Изделие производства, способ производства этого изделия, система для его производства - RU2142878C1
Код документа: RU2142878C1
Чертежи
Описание
Настоящее изобретение относится к композициям, способам для производства листов и изделий, имеющих органическую полимерную матрицу, заполненную неорганическим веществом. Листы и изделия, имеющие такую матрицу, могут значительно отличаться по толщине, жесткости, гибкости, вязкости и прочности и могут быть использованы в сухом или влажном состоянии для производства различных изделий, включая листы, предназначенные для печати, контейнеры и другие упаковочные материалы. Такие листы являются менее дорогими и более экологически безопасными, чем листы, сделанные из обычных материалов (таких как бумага, пластик или металл), и являются особенно полезными в производстве продуктов для одноразового использования и контейнеров для напитков, используемых в производстве продуктов для "быстрого питания".
РЕЛЕВАНТНАЯ
ТЕХНОЛОГИЯ
А. Листы, контейнеры и другие упаковочные материалы.
Тонкие, гибкие листы, сделанные из таких материалов, как бумага, картон, пластик, полистирол и даже металлы, используются в настоящее время в огромных количествах как материалы, предназначенные для печатания, этикеток, в качестве подстилок и в производстве других предметов, таких как контейнеры, сепараторы, разделители, конверты, крышки, банки и другие упаковочные материалы. Усовершенствованная техника для производства и упаковки позволяет в настоящее время хранить, упаковывать и перегружать большое разнообразие жидких и твердых продуктов, одновременно защищая их от воздействия вредных элементов.
Контейнеры и другие упаковочные материалы защищают продукты от воздействия окружающей среды и распределенного повреждения, в частности, от химического и физического воздействия. Упаковка помогает защитить огромное разнообразие продуктов от газов, влаги, света, микроорганизмов, вредителей, физических ударов, разрушающих сил, вибрации, утечки или разбрызгивания. Некоторые упаковочные материалы также обеспечивают распространение информации потребителям, такой как действительный производитель, содержание, реклама, инструкции, идентификационное клеймо и цена.
Обычно, большинство контейнеров и чашек (включая контейнеры одноразового использования) сделаны из бумаги, картона, пластика, полистирола, стекла и металлических материалов. Каждый год более 100 миллионов алюминиевых банок, миллиарды стеклянных бутылок и тысячи тонн бумаги и пластика используются для хранения и производства безалкогольных напитков, соков, готовых продуктов, зерна, пива и так далее. Вне пределов пищевой промышленности и промышленности по изготовлению напитков, упаковочные контейнеры (и особенно контейнеры, предназначенные для одноразового использования) делают из весьма распространенных материалов. Бумага для печати, писчая бумага и фотографий, журналы, газеты, книги, обертки и другие домашние предметы получены из предварительно произведенных из дерева листов бумаги, которые также производятся ежегодно в огромных количествах. Только в одних Соединенных Штатах приблизительно 5 1/2 миллионов тонн бумаги используется ежегодно для целей упаковки, что составляет около 15% всего ежегодного производства бумаги в США.
Б. Влияние
бумаги, пластика, стекла и металлов
Недавно прошли дебаты, касающиеся того, какой из материалов (т.е. бумага, картон, пластик, полистирол, стекло или металл) приносит наибольший вред для
окружающей среды. Совестливоподнимающие организации убедили многих людей заменить один материал на другой для того, чтобы быть более "правильными" с точки зрения влияния на окружающую среду. Эти
дебаты часто не учитывали того, что каждый из этих материалов имеет свое, только ему присущее свойство, приносящее вред окружающей среде. Один материал может быть лучше по сравнению с другим, когда он
рассматривается в свете частной проблемы, связанной с охраной окружающей среды, одновременно игнорируя различные, зачастую большие, проблемы, связанные с возможно наиболее предпочтительным материалом.
В сущности, бумага, картон, пластик, полистирол, стекло и металл, материалы, каждый из которых имеет его собственную, присущую только ему "слабость", проявляемую по отношению к окружающей среде.
Изделия из полистирола, в частности, контейнеры и другие упаковочные материалы, совсем недавно относили к группе изделий, приносящих наибольший вред. Однако полистирол сам по себе является относительно инертным веществом, его производство включает использование опасных химических продуктов и исходных материалов. Неполимеризованный стирол является очень химически активным, и поэтому существует проблема сохранения здоровья у тех, кто должен обрабатывать его. Потому, что стирол получается из бензола (известный мутаген и возможно канцероген), небольшие количества бензола могут быть обнаружены в стироле.
Потенциально более опасным было использование хлорфторированных углеводородов (chlorofluorocarbon или сокращенно CFC) в производстве "вздутых" или "вспененных" изделий из полистирола. Это является опасным потому, что CFC связаны с разрушением озонового слоя земли. В производстве пенопластов, включая вспененный полистирол, CFC (которые являются сильно испаряющимися жидкостями) были использованы для "вздутия" или "вспенивания" полистирола для получения пенопласта, который затем отливался в формы чашек, тарелок, подносов, коробок, склеенных контейнеров, спейсеров и других упаковочных изделий. Даже замена на менее опасные для окружающей среды вспененные агенты (т.е. HCFC, CO2 и пентаны) является еще очень вредным и их ограничение принесло бы пользу.
В результате, компании находились под широко распространенным давлением остановить использование изделий из полистирола в пользу более экологически безопасных материалов. Некоторые группы предпочли временно обратиться к использованию более "натуральных" материалов, таких как бумага или другие материалы, полученные из древесной пульпы, которые считаются биоразрушающимися. Тем не менее, другие группы приняли противоположную точку зрения для того, чтобы уменьшить вырубку деревьев и исчезновение лесов.
Хотя изделия из бумаги являются мнимо биоразлагающимися и не связаны с разрушением озонового слоя земли, последние исследования показали, что производство бумаги, возможно, более сильно влияет на окружающую среду, чем производство полистирола. Действительно, промышленность, связанная с получением древесной пульпы и бумаги, определяется в Соединенных Штатах как одна из пяти отраслей промышленности, приносящих наибольшие загрязнения. Например, изделия, произведенные из бумаги, требуют в десять раз больше пара, от четырнадцати до двадцати раз больше электроэнергии и в два раза больше охлаждающей воды, по сравнению с эквивалентным количеством изделий из полистирола. Различные исследования показали, что стоки от производства бумаги содержат в 10-100 раз больше загрязнений, чем при производстве вспененного полистирола.
В добавление, окружающая среда подвергается воздействию промежуточного продукта производства бумаги - диоксина, являющегося опаснейшим токсином. Диоксин или более точно, 2,3,7,8-тетрахлорированный дибензо[b,e][1,4]диоксин, является высокотоксичным загрязнителем и является очень опасным даже в незначительных количествах. Токсические проявления диоксина на животных и человека проявляются в отсутствие аппетита, сосудистых и кожаных заболеваниях, язвенных гастритах, заболеваниях печени и других заболеваниях. Большинство экспертов в этой области считают диоксин канцерогеном.
Другой недостаток производства бумаги и картона заключается в потреблении большого количества электроэнергии при производстве бумаги. Это требует необходимую энергию с той точки зрения, что волокна в значительной степени перепутаны и связаны, что они являются в большой степени самосвязанными, согласно принципам "волоконной" физики. В добавление, большое количество энергии необходимо для того, чтобы удалить воду из бумажного шлама, который содержит воду в количестве, достигающем 99,5% объемных. Потому, что такое большое количество должно быть удалено из шлама, необходимо буквально отсасывать воду из шлама, даже перед нагретыми валками, которые могут быть использованы для высушивания листов. Более того, большое количество воды, которая отсасывается из листов в ходе процесса извлечения воды, остается обычно в окружающей среде.
Процессы производства, связанные с получением из металлических листов контейнеров (в частности, банок, сделанных из алюминия и жести), разрушение стеклянных бутылок и придание формы керамическим контейнерам, потребляет большое количество энергии, из-за необходимости расплавить и затем отдельно получить из исходного металла промежуточный или окончательный продукт. Эти высокие энергетические и технологические требования не только требуют значительные энергетические ресурсы, но они также приводят к значительному атмосферному, воздушному и тепловому загрязнению окружающей среды.
Хотя стекло может перерабатываться, та его часть, которая выброшена как отходы, сохраняется неопределенно долгое время. Осколки стекла очень опасны и могут находиться в природе многие годы.
Некоторые из проблем загрязнения окружающей среды могут быть решены. Однако для этого требуется большой расход энергии и значительные капитальные затраты на оборудование. Несмотря на то, что на программы по переработке были затрачены значительные усилия, только часть сырьевых материалов возвращается в производство после переработки, большая часть исходных материалов по-прежнему поступает из невосстанавливаемых ресурсов.
Даже бумага или картон, которые считаются поддающимися биологическому разложению, могут сохраняться на свалках годы и даже десятилетия, если к ним не проникает воздух, свет и вода, т.е. то, что необходимо для их биологического разложения. Имеется информация о том, что на свалках находили телефонные книги и газеты, которые были захоронены в них в течение десятилетий. Проблема длительного сохранения бумаги усложняется тем, что как правило бумага пропитывается или на нее наносится покрытие, которое замедляет или предотвращает ее разложение.
Другой проблемой, связанной с бумагой, картоном, полистиролом и пластмассой, является то, что каждый из этих материалов требует для своего производства относительно дорогих исходных компонентов. Некоторые из этих компонентов относятся к числу невосстанавливаемых, как например бензин при производстве полистирола или пластмассы. Хотя деревья, которые дают сырье, необходимое при производстве бумаги и картона, в строгом смысле слова являются восстанавливаемым ресурсом, потребность в больших площадях для выращивания леса и быстрое сокращение площади лесов в определенных районах мира лишают такое утверждение смысла. Следовательно, использование в больших объемах невосстанавливаемого сырья для изготовления листов и других предметов лишено будущего в перспективе. Более того, процессы, применяемые для изготовления исходного сырья для упаковочных изделий (например, бумажной пульпы, стирола или металлических листов), очень энергоемки, приводят к загрязнению воды и воздуха, требуют значительных капитальных вложений.
С учетом изложенного становится очевидным, что вопрос должен стоять не о том, какие из названных материалов наносят наименьший вред окружающей среде, а о том, как разработать альтернативный материал, применение которого даст возможность решить большинство или все проблемы, возникающие при применении названных материалов (бумаги, картона и т.д.).
С. Неорганические материалы
Человечество широко
использует практически неисчерпаемые неорганические материалы, такие как глина, природные минералы или камень. Глина нашла очень широкое применение благодаря своим хорошим формовочным качествам при
изготовлении множества предметов, включая сосуды, черепицу и другие полезные предметы. Однако глина имеет ряд недостатков, среди которых длительность времени для затвердевания, необходимость обжига
или спекания для достижения оптимальной прочности, а также "тяжеловесная" природа глины как материала. Например, необожженная глина имеет низкую прочность на растяжение и высокую хрупкость. Тем не
менее, глина нашла применение при изготовлении других материалов в качестве имеющегося в избытке недорогого наполнителя, например, при изготовлении картона или бумаги. Однако при использовании в
качестве наполнителя глина по причине ее плохой природной смешиваемости и хрупкости не может составлять более 20% от общего веса материала.
Человек широко применяет камень при изготовлении зданий, инструментов, контейнеров и других больших громоздких объектов. Очевидным недостатком камня является то, что он очень тверд, хрупок и тяжел, что ограничивает его применение областью создания относительно больших массивных объектов. Тем не менее, небольшие или раздробленные камни могут быть использованы при изготовлении других продуктов, например водоотверждаемых или цементообразных материалов.
Водоотверждаемые материалы, т.е. те, которые содержат гидравлический цемент или гипс (ниже эти материалы или смеси называются "водоотверждаемыми", "гидравлическими" или "цементообразными"), используются в течение тысячелетий для создания больших объемных сооружений, которые прочны, долговечны и относительно недороги.
Например, цемент является водоотверждаемым связующим, получаемым из глины и известняка. По сравнению с другими ранее рассмотренными материалами он дешев и может быть отнесен к числу практически неисчерпываемых материалов. Цемент может быть смешан с водой и агрегатными материалами, например измельченным камнем или галькой, для получения бетона. Однако бетон получил применение только при создании больших конструкционных объектов.
Хотя коммерческое применение водоотверждаемые материалы получили для изготовления крупных конструкционных сооружений, на базе этих материалов при использовании микроструктурной технологии созданы водоотверждаемые материалы, которые пригодны для изготовления относительно небольших тонкостенных предметов. Действительно, изобретателями созданы такие хорошо формующиеся смеси, которые могут быть экструдированы и/или прокатаны в тонкостенные листы толщиной до 0,1 мм. Подобные смеси и способы могут быть применены для производства похожих на бумагу листов, относительно толстых листов, изоляционных листов и многочисленных других предметов. Названные смеси и способы разработаны ныне живущими изобретателями (т.е. Per Just Andersen и Simon К. Hodson) и поэтому далее будут называться как "технология Андерсена-Ходсена".
Хотя предполагалось, что водоотверждаемые связующие будут придавать значительную прочность, а в особенности прочность на сжатие, окончательному продукту, было установлено, что в небольших количествах они действуют скорее как агрегатный наполнитель, чем как связующее. С учетом этого были проведены исследования с целью определения возможности изготовления листов, в которых необязательно применяются водоотверждаемые связующие (или применяются в настолько малых количествах, что являются агрегатным компонентом), но которые включают в высокой концентрации неорганические компоненты. Подобные листы, вероятно, имели бы преимущества водоотверждаемых листов над известными из уровня техники бумажными, пластмассовыми и металлическими с точки зрения их низкой стоимости, безопасности для окружающей среды, а также доступности исходных для производства компонентов.
Благодаря недавно полученным знаниям об огромном вреде, наносимом окружающей среде в результате использования предметов одноразового употребления из бумаги, картона, полистирола, пластмасс и металла, например бумаги с напечатанным текстом, сосудов и т.д. (не упоминая уже о политическом давлении), возникла необходимость (давно очевидная специалистам) в создании безопасных для окружающей среды материалов. В частности, промышленность ведет разработки по созданию материалов с высоким содержанием неорганических компонентов для производства упаковочных продуктов, составляющих большую часть отходов.
Несмотря на экономическое давление, давление "зеленых", настоятельную общественную потребность и интенсивные исследования, до сих пор не разработана реальная технология производства материалов с высоким содержанием неорганических наполнителей и органическим полимерным связующим, которые могли бы заменить бумагу, картон, полистирол, пластмассу или металл для изготовления контейнеров. Были предприняты попытки наполнения бумаги неорганическими материалами, например каолином и/или карбонатом кальция, хотя существует предел (20-35% по объему) содержания этих компонентов в окончательном продукте. Кроме того, предпринимались эксперименты по наполнению некоторых упаковочных материалов глиной с целью повышения воздухопроницаемости упаковки для облегчения "дыхания" хранимых фруктов или овощей для сохранения их свежими. На практике неорганические материалы добавляют в клеящие вещества и покрытия для придания определенных текстурных или цветовых качеств хранимому продукту.
Тем не менее, неорганические материалы составляют только некоторую часть упаковочного материала, а не его основную массу. Поскольку материалы с высоким содержанием неорганики включают такие материалы, как песок, скальные породы, глину и воду, они с экологической точки зрения могли бы идеально заменить для упаковки бумагу, картон, пластмассу, полистирол и металл. Неорганические материалы также имеют большие преимущества над синтетическими, поскольку они дешевле.
Для производства таких материалов не только используются практически неисчерпаемые исходные компоненты, но они и не наносят вреда окружающей среде, как это имеет место при использовании бумаги, картона, полистирола, пластмассы или металла. Как уже было отмечено ранее, материалы с высоким содержанием неорганики требуют меньших затрат энергии при их производстве.
Таким образом, необходимо разработать улучшенные композиции и способы производства органических полимерных смесей с высоким содержанием неорганических компонентов, которые могли бы быть использованы для изготовления листов и других объектов, производящихся в настоящее время из бумаги, картона, стекла или металла.
Значительным достижением техники было бы создание листов, изготовленных из материала с высоким содержанием неорганического наполнителя, которые имели бы свойства, близкие к свойствам листов из бумаги, картона, полистирола, пластмассы или металла. Еще большим достижением техники была бы возможность производства из этих листов различных контейнеров или других предметов на существующем оборудовании, которое используется для изготовления таких предметов из бумаги, картона, полистирола, пластмассы или металла.
Еще большим достижением в изготовлении листов явилась бы технология, которая позволяла бы изготовлять листы из прессуемой смеси, содержащей только часть воды, обычно содержащейся в суспензиях, применяющихся для формования листов. Подобная технология позволила бы избежать интенсивного процесса обезвоживания при формовании. Кроме того, существенным усовершенствованием самой технологии в данной области (изготовление листов, контейнеров и других изделий) явилось бы то, что сами готовые изделия легко поддавались разложению, образуя при этом вещества, широко распространенные в природе.
С практической точки зрения большим достижением была бы возможность изготовления подобных материалов и создание способов получения из них листов, контейнеров и других предметов по стоимости, сравнимой или даже более высокой, чем стоимость изготовления листов, пластмасс или металлических предметов в настоящее время. В частности, было бы желательно уменьшить энергетические затраты и первоначальные капитальные затраты для изготовления продуктов, имеющих характеристики бумаги, пластмассы или металла.
С точки зрения перспективного производства существенным достижением в области формования материалов с высоким содержанием неорганических наполнителей было бы создание композиций и способов для массового производства листов с высоким содержанием неорганики, которые формовались и высушивались в течение минут с момента начала изготовления.
Громадным достижением явилось бы создание композиций и способов, которые позволили бы производить материалы с большим содержанием неорганики, имеющих большую упругость, предел на растяжение, прочность и пластичность в массовом производстве по сравнению с материалами, содержащими значительное количество неорганического наполнителя.
Описание таких патентуемых композиций и способов приводится ниже.
КРАТКОЕ ОПИСАНИЕ ОБЪЕКТОВ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к новым композициям и
способам производства композиций с высоким содержанием неорганического компонента, которые могут быть охарактеризованы как многокомпонентные, армированные волокном микрокомпозиции. Путем тщательно
выверенного процесса добавки различных сочетаний разнообразных материалов (включая неорганические агрегатные материалы, органические полимеры и волоконные материалы), которые вызывают дискретное
проявление синергетических свойств, возможно создание уникального класса микрокомпозиций, обладающих замечательными качествами в части прочности, вязкости, безопасности для окружающей среды,
возможности массового производства и низкой стоимости. Важным аспектом является то, что при тщательном выборе размеров неорганических частиц возможно получение высокогомогенного материала.
В частности, такие материалы могут быть использованы для производства листов, имеющих свойства, сходные с бумагой, пластмассами или тонкими листами металла, которые могут быть использованы непосредственно для изготовления разнообразных изделий, таких как контейнеры или другие упаковочные продукты. В зависимости от необходимости такие листы могут быть свернуты в большие бобины или разрезаны на листы меньшего размера и храниться в пачках подобно бумаге или картону до тех пор, пока не возникнет необходимость. Позже хранимые в пачках или рулонах листы могут быть разрезаны и использованы для изготовления нужных предметов.
Листы могут быть увлажнены для придания им дополнительной гибкости и удлинения для избежания трещин и разломов при изготовлении из них предметов заданной формы.
Листы содержат от 40 до 98% неорганики (по объему от общего содержания), которая диспергируется внутри органической полимерной связующей матрицы, образуя, таким образом, органическую полимерную матрицу с высоким содержанием неорганики. Применяя микроструктурную технику, можно манипулировать составом и относительными пропорциями этих материалов, а также другими составами внутри матрицы для того, чтобы создать продукт с необходимыми свойствами гибкости, прочности и возможности использования в массовом производстве.
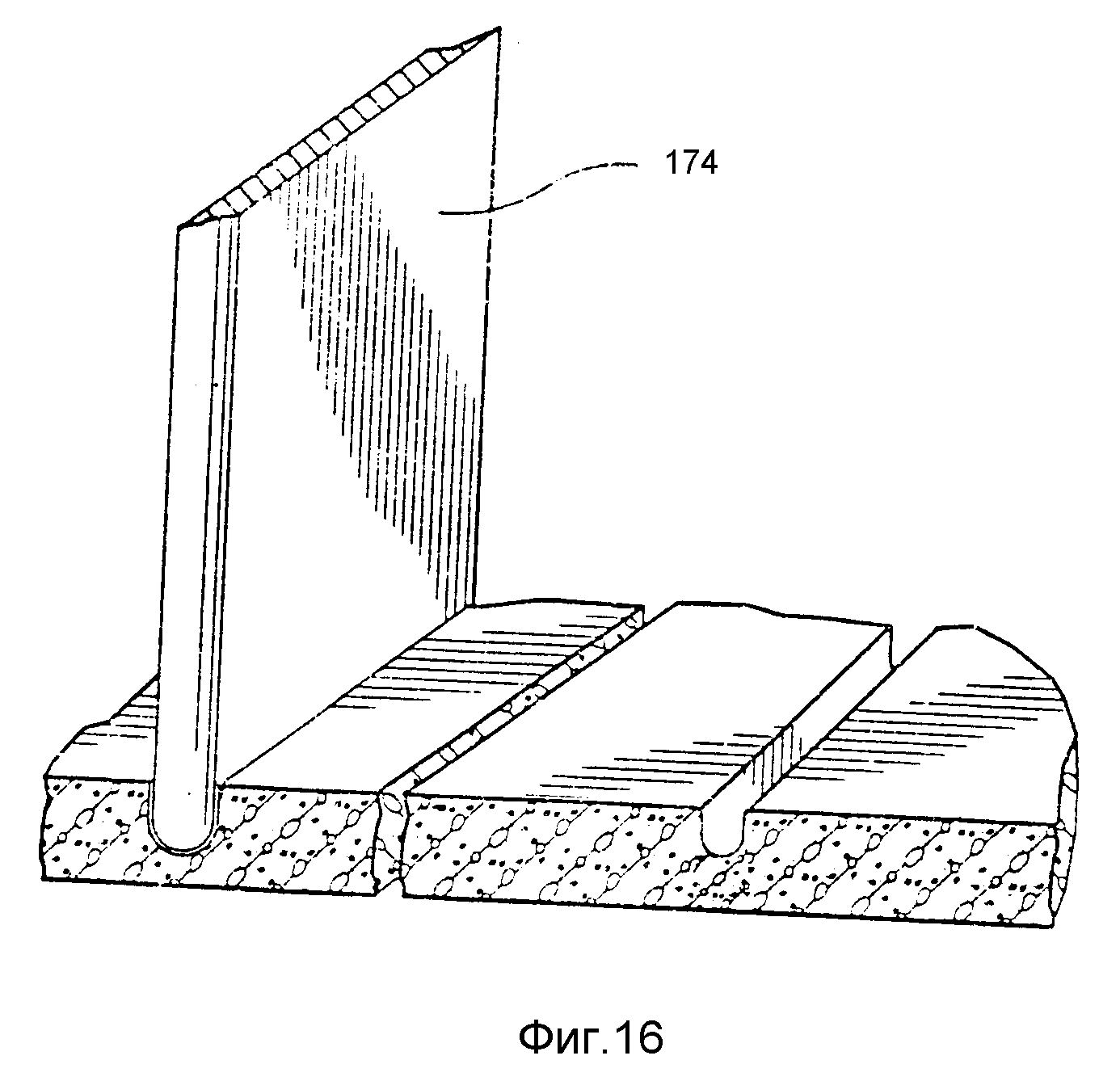
Листы с высоким содержанием неорганики могут подвергаться тем же процессам обработки, что и бумага или картон, а именно: на них может печататься текст, наноситься покрытие, они могут складываться, гофрироваться, растягиваться, склеиваться, маркироваться, изгибаться, спирально наматываться и сжиматься. В некоторых случаях в процессе обработки целесообразно нанести метки или сделать перфорацию на листе с тем, чтобы облегчить формирование колена или петли в определенном месте листа. Метка может быть нанесена на поверхность листа в любое время после его формования, т.е. она может быть сделана на начальной стадии изготовления, в полутвердом состоянии листа и после того, как он полностью высох. Время и местонахождение метки, вырубки под метку или перфорации зависит от назначения метки и свойств конкретного листа.
В результате возможно массовое производство большого количества разнообразных изделий, ранее изготавливавшихся из бумаги, картона, пластмассы, полистирола или металла по цене, которая сопоставима или во многих случаях даже ниже цены изготовления названных изделий из известных материалов. Снижение затрат производства происходит не только в результате использования исходных материалов с более низкой стоимостью, но также и потому, что процессы производства менее энергоемки и требуют меньших первоначальных капитальных затрат. В частности, материалы с неорганическим наполнителем по настоящему изобретению требуют гораздо меньшей сушки, чем требуется при производстве бумаги. Ниже также и стоимость сырья, чем при производстве пластиков или металла.
Более того, поскольку листы с высоким содержанием неорганики включают гораздо больше не наносящих ущерба окружающей среде компонентов, их производство воздействует на природу в гораздо меньшей мере, чем производство листов из других материалов. Такие листы не требуют использования при производстве бумажной пульпы высокой концентрации, продуктов на основе бензина или другого природного сырья, как это требуется при производстве контейнеров и других изделий из бумаги пластика, полистирола или металла.
В соответствии с настоящим изобретением основными компонентами листов с высоким содержанием неорганики являются такие неорганические материалы, как песок, стекло, кремнезем, перлит, вермикулит, глина, слюда, водоотверждаемые связующие и даже отходы от производства цемента. Другими составляющими компонентами листов являются: вододисперсные органические полимерные связующие, вода, волокнистые материалы и другие добавки.
Хотя листы с высоким содержанием неорганики могут также включать органические компоненты, такие как волокна на основе целлюлозы и органические связующие, такие компоненты представляют лишь меньшую часть общей массы листов по сравнению с бумагой, все вместе они составляют обычно менее 60% общего объема затвердевшей массы листа с высоким содержанием неорганики. Желательно, чтобы эта фракция составляла менее 40% от объема затвердевшей массы, еще лучше, если это содержание будет менее 30%. В большинстве случаев желательно, чтобы волокнистый материал составлял от 0,5 до 50% объемных от объема затвердевшего листа, предпочтительно от 5 до 35%, а наиболее оптимальным является содержание от 15 до 30%. Органический связующий полимерный компонент желательно включать в диапазоне от 1 до 50% по объему от общего объема затвердевшего листа, лучше от 2 до 30% и оптимально от 5 до 20%.
Так как в производстве, в соответствии с настоящим изобретением, может быть использовано большое количество разнообразных формовочных смесей, возможно также применение широкого спектра волокнистых материалов как органического, так и неорганического происхождения. Любой, имеющийся в достаточном количестве волокнистый материал, не только древесина, но желательно все же растительного происхождения, может использоваться в композициях в соответствии с изобретением. Использование таких волокнистых материалов даст дополнительный впечатляющий эффект в сохранении наших исчезающих лесов.
В любом случае волокнистые материалы, такие как хлопчатобумажный текстиль, южная сосна, лен, манильская пенька, конопля и сахарный тростник являются предпочтительными, учитывая их природное происхождение. Однако и другие волокнистые материалы могут быть использованы в зависимости от области применения и предъявляемых требований к листам. Поскольку волоконные материалы диспергируются внутри полимерноорганической матрицы с неорганическим наполнителем, они не требуют значительной обработки, которая необходима для изготовления большинства бумажных или картонных изделий. Такая интенсивная обработка необходима в бумажной промышленности для того, чтобы освободить лигнин и целлюлозу внутри бумажной пульпы и распустить волокна и достигнуть, таким образом, эффекта взаимного переплетения между волокнами, которые начинают выполнять функцию самосвязующего компонента.
При производстве бумаги обычно для получения пульпового листа применяется процесс Крафта или сульфитный процесс. В процессе Крафта волокна пульпы подвергаются обработке NaOH с целью расщепления волокон. В сульфитном процессе для дезинтеграции волокон применяется кислота.
В обоих названных процессах волокна вначале обрабатываются для освобождения лигнинов, связанных внутри стенок волокон. Однако после освобождения лигнинов из волокон последние в значительной мере теряют свою прочность. Учитывая, что сульфитный процесс еще более энергично действует на волокна, прочность бумаги, полученной сульфитным процессом, составляет только около 70% прочности бумаги, полученной в процессе Крафта. (Следовательно, для целей настоящего изобретения рациональнее применять фибру, полученную процессом Крафта, как имеющую большую прочность).
В процессе изготовления бумаги после превращения древесины в целлюлозную пульпу либо в процессе Крафта, либо в сульфитном процессе пульпа проходит дальнейшую обработку в мешалке для того, чтобы обеспечить дальнейшее освобождение лигнинов и гемоцеллюлозы внутри волокон, а также расщепить их. Полученная в результате суспензия, которая обычно содержит около 99,5% воды и только 0,5% водяной пульпы, подвергается сильному измельчению для того, чтобы освободить достаточное количество гемоцеллюлозы и обеспечить необходимое расщепление волокон для образования волокнистой смеси, которая обладает самосвязующим качеством благодаря взаимному переплетению волокон.
Волокна являются взаимосвязующими в значительной мере благодаря "тканевому" эффекту переплетенных между собой расщепленных волокон и клеящей способности освобожденных лигнинов и гемоцеллюлозы также как и благодаря водородным связям между волокнами. Следовательно, "тканевая физика" и водородные связи управляют силами, обеспечивающими целостность полученного бумажного или картонного изделия. Однако ценой такой грубой обработки является появление множества изъянов по длине волокон, что приводит к снижению прочности на растяжение, истирание и разрыв. Поскольку производство бумаги обязательно связано с получением тканых структур для обеспечения структурной целостности бумажного листа, относительно большое количество волокон в процентном отношении (обычно 80% или более) должно быть добавлено в бумажный лист.
Ярким контрастом к этому является настоящее изобретение, которое не базируется на получении "тканых" структур для связывания между собой неорганических компонентов вместе. Связующие силы, созданные вододисперсным органическим полимерным связующим компонентом, обеспечивают прочность листа на растяжение и изгиб. В меньшей мере органический связующий компонент может взаимодействовать с определенными неорганическими агрегатными частицами так же, как и с волокнами.
В результате этого возникает возможность включать внутрь матрицы, заполненной неорганическим компонентом, меньшее количество волокнистых компонентов при сохранении высоких показателей прочности на растяжение, истирание и изгиб, а также высокую упругость, обеспечиваемую наличием волокон. Применение меньшего количества волокон при сохранении хороших прочностных показателей позволяет производить более экономично листы или контейнеры (по сравнению с бумагой) по следующим причинам: (1) волокно, как правило, дороже неорганического наполнительного или агрегатного компонента, (2) капитальные затраты на технологическое оборудование ниже, (3) минимальное содержание волокон также уменьшает количество органических веществ, выбрасываемых в окружающую среду.
Другим недостатком, связанным с необходимостью образования тканевой структуры бумаги, является то, что при этом возникает ограничение на количество неорганического наполнителя, который может быть добавлен в окончательную массу листа при условии сохранения адекватного переплетения волокон. В некоторых случаях добавление более чем 20-30% неорганических компонентов приводит к "растворению" или разделению волокон до такой степени, что они перестают взаимно фиксироваться, что приводит к уменьшению прочности на разрыв и других показателей бумаги с высоким содержанием наполнителя.
Более того, поскольку в соответствии с настоящим изобретением нет необходимости в расщеплении и делингификации волокон, ненужно подвергать волокна интенсивной обработке, требующейся для получения бумажных суспензий. Это позволяет в значительной мере сохранить прочность волокон и включать их в состав материала в меньших количествах при сохранении высокой прочности и упругости. В отличие от сильно расщепленных и измельченных волокон, которые используются для приготовления бумаги, волокна, применяемые в соответствии с настоящим изобретением, сохраняются в основном неизмельченными и (в случае целлюлозных волокон) неделингофицированными.
Другой разницей между смесями с неорганическим наполнителем, применяемыми для изготовления листов в соответствии с настоящим изобретением, и суспензиями, использующимися для изготовления бумаги, является то, что смеси в соответствии с настоящим изобретением не уменьшаются существенно в объеме или длине (т. е. уплотнению и усадке) от начала до конца производственного процесса. Это является коренным отличием от бумажных суспензий, которые значительно уменьшаются в объеме в результате их значительного обезвоживания. Несмотря на то, что много воды из идущих на формовку смесей (по настоящему изобретению) удаляется в результате испарения, природа смеси такова, что пустоты, образовавшиеся при испарении воды, либо сохраняются незаполненными, либо частично заполняются органическим полимерным связующим.
В отличие от производства пластмассовых или полистироловых листов при производстве листов с высоким содержанием неорганических компонентов используются меньше или не используются вообще, как исходные материалы, продукты на основе бензина и его производных. Таким образом, хотя некоторое количество ископаемого топлива необходимо израсходовать для получения энергии, используемой для производства листов с высоким содержанием неорганического компонента, только часть бензина, который применяется для получения полистирольных или пластмассовых продуктов, будет израсходована в этом случае. Кроме того, затраты энергии в соответствии с настоящим изобретением много меньше затрат, связанных с производством бумаги, когда ведется процесс интенсивного обезвоживания. По сравнению с производством тонкостенных металлических изделий (таких как алюминиевые или цинковые банки) производство листов с высоким содержанием неорганического компонента в соответствии с настоящим изобретением не ведет к быстрому истощению природных ресурсов. Более того, более низкий уровень температуры процесса и его простота (по изобретению) позволяют уменьшить стоимость энергии и первоначальные капитальные затраты.
Другим преимуществом листов с высоким содержанием неорганического компонента по настоящему изобретению (также как и контейнеров, печатных материалов и других предметов из этого материала) является то, что их использование наносит меньший вред окружающей среде, чем бумага, картон, пластик, полистирол, стекло или металл, используемые для изготовления аналогичных изделий. Материалы с высоким содержанием неорганических компонентов по настоящему изобретению являются одновременно легко перерабатываемыми и легко разлагающимися, если не поступают на переработку, под действием природных факторов - влаги, давления и других. В результате разложения образуется мелкий порошок, состав которого является дополнительным по отношению к компонентам почвы.
Если листы, изготовленные из материала с высоким содержанием неорганического компонента, будут вывезены на свалку, они быстро преобразуются в мелкодисперсный, в основном, неорганический порошок под весом других отходов. Если предметы из этого материала будут выброшены на землю, то под действием воды и ветра, а также случайных сжимающих сил, создаваемых колесами автомобилей или ногами пешеходов, они превратятся в неорганический (в основном) гранулированный порошок в течение короткого периода времени по сравнению с периодом времени, который требуется для разложения бумажных или полистироловых листов и контейнеров при аналогичных условиях. Органические компоненты, остающиеся после разложения листов, минимальны по количеству и подвергаются биологическому разложению.
Полистироловые, пластмассовые или металлические стаканы и банки, выброшенные в воду (озеро или река), могут сохраняться десятилетия, возможно даже веками. Что касается контейнеров, сделанных из листов с высоким содержанием органических компонентов, то они в подобных условиях в течение короткого периода времени превращаются в порошок, похожий на грязь, причем время их растворения зависит в основном от его исходных компонентов и технологии смешивания.
Вообще заданные свойства конкретного варианта изобретения могут быть определены заранее путем использования знаний законов материаловедения и микроструктурной технологии. При этом желаемые свойства получают в результате формирования микроструктуры полимерноорганической матрицы, заполненной неорганическим компонентом, обеспечивая одновременно приемлемую стоимость и технологичность при массовом производстве. Применение законов материаловедения и микроструктурных технологий вместо традиционного метода "проб и ошибок" или эмпирического метода смешения и испытания смеси позволяет создать материалы с высоким содержанием неорганического компонента, которые обладают заданными свойствами, а именно высокой прочностью на растяжение и изгиб, низким удельным весом и представляют малую опасность для окружающей среды.
Предпочтительный вариант структурной матрицы листов, контейнеров и других готовых изделий в соответствии с настоящим изобретением формируется путем взаимодействия между неорганическими агрегатными частицами, вододисперсным органическим связующим и волокнами. Этот состав превращается в хорошо формующуюся и легко обрабатывающуюся смесь путем добавления воды и тщательного перемешивания компонентов между собой. Вода добавляется в таком количестве, чтобы обеспечить высокую обрабатываемость и формуемость смеси при сохранении ее способности быть стабильной, т.е. смесь должна сохранять приданную ей форму после формирования из нее предмета требуемой конфигурации. Эта цель достигается проще всего при изготовлении листов большой длины, которые обычно каландрируются или же на окончательном этапе производства пропускаются через валки или другое оборудование, используемое в бумажной промышленности.
Кроме того, для того чтобы придать листу требуемые качества, могут быть использованы другие добавки, например, водоотверждаемые материалы, диспергирующие агенты, воздухонасыщающие или продувочные компоненты (часто вводимые в процессе экструзии). Вид и количество любой добавки зависят от желательных свойств или рабочих характеристик как отвержденного листа, так и изделия, которое производится из него.
