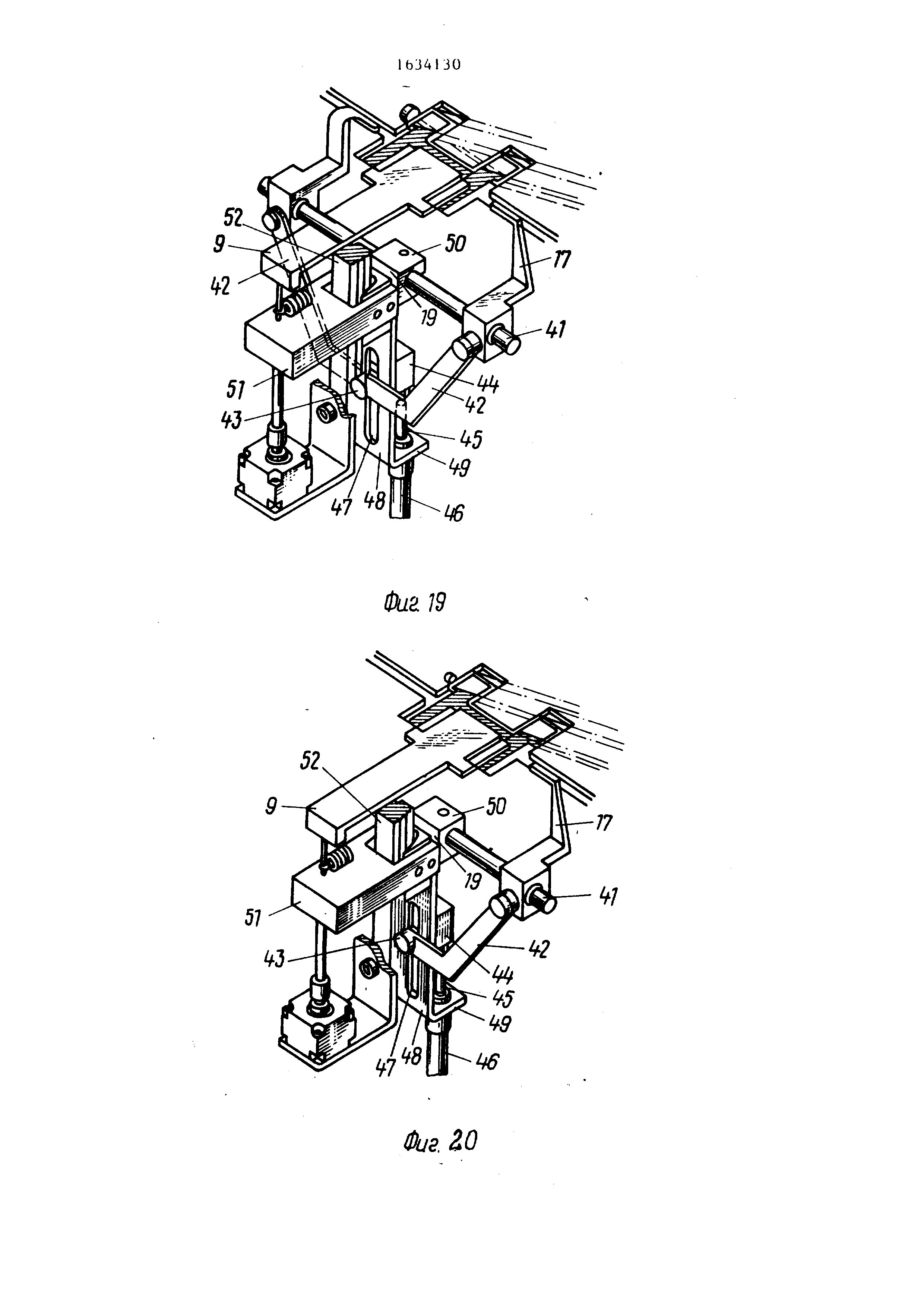
Два расположенных друг против друга захвата 17 детали (фиг.19) подвижно установлены на штанге 41 и шарнирно соединены с помощью двух рычагов 42 с пальцем 43, прикреплен , ным к поршневому блоку 44, установленному на поршне 45, взаимодействующем с пневмоцилиндром 460 Палец 43 перемещается в прорези 47, выполненной в пластине 48, один конец 49 коQ торой снабжен поршнем 45, проходящим через негоо Это обеспечивает скользящее перемещение захватов 17 по штанге 41 в результате вертикального перемещения пальца 43, приводящегося в действие пневмоцилиндром 46 и поршнем 45„
Штанга 41 поддерживается втулкой 50, к которой прикреплен другой конец пластины 48, которая, в свою очередь ,прикреплена к другой втулке 51, при этом обе втулки жестко соединены вместе для обеспечения их вертикального перемещения по вертикальной стойке 52, преходящей через нее, с помощью пневмоцилиндра Это обеспечивает вертикальное перемещение захватов 17 детали относительно стола 2
На фиг.20 показан модифицированный механизм для приведения в действие только одного захвата 17 для взаимодействия только с одной эластич- нЪй лентой, тсе0 поясной лентойс
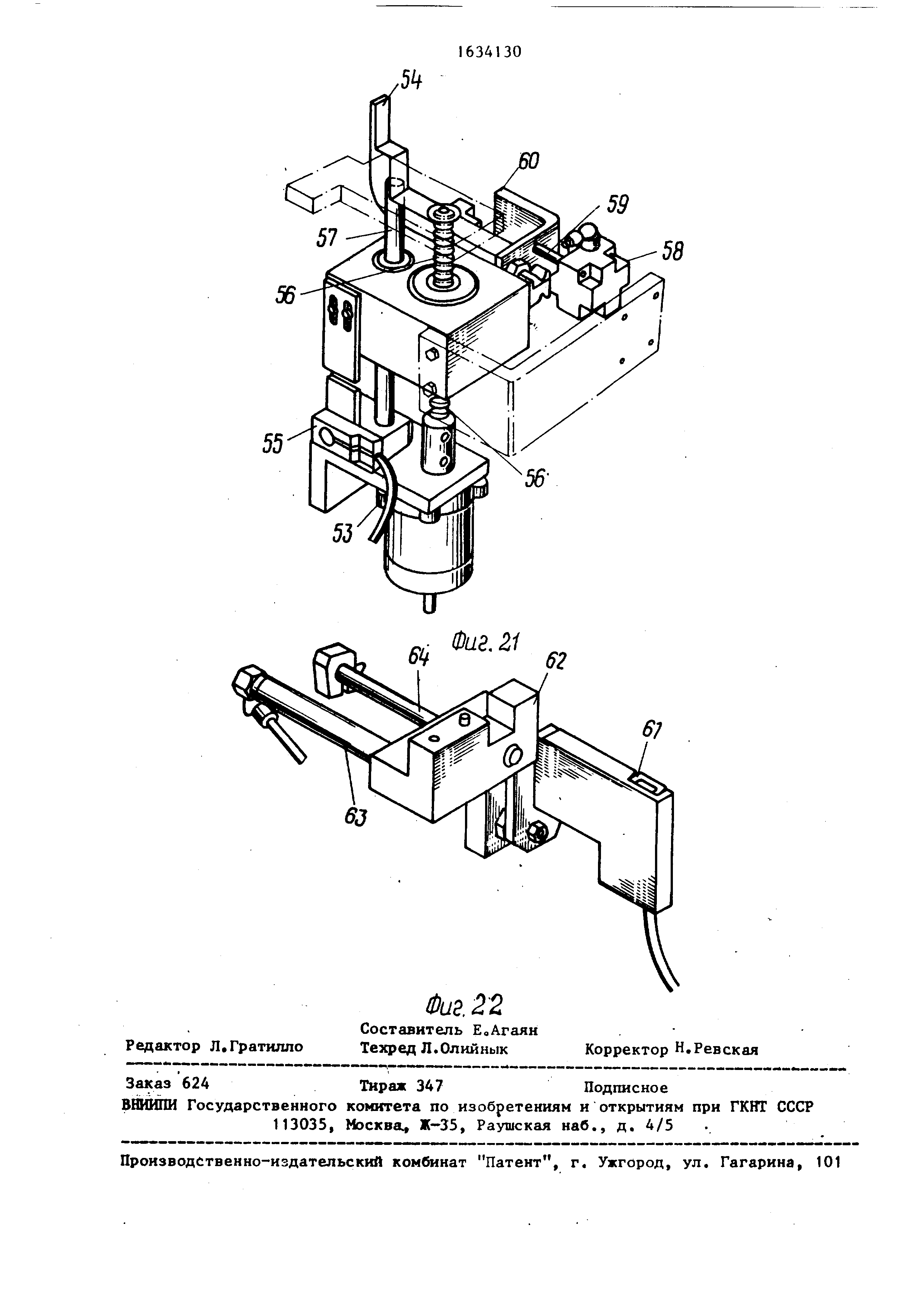
На фиго21 показан другой механизм захвата детали для взаимодействия с другой эластичной лентой0 Механизм состоит из двух главных приводных подузлов: импульсного двигателя 53 для осуществления горизонтального перемещения всего узла, включая захват 54 детали, и узла позиционирования захвата заготовки и зажима для осуществления вертикального перемещения захвата 54 с помощью пневматических средств,,
