Разделительная мембрана, характеризующаяся улучшенной адгезией, и способ ее получения - RU2676300C1
Код документа: RU2676300C1
Чертежи







Описание
Изобретение относится к разделительной мембране из материала пластика, относящейся к типу, имеющему выпуклости, и характеризующейся улучшенной адгезией как на верхней лицевой поверхности по отношению к цементному клею, так и на нижней лицевой поверхности по отношению к слою основы; настоящее изобретение также относится к производственному способу получения упомянутой мембраны.
Область техники, к которой относится изобретение
Настоящее изобретение находит себе конкретную область применения в строительной промышленности, а, в частности, в секторе полуфабрикатных компонентов для строительства, таких как в порядке одного неисчерпывающего примера тонкие мембраны, которые предназначены для отделения стяжки от напольного покрытия; мембрана, соответствующая изобретению, говоря в более общих чертах, является подходящей для использования при проведении работ в сфере гражданского строительства или техники охраны окружающей среды, также и в комбинации с другими материалами.
На сегодняшний день в строительном секторе известны различные типы мембран, которые имеют различные назначения: например, необходимо вспомнить испарительные мембраны, битумные водонепроницаемые мембраны, дренажные мембраны, геомембраны или даже разделительные листы из нетканого материала. В частности, в современном строительстве широко известны водонепроницаемые мембраны, на которые обычно наносят слои керамических покрытий, мраморных плит или в любом случае покрытий, относящихся к хрупкому типу, в целях предотвращения возникновения трещин и разделений; собственно говоря, такие проблемы иногда встречаются в случае различающихся термических расширений слоев или вследствие перемещений пола, вследствие микропроседаний фундамента или при любом деформировании несущей плоскости, которое ненадлежащим образом отслеживается слоем покрытия. Мембрану, которая предназначена предотвращать возникновение таких проблем, обычно называют разделительной мембраной или разъединительной мембраной или даже разделительной перегородкой, располагаемой подобно диафрагме в промежутке между несущей конструкцией и упомянутым покрытием в целях предотвращения его непосредственной адгезии, рассеивания напряжений и поглощения деформаций; для данной цели в особенности эффективными являются водонепроницаемые мембраны, относящиеся к типу, имеющему выпуклости, которые больше разделяют слои, распределяют точечные нагрузки равномерным образом, а также компенсируют обусловленные паром напряжения для наката.
Поэтому согласно наблюдениям в профессиональной практике на сегодняшний день наиболее широко использующиеся решения предусматривают водонепроницаемые мембраны, относящиеся к типу, имеющему выпуклости, использующиеся сами по себе или сопрягаемые со слоем проницаемой ткани. Говоря более подробно, широко распространены листы, имеющие выпуклости малого размера, получаемые на поверхности в виде непрерывного массива, подобно цилиндрическим выступам или выступам, имеющим форму усеченного конуса или усеченной пирамиды, скомпонованным в виде регулярной матрицы, которые, будучи предназначенными для увеличения расстояния между слоями, а также предназначенными для улучшения стабильности и адгезии, обеспечивают проникновение цементного клея, который находится в контакте с упомянутым листом, в промежутки между выпуклостями или полостями, находящимися внутри самих выступов, в соответствии с направлением размещения.
В порядке примера однослойные листы, имеющие выпуклости, широко используются в подземных сооружениях в качестве элемента внешней защиты и водонепроницаемости по отношению к грунту, а также в упомянутых случаях керамической облицовки на полах из армированного бетона, из древесины или в стяжках на цокольном этаже. Однако, для некоторых областей применения, например, для более эффективного дренажа или для увеличения упомянутой разделительной функции лист, имеющий выпуклости, также сопрягают со слоем основы из проницаемой ткани, такой как нетканый материал из полипропилена, относящийся к типу, называемому материалом, полученным в результате скрепления прядением или гидросплетения; в частности, как это хорошо известно, при разделительном варианте использования на стяжке из армированного бетона такой слой основы хорошо пристает к лежащему ниже клею, глубоко проникающему в него, а также способствует компенсированию различающихся перемещений между упомянутой стяжкой и напольным покрытием поверх листа, имеющего выпуклости. Например, смотрите чертежи с известного предшествующего уровня техники (фиг. 1а-с), которые представляют обычную разделительную мембрану, изготовленную из водонепроницаемого листа, снабженного пустотелыми выпуклостями, имеющими цилиндрическую форму и скомпонованными в виде матрицы с регулярным шагом, который также сопрягают на нижней стороне со слоем основы, относящимся к проницаемому типу нетканого материала.
С производственной точки зрения мембрану, относящуюся к типу, имеющему выпуклости, в промышленности получают в результате экструдирования листа из материала пластика, который после этого формуют на валике, поверхность которого снабжают выступающими выпуклостями, который также называют валиком для формования выпуклостей. Говоря более подробно в отношении упомянутого экструдирования, имеет место система подачи под действием силы тяжести, которая автоматическим образом дозирует материалы исходного сырья непосредственно в бункер, через который они поступают в экструдер; в общем случае он представляет собой нагретый цилиндр, внутри которого имеется червячный винт, который транспортирует расплавленный материал до секции головки. Поэтому плавление материала пластика имеет место внутри упомянутого экструдера, где температура не является однородной, при этом она в общем случае находится в диапазоне от 185°С до 290°С в соответствии с зоной прохождения расплавленного материала; после этого течение упомянутого расплавленного материала распределяют по всей ширине упомянутой головки и получают желательную массу при использовании специальных отклоняемых щек экструзионной щелевой головки, которые отодвигают одну от другой подстраиваемым образом в соответствии с желательным продуктом. Вдоль по червяку формируется нарастающее давление от бункера до головки за исключением зоны пониженного давления, создаваемой другой секцией упомянутого червяка, что делает возможным извлечение любых возможных летучих веществ; кроме того, до отливки вокруг формующего валика упомянутый расплавленный материал встречает на своем пути несколько станций фильтрования, предназначенных для блокирования любых возможных примесей.
Таким образом расплавленный материал пластика при использовании понижения давления отливается и временно пристает к имеющей выпуклости поверхности валика таким образом, чтобы воспринять эту же самую форму выпуклостей, а также воспроизвести эту же самую гладкую поверхность в зонах, включенных между одной выпуклостью и другой выпуклостью. Форма, высота и шаг выпуклостей, которые характеризуют готовый продукт, легко можно варьировать в результате замены время от времени упомянутого валика для формования выпуклостей конкретным валиком, структурированным желательным образом. После этого таким образом сформованную мембрану перепускают через несколько цилиндров для термического кондиционирования в направлении установки накопителя для передвижения в заключение в зону резки, скатывания в рулон и упаковывания. В случае предусматривания также и слоя основы сопряжение с упомянутым нетканым материалом в выгодном случае может быть проведено в ходе способа изготовления листа, например, в результате передвижения его в уже растянутом состоянии на только что изготовленный продукт таким образом, чтобы использовать остаточное тепло листа и реализовать получение нескольких точек плавления при нагревании, другими словами, в соответствии с головной частью выпуклостей; в качестве альтернативного варианта возможным является холодное приклеивание ткани при использовании клеев, накладываемых в форме полосок или точек.
Наиболее подходящие для использования материалы исходного сырья для данного типа проведения работ, представляют собой смолы, относящиеся к типу, называемому полиолефинами, а, в частности, полиэтилен, который может иметь низкую плотность, среднюю плотность или даже высокую плотность, обозначаемый, соответственно, акронимами ПЭНП, ПЭСП и ПЭВП; в качестве альтернативного варианта подходящими для использования также являются и полипропилен, известный под обозначением акронимом ПП, или термопластические полиолефины, известные под обозначением акронимом ТПО. В некоторых случаях также используют и полистирол, известный под обозначением акронимом ПС. Такие материалы исходного сырья могут быть либо первичными, либо регенерированными, при этом последний вариант производят в результате вторичного использования продуктов в фазе после их производства или после их использования.
В общем случае, как это знают специалисты в соответствующей области техники, мембрана, исполняющая разъединительную функцию, в частности, относящаяся к типу, включающему имеющий выпуклости лист, соединенный на нижней стороне с упомянутым слоем основы, обеспечивает получение описанных выше преимуществ, но также приводит и к значительному уменьшению значений адгезии между напольным покрытием и стяжкой. В частности, как адгезия между листом, имеющим выпуклости, и лежащим выше цементным клеем, так и адгезия между упомянутым листом, имеющим выпуклости, и слоем основы в виде нетканого материала являются слабыми; с другой стороны, адгезия упомянутого слоя основы к лежащему ниже цементному клею является прочной и эффективной.
Если говорить более подробно о том, что касается адгезии клеящего строительного раствора к упомянутому листу, то согласно наблюдениям известные и обычные решения, доступные на рынке, не обеспечивают получения подходящей для использования адгезии к имеющему выпуклости листу слоя клеящей постели напольного покрытия, в частности, в свете новых нормативных положений по строительству, таких как стандарт UNI EN 1348 European standard of 2000, который конкретно требует от каждого цементного клея на керамических плитках противостояния воздействию в виде, по меньшей мере, 0,5 н/мм2 после проведения испытания в 28 дней, что также называется начальной адгезией. Например, как это продемонстрировало несколько испытаний, гладкий лист из полиэтилена, имеющий выпуклости, сформированные обычным образом, достигает максимального значения предела прочности при раздирании 0,15 н/мм2 в соответствии с упомянутым стандартом. Собственно говоря, как это известно, гладкий лист из полиэтилена не обеспечивает получения эффективной химической адгезии, и, кроме того, обычная форма выпуклостей, например, имеющих форму правильных дисков, имеющих диаметр 20 мм и глубину 3 мм, не обеспечивает достаточного механического захватывания; такая проблема в общем случае представляет собой причину локализованных разделений, которые иногда имеют место в напольном покрытии из керамических плиток или в любом случае в обшивках малого размера.
Упомянутый стандарт UNI EN 1348 European standard of 2000 предусматривает проведение испытаний на растяжение в отношении специально полученных эталонных образцов. Клей размазывают на бетонной плите при использовании шпателя, снабженного зубьями 6 × 6 мм, отстоящими на 12 мм от центра при сохранении наклона 60°; после этого накладывают упомянутые плитки, сохраняя воздействие на них массы 20 н в течение 30 секунд. После созревания клея проводят испытание на растяжение при воздействии силы 200-300 н/сек, присоединяя плитку к прибору для аксиального растяжения при использовании систем взаимного присоединения, которые не вызывают появления изгибающих усилий.
В случае вставления упомянутой разделительной мембраны получение эталонных образцов будут проводить в результате наложения на первую клеящую постель образца мембраны, обращая пристальное внимание на приложение такого давления, чтобы обеспечить плотное сопряжение между цементным клеем и слоем нетканого материала в случае присутствия такового. Поэтому еще раз распределяют клеящую постель при использовании зубчатого шпателя для наложения плитки на клеящую поверхность – обращая пристальное внимание на заполнение камер выпуклостей, что после этого спрессовывают при использовании массы 20 н в течение 30 секунд. В частности, имеющие выпуклости мембраны, относящиеся к типу, предусматриваемому в изобретении, имеют по существу гладкий лист из пластика, который не упрощает присоединения ни к упомянутому цементному клею, ни к необязательному слою нетканого материала, сопрягающемуся с ним. Мембраны, которые в настоящее время являются доступными на рынке, обеспечивают достижение намного меньших значений по отношению к минимальному значению начальной адгезии 0,5 н/мм2, при этом значение, большее, чем 0,2 н/мм2, уже рассматривается как хорошее.
Кроме того, согласно наблюдениям в конкретном секторе напольного покрытия отсутствует какой-либо эталонный стандарт для оценки адгезии между листом из пластика и слоем основы в виде ткани; для данной цели возможной является реализация методики, заключающейся в измерении силы деламинирования при использовании динамометра. По существу межфазную поверхность между упомянутой тканью и листом, имеющим выпуклости, подвергают воздействию напряжения таким образом, чтобы инициировать обоюдное разделение в результате деламинирования. В общем случае в отсутствие нормативных положений, предназначенных для регулирования в данной сфере, в случае композитных материалов можно следовать методу испытаний, предписанному для испытаний на деламинирование, которые также называются испытаниями на расслаивание, такому как в случае стандарта EN544 European standard, когда измеряют так называемое индуцированное деламинирование. Такое испытание предусматривает отбор в различных зонах готового продукта некоторого количества образцов при 10 × 20 см, при этом более длинная сторона обращена лицевой поверхностью к машине, и стабилизацию образцов в течение 24 часов в лаборатории при 25°С и 50%-ной относительной влажности. C методической точки зрения накладывают слой ткани на одну сторону и проводят деламинирование для площади поверхности 10 × 10 см таким образом, чтобы образец был бы наполовину деламинированным, а наполовину все еще пристающим к ткани основы; после этого деламинированный участок листа вставляют в нижний зажим динамометра, в то время как в верхний зажим, отстоящий на 20 см от нижнего зажима, вставляют деламинированный участок ткани.