Действие диспергирующих агентов состоит в уменьшении вязкости смеси путем рассеяния отдельных неорганических агрегатных частиц или волокон. Это позволяет применять меньшее количество воды, обеспечивая в то же время адекватный уровень обрабатываемости. Подходящим диспергирующим агентом мотет быть любой материал, который может адсорбироваться на поверхности неорганических агрегатных частиц и обеспечивать рассеяние этих частиц в результате создания заряженной зоны на поверхности частицы или в ближнем двойном коллоидном слое. Одноименные заряды отталкиваются друг от друга, предотвращая агломерацию частиц. В некоторых случаях выгоднее добавить диспергирующий агент в смесь, содержащую воду, агрегатные агенты и волокна до введения органического связующего с целью получения максимального эффекта дисперсии.
Агрегатные материалы внутри структурной матрицы листов увеличивают в основном объем и существенно снижают стоимость смеси. Кроме того, они обеспечивают лучшую формуемость смеси по сравнению с типичными суспензиями, применяемыми для изготовления бумаги. Примером недорогих агрегатных агентов являются обычный песок, глина и карбонат кальция (известняк), которые не причиняют ущерба окружающей среде, недороги и практически неисчерпаемы. Различные неорганические агрегатные компоненты передают их собственные уникальные поверхностные характеристики листу и могут выбираться, исходя из требований, предъявляемых к листу. Например, каолин придает поверхности пористый вид, пластинчатые материалы, а слюда и глина обеспечивают блестящую поверхность.
В других случаях агрегатные компоненты малого веса могут добавляться для снижения веса готового продукта и обеспечения его лучших изоляционных свойств. Примерами агрегатных компонентов малого веса являются: перлит, вермикулит, пустотелые стеклянные сферы, аэрогель, ксерогель, плавленый кварц и другие материалы, похожие на скальные породы. Эти агрегатные материалы нейтральны по отношению к окружающей среде и относительно недороги.
Гели или микрогели, такие как силикагель, кальций силикатные гели, алюминийсиликатные гели и подобные гели, могут быть добавлены к наполненной неорганическим компонентом матрице либо как обычный агрегатный компонент, либо как агент, регулирующий содержание влаги в смеси, наполненной неорганическим компонентом и в готовом затвердевшем листе.
И наконец, водоотверждаемые связующие, такие как водный цемент, гемигидрат гипса и окись кальция, могут быть добавлены к формовочным смесям для того, чтобы воздействовать на реологию и обрабатываемость смеси, придавая ей прочность на ранней стадии. Такие связующие обладают внутренним обезвоживающим эффектом, поскольку они могут химически взаимодействовать между собой и связывать значительные количества воды внутри смеси в зависимости от их концентрации. Кроме того, некоторые гидроцементы, например серый портландцемент, увеличивают когезионную прочность смеси.
Листы, изготавливающиеся в соответствии с настоящим изобретением, содержат гораздо больше неорганического агрегатного материала, чем бумажные листы. Листы с высоким содержанием неорганических компонентов включают неорганические агрегатные материалы в количестве от 40 до 98% от общего содержания твердых компонентов листа, более предпочтительно от 50 до 95% и оптимально от 60 до 80%.
Волокна, которые диспергируются внутри неорганической (или органической) связующей матрицы, придают листу свойства, сходные со свойствами бумаги, сделанной из древесины или других растений, такие как прочность на разрыв, изгиб, а также когезионную прочность даже в том случае, если в них использовано только от 1/50 до 1/3 количества волокон, которые применяются в бумажных листах. Это происходит в результате того, что волокна, используемые в соответствии с настоящим изобретением, подвергаются меньшей обработке, чем волокна, применяемые при изготовлении обычной бумаги. Кроме того, этот эффект также объясняется уникальным переплетением между неорганическими частицами и органическими связующими, применяемыми в соответствии с изобретением. Следовательно, в соответствии с изобретением могут быть изготовлены листы, обладающие высокой прочностью и гибкостью, содержание неорганического наполнителя в которых составляет от 40 до 98% от общего объема твердого компонента.
Оптимальный способ производства листов с высоким содержанием неорганического наполнителя в соответствии с настоящим изобретением содержит операции: (1) приготовление формовочной смеси путем смешивания воды, неорганического агрегатного компонента, вододисперсного органического связующего и волокнистого материала; (2) подача формовочной смеси в экструдер, например, шнековый или поршневой; (3) экструдирование смеси через головку соответствующей формы, желательно, для получения плоского листа требуемой толщины, или трубы, которая может быть развернута в лист; (4) уменьшение толщины листа путем пропускания его через пару вальцов и (5) сушка листа для получения отвердевшей матрицы, содержащей агрегатные компоненты и волокна, которые связаны между собой органополимерным связующим.
Второй способ, пригодный для получения большинства требуемых композиций, содержит: (1) перемешивание материала с неорганическим наполнителем в месильной машине, а затем удаление воздуха вакуумированием; (2) экструдирование смеси и последующая ее разрезка на отдельные элементы (например, цилиндры); (3) подача названных элементов в хоппер; (4) пропускание экструдированных элементов через пару вальцов для образования листа; (5) в зависимости от технологии сушка или другая окончательная операция над листом. Операция экструзии способствует деаэрации формовочных смесей, а наличие отдельных экструдированных элементов позволяет обеспечить более равномерную подачу формовочной смеси на вход экструзионных вальцов. Однако в третьей модификации способа формовочная смесь просто подается непосредственно к экструзионным вальцам после операции смешивания без операции деаэрации. В качестве подающего механизма может применяться простой шнек.
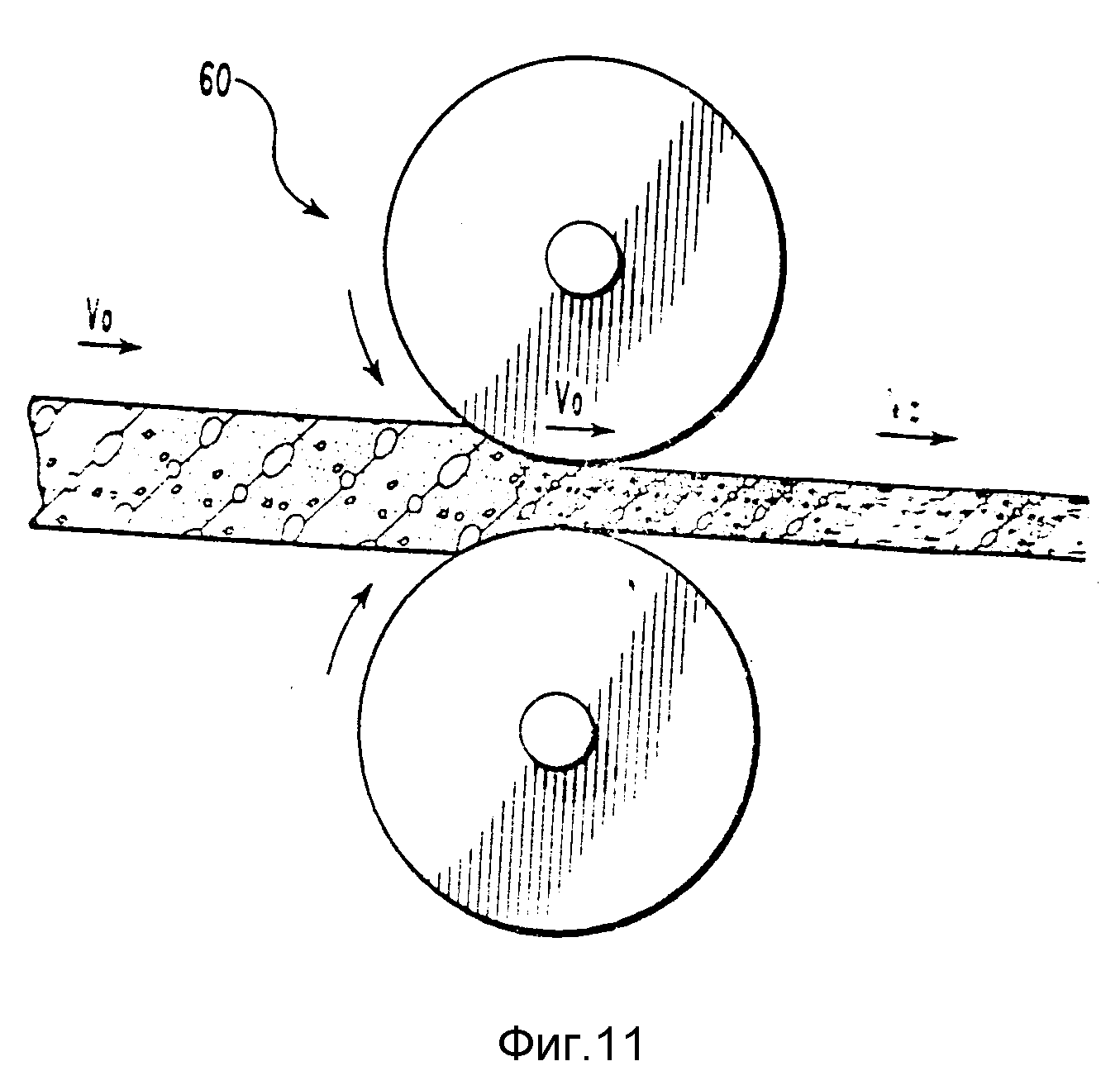
В дополнение к простому процессу формования лист выборочно может сжиматься пока он находится в формовочном состоянии. Это делается для того, чтобы удалить нежелательные пустоты, которые образовались в процессе испарения воды из структурной матрицы, и увеличить адгезию волокон, уменьшить пористость и/или увеличить гладкость поверхности. Данная цель достигается пропусканием листов через одну или несколько групп сжимающих вальцов. После удаления воды из узлов матрицы в листах возникают пустоты и появляется пористость. Листы могут быть подвергнуты дальнейшему сжатию для удаления этих пустот. Такое сжатие производится путем дальнейшего формования матрицы для удаления пустот.
Тем не менее лист должен содержать достаточно воды до и в течение процесса сжатия для того, чтобы наполненная неорганическим компонентом матрица сохраняла формуемость. Сушка листа до состояния неформуемости перед или в течение процесса сжатия может вызвать образование дефектов внутри матрицы с неорганическим наполнителем. Специалист в данной области способен оптимизировать степень высушивания до или в процессе операции сжатия для любого конкретного способа производства.
Контролируя содержание воды и зазор между вальцами, можно гарантировать то, что сжимающие вальцы сжимают лист и увеличивают его плотность без его существенного удлинения. Операция сжатия улучшает прочность окончательно затвердевшего листа благодаря созданию более плотной и однородной структурной матрицы, обеспечивая при этом более гладкую поверхность листа. Выборочный процесс сжатия желательно применять в случае более тонких листов, когда прочность на единицу толщины должна быть увеличена до максимума, а изоляционные качества являются менее важными. Сжатие обычно не нужно в случае производства листов толстых, которые должны обладать высокими изоляционными свойствами и/или небольшой удельной плотностью. Действительно, совершенно нежелательным может быть сжатие листов, в которых используются такие агрегатные компоненты, как пустые стеклянные шарики, теряющие свои изоляционные качества при разрушении.
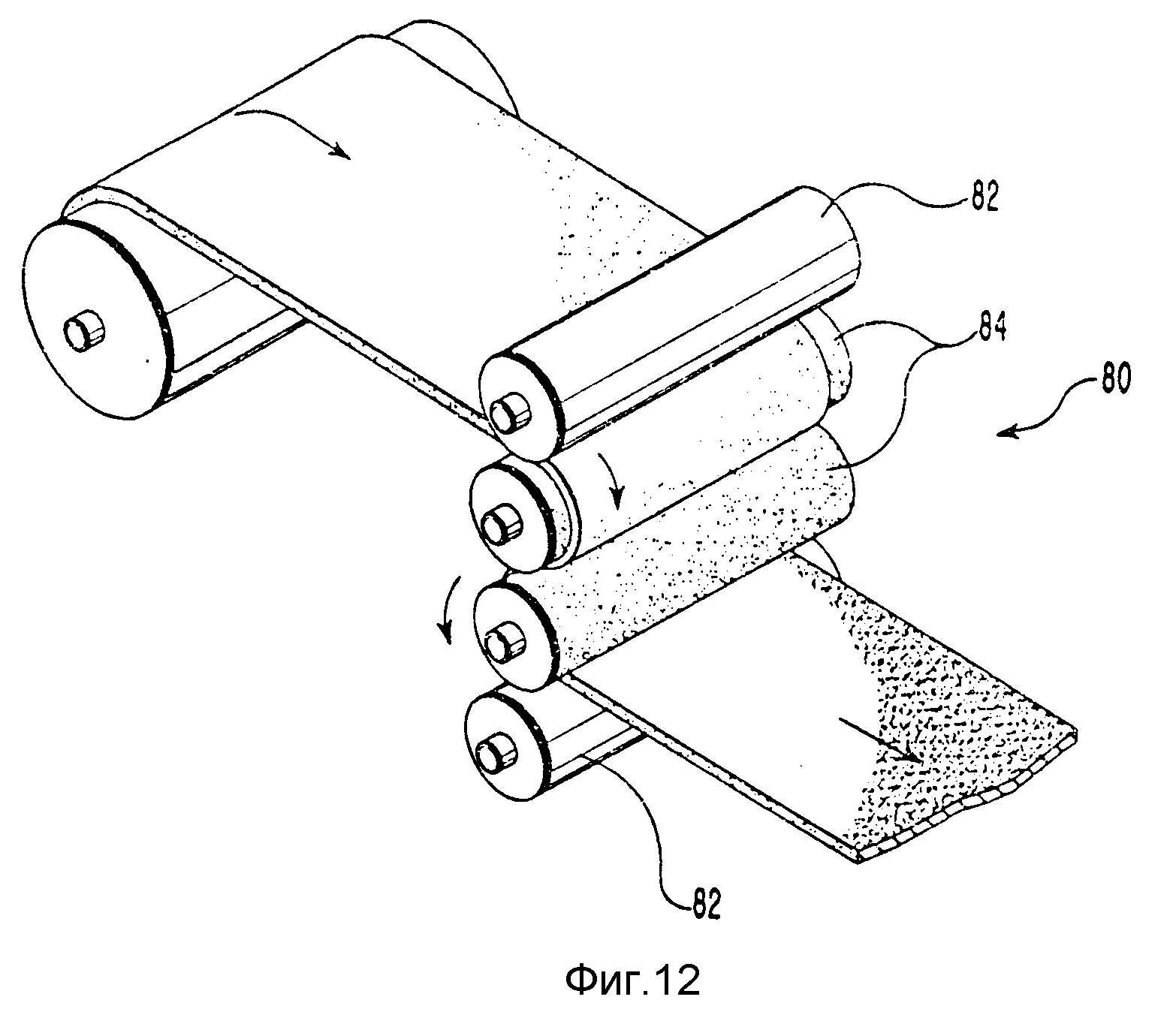
Может быть желательным протягивание листов между одной или несколькими парами вальцов, содержащими твердый валок и мягкий валок. Твердый валок обеспечивает получение одной гладкой стороны листа, а мягкий валок обеспечивает протяжку листа с некоторым натяжением. Вальцы окончательного процесса обработки могут также обеспечивать получение текстурированной или загрубленной поверхности листа. Такой окончательный процесс обычно не включает операцию сжатия листа.
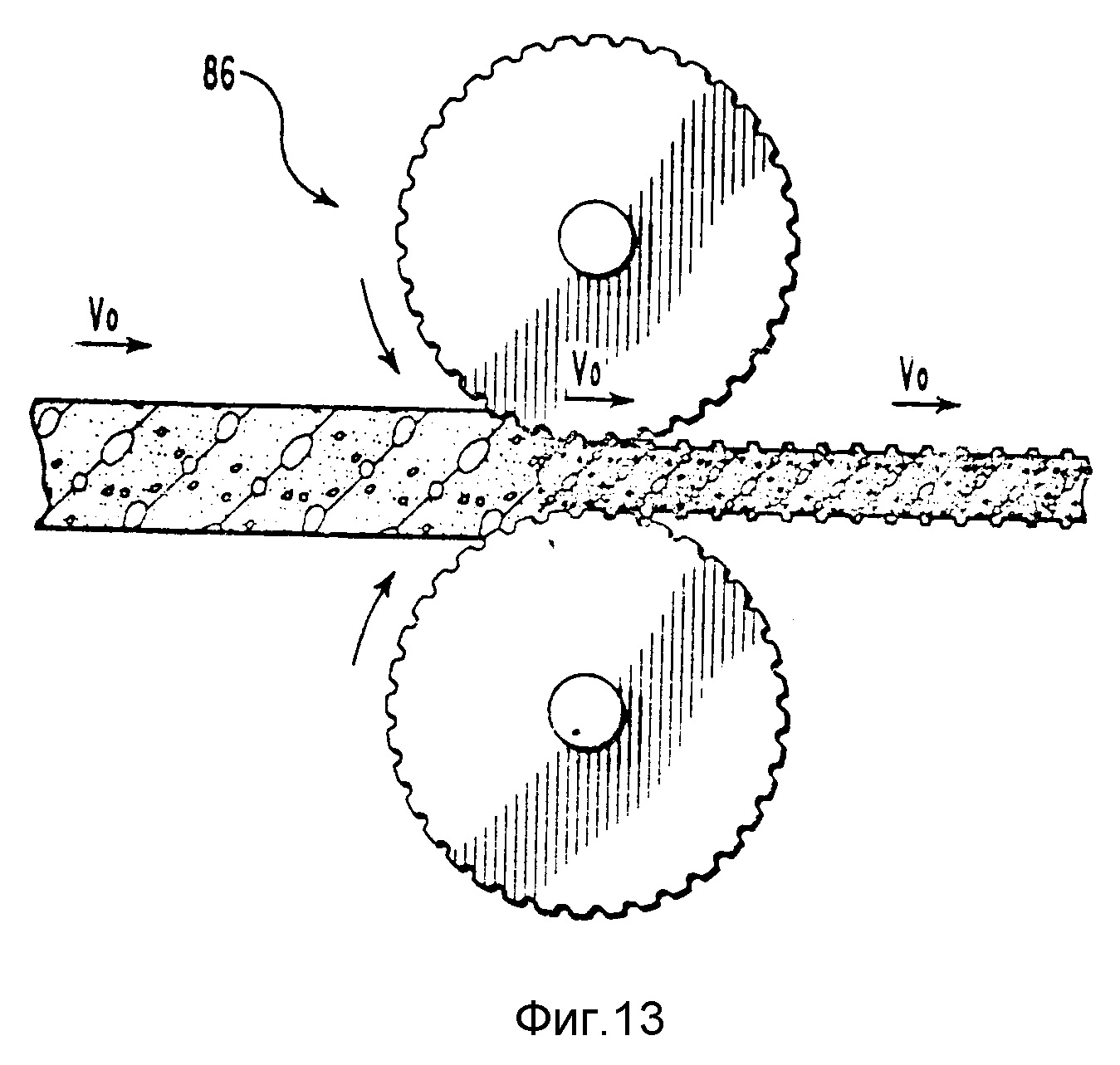
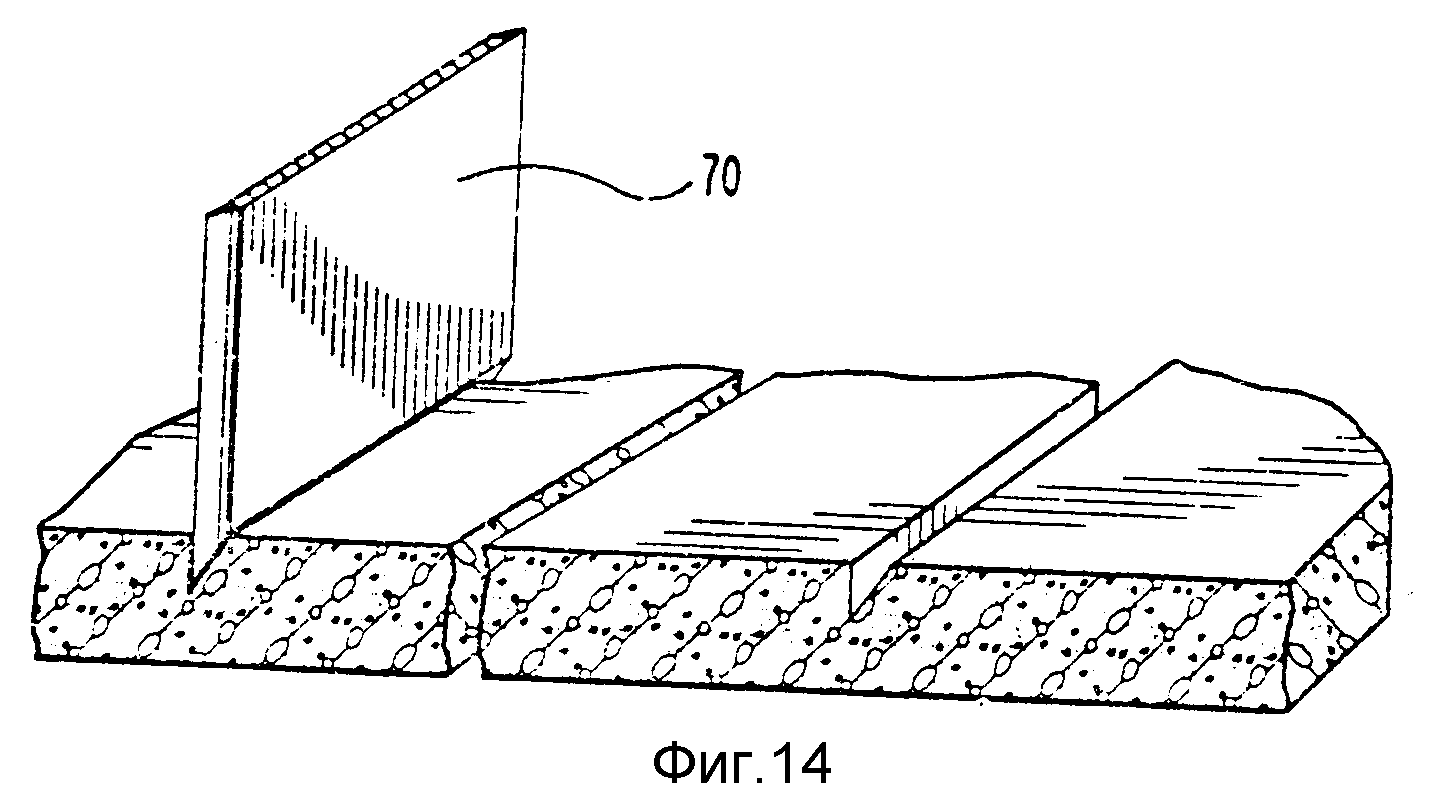
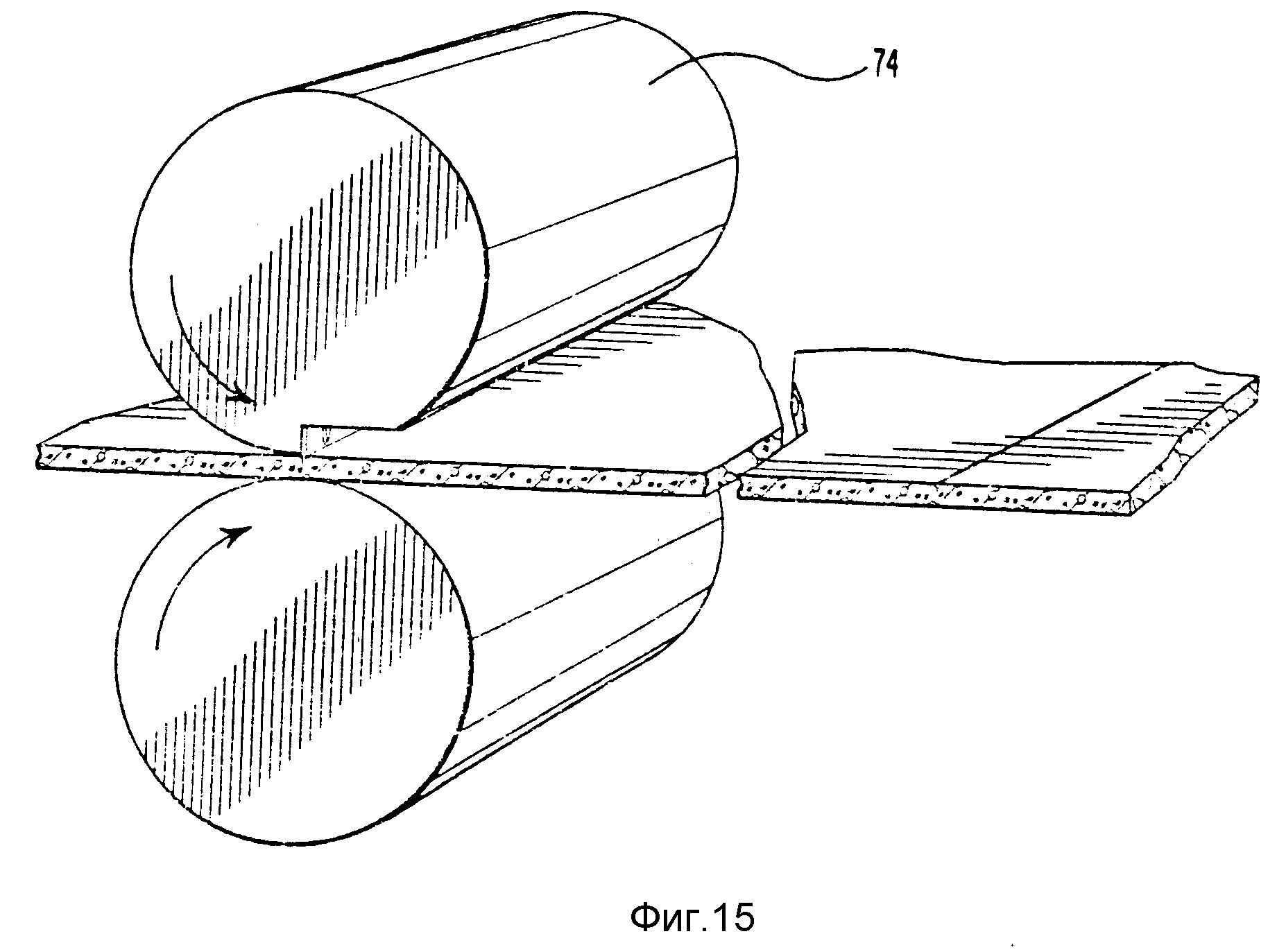
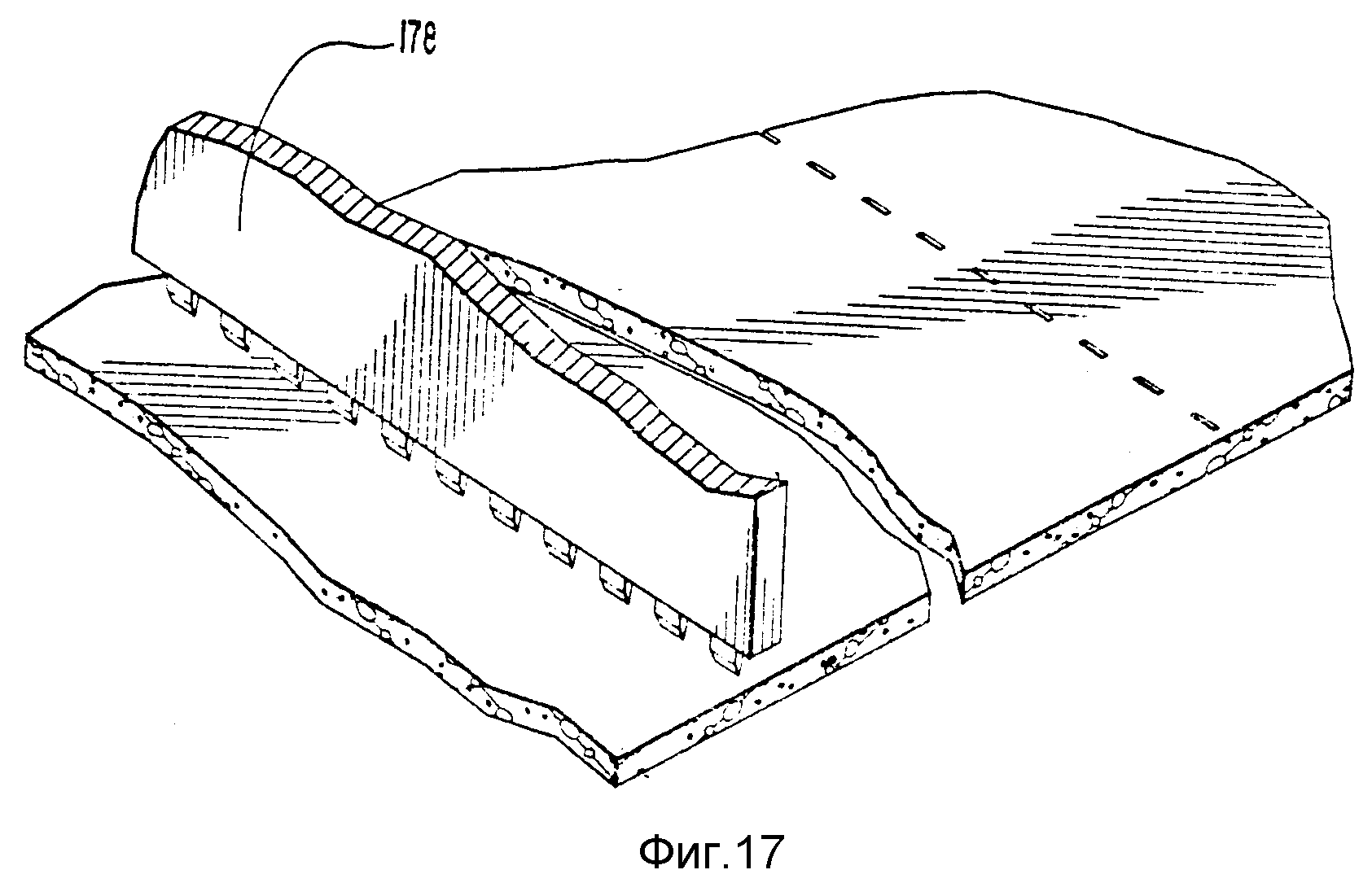
При необходимости на листах может делаться надрез, они могут процарапываться или перфорироваться, когда они слегка смочены или даже сухие, для того, чтобы создать линию внутри матрицы, по которой позднее листы могут быть согнуты. Выборочно лист может быть пропущен через группу корругирующих вальцов для производства корругированных листов и/или картона.
Кроме того, на поверхность листа может наноситься покрытие по целому ряду причин, например, для того, чтобы сделать лист более водонепроницаемым, более гибким или для того, чтобы придать ему большую гладкость. Покрытия, основанные на таких материалах, как соевое масло или Methocel (производимый Dow Chemical), которые наносятся либо непосредственно, либо в комбинации с полиэтиленгликолем. Такие покрытия делаются для смягчения листа или создания на листе зоны, по которой он может быть согнут.
Эластомер, пластик или бумага, примененные в качестве покрытия, могут помочь в сохранении целостности места сгиба независимо от того, произойдет или не произойдет излом твердой матрицы при изгибе листа. В случае применения упаковочных контейнеров может быть необходимо иметь листы с напечатанным текстом или нанесенным обозначением, например гравировкой или выдавливанием. Листы с текстом могут также применяться для журналов, брошюр или других печатных материалов.
После того как лист с высоким содержанием неорганического компонента был высушен и выборочно обработан путем применения ранее описанных операций, он может быть использован сразу же как лист бумаги или картона, либо может быть направлен на хранение для позднейшего использования. Храниться листы могут будучи свернуты в рулон или нарезаны и сложены пачками.
В течение последующих процессов формирования из листа предметов необходимой формы может быть желательным (в зависимости от степени жесткости листа) увлажнить его для временного увеличения упругости и изгибаемости листа. Это особенно актуально в случае, если лист будет свертываться или, если на нем сделан надрез и предполагается, что он будет изогнут под большим углом при формировании контейнера. После того, как лист свернут и/или изогнут требуемым образом, может быть необходимым склеить или завальцевать концы, используя известные клеи и средства. В некоторых случаях необходимо срезать излишек материала с готового продукта, используя методы резания, применяемые при производстве бумаги или пластмассы.
Следует иметь в виду, что именно комбинация органического полимерного связующего с диспергированным в нее неорганическим агрегатным элементом обеспечивает получение листам или другим изделиям из них основного структурного компонента или матрицы с неорганическим наполнителем. Органический полимерный связующий материал является тем компонентом, который обеспечивает целостность матрицы, хотя другие компоненты, такие как неорганические агрегатные материалы, могут также взаимодействовать между собой и/или с органическим полимерным связующим, обеспечивая увеличение прочности на сжатие и растяжение, повышение упругости, жесткости, изоляционных и других желаемых свойств материала.
Следует иметь в виду, что
волокнистые материалы являются наиболее желательными добавками, которые увеличивают прочность на растяжение, упругость и способность к изгибу листов с высоким содержанием неорганического компонента.
Необходимо иметь относительно высокую концентрацию волокон в тех листах, которые имеют надрезы и которые предполагается изгибать под большим углом. Кроме того, полезные свойства, придаваемые волокнами,
могут быть
усилены путем ориентации волокон внутри листа в одном или двух направлениях. В зависимости от формы головки экструдера непосредственно экструзионный процесс вызывает тенденцию
ориентировать волокна в продольном направлении (по оси "Y"). Процесс уменьшения толщины листа, при котором лист удлиняется, еще более ориентирует волокна в направлении "Y".
