Способ нанесения покрытия на стеновую панель - RU2372997C1
Код документа: RU2372997C1
Чертежи








Описание
Область техники
Изобретение относится к способу нанесения покрытия на стеновую панель, имеющую на лицевой поверхности рельеф, а на кромках - шпунт для соединения, например, в четверть, в частности к способу, позволяющему в процессе подачи панели наносить достаточное количество материала покрытия на все (за исключением тыльной) поверхности панели, как лицевую, так и кромочные, нигде не оставляя непокрытых участков.
Уровень техники
Часто для улучшения декоративных свойств стеновой панели на ней формируют рельефный узор. На лицевую и кромочные поверхности панели с рельефным узором с целью предотвращения нестабильности физических характеристик, в частности размеров, из-за поглощения влаги и по другим внешним причинам, а также с целью дополнительного улучшения декоративных свойств обычно наносят покрытие.
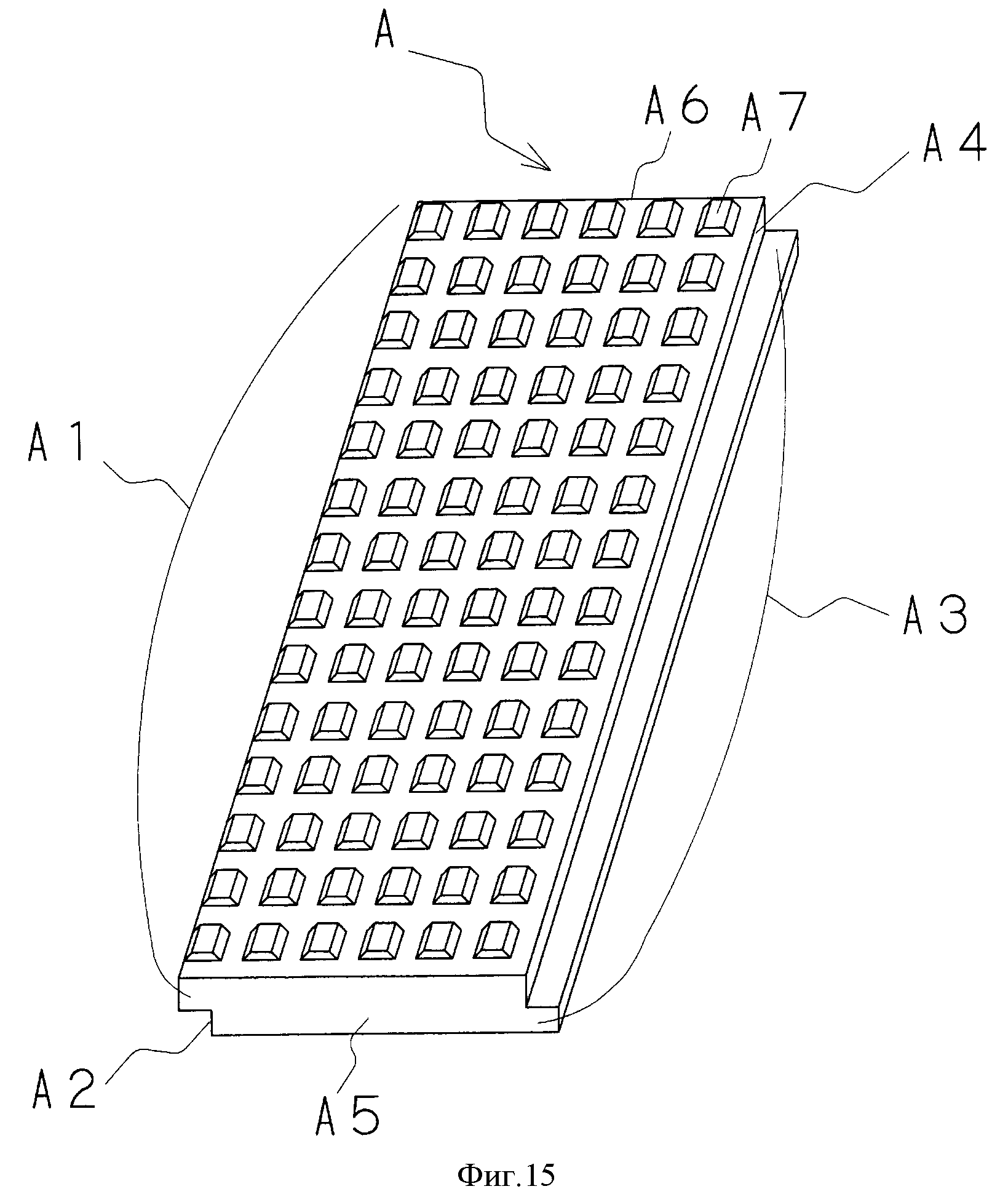
На кромках стеновой панели имеется шпунт, предназначенный для соединения с другими стеновыми панелями, размещаемыми сверху, снизу и/или с боков. Пример стеновой панели показан на фиг.15. На лицевой поверхности стеновой панели А сформированы выступы А7 в виде блоков, образующих лицевой рельеф. Панель А содержит первую и вторую гладкие кромки с кромочными поверхностями А5, А6 соответственно, первую соединяемую кромку, имеющую верхний (при соединении в четверть) шпунт А1 и боковую кромочную поверхность А2, и вторую соединяемую кромку, имеющую нижний (при соединении в четверть) шпунт A3 и боковую кромочную поверхность А4. Шпунт А1 сформирован путем вырезания части кромки панели А с тыльной стороны. Поскольку вырез сформирован по всей длине кромки, шпунт А1 также проходит по всей длине кромки. Благодаря этому при монтаже панели А на внешней стене здания шпунт А1 соединяется с нижним шпунтом A3 другой стеновой панели А и т.д. Таким образом стеновые панели соединяют и формируют стеновую поверхность здания.
В качестве наиболее широко распространенных способов нанесения покрытия на стеновые панели можно назвать следующие: нанесение кистью, нанесение валиком, нанесение разбрызгиванием, нанесение наливом и др. При нанесении кистью покрытие наносят с помощью кисти, предварительно смоченной в материале покрытия.
При нанесении валиком часть вращающегося валика погружают в резервуар с наносимым материалом и переносят последний с лицевой поверхности валика на поверхность объекта нанесения.
При нанесении разбрызгиванием разбрызгивают материал покрытия из сопла, установленного на конце разбрызгивающего аппарата. При нанесении наливом создают пленочный поток материала покрытия, стекающий с боковой стенки резервуара, и пропускают объект нанесения через этот пленочный поток.
Проблемы, решаемые в изобретении
При нанесении покрытия кистью ее опускают в резервуар с наносимым материалом, смачивают в нем и затем проглаживающими движениями переносят материал с кисти на лицевую поверхность стеновой панели и ее кромочные части, имеющие шпунт. При таком способе нанесения, во-первых, очень трудно обеспечить однородность нанесения покрытия на лицевую поверхность и кромочные части, имеющие шпунт, а во-вторых, очень трудно выполнять нанесение в процессе подачи стеновой панели. Процесс нанесения кистью еще более усложняется на стеновых панелях большого размера и стеновых панелях с рельефом на лицевой поверхности. Возникает опасность появления непокрытых участков и участков с недостаточным покрытием, что приводит к снижению физических характеристик и ухудшению внешнего вида панелей. Кроме того, при непосредственном контакте щетки со стеновой панелью кисть сильно изнашивается, что ведет к ее деформации и необходимости скорой замены.
При нанесении покрытия валиком валик погружают в материал покрытия и переносят последний с поверхности валика на участок поверхности стеновой панели, контактирующий с валиком, что позволяет наносить покрытие в процессе подачи стеновой панели. На панель с гладкой поверхностью материал покрытия переносится легко, и формируется достаточное покрытие. Однако на стеновой панели с рельефом на лицевой поверхности контакт впадин рельефа с валиком оказывается невозможным. Из-за этого не удается перенести достаточное количество материала покрытия во впадины рельефа, что приводит к образованию непокрытых участков и, как следствие, к снижению физических характеристик и ухудшению внешнего вида стеновой панели. Также необходимо отметить, что и кромки панели, имеющие шпунт, являются рельефными. Это делает невозможным контакт валика одновременно со всей площадью кромочной поверхности и тоже приводит к образованию непокрытых участков и, как следствие, к снижению физических характеристик и внешнего вида стеновой панели. Еще одним недостатком способа нанесения валиком является то, что невозможно одновременно наносить материал покрытия на лицевую поверхность стеновой панели и кромочные части, имеющие шпунт, а в случае нанесения покрытия с использованием циркуляции материала покрытия мелкие фрагменты стеновой панели и другие посторонние частицы попадают в материал покрытия, затем эти частицы налипают на валик, что также ведет к появлению непокрытых участков. Наконец, поскольку при данном способе нанесения состояние адгезии покрытия сильно зависит от вязкости материала покрытия, приходится контролировать и регулировать вязкость, что дополнительно усложняет процесс нанесения покрытия.
