Способ изготовления половой панели из двух различных древесных материалов - RU2351722C2
Код документа: RU2351722C2
Чертежи
Описание
Изобретение относится к способу изготовления половой панели на основе, по меньшей мере, двух различных древесных материалов для твердых покрытий полов.
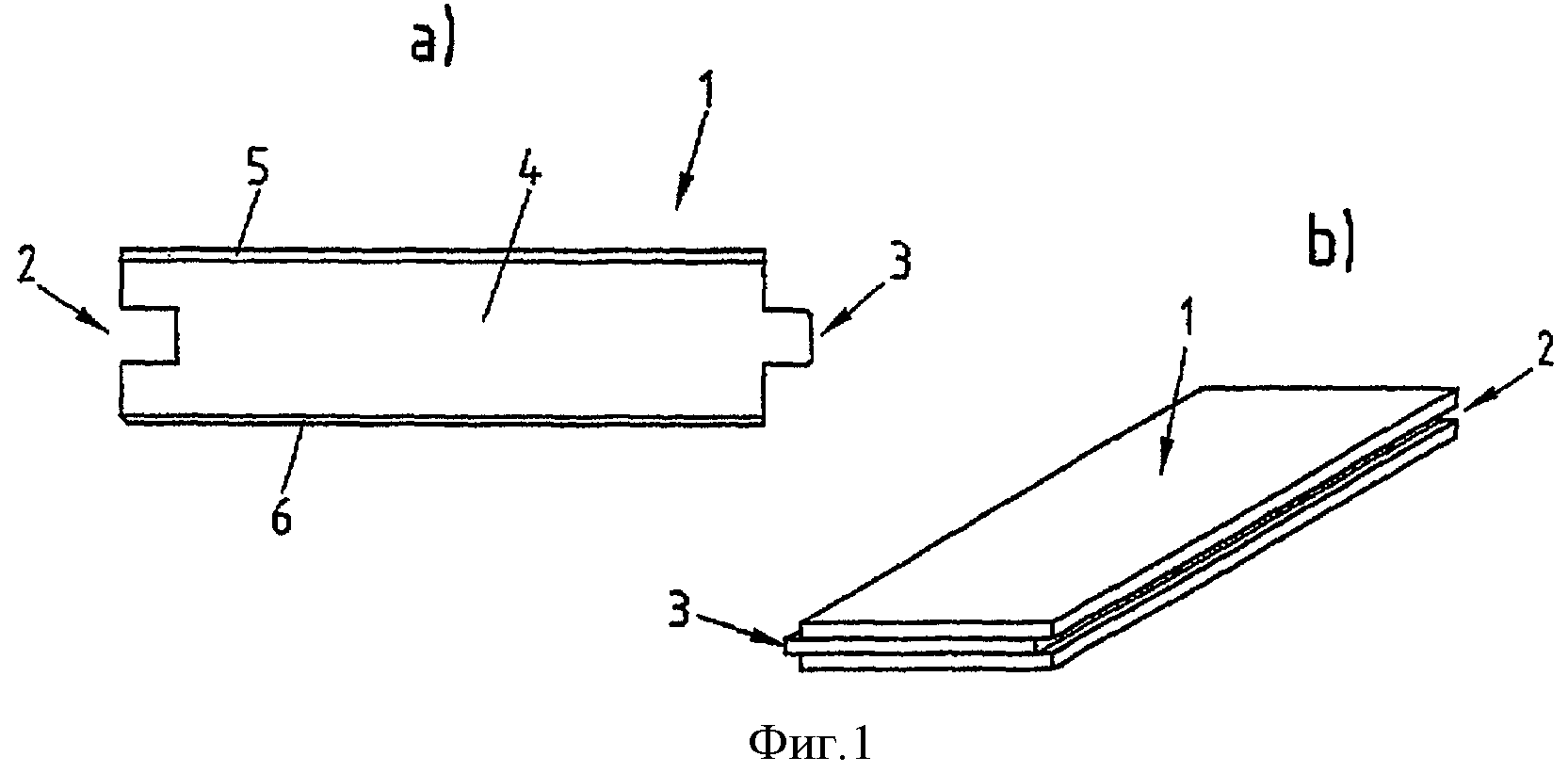
Известно использование для твердых покрытий полов, например ламинированных или паркетных полов, в качестве материала сердцевины древесный материал, такой как стружечная или волокнистая плита. Такое твердое покрытие пола состоит из множества отдельных элементов, так называемых досок, как показано на фиг.1.