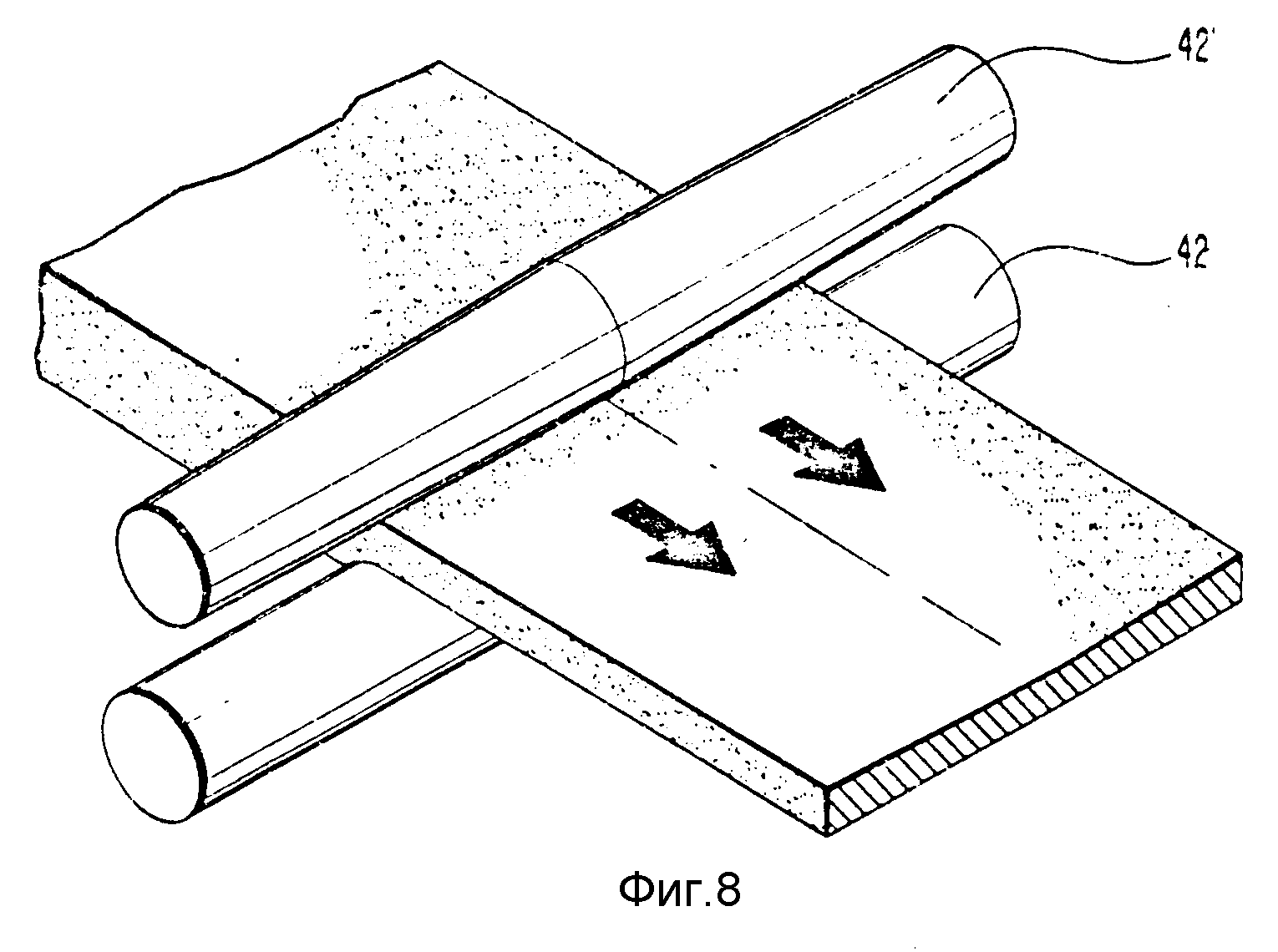
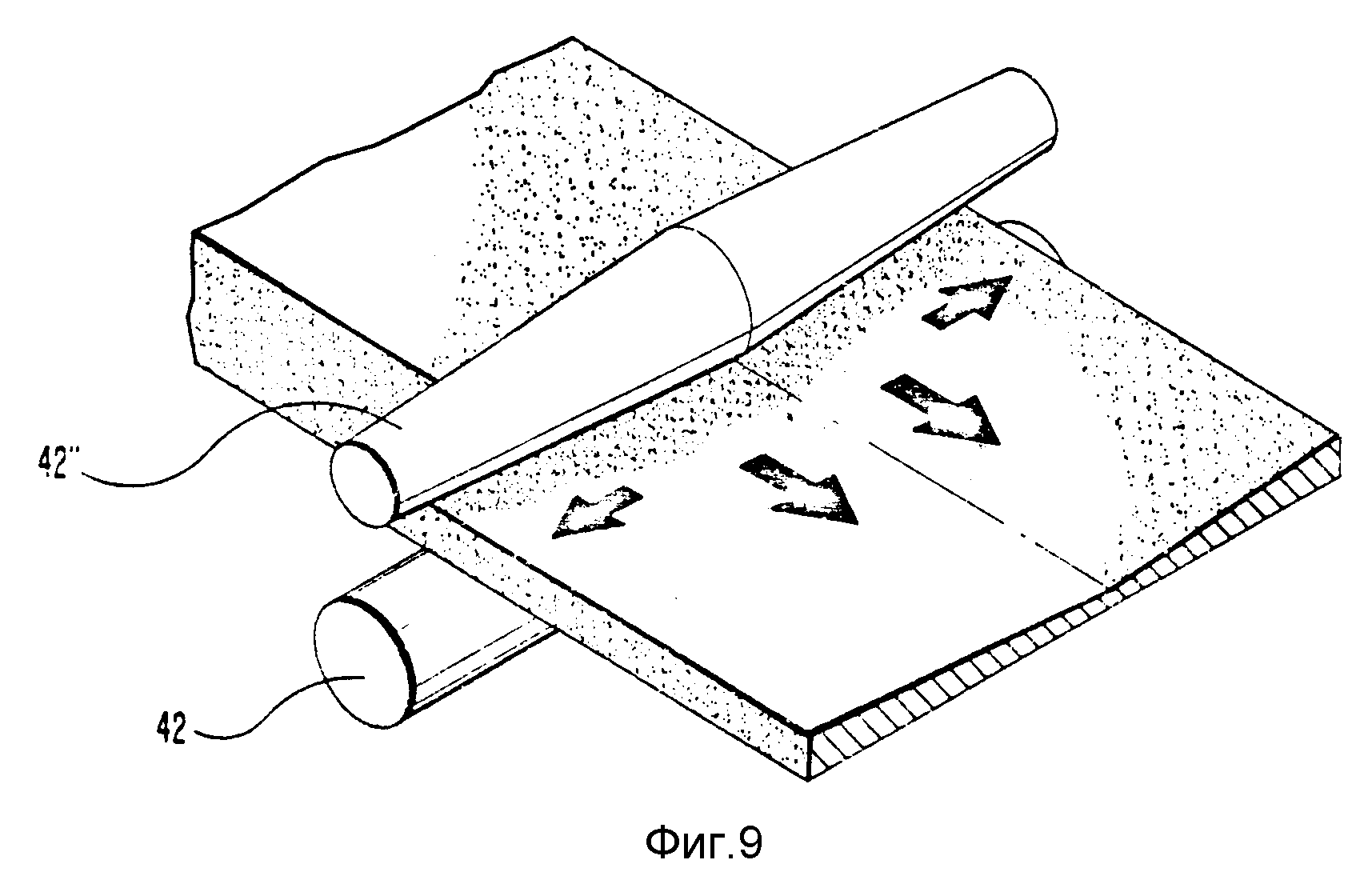
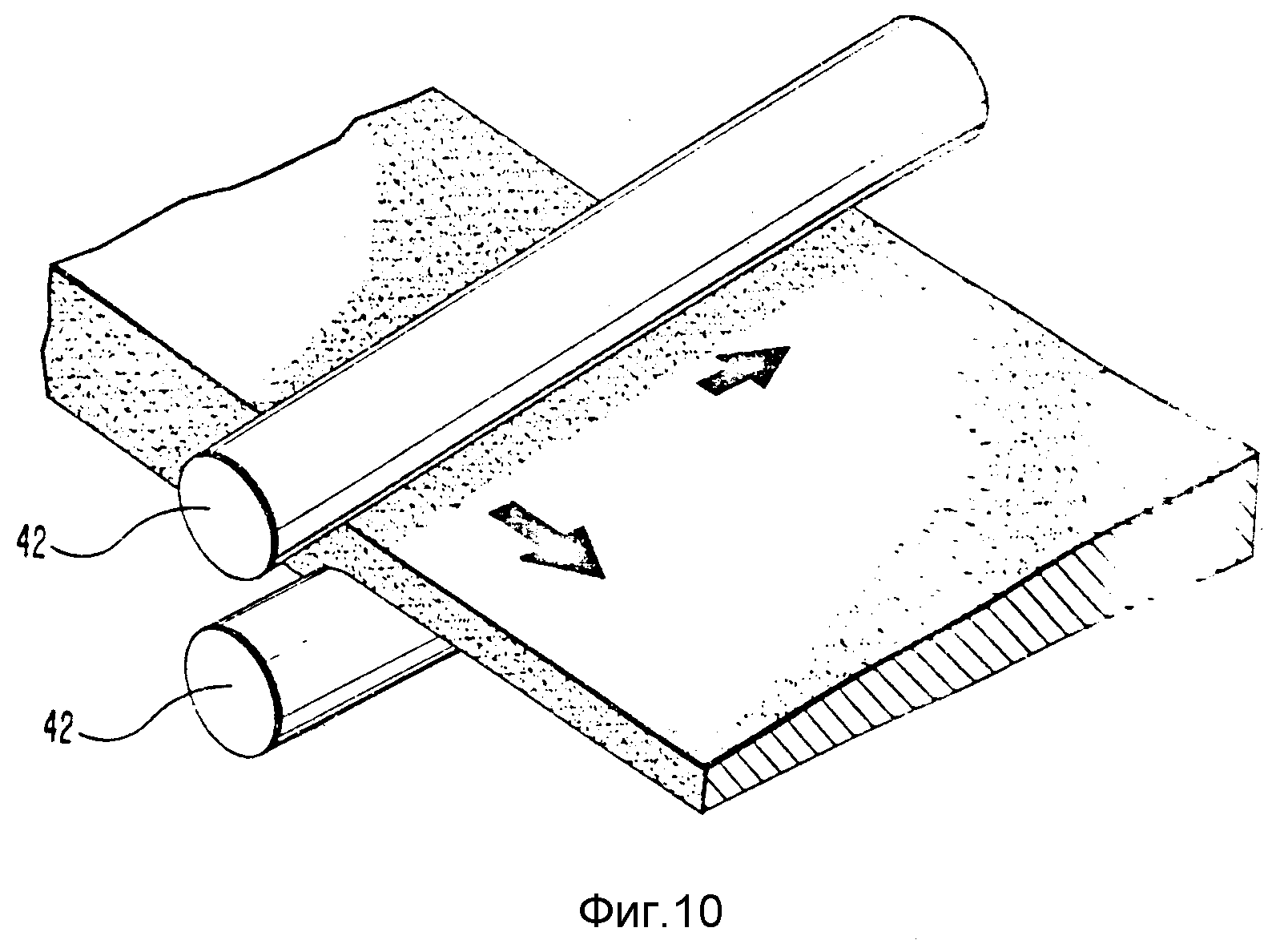
Используя пару вальцов, различно ориентированных в "Z" направлении (т.е. нормально к поверхности листа), например, применяя конический ролик в паре с плоским, часть волокон может быть ориентирована в "X" направлении (т.е. по ширине). Используя такую технику, можно получить листы с волокнами, ориентированными в двух направлениях. Это происходит, поскольку конический ролик может расширять лист в направлении "X".
В вариантах, в которых формуемая смесь не превращается в лист до тех пор, пока не пройдет между парой экструзионных вальцов, возможно воздействие на выравнивание волокон путем регулирования давления, под которым смесь подается к вальцам. В тех случаях, когда смесь пропускается между роликами под небольшим давлением, неожиданное ускорение подачи материала через ролики создает значительный сдвиг в машинном направлении, что приводит к ориентации волокон в листе в машинном направлении.
В другом крайнем случае, когда формовочная смесь подается между экструзирующими вальцами под большим давлением, вальцы создают гораздо меньший сдвиг в машинном направлении, что позволяет сохранять волокна внутри листа в более разноориентированных направлениях. Регулируя давление формовочной смеси между вальцами, специалист в данной области может оптимизировать выравнивание волокон в машинном направлении в желательной мере. Некоторые конвейеры, например шнековые, позволяют регулировать давление, под которым формовочная смесь подается между вальцами.
Целесообразно, чтобы разница между размером зазора между вальцами и толщиной листа до момента прохождения листа между ослабляющими вальцами была невелика. В этом случае процесс ориентации материала будет локализоваться около поверхности листа, не затрагивая внутреннюю часть листа. Результатом этого является производство листов, имеющих значительную однонаправленную или двунаправленную ориентацию волокон на или около поверхности листа при сохранении разнонаправленной ориентации волокон внутри листа. Уменьшением зазора между вальцами относительно первоначальной толщины листа возможно увеличение ориентации волокон внутри листа путем усиления процесса ориентации внутри толщи листа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для того, чтобы реализовать вышеописанные преимущества изобретения необходимо более подробное описание со ссылками на конкретные
варианты его воплощения, иллюстрируемые чертежами. Следует иметь в виду, что эти чертежи относятся только к типичным вариантам изобретения и поэтому не ограничивают его объем. Изобретение раскрывается
в деталях на примере чертежей, где:
Фигура 1A является схематическим изображением предпочтительного варианта устройства для производства листов с высоким содержанием неорганического
компонента, которое содержит смеситель, экструдер, редукционные вальцы, сушильные вальцы, сжимающие вальцы (выборочно), вальцы окончательной обработки (выборочно) и наматывающий механизм
(выборочно).
Фигура 1B является схематическим изображением второго предпочтительного варианта изобретения устройства для производства листов с высоким содержанием неорганического компонента, которое содержит смеситель, зкструзионные вальцы, сушильные вальцы, сжимающие вальцы и наматывающий механизм.
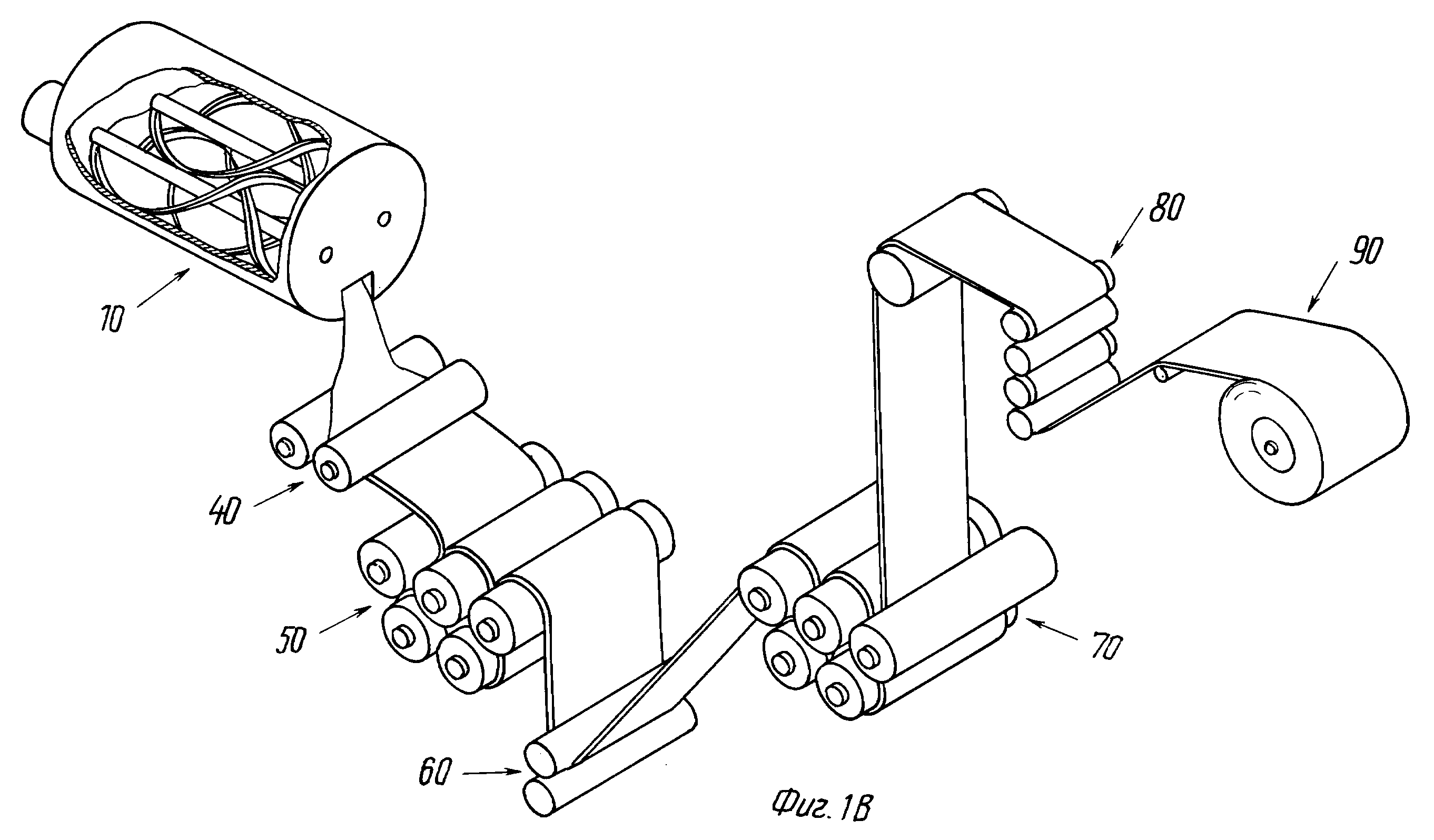
Фигура 2 - изометрический разрез шнекового экструдера с отводной камерой и головкой.
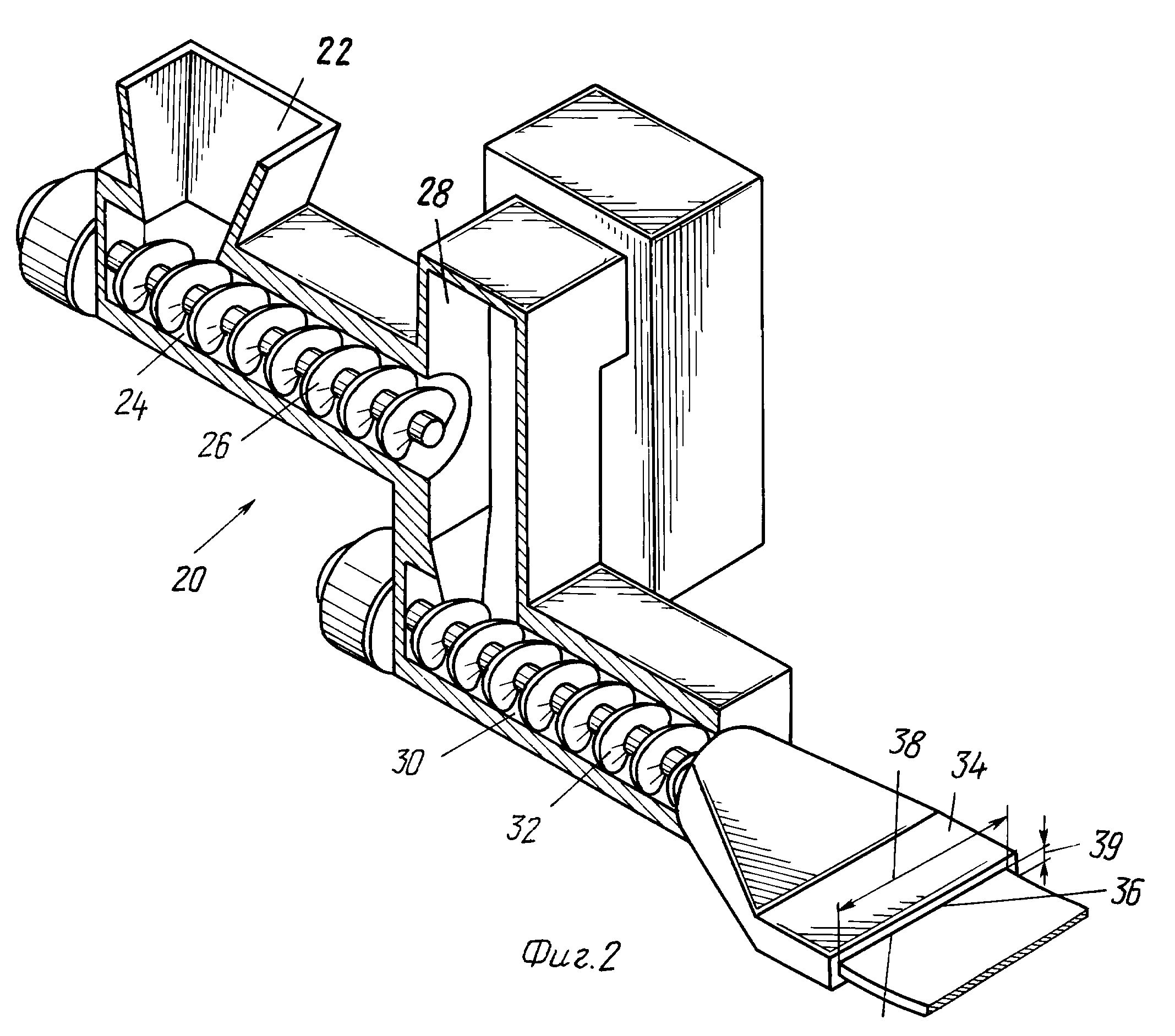
Фигура 3 - вид сбоку на поршневой экструдер с экструзионной головкой.
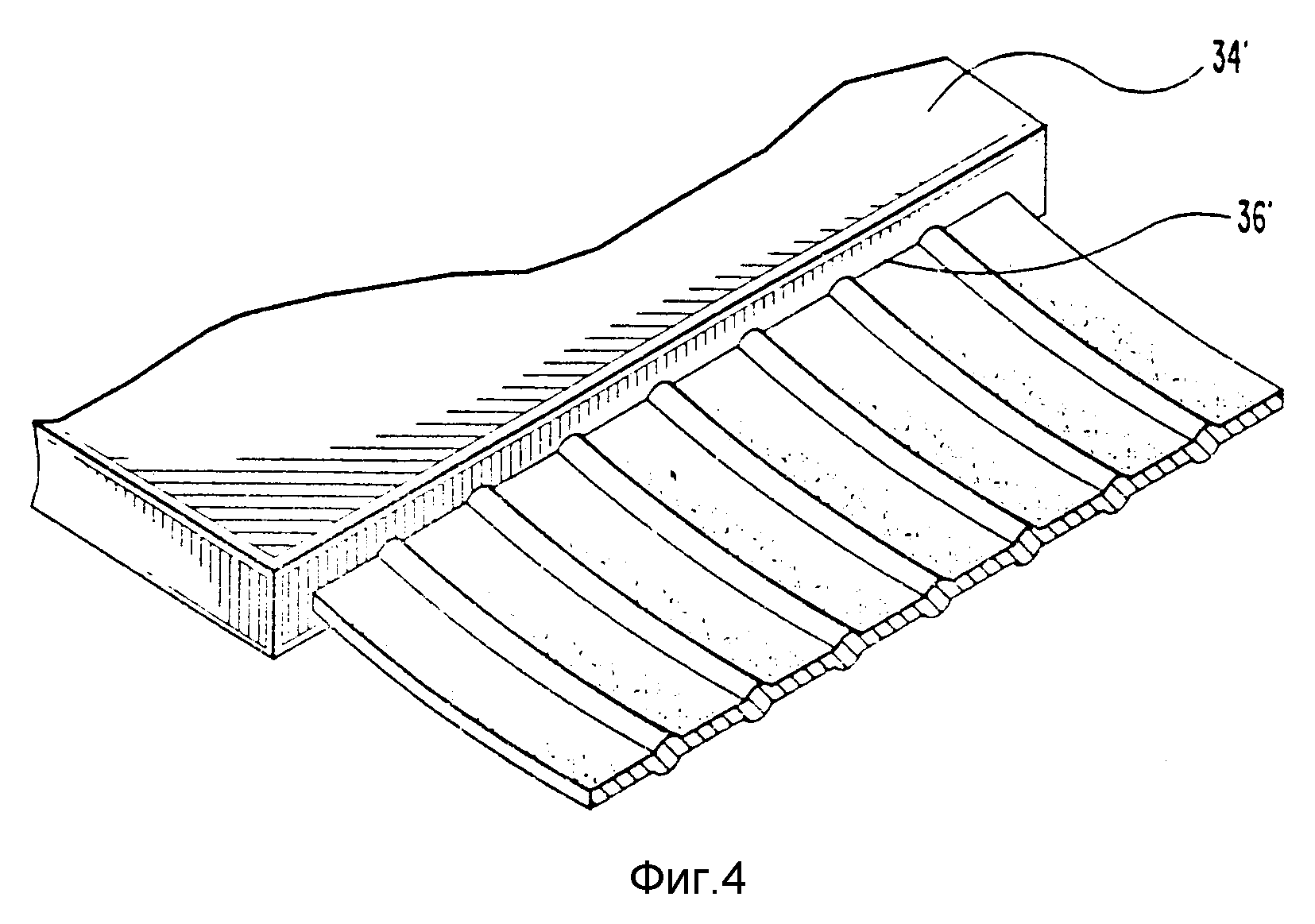
Фигура 4 - изометрическое изображение экструзионной головки с щелью, размер которой изменяется по длине.
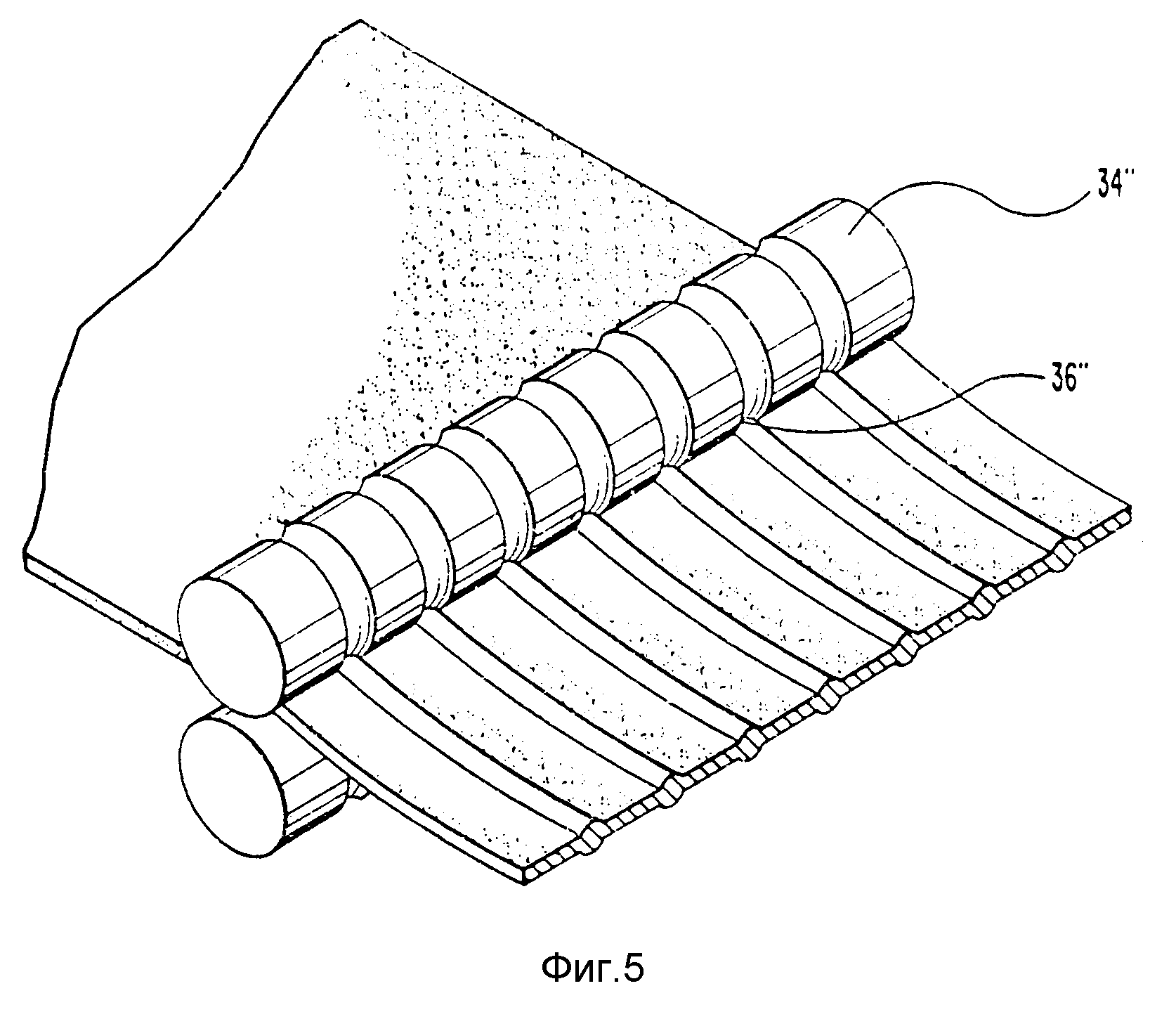
Фигура 5 - изометрическое изображение ступенчатых вальцов, применяемых для изготовления неплоских листов.
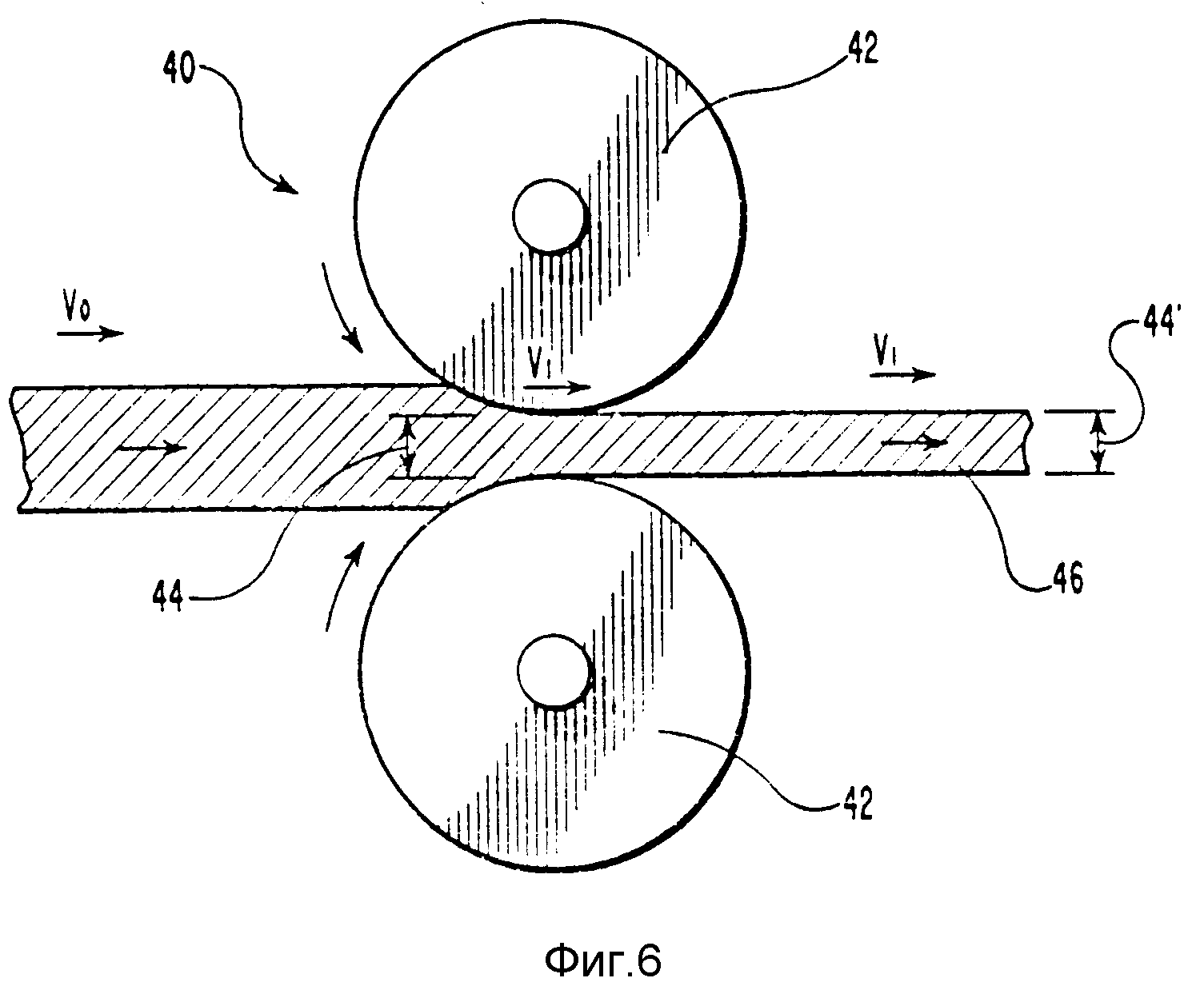
Фигура 6 - вид сбоку на пару редукционных вальцов и лист, толщина которого уменьшается с помощью вальцов.
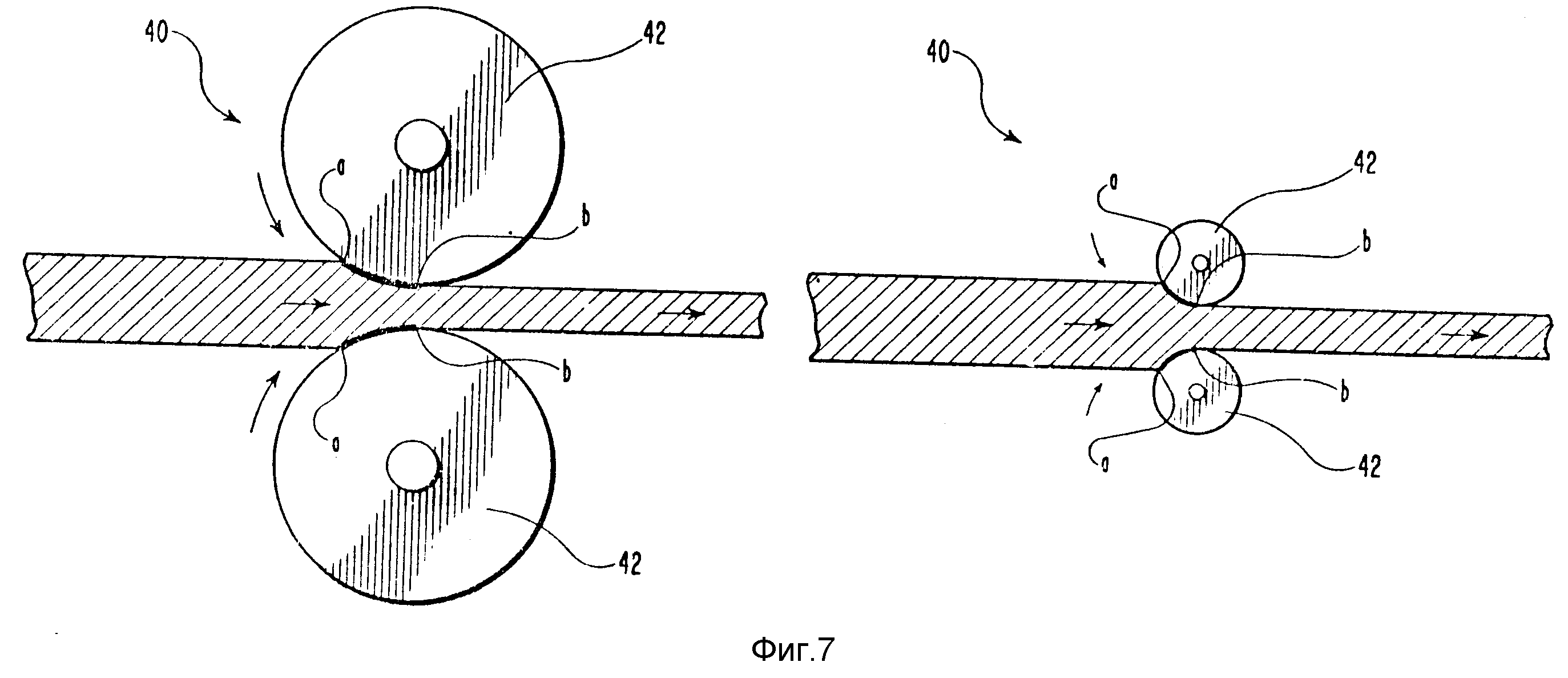
Фигура 7 - иллюстрация сравнительного действия (вальцов большого и маленького диаметров) на процесс уменьшения толщины листа.
Фигура 8 - изометрическое изображение вальца с малой конусностью, применяемого для уменьшения силы сдвига, прилагаемой к листу, толщина которого уменьшается.
Фигура 9 - изометрическое изображение вальца с большой конусностью, применяющегося для расширения проходящего листа (в направлении "X").
Фигура 10 - перспективное изображение группы вальцов с измененной ориентацией в направлении "Z" для образования изменяющегося по направлению "X" зазора для расширения листа.
Фигура 11 - вид сбоку на пару сжимающих вальцов с листом, сжимаемым между ними.
Фигура 12 - перспективное изображение пары вальцов окончательной обработки, содержащих "твердый" и "мягкий" вальцы.
Фигура 13 - вид сбоку на пару корругированных вальцов, применяющихся для получения корругированных листов.
Фигура 14 - изометрическое изображение листа, который надрезается с помощью лезвия резака.
Фигура 15 - изометрическое изображение листа, на котором делается надрез посредством режущей кромки вальца.
Фигура 16 - перспективное изображение выемки, выполняющейся в листе посредством штамповочной пластины.
Фигура 17 - перспективное изображение перфорируемого листа, которое осуществляется перфорационной пластиной.