При нанесении разбрызгиванием материал покрытия разбрызгивают на лицевую поверхность стеновой панели. Этот способ позволяет осуществлять нанесение в процессе подачи стеновой панели и пригоден для нанесения даже на стеновую панель с рельефом на лицевой поверхности. Однако плотность нанесеннного покрытия будет различной на выступах и во впадинах рельефа: на наклонных участках рельефа эта плотность окажется недостаточной, а во впадинах рельефа, напротив, будет скапливаться избыточное количество материала покрытия. Для нанесения покрытия разбрызгиванием на кромочные части, имеющие шпунт, предлагался способ, состоящий в разбрызгивании материала покрытия на шпунт в наклонном направлении снизу. Однако данный способ имеет ряд существенных недостатков, в том числе ухудшение адгезии материала покрытия, забивание разбрызгивающего сопла и др. В другом способе предлагалось при нанесении разбрызгиванием переворачивать стеновую панель лицевой стороной вниз. Данный способ также имеет ряд недостатков. Во-первых, требуется дополнительная технологическая операция по переворачиванию панели, что существенно снижает эффективность производственного процесса. Во-вторых, форма шпунта не позволяет материалу покрытия проникнуть на всю глубину шпунта, что ведет к появлению непокрытых участков. Кроме того, при нанесении материала покрытия с циркуляцией мелкие кусочки стеновой панели и другие посторонние частицы попадают в материал покрытия и в результате забивают разбрызгивающее сопло, что приводит к появлению на стеновой панели непокрытых участков. В заявке (1) предложен способ, при котором с помощью кориолисова расходомера измеряют расход материала покрытия, подаваемого в разбрызгивающее сопло, и в соответствии с результатом измерения управляют процессом нанесения (Токкай кохо 2003-1155). Однако данный способ имеет существенный недостаток: он позволяет лишь быстро обнаруживать забивание сопла, но не предотвращать его. Еще одним недостатком способа нанесения разбрызгиванием является то, что, поскольку материал покрытия подается под давлением, в нем легко образуются воздушные пузырьки, из-за чего возникает необходимость в использовании большого количества противопенной присадки. При этом существует и опасность того, что сформированная пленка покрытия будет обладать ухудшенной адгезией по отношению к новому покрытию, которое формируется при последующих технологических операциях. Наконец, поскольку при использовании данного способа нанесения адгезионные свойства покрытия сильно зависят от вязкости материала покрытия, приходится контролировать и регулировать вязкость, что дополнительно усложняет процесс нанесения.
Способ нанесения покрытия наливом позволяет сформировать однородную пленку покрытия на стеновой панели с гладкой лицевой поверхностью.
Однако поскольку данный способ позволяет наносить покрытие только плотностью порядка 120 г/см2, его применение к панелям с рельефом на лицевой поверхности приводит к тому, что на наклонные поверхности рельефа, расположенные спереди по направлению подачи панели, наносится достаточное количество материала покрытия, а на наклонные поверхности, расположенные с противоположной стороны, материала покрытия наносится недостаточно, из-за чего появляются непокрытые участки и, как следствие, портится внешний вид и ухудшаются физические характеристики панели. Кроме того, при нанесении покрытия наливом на кромочные части, имеющие шпунт, приходится переворачивать панель лицевой стороной вниз и в таком состоянии пропускать ее через завесу материала покрытия, а это снижает эффективность работ по нанесению покрытия из-за появления дополнительной технологической операции переворачивания панели. При этом форма шпунта не позволяет наносимому материалу проникнуть на всю глубину шпунта, что приводит к появлению непокрытых участков. В случае же нанесения материала покрытия с циркуляцией в нем образуются воздушные пузырьки, из-за чего возникают разрывы в пленочной завесе материала покрытия, что приводит к появлению непокрытых участков. При этом в материал покрытия попадают мелкие кусочки поверхности панели и другие посторонние частицы, которые засоряют боковую стенку наливного резервуара, что также приводит к образованию непокрытых участков.
Целью настоящего изобретения является устранение перечисленных выше проблем путем разработки такого способа нанесения покрытия, который в случае стеновой панели с рельефной лицевой поверхностью и шпунтом на кромках позволил бы в процессе подачи стеновой панели наносить покрытие достаточной плотности на всю ее лицевую поверхность и все кромочные части, нигде не оставляя непокрытых участков.
Для достижения вышеуказанной цели в п.1 формулы изобретения предложен способ нанесения покрытия на лицевую поверхность и кромки стеновой панели с рельефом на лицевой поверхности и шпунтом на кромках.
Отличительной особенностью этого способа является то, что в процессе подачи панели подают материал покрытия в резервуар, установленный над конвейерной линией для подачи стеновых панелей, обращенных лицевой поверхностью вверх, и заполняют резервуар материалом покрытия. При прохождении стеновой панели под резервуаром обеспечивают, чтобы материал покрытия под действием собственной массы стекал вниз в виде ниспадающего потока из щелевого выпускного отверстия, расположенного в днище резервуара, в результате производится нанесение материала на лицевую поверхность и кромки стеновой панели. Размер выпускного отверстия в направлении, перпендикулярном направлению подачи панели, больше, чем размер самой стеновой панели в этом направлении; плотность материала покрытия, наносимого на лицевую поверхность панели, составляет 1200-1800 г/м2.
Примененная в настоящем изобретении плотность покрытия, равная 1200-1800 г/м2, выбрана с учетом того, что она позволяет нанести достаточное количество материала покрытия, не оставляя непокрытых участков, даже в случае нанесения покрытия на стеновую панель с рельефной лицевой поверхностью, при этом, поскольку материал покрытия течет в направлении, перпендикулярном направлению подачи, и через шпунт достигает краев тыльной поверхности панели, обеспечивается возможность нанесения достаточного количества покрытия на все кромочные части, имеющие шпунт. Другими словами, обеспечивается возможность нанесения достаточного количества материала покрытия на всю стеновую панель за исключением ее тыльной поверхности без образования непокрытых участков. При этом даже в случае нанесения материала покрытия с циркуляцией благодаря сравнительно большому расходу материала покрытия сводится к минимуму влияние образующихся воздушных пузырьков на качество нанесения и тем самым устраняется проблема разрывов в наносимом покрытии. Далее, благодаря тому что материал покрытия стекает в виде ниспадающего потока под действием собственной массы, минимизируется возможность попадания мелких кусочков панели и других посторонних частиц в материал покрытия, а также влияние вязкости используемого материала покрытия на качество нанесения. В результате расширяется выбор материала покрытия и снижаются энергетические затраты.
В п.2 формулы изобретения предложен способ по п.1, отличающийся тем, что ширина выпускного отверстия в днище резервуара составляет 3-6 мм, а материал покрытия вытекает из выпускного отверстия в виде ниспадающего потока под действием собственной массы.
При ширине выпускного отверстия 3-6 мм обеспечивается возможность нанесения покрытия плотностью 1200-1800 г/м2, а также возможность снижения необходимой емкости резервуара и количества находящегося в нем материала покрытия. Если ширина выпускного отверстия меньше 3 мм, расход материала покрытия, поступающего из этого отверстия, будет слишком мал и нанесение пленки покрытия с оптимальной плотностью 1200-1800 г/см2 станет проблематичным. Если же ширина выпускного отверстия превышает 6 мм, чрезмерно возрастет расход материала покрытия, стекающего вниз под действием собственной массы, и, соответственно, увеличивается необходимая емкость резервуара.
В п.3 формулы изобретения предложен способ по п.1 или 2, отличающийся тем, что расстояние между нижней кромкой выпускного отверстия в днище резервуара и верхними участками лицевой поверхности подаваемой стеновой панели составляет
20-100 мм.
При расстоянии 20-100 мм между нижней кромкой выпускного отверстия и верхними участками лицевой поверхности подаваемой стеновой панели обеспечивается гарантированное нанесение материала покрытия на всю лицевую поверхность стеновой панели и сводится к минимуму отражение материала покрытия от поверхности панели. Если расстояние между нижней кромкой выпускного отверстия и верхними участками лицевой поверхности стеновой панели меньше 20 мм, то при наличии искривлений панели может произойти контакт между кромкой отверстия и лицевой поверхностью панели, что приведет к невозможности нанесения покрытия и может стать причиной повреждения как самой панели, так и установки для нанесения покрытия. Если же указанное расстояние превышает 100 мм, невозможно обеспечить гарантированное нанесение покрытия на всю поверхность стеновой панели и, кроме того, сильно возрастает отражение материала покрытия от поверхности панели, что дополнительно ухудшает качество нанесения покрытия и может привести к загрязнению рабочего места.
В п.4 формулы изобретения предложен способ по п.1, отличающийся тем, что под указанным выпускным отверстием устанавливают отражатель, при попадании на который происходит изменение направления части потока материала покрытия, и с помощью этого отражателя наносят материал покрытия на кромки стеновой панели.
Для изготовления отражателя можно использовать металлическую пластину, в частности стальную пластину с покрытием (алюминоцинковым, галтитовым, алюминиевым и т.д.), пластину из нержавеющей стали, титановую пластину, медную пластину и т.д., пластмассовую пластину (из акриловой смолы, уретановой смолы и т.д.), резиновую пластину (полибутадиеновую, бутадиеновую, акрилонитриловую, хлоропреновую и т.д.) и др. На размеры отражателя жестких ограничений нет, однако предпочтительно, чтобы они составляли примерно 50-150 мм × 10-300 мм. Отражатель может иметь, например, J-образную форму сечения. Отражатель размещают под выпускным отверстием резервуара, при этом расстояние от отражателя до шпунта в самом близком месте должно предпочтительно составлять 5-50 мм. Если это расстояние меньше 5 мм, то из-за колебаний стеновой панели, на которую наносится материал покрытия, может произойти контакт между ней и отражателем, что приведет к невозможности нормального нанесения покрытия и может стать причиной повреждения как самой панели, так и отражателя. Если же указанное расстояние превысит 50 мм, не удастся получить должный эффект от использования отражателя. При попадании на отражатель часть ниспадающего потока материала покрытия изменяет направление и поступает к тем областям стеновой панели, которые ранее были проблемными для нанесения. Таким образом обеспечивается гарантированное нанесение достаточного количества материала покрытия даже на кромочные части стеновой панели, и после нанесения не остается непокрытых участков.
В п.5 формулы изобретения предложен способ по п.1 или 4, отличающийся тем, что снизу с внешней стороны подают в наклонном направлении воздушный поток по меньшей мере на один шпунт стеновой панели и тем самым обеспечивают распределение материала покрытия по всей кромочной части, на которой расположен данный шпунт.
Это позволяет, не оставляя непокрытых участков, нанести достаточное количество материала покрытия на все кромочные части, имеющие шпунт, и, в частности, на тыльную поверхность верхнего шпунта и боковую кромочную поверхность, расположенную под верхним шпунтом.