Импульсный двигатель 53, управляемый выключателем 55, приводит в действие ходовой винт 56 для перемещения всего узла (включая захват 54) горизонтально вдоль вала 57 в выбранное положение над паголеночной лентой (не показана)о
Пневмоцилиндр 58 с помощью штока 59 и кронштейна 60 приводит в действие захват 54 для вертикального перемещения над паголеночной лентой для ее зажима в выбранном положении
На фиго22 показан оптический чувствительный узел, который используется в сочетании с узлом, показанным на фиг«21„ Он содержит датчик 61 волоконной оптики, установленный на несущем блоке 62, приводящемся в деист вие пневмоцилиндром 63 и подвижно установленном на валу 64о
Перемещение обоих узлов координируется с помощью сигналов от центрального обрабатывающего устройства (не показано), получающего для себя данные от оптического чувствительног узла (фиг.22)„
Эти узлы (фиг„21 и 22) расположены в различных местах. Так, узел, показанный на фнг„21 смонтирован на нижней стороне поворотного сегмента 3, тогда как оптический чувствительный узел, представленный на фиг.22в, закреплен в положении на главной раме
0
5
0
5
0
5
0
5
0
5
всего устройства,, Координация между этим устройствами гарантирует выравнивание эластичных лент для осуществления точного сшивания боковых швов и обеспечивает превосходный внешний вид готовому изделию
Формула изобретения