Если говорить более подробно о том, что касается измерений, то осуществляют натяжение таким образом полученного продукта, который будет автоматически деламинироваться при использовании динамометра в результате хода верхнего зажима, который перемещается при фиксированной скорости 100 мм/мин. В приборе измеряют силу деламинирования, которая будет демонстрировать характер изменения, базирующийся на наличии пиков, каждый раз при достижении пика продукт деламинируется в соответствии с рядом выпуклостей; упомянутая сила, которую также определяют как силу деламинирования, равна пиковому значению, поделенному на ширину образца, при выражении ее, таким образом, в н/мм. В частности, согласно наблюдениям мембраны, доступные на рынке, в общем случае характеризуются значениями, составляющими приблизительно 0,1 н/мм; такие значения исключительно относятся к системам, сопряженным в результате термической адгезии, поскольку, как это известно, склеенные системы в общем случае обеспечивают получение более высоких начальных значений, но с течением времени вследствие воздействия разниц температур, чему подвергаются такие продукты во время переработки, склеивание имеет тенденцию к разделению, что иногда приводит к появлению прерываний контакта между элементами при соответственном выпирании плиток.
Недавно компании, действующие в строительном секторе, предложили несколько решений в отношении разделительных мембран, которые также предназначены для улучшения адгезии к цементному строительному раствору при использовании упрощенного захватывания; в принципе в качестве обычных и выгодных также рассматриваются имеющие выпуклости конструкции, имеющие поднутрения, подобно локализованным фиксирующим элементам сразу после схватывания клея, а также в качестве обычных и выгодных рассматривается сопряжение листа с проницаемым слоем, в который проникает клеящая постель. Например, в числе наиболее эффективных и широко распространенных мембран, имеющих выпуклости, на рынке заявители хотели бы вспомнить решение в отношении мембраны из полиэтилена высокой плотности от немецкой компании Schlüter-Systems KG – Изерлон, www.schlueter.de, которое представлено на рынке под наименованием Ditra, и которое имеет выпуклости, имеющие форму квадратного в плане усеченного конуса со стороной 13 мм, скомпонованные в виде регулярной матрицы с шагом 20 мм и относящиеся к типу, перевернутому таким образом, чтобы получить сечение «ласточкин хвост», или также заявители хотели бы вспомнить решение в отношении мембраны от норвежской компании Isola AS – Порсгрунн, www.isola.no, которое представлено на рынке под наименованием Platon, и которое имеет цилиндрические выпуклости, имеющие в диаметре 13 мм, скомпонованные в виде регулярной матрицы с шагом 20 мм и сопрягающиеся со слоем ткани по обеим лицевым поверхностям. Однако, как это широко известно, таким решениям в отношении мембран, имеющих выпуклости, свойственны упомянутые проблемы, связанные с начальной адгезией или деламинированием; например, как это продемонстрировали эксперименты, такие решения обеспечивают достижение значений начальной адгезии или значений усилия выдергивания, находящихся в диапазоне от 0,20 до 0,25 н/мм2, при пиковых значениях деламинирования, составляющих приблизительно 0,1 н/мм.
Уровень техники
В целях определения предшествующего уровня техники, относящегося к предложенному решению, провели обычную экспертизу, заключающуюся в проведении поиска в государственных архивах, который привел к отысканию некоторых документов предшествующего уровня техники, в числе которых:
D1: US2006201092 (Saathoff et al.)
D2: US2011232217 (Hartl)
D3: EP2234802 (Becker)
D4: EP2246467 (Sghedoni)
D5: US7536835 (Schlueter)
D6: US6434901 (Schlueter)
В документах D1 и D2 описана мембрана, образованная из листа, имеющего выпуклости и относящегося к типу, имеющему простые выступы, имеющие форму усеченного конуса, обращенного книзу, другими словами, имеющему полости, обращенные кверху, который сопрягают на нижней стороне со слоем нетканого материала, а на верхней стороне с сеткой; в частности, в публикации D1 упомянутая сетка характеризуется высоким сопротивлением и растягивается в плоскостном режиме таким образом, чтобы облегчать проникновение постели из строительного раствора, но препятствовать ее отдиранию после схватывания, в то время как в публикации D2 упомянутую сетку сопрягают в результате адгезии с верхней лицевой поверхностью листа в целях увеличения адгезионной эффективности строительного раствора в результате действия проекций, сформированных упомянутой сеткой на поверхности.
В документе D3 предусматривается разделительная мембрана, образованная из листа, имеющего выпуклости, который сопрягают на обеих лицевых поверхностях с листом, предназначенным для улучшения присоединения к цементному клею и представляющим собой, например, синтетический материал, относящийся к типу нетканого материала.
В документе D4 описана разделительная мембрана, образованная из имеющего выпуклости листа, сопряженного на нижней стороне со слоем нетканого материала, где упомянутый лист имеет выпуклости в форме усеченного конуса при обращении полостей лицевой поверхностью кверху, и где верхняя лицевая поверхность листа полностью покрыта волокнами, нанесенными в результате склеивания, подобно тому, как в случае флокирования. Упомянутый лист изготавливают в результате раскатывания при использовании валика, имеющего регулярные выступы, имеющие форму усеченного конуса; упомянутые волокна, имеющие длину в диапазоне от 500 до 1000 микронов, наносят в результате их разбрасывания случайным образом по всей поверхности, а на них необязательно наносят предварительно определенное количество продукта Teflon® таким образом, чтобы предотвратить капиллярное перемещение воды.
В документе D5 предусматривается разделительная мембрана, включающая имеющий выпуклости лист, имеющий поднутрения, где полости выпуклостей обращены лицевой поверхностью книзу, при этом нижний слой является проницаемым и предназначенным для проникновения клеящего строительного раствора от стяжки таким образом, чтобы сохранить захватывание на поднутрениях типа «ласточкин хвост», присутствующих на некоторых из них, в то время как верхнюю лицевую поверхность упомянутого листа сопрягают со вторым слоем в виде нетканого материала, который исполняет функцию плоскостной опоры для постели из строительного раствора покрытия. Кроме того, предусматривается, чтобы нижняя поверхность листа характеризовалась бы улучшенной адгезией, будучи, например, шероховатой или снабженной шероховатым покрытием.
В заключение, в документе D6 описана разделительная мембрана, включающая имеющий выпуклости лист, имеющий поднутрения, где полости выпуклостей обращены лицевой поверхностью кверху для заполнения постелью из клеящего строительного раствора, наносимой поверх них, и снабжены выступами, которые выступают в горизонтальном направлении от кромки устья в направлении центра каждой полости, подобно барьеру, для препятствования отдиранию сразу после схватывания упомянутого строительного раствора.
Поэтому разумно рассматривать в качестве известных решения в отношении разделительных мембран для строительства, которые предназначены для отделения стяжки от покрытия, при этом как упомянутую мембрану, так и упомянутое покрытие укладывают на постель из клеящего строительного раствора, которые включают:
- водонепроницаемый лист из полиэтилена высокой плотности, относящийся к типу с нанесением выпуклостей при использовании валика таким образом, чтобы получить выступы, в общем случае имеющие форму цилиндра, усеченного конуса или усеченной пирамиды с квадратным основанием, которые образуют полости на верхней лицевой поверхности, в которые может проникать постель из клеящего строительного раствора;
- проницаемый слой в виде нетканого материала, с которым сопрягают на одной стороне упомянутого слоя в целях соединения клеящей постели интегральным образом;
- средство увеличения адгезии клеящего строительного раствора к листу, образованное при использовании сетки, растянутой или сопряженной в результате адгезии на всей площади лицевой поверхности, или ткани;
- средство увеличения адгезии клеящего строительного раствора к листу при использовании механического захватывания, образованное при использовании поднутрений, выступающих от устья полости, или при использовании характеризующейся высоким сопротивлением сетки, растянутой поверх них;
- в принципе также известным является и решение в отношении улучшения предела прочности при раздирании клея и полимерного материала в листах или пластинах в результате увеличения шероховатости или морщинистости таким образом, чтобы увеличить совокупную площадь поверхности, соответствующую поверхности контакта.
Недостатки
Как это можно сказать в порядке заключения, согласно наблюдениям заявителей описанным известным решениям свойственны определенные недостатки или в любом случае определенные ограничения.
В общем случае, как это описывалось выше, в обычных и известных решениях возможным является улучшение как адгезии между листом, имеющим выпуклости, и лежащим выше цементным клеем, так и адгезии между упомянутым листом, имеющим выпуклости, и лежащим ниже слоем в виде нетканого материала.
Во-вторых, согласно наблюдениям сетка, накладываемая плоскостным образом на верхнюю лицевую поверхность листа, как, например, в публикации D1, эффективно увеличивает предел прочности при раздирании, но также и препятствует проникновению клеящего строительного раствора в полости при высокой стоимости продукта и при повышенной сложности наложения.
В-третьих, согласно наблюдениям решения в отношении волокон, для которых предусматривают приставание к листу, таких как в случае сетки, относящейся к обычному типу, как в публикации D2, или специального флокирования, как в публикации D4, реализуют получение микрозахватов, относящихся к типу с однородным распределением по всей поверхности контакта. Однако, согласно наблюдениям в таких случаях производство является непростым; в частности, для упомянутых флокированных волокон необходимо сначала наносить клей, после этого разбрасывать волокна, а также иногда наносить защитное вещество. Таким образом, такой способ является значительно более продолжительным и более дорогостоящим по отношению к обычным мембранам, имеющим выпуклости, при отсутствии упомянутых волокон на верхней лицевой поверхности, также демонстрируя и более высокие затраты на материалы и более высокие издержки, связанные с охраной окружающей среды. Кроме того, известные решения в принципе предусматривают демонстрацию нижней поверхностью листа улучшенной адгезии, как, например, в публикации D5, где в общем случае предусматривается получение такого улучшения при использовании шероховатой поверхности или поверхности, имеющей шероховатое покрытие; однако, для данной цели не описано и неизвестно то, как реализовать в промышленности получение упомянутой шероховатости на гладкой поверхности мембраны, имеющей выпуклости, и, в частности, в целях получения эффективной адгезии к клею при низких издержках и для больших объемов производства.
В-четвертых, в известных решениях в отношении имеющего выпуклости листа, также имеющего поднутрения в полостях, как, например, в публикациях D5 и D6, согласно наблюдениям способ изготовления для их получения является непростым, поскольку цикл переработки является более продолжительным и более сложным при большем количестве отходов, а также при более значительных капиталовложениях в оборудование. Как это продемонстрировали эксперименты, в целях захватывания выступы, формирующие упомянутые поднутрения, в общем случае размещают на кромке камеры, в устье, подобно шейке, что эффективно препятствует извлечению из клея сразу после его схватывания, но что также препятствует и его поступлению во время укладки; такая конфигурация в профессиональном варианте использования требует времени и внимания в целях предотвращения неполного заполнения камер. Поэтому для данной цели согласно наблюдениям более низко размещенный выступ по отношению к устью является более эффективным в таком способе в отношении создания определенного типа направляющей для клея в целях его поступления в камеру и облегчения полного заполнения под шейкой; кроме того, согласно наблюдениям в целях захватывания тонкая секция удерживания ниже упомянутой шейки является достаточной при пониженном количестве вводимого материала, в то время как добавление упомянутой направляющей в устье выше упомянутой шейки эффективно вносит свой вклад в увеличение поверхности контакта и как следствие захватывания.