Технический результат использования изобретения
Применение изобретения позволяет в процессе подачи стеновой панели, имеющей рельеф на лицевой поверхности и шпунт на кромках, наносить достаточное количество материала покрытия на всю лицевую поверхность и все кромочные части, имеющие шпунт, в частности на тыльную поверхность верхнего шпунта и боковую кромочную поверхность, расположенную под верхним шпунтом, не оставляя непокрытых участков. При этом даже в случае нанесения материала покрытия с циркуляцией сводится к минимуму влияние образующихся воздушных пузырьков и тем самым устраняются проблемы, связанные с образованием разрывов в ниспадающей пленке материала покрытия. Кроме того, минимизируется влияние попадания мелких кусочков панели и других посторонних частиц в материал покрытия, а также влияние вязкости материала покрытия на качество нанесения, что позволяет расширить выбор материала покрытия и снизить энергетические затраты.
Краткое описание чертежей
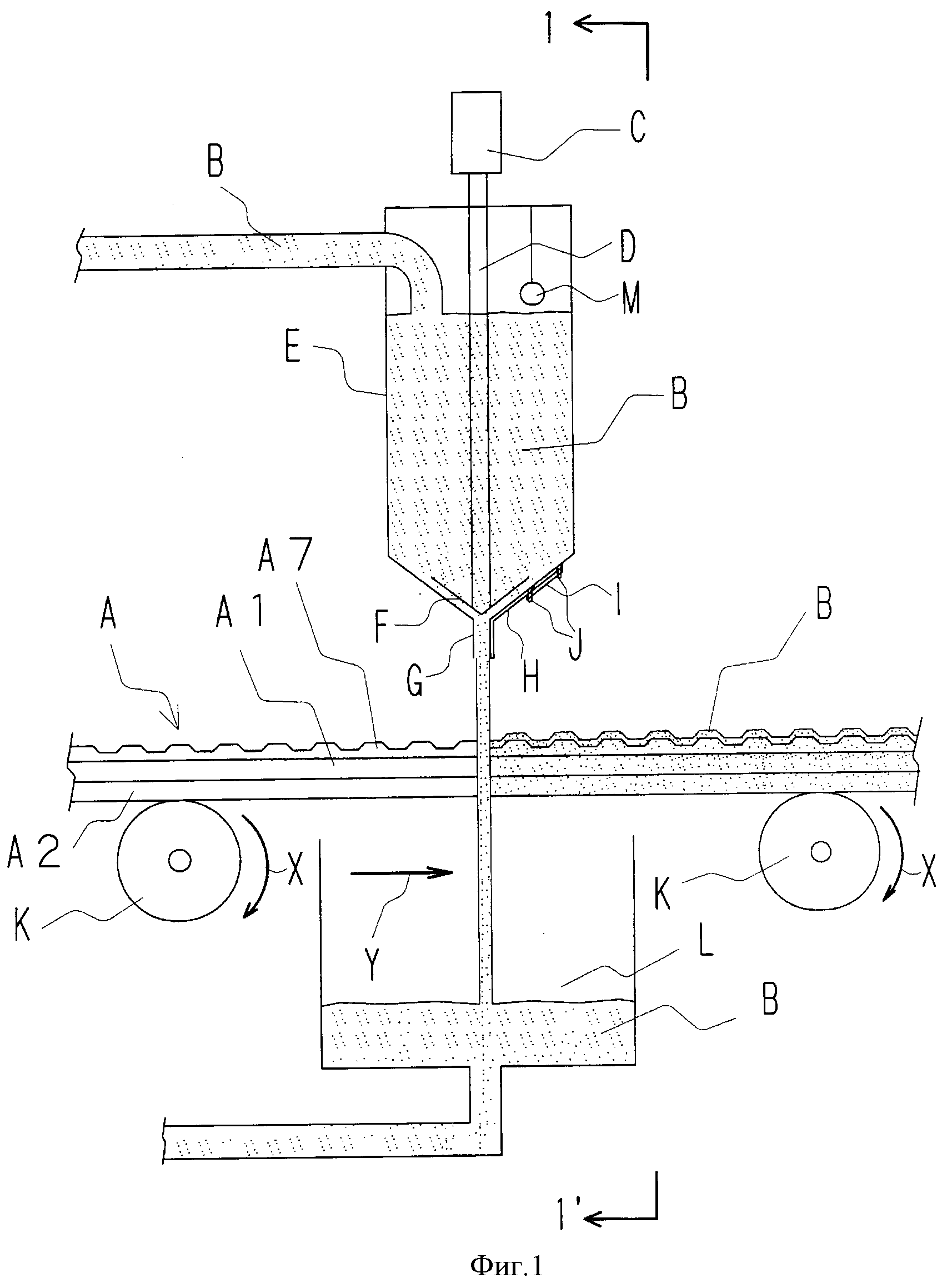
Фиг.1: Пример установки для нанесения покрытия способом согласно изобретению (вид сбоку в разрезе).
Фиг.2: Установка на фиг.1 (вид спереди в разрезе по плоскости 1-1').
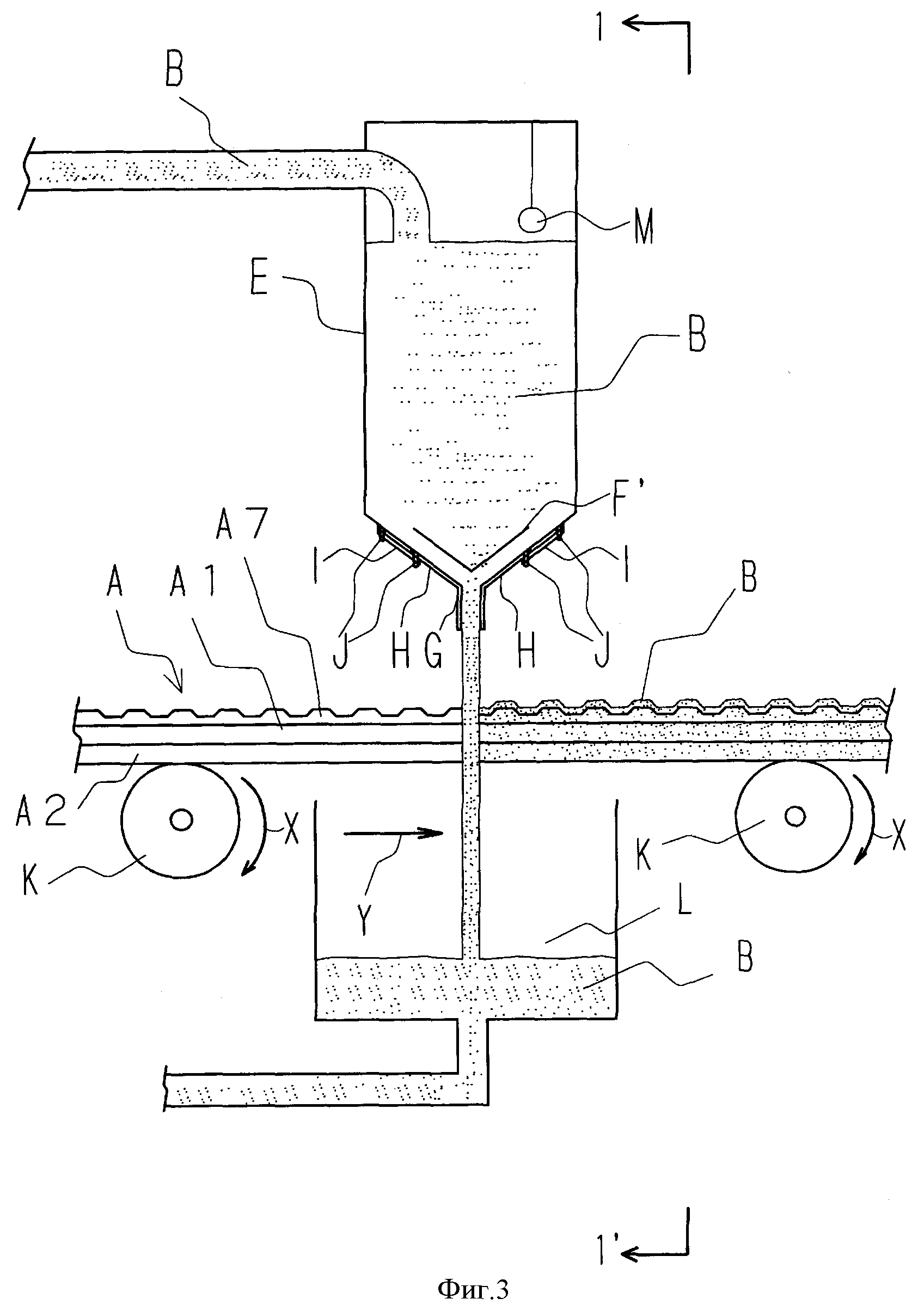
Фиг.3: Еще один пример установки для нанесения покрытия способом согласно изобретению (вид сбоку в разрезе).
Фиг.4: Установка на фиг.3 (вид спереди в разрезе по плоскости 1-1').
Фиг.5: Еще один пример установки для нанесения покрытия способом согласно изобретению (вид сбоку в разрезе).
Фиг.6: Установка на фиг.5 (вид спереди в разрезе по плоскости 1-1').