Как видно на фиг.1, доска 1 имеет проходящий по одной стороне паз 2, а по другой - гребень 3, которые позволяют за счет соединения нескольких элементов получить покрытие пола большой площади. Пазы 2 и гребни 3 могут быть выполнены, как на фиг.1, причем для последующего соединения нескольких досок в зону пазов и гребней наносят клей.
Доска состоит из материала-основы 4, который может быть, как правило, стружечной или волокнистой плитой (в частности, волокнистой плитой средней плотности MDF или волокнистой плитой высокой плотности HDF). Материал-основа имеет верхнее 5 и нижнее 6 покрытия. Покрытие 5 придает полу приятный внешний вид и может состоять из слоя натурального дерева, например шпона; возможно также декоративное покрытие ламинатом. Под ламинатом понимают в этой связи покрытие из запечатанной бумаги, которая пропитана, по меньшей мере, одной пропиточной смолой на основе формальдегидной поликонденсационной смолы и под воздействием давления и температуры получается высоконагружаемое поверхностное покрытие.
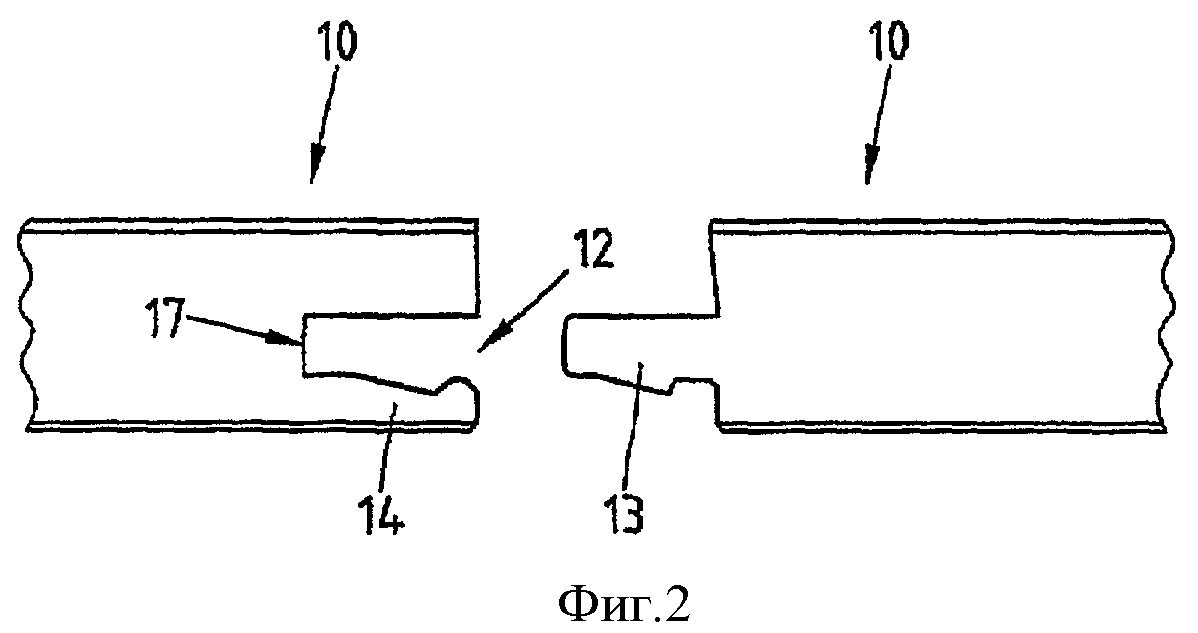
Другой вариант выполнения в соответствии с уровнем техники изображен на фиг.2. причем здесь механические соединительные средства обеспечивают соединение на длительный срок отдельных досок. В этой связи говорят также о механически блокируемых половых панелях. Понятно, что для соединения такого рода пазов и гребней к материалу-основе предъявляются очень высокие требования.