Кроме того, согласно наблюдениям в решениях в отношении имеющего выпуклости листа, сопряженного со слоем нетканого материала, последний пристает к цементному клею, также демонстрируя наличие упомянутых проблем, связанных с деламинированием, и такие проблемы ослабляются в результате увеличения поверхности контакта с тканью и усиливаются в результате уменьшения упомянутой поверхности контакта. Таким образом, как это продемонстрировали эксперименты, наиболее широко распространенные решения на рынке характеризуются площадью поверхности контакта, демонстрирующей процентную долю по отношению к совокупной лицевой поверхности мембраны и соответствующей головкам выпуклостей, соединенным с тканью, которая в общем случае находится в диапазоне от 33% до 49% от совокупной лицевой поверхности; такие значения приведены, соответственно, для упомянутых решений с квадратными выпуклостями, имеющими сторону 13 мм, и с круглыми выпуклостями, имеющими диаметр 13 мм, соответственно, с шагом 20 мм. Кроме того, согласно наблюдениям невыгодным является чрезмерно большое увеличение упомянутой площади поверхности контакта, поскольку это увеличивает упомянутые величины деламинирования, но вызывает ухудшение упомянутых значений начальной адгезии на противоположной лицевой поверхности; с другой стороны, для данной цели, как это продемонстрировали эксперименты, было бы превосходным наличие процентной доли площади поверхности контакта с тканью, то есть, другими словами, соответствующей головкам выпуклостей на нижней стороне, которая находится в диапазоне приблизительно от 50% до 75% от совокупной площади лицевой поверхности.
Таким образом, потребность для компаний в данном секторе заключается в отыскании решений, которые являются более эффективными по отношению к существующим решениям; цель настоящего изобретения также заключается в устранении описанных недостатков.
Раскрытие изобретения
Достижения данной и других целей добиваются при использовании настоящего изобретения, соответствующего характеристикам согласно представлению в прилагающейся формуле изобретения, при разрешении возникающих проблем при использовании разделительной мембраны (10) из материала пластика, образованной из имеющего выпуклости и водонепроницаемого листа (100), который сопрягают со слоем проницаемой основы (101); выпуклости (102) относятся к цилиндрическому типу с двумя диаметрами (D1, D2) и характеризуются такими структурой и компоновкой, чтобы получить улучшенную адгезию на обеих лицевых поверхностях (110-111). Изобретение увеличивает захватывание клея для получения большего предела прочности при раздирании на верхней лицевой поверхности и в то же самое время увеличивает площадь поверхности контакта со слоем основы для получения большего сопротивления деламинированию на нижней стороне. В частности, внутри каждой камеры (103) имеется внутренняя корона (104), которая разделяет ее подобно шейке (D2) на два накладывающихся друг на друга отсека (105-6) идентичного диаметра (D1), где первый отсек имеет глубину (Н1), равную, по меньшей мере, 1/3 от совокупного значения (Н). Изобретение также относится к производственному способу получения упомянутой мембраны (10).
Цели
Данным образом при использовании значительного созидательного вклада, эффект от которого составляет непосредственный технический прогресс, достигаются различные преимущества.
Первая цель состоит в реализации получения разделительной мембраны, относящейся к типу, имеющему выпуклости, которая в то же самое время предназначена для улучшения как адгезии на нижней лицевой поверхности в целях большего сопротивления упомянутому деламинированию, так и захватывания на верхней лицевой поверхности для увеличения упомянутой начальной адгезии к цементному клею по отношению к обычным решениям.
Вторая цель заключается в реализации получения разделительной мембраны с элементами удерживания, относящимися к типу, образующему шейку, которые в то же самое время упрощают укладку и однородное заполнение для цементного клея внутри камер, также и под шейкой, и делают захватывание более широким и более эффективным.
Третья цель заключается в реализации получения мембраны, снабженной выпуклостями, обладающими конкретной структурой для облегчения укладки и в то же самое время улучшения адгезии, которые получают с чрезвычайной точностью.
Четвертая цель заключается в реализации получения мембраны, простой в изготовлении на промышленном предприятии при высоких объемах производства, которая является значительно более экономичной в сопоставлении с известными и обычными решениями.
Данные и другие преимущества будут выявлены после ознакомления со следующим далее подробным описанием некоторых предпочтительных вариантов осуществления при содействии прилагающихся схематических чертежей, детали исполнения которых должны рассматриваться в качестве не ограничения, но только иллюстрирования.
Краткое описание чертежей
Фиг. 1а-с демонстрируют обычную мембрану из материала пластика, имеющую цилиндрические выпуклости, скомпонованные с регулярным шагом, а также сопряженную на нижней стороне со слоем основы в виде нетканого материала в соответствии с предшествующим уровнем техники; в частности, фиг. 1а представляет собой аксонометрический вид для участка упомянутой мембраны, фиг. 1b представляет собой вид в плане, фиг. 1с представляет собой вынесенное сечение по плоскости сечения X1-X1 с фиг. 1b.
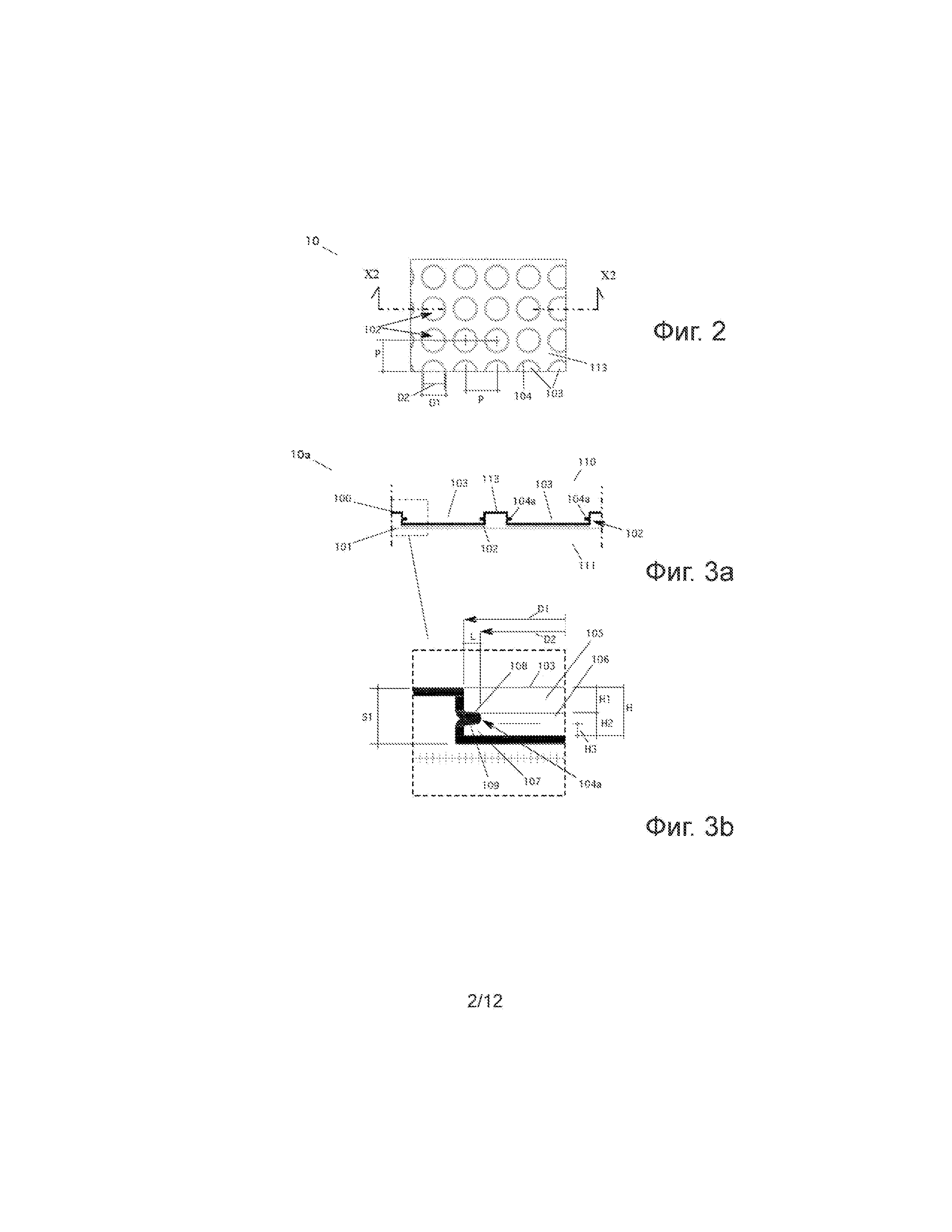
Фиг. 2 демонстрирует вид в плане для участка разделительной мембраны в соответствии с изобретением, имеющей выступы c поднутрениями внутри камеры, которые имеют форму внутренней короны.
Фиг. 3а представляет собой вынесенное сечение по плоскости сечения X2-X2 с фиг. 2, в первом варианте которого внутренняя корона имеет сплющенные кромки; фиг. 3b представляет собой увеличение в отношении упомянутой внутренней короны с фиг. 3а.
Фиг. 4а представляет собой вынесенное сечение по плоскости сечения X2-X2 с фиг. 2, во втором варианте которого внутренняя корона имеет наклонную нижнюю кромку; фиг. 4b представляет собой увеличение в отношении упомянутой внутренней короны с фиг. 3а.
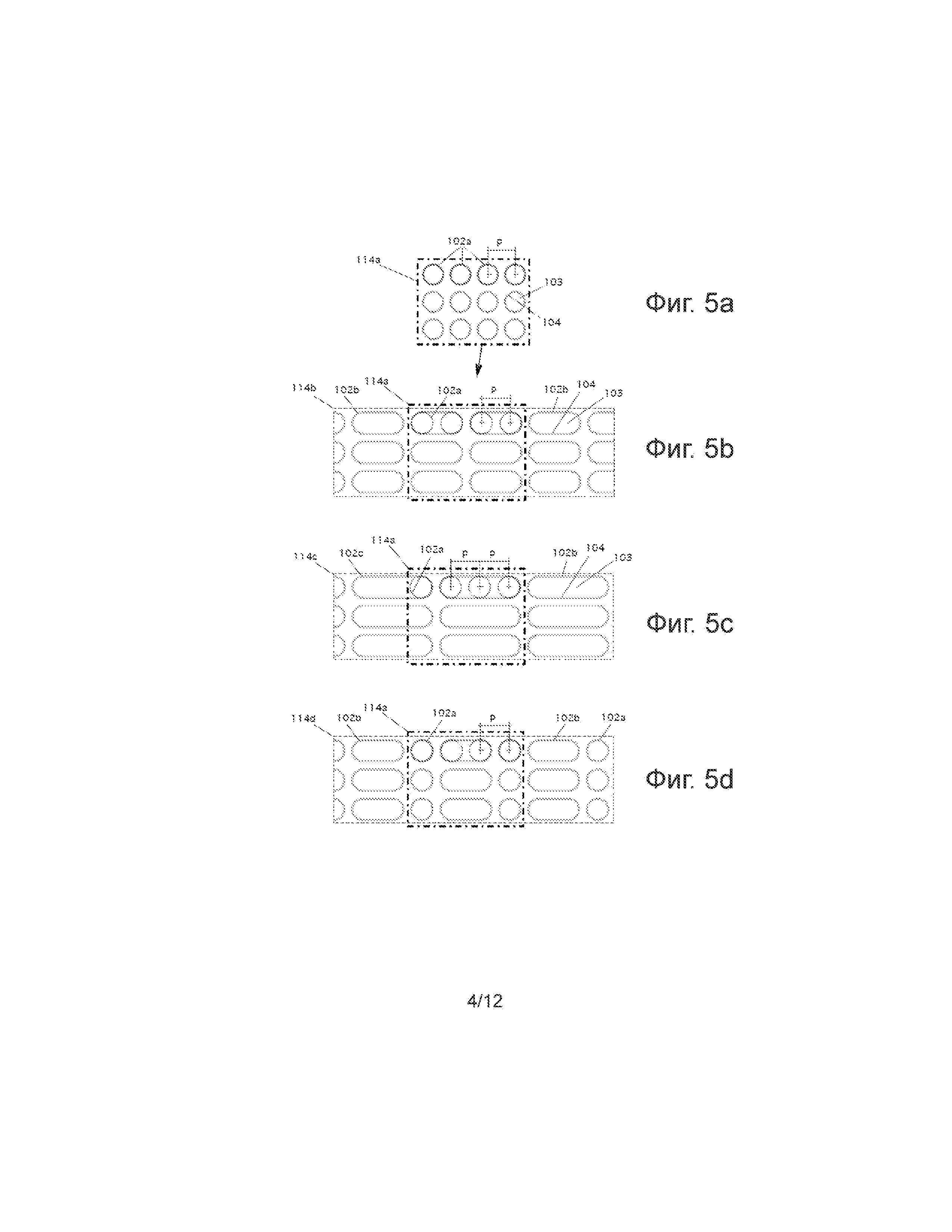
Фиг. 5а-d демонстрируют виды в плане для участков разделительной мембраны с фиг. 2 в различных вариантах конфигурации выпуклостей, в частности, относящихся к базовой конфигурации (фиг. 5а), имеющей индивидуально выровненные цилиндрические выпуклости с постоянным шагом, или даже к исполнению с удвоением (фиг. 5b), утроением (фиг. 5с) или комбинированием (фиг. 5d) и сохраняющих то же самое размещение, как и в упомянутой базовой конфигурации, при этом для облегчения понимания наложены пунктирные линии по периметру цилиндрических выпуклостей.
