Устройство для химической обработки плоских изделий, преимущественно печатных плат - SU1660595A3
Код документа: SU1660595A3
Чертежи

Описание
Изобретение относится к оборудованию для обработки плоских изделий при их изготовлении.
Цель изобретения - повышение производительности и улучшение качества покрытия .
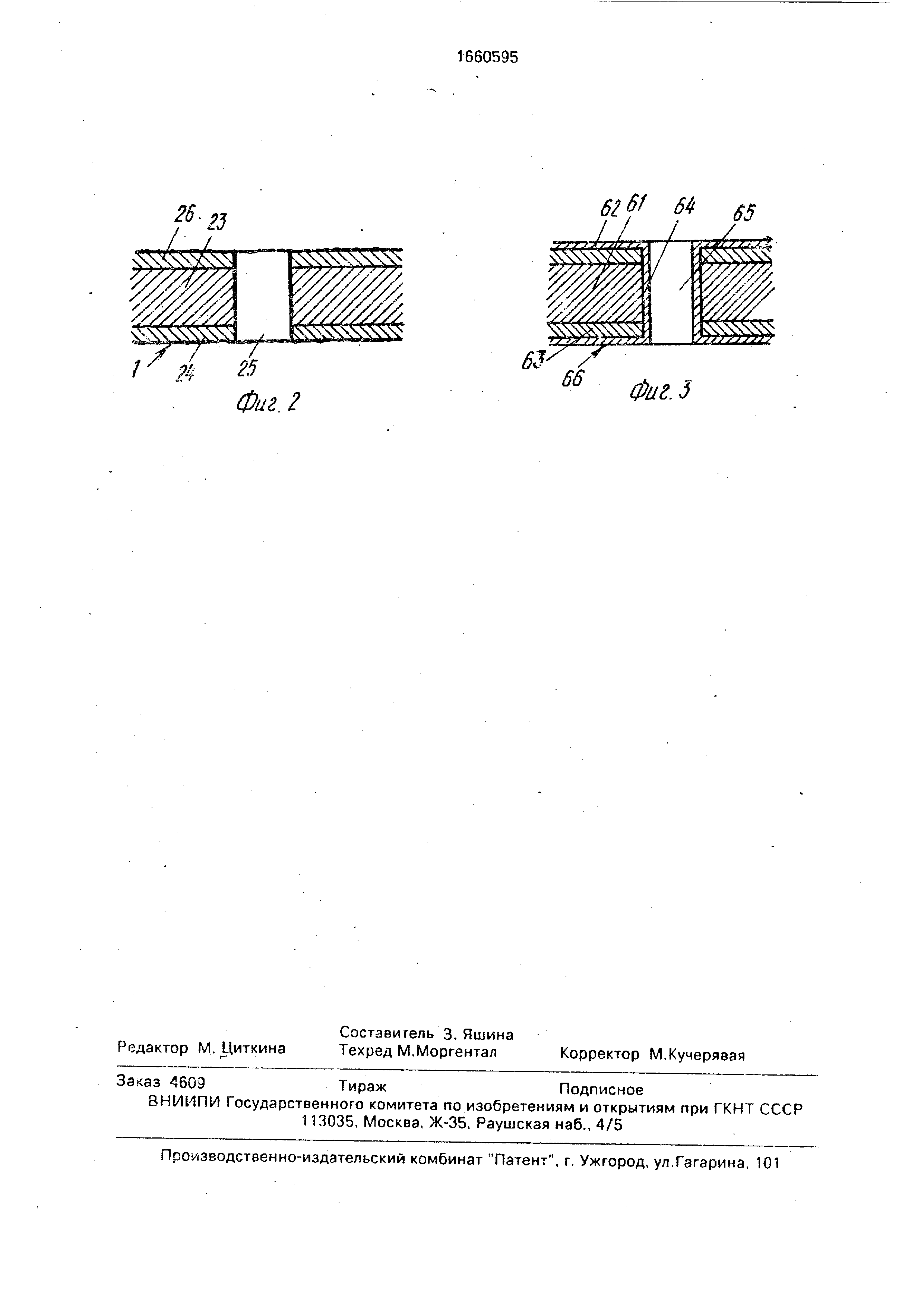
На фиг. 1 схематически изображено предлагаемое устройство: на фиг. 2 - печатная плата при химическом восстановлении, поперечное сечение; на фиг. 3 - то же (нанесение меди в сквозном отверстии печатной
платы после позиции гальванического покрытия ).
