Абразивное зерно на основе карбида кремния с покрытием и способ его получения - SU1722231A3
Код документа: SU1722231A3
Описание
Изобретение касается поверхностно обработанного абразивного зерна на основе карбида кремния и его применения в шлифовальных кругах с полимерным или керамическим связующим.
Карбид кремния является одним из наиболее важных абразивных материалов, используется , в частности, для шлифования и разрезания твердых и хрупких материалов и находит применение как в виде незакрепленного абразивного материала, так ив абразивных средствах на подложке и абразивов абразивных изделий, таких как шлифовальные и отрезные круги. Производительность шлифования и, в частности, износ или срок службы абразивных изделий зависит при этом не только от свойств самого абразивного зерна, но и от способа и прочности заделки абразива в связующем. В частности, в случае связанных полимером абразивных средств прочность сцепления
зерен карбида кремния в связующем, как правило, является величиной, определяющей производительность и износ. Поэтому были предприняты попытки улучшить путем подходящей обработки сцепляемость очень гладких поверхностей карбида кремния.
Известен способ получения керамического покрытия, которое покрывает зерна как глазурь (патент США № 1910444). Если к покрытию добавляют трудно расплавляющийся материал с величиной частиц, которая значительно меньше величины частиц абразивного материала, то получают шероховатое покрытие (патент США № 2527044).
Известен также метод получения модифицированного шлифовального зерна с 0,1- 15 мас.% покрытия из неорганического наполнителя, например гидрофильного оксида металла, нанесенного с помощью не- органического или органического связующего 1.
vi ю
Ю hO
CJ
СО
Целью изобретения является улучшение удержания абразивного зерна в связке абразивного инструмента.
Цель достигается с помощью покрытия абразивного зерна высокодисперсной гидрофильной окисью металла без дополнительного связующего. Размер зерна абразива из карбида кремния может находиться как в макро-, так и в микроинтервале в соответствии со стандартном FEPA. В качестве высокодисперсной гидрофильной окиси металла можно использовать двуокись кремния, окись алюминия или двуокись титана, как по отдельности, так и в смеси. Высокодисперсную гидрофильную окись металла целесообразно наносить в количестве 0,01-5%, предпочтительно 0,2- 1,0% (на массу образца). Первичная величина частиц (dso) высокодисперсной гидрофильной окиси металла 1-500 нм, предпочтительно 7-40 нм, удельная поверхность БЭТ 5-500м2/г, 50-400 м2/г.
Нанесение высокодисперсной гидрофильной окиси металла на абразивное зерно осуществляют путем смешивания его с высокодисперсной гидрофильной окисью металла в сухом виде.
В качестве смесителей пригодны гравитационные смесители (например, вращающийся барабанный смеситель или деухконусный барабанный смеситель) или смеситель с вращающимися перемешивающими элементами (гребковый или лопастной смесители).
Возможно также применение абразивного зерна в комбинации с другими абразивами для получения абразивных изделий, в частности с алмазными абразивами или абразивами из кубического нитрида бора. Абразивное зерно из карбида кремния может при этом применяться как основное зерно в шлифующей области абразивного изделия, так и для усиления и улучшения отвода тепла в несущих основных изделиях.
При м е р 1. Порцию карбида кремния (карбогран темный F24, LonzawerkeGmbH, Walo/hat) делят на две части и одну половину обрабатывают 0,5 мас.% гидрофильной (первичный размер частиц dso-20 нм, удельная поверхность (БЭТ)100±15 м2/г) путем сухого смешения в гравитационном смесителе. Из этого зерна при постоянных условиях готовят отрезные диски следующим образом.
Исходные материалы (73 мас.% зерен, 13 мас.% наполнителя - криолита, 14 мас.% порошкообразной и жидкой фенол ьной смолы ) при добавлении жидкой части феноль- ной смолы перерабатывают в гомогенную сыпучую массу и непосредственно после
этого прессуют; в пресс-форме при давлении 200 кг/см . Отверждение дисков проводят в печи при 190°С.