Фиг. 6а-d демонстрируют виды в плане для участка мембраны с фиг. 5а-b, на которых представлена поверхность контакта между головкой выпуклости и слоем основы на контрасте по отношению к непристающей поверхности.
Фиг. 7а демонстрирует вынесенное сечение для мембраны, сформованной вокруг валика для формования выпуклостей, при этом оно относится к варианту с фиг. 3а; фиг. 7b представляет собой увеличение, относящееся к профилю одной выпуклости.
Фиг. 8а демонстрирует вынесенное сечение для мембраны, сформованной вокруг валика для формования выпуклостей, при этом оно относится к варианту с фиг. 4а; фиг. 8b представляет собой увеличение, относящееся к профилю одной выпуклости.
Фиг. 9 представляет собой упрощенную схему способа придания шероховатости мембране, имеющей выпуклости, в соответствии с настоящим изобретением в зависимости от конфигурации шероховатости.
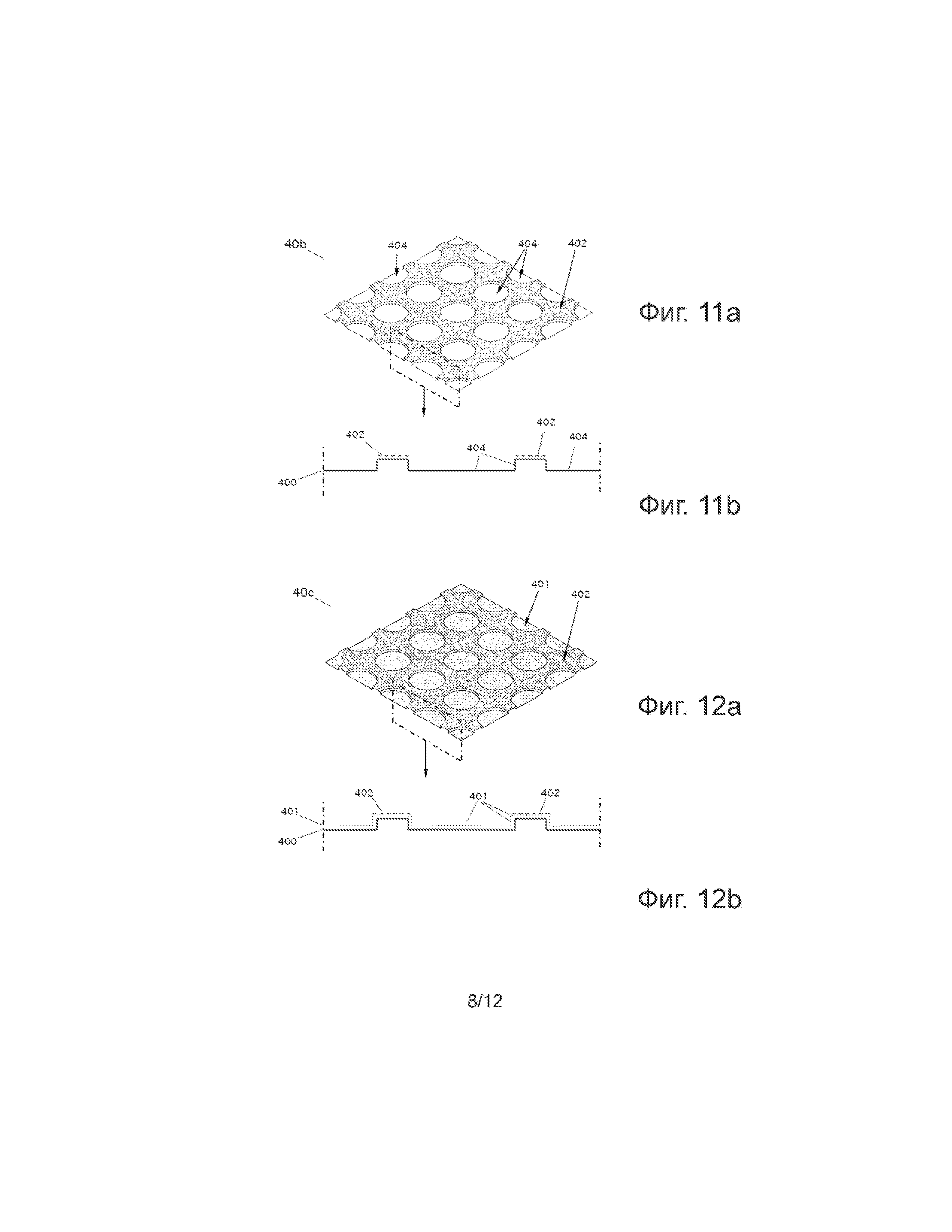
Фиг. 10а-b, 11a-b и 12a-b схематически демонстрируют мембрану, имеющую выпуклости, в версии при наличии шероховатости в соответствии с настоящим изобретением. В частности, фигура 10а представляет собой аксонометрический вид для шероховатой мембраны в первом варианте, имеющем пористую поверхность, при этом фиг. 10b представляет собой вынесенное сечение с фиг. 10а; фиг. 11а представляет собой аксонометрический вид для шероховатой мембраны во втором варианте, имеющем надрезанную поверхность, при этом фиг. 11b представляет собой вынесенное сечение с фиг. 11а; фиг. 12а представляет собой аксонометрический вид для шероховатой мембраны в третьем варианте, имеющем комбинированную пористую и надрезанную поверхность, при этом фиг. 12b представляет собой вынесенное сечение с фиг. 12а.
Фиг. 13а-b описательно изображают увеличенные виды в ортогональных проекциях, соответственно, сверху и в сечении Х3-Х3, относящиеся к участку с размерами 3 × 3 мм в ширину для шероховатой пористой поверхности, как на фиг. 10а-b, в первом варианте имеющей поверхностные микрополости в форме одиночных микропор.
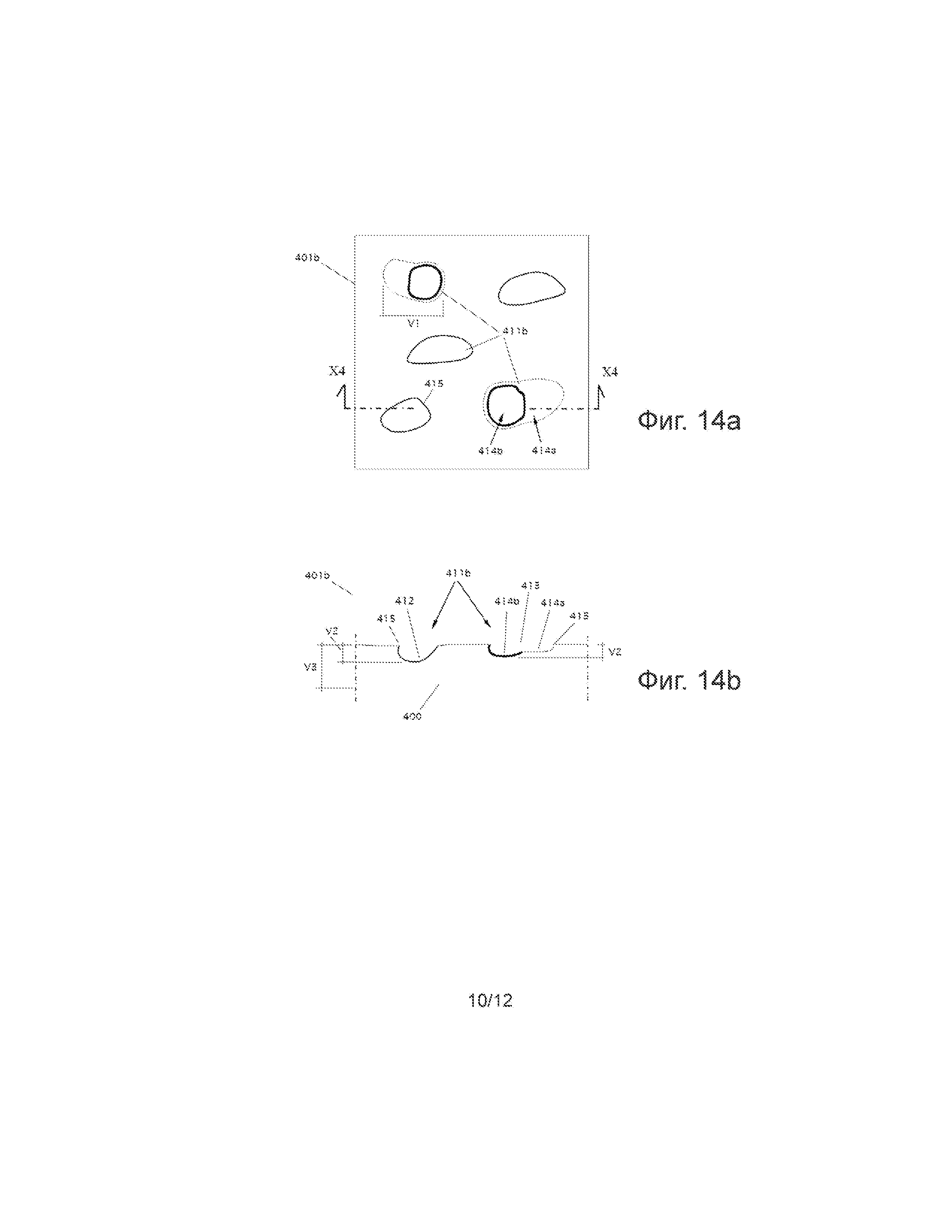
Фиг. 14а-b описательно изображают увеличенные виды в ортогональных проекциях, соответственно, сверху и в сечении Х4-Х4, относящиеся к участку с размерами 3 × 3 мм в ширину для шероховатой пористой поверхности, как на фиг. 10а-b, во втором варианте имеющей поверхностные микрополости в форме сложных пор.
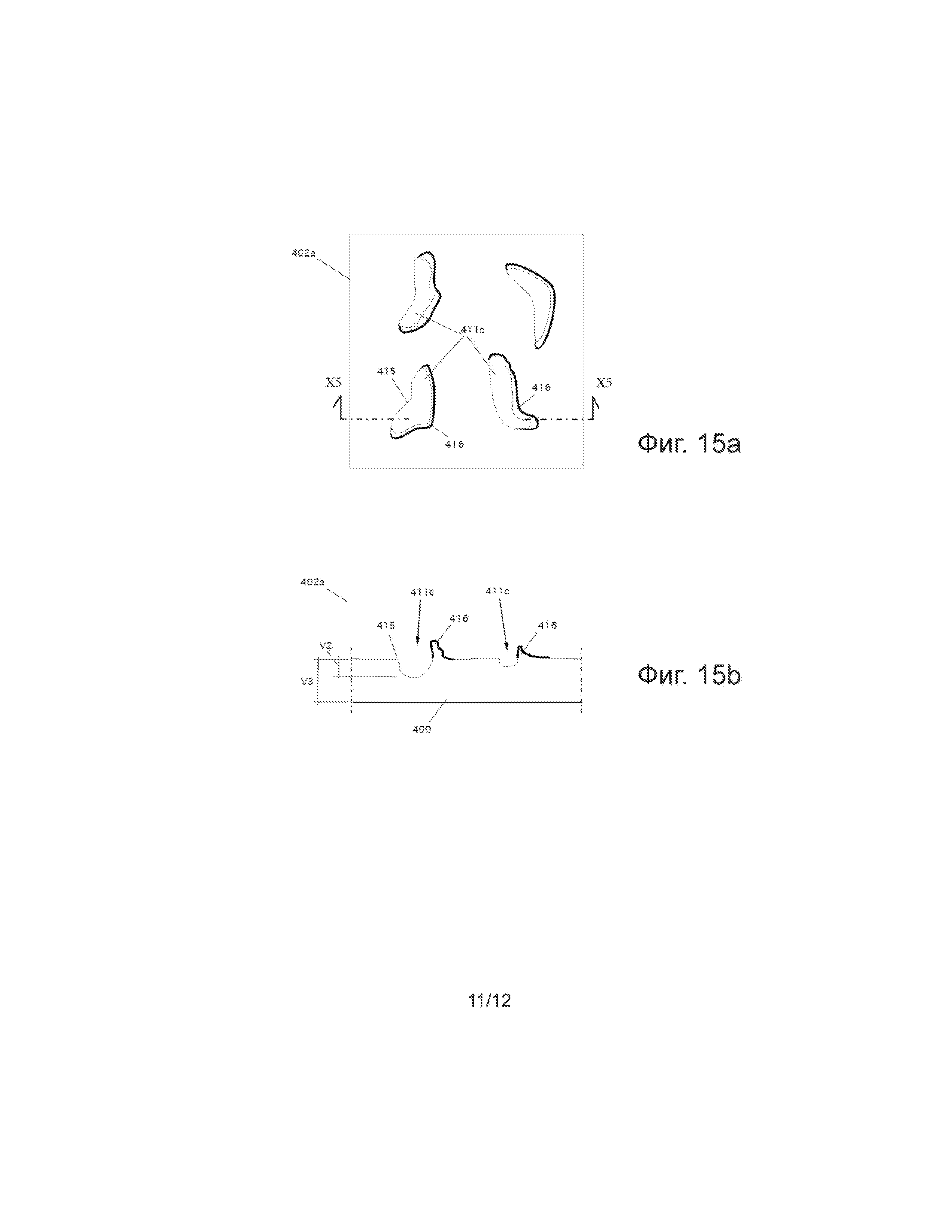
Фиг. 15а-b описательно изображают увеличенные виды в ортогональных проекциях, соответственно, сверху и в сечении Х5-Х5, относящиеся к участку с размерами 3 × 3 мм в ширину для шероховатой надрезанной поверхности, как на фиг. 11а-b, в первом варианте имеющей поверхностные микрополости, полученные в результате обработки щетками, в форме дискретных желобков.