Во-первых, он (тип соединения) должен обеспечивать высокоточное изготовление профиля с допусками в диапазоне, например, 1/100 мм. Далее он должен иметь соответственно гладкую поверхность, так чтобы, в частности, у готовых ламинированных полов не выделялись неровности, происходящие от материала-основы. Высокая прочность на сжатие поверхности материала-основы, в свою очередь, положительно влияет на пригодность к использованию, так что при ударной нагрузке покрытия пола поверхностное покрытие может эффективно поддерживаться нижележащим материалом-основой. Все эти требования могут быть удовлетворены плитой HDF в качестве материала-основы. Недостатком являются обусловленные изготовлением высокие затраты у такой плиты по сравнению со стружечной плитой.
Стружечная плита обладает, в свою очередь, помимо преимущества меньших затрат также преимуществами в отношении упругости. При фиксации профилей, как показано в качестве примера на фиг.2, гребень 13 или фиксирующий орган 14 должен соответственно упруго отклоняться, не повреждаясь при этом. За счет взаимного скольжения друг в друга паза 12 и гребня 13 в основании 17 паза возникает очень высокая концентрация напряжений, которая может привести к трещинообразованию. Такие трещины известны у плит HDF, однако неожиданным образом почти не наблюдались у стружечных плит.
Открытость пор стружечной плиты в противоположность плите MDF позволяет при склеивании досок клею, который, как правило, представляет собой поливинилацетатный дисперсионный клей (белый клей), лучше отдавать воду материалу-основе, не подвергая его нежелательно сильному набуханию.
В основе настоящего изобретения лежит техническая задача создания половой панели, которая объединяла бы между собой особые для применения у половых панелей преимущества обоих материалов.
Поставленная задача решается согласно изобретению посредством способа изготовления, включающего операции изготовления предварительно проклеенной древесной стружки и предварительно проклеенных древесных волокон; изготовление заготовки из предварительно проклеенных древесных волокон и предварительно проклеенной древесной стружки, причем заготовка содержит нижний волокнистый пласт, средний стружечный пласт и верхний волокнистый пласт; прессование заготовки с применением давления и температуры с образованием среднего слоя - стружечного пласта и нижнего и среднего слоев - волокнистых слоев; покрытие несущей плиты лицевым и противостягивающим слоями; при этом сначала изготавливают первую заготовку из древесно-волокнистого материала, затем разделяют первую заготовку на верхний волокнистый пласт и нижний волокнистый пласт, накладывают стружечный пласт на нижний волокнистый пласт и накладывают верхний волокнистый пласт на стружечный пласт.
Кроме этого возможно проклеивание древесных стружек и древесных волокон различными связующими, в частности, проклеивание среднего слоя изоцианатом, а древесных волокон верхнего и нижнего слоев - MUF-связующим.
Половая панель, изготавливаемая согласно изобретению, содержит несущую плиту из древесного материала, верхний лицевой и противорастягивающий слои. Несущая плита содержит средний, верхний и нижний слои. Слои имеют разные свойства материалов, являющиеся предпочтительными для специального применения в панелях для твердых полов и панелях для ламинированных полов.
Верхний и нижний слои могут иметь, в частности, большую плотность, большую упругость и/или большую открытость пор, чем средний слой.
В качестве материалов для среднего, верхнего и нижнего слоев рассматриваются любые древесные материалы. Так, например, средний слой может быть изготовлен из материала стружечной плиты, а верхний и нижний слои - из материала MDF или HDF. Точно так же можно использовать разную величину стружки материала стружечной плиты, причем для среднего слоя стружка, в среднем, больше, чем стружка для внешних слоев. Также за счет этого можно достичь разных плотностей среднего слоя, с одной стороны, и верхнего и нижнего слоев, с другой стороны.
Таким образом, объединяются, в частности, преимущества материалов-основ плиты HDF и стружечной плиты таким образом, что используют комбинированную стружечно-волокнистую плиту, средняя часть которой состоит из стружечной плиты, а обе внешние части состоят из плиты MDF или HDF.
Различные варианты осуществления способа описаны ниже более подробно на примерах со ссылкой на прилагаемые чертежи, где:
- фиг.1 иллюстрирует известный из уровня техники пример выполнения половой плиты;
- фиг.2 иллюстрирует другой известный из уровня техники пример выполнения половой плиты;
- фиг.3 иллюстрирует первый пример выполнения половой панели;
- фиг.4 иллюстрирует второй пример выполнения половой панели;
- фиг.5 иллюстрирует первый способ изготовления половой панели согласно изобретению;
- фиг.6 иллюстрирует второй способ изготовления половой панели согласно изобретению.