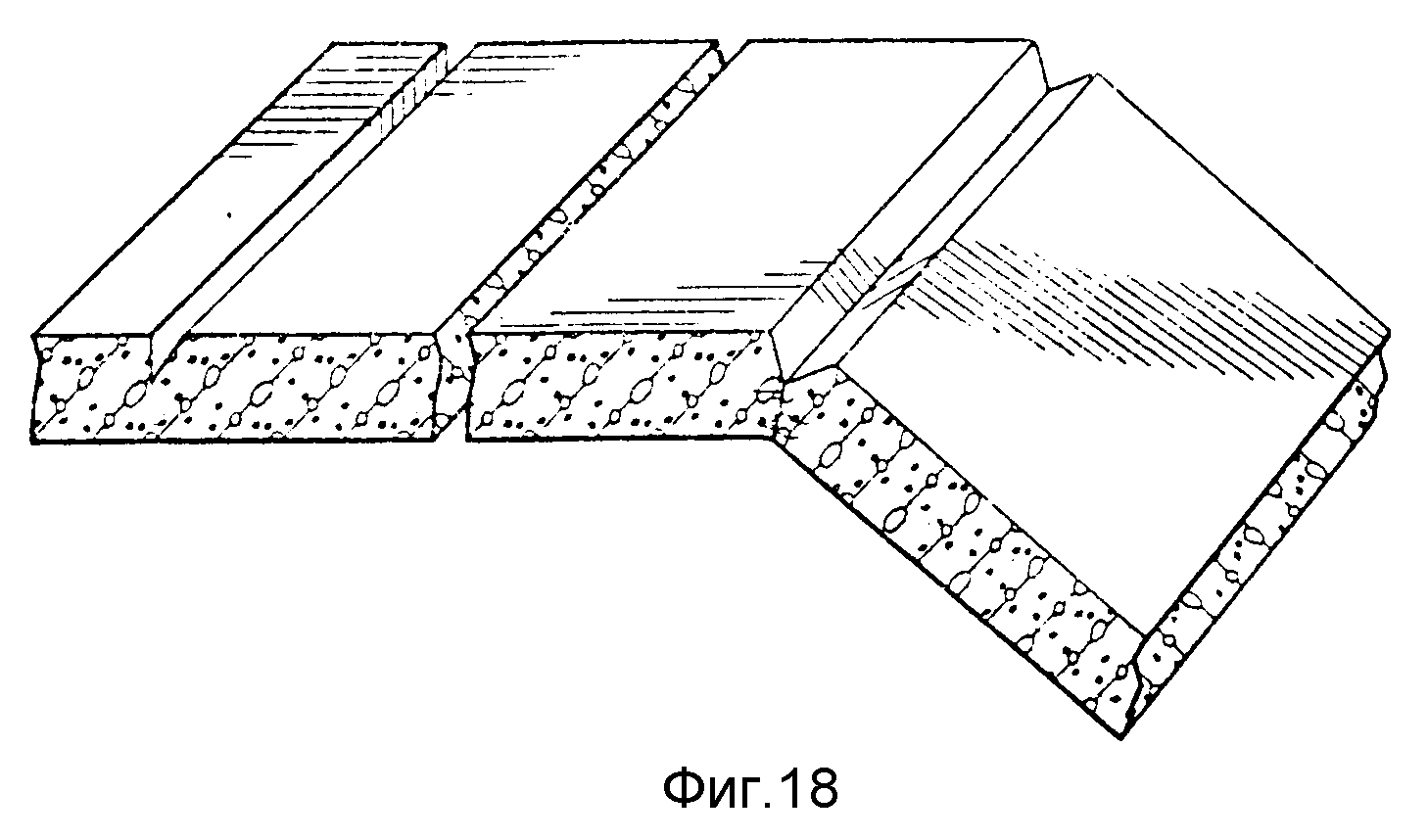
Фигура 18 - изометрическое изображение, из которого видно как более легко изгибать лист по линии надреза.
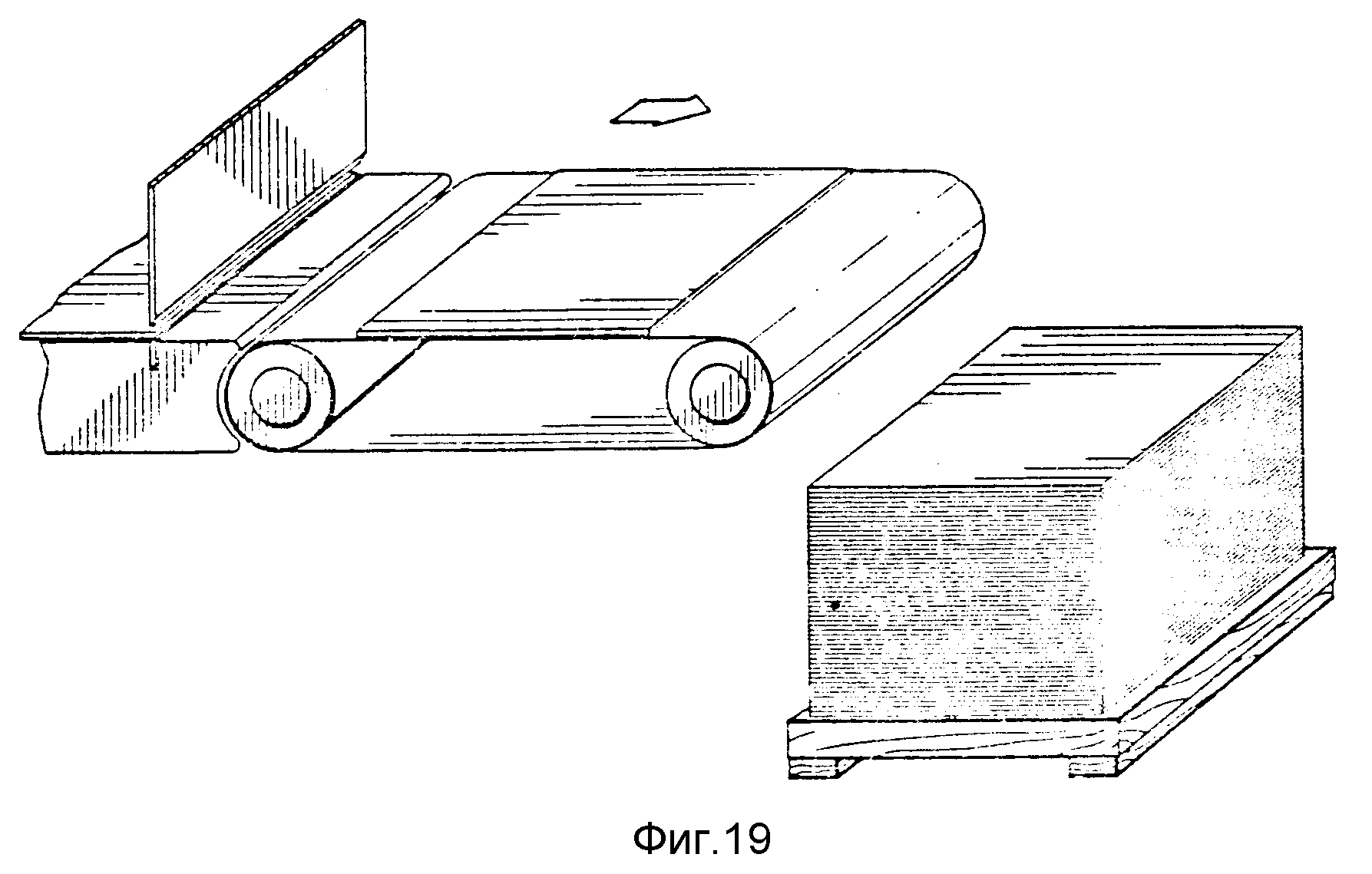
Фигура 19 - изометрическое изображение, иллюстрирующее процесс разрезания бесконечной ленты материала и последующего складывания в пачку полученных листов.
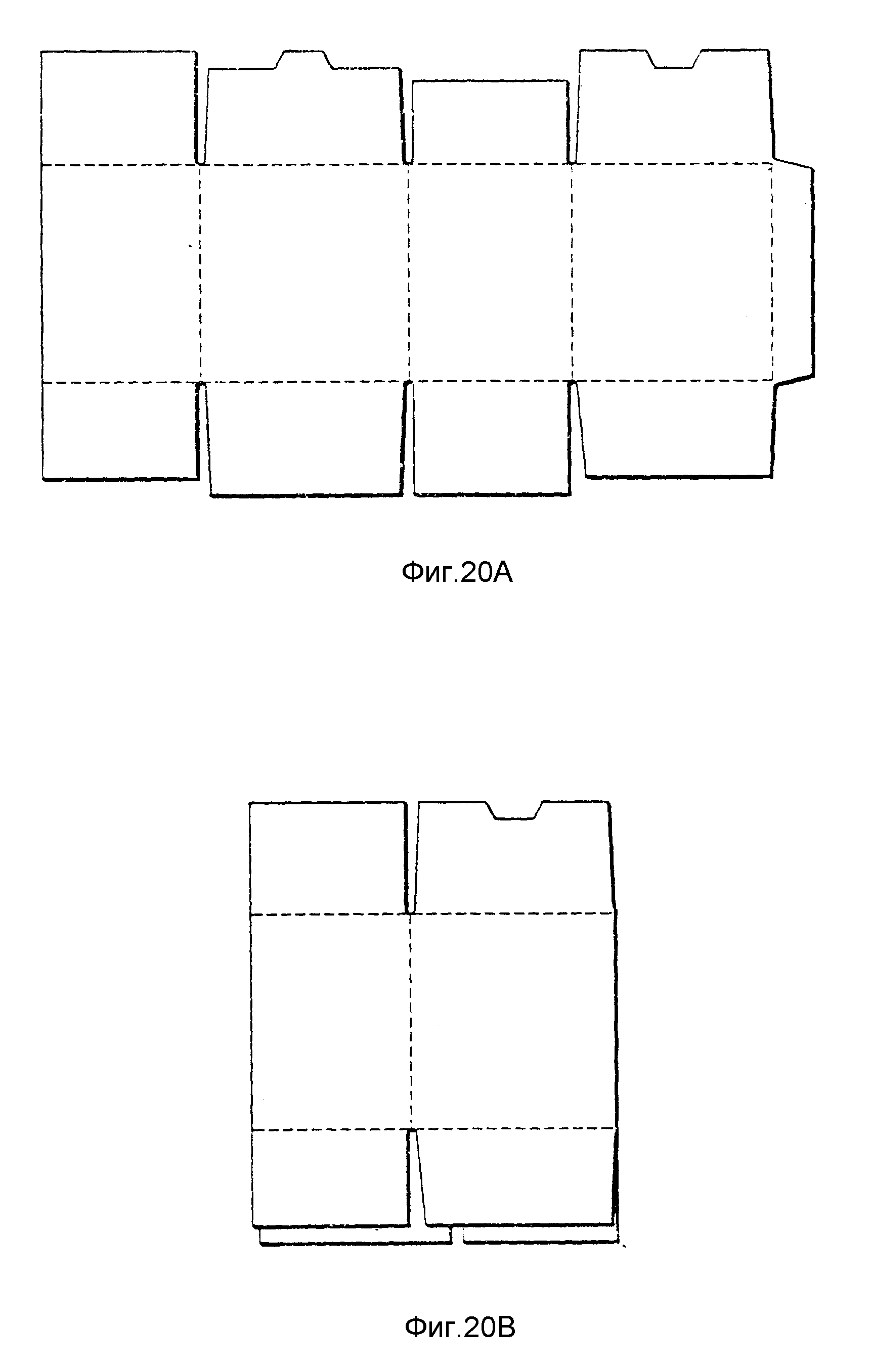
Фигура 20a - перспективное изображение заготовки ящика с склеивающимися краями.
Фигура 20b - перспективное изображение промежуточной заготовки ящика с склеивающимися краями.
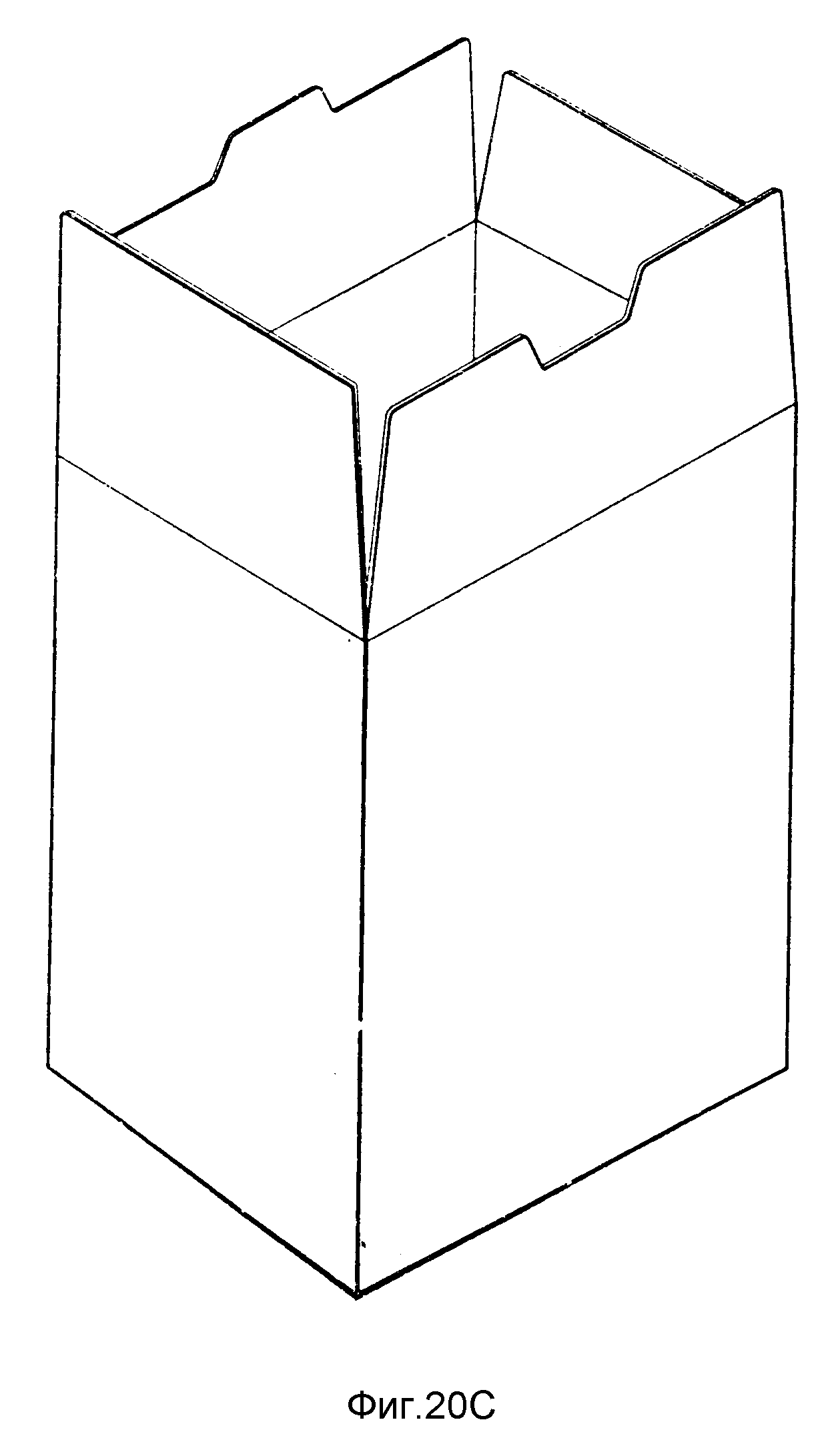
Фигура 20c - изометрическое изображение собранного ящика с склеивающимися краями сторон.
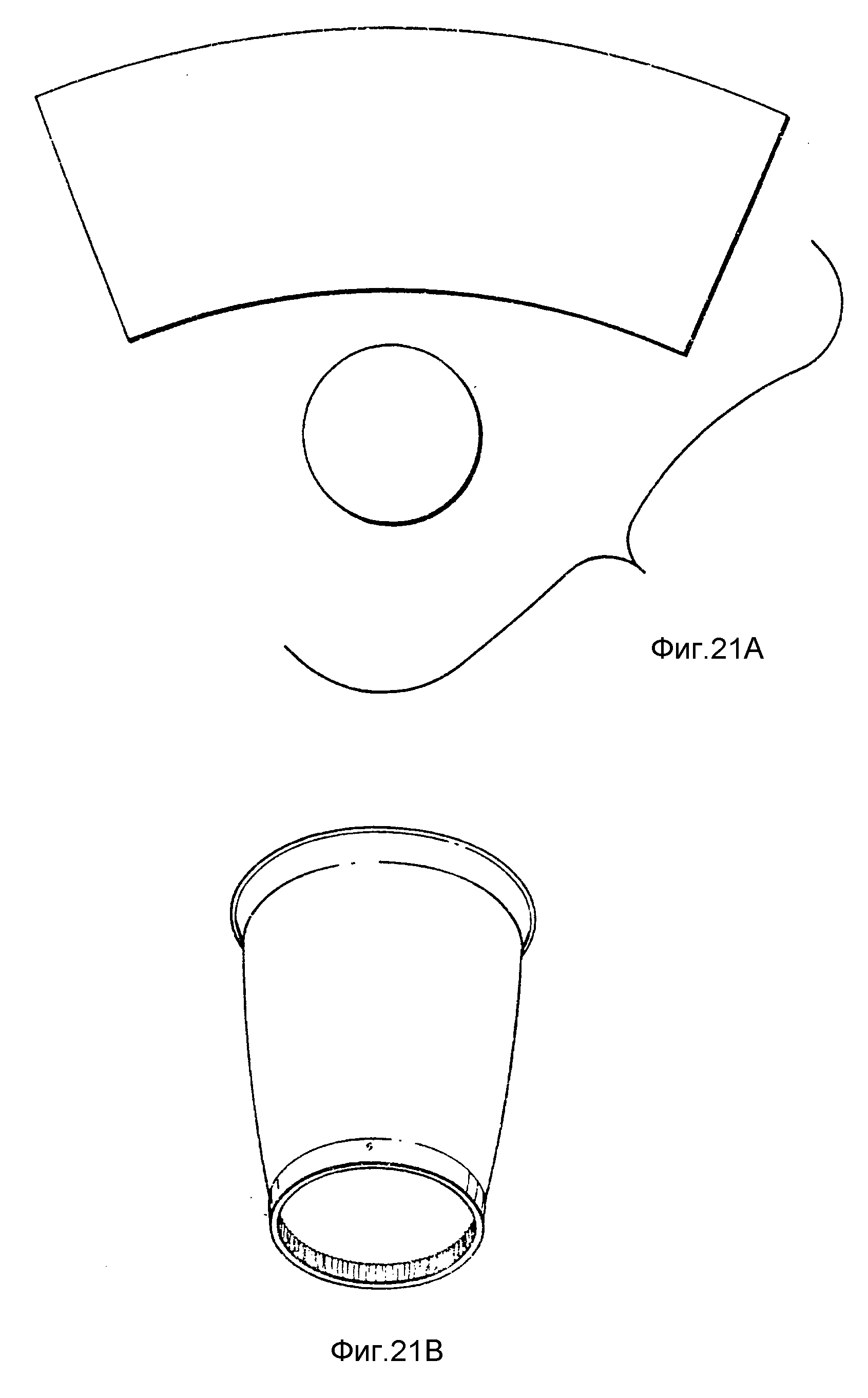
Фигура 21a - перспективное изображение заготовки стаканчика.
Фигура 21b - перспективное изображение стаканчика.
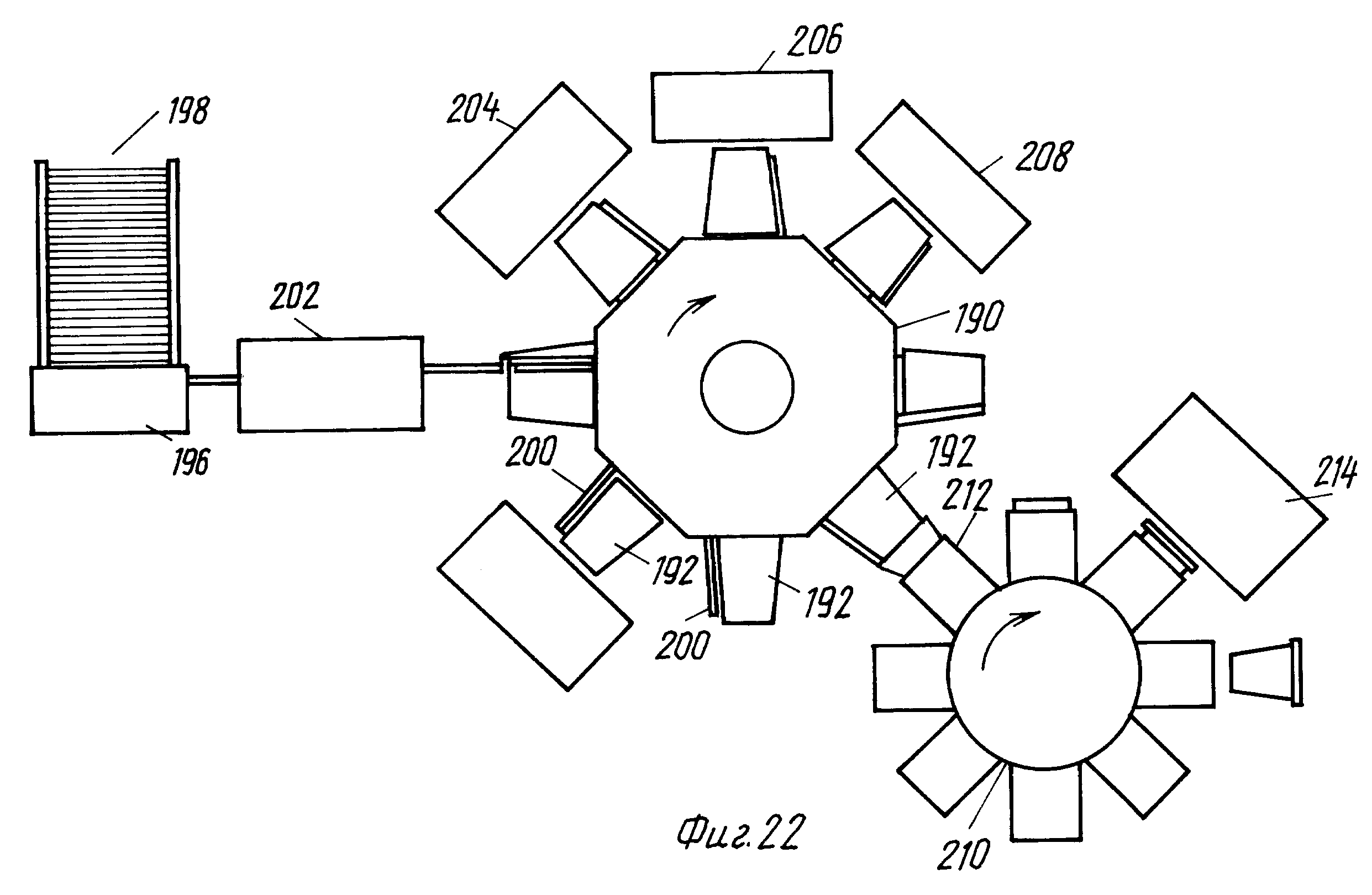
Фигура 22 - схематическое изображение автоматизированной линии по производству стаканчиков.
ДЕТАЛЬНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ИЗОБРЕТЕНИЯ
Настоящее
изобретение относится к новым композициям и способам производства композиций с высоким содержанием неорганических компонентов, которые могут быть отнесены к многокомпонентным, армированным волокном
микрокомпозициям многоаспектного применения. Методом тщательного подбора различных материалов для присадки (включая неорганику и волокна) можно добиться получения дискретных однако синергетически
связанных свойств, возможно создание уникального класса микрокомпозитов, обладающих замечательными прочностными качествами, безопасностью для окружающей среды, пригодностью для массового производства
и низкой стоимостью изготовления.
Термин "многокомпонентный" означает, что материалы с неорганическим наполнителем, применяющиеся для изготовления листов или других предметов по настоящему изобретению, обычно содержат три или более химически или физически различных материала или фазы, такие как волокна, неорганические агрегатные материалы, органические агрегатные материалы, органические полимерные связующие, реологически модифицирующие материалы, водоотверждаемые материалы, воду, другие жидкости. Кроме того, в таком материале могут присутствовать захваченные газы и пустоты. Каждый из этого широкого круга компонентов придает одно или несколько уникальных качеств готовому листу, сделанному из них (также как и смеси, применяемой для формирования листа). Помимо упомянутого круга компонентов возможно добавление других компонентов (таких как два или более неорганических агрегатных веществ или волокнистых веществ), которые придают различные дополнительные свойства листу. Изменением состава компонентов возможно получение желаемых качеств при использовании соответствующих процессов производства.
Многокомпонентная (следовательно имеющая значительное количество свойств) природа материалов с неорганическим наполнителем приводит к их существенному отличию от обычных материалов, например пластмассы, полистирола или металла, которые представляют собой в целом однокомпонентную систему. Тонкие листы из однокомпонентного материала обычно обладают свойствами, присущими материалу, из которого они сделаны (например, листы, которые являются хрупкими, как правило, не могут быть согнуты или сложены без повреждения листа; гибкие листы часто не могут выдержать собственного веса). В отличие от этих листов листы, сделанные из многокомпонентных материалов в соответствии с изобретением, позволяют обеспечить достижение разнообразных качеств.
Термин "многомасштабный" означает, что композиции и материалы в соответствии с изобретением могут быть сформированы в широком диапазоне размеров. В частности, для материалов с неорганическим наполнителем типичной макрокомпозицией является композиция с размером частиц от 10 нанометров до 10 миллиметров, для микрокомпозиций диапазон размеров от 1 микрона до 100 микрон, существует и субмикронный компонент. Хотя диапазоны этих размеров могут быть недискретными, композиции в каждом из диапазонов весьма схожи друг с другом и гомогенны.
Термин " армированный волокном" является очевидным, причем ключевым словом является "армированный". Это слово позволяет четко отделить материалы с высоким содержанием неорганического компонента от обычных продуктов из бумаги или самой бумаги. Обычная бумага имеет тканевую структуру, базирующуюся на переплетении волокон, которые образуют матрицу и являются связующим элементом массы листа. Матрица листа с высоким содержанием неорганического компонента базируется на эффекте переплетения и сцепления между 3 неорганическим агрегатным компонентом, органическим полимерным связующим и волокнами. Основным качеством, которое придает волокно, является прочность, особенно эффективно действует волокно на прочность на растяжение и упругость.
И последнее, термин "микрокомпозит" означает, что материалы с неорганическим наполнителем являются не просто смесью, а представляют собой специально созданную матрицу из конкретных материалов, формируемую на микроуровне из материалов с частицами различного размера и формы. Материалы хорошо связаны между собой и проявляют свои уникальные свойства в окончательном композиционном продукте (например, прочность на растяжение матрицы имеет прямую взаимосвязь с прочностью на растяжение волокнистого компонента; изоляционные качества матрицы имеют прямую взаимосвязь с общей пористостью и изоляционными качествами агрегатного материала).
Учитывая изложенное, материалы, которые содержат вододисперсный органический связующий компонент, волокна (как органические, так и неорганические) и неорганические агрегатные компоненты, могут сочетаться определенным образом и использоваться для изготовления разнообразных продуктов, включая листы, со свойствами, аналогичными свойствам продуктов из обычной бумаги или картона. Листы, выполненные из материала с высоким содержанием неорганического компонента, могут заменять листы, изготовленные из пластмассы, полистирола и даже металла. Листы могут быть нарезаны и переработаны (свертыванием или изгибанием) в множество разнообразных контейнеров или других предметов. Композиции и способы изготовления изделий из них особенно эффективно применимы при массовом производстве контейнеров и упаковок одноразового употребления, например, в промышленности по производству быстроприготовляемых продуктов.
Ввиду высокой концентрации неорганических компонентов (например, неорганических агрегатных материалов, волокон или и тех и других) материалы при сгорании дают большее количество золы и выделяют меньше тепла по сравнению с бумагой, пластмассой или полистиролом.
1. ОБЩЕЕ ОБСУЖДЕНИЕ
A. Продукты, изготовленные из обычной
бумаги.
"Бумага" - родовой термин для широкого круга нетканых материалов, произведенных сваливанием или спутыванием волоконных компонентов растительного происхождения (преимущественно древесных), которые формируются на сетке из водяной суспензии. Бумажные изделия, которые большинство людей называют как "бумага" или "картон", являются, в основном, "древесной бумагой", поскольку они произведены из древесной пульпы, полученной из древесины. Хотя древесная бумага может включать неорганические наполнители, крахмалы или другие незначительные по объему компоненты, она обычно содержит большое количество древесного волокна, как правило от 80 до 98% объемных листа. Древесная бумага производится, как было изложено выше, обработкой древесной пульпы до состояния освобождения лигнинов и гемицеллюлозных составляющих из волокон сырой древесной пульпы, разрыванием и дроблением самих волокон, с целью получения смеси волокон, лигнинов и гемицеллюлозы, которая будет самоподдерживающей благодаря решетчатой структуре. Широкий круг бумаги, основанной на целлюлозе, в основном древесного, растительного происхождения, будет в дальнейшем называться как "обычная бумага".
Свойства отдельного сорта бумаги или картона очень сильно зависят от свойств примененной пульпы. Свойства пульпы зависят одновременно от исходного сырья и процесса производства пульпы. Например, упаковочная бумага почти всегда изготовляется из неотбеленной крафтовской пульпы мягких сортов дерева. Высококачественные сорта бумаги обычно изготовляют из отбеленной пульпы. Они обычно применяются, когда требуются особые свойства, например, необходимо создать барьеры для проникновения газа или жидкости, а также для письма и печати.
Обычная бумага, как правило, изготовляется из суспензии с высоким содержанием воды, которая затем сильно обезвоживается вначале путем помещения суспензии на пористый экран или проволочную сетку, а затем вода "отжимается" резиновым роликом, в результате этого первого процесса обезвоживания содержание воды в листе бумаги уменьшается до 50-60%. После этого частично просушенный лист подвергается дальнейшей сушке его нагреванием, часто с помощью нагретых роликов. В результате ограничений, накладываемых процессом, а также самой природой структуры бумаги, имеется ограничение по верхнему пределу содержания неорганических агрегатных материалов, которые могут быть добавлены в обычный бумажный лист. Например, в патенте США N 4,445,970 (автор Post и др.) под названием "Качественная бумага с высоким содержанием минерального компонента" при описании существовавшего уровня техники отмечается, что наполнители обычно добавляются до уровня 4-20% веса готовой бумаги, хотя известно изредко применение в Европе бумаги с содержанием неорганического наполнителя 30% и в США 25%. Считается, что при производстве качественной бумаги важную роль играет водородная связь, и проблемой является то, что при использовании в производстве такой бумаги более 20% наполнителя происходит ослабление водородной связи, результатом которого является потеря структурой бумаги ее прочности (Колонка 1, линии 42-50). Post и другие авторы полагают, что для получения листов с большим количеством наполнителя необходимо нанесение покрытия из крахмала или клея для того, чтобы увеличить прочность и обеспечить целостность готового листа.
Post и соавторы описывают способ получения бумаги с высоким содержанием наполнителя, который реализуется в обычном процессе путем применения подходящего латекса для увеличения прочности решетки листа. Даже таким образом, согласно упомянутым авторам, можно получить листы, имеющие от 30 до 70% по весу неорганического наполнителя, что соответствует объемному содержанию около 15-35% (Это соотношение между весовыми и объемными процентами получено в предположении, что неорганические наполнители, описанные Post и соавторами, а именно каолин и тальк, имеют удельный вес в сухом состоянии около 2,6, а волоконный компонент водяной пульпы и органические аппетрирующие агенты в сухом состоянии только около 1,2). В соответствии с приведенными примерами в наилучшем случае содержание наполнителя только около 50% по весу (или около 25% по объему). Это представляет разительный контраст с тем, что получается в соответствии с настоящим изобретением (листы с высоким содержанием неорганического компонента), которые содержат по крайней мере 40% по весу неорганических агрегатных компонентов, а желательно и более, о чем говорится более подробно ниже.
Для достижения хорошо известных свойств бумаги в композицию вместо древесных волокон добавляются заменяющие их волокна. Это волокна, которые получают из растений, не относящихся к древесным и известных под наименованием вторичных волокон, производимых из соломы, льна, манильской пеньки, пеньки и жома сахарного тростника. Полученную бумагу часто называют "растительная бумага". Как и бумага древесного происхождения, растительная бумага в процессе производства основывается на тканевой структуре, сильно обработанных волокнистых компонентах и суспензии с высоким содержанием воды.
Кроме того, что настоящее изобретение предполагает много большее содержание неорганических агрегатных наполнителей, настоящее изобретение отличается от процессов обычного производства бумаги рядом особенностей. Во-первых, меньшее количество воды применяется в формовочной смеси (менее чем 50% по объему), при изготовлении обычных сортов бумаги применяются суспензии с содержанием воды по меньшей мере 97% по объему, иногда до 99,9% воды. Более важно то, что листы формируются из формовочной смеси с высокой когезионной способностью, а не из водной суспензии. Поэтому будучи помещены в форму, они сохраняют свою конфигурацию, если не подвергаются каким-либо воздействиям. Более того, формовочные смеси не усаживаются больше чем на 10%, усадка наблюдается не во всех случаях. Что касается бумажных суспензий, то они усаживаются на 50% и более в процессе производства.
Несмотря на разницу в составе между листами обычной бумаги и листами с высоким содержанием неорганического компонента в соответствии с изобретением, последние могут быть сделаны так, что они имеют прочность, упругость, способность к изгибу, внешний вид, а также производят на ощупь впечатление обычной бумаги. Конечно, микроструктурная технология, применяющаяся для создания формовочных смесей для изготовления листов с неорганическим наполнителем, позволяет наладить производство листов с широким спектром свойств, которыми не обладает обычная бумага.
B. Листы, контейнеры и другие изделия.
Термин "листы" используется в настоящем описании и прилагаемых пунктах формулы в том смысле, что он включает любой плоский, гофрированный, изогнутый или текстурированный лист, изготовленный с использованием описанных методов. Единственным серьезным ограничением является то, что структурная матрица по крайней мере части листа содержит компонент с высоким содержанием неорганического наполнителя, имеющий вододисперсный органический связующий материал. Лист может содержать другие материалы, такие как бумага, органические покрытия, чернила или другой органический материал в дополнение к части матрицы с компонентом из неорганического наполнительного материала и органического связующего.
Листы в соответствии с настоящим изобретением могут иметь различную ширину, зависящую от области применения листа. Они могут быть как тонкими - около 0,1 мм и толстыми до 1 см или более, если требуется высокая прочность и/или длительный срок службы.
Термин "контейнер" используется в настоящем описании и прилагаемых пунктах формулы в том смысле, что он включает любой предмет, емкость или сосуд, применяющийся для хранения, распределения, упаковки, изготовления порционных продуктов или перевозки различных типов изделий или продуктов (включая, но не ограничиваясь пищевыми продуктами и напитками). Примерами таких контейнеров могут служить коробки, стаканчики, "оболочки моллюска", кувшины, бутылки, пластины, поддоны, ящики, корзины, тарелки, упаковки для яиц, крышки, конверты и другие типы удерживающих приспособлений.
В дополнение к сформированным за одно целое контейнерам дополнительные изделия, применяющиеся совместно с контейнерами, также включаются в объем понятия "контейнер". К таким дополнительным изделиям относятся, например, крышки, разделительные и направляющие перегородки, обертки, амортизирующие элементы, инструмент и другие изделия, которые применяются при упаковке, хранении, перевозке, разделении, обслуживании или распределении продукта/продуктов внутри контейнера.
В дополнение к листам и контейнерам любой предмет, который может быть изготовлен из листов с высоким содержанием неорганического наполнителя, относится к объему настоящего изобретения. К этим же предметам могут относиться и такие несравнимые изделия, как например, модели самолетов, игрушки, подъемные жалюзи, водостоки, почтовые трубки, элементы упаковок рубашек и временные автомобильные шторки для прикрытия окон.
Словосочетание "пригодный для массового производства" коммерческим или "экономическим" образом используется в настоящем описании и прилагаемых пунктах формулы в том смысле, что листы в соответствии с изобретением могут быть произведены быстро и в достаточном количестве, что делает их производство экономически сравнимым с производством листов из других материалов, таких как бумага, картон, полистирол или металл. Настоящее изобретение направлено на создание композиций, с помощью которых решаются проблемы включения высокого процента неорганических агрегатных компонентов внутрь матрицы продуктов, которые быстро могут быть изготовлены машинным путем, гораздо быстрее, чем ручным способом, т.е. за единицу времени.
Листы, контейнеры и другие изделия, изготовленные из патентуемых композиций, должны быть конкурентоспособны на рынке с аналогичными изделиями,
производимыми в настоящее время из различных материалов, таких как бумага, пластмасса, полистирол или металлы. Следовательно, листы (и другие предметы, сделанные из них) должны быть экономичны в
производстве (например, цена изготовления не должна превышать нескольких центов на изделие). Такая стоимость изготовления предполагает автоматическое производство тысяч изделий за короткий период
времени. Следовательно, требование от настоящего изобретения обеспечить экономически обоснованное массовое производство изделий накладывает существенное ограничение на качество материалов и продуктов,
C. Микроструктурная технология.
Листы с высоким содержанием неорганического компонента по настоящему изобретению были разработаны, исходя из перспективы того, что с помощью микроструктурной технологии можно придать микроструктуре названных листов определенные, заранее заданные свойства, сохраняя при этом величину затрат на производство в конкурентоспособных пределах. Более того, микроструктурный подход в отличие от традиционного метода "проб и ошибок" позволяет получить материалы с высоким содержанием неорганического наполнителя с такими характеристиками по прочности, весу, изоляционным параметрам, стоимости и экологической безопасности, которые необходимы для листов, применяющихся для изготовления печатных материалов, контейнеров и других предметов значительно более эффективным способом.
Число различных сырых материалов, которые пригодны для создания конкретных изделий, является огромным, по оценке их число находится между 50000 и 80000. Они могут быть выбраны из такого круга различных отдельных классов, как металлы, полимеры, эластомеры, керамика, стекло, композиты и цементы. Внутри каждого класса имеется сходство свойств, методов обработки и образцов применения. Керамика, например, имеет высокий модуль эластичности, а полимеры низкий; металлам может быть придана различная форма литьем и ковкой; в то же время композиты требуют специальной техники для формования; водоотверждаемые материалы, включая изготовленные из водных цементов, традиционно имеют низкую прочность при изгибе, а эластомеры имеют высокую прочность на изгиб и удлинение.