Эффективность определяют на обычной
разделительной шлифовальной машине на вибрационно уплотненных бетонных брусьях с поперечником 80 х 60 мм, При этом каждым диском проводят 5 разрезов и в качестве меры эффективности диска определ я ют уменьшение его диаметра.
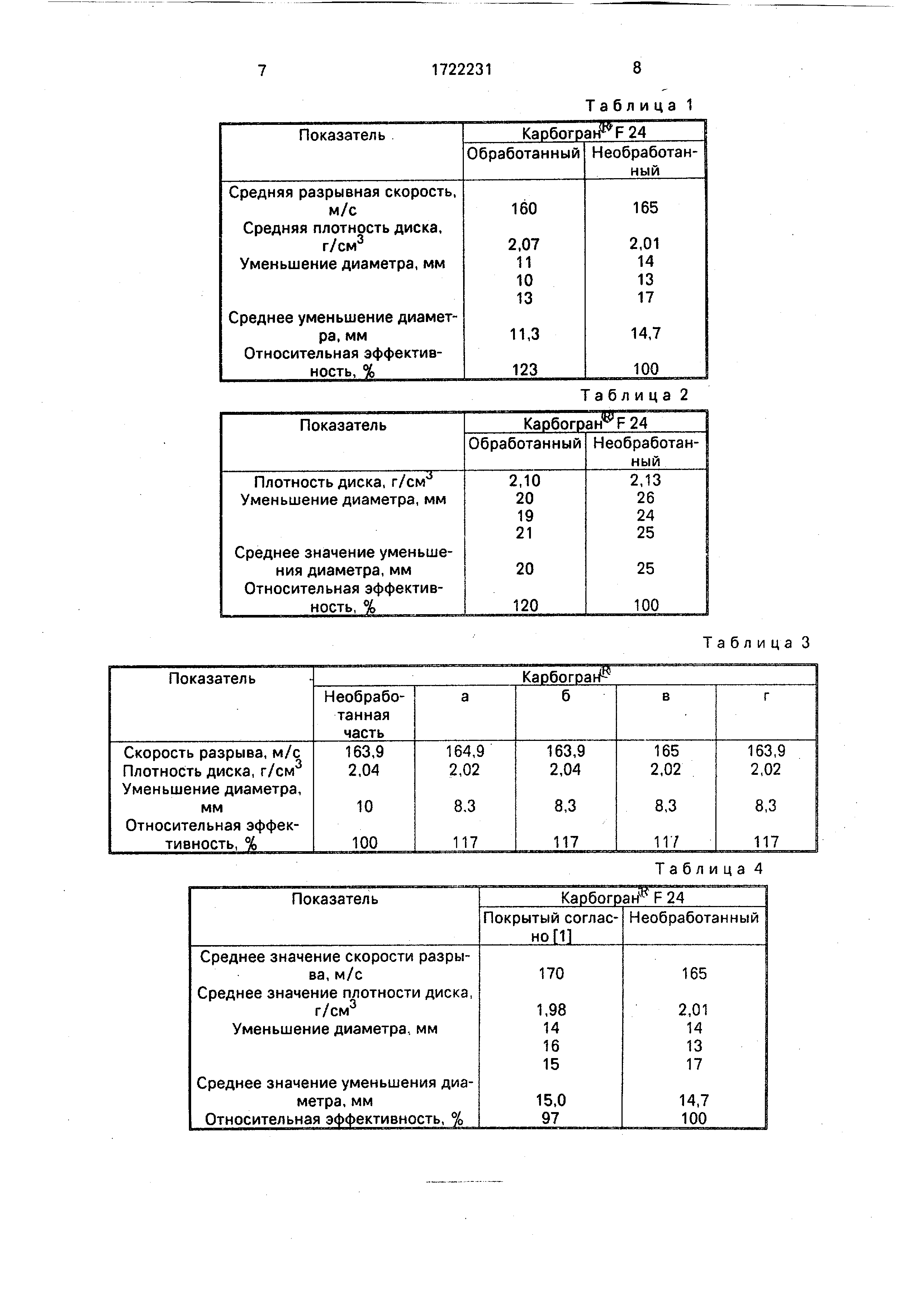
Результаты приведены в табл. 1 (размеры диска 230 х 2,5 х 22 мм).
