Ангоб - RU2158252C1
Код документа: RU2158252C1
Чертежи


Описание
Изобретение относится к керамической промышленности, в частности к производству фаянсовых и майоликовых изделий, а именно к процессу декорирования.
Известен состав покрытия [1], включающий следующие компоненты, мас.%:
Глина беложгущаяся - 15 - 20
Стеклобой - 29,7 - 34,5
Бура - 2 - 5
Триполифосфат натрия - 0,3 - 0,5
Фаянсовый череп - 43 - 50
Недостатком указанного ангобного покрытия является недостаточно
высокая термическая стойкость майоликовых изделий и белизна.
Наиболее близкой к предлагаемому изобретению является ангобное покрытие [2] для декорирования майоликовых изделий
следующего
состава, мас.%:
Глина - 20 - 60
Песок кварцевый - 10 - 45
Каолин - 10 - 34
Бой гипсовых форм - 0,995 - 19,994
Углещелочный реагент - 0,0035 - 0,
005
Пирофосфат натрия - 0,001 - 0,0015
Недостатком указанного ангобного покрытия является низкая термостойкость, недостаточная прочность на отрыв поверхностного слоя и недостаточно
высокая
белизна
Задачей предлагаемого изобретения является улучшение прочности сцепления ангоба с керамической основой майоликовых или фаянсовых изделий, повышение термостойкости и улучшение
декоративных свойств (белизны) керамических изделий.
Это достигается тем, что ангобное покрытие, включающее глину, каолин, кварцевый песок, дополнительно содержит стеклобой и диопсид в
следующем соотношении, мас.%:
Глина - 10 - 15
Каолин - 25 - 50
Кварцевый песок - 10 - 25
Диопсид - 10 - 35
Стеклобой - 15 - 20
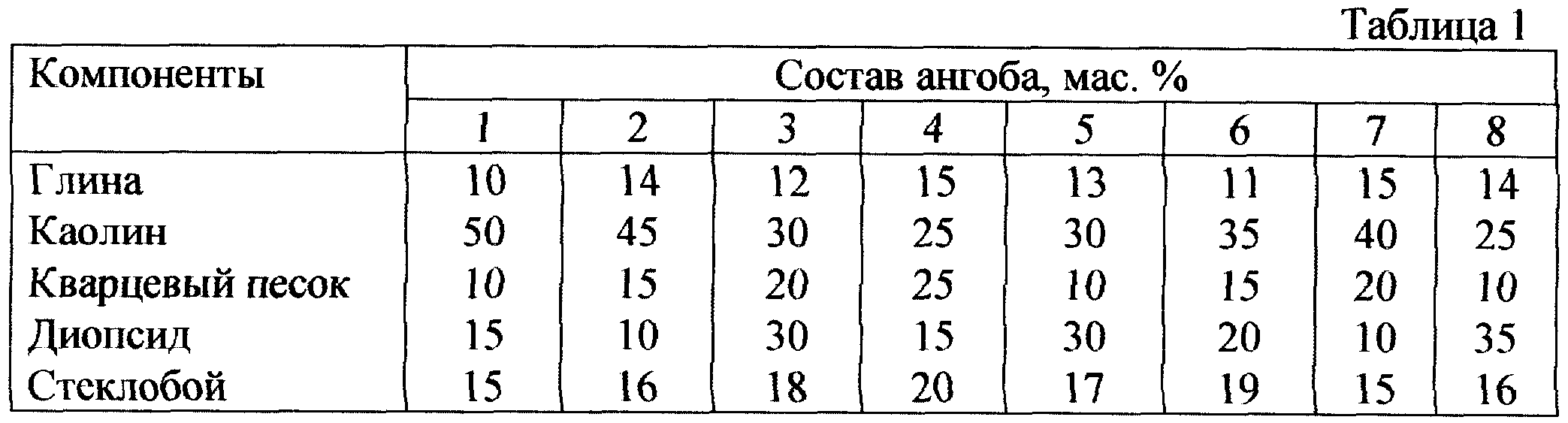
В табл. 1
приведены
составы ангобного покрытия для декорирования майоликовых и фаянсовых изделий.