Устройство для химической обработки плоских изделий, преимущественно печатных плат 1, содержит расположенные на основании средства 2 подачи печатных плат 1 в камеру 3 для подготовки поверхности плат к осаждению металла на их поверхности , выполненные в виде вращающихся роликов 4. Камера 3 содержит баки 5 с впускным 6 и выпускным 7 отверстиями и с рабочей жидкостью 8. расположенной на уровне 9, с насосом 10, механизмы подачи
ON Os О СЛ О СЛ
|Ы
хсидкости в виде сопел 11 и форсунок 12 Сопла 11 имеют каналы 13, форсунки соединены с трубопроводом 14.
Устройство также включает средстэо транспортирования печатных плат в горизонтальном положении в виде роликов 15, активационную камеру 16, камеру 17 с восстановительным раствором, камеру 18с химическим активирующим раствором, распылитель 19, отстойник 20, трубопровод 21. насос 22.
Печатная плата 1 (фиг.2) состоит из внутреннего слоя 23 из пластической смолы , армированной стекловолокном, медных наружных поверхностных слова 24 (и, если нужно, из одной или более внутренних слоев меди, не показаны). Плата имеет отверстие 25, проходящее от одной наружной поверхности 26 до другой.
Камера 17 имеет входной модуль 27 и выходной модуль 28.
Устройство также включает ванну 29 химического осаждения металла, средства попорота плат из горизонтального положения в вертикальное с вращающихся элементов 30 в виде роликов 31 и 32, направляющего элемента 33 с криволинейной поверхностью 31, средство для транспортирования в вертикальном положении в виде непрерывной транспортной ленты 35с . 36, шток 3 /, цилиндр 38, сигнальную линию 39, управляющий блок 40, шину 41 управления . двиртгель 42, прибор 43 для отсчета времени, приводной ролик 44, средство для поворота платы из вертикального полохе- ния в горизонтальное в виде роликов 5 и 46, направтяющую криволинейную поверхность 47, вращающиеся элементы 48, Ванна 29 имеет выходное отверстие 49.
Устройстзо включает также шток 60 цилиндр 51, реле времени 52. Камера 17 вщю- чает отстойник 53, насос 54, Форсунки 55, сопла 56, трубопровод 57,
Кроме того, устройство включает управляющие соэдинительные линии 58, 59, нагреватель 60.
Печатная плата (фиг.З) содержит центральный слой 61, медные поверхности 62 и 63. медное покрытие 64, сквозное отверстие 65, противоположные поверхности 66.
Устройство включает ванну 67 промывки с входным отверстием 49 и выходом 68. с вращающимися элементами 69, отстойником (). насосом 71, трубопроводами 72, расп яющим механизмом 73, камеру сушки 7Ј , вентиляторами 75, нагревательными элементами 76, трубопроводами 77, колпаками 78, выходом 79. выходную позицию 80, ванну 81 для гальванического осаждения металла, расположенную после ванны 29
для химического осаждения металла, механизм 82 выгрузки изделия из устройства.