Примеры осуществления изобретения специфицированы соответственно на материал стружечной плиты, с одной стороны, и материал волокнистой плиты, с другой стороны. Это не следует, однако, рассматривать как ограничение, поскольку могут быть выбраны также другие составы материалов, такие как стружечные материалы со стружкой разного среднего размера.
На фиг.3 изображен первый пример выполнения половой панели 20, изготовленной согласно изобретению, с несущей плитой 21. Средний слой состоит из стружечного слоя 29, а оба внешних слоя состоят из волокнистых слоев 28, которые вместе со стружечным слоем 29 образуют несущую плиту 21. Оба внешних слоя 28 соединены, в свою очередь, с верхним 25 и, при необходимости, с нижним 26 покрытиями. Таким образом, можно объединить все технологические преимущества стружечной плиты в отношении плотности, упругости и пористости с преимуществами плиты HDF в отношении допусков, гладкости поверхности и прочности на сжатие.
Стружечный слой 29 проходит по отформованным зонам паза 22 и гребня 23, а над и под стружечным слоем 29 с обеих сторон примыкают волокнистые слои 28. Другими словами, паз 22 и гребень 23 полностью выполнены из материала среднего слоя. Это имеет то преимущество, что свойства материала стружечной плиты используются для соединения паз-гребень, тогда как большая плотность верхнего и нижнего слоев предпочтительно используется для половой панели 20.
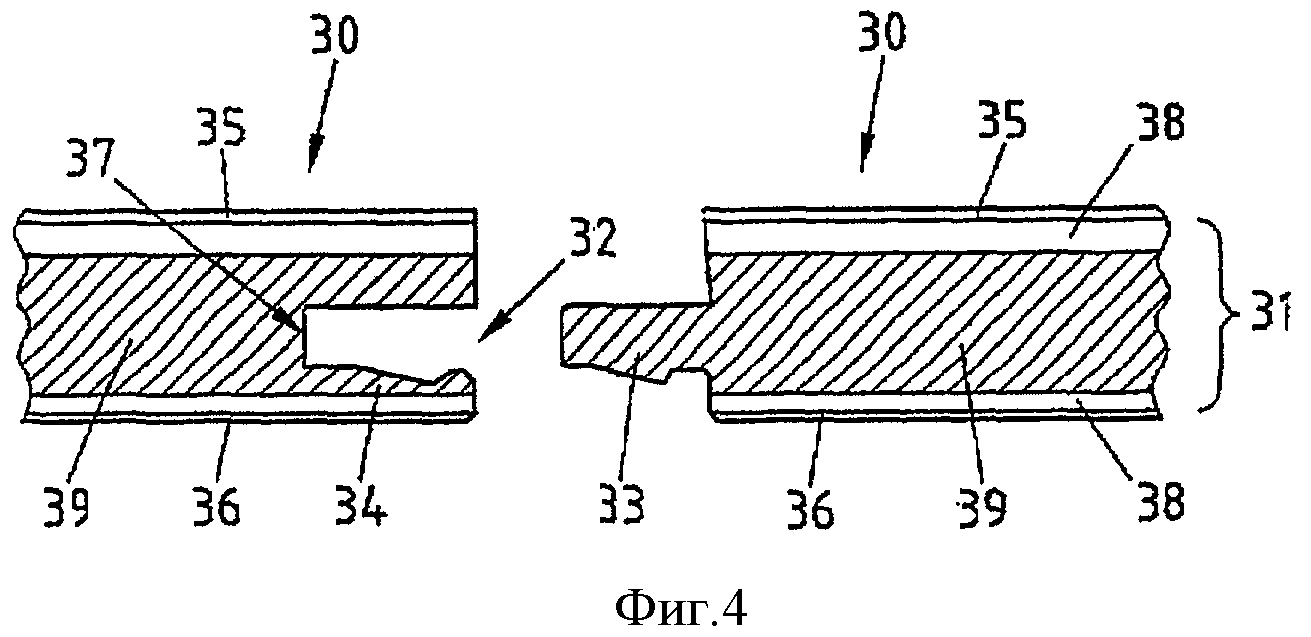
На фиг.4 изображена описанная выше конструкция механически блокируемой кромочной структуры. Обе панели 30 имеют, как показано на фиг.2, паз 32 и гребень 33. Гребень 33 содержит выступающий вниз фиксирующий элемент, который может быть приведен в механическое зацепление с фиксирующим органом 34. В данном примере выполнения это происходит путем горизонтального сдвигания. Во время сдвигания происходит упругая деформация, как это уже было подробно описано со ссылкой на фиг.2. Также в изображенном на фиг.4 примере выполнения несущая плита содержит верхний и нижний слои 38 и средний слой 39, причем средний слой 39 представляет собой стружечный слой, а верхний и нижний слои 38 представляют собой соответственно волокнистый слой. В частности, лучшие упругие свойства среднего слоя 39 используются у механически блокирующего профиля, поскольку речь идет, в основном, о том, что фиксирующий орган 34, т.е. нижнее ограничение паза 32, может упруго деформироваться в процессе блокирования.