Фиг. 16а-b описательно изображают увеличенные виды в ортогональных проекциях, соответственно, сверху и в сечении Х6-Х6, относящиеся к участку с размерами 3 × 3 мм в ширину для шероховатой надрезанной поверхности, как на фигурах 11а-b, во втором варианте имеющей поверхностные микрополости, полученные в результате шлифования, в форме линейных, удлиненных и параллельных желобков в виде ориентированных пучков.
Осуществление изобретения
Как показано на фигурах (фиг. 2-8), изобретение относится к разделительной мембране (10) для строительства и к промышленному способу ее получения. Структура мембраны относится к известному и обычному типу, при этом она имеет своим происхождением экструдированный лист (100) из материала пластика, снабженный выпуклостями (102), скомпонованными в виде матрицы с регулярным шагом (Р), которые выступают с нижней лицевой поверхности (111), прилегая к несущей конструкции и обеспечивая проникновение слоя клеящей постели, наносимого на верхнюю лицевую поверхность (110), в соответствующие камеры (103), при этом его также сопрягают на нижней стороне в соответствии с предшествующим уровнем техники со слоем основы (101) в виде нетканого материала в целях реализации получения многослойной мембраны, относящейся к разделительному типу. В частности, мембрана (10), предусматриваемая в изобретении, имеет выпуклости (102-3), характеризующиеся конкретной формой и конкретной компоновкой, таким образом, чтобы обеспечить получение улучшенной адгезии на обеих лицевых поверхностях (110-1), что, таким образом, увеличивает захватывание цементного клея для получения большего предела прочности при раздирании и в то же самое время увеличивает площадь поверхности контакта со слоем основы для получения большего сопротивления деламинированию.
В изобретении предусматривается имеющий выпуклости лист (100, 102-3) из материала пластика, такого как полиэтилен, полипропилен или их смеси; упомянутый слой основы (101) предпочтительно представляет собой нетканый материал из полипропилена, относящийся к типу, называемому материалом, полученным в результате скрепления прядением или гидросплетения. Толщина экструдированного листа прямопропорциональна его массе, которая может находиться в диапазоне от 350 до 1000 г/м2; в частности, согласно наблюдениям массе 0,9 г/м2 соответствует более-менее толщина 1 микрометр, поэтому случай предпочтительной, но неограничивающей конфигурации экструдированного продукта в 500 г/м2 по массе соответствует толщине, составляющей приблизительно 550 микрометров. Совокупная толщина (S1) имеющего выпуклости листа (100), включающая выступающие выпуклости и толщину самого листа, предпочтительно составляет 3 мм; однако, в случае конкретных областей применения она может быть большей, находясь в диапазоне, например, от 5 мм вплоть до 7 мм.
Если говорить более подробно о том, что касается конкретного элемента удерживания клея, относящегося к цементному типу, то в изобретении (фиг. 2, 3а-b, 4a-b) предусматривается снабжение камер (103), полученных на верхней лицевой поверхности (110) от выпуклостей (102), внутренней короной (104), имеющей постоянную ширину (L), составляющую, по меньшей мере, 0,8 мм, а предпочтительно 1 мм, которая исполняет функцию элемента удерживания с поднутрением, и которая подобно шейке (D2) разделяет внутреннее пространство камеры (103, Н) на, по меньшей мере, два отсека (105-6). Первый отсек (105) является цилиндрическим, имеет диаметр (D1) 20 мм, глубину (Н1) в диапазоне от 1/3 до 1/2 от совокупной глубины (Н) камеры (103) в целях облегчения поступления цементного клея и облегчения полного заполнения камеры (103, 105-6), исполнения функции воронки и увеличения поверхности контакта; второй отсек (106) образован при использовании шейки (D2) в соответствии с упомянутой внутренней короной (104) и при использовании лежащего ниже и цилиндрического (D1) уширения (107), которое упрощает удерживание схватившегося клея, при этом глубина (Н2), дополнительная для глубины (Н1), находится в диапазоне от 1/2 до 2/3 от упомянутой совокупной глубины (Н). При этом упомянутое уширение (107) имеет глубину (Н3), равную, по меньшей мере, 1/6 от упомянутой совокупной глубины (Н). Причем все вышеуказанные значения рассматриваются при наличии допуска +/- 10%.
В частности, упомянутую внутреннюю корону (104) получают во время придания выпуклостей экструдированному листу в соответствии с описанием изобретения в следующем далее изложении, проводя его форсированную подачу на каждый выступ (201а-b) формующего валика (200), где данный выступ по бокам снабжают прорезями (203) таким образом, чтобы получить две сложенные кромки, соединенные друг с другом, которые выступают в направлении внутреннего пространства камеры (103). В первом варианте (10а) упомянутая внутренняя корона имеет сплющенные кромки (108-9), то есть, другими словами, сжатые параллельным образом одна поверх другой в по существу перпендикулярном направлении по отношению к боковым стенкам камеры (фиг. 3а-b, 7a-b); во втором варианте (10b) упомянутая внутренняя корона имеет нижнюю кромку (109), наклоненную под углом 45° по отношению к верхней кромке (108), что оставляет упомянутое лежащее ниже уширение (107, D1), имеющее глубину (Н3), равную, по меньшей мере, 1/6 от упомянутой совокупной глубины (Н) в соответствии с представленным выше описанием изобретения (фиг. 4а-b, 8a-b). При этом все вышеупомянутые значения рассматриваются при наличии допуска +/- 10%.
Если говорить более подробно о том, что касается совокупного увеличения поверхности контакта (112) со слоем основы (101), растянутым ниже упомянутого листа (100), то согласно наблюдениям упомянутые выпуклости относятся к цилиндрическому типу, имеют больший диаметр (D1) 20 мм и скомпонованы в виде матрицы с постоянным шагом (Р) 26 мм; при этом такие значения рассматриваются при наличии допуска +/- 10%. Данным образом получают площадь поверхности контакта (112) между листом и слоем основы (101) в соответствии с головками выпуклостей, которая является большей по отношению к известным и обычным конфигурациям, являясь, по меньшей мере, равной 50% от совокупной площади лицевой поверхности. Для целей изобретения, в частности, предусматривается нахождение упомянутой площади поверхности контакта в диапазоне от 50% до 75% от совокупной площади лицевой поверхности, где такие значения получают в результате варьирования упомянутой базовой конфигурации (114а) (фиг. 5а), имеющей индивидуально выровненные цилиндрические выпуклости, то есть, другими словами, в результате группирования в группы при исполнении с удвоением (114b) (фиг. 5b), утроением (114с) (фиг. 5с) или комбинированием (114d) (фиг. 5d) из одиночных и сгруппированных компоновок, хотя при этом всегда при сохранении той же самой расстановки, как и в упомянутой базовой конфигурации. Некоторые примеры нанесения представлены ниже.
В первом примере нанесения, соответствующем базовой конфигурации изобретения (10), (фиг. 2, 5а) предусматриваются выпуклости (102-3), относящиеся к цилиндрическому типу с двумя диаметрами (D1, D2), при этом внешний цилиндр (D1) включает упомянутую внешнюю корону (104, D2), которая подразделяет камеру (103) на два описанных выше отсека (105-6). Предпочтительно имеющий выпуклости лист (100) получают из полимера ПЭВП при совокупной толщине (S1), составляющей приблизительно 3 мм, большем диаметре (D1) выпуклостей 20 мм и шаге (Р) 26 мм; при этом упомянутый лист также подвергают термическому сопряжению со слоем основы (101) в виде нетканого материала из полипропилена при площади поверхности контакта, составляющей 50% от совокупной лицевой поверхности. Упомянутая внутренняя корона (104) предпочтительно, но не исключительно может быть получена в упомянутых двух вариантах (10а-b) в соответствии с описанием изобретения в следующем далее изложении.
В качестве одного неисчерпывающего примера в первом варианте выпуклости (10а) упомянутый первый отсек (105) имеет глубину (Н1), равную 1/3 от совокупного значения (Н), упомянутый второй отсек (106) имеет глубину (Н2), равную 2/3 от совокупного значения, и включает уширение (107), имеющее глубину (Н3), равную приблизительно одной трети от совокупного значения; данным образом экспериментально было получено значение сопротивления деламинированию между слоем основы и листом 0,30 н/мм, а также было получено значение начальной адгезии с цементным клеем 0,25 н/мм2. Кроме того, во втором варианте (10b) упомянутый первый отсек имеет глубину (Н1), равную 1/2 от совокупного значения (Н), упомянутый второй отсек имеет глубину (Н2), равную 1/2 от совокупного значения, при этом уширение (107) имеет глубину (Н3), равную приблизительно 1/6 от совокупного значения; данным образом в равной степени было получено значение сопротивления упомянутому деламинированию 0,30 н/мм, а также было получено значение упомянутой начальной адгезии 0,25 н/мм2.
В одном варианте варианта осуществления (114b) в отношении упомянутой базовой конфигурации (114а) (фиг. 5b, 6a) предусматривается группирование двух примыкающих цилиндрических выпуклостей, то есть, другими словами, замена одиночных выпуклостей парами в форме удлиненных выпуклостей, относящихся к овальному типу, при попарной компоновке и том же самом размещении. При вычислении площади поверхности, соответствующей головке упомянутых сгруппированных выпуклостей, судя по процентной доле получают площадь поверхности контакта (112), увеличенную до величины в диапазоне от 50% до 66% по отношению к совокупной площади поверхности.
В еще одном варианте варианта осуществления (114с) (фиг. 5с, 6b) предусматривается группирование трех примыкающих цилиндрических выпуклостей, то есть, другими словами, замена одиночных выпуклостей группами с утроением в форме дополнительно удлиненных выпуклостей, относящихся к овальному типу, при строенной компоновке и том же самом размещении. При вычислении площади поверхности, соответствующей головке упомянутых сгруппированных выпуклостей, судя по процентной доле получают площадь поверхности контакта, увеличенную до 72% по отношению к совокупной площади поверхности.
В одном дополнительном варианте варианта осуществления (114d) (фиг. 5d, 6c-d) предусматривается комбинирование упомянутых конфигураций из сгруппированных выпуклостей, по две или по три, при чередовании их с одиночными выпуклостями и том же самом размещении. При использовании данного решения в выгодном случае получают значение упомянутого сопротивления деламинированию 0,40 н/мм, а также получают значение упомянутой начальной адгезии 0,35 н/мм2.