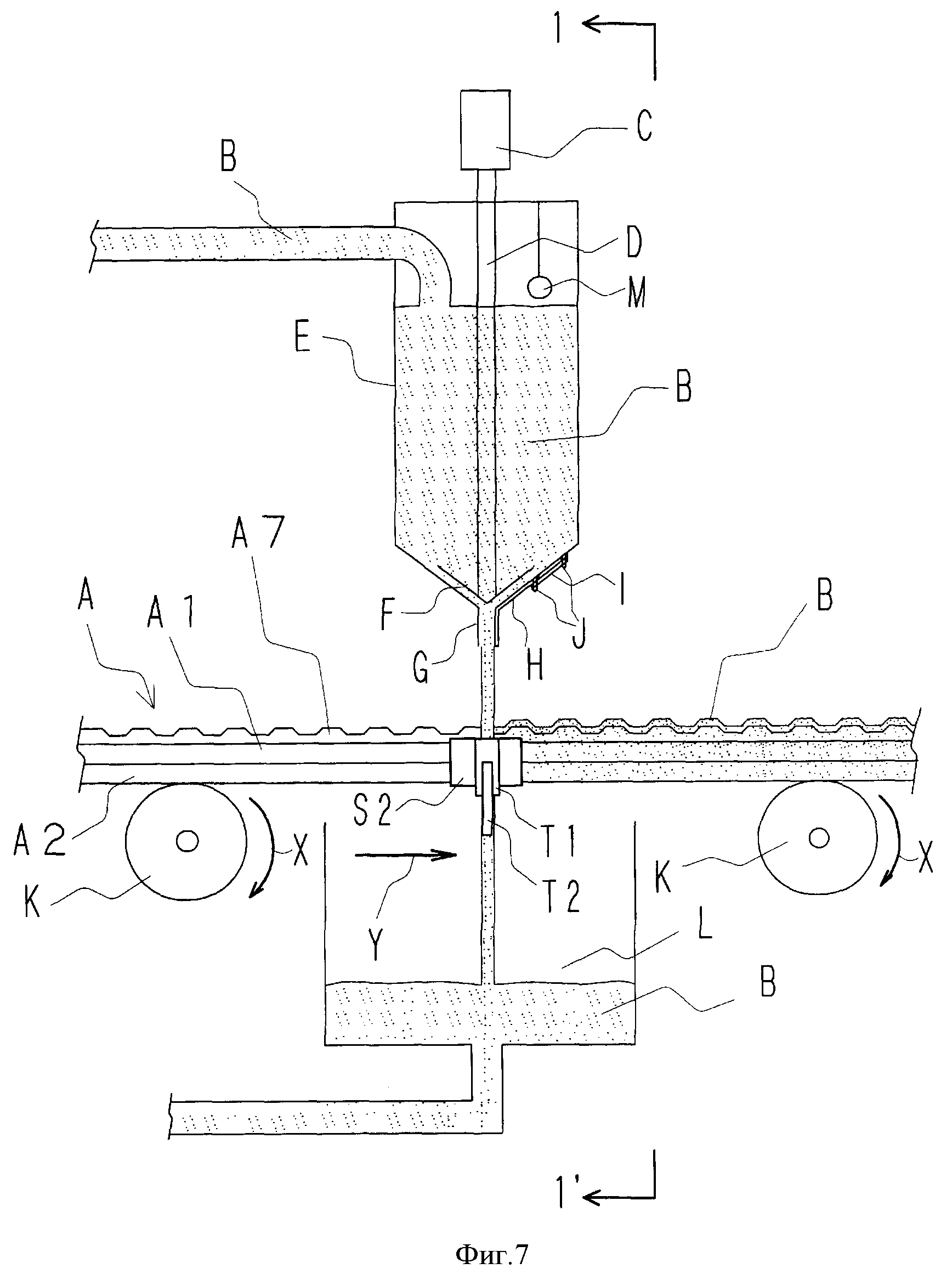
Фиг.7: Еще один пример установки для нанесения покрытия способом согласно изобретению (вид сбоку в разрезе).
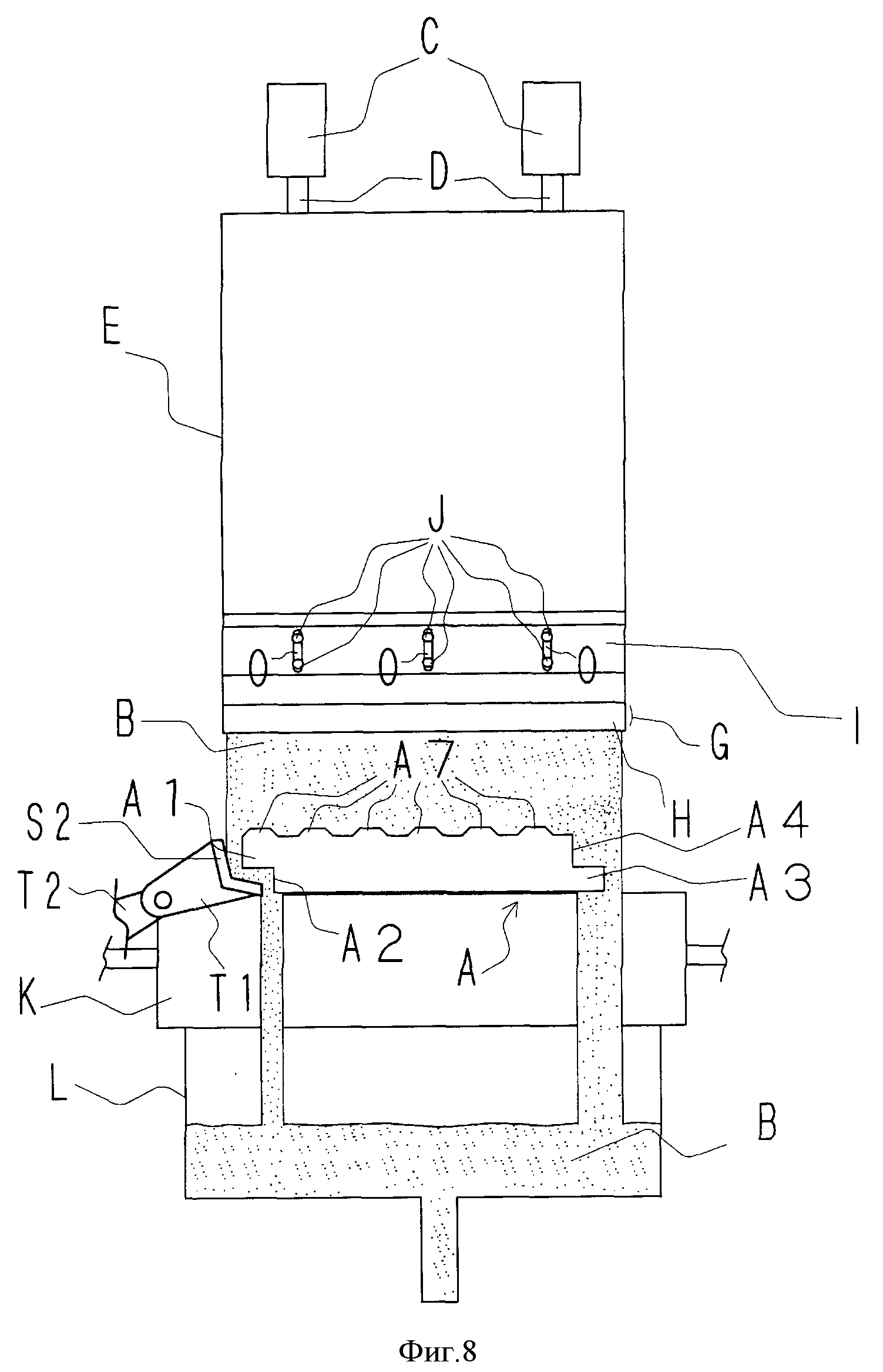
Фиг.8: Установка на фиг.7 (вид спереди в разрезе по плоскости 1-1').
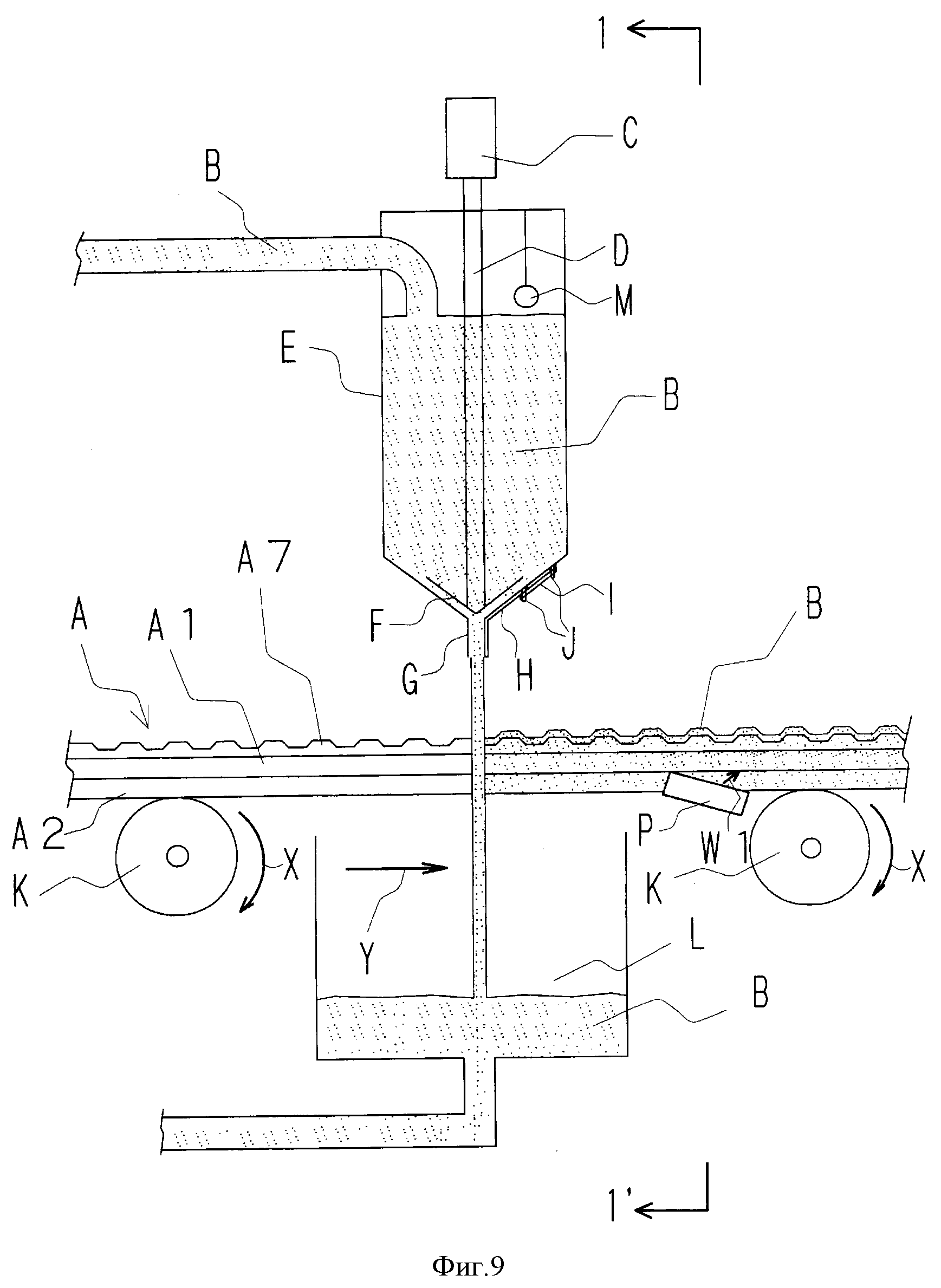
Фиг.9: Еще один пример установки для нанесения покрытия способом согласно изобретению (вид сбоку в разрезе).