1 о Способ растягивания и складывания симметричной детали швейных изделий из мягкого куска ткани для подачи его в рабочую зону швейной машины, включающий подачу детали с предварительно закрепленными на ее противоположных сторонах группами эластичных лент со свободными концами на стол с поворотным сегментом, удержание ее в плоском и расправленном состоянии так, что одна половина детали находится на поворотном сегменте для обеспечения ее сгибания по оси симметрии, а другая - на столе для получения требуемой формы, приложение растягивающего усилия в противоположных направленных к сторонам детали в местах закрепления лент на сегменте и столе с последующей фиксацией растянутого положения детали, поворот сегмента для сгибания зафиксированной на ней половины детали по оси симметрии и накладывание ее на неподвижную часть детали, размещенную на столе, для образования изделия и расположения противоположных групп эластичных лент, освобождение концов детали от растягивающего усилия с последующим возвратом сегмента в первоначальное положение и перемещение сложенной детали в рабочую зону, отличающийся тем, что, с целью повышения производительности , качества изделия, удержание детали на столе и сегменте осуществляют с помощью всасывающих средств за счет прикладывания всасывающего усилия к свободным концам эластичных лент в их продольном направлении и обеспечивают фиксацию положения лент относительно всасывающих средств, а растягивающее усилие обеспечивают после снятия всасывающего усилия за счет перемещения всасывающих средств с захваченными эластичными лентами в противоположные стороны от детали.