В еще одном варианте изобретения в целях дополнительного увеличения адгезии предусматривается придание шероховатости, по меньшей мере, одной лицевой поверхности упомянутого листа, имеющего выпуклости, при использовании поверхностных микрополостей, которые раскрыты в направлении внешней стороны поверхности таким образом, чтобы обеспечить захватывание, относящееся к широко распространенному типу, и реализацию получения, по меньшей мере, одной из следующих далее конфигураций шероховатости мембраны: при наличии пористой или надрезанной поверхности.
Способ промышленного получения описанной выше разделительной мембраны включает следующие далее рабочие фазы: экструдирование материала исходного сырья таким образом, чтобы получить тонкий лист (100), при этом упомянутый материал исходного сырья состоит из, по меньшей мере, одного термопластического полимера или смеси из полимеров; после этого формование упомянутого листа при оборачивании вокруг формующего валика (200), относящегося к типу, имеющему выпуклости, то есть, другими словами, снабженному выступами (201), скомпонованными в виде матрицы с постоянным шагом (Р) и при высоте в диапазоне от 2,5 мм до 7 мм, а предпочтительно таким образом, чтобы получить совокупную толщину листа (S1) 3 мм; в конце формования сопряжение на нижней стороне (111) упомянутого листа (100) со слоем основы (101) в виде нетканого материала, относящегося к типу, называемому материалом, полученным в результате скрепления прядением. Как это предусматривается в изобретении в целях получения упомянутых выпуклостей (102), относящихся к цилиндрическому типу с двумя диаметрами (D1, D2), которые также включают конкретную описанную выше внутреннюю корону (104, L), каждый выступ (201) валика (200) в боковом направлении включает основную прорезь (202), имеющую форму непрерывной полости и перпендикулярную боковым стенкам выпуклости, которая предназначена для складывания листа (100) при проведении форсированной подачи при его формовании таким образом, чтобы реализовать получение двух сложенных кромок (108, 109), соединенных с поднутрением, которые выступают в направлении внутренней стороны камеры (103) в упомянутом первом варианте (10а) или в упомянутом втором варианте (10b) конфигурации упомянутой внутренней короны (104). При этом упомянутая основная прорезь предпочтительно имеет ширину (L) 1 мм и высоту, по меньшей мере, равную двукратной толщине листа.
В первом варианте варианта осуществления выступа (201а) упомянутую основную прорезь (202а) конфигурируют при использовании прямоугольного сечения таким образом, чтобы получить упомянутую внутреннюю корону (104), имеющую кромки (108-9), сплющенные одна поверх другой, то есть, другими словами, сжатые в горизонтальном направлении, а именно, по существу параллельно внешней поверхности валика (фиг. 3а-b, 7a-b).
Во втором варианте варианта осуществления (200b) упомянутую основную прорезь (202b) конфигурируют при использовании треугольного сечения, имеющего нижнюю лицевую поверхность, наклоненную под углом 45°, таким образом, чтобы получить внутреннюю корону (104), имеющую нижнюю кромку (109), наклоненную под углом 45° по отношению к верхней кромке (108), которая является по существу параллельной упомянутому валику (фиг. 4а-b, 8a-b).
Предпочтительно каждый выступ (201) валика также имеет вторичную прорезь (203), имеющую форму тонкой и непрерывной полости и расположенную в боковом направлении в основании выступа, которая по существу уменьшает участок присоединения выступа к валику. Упомянутая вторичная прорезь предназначена для облегчения проведения операций формования в основании выпуклости (102), делая возможным самоадаптирование листа (100) для формования в результате деформирования и расширения.
Упомянутые прорези (202-3) подразделяют выступ (201) на четыре основных участка (204-7) (фиг. 3а-b, 4a-b, 7a-b, 8a-b):
- первый участок (204) является цилиндрическим и находится в соответствии с вторичной прорезью (203);
- второй участок (205) является цилиндрическим и соответствует большему диаметру (D1) выпуклости (102); при этом упомянутые первый и второй участки (204-5) формируют упомянутый верхний отсек выпуклости (102, Н1);
- третий участок (206) является в альтернативных вариантах цилиндрическим (206а, D2) или имеющим форму усеченного конуса (206b) и находится в соответствии с упомянутой первичной прорезью (202) для получения, соответственно, упомянутой внутренней короны в двух описанных выше вариантах вариантов осуществления (104а-b);
- четвертый участок (207) является цилиндрическим (D1) и соответствует большему диаметру (D1) выпуклости на уширении (107, Н3), лежащем ниже упомянутой внутренней короны (104); при этом упомянутые третий и четвертый участки (206-7) формируют упомянутый нижний отсек выпуклости (106, Н2).
Если говорить более подробно о том, что касается упомянутых четырех основных участков, то:
- упомянутый первый участок является цилиндрическим, имеет диаметр в диапазоне от 13 мм до 18 мм и высоту 0,5 мм;
- упомянутый второй участок является цилиндрическим, имеет диаметр 20 мм и высоту в диапазоне от 0,5 мм до максимальной высоты, равной 1/2 от совокупной высоты;
- упомянутый третий участок является в альтернативных вариантах цилиндрическим, имеющим диаметр 18 мм и высоту, равную двукратной толщине листа (100), или имеет форму усеченного конуса, имеющего наклон 45°, начиная от 18 мм вплоть до 20 мм в направлении упомянутого четвертого участка;
- упомянутый четвертый участок является цилиндрическим, имеет диаметр 20 мм и максимальную высоту, равную 1/6 от совокупной высоты выступа.
Кроме того, описывается промышленный способ (30а-с) получения шероховатой мембраны, при этом упомянутый способ является подходящим для использования в отношении любой имеющей выпуклости мембраны (40а, 40b, 40c) (фиг. 10-16), состоящей из экструдированного листа из материала пластика и сформованного при оборачивании вокруг оборудования в виде валика, имеющего выпуклости, и являющейся в особенности хорошо подходящей для использования в качестве описанной выше разделительной мембраны (10а, 10b) (фиг. 2-8), то есть, другими словами, в соответствии с изобретением; как это необходимо отметить, упомянутый способ (30а-с) также может быть использован для придания шероховатости любой конфигурации имеющей выпуклости мембраны в соответствии с, по меньшей мере, одной лицевой поверхностью листа из пластика. Если также обратиться и к схематическим фигурам (фиг. 9-16), прилагающимся только в иллюстративных целях, то упомянутый способ (30а-с) делает возможным выгодное получение шероховатой мембраны (10а-b, 40a-c), имеющей специальные придающие шероховатость поверхностные микрополости (411а-d), которые раскрыты наружу таким образом, чтобы реализовать получение микрозахватывания, относящегося к широко распространенному типу, например, для облегчения адгезии цементного клея; упомянутые поверхностные микрополости, имеющие глубину, большую, чем 35 микрометров, образуют одну из следующих далее конфигураций шероховатости: при наличии пористой поверхности (40а, 401) (фиг. 10а-b), при наличии надрезанной поверхности (40b, 402) (фиг. 11а-b) или при наличии комбинированной поверхности (40с, 401-2) (фиг. 12а-b).
В упомянутой первой конфигурации (фиг. 10а-b) шероховатость мембраны (40а) формируется при наличии пористой поверхности (401), где микрополости относятся к типу, имеющему поры (411а-b), сформированные при использовании пузырьков газа, который в выгодном случае содержится в материале, составляющем лист, и который выходит наружу контролируемым образом во время производственных фаз таким образом, чтобы оставлять в материале определенные лакуны, имеющих форму кратеров (412-3) и распределенных случайным образом при гомогенной плотности распределения по всей площади лицевой поверхности, а также в камерах (406). В упомянутой второй конфигурации (фиг. 11а-b) шероховатость мембраны (40b) формируется при использовании надрезанной поверхности (402), где микрополости относятся к типу, имеющему надрезы (411с-d), механически полученные в соответствии с участками невыступающей поверхности шероховатой лицевой поверхности, то есть, другими словами, на основной части внешней поверхности и не внутри камер, а именно, на не имеющих выпуклостей частях листа. В упомянутой третьей конфигурации (фиг. 12а-b) шероховатость мембраны (40с) формируется при использовании комбинированной поверхности (401-2), где одновременно имеются как упомянутая пористая поверхность (401), так и упомянутая надрезанная поверхность (402); в данном случае упомянутые микрополости с надрезами (411с-d) механически получают на поверхности, которая уже имеет упомянутые микрополости с порами (411а-b).
Говоря вкратце, упомянутый способ (30а-с) предусматривает осуществление следующих далее рабочих фаз: экструдирование материала исходного сырья таким образом, чтобы получить лист (400), при этом упомянутый материал исходного сырья состоит из, по меньшей мере, одного термопластического материала или смеси из полимеров; после этого формование упомянутого листа (400) при оборачивании вокруг оборудования в виде имеющего выпуклости валика, снабженного выступами, скомпонованными в виде регулярной матрицы таким образом, чтобы получить мембрану, имеющую выпуклости, (405); необязательно реализация получения сопряжения с нетканым материалом на лицевой поверхности, где шероховатость не предусматривается; и где, в частности, в способе в зависимости от каждой из упомянутых конфигураций шероховатости (40а-с) (фиг. 9) предусматриваются:
- получение упомянутой первой конфигурации шероховатости (40а), способ (30а) предусматривает соединение с материалом пластика, до экструдирования, добавки, производящей определенный газ, который выходит наружу во время фазы формования, при этом упомянутая добавка представляет собой в альтернативных вариантах минеральный наполнитель или пенообразователь;
- получение упомянутой второй конфигурации шероховатости (40b), способ (30b) предусматривает после формования при оборачивании вокруг валика, имеющего выпуклости, прохождение листа, имеющего выпуклости, через несколько валиков для термического кондиционирования, где также имеются определенные средства привода, которые проводят форсированную подачу при перепускании его на рабочую поверхность под вращающимися средствами, которые предназначены для его механического надрезания, при этом упомянутые вращающиеся средства относятся в альтернативных вариантах к типу, включающему обработку щетками или шлифование;
- получение упомянутой третьей конфигурации шероховатости (40с), способ (30с) предусматривает комбинирование упомянутых способов (30а-b) при механической реализации получения упомянутых микрополостей, относящихся к типу, имеющему надрезы (402а-b, 411c-d, 40b) на поверхности, которая уже имеет упомянутые микрополости с порами (401а-b, 411a-b, 40a).
Если говорить более подробно о том, что касается осуществления способа (30а) для получения упомянутой первой конфигурации (40а) при наличии пористой шероховатой поверхности (401), то предусматриваются:
- в первом варианте (401а) (фиг. 13а-b) добавление к материалу пластика некоторых частиц минерального наполнителя нанометровых размеров, где 99% частиц имеют диаметр, меньший, чем 50 микрометров, в количестве в диапазоне от 1% до 20% от совокупного материала исходного сырья и при влажности, меньшей, чем 0,5%; где упомянутый минеральный наполнитель представляет собой карбонат кальция;
- во втором варианте (401b) (фиг. 14а-b) добавление к материалу пластика количества пенообразователя в диапазоне от 0,25% до 2% от совокупной смеси материала исходного сырья, при этом упомянутый пенообразователь компатибилизируют с упомянутой матрицей из пластика таким образом, чтобы на момент экструдирования он вступал бы в реакцию с атмосферой; и где упомянутое количество пенообразователя формирует шероховатую мембрану, относящуюся к водонепроницаемому типу; где упомянутый пенообразователь относится в альтернативных вариантах к: типу азодикарбамида в матрице из полиэтилена при 0,5% (масс.) при экструдировании полимера ПЭВП при 500 г/м2 или типу продукта Hostatron AEL 601 в матрице из полиэтилена при 1,5% (масс.) при экструдировании полимера ПЭВП при 600 г/м2;
- в одном дополнительном варианте по отношению к предшествующему добавление к материалу пластика количества пенообразователя в диапазоне от 2% до 5% от совокупной смеси материала исходного сырья таким образом, чтобы получить шероховатую мембрану, относящуюся к проницаемому и микроперфорированному типу; где упомянутый пенообразователь относится в альтернативном варианте к типу продукта Hostatron AEL 601 в матрице из полиэтилена при 2,5% (масс.) при экструдировании полимера ПЭВП при 600 г/м2.