Однако изучение материалов строго по отдельным классам представляет определенную опасность, поскольку ведет к узкой специализации (металлург ничего не знает о керамике) и к консервативному способу мышления ("мы используем сталь, поскольку мы применяли ее всегда"). Именно консерватизм мышления и специализация ограничивали использование материалов с высоким содержанием неорганических компонентов для изготовления различных изделий, таких как производство листов, похожих на бумагу.
Тем не менее, в настоящее время вполне осознано, что материалы с высоким содержанием неорганического компонента могут быть широко использованы и получены методами микрокомпозиционной технологии, что их применимость для производства большого числа разнообразных продуктов является очевидной. Такие материалы имеют дополнительные преимущества над другими обычными материалами в том, что они приобретают свои свойства при относительно благоприятных условиях (другие материалы требуют высокого расхода энергии, сильного нагревания, сильной химической обработки, значительно воздействующей на компоненты материала). Более того, определенные обычные материалы или компоненты из них могут добавляться в материалы с высоким содержанием неорганики, сообщая при этом конечному продукту дополнительные полезные синергетические свойства или обеспечивая достижение новых результатов.
Состав композиций в соответствии с изобретением после разработки был сужен, во-первых, в соответствии с требованиями к составу, затем в соответствии с результатом поиска группы материалов, которые обеспечивают максимальное использование свойств отдельных компонентов. Необходимо сознавать, что на всех стадиях производства конечные продукты должны быть получены способом, обеспечивающим конкурентоспособность.
Первоначальные ограничения в выборе материалов диктуются характеристиками компонента, который является определяющим для создания хорошего продукта. В отношении листа, предназначенного, например, для ящика под продукты или напитки, такие первоначальные ограничения касаются минимального веса, прочности (на сжатие и растяжение), надежности при одновременном обеспечении стоимости производства, сопоставимой с изготовлением аналогичных изделий из бумаги, пластмассы и металла.
Как уже отмечалось выше, в прошлом одной из проблем, связанных с материалами, имеющими высокое содержание неорганических компонентов, являлось то, что после заполнения ими формы требовалось для застывания и обработки длительное время - дни или недели. Столь длительный период времени определенно не может обеспечить экономически целесообразное массовое производство контейнеров и аналогичных продуктов.
Важной особенностью настоящего изобретения является то, что, когда смесь с высоким содержанием неорганического компонента формируется в форме листа, она сохраняет приданную конфигурацию (т.е. поддерживает себя при воздействии незначительных сил, таких как сила тяжести и возмущения, обусловленные перемещениями в процессе обработки) в изначальном (сыром) состоянии без посторонней поддержки. С точки зрения перспектив производства для того, чтобы оно было экономичным, важно, чтобы отформованный лист быстро (в течение минут или даже секунд) достиг достаточной прочности, обеспечивающей его перемещение в процессе производства при использовании обычных способов даже, если смесь с высоким содержанием неорганического компонента находится в сыром состоянии и окончательно не затвердела.
Другим преимуществом, обеспечиваемым применением микроструктурных технологий и науки о материалах, является возможность создания композиций, в которых поперечные сечения структурной матрицы являются более гомогенными, чем это достигалось ранее. В идеале при изготовлении из структурной матрицы материала с высоким содержанием неорганического компонента двух образцов объемом 1-2 мм3 они должны иметь сходное количество пустот, агрегатных компонентов, волокон, любых других добавок, а также обладать одинаковыми свойствами матриц.
В простейшем случае процесс использования материаловедения с применением основ микроструктурной технологии для разработки материалов с неорганическим наполнителем включает операции определения характеристик, анализа и модификации, если это необходимо: (a) агрегатных материалов; (b) предполагаемого размещения частиц; системы реологии; (d) средней длины волокон и плотности упаковки; (e) способа обработки и энергетических затрат. При определении агрегатных материалов определяется средний размер их частиц, определяется природная пористость упаковки частиц (она является функцией формы частиц), оценивается прочность частиц.
Располагая этой информацией, на основании математической модели можно предсказать расположение (упаковку) частиц. Было установлено, что расположение частиц (их упаковка) является определяющим фактором для получения заданных характеристик конечного продукта, таких характеристик, как обрабатываемость, стабильность формы, усадка, объемная плотность, изоляционные качества, прочность на растяжение, сжатие, изгиб, упругость, надежность и оптимальная стоимость производства. Расположение частиц зависит не только от самих частиц и их агрегатных характеристик, но также и от количества воды и ее соотношения с пустотами упакованных агрегатных частиц.
Систему реологии является как функцией макрореологии, так и функцией микрореологии. Макрореология характеризуется взаимным расположением твердых частиц в отношении друг друга, определяющимся упаковкой частиц. Микрореология определяется функцией смазывающей фракции системы. Изменением смазывающего компонента (который может быть водой, вододисперсным связующим, пластификатором, диспергирующим агентом или другим материалом) вязкость или предел текучести может быть химически изменен. Макрореология также может быть модифицирована физическими средствами путем изменения формы и размера частиц: например, применением срезанных волокон, пластинчатой слюды, частиц песка закругленной формы или водоотверждаемых связующих частиц. Все эти частицы по-разному взаимодействуют с смазывающими веществами.
Производственный процесс может быть модифицирован путем изменения баланса между обрабатываемостью и сохранением стабильности формы. В соответствии с изобретением важным фактором является увеличение предела текучести в процессе формирования листа либо путем применения химических веществ (например, добавлением обычного вододисперсного связующего) или дополнительным вводом энергии в систему (например, нагреванием формы). Наиболее существенным достижением настоящего изобретения в области композиций является разработка способа изменения композиций с неорганическим наполнителем для быстрого изменения способности сохранять форму изделия из композиции.
Из последующего описания будет ясно как каждый из компонентов материала внутри смеси с неорганическим наполнителем, равно как и параметры обработки действуют на исходные связи внутри листа в направлении достижения обеспечения массового производства. В приводимых ниже примерах даются описания специальных композиций, из рассмотрения которых максимально видна роль каждого из компонентов в достижении желаемых свойств.
D. Формовочные смеси.
Термины "неорганически наполненные смеси" или "формовочные смеси" имеют взаимно дополняющее значение и относятся к смеси, которая формуется для получения листов, которые патентуются и описываются ниже. Такие смеси характеризуются высокими концентрациями наполнительных материалов или агрегатных компонентов (по крайней мере 40% от объема твердого вещества в высушенном листе), а также наличием воды, вододисперсного связующего и волокнистых материалов. Смеси могут включать другие присадки, такие как пластификатор, смазывающие вещества, диспергирующие вещества, водоотверждаемые связующие и воздушные агенты, образующие полости.
Формовочные смеси характеризуются относительно высоким значением предела текучести, что позволяет делать их хорошо обрабатываемыми и когезионными, причем они приобретают стабильную форму немедленно после или вскоре после придания им требуемой формы. Термины "смесь с неорганическим наполнителем", "формовочная смесь с неорганическим наполнителем" или "формовочная смесь" относятся к смесям независимо от степени их сушки или другой обработки. К таким смесям относятся смеси, обладающие высокой обрабатываемостью и которые были частично или полностью высушены (некоторое количество воды всегда сохраняется внутри листов, как связанная вода внутри вододисперсного связующего).
После того, как формовочной смеси была придана заданная форма, полученное изделие или лист, изготовленный из нее, будет иметь матрицу "с высоким содержанием неорганики/органополимерную матрицу", "матрицу с неорганическим наполнителем" или "органополимерную матрицу с неорганическим наполнителем". Эти термины относятся к таким матрицам независимо от того, в какой степени высушена или прошла обработку композиция, единственным ограничением является то, что лист или другое изделие должно приобрести стабильную форму. К листу или другому изделию применим термин "с матрицей, имеющей высокое содержание неорганического компонента" независимо от того, частично или полностью высушен лист или другое изделие.
Как формовочная смесь, так и матрица с высоким содержанием неорганического компонента относятся к "материалам с высоким содержанием неорганики" или "композициям с высоким содержанием неорганики". Как и в предыдущих случаях, эти термины относятся к материалам и композициям независимо от степени их влажности или затвердевания. Они (термины) относятся к материалам и композициям в исходном, сыром состоянии, в полусухом состоянии, а также к готовым листам или другим продуктам, изготовленным из этих материалов.
E. Вододисперсные органические связующие.
Формовочные смеси, которые применяются для производства листов с высоким содержанием неорганического наполнителя, приобретают прочностные свойства путем удаления воды из растворимого в ней дисперсного органического связующего. Формовочные смеси приобретают обрабатываемость и текучесть при добавлении некоторого количества воды к смеси для обеспечения смазки твердых неорганических агрегатных частиц и волокон, а также для растворения или по крайней мере для распыления вододисперсного органического связующего. После этого удаление воды, например, испарением, позволяет вододисперсному связующему достичь своих максимальных прочностных характеристик.
Например, некоторые основанные на крахмале материалы могут быть приобретены в форме крошечных гранул, имеющих порошкообразный вид. Связующие, основанные на крахмале, "активизируются" растворением и превращением в желеобразное состояние при нагревании до температуры выше температуры застудневания. После сушки материалов, основанных на крахмале, их прочность на растяжение составляет 40-50 МПа. Благодаря применению микрокомпозиционной техники листы с высоким содержанием неорганики (контейнеры или другие изделия) могут приобретать различную прочность на растяжение, которая может достигать в отдельных случаях 40 МПа.
Вододисперсный органический связующий материал не только связывает отдельные агрегатные частицы и волокна вместе внутри смеси при сушке и затвердевании (образуя структурную или наполненную большим количеством неорганики матрицу), но также обеспечивает тенденцию воздействия на реологию формовочной смеси. Действительно, вододисперсные связующие применялись в цементных и других водоотверждаемых смесях в качестве агентов, модифицирующих реологию формовочных смесей. Вместе с тем понятно, что они также влияют на степень связывания компонентов смеси в затвердевшем материале при их добавлении в достаточном количестве.
Различные вододисперсные органические связующие, применяемые в соответствии с изобретением, могут быть приблизительно разделены на следующие категории: (1) полисахариды и их производные, (2) протеины и их производные, (3) синтетические органические материалы. Основанные на полисахаридах модифицирующие реологию агенты могут быть подразделены на: (a) основанные на целлюлозе материалы и ее производные, (b) основанные на крахмале и его производных, (c) другие полисахариды.
Подходящие для целей изобретения основанные на целлюлозе связующие включают, например, метилгидроксилцеллюлозу, метилцеллюлозу, гидроксиметилэтилцеллюлозу, карбоксиметилцеллюлозу, этилцеллюлозу, гидроксиэтилцеллюлозу, гидроксиэтилпропилцеллюлозу и другие. Полный список возможных вариантов огромен и не приводится здесь, но другие целлюлозные материалы, которые имеют такие же или сходные характеристики, также могут применяться. Некоторые основанные на целлюлозе связующие могут также подвергаться поперечной полимеризации в растворе; примером является Cellosize (торговая марка), гидроксиэтилцеллюлоза, производимая Юнион Карбайд. Cellosize может быть поперечно связана в воде с диальдегидами, метилмочевиной или меламин-формальдегидными смолами, образуя при этом менее водорастворимый связующий компонент.
К пригодным связующим на основе крахмала относятся, например, амилопектин, амилоза, сигель, ацетатный крахмал, крахмальные гидроксилэтил эфиры, ионные крахмалы, алкилкрахмалы с длинными цепями, декстрины, амино крахмалы, фосфатные крахмалы и диальдегидные крахмалы.
Другие основанные на природных веществах связующие содержат, например, алгиновую кислоту, фикоколлоиды, агар, гуммиарабик, гуаргам, смолистые вещества из плодов рожкового дерева, карайагам и трагакант.
Подходящие связующие, основанные на протеинах, включают, например, цеин (проламин, полученный из зерна), коллаген (производные, экстрактированные из соединительной ткани животного происхождения, например, желатин и клей) и казеин (основной протеин коровьего молока).
Подходящими вододисперсными органическими связующими являются, например, поливинилпирролидон, полиэтиленгликоль, поливиниловый спирт, поливинилметилэфир, полиакриловые кислоты, соли полиакриловой кислоты, поливинилакриловые кислоты, полиакрилимиды, этилен оксидные полимеры, полиластиковая кислота и латекс (является родовым понятием для широкой категории веществ, включающих множество полимеризующихся компонентов с образованием водной суспензии, примером является стирен-бутадиеновый сополимер). Вододисперсные органические связующие включаются в таком количестве, чтобы затвердевший лист содержал от 1 до 50% органического связующего от общего объема твердого компонента листа, еще лучше, если указанное содержание связующего находится в пределах от 2 до 30%, оптимальное содержание от 5 до 20%.
F. Вода
Как уже указывалось выше, воду добавляют в формовочную смесь для того, чтобы растворить или по крайней мере диспергировать вододисперсное органическое связующее вещество
внутри смеси. Во многих случаях некоторое количество воды вступает в реакцию с органическим связующим и переходит в химически связанное состояние. В других случаях вода может быть более свободно
связана с органическим связующим, часто путем водородных связей. Определенное количество воды может также взаимодействовать с другими добавками внутри смеси, так например, водоотверждаемые связующие
химически взаимодействуют с водой.
Вода также выполняет функцию создания формовочной смеси с желаемыми реологическими характеристиками, включая вязкость и значение предела текучести. Эти свойства определяют обрабатываемость или "текучесть" формовочной смеси.
Для того, чтобы формовочная смесь имела адекватную обрабатываемость, вода должна добавляться в количестве, достаточном для смачивания каждой из неорганических агрегатных частиц, волокон или других твердых частиц, для растворения или по крайней мере диспергирования органического связующего, а также для по меньшей мере частичного заполнения пустот между частицами. В некоторых случаях, когда добавляется диспергирующий или смазывающий компонент, адекватная обрабатываемость может быть достигнута при использовании меньшего исходного количества воды.
Количество воды, которое добавляется в формовочную смесь, должно тщательно определяться так, чтобы смесь была достаточно обрабатываемой, учитывая одновременно, что уменьшение исходного содержания воды увеличивает одновременно как исходную прочность заготовки, так и окончательную прочность готового изделия. Меньшее количество воды означает увеличение прочности готового продукта, поскольку общая пористость уменьшается в процессе формовки. Более того, меньшее количество изначально добавленной воды означает, что меньшее ее количество должно быть удалено из формовочной смеси для получения готового листа или другого изделия.
Необходимая реология, которая удовлетворяет этим требованиям, может быть определена по значениям предела текучести. Предпочтительное значение предела текучести формовочной смеси лежит в пределах от 2 кПа до 5 МПа, лучшее значение в пределах от 100 кПа до 1 МПа, худшие результаты при значении предела текучести в диапазоне от 200 кПа до 700 кПа. Требуемое значение предела текучести может быть получено и оптимизировано применительно к конкретному формовочному процессу, применяющемуся для производства листов и других изделий.
В некоторых случаях может быть желательным изначально обеспечить высокое содержание (относительно) воды с учетом того фактора, что излишек воды может быть позднее удален нагреванием сформированного листа в процессе или вскоре после завершения формовки. Во всяком случае одним из основных отличий настоящего изобретения по сравнению с производством обычной бумаги является то, что количество воды, содержащейся в смеси, намного меньше, чем количество воды в водной суспензии, применяющейся при изготовлении обычной бумаги. Результатом этого является больший предел текучести и способность сохранять приданную форму, чем в случае бумажной суспензии. Таким образом, общее количество воды, которое должно быть удалено из формовочной смеси для обеспечения самосохранения приданной формы в случае настоящего изобретения, много меньше, чем в случае суспензий, применяющихся для производства обычной бумаги. Обычные суспензии для приготовления бумаги не обладают способностью сохранения формы до тех пор, пока из них не будет отведено значительное количество воды.
Как будет показано ниже, размеры отдельных агрегатных частиц и волокон могут выбираться так, чтобы увеличивалась плотность формовочной смеси. Количество воды, которое добавляется для достижения формовочной смесью требуемой реологии или предела текучести, в значительной степени зависит от расположения частиц. Например, если плотность размещения частиц в формовочной смеси 0,65, воды необходимо добавить 35% (объемных) для заполнения пустот между частицами. С другой стороны к формовочной смеси, имеющей плотность расположения частиц 0,95, требуется добавить около 5% воды для заполнения пустот. Такое семикратное уменьшение количества воды необходимо для заполнения пустот, которые оказывают влияние на реологию и обрабатываемость формовочной смеси.
В свете изложенного количество воды, которое должно быть добавлено к смеси, зависит в значительной мере от плотности расположения частиц в смеси, добавленного количества вододисперсного связующего, а также желаемой реологии формовочной смеси. Следовательно, количество воды, которое добавляется для образования формовочной смеси, будет изменяться от 5 до 50% (объемных) формовочной смеси. Точное количество добавленной воды будет значительно меняться в зависимости от объема и вида других компонентов и добавок смеси. Специалист в данной области может регулировать количество воды для достижения необходимой обрабатываемости смеси в любом процессе ее обработки.
В большинстве случаев желательно включать минимальное количество воды, которое необходимо для придания формовочной смеси желаемого уровня обрабатываемости, уменьшая таким образом количество воды, которое должно быть удалено из обрабатываемого листа. Уменьшение количества воды, которое должно быть удалено, уменьшает в основном стоимость производства, так как снижает затраты энергии на ее удаление. Тем не менее, композиты по настоящему изобретению содержат много меньше воды (даже при верхнем диапазоне содержания) по сравнению с суспензиями, применяемыми для изготовления бумаги, которые обычно по объему содержат 95% воды.
G. Агрегатные компоненты
Неорганические материалы, обычно используемые в бумажной индустрии, ровно как и мелкодисперсные материалы,
применяемые в цементной промышленности, могут быть использованы в формовочных смесях в соответствии с настоящим изобретением. Важно, что размер частиц агрегатных или наполнительных материалов может
быть в несколько раз больше, чем в случае частиц неорганического наполнительного материала, применяемых в бумажной промышленности. Если средний диаметр частиц внутри неорганического наполнительного
материала, применяемого в бумажной промышленности, обычно менее 2 микрон, то средний диаметр частиц агрегатных материалов в соответствии с настоящим изобретением может достигать в отдельных случаях до
100 микрон и более в зависимости от толщины готового листа, и, следовательно, стоимость такого наполнителя ниже. Не только неорганические наполнительные материалы, используемые в бумажной
промышленности, должны быть меньше агрегатных частиц формовочных смесей в соответствии с настоящим изобретением, но они, кроме того, должны быть гораздо более равномерно подобраны по размерам в
сравнении с частицами, используемыми в соответствии с изобретением. Кроме того, часто даже желательно применять для целей изобретения частицы с большим разбросом размеров для достижения большей
плотности частиц формовочной смеси. При применении частиц одинакового размера плотность обычно составляет 0,624. Неорганические материалы, используемые в соответствии с изобретением, обычно стоят
гораздо дешевле, чем неорганические наполнительные материалы, применяемые в бумажной промышленности.
Обеспечение малых размеров частиц и малого разброса их диаметров обуславливает
высокую стоимость этого материала для бумажной промышленности. Более широкий диапазон допустимых размеров для частиц дает возможность применять в целях изобретения более широкий круг агрегатных
материалов, чем в бумажной промышленности. Поскольку много более широкий круг агрегатных материалов может быть добавлен к формовочным смесям (по изобретению) в сравнении с неорганическими
наполнителями для производства бумаги, агрегатные материалы могут придать гораздо более значительное количество свойств готовому листу. Если в бумаге неорганический наполнитель добавляется главным
образом для придания цвета определенного качества поверхности готового листа, агрегатные материалы, применяемые в настоящем изобретении, могут быть использованы для
увеличения прочности (на
растяжение и особенно на сжатие), увеличения модуля упругости и удлинения, уменьшения затрат, поскольку применяется дешевый наполнитель, уменьшения веса и/или увеличения изоляционных качеств готового
листа с неорганическим наполнителем. В добавление пластинчатые агрегатные материалы, такие как слюда и каолин, могут быть использованы для создания гладкой поверхности готового листа. Обычно,
агрегатные компоненты больших размеров, например карбонат кальция, дают матовую поверхность, в то время как частицы меньшего размера дают гладкую поверхность. Преимуществом изобретения является то,
что по сравнению с производством обычной бумаги любой из этих материалов может быть добавлен непосредственно в матрицу.
Примерами агрегатных материалов являются следующие: перлит, вермикулит, песок, гравий, скальные породы, известняк, песчаник, стеклянные шарики, аэрогель, ксерогель, слюда, глина, синтетическая глина, окись алюминия, двуокись кремния, зола, измельченная двуокись кремния, плавленая двуокись кремния, пластинчатый глинозем, микрошарики, полые стеклянные шарики, пористые керамические сферы, дигидрат гипса, карбонат кальция, алюминат кальция, пробка, семена, полимеры с небольшим весом, ксонолит (кристаллический гель силиката кальция), вспученные глины небольшого веса, частицы гидрированного или ангидрированного водного цемента, пемза, обработанные до пластинчатой формы скальные породы и другие геологические материалы. Частично гидрированные или гидрированные цементы, так же как измельченный кремнезем, имеют большую поверхность и дают прекрасные преимущества, такие как высокую изначальную когезионную способность вновь изготовленного листа. Даже используемые неорганически наполненные материалы, например, листы макулатуры, использованные контейнеры или другие предметы могут быть использованы как агрегатные наполнители и агрегатные элементы. Считается целесообразным, что листы и другие предметы могут быть легко и эффективно переработаны простым добавлением их к свежей формовочной смеси в качестве агрегатного наполнителя.
Глина и гипс являются одинаково важными агрегатными материалами ввиду их общедоступности, крайне низкой стоимости, обрабатываемости, легкого формирования. Эти материалы обеспечивают связывание материала и прочность, если они добавляются в достаточно большом количестве. "Глина" является термином, который относится к материалам, извлекаемым из земли и имеющим определенный химический состав и свойства. Наибольшее количество природных глин содержит кремнезем и глинозем (применяемые для изготовления гончарных изделий, труб, кирпичей, горшков), а также каолины. Каолиновые глины представлены анаукситами, имеющими химическую формулу Al2O3• SiO2•H2O, и монтморилонитами, имеющими химическую формулу Al2O3•SiO2. Однако глины могут содержать широкий спектр других веществ, таких как окись железа, окись титана, окись кальция, окись циркония и пирит.
Хотя глина использовалась тысячелетиями и может достигать твердости даже без обжига, такая необожженная глина разрушается от воздействия воды, крайне хрупка и имеет низкую прочность. Тем не менее, глина является хорошим, недорогим агрегатным материалом для целей настоящего изобретения.
Аналогично, гелигидрат гипса является также гидратируемым и образует дигидрат сульфата кальция в присутствии воды. Таким образом, гипс может проявлять характеристики одновременно агрегатного и связующего компонента в зависимости от того, гелигидратная или дигидратная его форма добавлена к формовочной смеси (при этом играет роль и концентрация).
Даже водный цемент, например, портландцемент, может быть добавлен как неорганический наполнитель в формовочную смесь. Водные цементы не только относительно дешевы и имеются в достатке, они также при их добавлении в достаточном количестве придают определенную степень связывания матрице, заполненной неорганическим компонентом.
Водные цементы также взаимодействуют химически с водой, вызывая таким образом внутренний осушающий эффект в формовочной смеси, в результате которого эффективно удаляется по крайней мере часть воды и нет необходимости в выпаривании смеси. То же самое относится к гемигидрату гипса и кальцинированной глине. Частицы предварительно гидратированного цемента могут также добавляться в качестве агрегатного компонента. Разница между негидратированным и предварительно гидратированным цементом состоит в том, что последний имеет другую морфологию, включающую микрогель и пластины.
Кроме того, водяной цемент может действовать на реологию формовочной смеси, по крайней мере в части химического взаимодействия с водой, уменьшая таким образом количество воды, которая расходуется на смазку агрегатных частиц и волокон. Было установлено, что серый портландцемент увеличивает внутреннюю когезию формовочной смеси, что возможно по причине увеличенного содержания алюминатов в данном типе цемента. Хотя механизм пока неясен, но водные цементы могут взаимодействовать в некоторой степени с большим числом гидроксильных групп, присутствующих во многих органических полимерных связующих. Гидроксильные группы таких связующих будут иметь подобные водородным связи с высоко полимеризованными гелевыми продуктами водных цементов, которые, как известно, адсорбируются на поверхности частиц цемента.
С учетом природных качеств формовочных смесей и изготавливаемых из них листов возможно добавление легких агрегатных компонентов с большим числом пустот, что обеспечивает достижение готовым листом изоляционных качеств. Примерами агрегатных компонентов, которые обладают названными качествами, являются перлит, вермикулит, полые стеклянные сферы, стеклянные шарики, синтетические материалы (например, пористые керамические сферы, пластинчатый глинозем и т. д. ), пробка, вспученная глина малого веса, песок, гравий, скальные породы, известняк, песчаник, пемза и другие геологические материалы.
В добавление к обычным агрегатным материалам, применяемым в бумажной и цементной промышленности, широкий круг других агрегатных компонентов, включая наполнители, армирующие компоненты, например металлы и их сплавы (такие как нержавеющая сталь, алюминат кальция, железо, медь, серебро и золото), шары или полые сферические материалы (стекло, полимеры и металлы), стружки, дробинки, порошки (такие как микрокремнезем) и волокнистые материалы (графит, алюминозем, кремнезем, фибергласс, полимерные органические волокна и другие подобные волокна, обычно применяющиеся для приготовления различных типов композиций), может добавляться к формовочным смесям.
Даже такие материалы, как семена, крахмалы, желатины и материалы типа агар, могут быть добавлены в качестве агрегатных компонентов. Хотя названные агрегатные вещества являются органическими (легко разлагаемыми биологически), они приводятся здесь, поскольку действуют первоначально как наполнители, а не связующие.
Другой класс агрегатных веществ, которые могут быть применены в смеси с неорганическим наполнителем, содержит гели и микрогели, такие как силикагель, кальций, силикатный гель, алюмосиликатный гель и подобное. Данные вещества могут быть добавлены в твердой форме как обычные агрегатные вещества, или они могут быть осаждены на месте. Так как они имеют тенденцию абсорбировать воду, они могут добавляться для уменьшения содержания воды в формовочной смеси.
Высокие гигроскопические качества силикагелей и микрогелей позволяют применять их в качестве агентов, регулирующих содержание влаги внутри окончательно затвердевшего листа. Абсорбция влаги из воздуха, гели и микрогели обеспечивают сохранение заданного количества влаги в листах с неорганическим наполнителем при нормальных условиях окружающей среды (естественно, скорость абсорбции влаги из воздуха коррелируется с относительной влажностью воздуха). Регулирование содержания влаги в листах позволяет обеспечить тщательный контроль их удлинения, модуля упругости, гибкости и способности выдерживать перегибы.
В соответствии с изобретением в качестве агрегатных материалов возможно добавление полимеризуемых неорганических веществ, например, силиконов. Они могут быть добавлены как обычные кремнеземы или силикаты, которые затем подвергаются обработке на месте до образования ими полимеризованных силикатных агрегатных компонентов. Полимеризованные неорганические агрегатные компоненты часто имеют преимущества, поскольку их упругость выше упругости большинства других неорганических агрегатных материалов.
Часто желательно использовать множество различных по размерам агрегатных компонентов для полного заполнения пространства между агрегатными частицами и волокнами внутри формовочной смеси.
Оптимизация значения плотности "упаковки" частиц позволяет уменьшить количество воды, которая требуется для достижения желательного уровня обрабатываемости в результате удаления пустот, которые в противном случае были бы заполнены водой, часто называемой "капиллярной водой".
Для оптимизации плотности "упаковки" могут применяться агрегатные частицы различных размеров (с размером от 0,5 микрон до 2 мм). В зависимости от цели и толщины стенки готового продукта выбирается размер частиц и агрегатное вещество. Специалист в данной области способен определить необходимые размеры и вид агрегатных частиц для достижения необходимых реологических свойств свежеприготовленных смесей, равно как и окончательную прочность и высокие показатели готового композиционного материала в затвердевшем состоянии.
В соответствии с предпочтительными вариантами изобретения может быть необходимым довести до максимума количество агрегатных компонентов в формовочной смеси для того, чтобы обеспечить максимальные свойства и характеристики агрегатных компонентов (показатели прочности, низкую плотность или высокие изоляционные показатели). Для достижения максимального заполнения материала агрегатными компонентами может применяться специальная обработка по уплотнению частиц.
Подробное описание технологии "упаковки" частиц приводится в нижеупомянутой статье, соавтором которой является один из авторов настоящего изобретения; Yohansen: V. Andersen, Р. Y., "Расположение частиц и свойства бетона". Материаловедение бетона П, стр. 111-147, Американское общество керамики (1991). Дальнейшая информация может быть получена из докторской диссертации Андерсена "Контроль и управление производством бетона. Изучение расположения частиц и реологии". Датская Академия технических наук. Для целей описания выдержки из названных статьи и диссертации вводятся специальными ссылками. Преимущества такой "упаковки" агрегатных компонентов могут быть далее очевидны из ссылок на примеры, которые приводятся далее, в соответствии с которыми полые стеклянные сферы различных размеров смешиваются для обеспечения максимального количества изолирующих сфер внутри формовочной смеси.
В вариантах, в соответствии с которыми желательно получить лист (или изделие из него), имеющий высокие теплоизоляционные характеристики, целесообразно включать в матрицу с высоким содержанием неорганики агрегатный компонент малого веса с низкой теплопроводностью или "К-фактором" (размерность Вт/м•град). "К-фактор" приблизительно соответствует обратной дроби широко используемого в США выражения, характеризующего тепловое сопротивление материала, или так называемому "R-фактору" (размерность час•фут2•F/BTU). "R-фактор" наиболее широко применяется в США для характеристики общего теплового сопротивления данного материала без учета его толщины. Однако для целей сравнения обычно нормализуют "R-фактор" для описания термического сопротивления на дюйм толщины исследуемого материала или час•фут2•град• F/BTU•дюйм.
В настоящем описании изобретения изоляционная способность материала будет выражаться только в терминах метода IUPAC, т.е. "К-фактором" (Преобразование теплового сопротивления, выраженного Британскими единицами [час•фут2•град•F/BTU•дюйм] в единицы IUPAC - может быть сделано умножением нормализованного числа на 6,9335, а затем взятием обратной дроби). В общем агрегатные компоненты, имеющие очень низкий "К-фактор", также содержат большое количество пустот, которые заполнены воздухом, смесью газов или находятся под вакуумом, что приводит к уменьшению прочности таких агрегатных компонентов. Поэтому учитывая, что улучшение изоляционных свойств снижает прочность, необходимо тщательно подбирать соотношение компонентов смеси.
Оптимальными агрегатными компонентами небольшого веса являются вспененные вермикулиты, перлит, кальцинированная диатомовая земля и полые стеклянные сферы, все из которых имеют значительное количество полостей. Однако настоящий список не является исчерпывающим, данные агрегатные компоненты указаны ввиду их низкой стоимости и доступности для применения. Тем не менее, любой агрегатный компонент с низким "К-фактором", который может обеспечить достаточные изоляционные качества листа или других изготовленных из него продуктов, может использоваться в соответствии с изобретением. В свете изложенного количество агрегатных компонентов, добавляемых к формовочной смеси, будет зависеть от множества факторов, включающих количество и природу других добавок, а также плотность "упаковки" самих частиц. Неорганические агрегатные вещества будут включаться в количестве 40-98% по объему от общего количества твердого вещества готового листа, предпочтительно от 50-95% и оптимальным является диапазон от 60 до 80%.
Как было уже упомянуто, разные по размерам материалы могут добавляться в различных количествах для достижения требуемой "упаковочной" плотности формовочной смеси. В зависимости от природной упаковочной плотности каждого агрегатного вещества, равно как и от относительных размеров частиц, возможно, что результирующий объем собранных вместе агрегатных компонентов будет меньше суммы их объемов до момента смешивания.
H. Волокна
Как упомянуто в описании и прилагаемых пунктах
формулы, термины "волокна" и "волокнистые материалы" включают в себя как органические, так и неорганические волокна. Волокна являются особым видом агрегатного компонента, который может добавляться к
формовочной смеси для увеличения когезии, способности к удлинению, увеличению прочности на изгиб и растяжение, повышения упругости, а также увеличения прочности при случайных компрессионных нагрузках,
полученного в соответствии с изобретением материала с неорганическим наполнителем.
Волокнистые материалы уменьшают вероятность того, что листы с неорганическим наполнителем или изделия из них будут разрушены при приложении к ним сил в поперечном направлении. Волокна, которые могут быть включены в матрицу с неорганическим наполнителем, должны предпочтительно содержать натуральные волокна, целлюлозные волокна, получаемые из конопли, хлопка, листьев растений, деревьев, или неорганические волокна, получаемые из стекла, графита, кремнезема, керамики или металла.
Наилучшими являются волокна стекла, абака, выжатого сахарного тростника, волокна древесины (твердых и мягких пород дерева, примерами которых могут быть южная и северная сосна) и хлопок. Возможно использование волокон бумаги вторичной переработки, но такое использование менее желательно, поскольку еще в процессе получения исходной бумаги возможно было повреждение волокон. Любой аналог волокнистых материалов, который обладает необходимой прочностью и упругостью, может быть использован для целей изобретения. Для иллюстрации волокна абака производятся на Филиппинах фирмой "Isarog Inc.", а стеклянные волокна, например, "Cemfill" производятся в Англии фирмой Pilkington Corp.
Названные волокна желательно использовать в настоящем изобретении благодаря их низкой стоимости, высокой прочности и доступности. Тем не менее, любое эквивалентное волокно, обладающее требуемой прочностью на растяжение и сжатие, так же как и упругостью, может быть использовано для целей изобретения. Единственным фактором, ограничивающим применение волокон, обладающих названными свойствами, является требование, чтобы эти волокна не взаимодействовали с другими компонентами материала с неорганическим наполнителем с образованием при этом веществ, загрязняющих хранимые в изделии продукты (например, пищу).
Волокна, используемые для приготовления листов по изобретению, предпочтительно имеют высокое значение отношения длины к ширине (аспектное отношение), поскольку более длинные и узкие волокна могут придать большую прочность матрице с неорганическим наполнителем, не придавая при этом существенно большего веса композиционным материалам. Волокна должны иметь среднее аспектное отношение по крайней мере 10:1, лучше 100:1 и оптимально более чем 200: 1. Тем не менее, волокна, имеющие меньшее аспектное отношение, легче размещаются внутри листа и позволяют вести производство листов с большей простотой и меньшими дефектами.
Количество волокон, добавляемых в формовочную смесь, будет сильно зависеть от требуемых качеств готового продукта. Для определения количества добавляемых волокон необходимо учитывать требования по прочности на растяжение, упругости, стоимости изготовления. Концентрация волокон внутри окончательно затвердевшего листа должна быть в пределах от 0,5 до 50% по объему от объема готового продукта, желательно от 2 до 30% и оптимальный вариант от 5 до 20%. С учетом приведенных диапазонов, а также данных по органическому полимерному связующему, общее количество органики внутри затвердевшего листа будет менее 60% по объему, предпочтительно менее 40% и оптимально менее 30%. Было обнаружено, что незначительное увеличение концентрации волокон в диапазоне до 20% приводит к резкому увеличению прочности и упругости готового листа. При повышении концентрации волокон свыше 20% происходит улучшение названных свойств, но в гораздо меньшей степени. Однако в некоторых случаях это экономически целесообразно.
Установлено, что прочность волокон является весьма важным фактором в определении количества используемых волокон. Чем прочнее волокна на разрыв, тем меньшее количество волокон должно быть использовано для достижения заданной прочности на разрыв готового продукта. Конечно, в то время как некоторые волокна имеют высокое сопротивление на разрыв, износ и растяжение, другие волокна с низким значением предела на растяжение могут быть более эластичные. Волокна с меньшим аспектным отношением более просто размещаются внутри листа и позволяют обеспечить его изготовление с меньшим количеством дефектов, большее аспектное отношение увеличивает эффект упрочнения от присутствия волокон. Комбинация двух или более типов волокон может быть желательна для получения готового изделия, в котором складываются положительные эффекты, такие как более высокий предел на разрыв, большая эластичность и более простое размещение волокон. Понятно, что некоторые волокна, такие как южная сосна и абака, имеют более высокую прочность на разрыв и износ, в то время как другие, например хлопок, имеют меньшую прочность, но большую упругость. В случае, если необходимо лучшее размещение волокон, большая упругость, большая прочность на разрыв и износ, к смеси должна бить добавлена комбинация волокон, имеющих различные аспектные отношения и прочностные характеристики. Например, смесь твердой древесины южных пород и южной сосны позволяет достигнуть лучшей дисперсии волокон по объему формовочной смеси, обеспечить производство листа с хорошим распределением волокон и великолепной стойкостью к изгибам. В любом случае, как уже отмечалось ранее, волокна, применяемые в соответствии с изобретением, не подвергаются интенсивной обработке, которую проходят волокна при изготовлении бумаги. По этой причине они сохраняют в большей мере их природную прочность.