Входное устройство может быть выполнено по типу входного модуля, состоящего из
вращающихся колес и аналогичных чращзю- щихся элементов. Печатные платы подаются на одну или несколько подготовительных позиций . Камера 3 может содержать позиции обезжиривания для нанесения хим ткалиев
0 на печатные платы с целью устранения смззки или других жирных загрязнений и/или для обработки поверхностей с целью предотвращения их замасливания. Кроме того, она может содержать одну или но5 сколько камер ополаскивания и одну или несколько еанн травления. Ролик 4 вп ясгм устройстве (фиг.1) ПРИЕОДИТСЯ в действие предпочтительно от общею привода дня транспортирования печатных плат(ПП)сле0 ва направо через устройство,
Камера 3 обычно содержит балки 5, имеющие впускное и выпусгное отверстия 6 и 7 щелевидчоготипа, которые могут иметь или не иметь гибкие заслонки {не показаны) для
5 предотвращения прохождения нежелательного количества жидкости в эти отверстия и из них, а в остальном узлы предназначены д/ы поддержания обрабатывающих жидкостей 8 на пекоторог, заданном уровне 9.
0 Камера 3 -имеет насос 10 (обычно с электроприводом ), предназначенный для подачитребуемыхрастворов обезжиривающего, ополаскиаающего, травильного и т.п. - через соответствующий
5 механизм струйного типа с соплами 11 или распылительное с форсунками 12. Подающий механизм струйного типа обычно имеет каналы 13. идущие поперек через всю установку с целью создания завесы или эк0 рана из подаваемой жидкости. Подающие механизмы распылительного типа в основном располагаются поперек установки и снабжены выпускными отверстиями для распыления жидкости, подаваемой к ним от
Ь насоса 10 по трубопроводу 14 Следует отметить , что может использоваться большее число поддерживающих роликов 15, поддерживающих печатные платы на верхней поверхности транспортеров или на других
0 вращающихся элементах, когда платы подвергаются воздействию распыляемой обрабатывающей жидкости через форсунки 12 или сопла 11 во время прохождения печатных плат з продольном направлении через
5 устройство (фиг. 1),
После обработки печатных плат в камерах , например Б баке 5 в цикле предварительной подготовки Of.и поступают предпочтительно в одну или несколько актм- вационных камер 16. соединенных зналогичным образом для приведения в действие с другими модулями, в результате чего химический активирующий раствор предпочтительно воздействует на печатную плату до воздействия на нее химического восстановительного раствора в камере 17,
В камере 16 при движении платы по заданному пути на нее через распылителе 19 поступает химический активирук-щий раствор, который подается из отстойника 20 в основании камеры 18 по трубопроводам 21с помощью насоса 22. Вместо распылителей 19 могут применяться заливающие сопла .
Активирующий раствор может быть щелочным раствором палладия.
Для обеспечения ph 7--12 и рабочей температуры 20Ч50°С оаствор может иметь следующий состав:
Хпористый палладий, мг/л 10-400
Гидроокись натрия, г/л3-20
Борная кислоте г/л5-25
Сложный компонент, г/л5-100
На фиг. 2 показан эктивационный раствор на поверхности 26 и на внутренней поверхности сквозного отверстия 25 в процессе обработки печатной платы и ее сквозного отверстия, которое не имеет мэдного покрытия.
Как показано на фиг. 1, в ванне 17 восстановительный раствор подается из от- стойникэ 53 в ее основании (при этом на позиции может быть один или несколько баков а зависимости от числа и типов обработок , выполняемых в этом месте) с помощью насоса 54, расположенного в отстойнике 53, к форсункам 55 или соплам 56 по трубопроводам 57.
Химический восстановитель или восстановительный раствор подаются на печатные платы при их продольном продвижении через ванну 17 (фиг.2). как и активационный раствор
Восстановительный р -створ восстанавливает сложный палладий в металлический палладий с тем. чтобы способствовать быстрому покрытию медью во время последующей операции гальванического покрытия.