Если говорить более подробно о том, что касается осуществления способа (30b) для получения упомянутой второй конфигурации (40b) при наличии надрезанной шероховатой поверхности (402), то предусматривается нижеследующее:
- в первом варианте (402а) (фиг. 15а-b) упомянутые вращающиеся средства предназначаются для обработки щетками, относящейся к типу, имеющему вращающийся вал, покрытый металлическими щетками, которые действуют таким образом, чтобы проводить надрезание при формировании упомянутых микрополостей в форме дискретных желобков (411с); где устье (415) упомянутых дискретных желобков (411с) имеет в основном круглую и/или овализованную и/или неправильную многоугольную форму, глубину (V2) в диапазоне от 35 микрометров до 200 микрометров и ширину (V1), которая находится в диапазоне от 1 мм до 2 мм при измерении по диагонали в направлении обработки щетками и в диапазоне от 0,5 мм до 1 мм при измерении по диагонали в направлении, перпендикулярном ему; где упомянутый вал снабжают упомянутыми щетками по всей его ширине, и где металлические щетинки, которые их составляют, разнесены друг от друга на величину в диапазоне от 2,5 мм до 5 мм, при скорости вращения вала, большей, чем 1000 оборот/минута, при одновременном продвижении продукта с линейными скоростями 3 метр/минута; где удаленная крошка (416) из каждой из упомянутых микрополостей (411с), полученных в результате обработки щетками, может быть в альтернативных вариантах оставлена, то есть, другими словами, она, выступая, соединяется с устьем (415) для увеличения морщинистости поверхности, или может быть удалена;
- во втором варианте (402b) (фиг. 16а-b) упомянутые вращающиеся средства предназначены для шлифования, относясь к типу ленточно-шлифовального станка и будучи скомпонованными последовательно таким образом, чтобы проводить надрезание упомянутого листа на глубину (V2), меньшую, чем 100 микрометров, при получении множества микрополостей (411d) в основном в форме удлиненных желобков, ориентированных в, по меньшей мере, двух различных направлениях для получения сеткообразной геометрии, где шаг (V4) между двумя последовательными и параллельными желобками находится в диапазоне от 0,1 мм до 0,2 мм, а угол (β) между первичным направлением (417а) и вторичным направлением (417b) находится в диапазоне от 15° до 90°.
Если говорить более подробно о том, что касается упомянутой пористой поверхности (401), полученной при использовании описанного выше способа, то первая версия (401а) характеризуется признаком наличия поверхностных микрополостей (411а), имеющих форму одиночных микропор, имеющих кратер (412), характеризующийся наличием устья (415), имеющего в основном круглую форму, ширины (V1), меньшей, чем 200 микрометров, и глубины (Р), меньшей, чем 95 микрометров; при этом упомянутые поверхностные микрополости (411а) реализуют получение шероховатой мембраны, имеющей пористый внешний вид и относящейся к водонепроницаемому типу, (фиг. 13а-b).
Кроме того, во второй версии (401b) упомянутая пористая поверхность имеет поверхностные микрополости (411b), имеющие форму сложных пор, также имеющих кратеры, относящиеся к одиночному типу (412) и множественному типу (413); и где упомянутые кратеры, относящиеся к множественному типу, (413) включают, по меньшей мере, два субкратера (414a-b), соединенные друг с другом, образующие взаимные пересечение и/или включение; и где упомянутые кратеры, относящиеся к множественному типу, (413) имеют ширину (V1), меньшую, чем 300 микрометров, и глубину (V2), которая является переменной в зависимости от типа и количества газа, который вышел наружу из материала, и которая также является переменной в зависимости от режимов производства; и где упомянутые поверхностные микрополости (411b) реализуют получение шероховатой мембраны, имеющей пористый внешний вид, которая будет относиться к водонепроницаемому типу в случае упомянутой глубины (V2), меньшей, чем толщина (V3) листа, или относиться к проницаемому и микроперфорированному типу в случае их сквозной проходимости, то есть, другими словами, раскрытости также и на нижней лицевой поверхности (410) (фиг. 14а-b).
Если говорить более подробно о том, что касается упомянутой надрезанной поверхности (402), полученной при использовании описанного выше способа, то в первой версии (402а) она имеет поверхностные микрополости (414с), которые получают механически в результате обработки щетками, где упомянутые поверхностные микрополости (414с) имеют форму дискретных желобков, при этом устье (415) имеет в основном круглую и/или овализованную и/или неправильную многоугольную форму, глубину (V2) в диапазоне от 50 микрометров до 200 микрометров и ширину (V1) в диапазоне от 0,5 мм до 2 мм; при этом упомянутые поверхностные микрополости (411с) реализуют получение шероховатой мембраны (40с), относящейся к водонепроницаемому типу, имеющему морщинистый внешний вид. Кроме того, как это предусматривается, упомянутые поверхностные микрополости (411с) могут иметь на внешней стороне соответствующую удаленную крошку (416), которая остается соединенной с поверхностью в соответствии с устьем (415) без полного удаления; поэтому в данном случае получают шероховатую мембрану, относящуюся к водонепроницаемому типу, имеющую морщинистый внешний вид, а также характеризующуюся улучшенным захватыванием (фиг. 15а-b).
Кроме того, во второй версии (402b) упомянутая надрезанная поверхность имеет поверхностные микрополости (411d), имеющие форму линейных, удлиненных и ориентированных желобков, ассимилируемых до непрерывных желобков, которые получают механически в результате шлифования; поверхностные микрополости (411d) распределяются правильным образом, будучи параллельными и сгруппированными в пучки (418а-b), при этом упомянутые пучки (418а) ориентируются, по меньшей мере, в соответствии с первичным направлением шлифования (417а), а также пересекаются другими пучками (418b), соответствующими вторичному направлению (417b), которое пересекает упомянутое первичное направление (417а) под относительным углом (α), который находится в диапазоне от 15° до 90°. Глубина (V2) упомянутых поверхностных микрополостей (411d) находится в диапазоне от 100 микрометров до 500 микрометров; шаг (V4) между двумя параллельными и последовательными микрополостями (411d) пучка (418а-b) находится в диапазоне от 0,1 мм до 0,2 мм. Упомянутые поверхностные микрополости (411d) реализуют получение шероховатой мембраны, относящейся к водонепроницаемому типу, имеющему морщинистый внешний вид, (фиг. 16а-b).
В частности, согласно наблюдениям упомянутые поверхностные микрополости, относящиеся к типу, имеющему надрезы (402, 411с-d), получаются механически в соответствии с внешними поверхностями и вступают в контакт с режущим оборудованием, то есть, другими словами, в соответствии с неэкструдированными участками поверхности внешней стороны лицевой поверхности камер (406) (фиг. 11а-b).
В альтернативной конфигурации предусматривается получение упомянутых поверхностных микрополостей (411а-d) как на верхней лицевой поверхности (409), так и на нижней лицевой поверхности (410) листа (400). В частности, в случае комбинированных пористых и надрезанных поверхностей согласно наблюдениям на нижней лицевой поверхности получают упомянутые поверхностные микрополости, относящиеся к типу, имеющему надрезы (411с-d), только в соответствии с головками (408) упомянутых выпуклостей (405), то есть, другими словами, на поверхностях, которые вступают в контакт с режущим оборудованием.
Кроме того, что касается упомянутой пористой поверхности (401), полученной при использовании описанного выше способа, то согласно наблюдениям упомянутые микрополости (411), относящиеся к типу, имеющему поры (411а-b), получают при использовании пузырьков газа, который содержится в материале листа и выходит наружу контролируемым образом в ходе производственного способа, оставляя в материале определенные лакуны, имеющие форму маленьких кратеров (412-3) и распределенные случайным образом при гомогенной плотности по всей площади лицевой поверхности (409), а также внутри камер (406) (фиг. 10а-b). Для данной цели в первом варианте (401а) придания шероховатости при использовании пор, где упомянутые поверхностные микрополости (411а) имеют форму микропор (фиг. 13а-b), предусматривается использование в материале исходного сырья некоторых минеральных добавок, которые также называются минеральными наполнителями, предпочтительно карбоната кальция; собственно говоря, как это продемонстрировали эксперименты, использование минерального наполнителя в рабочих условиях, предусматриваемых в изобретении, приводит к получению шероховатой поверхности, имеющей поры малого размера, имеющие в общем случае круглую поверхность. С другой стороны, во втором варианте (401b) придания шероховатости при использовании пор, в котором упомянутые поверхностные микрополости (411b) имеют форму сложных пор с кратерами, относящимися к одиночному типу (412), а также множественному типу (413), предусматривается использование в материале исходного сырья определенных пенообразователей; собственно говоря, как это продемонстрировали эксперименты, использование пенообразователя в рабочих условиях, предусматриваемых в изобретении, приводит к получению шероховатой поверхности, имеющей сложные поры более крупного размера по отношению к микропорам из предшествующего варианта как в связи с площадью, так и в связи с глубиной (V2) каждого кратера, также соединенные с образованием субкратеров (414а-b). Кроме того, согласно наблюдениям в случае многочисленности упомянутых субкратеров и их соединения друг с другом внутри одной и той же микрополости соответствующий кратер (413) будет иметь на внутренней стороне пенообразную структуру материала.
Если говорить более подробно о том, что касается упомянутого первого варианта (401а) придания шероховатости при использовании пор (фиг. 13а-b), то предусматривается добавление к материалу пластика определенных частиц минерального наполнителя, предпочтительно карбоната кальция, нанометровых размеров, то есть, другими словами, при этом 99% частиц имеют диаметр, меньший, чем 50 микрометров, и присутствуют в количестве в диапазоне от 1% до 20% от совокупного материала исходного сырья, а также характеризуются низкой влажностью, то есть, другими словами, меньшей, чем 0,5%. В частности, согласно наблюдениям при нарастании количества упомянутого минерального наполнителя вплоть до максимума в 20% от совокупного материала исходного сырья получают поверхностные поры, имеющие нарастающий диаметр, то есть, другими словами, вплоть до 200 микрометров, и глубину (V2) вплоть до 50 микронов; по существу упомянутые поверхностные поры получают вследствие относительной влажности, присутствующей в карбонате кальция. Данное явление в выгодном случае может быть использовано для целей изобретения в результате не дегазирования расплавленного материала во время эструдирования, но обеспечения, и на момент отливки из экструзионной головки, распределения гомогенным образом газовых микропузырьков в соответствии с поверхностью валика и после этого их выхода наружу естественным образом при оставлении на всей затвердевшей поверхности мембраны соответствующих микрополостей в форме микропор.
Если говорить более подробно о том, что касается упомянутого второго варианта (401b) придания шероховатости при использовании пор (фиг. 14а-b), то предусматривается введение в смесь из материалов пластиков во время экструдирования пенообразователя, компатибилизированного с матрицей из пластика, который на момент экструдирования вступает в реакцию с атмосферой. В общем случае в качестве известных могут быть рассмотрены различные пенообразующие вещества, органические или неорганические, которые используют для производства продуктов из полимеров низкой плотности; такие вещества сразу после достижения температуры реакции расширяются экзотермическим и необратимым образом, высвобождая газ, который образует в продуктах из материала пластика пенообразной структуры.
Как это, в частности, продемонстрировали эксперименты для целей изобретения, в результате использования такой вспенивающей системы непосредственно во время экструдирования при использовании щелевой экструзионной головки для мембран, то есть, другими словами, в результате добавления к смеси из материалов исходного сырья количества пенообразователя в диапазоне от 0,25% до 2% от совокупного материала исходного сырья, получают экструдированный водонепроницаемый лист, относящийся к шероховатому типу и характеризующийся присутствием микрополостей, объем и концентрация которых прямопропорциональны процентному уровню содержания использующегося пенообразователя. Также согласно наблюдениям при дозировании в более значительных количествах пенообразователь может привести к производству экструдированного проницаемого листа, в котором полости, созданные в результате расширения, проходят насквозь; собственно говоря, добавление в количестве в диапазоне от 2% до 5% делает возможным получение микроперфорированного экструдированного листа, который будет эффективным в качестве разделительной мембраны для внутреннего использования или даже для внешнего использования, если стратиграфия предусматривает вставление дренажного и водонепроницаемого элемента под стяжку.