Также известно, что некоторые волокна и неорганические наполнители могут химически взаимодействовать и связываться с определенными основанными на крахмалах органическими полимерными связующими, обеспечивая придание новых качеств материалам, изготовляемым в соответствии с изобретением. Например, известно, что многие наполнители и неорганические наполнители по природе относятся к анионидам и имеют отрицательный заряд. Поэтому, чтобы достичь максимального взаимодействия между органическим связующим, анионидными волокнами и неорганическими материалами, может быть целесообразным добавить положительно заряженный связующий компонент, такой как катионный крахмал.
Большая степень устойчивости к воздействию воды может быть достигнута обработкой волокон канифолью и квасцами [Al2 (SO4)3] или NaAl(SO4)2. Квасцы вызывают осаждение канифоли на поверхности волокон, обеспечивая ее высокую гидрофобность. Осадок алюминия, образуемый квасцами, создает анионный адсорбционный слой на поверхности волокон для положительно заряженных органических связующих компонентов, например, катионного крахмала.
1. Диспергирующие агенты
Термин "диспергирующие агенты" применяется
здесь по отношению к классу материалов, которые могут быть добавлены с целью уменьшения вязкости и предела текучести формовочной смеси. Более подробное описание применения диспергирующих компонентов
приведено в диссертационной работе Андерсена " Воздействия органических сверхпластифизирующих добавок и их компонентов на зета потенциал и связанные с ним свойства цементных материалов"
(Исследовательская лаборатория материалов Пенсильванского государственного университета, 1987 год). Для целей описания названная диссертация приводится здесь со специальной ссылкой.
Дисперсанты обычно действуют будучи адсорбированы на поверхности агрегатных частиц и/или в зоне около двойного коллоидного слоя частиц, особенно, когда добавлены частицы водного цемента. Это создает отрицательный заряд на и вокруг поверхностей частиц, заставляя их отталкиваться друг от друга. Отталкивание частиц усиливает "смазку" в результате уменьшения трения или сил притяжения, которые в противном случае вызвали бы более сильное взаимодействие частиц. Данное явление приводит к увеличению плотности "упаковки", что позволяет вводить меньшее количество воды, сохраняя при этом обрабатываемость смеси.
Существенное уменьшение вязкости и предела текучести может быть желательным, когда свойства пластичности, когезии и/или способности сохранять форму являются менее важными. Добавление диспергирующего компонента обеспечивает поддержание формовочной смеси в обрабатываемом состоянии даже, когда добавлено незначительное количество воды.
Тем не менее, благодаря покрывной природе механизма действия дисперсантов, порядок, в котором осуществляется добавление дисперсантов в смесь, имеет важное значение. Если используются определенные вододисперсные органические связующие (например, "Tylose" - товарный знак), дисперсант необходимо добавлять к смеси, содержащей воду и по крайней мере часть неорганических агрегатных компонентов первыми, а уже затем вторым должен быть добавлен связующий компонент. В противном случае дисперсант будет в меньшей мере способен адсорбироваться на поверхности агрегатных частиц, поскольку "Tylose" первым необратимо адсорбируется на их поверхности с образованием защитной коллоидной пленки, предотвращая тем самым последующую адсорбцию дисперсанта.
Предпочтительным дисперсантом является сульфамированный нафталенформальдегидный конденсат, который продается на рынке под товарным знаком WRDA 19 и производится фирмой W.R.Grace Inc.
Другими дисперсантами, которые также могут с успехом применяться, являются сульфанированный меламин-формальдегидный конденсат, лигносульфанат и полиакриловая кислота.
Дисперсанты, упомянутые в описании к изобретению, в цементной промышленности иногда называются "суперпластизаторы". Для лучшего отделения дисперсантов от других модернизирующих реологию агентов, которые часто действуют как пластизаторы, термин "суперпластизатор" не используется в настоящем описании.
Количество добавленных дисперсантов постепенно повышается до 5% от веса воды, более предпочтительным является диапазон 0,5-4%, а оптимальным 1-2%.
J. Воздушные пустоты
Когда не прочностные, а изоляционные качества являются определяющими (т. е. необходимо изолировать горячие или холодные
материалы), возникает необходимость в организации крошечных воздушных полостей внутри структурной матрицы листов (в добавление к легким агрегатным компонентам) с целью увеличения изоляционных свойств
листа или изделия, выполненного из него. Количество воздушных полостей, организованных в структурной матрице, тщательно рассчитывается для обеспечения необходимых изоляционных свойств без уменьшения
прочностных показателей до значений, когда применение листа становится невозможным. В целом, если изоляционные качества листа не являются важным фактором изделия, желательно минимизировать количество
воздушных пустот для получения максимальной прочности и минимального объема.
В определенных случаях неагломерированные воздушные полости могут быть организованы глубоким срезом, высокоскоростным перемешиванием формовочной смеси, добавлением вспенивающего или стабилизирующего агента в смесь. Особенно эффективно достигается данная цель глубоким срезом или сильным перемешиванием. К подходящим вспенивающим и вводящим воздух агентам относятся широко используемые сюрфаканты. Одним из предпочтительных сюрфакантов является полипетид алкилен полиол, такой как пенистая жидкость "Mearlcrete". В дополнение к сюрфакантам желательно с целью стабилизации введенного воздуха добавить стабилизирующий агент. Например, "Mearlcel 3532", т.е. раствор синтетической биологически разлагаемой жидкости. Как "Mearcel 3532", так и "Mearlcrete" производятся "Mearl Corp." в Нью-Джерси. Другим пенообразующим и воздуховводящим агентом является винсоловая смола. Органополимерный связующий компонент может стабилизировать вводимый воздух. Различные агенты, вводящие воздух и обеспечивающие стабилизацию, обеспечивают различные степени стабильности пены матрицы с неорганическим наполнителем. Данные агенты должны выбираться, исходя из заданных свойств и конкретных условий производства.
Обеспечение стабильности пены поможет поддержать дисперсию воздушных полостей внутри не затвердевшей формовочной смеси (т.е. не допустить их смешивания). Неудача в предотвращении слияния воздушных полостей приводит к снижению изоляционного эффекта и в значительной мере уменьшает прочность затвердевшей формовочной смеси. Увеличение значения pH, увеличение концентрации растворенных щелочных металлов, как например, при использовании соды или поташа, добавление стабилизирующего агента, например, модифицирующего реологию полисахарида, тщательный контроль за концентрацией сюрфаканта и воды в формовочной смеси помогают увеличить стабильность пенообразования смеси.
В течение процесса формирования и/или затвердения формовочной смеси часто желательно нагревать формовочную смесь для увеличения объема пустот, заполненных воздухом. Нагревание также помогает быстрому удалению значительного количества воды из формовочных смесей, увеличивая тем самым исходную прочность только что сформированного продукта.
Если газ был введен в формовочную смесь, ее нагревание, например, до 250oC приведет (в соответствии с уравнением идеального газа) к увеличению ее объема на 85%. Когда нагревание целесообразно, то его диапазон желательно обеспечить в пределах от 100 до 250oC. Верхний предел ограничен возникновением неблагоприятных последствий внутри смеси, например, горения волокон или органического связующего. Важно, что при проведении контролируемого нагрева не происходит растрескивания структурной матрицы листа или возникновения дефектов на поверхности листа.
Вспенивающим агентом также является смесь лимонной кислоты и бикарбоната или бикарбонат, которые формируются в маленькие гранулы или частицы и покрыты воском, крахмалом или покрытиями на основе водных растворов. Эти агенты могут быть применены для образования пустот двумя путями: (1) путем реакции с водой с образованием CO2 для создания ячеистой пенной структуры внутри матрицы с неорганическим наполнением или (2) путем размещения частиц как части матрицы и после затвердевания матрицы удаления частиц пены нагреванием продукта выше 180oC, что обеспечивает эндотермическую декомпозицию частиц, оставляя между стенками ячеистую структуру малого веса.
В других областях, в которых вязкость формовочной смеси высока, что требуется при некоторых литейных процессах, трудно достичь образования адекватного числа воздушных пустот путем перемешивания. В этом случае воздушные пустоты могут быть альтернативно образованы введением легко окисляемых металлов, например, алюминия, магния, цинка или олова в смесь, которая представляет собой либо щелочную среду (таковым являются смеси, содержащие водный цемент или оксид кальция), либо превращается в щелочную среду при добавлении сильного основания, например, гидрита натрия. Результатом реакции является образование крошечных воздушных пузырей по всему объему смеси.
Более того, желательным может быть нагревание смеси для инициирования химической реакции и увеличения скорости образования воздушных пузырей. Установлено, что нагревание формируемого продукта до температур в диапазоне 50-100oC, а желательно в диапазоне 75-85oC, обеспечивает эффективный контроль за реакцией, а также позволяет отвести значительное количество воды. Кроме того, процесс нагревания может регулироваться таким образом, что он не приводит к возникновению трещин внутри матрицы отформованного изделия. Этот второй способ введения воздушных пустот внутрь структурной матрицы может быть использован в сочетании с (или вместо) введением воздуха с большой скоростью. В некоторых формовочных процессах в случае низкой вязкости смесей применяется смешение на основе срезания слоев.
Кроме того, воздушные пустоты могут быть организованы в формовочной смеси в процессе формовки введением продувочного агента в смесь, который расширяется при нагревании смеси. Продувочные агенты обычно состоят из низкокипящей жидкости и тонкоизмельченного карбоната кальция (мел). Тальк и продувочный агент при постоянном перемешивании вводят в смесь и поддерживают давление в течение процесса нагревания. Жидкий продувочный агент проникает в поры отдельных частиц мела, из которых он может легко испариться при неожиданном уменьшении давления.
В течение формирования или экструзии смесь нагревается и одновременно сжимается. Если обычно подвод тепла вызывает испарение продувочного агента, то увеличение давления предотвращает испарение агента (несмотря на подвод тепла), что обеспечивает достижение временного равновесия. Когда давление сбрасывают после формирования или экструзии материала, продувочный агент испаряется, обеспечивая увеличение в объеме или "продувку" формируемого материала. Последний после этого затвердевает с образованием многочисленных дисперсных пустот во всем объеме матрицы с неорганическим наполнителем. Вода также может быть использована как продувочный агент в том случае, если смесь нагревается выше точки кипения воды и удерживается под давлением 50 бар.
Воздушные полости увеличивают изоляционные свойства листов и других изделий, выполненных из них, а также сильно уменьшают плотность, а следовательно, и вес готового изделия. Таким образом, уменьшается общая масса готового продукта, что ведет к уменьшению количества материалов, которые необходимы для производства листов. Следствием этого является уменьшение материалов, подлежащих уничтожению после того, как листы или сосуды, из которых они сделаны, были использованы.
II. ИЗГОТОВЛЕНИЕ ЛИСТОВ ИЗ ФОРМОВОЧНЫХ СМЕСЕЙ.
Последовательность операций (и использованное оборудование) по производству изделий в соответствии с изобретением видна на фиг. 1A. Это операции: (1) перемешивание формовочной смеси, (2) экструзия смеси до получения листа, трубы или другого изделия в соответствии с конструкцией экструзивной головки, (3) прохождение экструзированного листа через ряд парных валков для уменьшения толщины и/или улучшения качества поверхности листа, (4) по меньшей мере частичное осушение листа путем протягивания через одну или более пар валков, (5) выборочное сжатие листа, находящегося во влажном состоянии, для устранения нежелательных пустот внутри матрицы листа и для увеличения плотности и окончательной прочности листа, (6) выборочная сушка листа после его сжатия, (7) выборочная окончательная обработка листа, пропусканием его через одну или более пар вальцов, включающих один твердый ролик и один мягкий ролик, (8) выборочно - намотка в основном затвердевшего и осушенного листа на бобину с тем, чтобы складировать ее и использовать листы по мере надобности.
Более детальное описание сходных процессов, применяющихся для производства листов, имеющих водоотверждаемую структурную матрицу, приведено в описании технологии Андерсена-Хадсона.
В случае, когда формируемая смесь экструдируется в любой объект, отличный от листа, может возникнуть необходимость в "разворачивании" объекта в лист. Например, осуществление непрерывной резки трубы для получения листа. Если экструдируются предметы другой формы, могут быть применены другие операции (например, использование дополнительных процессов прокатки). Однако уже описанные принципы применяются для получения экструдируемых изделий другой формы. Каждая из технологических операций более подробно описывается ниже.
A. Приготовление
формовочной смеси
Первый шаг в производстве листов включает образование подходящей по качествам смеси с неорганическим наполнителем, обладающей требуемыми свойствами по обрабатываемости и
прочности в состоянии заготовки ровно как и прочности, упругости и способности к разрушению готового изделия. Применяя микроструктурную технологию, специалист может выбрать как компоненты, так и
определить их концентрации для получения формовочной смеси, имеющей желаемые свойства.
К некоторым желательным всегда свойствам формовочных смесей относятся обрабатываемость, пластичность, исходная прочность для конкретного вида экструзии, прокатываемость и/или формовочный процесс. Как указывалось ранее, содержание воды, вододисперсного органополимерного связующего и (выборочно) диспергирующего агента будет определять степень обрабатываемости и экструзируемости смеси, на эти качества оказывает влияние также и содержание других компонентов, таких как агрегатные вещества, волокна, воздухонаполнительные агенты и т.д. Однако ни один компонент не определяет полностью реологию свойства формовочной смеси. Каждый из этих компонентов действует вместе с другими взаимозависимым образом.
1. Действие компонентов на реологию смеси
Количество воды, которое должно быть добавлено для достижения смесью необходимой обрабатываемости и
текучести, зависит от концентрации и плотности размещения частиц неорганического наполнителя, количества волокон, вида и количества органического связующего, вида и количества других добавок
(дисперсантов, пластификаторов или смазывающих компонентов). В общем добавление большого количества воды уменьшает вязкость и предел текучести смеси, увеличивая таким образом текучесть смеси и
уменьшая стабильность формы изготовленного объекта.
Вододисперсный органополимерный связующий компонент может сильно воздействовать на реологию смеси в зависимости от вида, концентрации и степени желатинизации органического связующего. Как уже упоминалось выше, предпочтительные органополимерные связующие могут быть подразделены на следующие категории: основанные на целлюлозе, основанные на крахмале, основанные на протеине, основанные на полисахариде и синтетической органике. Внутри каждой из этих широких категорий имеется большое количество подкатегорий и подразделений. Общим для всех этих материалов свойством является то, что все они растворяются в воде или по меньшей мере достаточно хорошо диспергируются в ней. Следовательно, они требуют определенное количество воды для их дисперсии и активации (включая желатинизацию) внутри формовочной смеси.
Тем не менее, органополимерные связующие имеют сильно изменяющийся диапазон растворимости в воде или дисперсионности ровно как и изменяющийся диапазон вязкости и значений предела текучести. Органические полимеры внутри одного класса могут иметь значительно изменяющуюся вязкость в соответствии с молекулярным весом. Например, 2% раствор "Tylose" FL 15002 при 20oC имеет вязкость около 15000 cps, в то время как аналогичный раствор "Tylose" 4000 имеет вязкость около 4000 cps. Предыдущий раствор значительно увеличивает предел текучести и пластические свойства формовочной смеси, в то время как последний может действовать как смазывающий или пластизирующий компонент.
Другие органические полимеры реагируют с различной скоростью и различными температурами внутри воды. Многие органополимерные связующие, например "Tylose", не полимеризуются, не деполимеризуются, когда добавляются к формовочной смеси, а застудневают и затем высыхают, образуя связующую матрицу. Вместе с тем к области изобретения относятся растворимые или вододисперсные полимеризуемые компоненты, которые при добавлении к формовочной смеси полимеризуются внутри смеси с течением времени. Скорость реакции полимеризации может регулироваться изменением температуры смеси и/или добавлением катализатора или ингибитора. Примерами полимеризуемых компонентов, которые могут быть добавлены к формовочной смеси, являются Целлосиз (Cellosize) и образующие латекс мономеры.
Что касается застудневания, то большинство полимеров на основе целлюлозы (например, "Tylose") легко застудневают в воде при комнатной температуре. Другие основанные на целлюлозе полимеры, например крахмалы, застудневают в воде только при повышенных температурах. Некоторые модифицированные крахмалы могут однако застудневать при комнатной температуре. Следовательно, основанные на целлюлозе и модифицированные, основанные на крахмале полимерные связующие имеют то преимущество, что формовочная смесь может быть приготовлена из них при комнатной температуре. Однако они, как правило, значительно дороже, чем обычные, основанные на крахмале полимеры, которые необходимо нагревать для их застудневания. Предпочтительным является основанный на крахмале полимер "Национальный 51-6912", который может быть куплен в фирме "National Starch".
В зависимости от желаемой реологии формовочной смеси, с учетом также достижения при необходимости эффекта зависимости вязкости или предела текучести от времени или температуры, может оказаться целесообразным добавление ряда различных органических полимерных связующих к формовочной смеси. Основанный на целлюлозе органический полимерный компонент обеспечивает достижение максимального реологического эффекта почти немедленно, в то время как полимеризуемые связующие затвердевают с течением времени, а основанные на крахмале связующие затвердевают по мере увеличения температуры смеси.
Другие добавки, которые могут быть внесены с целью непосредственного воздействия на реологию формируемой смеси, включают дисперсанты, пластификаторы и смазывающие компоненты. Дисперсанты, такие как материалы, основанные на сульфониле, в значительной мере уменьшают вязкость и увеличивают обрабатываемость формовочных смесей при сохранении количества воды постоянным. Из этого можно сделать заключение о том, что использование дисперсанта позволяет включать меньшее количество воды при поддержании того же уровня обрабатываемости. Предпочтительным пластификатором и смазывающим веществом является полиэтиленгликоль.
Количество, вид и "упаковочная" плотность неорганического агрегатного наполнителя может сильно влиять на реологию и обрабатываемость формовочной смеси. Неорганические агрегатные компоненты, которые являются пористыми или которые имеют большую специфическую поверхность, будут иметь тенденцию адсорбировать больше воды, чем непористые агрегатные вещества, что уменьшает количество воды, необходимое для смазывания частиц. В результате образуется более жесткая и вязкая смесь. "Упаковочная" плотность частиц может иметь большое влияние на реологию смеси, поскольку она определяет количество пустот, которые обычно должны заполняться водой, смазывающими компонентами, органическими полимерами или другими жидкостями, обеспечивающими текучесть смеси.
К примеру агрегатная система, имеющая "упаковочную" плотность 0,65, обычно требует около 35% жидкостей (включая воду) по объему для того, чтобы существенно заполнить пространство между частицами. С другой стороны агрегатная система, имеющая "упаковочную" плотность 0,95, будет в общем случае требовать только 5% жидкости по объему для заполнения пустот. Это 7-кратное уменьшение количества требуемой воды для заполнения пустот непосредственно коррелируется с реологическими свойствами смеси, включая степень ее обрабатываемости. Действительная "упаковочная" плотность находится в интервале между этими двумя крайними значениями и должна рассчитываться при определении количества воды, добавляемой к формовочной смеси. Размер и морфология агрегатных частил могут также в некоторой степени оказывать влияние на реологию и свойства текучести формовочных смесей.
В условиях, когда формовочная смесь подвергается высоким давлениям, например, при экструзии или в других формовочных процессах под высоким давлением, возможно извлечь преимущество от взаимозависимости между "упаковочной" плотностью частиц и недостатком воды для того, чтобы временно увеличить обрабатываемость и текучесть смеси при ее сжатии. В настоящем описании и прилагаемых пунктах формулы термины "водная недостаточность" и "недостаток воды" относятся к формовочным смесям, в которых имеется недостаток воды (и других жидкостей) для полного заполнения всех пустот между частицами. По этой причине одновременно недостает воды и для адекватной смазки частиц.
Тем не менее, при приложении давления с величиной, достаточной для увеличения "упаковочной" плотности, объем пустот между частицами будет уменьшаться. Поскольку вода является несжимаемой и сохраняет тот же объем при сжатии, увеличение давления увеличивает количество воды, которое может смазывать частицы. Это обстоятельство приводит к увеличению обрабатываемости и текучести смеси. После снятия давления (обычно после завершения процесса формовки) агрегатные частицы стремятся вернуться к их плотности до сжатия, что приводит к увеличению пустот и возрастанию внутреннего давления. Это обеспечивает почти мгновенное увеличение стабильности формы и прочности в исходном состоянии.
Водоотверждаемые неорганические агрегатные вещества, например водный цемент, гемигидрат гипса и оксид кальция могут быть использованы для абсорбции воды. Они химически реагируют с водой, уменьшая тем самым содержание воды внутри формовочной смеси без использования техники нагревания или осушения. Такие материалы могут сильно воздействовать на реологию формовочных смесей в зависимости от степени гидратации, которая является функцией времени.
Было также установлено, что водный цемент увеличивает коэрцитивную прочность свежеприготовленной формовочной смеси и только что изготовленного из нее листа. Именно когезия обеспечивает удержание неорганических наполнительных материалов вместе так, что лист может быть протянут между валками и при этом он сохраняет свою форму до тех пор, пока он не будет высушен с целью получения необходимой прочности.
Другие твердые компоненты внутри смеси, такие как волокна, будут действовать на реологию смеси таким же образом, как и неорганические агрегатные компоненты. Некоторые волокна могут адсорбировать воду в зависимости от их пористости и капиллярных качеств. Некоторые волокна могут подвергаться обработке с целью придания им ионного заряда. Это позволяет им химически взаимодействовать с ионно-заряженными органическими пластификаторами, такими как ионные крахмалы. Таким образом, волокна могут в определенной мере воздействовать на реологию смеси.
2. Влияние компонентов на окончательные свойства
С учетом требований, предъявляемых к готовому (т.е. высушенному и
затвердевшему) изделию, некоторые качества структурной матрицы листа рассматриваются как наиболее желательные. Среди этих качеств: предел на разрыв (в общем или в отдельно заданном направлении),
прочность на изгиб, упругость, способность к удлинению, изгибу или скручиванию. В некоторых случаях желательно получать листы, которые обладают свойствами обычных бумажных или картонных изделий.
Однако, в ряде случаев желательно получить такие свойства структурной матрицы, которые невозможно получить, используя обычную бумажную пульпу или другие обычные исходные материалы для производства
бумаги. Эти повышенные требования могут включать увеличенную прочность, более высокие прочностные модули, водостойкость или низкую плотность.
В противоположность обычной бумаге или картону, свойства листов из которых сильно зависят от качества применяемой пульпы, свойства листов с неорганическим наполнителем в основном не зависят от свойств волокон, применяющихся при изготовлении листов. Известно, что применение более длинных, более гибких волокон придает листу большую упругость, чем более короткие и жесткие волокна. Однако свойства, которые определяются в обычных листах качеством пульпы, могут быть получены и в листе, наполненном неорганикой, путем изменения концентрации неволокнистых компонентов формовочной смеси, а также путем применения специальных технологических процессов.
Такие свойства, как жесткость, твердость, качество поверхности, пористость и подобные, в общем не зависят от типа волокон, используемых в листах с неорганическим наполнителем.
Упругость, сопротивление разрыву, сопротивление на изгиб или модули могут быть получены для листа, контейнера или другого изделия изменением состава компонентов и относительной концентрацией компонентов в формовочной смеси. В некоторых случаях важной может быть большая величина предела на растяжение, а в других случаях этот критерий может быть менее важным, иногда листы должны быть гибкими, а в других случаях жесткими. Некоторые листы должны быть плотными, другие же более толстыми, легкими, обладающими изоляционными свойствами. Важной является возможность получения материала, свойства которого соответствуют конкретной области применения, причем при этом стоимость и другие параметры производства должны сохраняться на приемлемом уровне. Хотя с точки зрения эксплуатации наличие параметров с характеристиками "слишком много" или "слишком мало" может и не иметь отрицательных последствий, с точки зрения затрат на производства достижение этих параметров может быть не целесообразно и не эффективно.
В целом увеличение содержания органического полимерного связующего увеличивает прочность на разрыв и изгиб готового листа, одновременно происходит повышение гибкости и упругости листа. Добавление большего количества органического полимера уменьшает жесткость листа. Аналогично, увеличение концентрации волокон внутри смеси также увеличивает сопротивление на разрыв готового листа, особенно присуще это качество волокнам с высоким сопротивлением на разрыв, таким как керамические волокна, хотя сами эти волокна являются жесткими, их применение приводит к получению относительно жестких листов. Наоборот, добавка гибких волокон, таких как волокна природной целлюлозы, значительно увеличивают упругость так же, как и прочность листа на разрыв, растяжение и износ.
Различные волокна имеют значительно изменяющуюся степень упругости, сопротивление на износ и разрыв, способность к удлинению без разрушения, а также жесткость. Для достижения требуемых качеств формовочной смеси в некоторых случаях могут комбинироваться различные вилы волокон.
Необходимо учитывать, что некоторые процессы формирования листов, такие как экструзия и волочение, приводят к ориентированию волокон в направлении движения смеси или листа. Данный эффект полезен для обеспечения максимальной прочности листа на разрыв в определенном направлении. Например, если лист будет подвешиваться с перегибом по оси подвески, то желательно, чтобы волокна образовали "мостик" между свешивающимися сторонами листа, для чего необходимо ориентировать волокна перпендикулярно линии сгиба, совпадающей с подвеской. Желательно обеспечить большую концентрацию волокон в зоне подвески или в том месте листа, где требуется увеличение прочности.
Вид агрегатного компонента также может действовать на свойства готового листа, агрегатные компоненты, содержащие твердые, неупругие малого размера частицы, такие как глина, каолин или мел в общем приводят к получению гладких листов с повышенной хрупкостью, агрегатные компоненты малого веса - перлит и полые стеклянные шарики придают листу меньшую плотность, меньшую хрупкость и более высокие изоляционные качества. Такие агрегатные компоненты, как измельченный песок, кремнезем, гипс или глина, являются весьма дешевыми и могут обеспечить значительное снижение стоимости производства листов.
Любой материал с большим значением удельной поверхности вызывает усушку листа и связанные с усушкой дефекты. Материалы с низким значением удельной поверхности являются более предпочтительными, поскольку они менее липкие, что позволяет обеспечить их прокатку между валками с низкой температурой без прилипания.
Водоотверждаемые агрегатные компоненты, такие как водный цемент, гемигидрат гипса и окись кальция, могут обеспечить лишь незначительное увеличение эффекта связывания внутри готового листа в зависимости от количества, в котором они добавляются. Данные компоненты увеличивают жесткость и прочность на сжатие готового листа, а также до некоторой степени прочность на разрыв. Водные цементы могут также уменьшить растворимость в воде, увеличивая тем самым водостойкость листа.
Другие добавки к формовочной смеси могут увеличить водостойкость готового изделия. Например, это относится к канифолям и квасцам. Они взаимодействуют с образованием очень стойкого компонента внутри матрицы с неорганическим наполнителем. При отсутствии в листе водостойких компонентов в значительных количествах вода может быть использована для увлажнения листа и временного увеличения его гибкости, упругости и способности к удлинению без разрушения, особенно это целесообразно в случаях, когда листы применяются для изготовления других предметов, например контейнеров.
Конечно, вода может также обеспечить разрушение листа после его использования. Водостойкость листа может быть повышена обработкой его поверхности 5 - 10% раствором крахмала, что обеспечивает уплотнение пор на поверхности листа.
Как правило, листы
с неорганическим наполнителем, имеющие низкую концентрацию полимерного связующего и волокон, являются более твердыми и имеют более высокие изоляционные качества и более низкую коэрцитивность, хорошую
термостойкость, низкое сопротивление на разрыв, а также обладают водостойкостью (особенно в
тех случаях, когда они содержат больше водоотверждаемого цемента, включение которого также
увеличивает прочность на сжатие готового продукта).
Листы, которые имеют более низкую концентрацию органического связующего, но более высокую концентрацию волокон, имеют более высокое сопротивление на разрыв, более высокую прочность, но меньшее сопротивление на сжатие, меньшую жесткость, сопротивление на изгиб, а также большую упругость и достаточно высокую водостойкость (особенно, если количество гидроцемента увеличено).
Листы с неорганическим наполнителем, которые имеют более высокое содержание органического полимерного связующего и низкое содержание волокон, лучше растворяются в воде и разрушаются, легче формуются (что обеспечивает производство более тонких листов), имеют умеренное значение сопротивления на сжатие и разрыв, высокую прочность, среднее значение упругости и низкую жесткость.
И наконец, листы с неорганическим наполнителем, которые имеют высокую концентрацию органополимерного связующего и волокон, будут иметь свойства, которые в основном аналогичны свойствам обычной бумаги. Эти листы обладают повышенным сопротивлением на разрыв, прочностью, выдерживают повторные изгибы, но имеют среднее значение прочности на сжатие, очень низкую водостойкость, низкую теплостойкость (особенно при температурах, близких к температуре возгорания волокон или декомпозиции связующего), высокую упругость и низкую жесткость.
Листы с высоким содержанием неорганического компонента по настоящему изобретению имеют среднее сопротивление на разрыв от 0,05 до 70 МПа, а более предпочтительно в диапазоне от 5 до 40 МПа. Желательно, чтобы листы имели удельную плотность в диапазоне 0,6-2,0 г/см3. Конкретное значение удельной плотности в данном диапазоне (меньшее, среднее или высокое) зависит от требований, определяющихся условиями эксплуатации изделий. В свете изложенного листы с высоким содержанием неорганики в соответствии с изобретением должны обладать отношением между пределом на растяжение и удельной плотностью в диапазоне от 2 до 50 МПа•см3/г.
Прочностные свойства в определенных направлениях листов с высоким содержанием неорганического наполнителя значительно отличаются от свойств бумаги, которая, как известно, имеет направление с сильным и слабым вектором прочности в отношении сопротивления на растяжение и износ. Как правило, вектор сильного направления совпадает с направлением машинной обработки, а вектор слабого направления совпадает с поперечным этому направлением. Отношение прочностей в сильном и слабом направлениях составляет в обычной бумаге 3:1, а в настоящем изобретении 2:1 и может приближаться к 1:1 в зависимости от конкретного процесса изготовления. В общем, уменьшение скорости проведения обработки приводит к более неупорядоченному расположению волокон.
Термин "удлинение", применяемый в описании и прилагаемых пунктах формулы в отношении к листам с высоким содержанием неорганики, означает, что структурная матрица листа обладает способностью растягиваться без разрушения и при сохранении качества поверхности. Другими словами матрица листа, наполненная неорганическими компонентами, обладает способностью перемещения или изменения формы без разрушения, когда прикладываются растягивающие или разрывающие силы. Способность структурной матрицы листа удлиняться перед разрушением измеряется в процессе испытания на растяжение по методу "Instron" или в процессе испытания на определение напряжения.
Модифицируя состав смеси, возможно изготовить лист, структурная матрица которого способна удлиниться на 20% (для только что изготовленного листа) до того как он будет разрушен, для сухого листа аналогичные показатели лежат в диапазоне 0,5-8%. Данный эффект обычно достигается в результате оптимизации количества волокна и органического связующего в формовочной смеси и полученной матрице. Получение листа, структурная матрица которого способна к удлинению в заданном диапазоне, может быть обеспечено включением волокон внутрь формовочной смеси в таком количестве, что готовый лист будет содержать по объему до 50% волокон. Чем большее количество волокон или органического связующего добавляется, тем большее удлинение может быть достигнуто без разрушения листа. Способность к удлинению сухого листа может быть увеличена подачей к нему пара или влаги в количестве до 10% от веса сухого листа. Однако это повторное увлажнение приводит к временному уменьшению прочности, т.е. до момента высыхания листа.
Понятно, что более высокое сопротивление на разрыв, также как и большее удлинение достигаются в целом увеличением количества волокон внутри матрицы с неорганическим наполнителем. Данный эффект может быть получен добавлением большого количества волокон к формовочной смеси или, альтернативно, прикреплением слоя волокон на поверхность или во внутренний объем листа с высоким содержанием неорганического компонента или применением комбинации волокон с изменяющимися свойствами по прочности и упругости.
Термин "изгиб", применяющийся в описании и формуле изобретения, по отношению к листу с неорганическим наполнителем означает, что лист имеет структурную матрицу, способную скручиваться и перегибаться без разрушения или изменения качества поверхности. Способность листа к изгибу определяется замером модуля упругости и энергии разрушения листа с помощью известных способов. Как и для любого материала способность листа в соответствии с изобретением к изгибу в значительной мере зависит от толщины листа.
Одним из способов замера изгиба независимо от толщины листа является определение изгиба как относительное удлинение одной стороны листа по сравнению с другой стороной листа. При наматывании или изгибе листа вокруг оси длина его внешней стороны будет увеличиваться, а внутренней стороны нет. Следовательно, тонкий лист может быть изогнут в гораздо большей степени даже, если относительное удлинение наружной стороны по сравнению с удлинением внутренней стороны является приблизительно тем же, что и в более толстом листе, который не может быть так изогнут.
Это свойство листа изгибаться относится к свойствам, характеризующим его эластичность, которая измеряется модулем Юнга. Следовательно, оптимальная степень смешивания, обеспечивающая достижение желаемого диапазона степени изгиба, может оптимизироваться независимо от удлинения. Тем не менее, в процессе изготовления из листов соответствующих контейнеров или других изделий степень допустимого изгиба листа может быть временно увеличена смачиванием листа. Вода абсорбируется волокнами, вододисперсным органическим связующим и заполняет пустоты между агрегатными частицами. При сушке готового листа степень изгиба в общем уменьшается, а прочность листа, как правило, увеличивается. Для достижения листом желательных прочностных, изоляционных, весовых, упругих или других свойств толщина листа может изменяться путем регулирования зазора между валками, как будет более подробно описано ниже. В зависимости от толщины и требуемых рабочих характеристик состав компонентов и их относительные концентрации могут регулироваться для того, чтобы соответствовать нормальной толщине бумаги. Листы по настоящему изобретению могут иметь самую разнообразную толщину, однако в большинстве изделий применяются тонкостенные материалы, которые имеют толщину в диапазоне от 0,01 до 3 мм. Однако в случае необходимости обеспечить более высокую прочность или теплоизоляционные свойства толщина листа может достигать 1 см.
Предпочтительная толщина листов в соответствии с изобретением изменяется в зависимости от области их применения, например, для изготовления контейнера или других изделий. Только как пример можно отметить, что в случаях необходимости достижения высокой степени изгиба более предпочтительны тонкие листы и наоборот, когда прочность, надежность и/или изоляционные свойства, а не высокая способность к изгибу являются поставленными целями, более толстые листы предпочтительны. Если листы желательно перегибать по сделанному надрезу или по крайней мере свернуть их в форму контейнера, то листы с неорганическим наполнителем должны иметь толщину в диапазоне от 0,05 до 2 мм или более, предпочтительным диапазоном является толщина от 0,15 до 1 мм.
Когда листы используются для печати журналов и других материалов для чтения, они имеют толщину, сопоставимую с обычными изделиями из бумаги, которые обычно имеют толщину 0,05 мм. Печатные листы, требующие большей гибкости и меньшей жесткости (такие как обычные страницы журнала или брошюры), обычно имеют толщину 0,025-0,075 мм. Те листы, которые требуют большей жесткости, прочности и меньшей гибкости (например, обложки книг или журналов), имеют толщину 0,1-2 мм. Толщина и гибкость обычного листа зависит от требуемых условий использования печатных материалов.
Другим аспектом изобретения является способность экструдированного и отвальцованного материала иметь высокую начальную прочность. Это достигается регулированием количества и/или вида вододисперсного органического связующего, который добавляется к формовочной смеси, а также количество волы. Хотя добавление относительно небольшого количества воды первоначально увеличивает исходную прочность формовочного материала. Возможно, а часто желательно добавить изначально большее количество воды, поскольку это увеличит обрабатываемость, а также позволит реализовать описываемые ниже формовочные процессы, с помощью которых быстро удаляется излишек воды подводом тепла.
Как рассматривается более подробно ниже, формовочная смесь обычно пропускается через ряд нагретых валков, которые отжимают значительное количество воды и способствуют формированию листа с высокой начальной прочностью. Специалист может регулировать содержание воды таким образом, что формовочная смесь будет иметь соответствующую реологию и будет при этом легко и эффективно экструдироваться через обычную головку. При этом будет обеспечена достаточная стабильность формы так, что целостность листа сохраняется при его прохождении через ряд валков в ходе других процессов.
Как отмечалось ранее, формовочная смесь получается применением микроструктурной технологии с целью придания ей определенных требуемых свойств (как самой смеси, так и готовому изделию). Следовательно, важно тщательно измерять количество материала, который добавляется в течение каждого замеса или непрерывного подмешивания компонентов.