При увеличении содержания глины свыше 15 мас.% уменьшается белизна и увеличивается усадка ангоба. Введение глины менее 10 мас.% уменьшает прочность ангоба в высушенном состоянии.
При содержании каолина свыше 50 мас.% ухудшается спекаемость ангоба и уменьшается прочность сцепления его с черепком, а уменьшение содержания каолина ниже 25 мас.% приводит к уменьшению белизны и термостойкости покрытия.
Ввод в состав ангобного покрытия кварцевого песка более 25 мас.% понижает термическую стойкость покрытия. Содержание кварцевого песка менее 10 мас. % уменьшает белизну ангоба.
Введение диопсида в состав ангобного покрытия более 35 мас.% ухудшает прочность ангоба в воздушно сухом состоянии и увеличивает водопоглощение покрытия, а при содержании диопсида менее 10 мас.% уменьшается прочность керамического покрытия на отрыв и снижается белизна.
Увеличение количества стеклобоя свыше 20 мас.% ухудшает белизну ангобного покрытия и термостойкость, а уменьшение содержания стеклобоя ниже 15 мас. % понижает прочность сцепления ангоба с керамическим черепком.
В табл. 2 приведен химический состав компонентов для изготовления ангобного покрытия.
Ангоб приготавливают следующим способом.
Исходные компоненты загружают для совместного помола в шаровую мельницу вместе с водой и мелющими телами (уралитовыми шарами). Помол производится до остатка на сите 0063 1, 0-1,5%. Влажность ангобной суспензии 45-50%. Суспензию наносят на поверхность майоликовых изделий методом пульверизации или окунанием, подсушивают и обжигают на утильный обжиг при 900-950o С с последующим глазурованием и окончательным (политым) обжигом при 1000-1050oC.
Ангобную суспензию наносят на высушенные или обоженные на утиль изделия.
Пример 1
Ангобную суспензию, включающую глину, каолин, кварцевый песок, диопсид, стеклобой, готовят следующим образом. Исходные компоненты измельчают в лабораторной шаровой мельнице мокрого
помола. Измельчение ведется уралитовыми шарами. Время помола 10-13 час, до остатка на сите N 0063 не более 1,0-1,5%, влажность суспензии 45-50%. В приготовленную суспензию добавляют электролиты в
виде
жидкого стекла и соды. На поверхность высушенных майоликовых или фаянсовых изделий, с остаточной влажностью 2-3%, ангобная суспензия наносится методом пульверизации, слоем 250-300 мкм,
подсушивается
при температуре 80-90oC и обжигается на утильный обжиг при 950-980oC , с последующим глазурованием и окончательным обжигом при 1000-1050oC.
Пример 2
Ангобную суспензию готовят по примеру 1. Ангоб с влажностью 50-53 % наносят на поверхность утильных изделий методом окунания слоем 250-300 мкм. После подсушки изделия
глазуруют и обжигают на
окончательный обжиг при 1000-1050oC.
Опытные образцы характеризуются показателями, табл. 3.
Применение диопсида и стеклобоя в качестве компонента ангобного покрытия улучшает прочность сцепления с керамической основой, позволяет повысить термическую стойкость изделий и улучшить белизну.
Источники
информации
1. А.с. N 1426963, кл.
С 04 B 41/36, 1987.
2. А.с. N 1502546, кл. С 04 В 41/86, 1989.
Реферат
Изобретение относится к керамической промышленности, в частности к производству майоликовых или фаянсовых изделий, а именно к процессу декорирования. Ангоб содержит в своем составе компоненты в следующем соотношении, мас. %: глина 10-15, каолин 25-50, кварцевый песок 10-25, диопсид 10-35, стеклобой 15-20. Ангоб приготовляют по общепринятому способу с окончательным обжигом при 1000-1050°С. Технический результат: повышение прочности сцепления с керамической основой, увеличение термостойкости и белизны. 3 табл.
Формула
Глина - 10 - 15
Каолин - 25 - 50
Кварцевый песок - 10 - 25
Диопсид - 10 - 35
Стеклобой - 15 - 20
Документы, цитированные в отчёте о поиске
Ангоб для лицевой отделки керамического кирпича
Комментарии