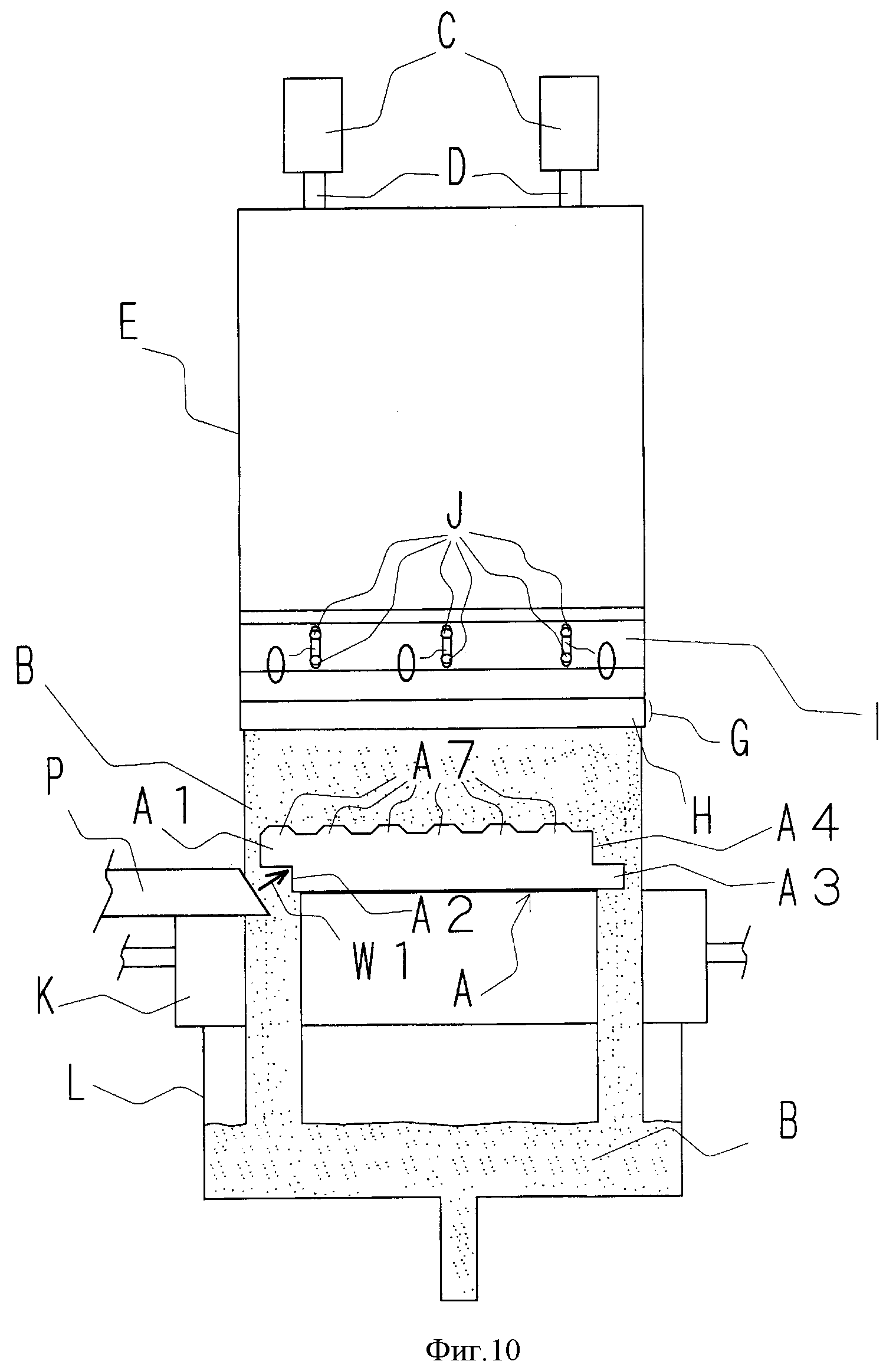
Фиг.10: Установка на фиг.9 (вид спереди в разрезе по плоскости 1-1').
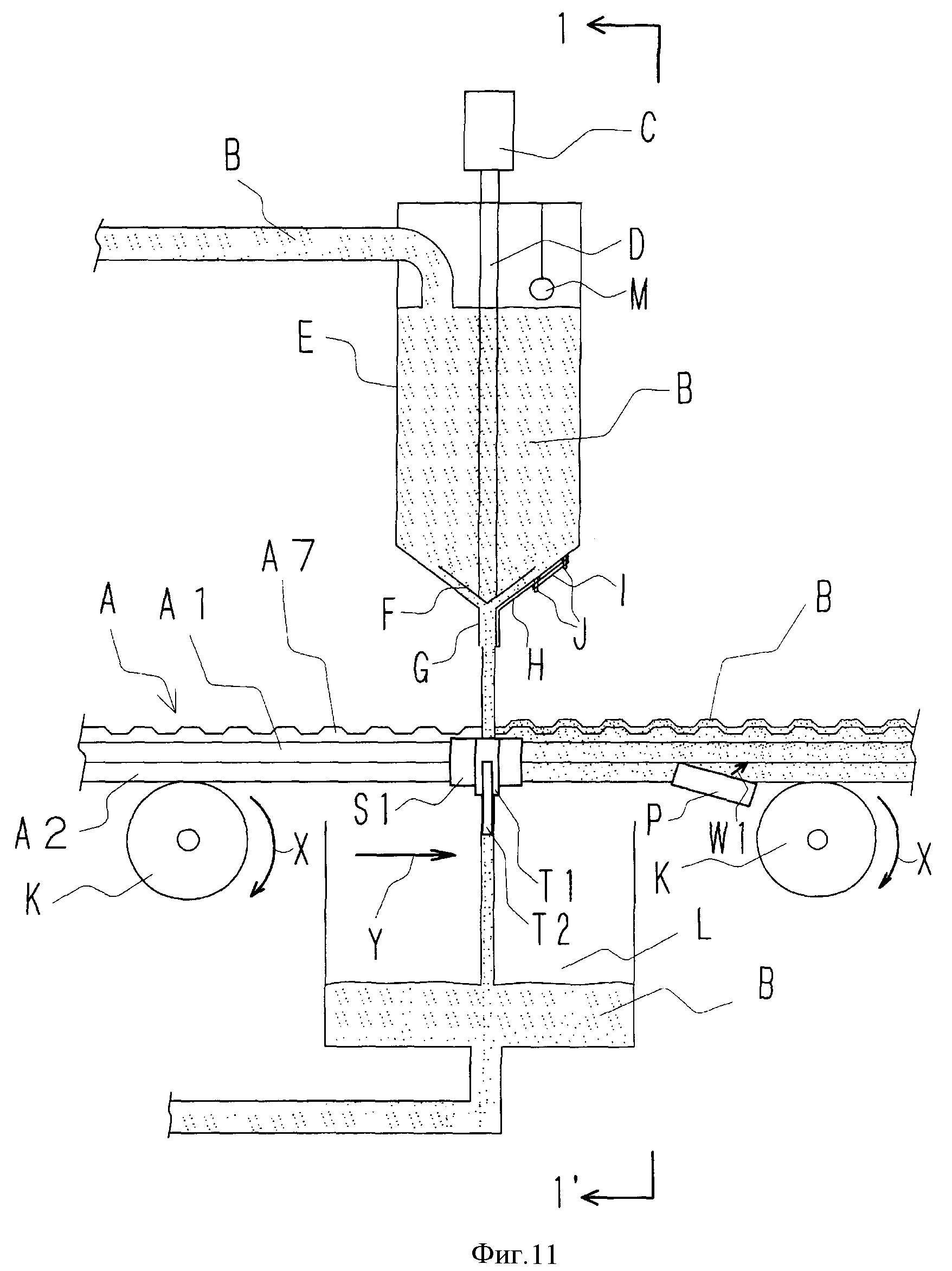
Фиг.11: Еще один пример установки для нанесения покрытия способом согласно изобретению (вид сбоку в разрезе).
Фиг.12: Установка на фиг.11 (вид спереди в разрезе по плоскости 1-1').
Фиг.13: Еще один пример установки для нанесения покрытия способом согласно изобретению (вид сбоку в разрезе).
Фиг.14: Установка на фиг.13 (вид спереди в разрезе по плоскости 1-1').
Фиг.15: Пример внешнестеновой панели.
Фиг.16: Еще один пример внешнестеновой панели.
Наилучший вариант практической реализации изобретения
Далее следует описание конкретных примеров оборудования для реализации способа согласно изобретению с последующим описанием конкретных практических примеров реализации способа с помощью этого оборудования.
Пример 1
На фиг.1 показан пример установки для нанесения покрытия способом согласно изобретению (вид сбоку в разрезе). На фиг.2 показан пример той же установки (вид спереди в разрезе по плоскости 1-1').
В установке на фиг.1, 2 стеновая панель А, изображенная на фиг.15 и имеющая на лицевой поверхности выступы А7, образующие рельеф, а на соответствующих кромках - верхний А1 и нижний A3 шпунты для соединения в четверть, размещается на роликовой конвейерной линии лицевой стороной вверх, и при вращении подающих роликов К в направлении, показанном стрелкой X, производится подача панели А в направлении, показанном стрелкой Y. Длина панели А составляет 3030 мм, а ширина - 463 мм. Панель А размещается на конвейерной линии таким образом, чтобы продольное направлении панели совпадало с направлением подачи.