П р и м е р 2. По аналогии с примером 1 получают и испытывают отрезные диски.
Состав дисков, мас.%: абразивное зерно 78, наполнитель (криолит) 8, порошкообразная и жидкая фенольная смола 14.
Результаты приведены в табл. 2 (размер дисков 230 х 3 х 22 мм).
П р и м е р 3. Партию промышленного карбида кремния (карбогранг Gotthardwerke Bodlo, размер зерна 0,4-1 мм) разделяют на пять частей. Одну часть смеси в качестве стандарта не обрабатывают. Остальные четыре части обрабатывают так, что на зерна наносят путем смешивания в гравитационном смесителе покрытие:
0,5 мас.% гидрофильной , нм, удельная поверхность (БЭТ)100±15 м2/г
(а); 0,5 мас.% гидрофильной TiOa, нм, удельная поверхность (БЭТ)50±15 м2/г (б); 0,5 мас.% гидрофильной SiOa, нм, удельная поверхность (БЭТ)380±30 м3/г (в);0,2 мас.% гидрофильнойSiOa, ,
удельная поверхность (БЭТ)60±15м2/г (г), Остальные этапы проводят аналогично примеру 1.
Результаты приведены в табл. 3 (размеры дисков 230 х 2,5 х 22 мм).
Пример4 (сравнительный). Карбид кремния с размером зерна F 24(карбогран® Lonza-Werke) покрывают аналогично примеру 1 по 1. Изготовление отрезных дисков и последующее испытание этих дисков осуществляют аналогично примеру 1,
20 кг карбида кремния F 24 смешивают с дисперсией из 200 мл сложного акрилового эфира RAD-21 A (Fa. Bostik, D-6370 oberursel) и 800 мл воды и смачивают. Затем
в эту смесь интенсивно подмешивают 500 г высокодисперсной окиси алюминия ( нм, удельная поверхность (БЭТ)100±15 м2/г) и 42 г стеарата кальция. Смесь высушивают в течение 10 мин при
120°С, а затем возникшие комки основательно размельчают и просеивают. Из полученного таким образом абразивного зерна изготовляют аналогично примеру 1 отрезные диски с размерами 230 х 2,5 х
х22 мм, а каждым диском проводят пять разрезов. Затем диски испытывают на бетонных балках с размерами поперечного сечения 80 х 60 мм. Результаты приведены в табл. 4.
П р и м е р 5. Из карбида кремния с размером зерна F 800 изготовляют шлифовальные круги с размерами 760 х 75 х х304,8 мм (наружный диаметр х толщина х диаметр отверстия) в связке на основе синтетической смолы. Для этого используют карбид кремния F 800 в необработанном виде с покрытием из 5 мае. % высокодисперсной АЬОз ( нм, удельная поверхность (БЭТМ 00±15 м2/г).
Состав круга, мас.%: SICF 800 (в обработанном или необработанном виде) 84,5; жидкая смола (типа резол, бакелите SW 436, Fa. Raschig, D-6700 Ludwlgshafen) 5,5: порошковая смола (типа новолак, бакелите SP 222, Fa Raschig) 10,0.
Абразивное зерно в смесителе смачивают жидкой смолой. Затем интенсивно под- мешивают порошковую смолу. Шлифовальные круги прессуют под давлением 150 кг/см и отверждают в течение 60 ч при 180°С.