Восстановительный раствор имеет следующий состав, г/л,для того, чтобы иметь ph 8-12 и рабочую температуру 20-60°С:
Боргидрид натрия0,1-5
Фосфорноватокислый
натрий10-80
Процесс осуществляется при непрерывной подаче печатных плат через устройство, в различных местах устройства могут быть гонтрольные модули, установленные на линии подачи между различными позициями, как и приводные модули, может быть выходной модуль 27. на который поступают печатные платы при выходе из выходного отверстия последнего обрабатывающего модуля перед их поступлением в ванну 29 химического осаждения металла,
Непосредственно перед или в момент начала последовательной передачи печатных плат в ванну 29 гальванического покрытия они из горизонтального положения
0 переводятся в вертикальное, параллельно одна другой, с помощью любых средств, ко- торь е обеспечивали бы их быструю переориентацию . Одно из таких среде.в подает платы с вращающихся роликов 30 выходно5 го модуля 28 е зззор между двумя вращающимися в противоположные стороны роликами 31 и 32, которые предпочтительно приводятся в действие с помощью того же общего привода (не показан), который при0 водит в действие вращающиеся ролики 4, 30. Ролики 31 и 32 установлены так. что. когда печатная плата попадает в их зазор, левый конец платы поднимается, тогда как сама плата подается «ерез зазор вниз, как
5 показано пунктиром на левой стороне ванны 29. Подаваемые таким образрм печатные платы ударяются в криволинейную поверхность 34 и последовательно направляются в пазы 36 приводной непрерывной транспор0 тной ленты 35. Направляющий элемент 33 закреплен на1 штоке 37 цилиндра 38 перемещающем вверх и вниз, как показано двойной стрелкой, для быстрой установки в положение элемента 33 и его отвода, чтобы
5 он не мешал перемещению вправо печатной платы, установленной только что в вертикальное положение в пазе 36 и удерживаемой в нем за счет трения боковых стенок паза.
0Приведение в действие цилиндра 38 может контролироваться роликом 32 с помощью детектора присутствия, котооый функционирует через сигнальную линию 39. Такое управление работой цилиндра 38 мо5 жет быть электрическим, пневматическим, гидравлическим и т.п. и может синхронизироваться , если нужно, для координации через шину 14 управления с выбором времени включения двигателя 42 и снова через соот0 ветствующий прибор 43 для отсчета времени , который, в свою очередь, может управлять вращением по часовой стрелке приводного ролика 44 на левом конце транспортной ленты 35.
5 Таким образом, когда печатные платы разместятся в вертикальном положении в пазах 36 на верхней ветви транспортной ленты 35, а направляющие элементы 33 будут отведены вверх, чтобы не мешать движению плат, печатные платы переместятся
вправо а направлении стрелки через ванну 29 гальванического осаждения с требуемой скоростью, которая, однако, меньше скорости продвижения печатных плат через камеру 3, 17 и 18.
Следует отметить, что продольная длина транспортерной ленты 35 устанавливается такой, чтобы обеспечить требуемое аремя пребывания печатных плат в ванне 29 в зависимости от требуемой толщины покрытия .
Следует отметить, что двигатель 42 может приводить в действие механизм, обеспечивающий горизонтальное перемещение вертикально установленных платчер з ванну 29 или непрерывно, или в основном непрерывно Если перемещение является непрерывным, то необходимо очень точно координировать отвод вверх направляющего элемента 38 и точно выбирать время для правильного размещения поперечных пэ- зов 36 в ленте 35 для приема печатных плат, установленных в них. Однако по существу непрерывное горизонтальное перемещение вертикально установленных плат в зан- ной может быть шагового типа. РО время которого транспортная лента 35 останавливаете на мгновение всякий раз, когдз поперечный паз 36 достигает верхней мертвой точки на ролике 44, при этом направляющий элемент 33 находится в положении, показанном на фиг. 1. для точного перемещения печатной платы я паз 36, когда он подается в него роликами 31 и 32. Затем, как. только печатная плата будет установлена а паз 36, сразу же цилиндр 38 отводит направляющий элемент 33, и как только он освобождает верхний конец вертикально установленной платы, двигатель 42 перемещает верхнюю ветвь транспортной ленты 35 в продольном направлении слева направо , как показано на фиг, 1, на величину D, которая является расстоянием между соседними пазами 36, и в этот момент двигатель 42 выключается, останавливая перемещение транспортера и всех находящихся на нем вертикально установленных плат, тем временем направляющий элемент 33 опускается под действием цилиндра 38 с тем, чтобы снова занять направляющее положение для облегчения входа следующей печатной платы в следующий паз 36. Таким обсззом, такая работа (с точки зрения техники , это работа шагового типа, как у часо- вогг механизма) является по существу непрерывной. Точные средства для эффективного перемещения вертикально установленных печатных плат через аанну 29 могут колебаться, если требуется, от транспортера и могут содержать любой непрерывный
или по существу непрерывный приводной механизм. Следует отметить также, что ролики 31 и 32, направляющий элемент 33 и взаимодействующие элементы являются од- ним из возможных средств для ориентации печатных плат из горизонтального положения в вертикальное.