Над конвейерной линией установлен резервуар Е с материалом В покрытия. Материал В постоянно подается в резервуар Е и накапливается в нем. В резервуаре Е имеется датчик М для управления подачей материала покрытия в резервуар Е. Датчик М представляет собой шарик, содержащий генератор электрического сигнала. Обычно датчик М свободно свешивается на цепочке с верхней крышки резервуара Е. Однако в случае если в результате повышения уровня материала В в резервуаре Е произошло всплытие датчика М под действием подъемной силы материала В, содержащийся в датчике М генератор выдает электрический сигнал, по которому подача материала В в резервуар Е прерывается.
В днище резервуара Е сформировано выпускное отверстие G щелевой формы. Размер отверстия G в направлении, перпендикулярном направлению подачи стеновой панели А, составляет 520 мм, что больше ширины панели А (463 мм). Ширина отверстия G в направлении подачи панели А регулируется с помощью регулятора Н ширины, имеющего форму изогнутой пластины, и регулятора I положения. Регуляторы Н, I зафиксированы с помощью болтов J, однако в регуляторе I имеется продолговатое отверстие О, что позволяет изменять позицию фиксации регулятора I болтами J, а также положение регулятора Н, регулируя таким образом ширину отверстия G в направлении подачи панели А. В данном примере установки ширина отверстия G в направлении подачи отрегулирована до 5 мм, а расстояние от нижней кромки отверстия G до верхних участков лицевой поверхности панели А отрегулировано до 50 мм с тем, чтобы плотность материала В, наносимого на лицевую поверхность панели А, составила 1500 г/м2.
В резервуаре Е над отверстием G расположен затвор F, осуществляющий запирание и отпирание отверстия G. Затвор F через соединительный шток D связан с приводным пневмоцилиндром С. Под действием цилиндра С обеспечивается перемещение затвора F вверх/вниз. При отсутствии прохождения стеновой панели А под резервуаром Е затвор F, контактируя с внутренней поверхностью стенки нижней части днища резервуара Е, запирает отверстие G и препятствует поступлению материала В через это отверстие. Под конвейерной линией установлен приемный бак L для сбора лишнего материала В, не попавшего на поверхность панели А. Материал В, накопленный в баке L, с помощью насоса возвращается в резервуар Е и используется повторно.
Ниже описан способ нанесения с использованием установки, изображенной на фиг.1, 2. Сначала путем вращения подающих роликов К в направлении стрелки X внешнестеновую панель А подают в направлении стрелки Y. Одновременно с этим подают материал покрытия В в резервуар Е, расположенный над конвейерной линией, и накапливают этот материал в резервуаре Е.
Далее при прохождении стеновой панели А под резервуаром Е приводят в действие пневмоцилиндр С, в результате чего затвор F перемещается вверх, отпирая отверстие G, сформированное в самом нижнем месте днища резервуара Е, через это отверстие под действием собственной массы в виде ниспадающего потока вытекает материал В и происходит нанесение на лицевую поверхность панели А материала В плотностью 1500 г/м2. Поскольку размер отверстия G в направлении, перпендикулярном направлению подачи панели, составляет 520 мм, что превышает размер самой панели А в том же направлении (463 мм), материал В, вытекающий из отверстия G в виде ниспадающего потока под действием собственной массы, наносится в достаточном количестве на всю лицевую поверхность панели А, включая и выступы А7 рельефа, при этом материал В перетекает через кромки панели А и достигает краевых областей тыльной поверхности панели, в результате чего обеспечивается нанесение достаточного количество материала В не только на лицевую поверхность, но и на боковую поверхность верхнего шпунта А1, боковую кромочную поверхность А2, расположенную под шпунтом А1, боковую кромочную поверхность А4, расположенную над нижним шпунтом A3, а также другие боковые кромочные поверхности А5, А6. Другими словами, обеспечивается нанесение достаточного количества материала покрытия на всю лицевую поверхность стеновой панели А и все кромочные поверхности, в том числе шпунты А1, A3 и боковые кромочные поверхности А2, А4, А5, А6, в частности на тыльную поверхность верхнего шпунта А1 и боковую кромочную поверхность А2, расположенную под верхним шпунтом А1, при этом после нанесения не остается непокрытых участков.
Избыточный материал покрытия В, накопившийся в баке L, с помощью насоса возвращается в резервуар Е и используется повторно.
На фиг.3, 4 изображен еще один пример установки для нанесения покрытия способом согласно изобретению. На фиг.3 показан вид сбоку с продольным сечением, а на фиг.4 - вид спереди с поперечным сечением в плоскости 1-1'.
В установке нанесения, изображенной на фиг.3, 4, материал покрытия с постоянным расходом под действием собственной массы вытекает в виде ниспадающего потока из выпускного отверстия G. Отличие от установки на фиг.3, 4 состоит в том, что не используются соединительный шток D и пневмоцилиндр С, а затвор F зафиксирован внутри резервуара Е над отверстием G на некотором расстоянии от него. С обеих сторон от отверстия G установлено по регулятору Н ширины щели и регулятору I положения, так что ширина отверстия G может регулироваться с двух сторон. Все остальные детали аналогичны установке, изображенной на фиг.1, 2. В частности, ширина отверстия G в направлении подачи отрегулирована до 5 мм, а расстояние от нижней кромки отверстия G до верхних участков лицевой поверхности подаваемой панели А отрегулировано до 50 мм с тем, чтобы плотность материала В, наносимого на лицевую поверхность панели А, составила 1500 г/м2.
Ниже пояснен еще один способ нанесения покрытия согласно изобретению с использованием установки нанесения, изображенной на фиг.3, 4.
Сначала путем вращения подающих роликов К в направлении стрелки X производят подачу внешнестеновой панели А в направлении стрелки Y. Одновременно с этим подают материал покрытия В внутрь резервуара Е, расположенного над конвейерной линией. Материал В накапливается в резервуаре Е и одновременно под действием собственной массы вытекает из выпускного отверстия G в виде ниспадающего потока с постоянным расходом.
При прохождении стеновой панели А под резервуаром Е на лицевую поверхность панели А наносится материал покрытия В плотностью 1500 г/м2, что позволяет в данном примере так же, как и в предыдущем, наносить достаточное количество материала покрытия на всю лицевую поверхность панели А, имеющую выступы А7 рельефа, и на все кромочные части с нижним шпунтом A3 и боковые кромочные поверхности А4, А5, А6. Благодаря тому что избыточный материал покрытия В, собранный в приемном баке L, с помощью насоса возвращается в резервуар Е и используется повторно, предотвращаются потери материала покрытия даже в состоянии, когда материал В поступает из резервуара Е с постоянным расходом.
На фиг.5, 6 изображен еще один пример установки для нанесения покрытия способом согласно изобретению. На фиг.5 показан вид сбоку с продольным сечением, а на фиг.6 - вид спереди с поперечным сечением в плоскости 1-1'.
Установка, изображенная на фиг.5, 6, представляет собой ту же самую установку, что и на фиг.1, 2, но с добавлением отражателя S материала покрытия. Отражатель S содержит отражающую пластину S1 и крепление Т2, которые сварены в единое целое. Крепление Т2 жестко зафиксировано без возможности перемещения. Отражающая пластина S1 получена в результате J-образного сгибания стальной пластинчатой заготовки с галтитовым покрытием. Регулятор Т1 положения отражающей пластины S1 и крепление Т2 связаны с помощью штифта, при этом регулятор Т1 установлен с возможностью перемещения на штифте в качестве опорной оси. Путем перемещения регулятора Т1 можно регулировать положение отражающей пластины S1. В данном примере установки отражающая пластина S1 находится примерно на одном уровне с плоскостью подачи внешнестеновой панели А, а расстояние между пластиной S1 и верхним шпунтом А1 панели А в самом близком месте отрегулировано до 10 мм. Все остальные детали аналогичны установке нанесения на фиг.1, 2. В частности, размер выпускного отверстия G в направлении, перпендикулярном направлению подачи, составляет 520 мм, размер этого же отверстия в направлении подачи - 5 мм, а расстояние от нижней кромки отверстия G до верхних участков лицевой поверхности подаваемой панели А составляет 50 мм, что обеспечивает нанесение покрытия плотностью 1500 г/м2 и позволяет наносить покрытие на всю лицевую и на все кромочные поверхности панели А.
Ниже описан способ нанесения с использованием установки, изображенной на фиг.5, 6.
Сначала путем вращения подающих роликов К в направлении стрелки X производят подачу внешнестеновой панели А в направлении стрелки Y. Одновременно с этим подают материал покрытия В в резервуар Е, расположенный над конвейерной линией, и накапливают материал В в резервуаре Е. Далее при прохождении стеновой панели А под резервуаром Е приводят в действие пневмоцилиндр С, в результате чего затвор F перемещается вверх, отпирая отверстие G, сформированное в самом нижнем месте днища резервуара Е. Через это отверстие под действием собственной массы в виде ниспадающего потока вытекает материал В, и таким образом происходит нанесение на лицевую поверхность панели А материала В плотностью 1500 г/м2 (аналогично способу нанесения с использованием установки, представленной на фиг.1, 2).
С помощью отражающей пластины S1, на которую попадает часть материала В, вытекающего в виде ниспадающего потока из отверстия G под действием собственной массы, изменяют направление потока материала В таким образом, чтобы материал В наносился на боковую и тыльную поверхности верхнего шпунта А1 панели А и боковую кромочную поверхность А2, расположенную под шпунтом А1. В итоге с помощью пластины S1, изменяющей направление потока части материала В, обеспечивается нанесение достаточного количества материала покрытия на все кромочные поверхности, включая верхний шпунт А1 и боковую кромочную поверхность А2, и по сравнению со способом, в котором использовалась установка нанесения, представленная на фиг.1, 2, обеспечивается еще более эффективное нанесение покрытия на все кромочные части панели А, включая верхний шпунт А1, причем после нанесения не остается непокрытых участков. Разумеется, в данном примере, так же как и в случае использования установки, представленной на фиг.1, 2, обеспечивается нанесение достаточного количества материала покрытия на всю лицевую поверхность панели А, имеющую выступы 7 рельефа, и все остальные кромочные части, имеющие нижний шпунт A3 и боковые кромочные поверхности А4, А5, А6.