Толщина такой плиты составляет, как правило, 5-15 мм. Более тонкие и толстые плиты для определенных применений также могут быть целесообразны.
Удельная масса плиты может составлять 550-950 кг/м3, причем для применения в качестве несущей плиты для ламинированных полов как особенно подходящую можно рассматривать удельную массу 800-900 кг/м3.
Соотношение массы стружки и волокон (сумма обоих внешних слоев) может составлять 1:5-5:1, причем может быть желательной симметричная или же асимметричная конструкция.
Из-за разного характера растяжения верхнего и нижнего покрытий половые доски изготавливают, как правило, слегка бомбированными к верхней стороне. Бомбирование достигается также при асимметричной конструкции несущей плиты таким образом, что оба внешних волокнистых слоя 28 имеют разную толщину. Относительных отличий в толщине обоих внешних слоев 10-30% вполне достаточно для получения за счет асимметрии бомбированной доски. Различные толщины схематично показаны на фиг.3 и 4.
Стоимостное преимущество комбинированной плиты по сравнению с плитой HDF следует из того факта, что высушенные волокна примерно вдвое дороже высушенной стружки.
Изготовление такой плиты возможно за счет соединения трех отдельных слоев готовых плит. Тогда можно до конца использовать технологические преимущества плиты, согласно изобретению стоимостные же преимущества почти отсутствуют, поскольку соединение отдельных плит требует дополнительного этапа обработки.
Стоимостные преимущества возникают тогда, когда изготовление происходит так, как это описано ниже. Волокна изготавливают в соответствии с уровнем техники посредством термомеханического роспуска, после прохождения через измельчитель (рифайнер) смешивают со связующим и вслед за этим сушат. Подмешивание связующего может также происходить после сушки или в два этапа с подмешиванием части связующего до и части связующего после сушки.
Стружку изготавливают также в соответствии с уровнем техники путем сушки стружки с последующим измельчением и фракционированием. Связующее подмешивают к высушенной стружке.
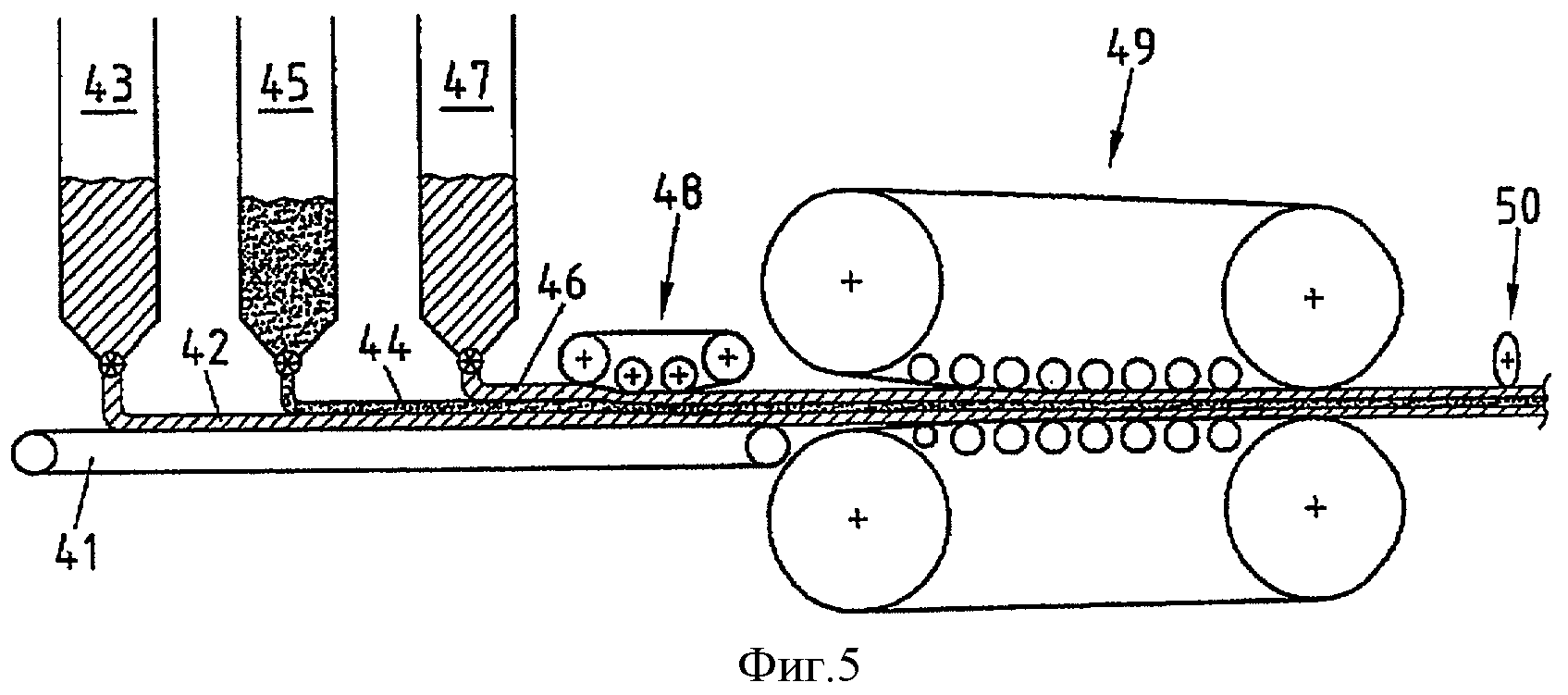