Предпочтительным вариантом оборудования для реализации процесса приготовления формовочной смеси в промышленном масштабе является оборудование, в котором количество материалов, добавляемых в формовочную смесь, непрерывно измеряется, материалы смешиваются или разминаются, деаэрируются и экструдируются посредством шнекового экструдера. Возможно предварительное перемешивание некоторых компонентов в емкости и дальнейшее перекачивание перемешанных компонентов в оборудование для разминания и смешивания.
Предпочтительным типом смесителя является двухвальный, с сигмообразными лопастями разминающий механизм с шнековым экструдером. Смеситель может иметь регулируемое число оборотов вала и различные лопасти для различных компонентов. Обычно формовочные смеси перемешиваются максимум 10 минут, а затем отводятся из смесителя путем экструдирования максимум за 3 минуты.
Различные компоненты, которые вводятся в формовочную смесь, поставляются в готовом виде и могут быть приобретены за небольшую цену в больших количествах. Они могут транспортироваться и храниться в мешках, бункерах или грузовых вагонах, причем последние перемещаются и разгружаются обычными методами.
Материалы могут храниться в больших складских бункерах, а затем извлекаться из них и транспортироваться к смесительному оборудованию на конвейерах.
При определенных обстоятельствах может быть желательным обеспечить смешение некоторых компонентов вместе особым образом для того, чтобы получить более сильно диспергированную, гомогенную смесь. Например, некоторые волокна могут потребовать такого смешивания для того, чтобы полностью дисагломерировать или отделить одно волокно от другого. Высококачественное перемешивание приводит к получению более однородной смеси, что улучшает качество не затвердевшей формовочной смеси, а также увеличивает прочность готового листа. Это происходит в связи с тем, что такое смешивание (со сдвигом слоев) позволяет более равномерно диспергировать волокна, агрегатировать частицы и обеспечить связывание компонентов смеси, создавая, таким образом, более гомогенную матрицу внутри затвердевшего листа.
Различные конструкции смесителей обеспечивают различную степень сдвига слоев смеси. Например, перемешивающий аппарат (книдер) дает большую степень сдвига перемешиваемых слоев по сравнению с обычным смесителем для цемента, но ниже по сравнению с интенсивным смесителем "Eirich" или двухшнековым пищевым экструдером.
Однако следует учитывать, что применение сильного сдвига, высоких скоростей перемешивания не допустимо при обработке материалов, которые имеют тенденцию к разрушению или дезинтеграции в таких условиях. Кроме того, смешение с сильным сдвигом слоев винтом, как правило, эффективно только тогда, когда смесь имеет относительно низкую вязкость. В тех случаях, когда необходимо достичь более когезионную, пластичную смесь, может оказаться целесообразным смешать некоторые компоненты, включая воду, в смесителе, обеспечивающем сильный сдвиг слоев, а затем увеличить концентрацию твердых компонентов, например, волокон и агрегатных веществ, применяя в этом случае размешивающий аппарат с малым сдвигом слоев (книдер).
Как было показано выше, перемешивание с сильным сдвигом слоев особенно эффективно при необходимости организации небольших, неагломерированных воздушных пустот путем подачи воздухопереносящего агента в формовочную смесь. В тех случаях, когда водоотверждаемый материал, например водный цемент или окись кальция, добавлены к смеси, может быть целесообразным заполнить атмосферу над смесителем углекислым газом с тем, чтобы он взаимодействовал со смесью. Установлено, что углекислый газ может увеличить стабильность пенообразования цементной смеси и привести к псевдозатвердеванию водного цемента. Кроме того, углекислый газ является компонентом, реагирующим с окисью кальция, образуя при этом карбонат кальция, выпадающий в нерастворимый осадок и выполняющий функцию связующего.
Смесители, обеспечивающие сильный сдвиг слоев, которые целесообразно применять для получения более гомогенных смесей, охраняются патентом США N 4225247 "Смесительный и взбалтывающий аппарат", N 4552463 "Способ и устройство для получения коллоидных смесей", N 4889428 "Ротационная мельница", N 4944595 "Аппарат для производства цементообразующих материалов ", N 5061319 "Способ производства цементообразующих материалов". Для целей настоящего описания эти патенты введены специальной ссылкой. Смесители с сильным сдвигом слоев, которые могут быть применены для целей настоящего изобретения, могут быть заказаны в фирме E.Khashoggi Industries в Санта-Барбаре (Калифорния), правоприемнике настоящего изобретения.
В. Получение листов из формовочных смесей.
После того, как смесь была надлежащим образом перемешана, ее направляют к аппаратуре, формирующей лист. Последняя типично содержит экструдер и/или серию валков. В некоторых случаях применяется аппаратура, обеспечивающая одновременно смешивание и экструдирование формовочной смеси. Такая аппаратура обеспечивает минимизацию необходимых устройств системы в результате упрощения технологической схемы. Рассмотрим фигуру 1A, иллюстрирующую предпочтительную систему производства листов из формовочной смеси. Система содержит смесительный аппарат 10, экструдер 20, редукционные валки 40, осушающие валки 50, выборочные отжимающие валки 60, вторые осушающие валки 70 (выборочно), валки окончательной обработки (выборочно) и наматывающий барабан 90 (выборочно).
На первой операции формирования листа формовочной смеси может быть придана форма листов заданной толщины в результате первого экструдирования материала через соответствующую экструзионную головку, а затем пропусканием экструдированного материала по крайней мере через одну пару редукционных валков (фиг. 1A).
На фиг. 2 представлен разрез шнекового экструдера 20, который содержит загрузочный бункер 22, через который формовочная смесь поступает в первую внутреннюю камеру 24 внутри экструдера 20. В первой камере 24 находится первый шнек 26, создающий давление, которое обеспечивает проталкивание смеси через первую камеру 24 по направлению отвода 28. Обычно в этой камере создается меньшее давление или вакуум для удаления нежелательных воздушных пузырей из формовочной смеси. Далее формовочная смесь подается во вторую внутреннюю камеру 30. Второй шнек 32 подает смесь к экструзионной головке 34, имеющей поперечную щель 36 шириной 38, высотой 39. Форма сечения и размер поперечной щели подбираются так, чтобы был сформирован лист необходимой ширины и толщины, который обычно соответствует ширине 38 щели и ее высоте 39.
Альтернативно (см. фиг. 3) возможно применение поршневого экструдера 20'' вместо шнекового 20. В поршневом экструдере применен поршень 22'' вместо шнека 22 для создания давления, обеспечивающего проталкивание формовочной смеси через внутреннюю камеру 24''. Преимуществом поршневого экструдера перед шнековым является то, что он создает большее давление на формовочную смесь. Тем не менее, благодаря высокой пластичности смесей, обычно используемых в настоящем изобретении, как правило, нет необходимости, а иногда даже и не нужно создавать давление большее, чем это создается шнековым экструдером. Более того, важным преимуществом шнекового экструдера является то, что он обеспечивает непрерывную подачу и экструзию смеси, в то время как поршневой экструдер целесообразно применять для порционной дискретной подачи смеси. В добавление к этому, шнековый экструдер обеспечивает удаление нежелательных макроскопических воздушных пузырей внутри формовочной смеси. Если воздух не удалять, то это приведет к образованию негомогенной дефектной структурной матрицы. В процессе последующих операций сушки, особенно когда подводится большое количество тепла, нежелательные воздушные пузыри могут расшириться и вызвать образование воздушно-пузырьковых дефектов.
Удаление воздушных пустот может реализовываться использованием обычных способов вентиляции (см. фиг. 2). Смесь вначале проталкивается через камеру отвода 28 шнеком 26, а затем экструдируется через экструзионную головку 34 посредством второго шнека 32.
Хотя выбираемая ширина и высота головки экструдера зависит в целом от ширины и толщины конкретного листа, данные параметры головки будут по крайней мере в два или более раз отличаться от толщины готового отвальцованного листа. Степень редукции (и, соответственно, увеличение) зависит от свойств листа. Поскольку процесс уменьшения толщины облегчает контроль за ориентацией волокон, степень уменьшения часто корреспондируется с желаемой степенью ориентации. Кроме того, чем больше степень редукции, тем больше удлинение листа. В обычном процессе производства экструдированный лист с толщиной около 6 мм может быть отвальцован в лист с толщиной в диапазоне 0,2-0,5 мм (Поскольку при этом происходит уменьшение толщины в 12-30 раз, лист, соответственно, удлиняется в 12-30 раз по сравнению с первоначальной длиной после экструзии).
В тех случаях, когда разность между шириной зазора между валками и толщиной (исходной) листа невелика, ориентация волокон происходит в области поверхности листа, в то время как внутренний объем листа не затрагивается этим процессом. Это позволяет обеспечить производство листов, имеющих значительную одно- или двухнаправленную ориентацию волокон на поверхности листа или около поверхности при хаотичном расположении волокон внутри листа. Уменьшая зазор между валками по отношению к исходной толщине листа, возможно увеличить степень ориентирования волокон внутри объема листа путем увеличения ориентации потока волокон материала. Хотя щель экструзионной головки обычно прямоугольной формы, она может иметь по длине зоны с увеличенной высотой (фиг. 4), что позволяет получить лист, имеющий изменяющуюся по ширине толщину. В этом случае, если валки используются в сочетании с экструзионным процессом, то они должны иметь выемки на своей поверхности, которые соответствуют утолщениям на экструдируемом листе (фиг. 5). В этом случае обеспечивается производство листов с упрочненными зонами увеличенной толщины и жесткости.
В альтернативном варианте ширина щели экструдера может выборочно изменяться в зависимости от времени экструдирования смеси через щель. Такая конструкция позволяет получить лист с толщиной, переменной по его длине. При производстве таких листов необходимо иметь валки, зазор между которыми также изменяется в зависимости от времени. Однако, учитывая большую сложность синхронизации изменения зазора между валками со скоростью экструзии листов переменной толщины, такая технология менее целесообразна, чем технология производства листов с толщиной, изменяющейся вдоль ширины листа (как было описано ранее).
В дополнение к головкам с узкими щелями, предназначенными для образования плоских листов, могут быть использованы другие головки для формирования изделий другой формы. Единственным критерием является то, что полученная в результате экструзии форма может быть затем преобразована в форму листа. Например, в некоторых случаях желательно экструдировать очень широкий лист. Действительно можно экструзией получить трубу, а затем разрезать ее и развернуть в лист, используя нож, установленный за экструзионной головкой.
Величина давления, которое прикладывается для экструдирования формовочной смеси, в общем зависит от силы, необходимой для проталкивания смеси через экструзионную головку, и от требуемой скорости экструзии. Необходимо учитывать, что скорость экструзии должна тщательно контролироваться для того, чтобы скорость формирования листа соответствовала скорости, с которой лист пропускается между валками в процессе вальцовочной операции. Если скорость экструзии слишком высока, избыток неорганического наполнительного материала будет скапливаться перед валками, что может привести к засорению системы. Напротив, если скорость экструзии слишком низка, валки будут вызывать вытягивание экструдированного листа, что приведет к получению разорванной неровной структурной матрице или, что еще хуже, к полной остановке непрерывного процесса формирования листов. Очевидно, что важным фактором, определяющим оптимальную скорость экструзии, является окончательная толщина листа. Более толстый лист содержит больше материала и требует более высокой скорости экструзии для получения необходимого материала. Напротив, тонкий лист содержит меньше материала и требует меньшей скорости для обеспечения необходимого материала.
Пригодность формовочной смеси к экструдированию через экструзионную головку, ровно как и скорость, при которой осуществляется экструдирование, обычно зависят от реологии смеси, также как и от рабочих параметров и качества оборудования. Такие факторы как количество воды, вододисперсного органического связующего, диспергирующего компонента, "упаковочная" плотность перлита или степень абсорбции воды компонентами смеси влияют на реологические свойства смеси.
По этой причине иногда невозможно контролировать все переменные, которые могут влиять на скорость экструзии. В связи с этим предпочтительнее иметь интегрированную систему трансдьюсеров, которые замеряют скорость экструзии или обнаруживают появление излишка материала за валками. Эта информация затем поступает в процессор компьютера, который подает сигналы экструдеру для того, чтобы отрегулировать давление и скорость экструзии для настройки системы на нормальную работу. Как будет показано ниже, соответствующим образом интегрированная система также может следить за скоростью валков и регулировать эту скорость.
Как показано выше, необходимое давление должно быть приложено с целью временного увеличения обрабатываемости формовочной смеси в тех случаях, когда в смеси недостаточно воды и недостаточна степень оптимизации "упаковки" частиц. В смесях с недостатком воды объемы между частицами содержат недостаточное количество воды для смазки частиц и это препятствует созданию адекватной обрабатываемости при обычных условиях. Когда, однако, смесь сжимается внутри экструдера, силы сжатия поджимают частицы вместе, уменьшая тем самым пустоты между частицами и увеличивая таким образом количество воды, которое может быть использовано для смазки частиц.
Таким образом, обрабатываемость увеличивается вплоть до момента экструдирования смеси через экструзионную головку, после чего уменьшение давления приводит к почти немедленному увеличению жесткости и прочности в только что изготовленном состоянии, что весьма желательно.
Необходимо учитывать, что давление, создаваемое на формовочную смесь в процессе экструзии, не должно быть настольно велико, чтобы разрушить или повредить небольшого веса и малой прочности агрегатные компоненты (такие как перлит, полые стеклянные шарики, пемза или измельченные скальные породы). Разрушение структурной целостности этих или аналогичных легковесных агрегатных компонентов, содержащих большое количество пустот, уменьшает их изоляционные свойства ввиду уничтожения пустот. Тем не менее, поскольку перлит, измельченные скальные породы и другие аналогичные материалы весьма недороги, определенный уровень их повреждения допустим. Однако в тех случаях, когда повышение давления приводит к полному разрушению агрегатных компонентов малого веса и исчезновению изоляционных свойств, целесообразнее с экономической точки зрения применять в качестве агрегатного материала песок, который крайне дешев.
В свете приведенных факторов величина давления, создаваемого экструдером, для экструдирования формовочной смеси должна быть предпочтительно в диапазоне от 150 кПа до 70 МПа, еще более желательно 150 кПа-30 МПа и оптимально от 350 кПа до 3,5 МПа.
В некоторых случаях, особенно, когда требуется низкая плотность и повышенные изоляционные свойства листа, может быть целесообразным использовать продувочный агент внутри формовочной смеси, который подается в смесь до ее экструдирования.
Необходимо учитывать, что экструзия формовочной смеси через головку экструдера ведет к однонаправленной ориентации отдельных волокон внутри формовочной смеси вдоль оси "Y" или в направлении длины экструдируемого листа. Как будет показано ниже, процесс прокатки между валками также ориентирует волокна в направлении "Y" при проведении процесса редукции и удлинении листа. Используя валики с изменяющимся зазором между ними в направлении "Z" (например, конические ролики), можно ориентировать часть волокон в направлении "X", т.е. вдоль ширины листа. Таким образом, возможно производство листов методом экструзии с применением валиков, которые обладают ориентированными в двух направлениях волокнами.
В добавление к использованию традиционных способов экструзии, приведенных ранее, в некоторых случаях целесообразно экструдировать отдельные порции формовочной смеси, которые подаются в хоппер, размещенный непосредственно под двумя горизонтально расположенными экструзионными валками, или просто транспортировать формовочную смесь в хоппер. Данная технология позволяет устранить операцию экструдирования формовочной смеси в лист до процесса вальцовки. Для транспортировки можно применять шнековый конвейер, который обеспечивает изменение давления подачи формовочной смеси через валки.
Необходимо сделать отсылку на фиг. 1в, которая иллюстрирует вариант конструкции, в котором формовочная смесь транспортируется непосредственно из смесителя 10 к паре прокатывающих валков 40, которые превращают аморфную формовочную смесь непосредственно в лист без использования экструзионной головки. Как и в ранее описанной системе (фиг. 1A) лист, сформированный валками 40, подается через ряд осушительных роликов 50, а также, выборочно, через поджимающие валки 60, вторые осушительные валки 70, отделочные валки 80, а затем может наматываться на катушку 90.
C. Вальцовочный процесс
В большинстве модификаций изобретения желательно отвальцевать экструдированный лист, пропуская его по крайней мере через
пару валков. Целью этого является обеспечение однородности и улучшение качества поверхности листа. В некоторых модификациях операция вальцовки преследует только цель уменьшения на незначительную
величину толщины листа. В других случаях вальцовка существенно уменьшает толщину листа, особенно, когда формовочная смесь подается непосредственно между валками без первоначального экструдирования
смеси до получения листа. Когда желательно существенно уменьшить толщину листа с высоким содержанием неорганики, часто это необходимо осуществлять в несколько этапов, в процессе которых лист
пропускают через несколько пар валков, причем каждая пара имеет прогрессивно уменьшающийся зазор между валками.
На фиг. 1 показана модификация, в которой серия из 3-х пар валков используется в процессе вальцовки. Валки в каждой из этих трех пар имеют сходные диаметры, однако иногда может быть предпочтительным использование валков меньшего диаметра в сочетании с валками большего диаметра. Из фиг. 6 видно, что механизм из пары валков 400 нормально включает пару отдельных валков 42, размещенных смежно с зазором 44 между ними. Зазор 44 между отдельными валками 42 соответствует желательной толщине 144 редуцированного листа 46 после того, как он пройдет через группу валков.
Поскольку толщина листа уменьшается при прохождении через пару валков, лист удлиняется в направлении движения (или в направлении "Y"). Одним из следствий удлинения является то, что волокна ориентируются в направлении "Y". Таким образом, редукционный процесс в сочетании с исходным процессом экструзии создает лист, имеющий однонаправленную ("Y") ориентацию волокон в направлении длины. Однако, как утверждалось ранее, увеличение скорости вальцовки создает лучшие условия для получения хаотического расположения волокон в листе.
Другим путем получения хаотической ориентации волокон внутри листа является уменьшение дифференциальной формовочной скорости валков. Т.е., когда формовочная смесь подается между экструзионными валками под низким давлением, неожиданное увеличение скорости в направлении машинной обработки и сопровождающий это сдвиг, когда смесь проходит между валками, обеспечивает ориентирование волокон в машинном направлении. Однако, увеличением давления смеси возможно уменьшить степень сдвига в машинном направлении, что обеспечивает получение листов с более хаотической ориентацией волокон.
Другим следствием удлинения листа является то, что лист будет "ускоряться" при прохождении между парой редукционных вальцов. Из фиг. 6 видно, что скорость вращения V1 валков соответствует скорости V1 уменьшенного, удлиненного листа, а не скорости листа, с которой он поступает в зазор между валками. Более точно, тангенциальная скорость внешних поверхностей валков в точке, где их радиусы перпендикулярны поверхности листа, будет равна скорости листа на выходе из зазора между роликами. Следствием этого является то, что скорость валков больше, чем скорость листа при его поступлении к валкам.
Например, если толщина листа уменьшается на 50% и предполагается, что нет его расширения в течение редукционного процесса, то лист удлиняется вдвое по отношению к первоначальной длине. Это соответствует удвоению скорости листа от момента подхода к валкам до момента выхода из зазора между ними. Таким образом, как видно из фиг. 7, если толщина листа уменьшена на 50%, то V1=2•V0, скорость удваивается от точки "а" к точке "в".
Лист "ускоряется", проходя между парой валков и будучи спрессован в более тонкий лист вращающимися валками. Этот процесс прессования листа, также как разность скоростей между поступающим листом и валками, может создавать изменяющиеся силы сдвига в листе. Приложение чрезмерно большой силы сдвига может разрушить целостность структурной матрицы листа и создать дефекты внутри листа, тем самым ослабив лист.
Тем не менее, было установлено, что при определенном составе композиции с низкой адгезией к валкам и высокой пластичностью возможно уменьшение экструдированного листа до окончательной толщины путем одноразовой операции вальцовки через одну пару валков относительно большого диаметра.
Диаметр каждого из валков должен быть оптимизирован в зависимости от свойств формовочной смеси и величины уменьшения толщины листов с неорганическим наполнителем. При оптимизации диаметра валков должны быть учтены две противоположные тенденции. Первая заключается в том, что меньшего диаметра валки вызывают увеличение силы сдвига внутри листов при их прохождении между валками. Из фиг. 7 видно, что это связано с тем, что при использовании валков меньшего диаметра направленный назад вектор силы сжатия имеет больший угол, чем аналогичный угол в случае валков большего диаметра.
Из фиг. 7 также видно, что не только названный угол при валках большего диаметра меньше, но и расстояние (следовательно и время), на котором происходит ускорение листа, больше при использовании валков большего диаметра. Поскольку время для прохождения расстояния от точки "а" до точки "в" при использовании валков большего диаметра больше, то ускорение меньше и, следовательно, меньше силы сдвига, связанные с процессом уменьшения толщины листа. Таким образом, с этой точки зрения валки большего диаметра более выгодны по сравнению с валками малого диаметра, т.к. меньшая сила сдвига обеспечивает снижение числа дефектов в матрице с неорганическим наполнителем.
Однако применение валков большего диаметра имеет и недостатки. Материал с неорганическим наполнителем контактирует с валками в течение более длительного времени, что приводит к увеличению степени сдвига листа в процессе вальцовки в случае, если ролики подогреваются с целью предотвращения адгезии. Вместе с тем, поскольку большая площадь листа находится в контакте с поверхностью валка большего диаметра, нагревание валков является важным фактором избежания адгезии. Хотя осушение диета имеет определенные преимущества, слишком быстрое осушение в процессе вальцовки может привести к образованию трещин и других дефектов внутри структурной матрицы. Более сухой лист менее пригоден к приданию ему новой формы без разрушения матрицы по сравнению с более влажным листом, подвергающимся воздействию аналогичных по величине сил сдвига. Следовательно, с точки зрения этой перспективы использование валков меньшего диаметра выгодно для уменьшения эффекта осушения редукционных валков. Тем не менее, некоторые недостатки применения валков большего диаметра могут быть минимизированы путем использования хорошо отполированных валков, более низких температур и соответствующей операции смешивания для уменьшения жесткости формовочной смеси. Пропускание листа с большей скоростью уменьшает эффект осушения, вызванный валками, и приводит к большему расширению листа.
В свете изложенного диаметр валков целесообразно оптимизировать, сохраняя его достаточно небольшим для предотвращения излишнего осушения материала в течение вальцовки, в то же время он должен быть достаточно большим, чтобы уменьшить величину приложенной к листу силы сдвига, обеспечивая тем самым большее уменьшение толщины листа в процессе каждой редукционной операции.
Оптимизация диаметров валков для достижения большей величины уменьшения толщины листа, обеспечивая при этом предотвращение перегрева формируемого листа, весьма целесообразна с целью уменьшения числа редукционных операций в ходе технологического процесса. Помимо уменьшения количества рабочих элементов в случае сокращения числа редукционных операций происходит одновременно и уменьшение числа валков, скорость которых должна быть тщательно синхронизирована для предотвращения накопления листов за валками (в случае слишком медленного вращения валков) или разрыва бумаги (в случае слишком быстрого вращения валков). Поскольку каждая пара валков при прохождении через нее листа вызывает уменьшение его толщины, скорость листа каждый раз за парой валков увеличивается. В связи с этим каждая пара валков должна вращаться независимо с соответствующей скоростью для того, чтобы процесс вальцовки вед непрерывно. Уменьшение числа редукционных операций существенно упрощает проблему синхронизации вращения валков.
Как было уже ранее упомянуто, желательна обработка поверхности валков с целью предотвращения прилипания или адгезии листов с неорганическим наполнителем к их поверхности. Один из способов состоит в прогреве валков, что приводит к испарению некоторого количества воды внутри смеси, что обеспечивает создание парового барьера между листом и валками. Испарение части воды приводит к уменьшению количества воды внутри смеси, что обеспечивает увеличение исходной прочности листа. Температура валков однако не должна быть настолько высока, чтобы высушить и отвердить поверхность листа настолько, что в листе возникнут остаточные напряжения, разрывы, произойдет отслаивание и другие повреждения. Соответственно, желательно обеспечить нагрев валков в диапазоне 40-140oC, предпочтительнее в диапазоне 50-120oC и оптимально в диапазоне 60-85oC.
Скорость сушки листа может быть уменьшена включением агрегатных компонентов, имеющих низкую удельную поверхность. Агрегатные компоненты с большой удельной поверхностью по сравнению с агрегатными компонентами с низкой удельной поверхностью могут легко освобождать любую воду, которая абсорбирована ими или на их поверхности.
Как правило, прилипаемость формовочной смеси увеличивается при увеличении количества воды. Поэтому для предотвращения прилипания валки нормально должны подогреваться до более высокой температуры в тех случаях, когда смесь содержит большее количество воды. Нагрев до более высокой температуры выгоден, поскольку листы с большим содержанием воды обычно необходимо сильнее нагревать для ее удаления с целью повышения исходной прочности. Т.к. нагретые валки могут обеспечить обвод значительного количества воды и улучшить стабильность формы, величина приемлемого уменьшения толщины в каждой из редукционных операций постепенно уменьшается по мере снижения влажности листа. Это связано с тем, что более сухой и жесткий лист выдерживает меньшие напряжения сдвига без образования дефектов структурной матрицы.
В предпочтительном варианте адгезия между листами с неорганическим наполнителем может быть уменьшена охлаждением валков до или ниже комнатной температуры. Нагревание смеси в экструдере до относительно высокой температуры, а затем охлаждение поверхности листа вызывает конденсацию испарившейся воды, что создает тонкую водяную прослойку между листом и валками. Последние должны быть достаточно охлаждены для предотвращения прилипания листа к их поверхностям, но не настолько сильно, чтобы лист заморозился или стал настолько жестким или неупругим, что это могло бы повлечь его разрушение в процессе вальцовки. Соответственно, желательно охлаждать валки до температуры в диапазоне от 0 до 40oC, более предпочтительно в диапазоне 5-35oC и оптимально в диапазоне 10-15oC.
С тем чтобы достичь эффекта неприлипаемости охлажденных валков, в общем случае необходимо сначала нагреть формовочную смесь до экструзии или в ее процессе до температуры, значительно превышающей температуру охлаждаемых валков. Это позволяет достичь конденсации водяного пара из нагретой смеси на охлажденных валках, создав тем самым тонкий смазывающий водяной слой между валками и формовочной смесью. Соответственно, желательно нагреть экструдируемую смесь до температуры 20-80oC. Эта температура должна коррелироваться с температурой валков. Другим путем уменьшения степени адгезии между валками и листом с неорганическим наполнителем является обработка поверхности валков с целью уменьшения их склонности к адгезии. Валки обычно изготавливаются из полированной нержавеющей стали и покрываются нелипким материалом, например полированным хромом, никелем или тефлоном.
Обнаружено, что величина давления сдвига и обратного давления валков может быть уменьшена при получении той же степени снижения толщины листа в случае использования уменьшающего давление сдвига валка 42'' (фиг. 8), имеющего слегка коническую форму, в сочетании с обычным валком 42. Однако, степень изменения зазора в направлении "Z", являющаяся результатом конической формы валка, должна контролироваться для предотвращения расширения листа в направлении "X" (если такое расширение не является желательным). Однако, как правило, расширение не желательно, поскольку полученная в результате расширения зона имеет непостоянную толщину и обычно обрезается или отрывается. Путем использования подобных конических валков возможно достижение большей величины удлинения и уменьшения толщины листа без приложения к нему больших усилий сдвига.
Конечно, как видно из фиг. 9, может быть желательно расширение листа в направлении "X". Для этого используют конический валок 42 с большей конусностью, применение которого обеспечивает достижение большей степени изменения высоты зазора между валками в направлении "X". Изменением зазора между валками возможно заставить лист с неорганическим наполнителем расширяться в направлении "X" от точки, в которой зазор более узкий, к точке, в которой зазор шире. В дополнение к использованию конических валков возможно ориентировать отдельные валки 42 в направлении "Z" для того, чтобы подучить размер зазора на одном конце валков больше, чем на другом (фиг. 10).
Расширение листа в направлении "X" также обеспечивает получение эффекта переориентации некоторых волокон в направлении "X", таким образом формируется лист с ориентированными в двух направлениях волокнами (в направлениях "X" и "Y"). Ориентация волокон обеспечивает увеличение прочности на разрыв в направлении ориентации волокон. В дополнение, ориентация волокон особенно полезна для ориентирования зон перегиба внутри листа. Волокна, которые имеют большую длину, чем ширину зоны перегиба, выполняют функцию мостика, соединяющего материалы с разных сторон от линии перегиба даже в том случае, если матрица частично или существенно повреждена в зоне изгиба. Этот эффект соединения усиливается, если волокна располагаются перпендикулярно линии изгиба.
Кроме того, в результате пластичности и высокого уровня обрабатываемости формовочной смеси процесс вальцовки обычно не приводит к сильному сжатию листа. Иными словами плотность листа остается постоянной в процессе вальцовки, хотя некоторая степень сжатия имеет место, особенно в тех случаях, когда лист был значительно высушен при прохождении между редукционными валками. Если сжатие желательно, лист может быть пропущен между парой сжимающих роликов 60 после операции сушки, подробно это описывается ниже.
Специалист в данной области может только приветствовать, что операция экструзии не требует для своей реализации аппарата "экструдер". Целью операции экструзии является обеспечение непрерывной хорошо регулируемой подачи материала с неорганическим наполнителем к валкам. Это может быть достигнуто, как известно специалистам, в результате применения других механизмов (т.е. не экструдеров). Сила, необходимая для подачи формовочного материала, может создаваться, например, силой тяжести.
Как уже упоминалось ранее, может оказаться выгодным просто подавать формовочную смесь через валки как в экструзионном процессе. Это удешевляет затраты на производство листов, обеспечивая также регулировку давления смеси, подавающейся между вальцами. Увеличение давления увеличивает степень хаотичности расположения волокон внутри готового листа, в то время как уменьшение давления увеличивает разность скоростей и сдвиг в машинном направлении, что приводит к большей степени выравнивания волокон в машинном направлении.
В итоге установлено, что важными параметрами в вальцовочном процессе являются диаметр, скорость и температура валков, в равной мере как и зазор между ними. Увеличение скорости валков в целом позволит, а может и потребовать, соответственно увеличения температуры валков для предотвращения прилипания листа к роликам.
Увеличение диаметра валков, ровно как и зазора между ними, приводит к уменьшению показателя сдвига, который прикладывается от роликов к формовочной смеси и листу в процессе вальцовки. В то же время увеличение скорости увеличивает сдвиг.
D. Процесс
сушки
Хотя процесс вальцовки часто имеет результатом частичную или существенную сушку отформированного листа, как правило, целесообразно обеспечить дальнейшую сушку листа для получения листа
с желаемыми свойствами прочности на разрыв и жесткость (Естественно лист с течением времени может высохнуть и сам по себе, хотя на практике по многим причинам нет времени для ожидания конца
естественной сушки). Ускоренная сушка может осуществляться разными путями, каждый из которых предполагает нагревание листа для удаления излишка влаги. Предпочтительный способ сушки листов заключается
в использовании нагретых сушильных валков большого диаметра, известных в технике под названием "Янки", хотя для сушки может быть использован и ряд парных валков меньшего диаметра. Главным при этом
является то, чтобы общая площадь поверхности валков обеспечивала эффективное осушение листов.
В отличие от редукционных валков, которые обычно устанавливаются парами в одну линию, сушильные валки устанавливаются по отдельности так, что лист последовательно проходит индивидуально по поверхности каждого валка. Таким образом, обе стороны листа с высоким содержанием неорганики осушаются альтернативно по сторонам в течение ряда шагов. Если между редукционными валками лист при вальцовке проходит практически линейно, то через сушильные валки лист движется синусоидально.
Из фиг. 1 видно, что сторона листа, смежная первому сушильному валку, нагревается им, а другая сторона просто взаимодействует с воздухом. Подогретый воздух теряет воду в виде пара, который отводится по сторонам валка или со стороны листа, противоположной ему. Сушильные ролики могут быть снабжены небольшими отверстиями на их поверхностях верхностях для отвода некоторого количества водяного пара в процессе сушки.
При перемещении листа ко второму сушильному валку другая его сторона начинает контактировать с поверхностью и осушаться (фиг. 1A). Этот процесс может иметь столько шагов, сколько это необходимо для получения требуемой степени сушки листа. Степень сушки будет зависеть от ряда факторов, включая количество воды внутри листа, толщину листа, время, в течение которого лист находится в контакте с поверхностью валка, температуру валков, требуемые свойства листа. В некоторых случаях может быть желательным высушить одну сторону листа сильнее, чем другую. Это может быть достигнуто конструированием системы, которая увеличивает контакт одной стороны листа с сушильными валками по сравнению с аналогичным контактом другой стороны.
Температура сушильных валков зависит от ряда факторов, включающих влажность листа при прохождении его над конкретным валком. В любом случае температура сушильных валков должна быть менее 300oC. Хотя лист с неорганическим наполнителем не должен нагреваться выше 250oC для того, чтобы предотвратить деструкцию органических составляющих (таких как органическое полимерное связующее или целлюлозные волокна), валки, которые нагреты выше этой температуры, могут быть использованы до тех пор, пока внутри смеси имеется достаточное количество воды для охлаждения материала в результате испарения воды. С уменьшением количества воды в течение сушки температура валков должна быть уменьшена для предотвращения перегрева материала.
В некоторых случаях желательно использовать сушильный туннель или сушильную камеру в сочетании с сушильными валками. С целью достижения полного эффекта осушения методом конвекционной сушки часто целесообразно обеспечить циркуляцию нагретого воздуха с целью ускорения процесса сушки. Температура внутри сушильного туннеля, так же как и время нахождения в нем листа будет определять количество и скорость испарения воды из объема материала с неорганическим наполнителем. Для достижения быстрого осушения поверхности может оказаться целесообразным быстро пропустить лист сквозь очень горячий сушильный туннель. Однако сушильный туннель не должен иметь температуру выше 250oC для предотвращения деструкции целлюлозных волокон и органополимерного связующего. В свете изложенного сушильный туннель желательно нагревать до температуры 50-250oC, а более предпочтительным является диапазон 100-200oC.
В некоторых случаях сушильный процесс, описанный выше, будет окончательным этапом перед тем, как лист либо будет использован для образования контейнера или другого изделия, либо намотан на бобину или складирован в пачки. В других случаях, особенно, когда нужен лист с более гладкой, похожей на бумагу поверхностью, за этим этапом сушки должны следовать другие этапы, включая этап сжатия и/или финишной обработки (описание дается ниже). В случае сжатия в общем случае предпочтительно оставлять в листах адекватное количество влаги с тем, чтобы матрица с неорганическим наполнителем сохранялась в формовочном состоянии для предотвращения излома матрицы в течение возможного технологически следующего этапа сжатия. И наоборот, если за операцией сушки не следует операция сжатия, желательно основательно высушить лист для быстрой оптимизации величины прочности на растяжение и жесткость листа.
E. Опционные финишные операции
Во многих случаях желательно сжать лист с неорганическим наполнителем для того, чтобы достичь окончательной
толщины, обеспечить требуемые допуска размеров, качество поверхности. Кроме того, процесс сжатия может быть использован для удаления нежелательных пустот внутри структурной матрицы. Из фиг. 11 видно,
что процесс сжатия обычно придает листу более высокую плотность и прочность, уменьшает количество поверхностных дефектов и толщину листа, а также выравнивает сжатие частиц на поверхности листа. Сила
давления, создаваемого сжимающими валками, должна регулироваться с тем, чтобы соответствовать определенным качествам листа.
Процесс сжатия желательно проводить на листе с уменьшенной толщиной и увеличенной плотностью, не вызывая при этом существенного удлинения листа, а также не оказывая разрушающего им ослабляющего действия на матрицу. Для обеспечения сжатия листа без удлинения и без ослабления структурной матрицы, важно контролировать процесс сушки так, чтобы лист содержал соответствующее количество воды для поддержания формовочной реологии листа. Если лист содержит слишком много воды, сжимающие валки будут удлинять лист таким же образом, как это делают экструзионные или редукционные валки. В действительности сжимающие валки по существу аналогичны экструзионным или редукционным валкам, единственное отличие состоит в том, что сжатие, а не удлинение, происходит, если лист достаточно сухой и уменьшение толщины листа (в %) меньше общей пористости, оставшейся после испарения воды (Например, если испарение воды создает дополнительную пористость около 25%, то ширина зазора между валками должна составлять по крайней мере 75% от толщины листа до его сжатия).
С другой стороны излишняя степень сушки листа до операции сжатия может привести к его ослаблению. В некоторых случаях лист с неорганическим наполнителем может сделаться настолько сухим и ломким, что матрица с неорганическим наполнителем перестанет быть формируемой и не может сжиматься без разрушения. Напряжение структурной матрицы может уменьшить окончательную прочность и другие важные свойства листа даже, если трещины микроскопические и не видны невооруженным глазом. Матрица с неорганическим наполнителем должна быть достаточно увлажненной, чтобы обеспечить уничтожение пустот при сжатии, но в то же время достаточно сухой, чтобы произошло сжатие, а не удлинение (Даже совершенно сухой лист может быть в некоторых случаях сжат без появления значительных дефектов, если он вначале увлажняется).