Избыточный материал В, собранный в приемном баке L, с помощью насоса возвращается в резервуар Е и используется повторно.
На фиг.7, 8 изображен еще один пример установки для нанесения покрытия способом согласно изобретению. На фиг.7 показан вид сбоку в разрезе, а на фиг.8 - вид спереди в разрезе по плоскости 1-1'.
Отличие установки, представленной на фиг.7, 8, от установки, представленной на фиг.5, 6, состоит только в отражателе. В установке на фиг.7, 8 в качестве отражателя используется пластина S2, полученная путем сгибания исходной стальной заготовки с галтитовым покрытием в поперечном направлении. Все остальные детали аналогичны установке, представленной на фиг.5, 6. В частности, пластина S2 и регулятор Т1 ее положения сварены в единое целое, а крепление Т2 зафиксировано без возможности перемещения. Регулятор Т1 и крепление Т2 связаны друг с другом с помощью штифта, при этом регулятор Т1 установлен с возможностью перемещения на штифте в качестве опорной оси. Путем перемещения регулятора Т1 можно регулировать положение отражающей пластины S2. В данной установке отражающая пластина S2 находится примерно на одном уровне с плоскостью подачи внешнестеновой панели А, а расстояние между пластиной S2 и шпунтом А1 панели А в самом близком месте отрегулировано до 10 мм. Размер выпускного отверстия G в направлении, перпендикулярном направлению подачи, составляет 520 мм, размер этого же отверстия в направлении подачи составляет 5 мм, а расстояние от нижней кромки отверстия G до верхних участков лицевой поверхности подаваемой панели А составляет 50 мм, что обеспечивает нанесение покрытия плотностью 1500 г/м2 и позволяет нанести достаточное количество материала покрытия на всю лицевую поверхность и все кромочные части панели А.
Ниже описан способ нанесения с использованием установки, изображенной на фиг.7, 8.
Поскольку установка, представленная на фиг.7, 8, отличается от установки, представленной на фиг.5, 6, только конфигурацией отражающей пластины, а все остальные детали полностью идентичны, способ нанесения с использованием установки, представленной на фиг.7, 8, полностью аналогичен способу, использующему установку, представленную на фиг.5, 6. В данном примере так же, как и в предыдущем, часть материала покрытия В изменяет свое направление в результате отражения от отражающей пластины S2, благодаря чему наносится достаточное количество материала покрытия на боковую и тыльную поверхности верхнего шпунта А1 и боковую кромочную поверхность А2, расположенную под шпунтом А1, и таким образом обеспечивается качественное нанесение покрытия на всю кромочную часть панели А, содержащую верхний шпунт А1, без образования непокрытых участков. Разумеется, в данном примере так же, как и в предыдущем, обеспечивается нанесение достаточного количества материала покрытия на всю лицевую поверхность панели А, имеющую выступы А7 рельефа, и на все остальные кромочные части, имеющие нижний шпунт A3 и боковые кромочные поверхности А4, А5, А6.
На фиг.9, 10 изображен еще один пример установки для нанесения покрытия способом согласно изобретению. На фиг.9 показан вид сбоку в разрезе, а на фиг.10 - вид спереди в разрезе по плоскости 1-1'. Установка, представленная на фиг.9, 10, отличается от установки, представленной на фиг.1, 2, только наличием воздуходувного устройства Р. Устройство Р расположено с внешней стороны от стеновой панели А за выпускным отверстием G по направлению подачи панели, под верхним шпунтом А1, и подает воздушный поток в направлении, показанном стрелкой W1, т.е. в наклонном направлении снизу извне, на шпунт А1 панели А, на которую только что был нанесен материал покрытия В путем его подачи под действием собственной массы в виде ниспадающего потока из выпускного отверстия G. Все остальные детали аналогичны установке, представленной на фиг.1, 2. В частности, в данном примере (фиг.9, 10) размер выпускного отверстия G в направлении, перпендикулярном направлению подачи, составляет 520 мм, размер этого же отверстия в направлении подачи составляет 5 мм, а расстояние от нижней кромки отверстия G до верхних участков лицевой поверхности подаваемой панели А составляет 50 мм, что обеспечивает нанесение покрытия плотностью 1500 г/м2 и позволяет нанести покрытие на всю лицевую и все кромочные поверхности панели А, не оставляя непокрытых участков.
Ниже описан способ нанесения с использованием установки, изображенной на фиг.9, 10.
Сначала путем вращения подающих роликов К в направлении стрелки X производят подачу внешнестеновой панели А в направлении стрелки Y. Одновременно подают материал покрытия В в резервуар Е, расположенный над конвейерной линией, и накапливают материал В в резервуаре Е. Далее при прохождении стеновой панели А под резервуаром Е приводят в действие пневмоцилиндр С, в результате чего затвор F перемещается вверх, отпирая отверстие G, сформированное в самом нижнем месте днища резервуара Е. Через это отверстие под действием собственной массы в виде ниспадающего потока вытекает материал В и таким образом происходит нанесение на лицевую поверхность панели А материала В плотностью 1500 г/м2 (аналогично способу нанесения с использованием установки, представленной на фиг.1, 2).
Далее из воздуходувного устройства Р на верхний шпунт А1 панели А, на которую только что был нанесен материал покрытия В в результате его вытекания под действием собственной массы в виде ниспадающего потока жидкости из выпускного отверстия G, подают воздушный поток в направлении, показанном стрелкой W1, т.е. в наклонном направлении снизу извне. Благодаря действию подаваемого воздушного потока обеспечивается гарантированное затекание материала В на тыльную поверхность верхнего шпунта А1 и боковую кромочную поверхность А2, расположенную под шпунтом А1. Таким образом материал В достигает самых глубоких участков шпунта А1, что позволяет нанести достаточное количество материала В на все кромочные части, содержащие шпунт А1, не оставляя непокрытых участков. Разумеется, в данном примере обеспечивается также нанесение достаточного количества материала В на всю лицевую поверхность панели А, содержащую выступы А7 рельефа, и на все остальные кромочные части, содержащие нижний шпунт A3 и боковые кромочные поверхности А4, А5, А6.
На фиг.11, 12 изображен еще один пример установки для нанесения покрытия способом согласно изобретению. На фиг.11 показан вид сбоку в разрезе, а на фиг.12 - вид спереди в разрезе по плоскости 1-1'. Установка, представленная на фиг.11, 12, отличается от установки, представленной на фиг.5, 6, только наличием воздуходувного устройства Р. Устройство Р расположено с внешней стороны от стеновой панели А за выпускным отверстием G по направлению подачи панели, под верхним шпунтом А1, и подает воздушный поток в направлении, показанном стрелкой W1, т.е. в наклонном направлении снизу извне, на верхний шпунт А1 панели А, на которую только что был нанесен материал покрытия В путем его подачи под действием собственной массы в виде ниспадающего потока из выпускного отверстия G. Все остальные детали аналогичны установке, представленной на фиг.5, 6. В частности, в данном примере (фиг.11, 12) размер выпускного отверстия G в направлении, перпендикулярном направлению подачи, составляет 520 мм, размер этого же отверстия в направлении подачи составляет 5 мм, а расстояние от нижней кромки отверстия G до верхних участков лицевой поверхности подаваемой панели А составляет 50 мм, что обеспечивает нанесение покрытия плотностью 1500 г/м2 и позволяет нанести покрытие на всю лицевую и все кромочные поверхности панели А. Кроме того, отражающая пластина S1 расположена примерно на одной высоте с плоскостью подачи панели А, а расстояние от пластины S1 до шпунта А1 панели А составляет 10 мм.
Ниже описан способ нанесения с использованием установки, изображенной на фиг.11, 12.
Сначала путем вращения подающих роликов К в направлении стрелки X производят подачу внешнестеновой панели А в направлении стрелки Y. Одновременно с этим подают материал покрытия В в резервуар Е, расположенный над конвейерной линией, и накапливают материал В в резервуаре Е. Далее при прохождении стеновой панели А под резервуаром Е приводят в действие пневмоцилиндр С, в результате чего затвор F перемещается вверх, отпирая отверстие G, сформированное в самом нижнем месте днища резервуара Е. Через это отверстие под действием собственной массы в виде ниспадающего потока вытекает материал В, и таким образом происходит нанесение на лицевую поверхность панели А материала В плотностью 1500 г/м2. В процессе нанесения с помощью отражающей пластины S1, на которую попадает часть материала В, вытекающего в виде ниспадающего потока из отверстия G под действием собственной массы, изменяют направление потока материала В таким образом, чтобы он наносился на боковую и тыльную поверхности верхнего шпунта А1 панели А и боковую кромочную поверхность А2, расположенную под шпунтом А1 (аналогично способу, использующему установку, представленную на фиг.5, 6).
Далее из воздуходувного устройства Р подают воздушный поток в направлении, показанном стрелкой W1, т.е. в наклонном направлении снизу извне, на шпунт А1 панели А, на которую только что был нанесен материал покрытия В при его вытекании под действием собственной массы в виде ниспадающего потока из выпускного отверстия G. Изменяя направление части потока материала В с помощью отражающей пластины S1, обеспечивают гарантированное нанесение достаточного количества материала В на всю кромочную часть панели А, содержащую верхний шпунт А1. Одновременно с помощью воздушного потока из воздуходувного устройства Р обеспечивают растекание материала В по самым глубоким участкам шпунта А1 и таким образом дополнительно гарантируют нанесение достаточного количества материала В на всю кромочную часть, содержащую шпунт А1 без образования непокрытых участков. Разумеется, в данном примере обеспечивается и нанесение достаточного количества материала В на всю лицевую поверхность панели А, содержащую выступы А7 рельефа, и на все остальные кромочные части, содержащие нижний шпунт A3, и боковые кромочные поверхности А4, А5, А6.