Из обоих видов сырья образуют заготовку из нижнего волокнистого слоя, среднего слоя стружки и верхнего волокнистого слоя. Это может происходить, например, способом на фиг.5, причем на формующий ленточный транспортер 41 наносят образованный волокноразбрасывателем 43 нижний волокнистый слой 42, на него с помощью разбрасывателя 45 - стружечный слой 44, а на него с помощью разбрасывателя 47 - верхний волокнистый слой 46. Затем полученную трехслойную заготовку предварительно уплотняют предварительным прессом 48 и подают к горячему прессу 49, в котором под воздействием давления и температуры формуют стабильную плиту. Массовую долю отдельных слоев по отношению друг друга можно очень просто регулировать посредством наносимого разбрасывателями 43, 45 количества материала, благодаря чему можно достичь симметричной или же асимметричной конструкции.
Плоскую бесконечную ленту разрезают диагональной пилой 50 на отдельные форматы и в соответствии с уровнем техники подвергают дальнейшей обработке, такой как охлаждение, шлифование и нанесение покрытий.
Возможность отдельного проклеивания волокон и стружки позволяет также использовать разные типы связующего. Целью этого являются, с одной стороны, оптимизация механико-технологических свойств (например, поведение при набухании, поведение при нанесении покрытий, упругость и выделение формальдегида), а, с другой стороны, повышение производительности пресса. Как правило, в качестве связующего применяются поликонденсационные смолы, такие как карбамидоформальдегидные смолы (UF), меламиноформальдегидные смолы (MF) и фенолоформальдегидные смолы (PF) или смеси этих смол или изоцианат (PMDI). Примером комбинации является применение MUF-связующего для обоих внешних волокнистых слоев и изоцианата для стружечного слоя. Таким образом, можно, с одной стороны, уменьшить выделение формальдегида, поскольку изоцианат не является основанным на формальдегиде связующим, а во-вторых, изоцианат требует воды для связывания, которая в процессе воздействия давления и температуры за счет так называемого эффекта парового удара горячих внешних зон волокон диффундирует к холодному стружечному среднему слою. Таким образом, вода связывается изоцианатом, и ускоряется связывание изоцианата, что приводит к более стабильному производству (меньше расколов плит на выходе из пресса) и к ускорению изготовления.