В первом примере производства упомянутого второго варианта (401b) придания шероховатости при использовании пор в особенности хорошо подходящим для использования в изобретении является пенообразователь, относящийся к типу азодикарбамида, в матрице из полиэтилена при 0,5% (масс.) при экструдировании полимера ПЭВП при 500 г/м2; таким образом экструдированная мембрана больше уже не является гладкой, но характеризуется наличием шероховатости, простирающейся по всей площади лицевой поверхности, и где каждая микрополость в основном имеет диаметр, меньший, чем 100 микрометров, и глубину (V2), меньшую, чем 50 микрометров. Во втором примере производства упомянутого второго варианта (401b) придания шероховатости при использовании пор в особенности хорошо подходящим для использования в изобретении является пенообразователь, относящийся к типу, называемому продуктом Hostatron AEL 601, в матрице из полиэтилена при 1,5% (масс.) при экструдировании полимера ПЭВП при 600 г/м2; таким образом экструдированная мембрана больше уже не является гладкой, но характеризуется наличием шероховатости, простирающейся по всей площади лицевой поверхности, и где каждая микрополость в основном имеет диаметр в диапазоне от 200 до 400 микронов и глубину (V2), меньшую, чем 50 микрометров. В третьем примере производства в особенности хорошо подходящим для использования в изобретении является пенообразователь, относящийся к типу, называемому продуктом Hostatron AEL 601, в матрице из полиэтилена при 2,5% (масс.) при экструдировании полимера ПЭВП при 600 г/м2; экструдированная мембрана больше уже не является непрерывной, но является перфорированной благодаря образованию проходящих насквозь полостей, имеющих диаметр, больший, чем 500 микронов.
Кроме того, что касается упомянутой надрезанной поверхности (402), то согласно наблюдениям упомянутые поверхностные микрополости получают при использовании механического воздействия, а не воздействия, относящегося к физико-химическому типу, как это имеет место для упомянутой пористой поверхности (401), и также согласно наблюдениям данное воздействие затрагивает только наиболее внешний участок листа, то есть, другими словами, не имеющую выпуклостей часть, при надрезании только поверхности, находящейся в непосредственном контакте с режущим оборудованием, а не поверхности внутри камер (406). Для данной цели в первом варианте (402а) в результате обработки щетками при удалении крошки создают некоторые поверхностные микрополости в форме дискретных желобков; во втором варианте (402b) в результате шлифования при удалении крошки создают некоторые поверхностные микрополости в форме линейных, удлиненных и параллельных желобков в виде ориентированных пучков, ассимилируемых до непрерывных желобков.
Если говорить более подробно о том, что касается упомянутого первого варианта (402а) придания шероховатости в результате обработки щетками (фиг. 15а-b), то сразу после экструдирования и при необходимости сопряжения с нетканым материалом упомянутый лист перепускают через несколько валиков для термического кондиционирования; между упомянутыми валиками имеется приводная система, которая направляет продукт для прохождения под валом, покрытым металлическими щетками: собственно говоря, согласно наблюдениям вращение упомянутых щеток создает на поверхности листа упомянутые микрополости в форме дискретных желобков (411с). В одной выгодной конфигурации производства при использовании вала, снабженного упомянутыми щетками по всей его ширине, где металлические щетинки, которые их составляют, разнесены на величину в диапазоне от 2,5 мм до 5 мм друг от друга, при скорости вращения вала, большей, чем 1000 оборот/минута, при одновременном продвижении продукта с линейной скоростью 3 метр/минута образуются желобки неправильной формы, оказывающие воздействие на площади поверхности, имеющие длину в диапазоне от 1 мм до 2 мм и ширину в диапазоне от 0,1 мм до 0,5 мм, при этом размеры являются большими в направлении обработки щетками. Такая конфигурация делает возможным получение дискретных желобков, характеризующихся наличием устья (415), имеющего в основном круглую и/или овализованную и/или неправильную многоугольную форму, глубины (V2) в диапазоне от 50 микрометров до 200 микрометров и ширины (V1), которая находится в диапазоне от 1 мм до 2 мм при измерении по диагонали в направлении обработки щетками, и которая находится в диапазоне от 0,5 мм до 1 мм при измерении по диагонали в направлении, перпендикулярном ему; такие желобки все еще могут быть, а могут и не быть присоединенными к удаленной крошке.
Если говорить более подробно о том, что касается упомянутого второго варианта (402b) придания шероховатости в результате шлифования (фиг. 16а-b), которое также называется притиркой, то вместо упомянутого вала, покрытого металлическими щетками, имеет место последовательность из ленточно-шлифовальных станков, которые оказывают воздействие на рабочую поверхность, через которые направляют продукт, протягиваемый при использовании привода; в частности, такие ленточно-шлифовальные станки функционируют таким образом, чтобы обеспечить получение нескольких непрерывных желобков, имеющих глубину (V2), меньшую, чем 100 микрометров, которые ориентируются в, по меньшей мере, двух различных направлениях с образованием сеткообразной геометрии, где шаг (V4) между двумя последовательными и параллельными желобками находится в диапазоне от 0,1 мм до 0,2 мм.
Если говорить более подробно о том, что касается третьего варианта (30с, 40с) придания комбинированной шероховатости (фиг. 12а-b), то его легко осуществлять в результате производства листа, снабженного пористой поверхностью (401а-b, 411a-b) в соответствии с, по меньшей мере, одним из описанных выше способов, где после этого также получают упомянутую надрезанную поверхность (402а-b, 411c-d) при использовании механического воздействия в соответствии с, по меньшей мере, одним из описанных выше способов.
В заключение, согласно наблюдениям каждая ссылка на упомянутые мембраны, относящиеся к типу, характеризующемуся наличием шероховатости, (40, 40b, 40c) и соответствующие описанным выше и представленным конфигурациям вариантов осуществления (фиг. 9-16), подразумевается включенной в выгодную конфигурацию варианта осуществления, соответствующую изобретению (10а, 10b), в частности, как в случае упомянутых вынесенных сечений (фиг. 3а, 3b, 4a, 4b).
Цифровые обозначения ссылочных позиций
(10) разделительная мембрана, относящаяся к типу, имеющему выпуклости, и соответствующая изобретению, при этом в первом варианте (10а) при наличии камер, снабженных внутренней короной, имеющей сплющенные кромки, или во втором варианте (10b) при наличии камер, снабженных внутренней короной, имеющей наклонную нижнюю кромку;
(100) водонепроницаемый экструдированный лист;
(101) слой проницаемой основы в виде нетканого материала;
(102) выпуклость, выступающая с нижней лицевой поверхности, в конфигурации цилиндрического основания (102а) или при сдвоенном группировании (102b) или при строенном группировании (102с);
(103) внутренняя камера выпуклости, раскрытая на верхней лицевой поверхности;
(104) внутренняя корона, непрерывная и выступающая с образованием шейки, которая разделяет камеру на два отсека – верхний отсек выше нее и нижний отсек с поднутрением, при этом упомянутая корона в первом варианте имеет накладывающиеся друг на друга кромки (104а) или во втором варианте имеет наклонную нижнюю кромку (104b);
(105) верхний отсек выше короны;
(106) нижний отсек, который образован при использовании шейки, соответствующей упомянутой внутренней короне, и при использовании лежащего ниже уширения;
(107) уширение ниже внутренней короны;
(108) верхняя кромка внутренней короны;
(109) нижняя кромка внутренней короны, поднутрение;
(110) верхняя лицевая поверхность мембраны, обращенная кверху;
(111) нижняя лицевая поверхность мембраны, обращенная книзу;
(112) поверхность контакта между головкой выпуклости и слоем основы;
(113) не имеющая выпуклостей поверхность листа, на верхней выпуклой поверхности;
(114а) участок мембраны в базовой конфигурации, включающей цилиндрические выпуклости;
(114b) участок мембраны в варианте, включающем выпуклости, сгруппированные по две;
(114с) участок мембраны в варианте, включающем выпуклости, сгруппированные по три;
(114d) участок мембраны в комбинированном варианте, одиночная выпуклость – сгруппированные выпуклости;
(200) формующий валик;
(201а-b) выступ, который образует выпуклость, в двух вариантах формования внутренней короны, соответственно, в первом варианте, включающем накладывающиеся друг на друга кромки, (201а) или во втором варианте, включающем наклонную нижнюю кромку, (201b);
(202a-b) основная прорезь, предназначенная для получения внутренней короны, в прямоугольном варианте (202а) или в треугольном варианте при 45° (202b);
(203) вторичная прорезь в основании выступа, предназначенная для облегчения формования выпуклости;
(204) первый участок выступа валика, цилиндрический, в соответствии с вторичной прорезью;
(205) второй участок выступа валика, цилиндрический, в соответствии с большим диаметром;
(206а-b) третий участок выступа валика в соответствии с внутренней короной, в двух вариантах варианта осуществления: цилиндрический (206а) с меньшим диаметром или имеющий форму усеченного конуса (206b);
(207) четвертый участок выступа валика, цилиндрический, в соответствии с уширением, лежащим ниже внутренней короны;
(30а-с) производственный способ придания шероховатости мембране, имеющей выпуклости, в соответствии с изобретением при реализации получения конфигурации шероховатости, относящейся к типу, имеющему: пористую поверхность (30а), имеющему надрезанную поверхность (30b) или имеющему как пористую, так и надрезанную комбинированную поверхность (30с);
(40а-с) шероховатая мембрана, соответствующая изобретению, в первой конфигурации шероховатости (40а) при наличии пористой поверхности или во второй конфигурации (40b) при наличии надрезанной поверхности или в третьей конфигурации (40с) при наличии как пористой, так и надрезанной комбинированной поверхности;
(400) лист из пластика;
(401) пористая шероховатая поверхность в первом варианте (401а), имеющем поверхностные микрополости в форме одиночных микропор, или во втором варианте (401b), имеющем поверхностные микрополости в форме сложных пор;
(402) надрезанная шероховатая поверхность в первом варианте (402а), имеющем поверхностные микрополости, полученные в результате обработки щетками, в форме дискретных желобков, или во втором варианте (402b), имеющем поверхностные микрополости, полученные в результате шлифования, в форме линейных и параллельных желобков в виде ориентированных пучков;
(404) гладкая поверхность;
(405) выпуклость, выступающая с нижней лицевой поверхности;
(406) внутренняя камера выпуклости;
(407) боковые стенки выпуклости;
(408) головка выпуклости;
(409) верхняя лицевая поверхность мембраны, то есть, другими словами, обращенная кверху;
(410) нижняя лицевая поверхность мембраны, то есть, другими словами, обращенная книзу;
(411а-d) придающие шероховатость поверхностные микрополости в вариантах, относящихся к типу, имеющему микропоры (411а), сложные поры (411b), дискретные желобки, полученные в результате обработки щетками, (411с), линейные и ориентированные желобки, полученные в результате шлифования, (411d);
(412) одиночный кратер;
(413) множественный кратер;
(414а-b) субкратеры, соединенные с образованием множественного кратера;
(415) устье кратера;
(416) крошка, удаленная в результате обработки щетками;
(417а-b) первичное и вторичное направления шлифования;
(418) ориентированный пучок, образованный группой полученных в результате шлифования поверхностных микрополостей в форме линейных и параллельных желобков, ориентированных в соответствии с первичным направлением (418а) и вторичным направлением (418b);
(α) относительный угол между направлением выступа верхней кромки внутренней короны и наклонной нижней кромкой;
(β) относительный угол между первичным и вторичным направлениями шлифования;
(D1) больший диаметр камеры внутри выпуклости;
(D2) меньший диаметр, соответствующий внутренней короне;
(L) ширина внутренней короны;
(H) совокупная глубина камеры;
(Н1) глубина первого отсека;
(Н2) глубина второго отсека;
(Н3) глубина уширения ниже внутренней короны, в соответствии с четвертым участком выступа валика;
(Р) шаг выпуклостей, скомпонованных в виде матрицы;
(S1) совокупная толщина листа, имеющего выпуклости;
(V1) ширина поверхностной микрополости;
(V2) глубина поверхностной микрополости;
(V3) толщина листа из материала пластика;
(V4) шаг между поверхностными микрополостями в форме параллельных желобков, полученных в результате шлифования.
Реферат
Изобретение относится к области строительства, а именно к покрытию пола, в частности к мембране, предназначенной для отделения стяжки от напольного покрытия, и к производственному способу получения упомянутой мембраны. Разделительная мембрана из материала пластика и образованная из имеющего выпуклости водонепроницаемого листа, который сопрягают со слоем проницаемой основы; выпуклости относятся к цилиндрическому типу с двумя диаметрами и характеризуются такими формой и компоновкой, чтобы обладать признаками улучшенной адгезии на обеих лицевых поверхностях. Технический результат изобретения заключается в увеличении захватывания клея в целях получения большего предела прочности при раздирании на верхней лицевой поверхности и в то же самое время к увеличению площади поверхности контакта со слоем основы для обеспечения большего сопротивления деламинированию на нижней лицевой поверхности. 3 н. и 9 з.п. ф-лы, 16 ил.
Комментарии