Когда печатные платы достигают правого конца ванны 29, то они из вертикального положения переводятся в гортонтальное с помощью любого механизма переориентации . Нэ фиг. 1 показан один такой механизм, который содержит два противостоящих ролика 45,46, между которыми имеется зазор для захвата подаваемой между ними платы, при этом ролик 46 вращается по часовой стрелке , как показано на фиг. 1, а ролик 45 - против часовой стрелки с тем, чтобы вытащить плату из паза на верхней ветви транс- портера 35, как показано пунктиром, которая снова взаимодействуете направляющей поверхностью 47. Последняя может быть неподвижной и служит для направления печатной платы на вращающиеся эле- мекты 48 на выходном конце вянны 29 через выходное отверстие 49, выполненное в ней.
Следует отметить, что ролик 45 в изображенной конструкции закреплен на штоке 50, приводящемся в действие цилиндром 51 для перемещения вверх и вниз направляющего элемента 33 с целью обеспечения прохождения мимо него вертикально установленных плат как раз перед входом в зазор мзжду роликами 45 и 46. Следует отметить также, что может использоваться реле времени 52, соединенное с цилиндром 51 и связанное с приводным роликом 46 через управляющие соединительные линии 58, 59 для координации приведения в дейст- вне роликов 45, 46 с перемещением вверх и вниз штока 50.
Кроме того, желательно иметь средства для нагревания ванны 29 с помощью электрического или парового нагревателя 60 для поддержания ванны 29 при требуемой температуре .
Ванна 29 содержит раствор для химического меднения.
Когда электролит является медным рэс- твором, то для обеспечения ph 10-13,5. рабочей температуры в диапазоне 20-70°С он может иметь следующий состав, г/лХлористая медь - 15
Этилендиаминтетраук- сусная
гидроокись натрия5-25
Гидроокись натрия5-15
Формальдегид3 18
Скорость осаждения 2 10 мкм/ч
В ванне 29 может происходить осаждение и других металлов вместо бестокового меднения, например, могут быть растворы для химического нанесения покрытий из никеля , кобальта, серебра, золота или других сплавов Когда ванна 29 содержит, например , никелевый растыор, она может иметь следующий состав для обеспечения ph4-10, рабочей темперьтур , в диапазоне 20- 5 J С, г/л.