Избыточный материал В, накопившийся в приемном баке L, с помощью насоса возвращают в бак Е и используют повторно.
На фиг.13, 14 изображен еще один пример установки для нанесения покрытия способом согласно изобретению. На фиг.13 показан вид сбоку в разрезе, а на фиг.14 - вид спереди в разрезе по плоскости 1-1'. Установка на фиг.13, 14 отличается от установки, представленной на фиг.11, 12, только отражателем: вместо отражающей пластины S1 используется отражающая пластина S2 другой формы, все остальные детали аналогичны установке на фиг.11, 12. В частности, пластина S2 и регулятор Т1 ее положения сварены в единое целое, а крепление Т2 зафиксировано без возможности перемещения. Регулятор Т1 и крепление Т2 связаны друг с другом с помощью штифта, при этом регулятор Т1 установлен с возможностью перемещения на штифте в качестве опорной оси. Путем перемещения регулятора Т1 можно регулировать положение отражающей пластины S2. В данной установке отражающая пластина S2 находится примерно на одном уровне с плоскостью подачи внешнестеновой панели А, а расстояние между пластиной S2 и шпунтом А1 панели А в самом близком месте отрегулировано до 10 мм. Размер выпускного отверстия G в направлении, перпендикулярном направлению подачи, составляет 520 мм, размер этого же отверстия в направлении подачи составляет 5 мм, а расстояние от нижней кромки отверстия G до верхних участков лицевой поверхности подаваемой панели А составляет 50 мм, что обеспечивает нанесение покрытия плотностью 1500 г/м2, и позволяет нанести достаточное количество материала покрытия на всю лицевую поверхность и все кромочные части панели А.
Ниже описан способ нанесения с использованием установки, изображенной на фиг.13, 14.
Поскольку все отличие установки, представленной на фиг.13, 14, от установки, представленной на фиг.11, 12, состоит в форме отражающей пластины, а остальные детали полностью идентичны, и способ нанесения будет полностью аналогичен способу, использующему установку, представленную на фиг.11, 12.
Так же как и в предыдущем примере, путем изменения направления части ниспадающего потока материала В с помощью отражающей пластины S2 обеспечивают нанесение достаточного количества материала В на всю кромочную часть панели А, содержащую верхний шпунт А1. Одновременно путем подачи воздушного потока из воздуходувного устройства Р на шпунт А1 обеспечивают, чтобы материал В достигал самых глубоких участков шпунта А1, тем самым дополнительно повышая качество нанесения материала покрытия и предотвращая образование непокрытых участков. Разумеется, в данном примере обеспечивается и нанесение достаточного количества материала покрытия на всю лицевую поверхность панели А, содержащую выступы А7 рельефа, и все остальные кромочные части, содержащие шпунт A3 и боковые поверхности А4, А5, А6.
Далее, с использованием керамических облицовочных панелей, имеющих на лицевой поверхности рельефный узор в виде кирпичной кладки, было проведено сравнение качества нанесения между способом согласно изобретению и уже известными способами (разбрызгиванием и наливом). Сначала были приготовлены керамические облицовочные панели, на которые указанными способами было нанесено акриловое эмульсионное покрытие. Затем на лицевую поверхность каждой панели при тех же исходных условиях еще раз нанесли акриловое эмульсионное покрытие, и после его сушки получились испытуемые панели с покрытием. Гигроскопичность лицевой поверхности каждой панели была измерена и проведено сравнение результатов измерения. Измерение гигроскопичности производилось способом размещения рамки: на лицевой поверхности панели с покрытием размещалась рамка 0,2×0,2 м, внутрь этой рамки наливалось некоторое количество воды, в таком состоянии панель выдерживалась 24 часа, а затем согласно приведенной ниже формуле вычислялась величина изменения массы панели за время выдержки.

После нанесения покрытия на керамические облицовочные панели способом разбрызгивания стало видно, что на лицевой поверхности нет непокрытых участков, однако гигроскопичность их лицевой поверхности составила 240 г/см2, что значительно больше, чем у панелей, на которые покрытие наносилось способом согласно изобретению.
После нанесения покрытия на керамические облицовочные панели способом налива стало видно, что на лицевой поверхности нет непокрытых участков, однако гигроскопичность их лицевой поверхности составила 2130 г/м2, что более чем на порядок превышает гигроскопичность панелей, покрытие на которые наносилось способом согласно изобретению. К тому же на боковых кромочных поверхностях и тыльных поверхностях шпунта были видны непокрытые участки.
Выше были описаны лишь некоторые из практических примеров нанесения покрытия согласно изобретению, но весь спектр применения изобретения этим не ограничивается. Возможны любые модификации при условии, что они находятся в границах, задаваемых формулой изобретения. Например, может отсутствовать датчик М для управления подачей материала покрытия, а в резервуаре Е отдельно от выпускного отверстия G между ним и впускным отверстием, через которое производится подача материала В в резервуар Е, может быть сформировано еще одно выпускное отверстие, соединенное с приемным резервуаром L, чтобы увеличить расход материала покрытия, поступающего из резервуара Е, и не допустить, чтобы количество материала В резервуаре превысило заданную величину. Привод затвора F может быть не от пневмоцилиндра С, а вручную. В регуляторе Н может быть сделано продолговатое отверстие, благодаря которому регулирование ширины выпускного отверстия G можно производить, изменяя положение болта J в регуляторе Н. Вместо одного воздуходувного устройства Р можно установить несколько таких устройств, а направление подачи воздуха из устройств Р снизу на верхний шпунт А1 может иметь наклон не только в направлении подачи, но и в противоположном направлении.
На фиг.16 показана стеновая панель А', отличная от панели А, используемой в практических примерах к настоящему изобретению. В лицевой поверхности панели А' сформированы канавки А'8, образующие рельеф. Для нанесения покрытия способом согласно изобретению панель А' пригодна в той же степени, что и панель А. На декоративный рельефный узор лицевой поверхности стеновых панелей при нанесении на них покрытия способом согласно изобретению жестких ограничений не существует. В панели А' форма верхнего шпунта А'1, боковой кромочной поверхности А'2, расположенной под шпунтом А'1, и нижнего шпунта А'3 отлична от формы соответственно верхнего шпунта А1, боковой кромочной поверхности А2 и нижнего шпунта A3 панели А. При этом между шпунтом А'1 и боковой кромочной поверхностью А'2 вдоль всей кромочной части сформирован дополнительный паз А'9, однако способ нанесения согласно изобретению позволяет качественно наносить покрытие также и на панель А' без образования непокрытых участков на верхнем А'1 и нижнем А'3 шпунтах, боковой кромочной поверхности А'4 и в области паза А'9. На форму поперечных кромочных частей стеновой панели, содержащих верхний и нижний шпунты, при нанесении покрытия способом согласно изобретению жестких ограничений не существует.
Возможность промышленного применения изобретения
Как показано выше, применение способа согласно изобретению для нанесения покрытия на подаваемую стеновую панель с рельефом на лицевой поверхности и шпунтами на кромках позволяет, не оставляя непокрытых участков, нанести достаточное количество материала покрытия на всю лицевую поверхность и на все кромочные части стеновой панели, в частности на тыльную поверхность верхнего шпунта и расположенную под ним боковую кромочную поверхность. Даже при использовании нанесения материала покрытия с циркуляцией сводится к минимуму влияние образования воздушных пузырьков и устраняются проблемы, связанные с образованием разрывов в наносимом потоке материала покрытия. Кроме того, снижается влияние попадания мелких кусочков панели и других посторонних частиц в материал покрытия, а также влияние вязкости используемого материала покрытия на качество нанесения, благодаря чему расширяется выбор материала покрытия и снижаются энергетические затраты.
Обозначения на чертежах
А - Стеновая панель с рельефом на лицевой поверхности
А1 - Верхний шпунт
А2 - Боковая кромочная поверхность
A3 - Нижний шпунт
А4 - Боковая кромочная поверхность
А5 - Боковая кромочная поверхность
А6 - Боковая кромочная поверхность
А7 - Выступы
В - Материал покрытия
С - Пневмоцилиндр
D - Соединительный шток
Е - Резервуар
F - Затвор
G - Выпускное отверстие
Н - Регулятор ширины отверстия
I - Регулятор положения
J - Болт
К - Подающие ролики
L - Приемный бак
М - Датчик для управления подачей материала покрытия
О - Продолговатое отверстие
Р - Воздуходувное устройство
S1 - Отражающая пластина
S2 - Отражающая пластина
Т1 - Регулятор положения отражающей пластины
Т2 - Крепление отражающей пластины.
Реферат
Изобретение относится к способу нанесения покрытия на стеновую панель, имеющую рельеф на лицевой поверхности и шпунт для соединения на кромках. Предлагается способ нанесения в процессе подачи панели достаточного количества материала на лицевую сторону и кромки без оставления непокрытых участков. Особенность этого способа в том, что в процессе подачи панели подают материал покрытия в резервуар, установленный над конвейерной линией для подачи стеновых панелей, обращенных лицевой поверхностью вверх, и заполняют резервуар материалом покрытия. При прохождении стеновой панели под резервуаром материал покрытия стекает вниз под действием собственной массы в виде ниспадающего потока из выпускного отверстия, расположенного в днище резервуара, в результате производится нанесение материала на лицевую поверхность и кромки стеновой панели. Размер выпускного отверстия в направлении, перпендикулярном направлению подачи панели, больше, чем размер самой стеновой панели в этом направлении; плотность нанесения материала покрытия, наносимого на лицевую поверхность панели, составляет 1200-1800 г/м2. Кроме того, под указанным выпускным отверстием устанавливают отражатель, при попадании на который происходит изменение направления части потока материала покрытия, и с помощью этого отражателя наносят материал покрытия на кромки стеновой панели. Техническим результатом изобретения является то, что оно позволяет, не оставляя непокрытых участков, нанести достаточное количество материала покрытия на всю лицевую поверхность и на все кромочные части стеновой панели. 4 з.п. ф-лы, 16 ил.
Комментарии