Применение разных связующих в верхнем и нижнем волокнистых слоях также возможно. Если возможно отдельное проклеивание верхних и нижних волокон, то это обеспечивается либо посредством двух отдельных измельчителей и сушилок, либо посредством осуществляемого после сушилки отдельного проклеивания обоих потоков волокон.
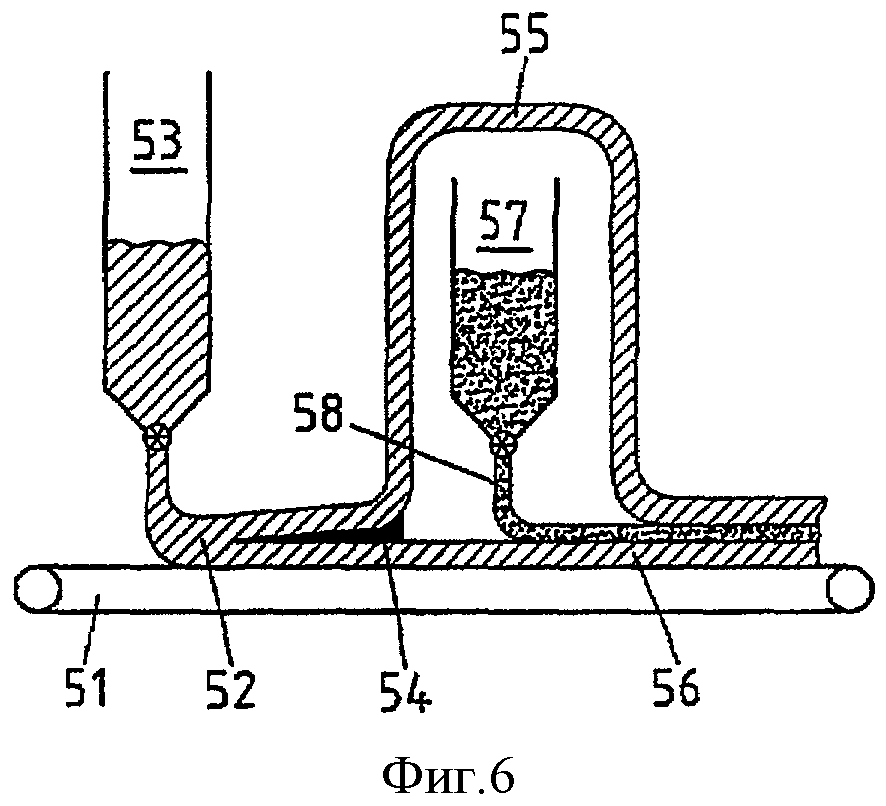
На фиг.6 изображена другая возможность изготовления комбинированной стружечно-волокнистой плиты. Волокнистую заготовку 52 в виде коржа изготавливают посредством разбрасывателя 53, а затем разделяют посредством разделительного устройства 54 на верхний 55 и нижний 56 волокнистые слои. Разделительное устройство может быть выполнено в виде действующего, как нож, клина, однако возможно и использование режущих инструментов для разделения волокнистой заготовки. Регулирование массовой доли нижнего 56 и верхнего 55 волокнистых слоев возможно за счет положения разделительного устройства 54 по отношению к толщине волокнистой заготовки 52. Волокнистый слой 55 направляют по стружкоразбрасывателю 57, который, в свою очередь, укладывает слой 58 стружки на нижний волокнистый слой 56. После разбрасывателя 57 верхний волокнистый слой 55 укладывают на слой 58 стружки и получают трехслойную заготовку комбинированной плиты, которая затем после соответствующего предварительного уплотнения и горячего прессования, как показано на фиг.5, дает стабильную плиту.
Реферат
Изобретение относится к области строительства, в частности к способу изготовления половой панели для твердого пола. Технический результат изобретения заключается в повышении прочности панели. Способ изготовления панели содержит изготовление предварительно проклеенных древесной стружки и древесных волокон, изготовление из них заготовки, состоящей из нижнего волокнистого пласта, среднего стружечного пласта и верхнего волокнистого пласта. Прессование заготовки осуществляют с применением давления и температуры. При этом сначала изготавливают первую заготовку, разделяют первую заготовку на верхний волокнистый пласт и нижний волокнистый пласт и накладывают верхний волокнистый пласт на стружечный пласт. 2 з.п. ф-лы, 6 ил.
Комментарии