Сульфат никеляС-50
Бифос Ьиг натрия10-50
А,- г.,иак1 -50
iидроокисьнатрия1- 0
Сложный компонент (гяртраты или ляктаг натрия, или fцетатнатрил)20-8С
С збил атор0,01-5
Скорость осахдения мкм/ч. Ka v иокятано МБ фиг 3, печатная плате i содерхит центрзчьмьи. слой (сердечник) 61 из 1асти-;еской смиль1, армированной стекловолокном, медные поверхности 62 и 63 и имеет медное покрытие 6 нанесенное в сквозном отверстии 65, между противоположными поверхностями G6, а также с медным покрытием из ьанны 29, которое было занесено на медные поверхности 62 и 63. Длина с чозного отверстия, выполненного в плате 1, обычно в несколько раз превышает его диаметр
После выхода из -;анны 29 печатные платы, находясь снова в горизонтальном положении , подаются к соответствующим обрабатывающим позициям, где они подвергаются воздействию ополаскивающей жидкости, жидкости для предотвращения потускнения, последующим операциям ополаскивания и т.п., за которыми обычно следует сч;шка На фиг 1 схематично представлено устройство для операций огола- скивзния против потускнения и последующего ополаскгза ия, содержгщее камеру 57, имеющую вход 49 и выход 68 и снабженную приводными вращающимися элементами 69, предпочтительно приводящимися в действие тем же приводом, который приводит з действие вращающиеся ролики 4, 30 и т.д. В отстойнике 70 камеры 67 установлен насос 71, который подает соответствующую жидкость для ополаскивания , против потускнения и т.п. по трубопроводам 72 и распыляющему механизму 73 (который может быть заменен на заливающее сопло, если нужно) для влажной обработки печатных плат при их прохождении через камеру 70. Затем печатные платы проходят через камеру 74, где воздушные нзсосы, или вентиляторы 75. или аналогичные устройства, снабженные нзгреватепьными элементами 76, подают подогретый воздух по трубопроводам 77 через коппаки 78 Hd печатные платы, проходящие межпу ними к выходу 79, через который они поступают на выходную позицию 80 s затем
ч 81 для гальванического осуждения металла, зэтэм. двигаясь в направлении потока , плата подвергается промывке и CI/UJKC, контролю и ополаскиванию
Тзкпм обгззом, устройство обеопечивяе очистку поверхности изделия, ополаск 1 ванне, травление ополаскиванием, сушку, оч «стку нанесение металт- ескогр покрытия на поверхность печатной платы химическим осаждением и гальваническим
сса.кдением металла.
Формула изобретение 1. Устройство для химической обработки плоских мзделий, преимущественно печатных плат, содержащее расположенные
на основании средство подачи изделий, камеру для подготовки поверхности изделия к осаждению мет.-лла, вачну для промывки, ванну для химического осаждения металла ня поверхность изделия и механизм трэнснормирования изделий в горизонтальном положении относительно основания, о т л и- чающееся тем, что, с целью повышения производительности и улучшения качества покрытия, оно снабжено средством для повсрота изделий из гооизонтального положе- ния в вертикальное относительно основания, расположенным на входе в ванну для химического осаждения металла, средством для транспортирования изделий
в вертикальном относительно основания положении, расположенным в ванне для химического осаждения металла, средством для поворота изделий из вертикального положения в горизонтальное относительноосноввиия , расположенным на выходе из ванны для химического осаждения металла.
2 Устройство по п. 1, о т л и ч а ю щ е е- с я тем, ч го оно снабжено камеоой для сушки изделий.
3. Устройство по п.1, о т л и ч а ю щ е е- с я тем, что оно снабжено ванной для гальванического осаждения металла, располо- женной после ванны для химического осаждения металла
KB
,
,5
f
43



Реферат
Изобретение относится к оборудованию для обработки плоских изделий при их изготовлении. Цель изобретения - повышение производительности и улучшение качества покрытия - достигается тем, что устройство снабжено средством для поворота изделий из горизонтального положения в вертикальное относительно основания, расположенным на входе в ванну для химического осаждения металла, средством для транспортирования изделий в вертикальном относительно основания положении, расположенным в ванне для химического осаждения металла, средством для поворота изделий из вертикального положения в горизонтальное относительно основания, расположенным на выходе из ванны для химического осаждения металла. Устройство содержит печатные платы, средства подачи печатных плат, камеру для подготовки поверхности плат к осаждению металла на их поверхности, выполненные в виде вращающихся роликов, баки с впускным и выпускным отверстиями и с рабочей жидкостью, насос, механизмы подачи жидкости в виде сопл и форсунок, сопла имеют каналы, трубопровод. Устройство также включает средство транспортирования печатных плат в горизонтальном положении в виде роликов, активационную камеру, камеру с восстановительным раствором, камеру с химически активирующим раствором, распылитель, отстойник, трубопровод, насос. 1 з.п.ф., 3 ил.
Формула
Комментарии