2. Способ по п., 1 , отличающийся тем, что перемещение ело-
женной детали в рабочую зону осуществляют в зафиксированном плоском положении
3 Устройство для растягивания и складывания симметричной детали швейных изделий из мягкого куска ткани для подачи его в рабочую зону швейной машины, содержащее соединенную с приводом вертикального и горизонтального перемещения пластину с рабочей фрикционной поверхностью для транспортировки на стол детали с эластичными лентами, размещенный на столе поворотный сегмент, ось которого I соединена с приводом поворота, сред- ство для растягивания детали, включающее смонтированные у краев стола и сегмента прижимные элементы для удержания растянутой детали при склады- вании, каждый из которых состоит из двух горизонтально перемещающихся в противоположных направлениях кронштейнов , и привод их заданного перемещения , отличающееся тем, что, с целью повышения производительности и качества изделия, оно дополнительно снабжено прижимным средством для сложенной детали, взаимодействующим со столом для при- жатия и удержания ее, и приводом его заданного перемещения, а средство для растягивания детали дополнительно имеет установленные у каждого края стола и соединенные с источником ва- куума всасывающие сопла для захвата свободных концов эластичных лент, каждое из которых имеет захватный элемент для фиксации положения концов лент в сопле и привод возвратно-посту нательного перемещения сопл для обеспечения растягивающего усилия.
4. Устройство по , отличающееся тем, что захватный
0
5 0 5 0 . о
элемент для фиксации положения концов лент в сопле выполнен в виде зажима, шарнирно закрепленного на наружном конце всасывающего сопла,,
5о Устройство по пп,3 и 4, отличающееся тем, что оно имеет соединенный с каждым приводом средства для растягивания концов лент механизм управления выравниванием концов лент, имеющий оптические чувствительные элементно
6о Устройство по пп.,3-5, отличающееся тем, что прижимное средство для сложенной детали выполнено в виде закрепленных на одной оси пары рычагов, концы которых взаимодействуют с деталью и расположены между прижимными элементами,,
7. Устройство по ппаЗ-6, отличающееся тем, что конец каждого рычага снабжен шарнирно закрепленной на нем пластиной контакта и удержания сложенной детали на столе„
8 Устройство по ппоЗ-7, отличающееся тем, что оно дополнительно имеет размещенные с разных сторон стола захватывающие пальцы для предварительного натягивания и выравнивания детали
9.Устройство по пПоЗ-8, отличающееся тем, что каждое всасывающее сопло имеет расправляющую щетку, установленную с возможностью вертикального и горизонтального перемещения для подачи лент в сопло0
10.Устройство по ппаЗ-9, отличающееся тем, что оно дополнительно имеет пластину для транспортировки детали в рабочую зону швейной машины, установленную с возможностью возвратно-поступательно го перемеще- ния и взаимодействия с деталью и расположенную между рычагами.
Ч
X
U)
и: О
ч
GL
6L
Ј дПф


Реферат
Изобретение относится к оборудованию швейной промышленности, в частности к способу растягивания и складывания симметричной детали швейных изделий из мягкого куска ткани для подачи его в рабочую зону швейной машины и к устройству для его осуществления , и позвгпяет повысить производительность и качество получаемого изделия Особенность данного способа заключает .я в том, что удержнвиот деталь в растянутом состоянии за счет воздействия на концы ее эластичных лент всасывающим усилием и фиксируют ленты в этом положении для обеспечения дальнейших манипуляций с деталью , причем растягивающее усилие обеспечивается перемещением всасывающих средств в противоположные стог роны от детали Особенностью устройства является использование в качестве всасывающих средств сопел, соединенных г вакуумной системой, имеющих размешенные в них захваты концов лент для растягивания и удержания детали перед ее складыванием,, 2 с. И 8 ЗоПо ф-лы, 22 ило с Р с/ О5 со 4ъ СО
Формула

Комментарии