Полученные таким образом шлифовальные круги используют для тонкого шлифования стальных валков (сталь HSS, HRG 65) с размерами 600 х 700 (диаметр х длина) с рабочей скоростью 32 м/с до глубины микронеровности 0,05 мкм.
Благодаря использованию шлифовальных кругов из покрытого согласно изобретению абразивного зерна время шлифования одного валка сокращается (2,5 ч по сравнению с 3,0 ч при шлифовании с необработан- ным абразивным зерном). За счет нанесения покрытия стойкость шлифовального круга увеличивается на 20%.
Примерб. Аналогично примеру готовят из карбида кремния (карбогран -, темный, F 24, Lonza-Werke) отрезные диски. Абразивное зерно обрабатывают 0,01 мас.% высокодисперсной гидрофильной SI02 ( нм, удельная поверхность (БЭТ)500±40 м2/г).
Скорость разрыва и плотность диска отрезных дисков из обработанного согласно изобретению абразивного зерна остаются по сравнению со скоростью разрыва и плотностью диска отрезных дисков из необработанного абразивного зерна без резкого изменения . Однако относительная эффективность повышается и составляет 108%. П р и м е р 7. Аналогично примеру 1
изготовляют из карбида кремния (карбог- ран% темный, F 24, Lonza-Werke) отрезные диски. Абразивное зерно обрабатывают 1 мас.% гидрофильной SI02 ( нм, удельная поверхность (БЭТ)5±0,5 м2/г).
Относительная эффективность отрезных дисков за счет обработки абразивного зерна согласно изобретению повышается и составляет 106%.
Формула изобретения
1.Абразивное зерно на основе карбида кремния с покрытием из 0,01-5% от массы абразивного зерна высокодисперсного гидрофильного оксида металла из группы: двуокись кремния, окись алюминия-, двуокись титана, отличающееся тем, что, с целью улучшения удержания абразивного зерна в связке абразивного инструмента, высокодисперсный гидрофильный оксид имеет
средний размер первичных частиц 5-500 нм в значении dso и удельную поверхность 5- 500 м2/г по БЭТ.
2.Абразивное зерно по п. 1, о т л и ч а- ю щ е е с я тем, что высокодисперсный
гидрофильный оксид металла нанесен в количестве 0,2-1,0% от массы абразивного зерна.
3.Абразивное зерно по пп. 1 и 2, о т л и- чающееся тем, что высокодисперсный
гидрофильный оксид металла имеет средний размер первичных частиц 7-40 нм в значении dso и удельную поверхность 50- 400 м2/г по БЭТ.
4. Способ изготовления абразивного
зерна на основе карбида кремния с покрытием из высокодисперсного гидрофильного оксида металла путем смешивания карбида кремния с высокодисперсным гидрофильным оксидом из группы: двуокись кремния, окись алюминия, двуокись титана, отличающийся тем, что, с целью улучшения абразивного зерна в связке абразивного инструмента , указанный оксид металла имеет средний размер первичных частиц 5-500 нм
в значении dso и удельную поверхность 5- 500 м2/г по БЭТ, а смешивание осуществляют в сухом состоянии.
Таблица 1
Реферат
Изобретение касается поверхностно обработанного абразивного зерна на основе карбида кремния, который используется в 2 шлифовальных кругах с полимерным или керамическим связующим. Целью изобретения является улучшение удержания абразивного зерна в связке абразивного инструмента . Абразивное зерно на основе карбида кремния содержит покрытие из 0,01-5% от массы абразивного зерна высокодисперсного гидрофильного оксида металла из группы: двуокись кремния, окись алюминия, двуокись титана со средним размером первичных частиц 5-500 нм в значении dso и удельной поверхностью 5-500 м2/г по БЭТ. Способ изготовления абразивного зерна включает смешивание в сухом состоянии карбида кремния и высокодисперсного гидрофильного оксида металла с указанными характеристиками. 2 с.и. 2 з.п.ф-лы, 4 табл. СП С
Формула
Комментарии