Желательно сжимать и сушить листы последовательно для того, чтобы обеспечить прогрессивное сжатие листа. Такая технология обеспечивает отвод достаточного количества воды, что позволяет сжать лист, при этом в листе сохраняется количество воды, необходимое для поддержания формируемости матрицы с неорганическим наполнителем. Процесс сжатия приводит к сближению частиц композиции, что увеличивает плотность их "упаковки" и уменьшает пористость внутри листа, большее количество воды оказывается освобожденным для смазки частиц после сжатия, если считать, что количество воды в листе неизменно. Это позволяет обеспечить одновременный или последующий отвод воды из листа без существенного ухудшения формируемости. Данное обстоятельство делает возможным последовательное сжатие и удаление воды без сопутствующего повреждения структуры листа.
Поскольку процесс сжатия (включающий один или более этапов сжатия) обычно приводит к некоторому увлажнению листа, желательно подсушить лист после этапа сжатия путем применения осушительного процесса, описанного выше (с использованием опционных сушильных валков 70). Этот опционный этап осушения может быть выполнен посредством сушильных валков, сушильного туннеля или их комбинации. В некоторых случаях лист может подвергаться дальнейшей обработке без применения второго этапа сушки. Например, тогда, когда лист надрезается и используется немедленно для изготовления контейнера или другого изделия, а также в случаях целесообразности наличия влаги в листе.
Может быть желательным изменить поверхность листа с неорганическим наполнителем путем пропускания листа между одной или более парами вальцов 80 финишной обработки (каландрирование). Например, для производства листа с очень гладкой одной или двумя поверхностями, лист может быть пропущен между парой твердых и мягких вальцов (фиг. 12). Термин "твердый валок" относится к валку 82, имеющему высокоотполированную поверхность и который делает поверхность листа, соприкасающуюся с ним очень гладкой. Термин "мягкий валок" относится к валку 84, имеющему поверхность, способную создать достаточное трение между мягким валком 84 и листом для того, чтобы обеспечить протяжку листа между парой из твердого и мягкого валков. Это необходимо, поскольку твердый ролик 82 обычно слишком гладок, чтобы тянуть сухой лист через пару твердых валков. Кроме того, некоторое проскальзывание твердого ролика 82 является полезным, поскольку обеспечивает выравнивание частиц внутри поверхности листа. Использование ведомого высокоотполированного вальца для "суперкаландрирования" листа достигается получение очень гладкой поверхности в холе финишной операции. Эта операция может быть упрощена распылением воды на поверхности листа и/или покрытием поверхности глиной, карбонатом кальция или другими подходящими покрытиями, известными специалисту в данной области.
В других вариантах финишные вальцы могут придавать желаемую структуру поверхности. Например, сетчатую или решетчатую. Вместо использования твердого и мягкого валков, возможно применение валков, которые наносят в ходе финишной операции определенные метки. Валки могут наносить на поверхность фирменный знак или другое изображение. Специальные валки, которые могут наносить водяные знаки, применяются отдельно или в сочетании с другими ранее указанными валками. Экструдерные, редукционные или сжимающие валки могут содержать средства для нанесения водяных знаков либо путем организации приподнятой, либо утопленной зоны на поверхности листа при его прохождении через валки. Хотя финишный или каландрирующий процесс обычно требует некоторого сжатия листа, который уже осушен до такой степени, что матрица из неорганического материала более не формируется, сжатие не настолько велико, чтобы значительно ослабить лист, и воздействует как правило лишь на поверхность листа. Незначительное уменьшение прочности листа в финишном процессе полностью компенсируется существенным улучшением качества его поверхности.
Может быть необходимым обеспечить волнистость листов способом, аналогичным приданию волнистости картону. Это достигается пропусканием частично влажного листа между парой гофрированных валков (фиг. 13). Содержание влаги в листе должно контролироваться таким образом, чтобы процесс гофрирования не привел к повреждению структурной матрицы. Обычно это достигается использованием пара в зоне вокруг гофрируемого листа. Если лист слишком высушен, процесс гофрирования может повредить структурную матрицу, а в некоторых случаях может даже привести к разрыву или расщеплению листа. Напротив, если гофрированный лист слишком влажен, то он может иметь исходную прочность, недостаточную для поддержания гофрированной формы. При производстве гофрированных листов для коробок может быть желательным разместить гофрированный лист с неорганическим наполнителем между двумя плоскими листами. Это достигается применением средств, известных из технологии производства гофрированного картона. Выбор материала зависит от разнообразных факторов, включающих желаемые рабочие критерии, стоимость, предполагаемый способ разрушения листа после завершения его использования.
Листы с неорганическим наполнителем могут крепироваться (добавление каучука) аналогично обычной бумаге для получения сильно растяжимого листа, который способен выдерживать шоковые нагрузки напряжения. Хотя конкретные параметры мокрого или сухого крепирования процессов, реализуемых с листами с неорганическим наполнителем и обычными бумажными листами, различны, специалист легко поймет, каким образом регулировать процесс крепирования листов с неорганическим наполнителем.
Установлено, что листы с неорганическим наполнителем могут обрабатываться сильными кислотами для получения пергаментной волокнистой поверхности матрицы листа. Обработка листа, например, концентрированной серной кислотой вызывает значительное набухание целлюлозных волокон, а также их частичное растворение. В этом состоянии пластифицированные волокна закрывают свои поры, заполняют имеющиеся вокруг пустоты и входят в еще более плотный контакт между собой, обеспечивая более интенсивное связывание. Промывка водой вызывает повторно осаждение и консолидацию структуры, приводя к получению волокон, которые прочнее во влажном состоянии, чем в сухом, не имеют запаха, вкуса, свободны от пуха, а также стойки к маслам и грязи. Бумага с высокой сопротивляемостью к шоковым нагрузкам производится путем комбинирования высоких показателей на растяжение, обеспечиваемых пергаментом, и хорошей растяжимостью, придаваемой операцией мокрого крепирования.
Из настоящего изобретения следует, что процесс крепирования дает больший эффект, если содержание волокон в листе увеличено. Увеличенное содержание волокон облегчает уплотнение пор и усиливает водородные связи волокон. Понятно, что некоторые компоненты, чувствительные к воздействию кислоты, например карбонат кальция, не должны использоваться, когда лист должен подвергаться пергаментизации.
F. Операции нанесения
покрытия
Возможно нанесение покрытий или покрывных материалов на листы с неорганическим наполнителем, которые изготавливаются в соответствии с вышеприведенным процессом. Покрытия могут быть
использованы для изменения характеристик поверхности листа различными методами, включая уплотнение и создание защитных слоев на листах и других изделиях, выполненных из них. Покрытия могут
обеспечивать защиту от влаги, оснований, кислот, смазок или органических растворителей. Они могут также обеспечивать более гладкую, глянцевую или устойчивую к истиранию поверхность и предотвращать
"разлетание" волокон. Покрытия могут быть использованы для упрочения наполненных неорганикой листов в процессе изготовления листов или упрочить или армировать сухой лист, особенно вдоль линии изгиба
или излома. Некоторые покрытия могут также использоваться как клеящий элемент или для образования слоистых листов.
Технологией, концептуально связанной с покрытием, является технология пропитки, которая в основном относится к уплотнению пор листов. Пропитка может быть использована для улучшения степени гладкости поверхности и водостойкости листов. Пропитка может как повышать, так и понижать прочность, модуль и удлинение (способность к растяжению листа) в зависимости от ее состава и примененного количества. Некоторые пропитки и покрытия могут размягчать матрицу с неорганическим наполнителем, обеспечивая тем самым получение более гибкого листа. Другие пропитки могут придавать листу большую жесткость. Покрытия могут наноситься на поверхность листа в процессе его формования, в этом случае такой процесс может рассматриваться как включенный в технологию производства или как "машинный". Однако в ряде случаев желательно наносить покрытие после завершения формирования листа, в этом случае процесс рассматривается как "вне машинный". При нанесении покрытия преследуется цель достижения однородной пленки с минимальным числом дефектов на поверхности листа. Выбор особого процесса покрытия зависит от ряда переменных основы (т. е. листа), также как и от переменных покрытия. Переменные основы включают прочность, способность к увлажнению, пористость, плотность, гладкость и однородность листа. Переменные состава покрытия включают: общее содержание твердых компонентов, растворимость основы (включая растворимость в воде и летучесть), поверхностное натяжение и реологию.
Покрытия могут наноситься на листы с использованием любых известных для этого способов, применяемых при изготовлении бумаги, картона, полистирола, металлических листов или других упаковочных материалов. К процессам покрытий, известным в технике и которые могут быть использованы для покрытия листов с неорганическим наполнителем, относят печать, гравирование, порошковое покрытие, нанесение покрытий с помощью лопастей, воздушной струи, метод Дальгрена. Покрытия могут наноситься напылением вещества на лист или другое изделие, а также окунанием изделия в ванну, содержащую вещество покрытия. Кроме того, покрытие может коэкструдироваться вдоль листа для того, чтобы интегрировать процесс нанесения покрытия в экструзионный процесс. Более детальное описание полезных процессов покрытия приводится в упомянутой технологии Андерсена-Ходсона.
К пригодным для использования в качестве покрытий материалам относятся: меламин, поливинил хлорид, поливиниловый спирт, поливинилацетат, полиакрилаты, гидроксипропилметилцеллюлоза, полиэтиленгликоль, акрилы, полиуретан, полиэтилен, полиактиковая кислота, Бипол (полигидроксибутилат-гидроокиси валерата сополимер), воски (такие как пчелиный воск или основанные на бензине воски), эластомеры, полиакрилаты, латекс, синтетические полимеры, включая полимеры, распадающиеся биологически, или их смеси. Бипол (товарный знак) производится в Великобритании компанией Империал Кемикл Индастриз.
К числу подходящих неорганических веществ относятся: карбонат кальция, силикат натрия, каолин, кремнезем, окись алюминия, керамические материалы и смеси неорганических веществ.
В некоторых случаях желательно, чтобы покрытия были эластичными, деформируемыми или водонепроницаемыми. Некоторые покрытия могут быть также использованы для усиления зон, в которых листы с неорганическим наполнителем будут неоднократно перегибаться, например там, где сделаны надрезы. В таких случаях предпочтительны складчатые, эластичные материалы. Кроме упомянутых покрытий любой подходящий для покрытия материал может быть использован в соответствии с областью применения.
Если листы, применяющиеся для производства контейнеров или других изделий, должны контактировать с пищевыми продуктами, желательно в качестве материалов покрытия применять материалы, одобренные к применению Управлением по контролю за качеством пищевых продуктов (США). В качестве примера особенно ценного покрытия можно рассматривать покрытие из силиката натрия, которое является кислотоупорным. Стойкость к кислоте является очень важным фактором. Например, в тех случаях, когда контейнер предназначен для пищи или напитков, имеющих высокое содержание кислот, например для безалкогольных напитков или соков. Если контейнер желательно защитить от щелочных веществ, то его целесообразно покрывать подходящим полимером или воском, таким, который используется для покрытия бумажных контейнеров.
G. Процессы перфорирования и надрезания
В некоторых случаях желательно обеспечить надрезание или перфорирование листа
вдоль линии его планируемого сгиба. Надрез может быть сделан с использованием резака 170 (фиг. 14) с ножевой кромкой, который устанавливается на прессе. Кроме того, возможно применение валка, имеющего
режущую кромку (фиг. 15). Линия надреза может быть выштампована посредством штамповочной пластины 174 (фиг. 16). Перфорацию можно выполнить с помощью перфорационной пластины 17 (фиг. 17).
В тех случаях, когда лист с неорганическим наполнителем имеет относительно низкое содержание волокон (менее 15% от общего объема), целесообразнее иметь надрез, а не выпрессованную на листе перфорацию. Наоборот, когда лист имеет относительно высокое содержание волокон (более 15% от общего объема), целесообразнее применять выштампованную перфорацию вместо надреза листа. В целом перфорация хорошо служит в листах с любой концентрацией волокон.
Целью надрезов и перфораций является создание зон на листе с неорганическим наполнителем, по которым лист может быть изогнут или перегнут. Наличие надрезов или перфораций создает "петлю" внутри листа с более высокой гибкостью и возможностью изгиба, чем это имеет место в не перфорированном или не надрезанном листе. В некоторых случаях желательно иметь множественные надрезы и перфорации. Прорезание перфораций или линий надреза внутри листа создает лучшую зону изгиба или петлю по целому ряду причин. Во-первых, это обеспечивает получение зоны, в которой лист естественным путем изгибается или сворачивается. Во-вторых, прорезание линии изгиба делает лист в этой зоне тоньше, чем в остальных частях листа, что уменьшает удлинение в направлении длины при изгибании листа. Уменьшение удлинения поверхности снижает тенденцию структурной матрицы к излому при изгибе листа. В-третьих, надрез или перфорация обеспечивают контроль образования трещин матрицы в случае возникновения разлома внутри структурной матрицы.
Иногда желательно сосредоточить большее число волокон в месте, по которому будут выполняться надрез или перфорация. Это может быть достигнуто параллельным экструдированием второго слоя материала с высоким содержанием неорганики, содержащего большее число волокон, в установленные интервалы времени для получения требуемых зон надреза или перфорирования. Кроме того, волокна могут быть помещены или экструдированы на верхнюю поверхность листа или же нанесены на эту поверхность в процессе вальцовки с целью достижения их более высокой концентрации в требуемом месте.
Лист с высоким содержанием неорганики должен быть в сухом или полузатвердевшем состоянии в процессе выполнения надреза или перфорирования. Желательно предотвратить попадание влажного материала внутрь надреза или перфорации для предотвращения их закрытия. Так как надрезание (а перфорирование всегда) влечет за собой прорезание структурной матрицы, для того, чтобы эти процессы не повредили лист, он должен быть сухим. Однако в тех случаях, когда линия изгиба делается не прорезанием, а выштамповкой в поверхности листа, последний должен быть увлажнен для предотвращения повреждения в результате изменения расположения структурной матрицы.
Глубина надреза обычно определяется его типом, толщиной листа с неорганическим наполнителем и степенью изгиба вдоль линии изгиба. Конечно, штамповочный элемент не должен быть настолько большим, чтобы просто прорезать лист или сделать место выштамповки настолько тонким, что оно не выдержит действия противоположно направленных сил (если, конечно, нет намерения получить легко разрушаемую зону). Желательно, чтобы глубина паза была адекватной цели его применения. Комбинация надрезов на противоположных сторонах листа может быть предпочтительна в некоторых случаях для увеличения диапазона перемещений изгибаемой зоны.
В большинстве случаев, когда надрезается более тонкий лист (менее 1 мм), глубина надреза относительно толщины листа должна быть в диапазоне от 10 до 50%, более желательно в диапазоне от 20 до 35%. В случае более толстых листов, надрез делается обычно глубже для увеличения степени изгибаемости более толстого листа.
Листы с наполнителем из неорганического материала изгибают в сторону, противоположную надрезу или перфорации. Это означает, что стороны листа, определяющие положение линии надреза, сближаются в направлении, которое противоположно надрезу или перфорации. Напротив, если линия изгиба сделана выштамповкой, то подобно бумажным или картонным листам, стороны листа с неорганическим наполнителем сближают со стороны надреза.
H.
Другие процессы
Может быть желательным нанесение печатного или другого указания на поверхность листа с неорганическим наполнителем, например товарного знака, информации о продукте,
характеристик контейнера, может также наноситься логос. Эта цель может быть достигнута использованием средств печати, применяющихся для обычной бумаги или картона. Кроме того, на листах могут быть
выдавлены рельефные изображения или сделаны водяные знаки. Поскольку листы с неорганическим наполнителем имеют относительно высокую пористость подобно обычной бумаге или картону, при надписывании их
чернилами последние быстро высыхают. Кроме того, к листам с неорганическим наполнителем обычными способами могут приклеиваться или прикрепляться различные этикетки или ярлыки. Способы печати на листах
с неорганическим наполнителем включают, но не ограничиваются, любой известный метод. Например, рельефный метод печати, пористый и не контактный методы. Печатные указания могут быть нанесены на
бумажную ленту или отдельные листы в зависимости от используемого способа печати и свойств листа. Отдельные листы могут подаваться через фотокопировальную машину подобно листам обычной бумаги.
Планографическая печать или офсетная литография базируются на нерастворимости чернил в воде для печатания в желаемой зоне. Пластины для литографии воспринимают чернила и выталкивают воду в зоне изображения и притягивают воду, отталкивая при этом чернила, в зоне, свободной от изображения. Весьма полезной является офсетная литография, в которой могут быть использованы листы самых различных размеров. Кроме того, печатные пластины могут легко переделываться для восприятия различного графического дизайна. Офсетная литография с непрерывной подачей бумаги в виде полотна также может быть применена, особенно, когда различные графические элементы используются в идентичных по конструкции контейнерах.
Рельефная печать предполагает подъем зон, которые отводятся под печать, по сравнению с зонами, в которых печать не выполняется. Чернильные ролики соприкасаются только с поверхностью приподнятых зон. Чернила подаются к устройству - носителю изображения и переносятся на лист, когда последний проходит между названным устройством и печатающим цилиндром. Индивидуально нарезанные листы печатаются на прессах с листовой подачей, а листы в форме полотен печатаются на прессах с непрерывной подачей материала в форме полотна. Прессы, которые могут быть использованы в этом процессе, включают следующие их типы: плоский, цилиндрический и роторный. Другой формой рельефной печати является флексография, которая предполагает использование гибких пластин (включая резиновые штампы) и быстро сохнущих чернил.
Глубокая печать, часто называемая гравюрной или ротогравюрной печатью, является другим часто применяемым процессом. Глубокая печать предполагает печать непосредственно с вращающегося гравировочного цилиндра. Последний вращается в емкости с чернилами и при вращении цилиндра специальная пластина удаляет излишек чернил с зон, которые не предназначены для передачи изображения. Чернила переносятся с гравировального цилиндра, когда лист проходит между гравировальным цилиндром и печатающим цилиндром. Цилиндр дороже, чем пластины, использующиеся в офсетной литографии, однако гравировальный цилиндр более прочен и может быть использован для печати большего количества листов, чем пластины, применяющиеся в плоской печати.
Пористая печать, часто называемая трафаретной (или шелковой трафаретной печатью), применима для печати на иррегулярных поверхностях, т.е. на неровных поверхностях. Пористая печать содержит операцию внедрения поддерживаемого сеткой трафарета из шелка, синтетического материала или нержавеющей стали внутрь листа.
Бесконтактная печать позволяет печатать символы без соприкосновения с листом или контейнером путем использования распыляющей струи электрически заряженных частиц чернил. Процесс недорог и может быть использован при высоких скоростях печати. Конечно, обычные ручки и карандаши могут применяться для нанесения записей и другой информации на листы или изделия из них.
III. ИЗДЕЛИЯ ИЗ ЛИСТОВ С НЕОРГАНИЧЕСКИМ НАПОЛНИТЕЛЕМ.
Используя описанные методы, можно изготовить большое количество различных листов с различными свойствами. Листы могут быть толщиной от 0,1 мм или менее, когда требуются очень тонкие, гибкие листы малого веса. Листы могут быть толщиной около 1 см в том случае, если требуются толстые, прочные и жесткие листы. Плотность листов может изменяться в диапазоне от 0,6 г/см3 до 2,0 г/см3. Листы с большей плотностью прочнее, а листы с меньшей плотностью обладают лучшими изоляционными качествами. Точная толщина или плотность конкретного листа может быть определена заранее для того, чтобы изготовить лист, имеющий желаемые свойства по цене, которая обеспечивает его производство на экономически рентабельной основе.
Листы по настоящему изобретению могут быть использованы в любой области, где применяется бумага или картон. Кроме того, в результате уникальных свойств материалов с неорганическим наполнителем они могут быть использованы для изготовления разнообразных изделий, которые в настоящее время изготавливаются из пластмассы, полистирола и даже металла.
В частности, листы по настоящему изобретению могут быть использованы для производства следующих изделий: контейнеров (включая пищевые или для напитков контейнеры одно- и многократного использования), коробок для зерна, гофрированных коробок, печатных материалов (включая журналы и брошюры), упаковочных материалов (оберточные и прокладочные материалы), лент, игрушек, карандашей, труб, упаковок, ящиков, пеналов для сэндвичей, различных упаковочных конструкций (включая, но не ограничиваясь контейнерами для пищи быстрого приготовления, например, гамбургеров), коробок для замороженной пищи, молочных пакетов, пакетов для соков и фруктов, емкостей для напитков (включая, но не ограничиваясь, стаканчиками одноразового использования, коническими и складывающимися стаканчиками), контейнеров для чипсов, применяемых в промышленности пищи быстрого приготовления, коробок, упругих упаковок, таких как пакеты для закуски, сумок (включая, но не ограничиваясь открытыми сумками, например, сумками для бакалейных товаров, сумками с большим числом перегородок), поддерживающих полок для продуктов (кондитерские изделия и печености), канистр, пакетов для йогурта, выпуклых или полученных спиральной намоткой контейнеров (для замороженного концентрата соков, зерна, томатных чипсов, мороженого, соли, детергентов и моторных масел), почтовых цилиндров, бумажных бобин для наматываемых материалов (например, бумаги, тканей, бумажных полотенец, туалетной бумаги), втулок, сигарных коробок, коробок для одежды, косметики и пирожных, пластин, торговых коробок, подносов для различных изделий, упаковок для яиц и мяса, оберточного материала (включая, но не ограничиваясь, обертками для шин, мяса, сосисок, замороженных продуктов), предметов сферической формы, бутылок, кувшинов, тарелок, больших контейнеров, крышек, конвертов, клейкой ленты, почтовых открыток, столовых приборов, книжных переплетов, игрушек, ампул, держателей, папок, невоспламеняемых оболочек пожарного оборудования, моделей ракет и обечаек их двигателей, а также бесконечного числа других изделий.
Превращение листа с неорганическим наполнителем в соответствующее изделие обычно связано с вырезанием соответствующей заготовки из листа и трансформированием заготовки в готовое изделие, включая и изготовление контейнеров. Превращение заготовок в необходимый предмет может быть выполнено изгибанием, намоткой, скручиванием, формированием и сборкой отдельных заготовок, а также комбинацией перечисленных операций. Процесс изготовления может также включать соединение частей изделия швами с использованием клея, прессовки, герметика, повторного уплотнения и применения сжатия, шитья, использования скрепляющих элементов или комбинацией перечисленных операций. Повторное увлажнение листа в процессе изготовления может помочь улучшить гибкость и предотвратить износ листа. Перечисленные способы изготовления из листов готовых изделий даны здесь только как пример, они не ограничивают область применения изобретения. В рамках изобретения возможно применение всех известных в технике способов изготовления из листов готовых изделий, включая контейнеры и другие упаковочные материалы, которые изготовляются из обычных листов. Например, бумаги, картона, пластмасс, полистирола или металла. Возможно применение для этих целей обычного оборудования, автоматизированных и полуавтоматизированных процессов.
Разрезание листа с неорганическим наполнителем на заготовки может быть выполнено с использованием любого известного в технике средства. Например, с помощью ножевого резака, установленного на прессе, режущего валка и ножниц. Вырезание может быть необходимо для образования окон в контейнере. Кроме того, вырезание необходимо для удаления части листов с целью получения заслонок при изготовлении гофрированных коробок. Такой тип вырезания называется "щелеобразующим".
Шовное соединение заготовок содержит операции приведения в контакт по крайней мере двух частей листов с неорганическим наполнителем, а затем их соединение различными способами вместе, включая склеивание, обжатие, герметичное уплотнение, смачивание частей заготовок с последующим приложением давления, соединение скрепками, сшивание или комбинацию из перечисленных способов. Шовное соединение может применяться совместно с другими операциями над заготовкой, такими как изгибание, сворачивание, формование или сборка. Один из методов превращения листа с неорганическим наполнителем или заготовки в необходимое изделие содержит процесс "фальцовки", который включает операции изгибания, формирования петель изгиба, сдваивания, образования складок, сборки или формирования механически взаимосвязанных устройств из листов с неорганическим наполнителем или заготовок.
Изделия, которые могут быть изготовлены из листов с неорганическим наполнителем или заготовок фальцеванием, включают контейнеры, коробки, гофрированные коробки, контейнеры типа "ракушка" (включая упаковку для сэндвичей для быстро приготовляемой пищи, упаковку для салата), молочные пакеты, пакеты для соков, коробки для зерна, транспортные приспособления для контейнеров с напитками, упаковки для мороженого, конические стаканчики, складные стаканчики, упаковки для чипсов, контейнеры для предприятий быстрого приготовления пищи и конверты. Для упрощения изгиба листов или заготовок возможно нанесение на них надрезов. Автоматизированный процесс превращения заготовок в контейнеры, такие как пакет с запечатываемыми концами, показан на фиг. 20c. Процесс начинается с накапливания заготовок. Заготовки, например, показанные на фиг. 20a, подаются комплектами по ленточному транспортеру на пост предварительной обработки. На этом посту осуществляется предварительное прорезание линий изгиба с помощью стационарных резаков, к которым подаются заготовки.
После того как линии изгиба предварительно прорезаны, заготовки отводятся с поста с помощью транспортера. Наличие предварительно прорезанных линий облегчает преобразование заготовок в контейнер, поскольку усилие, требуемое для изгиба, при наличии надреза существенно уменьшается. Затем осуществляется формирование из заготовки промежуточной оболочки или трубы (фиг. 20b) путем завальцовки краев заготовки. Другим методом преобразования листа с неорганическим наполнителем в изделие требуемой формы является свертывание, которое предполагает формирование заготовки в контейнер или другое изделие, имеющее стенки, определяющие внутренний обьем.
Изделия, полученные свертыванием, могут иметь различное поперечное сечение, включая круглое, овальное, прямоугольное и прямоугольное с закругленными углами. Изделия, которые могут быть получены из материалов с неорганическим наполнителем, могут включать: стаканчики, канистры, контейнеры для продуктов. Например, для замороженных концентратов соков, томатных чипсов, мороженого, соли, детергентов, моторных масел, почтовых труб, бобины для оберточной бумаги, тканей, полотенец из бумаги, туалетной бумаги, втулки и соломинки для питья.
Сворачивание заготовки обычно производится обертыванием заготовки вокруг оправки с последующей фальцовкой кромок заготовки. Перехлестывающиеся концы заготовки могут быть завальцованы любым из ранее описанных способов. Большое количество запорных средств, изготовленных из материалов с неорганическим наполнителем или из других материалов, может применяться для фиксации элементов контейнера в зависимости от его конструкции.
Стаканчики могут производиться любым известным способом, включая общий способ, который был приведен выше для случая формирования свертываемых контейнеров. Предпочтительный способ для производства стаканчиков, состоящих из двух деталей, содержит операции вырезания из листа с неорганическим наполнителем двух заготовок - боковой поверхности и днища (фиг. 21a). Как показано на фиг. 21b, первая заготовка сворачивается для получения боковой стенки стаканчика, а вторая заготовка вырезается по форме днища. Свернутая боковая стенка имеет конфигурацию конической трубки с раструбом, а днище закрывает эту трубку.
Аппаратура для автоматизированного приготовления стаканчиков приведена на фиг. 22. Она обеспечивает выполнение следующих операций: вырезание заготовок боковых стенок и днища из листа с неорганическим наполнителем; помещение заготовки днища на свободный конец оправки, причем крепление осуществляется упругими средствами; оборачивание заготовки боковой стенки вокруг оправки; перехлест прямоугольных зон боковой стенки; образование шва или применение другого способа скрепления; крепление днища к боковой стенке путем образования фальцевого или другого соединения. Дополнительно с помощью соответствующей аппаратуры может быть сформирован ободок по краю открытого конца стакана.
Автоматизированная аппаратура, показанная на фиг. 22, обеспечивает вращение револьверной головки 190, снабженной множеством оправок 192. Оправки крепятся к головке таким образом, что направленный наружу конец каждой из оправок имеет плоскую поверхность.
Аппаратура содержит подающий механизм 194 заготовок дна стаканчиков и аналогичный механизм подачи заготовок боковых стенок. Подающий механизм заготовок дна обеспечивает установку днищ на плоскую поверхность оправок. Подающий механизм заготовок боковых поверхностей 196 подает заготовки боковой стенки к оправке после поворота револьверной головки на соответствующий угол. Зажимное устройство 200 обеспечивает удержание заготовки боковой поверхности на оправке с целью ее соответствующего формирования. Затем револьверная головка, переместившись на заданный угол, перемещает оправку, на которой находится заготовка боковой стороны, с целью подготовки ее кромок для фальцевания в устройстве 202. При этом перехлестывающиеся зоны боковой поверхности смачиваются, на них наносится клей или покрытие. Например, полиэтиленовое. Далее головка поворачивается на заданный угол и устройство 204 для свертывания заготовки боковой поверхности формирует на оправке боковую стенку стаканчика. Свернутая боковая поверхность имеет отверстие, диаметр которого соответствует днищу готового стаканчика. Головка вновь поворачивается на соответствующий угол и оправка с заготовкой поступает на устройство 206 для подготовки формирования днища стаканчика, где происходит увлажнение, нанесение клея или покрытия на юбку заготовки донной части стаканчика. Далее оправку перемещают к устройству 208, обеспечивающему скрепление юбки днища с боковой поверхностью стаканчика. После завершения изготовления стаканчика он сбрасывается с оправки и последняя перемещается в положение загрузки заготовки днища из механизма подачи заготовок днищ. Далее цикл повторяется.
Кроме того, стаканчик может подвергаться дополнительной обработке, например, с целью формирования ободка по краю стаканчика. Эта цель достигается тем, что открытый конец заготовки размещается наружно по отношению к головке. Стаканчик после формирования днища сбрасывается с оправки в одно из множества приемных устройств 212, которые выступают в радиальном направлении от поворотной револьверной головки 210. Сброс стаканчика на приемное устройство 212 обеспечивает размещение стаканчика открытым концом наружу, что позволяет формировать ободок с помощью устройства 214. Названное устройство может быть использовано для формирования дополнительных элементов на стаканчике, пуансон устройства может, воздействуя на отверстие стаканчика, формировать ободок, после чего стаканчик сбрасывается.
Другим методом превращения листа с неорганическим наполнителем в изделие является "спиральная намотка", которая состоит в наматывании листа или заготовки в предмет трубчатой или конической формы. Параллельно может вестись намотка волокон, которые обеспечивают дополнительную прочность. Различные запорные элементы, включая приведенные ранее и использованные для стаканчиков, могут применяться для контейнеров, формируемых спиральной намоткой.
Другим методом превращения листов с неорганическим наполнителем или заготовок в предмет желаемой формы является прессование, которое заключается в приложении к листу или заготовке боковой силы. Изделия, которые могут быть получены прессованием листов с неорганическим наполнителем или заготовок, включают тарелки, подносы, лотки для различных пищевых продуктов, упаковки для яиц и крышки. Лист или заготовку размещают между пуансоном и матрицей, имеющей форму, дополнительную к пуансону. Когда заготовка или часть листа зажимается между названными элементами, формируется изделие, имеющее конфигурацию, определяемую формой пуансона. Хотя предпочтительным видом пуансона является жесткий, возможно применение и более легких и прогрессивных пуансонов и матриц, а именно, разрезных пуансонов, разрушаемых и прогрессивных пуансонов.
"Сборка" - еще один способ формирования из заготовок готовых изделий. Многие из изделий, полученные сгибанием, свертыванием или прессованием, могут также требовать сборки отдельных элементов заготовок для получения готового изделия. К изделиям, целиком выполненным сборкой листов с неорганическим наполнителем или заготовок, относятся твердые коробки, упаковочные коробки и проставки, вставляемые в коробки. Твердые коробки, изготовленные из листов с неорганическим наполнителем, как правило, выдерживают ударные нагрузки и могут быть снабжены тонкими декоративными пластинами. К таким коробкам относятся сигарные коробки, коробки для одежды и косметики.
Жесткие коробки могут быть изготовлены просто вырезанием соответствующих заготовок и их сборкой. На заготовках могут быть выполнены надрезы для облегчения сгибания заготовок. В зонах заготовки, соответствующих углам коробки, могут быть сделаны прорези так, что при сборке коробки ее углы формируются частями днища и боковых сторон. Углы, сформированные из заготовок, могут быть укреплены путем размещения небольших тонкостенных опор, вырезанных из листов с неорганическим наполнителем или других материалов. Для крепления применяется клей.
Маркированные упаковки особенно целесообразно использовать для продуктов, выставляемых на обозрение. Такие упаковки производят путем соединения опорной пластины, вырезанной из материала с неорганическим наполнителем, с крышкой, сделанной либо из пластика, либо из полупрозрачного листа с неорганическим наполнителем. Маркированные упаковки могут использоваться для упаковки и экспонирования многих продуктов, включая пищевые продукты (например, для еды), а также для канцелярских принадлежностей, косметики, инструментов и игрушек. Маркированные упаковки бывают двух типов - "пузырчатого" и "покрывного".
Формирование "вздутием" является еще одним способом превращения листа с неорганическим наполнителем или заготовки в изделие желаемой формы. В этом способе использован процесс, известный в упаковочной технике как "наполнение-уплотнение". Образование вздутий в сочетании с технологией "наполнение-вздутие" позволяет организовать процесс непрерывного образования в материале "вздутий", в которые загружается продукт, края полученной емкости и заполненной продуктом затем завальцовываются. Технология формирования вздутий предполагает непрерывный процесс образования серии вздутий, заполнения полученных емкостей продуктами и герметизацию краев вздутий с последующим отрезанием отдельных сформированных таким образом упаковок в форме мешочков. Упаковки описанного типа применяются для сухих супов, кондитерских и мучных изделий, чипсов, таблеток и пирожных.
Процесс формирования вздутий или "сумок" может выполняться горизонтальным, вертикальным или двухлистовым способом. Горизонтальное вздутие, заполнение и закрывание фальцовкой обычно содержит операции: сгибание листа вдвое вдоль его длины; образование в этом листе ряда "карманов" или "сумок" в результате выполнения ряда шовных соединений; заполнения "сумок" и их запечатывания. Процесс начинается с подачи листа в горизонтальном направлении на разделительное устройство, которое обеспечивает сгибание листа пополам. Согнутый лист посредством перпендикулярных к линии изгиба швов делится через определенные интервалы на ряд "карманов", которые заполняются продуктами. Заполнение может осуществляться под действием силы тяжести или другими способами. Вертикальное формирование, заполнение и образование швов содержит операции: образование трубы по длине листа, образование швов через определенные интервалы для получения "карманов", заполнение карманов и затем их закрытие швами. Лист свертывается в трубку подачей его вертикально через разделительное приспособление. Затем труба сшивается через определенные интервалы в виде "карманов", которые заполняются продуктом способом, аналогичным применяемым в горизонтальном формировании, заполнении и закрытии. Третий способ содержит операцию образования "сумок" или "карманов" путем соединения двух листов, причем по крайней мере один из листов является листом с неорганическим наполнителем или слоистым листом. Лист с неорганическим наполнителем или слоистый лист может быть скомбинирован с широким кругом других листов, включая, но не ограничиваясь, листом с неорганическим наполнителем, слоистым листом, бумажным листом, листом из алюминиевой фольги, целлофановым листом, пластмассовым листом и любой комбинацией из этих листов. Два листа могут быть скомбинированы вертикально или горизонтально, каждый из полученных таким образом пакетов имеет четыре шовных соединения по краям.
IV. ПРИМЕРЫ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ИЗОБРЕТЕНИЯ.
Ниже приводятся примеры, иллюстрирующие способ формирования листов и контейнеров в соответствии с настоящим изобретением. Примеры содержат описания смесей, а также способов изготовления листов, контейнеров и других изделий, имеющих разные характеристики и размеры.
Примеры 1-6
Листы
с высоким содержанием неорганики были изготовлены из формовочных смесей, которые содержали следующие компоненты, кг:
Пример 1.
CaCO3 - 6
Волокно - 0,25
Tylose - 0,1
Вода - 1,8
Пример 2.
CaCO3 - 5
Волокно - 0,25
Tylose - 0,1
Вода - 1,7
Пример 3.
CaCO3 - 4
Волокно - 0,25
Tylose - 0,1
Вода - 1,6
Пример 4.
CaCO3 - 3
Волокно - 0,25
Tylose - 0,1
Вода - 1,5
Пример 5.
CaCO3 - 2
Волокно - 0,25
Tylose - 0,1
Вода - 1,4
Пример 6.
CaCO3 - 1
Волокно - 0,25
Tylose - 0,1
Вода - 1,3
Волокна, использованные в каждом из этих примеров, изготовлены из южной сосны. Вода, Tylose FL 15002 и волокна вначале эффективно
перемешивались в течение 10 минут в мешалке Хобарта. Затем к смеси добавлялся карбонат кальция, полученная смесь дополнительно перемешивались при условии низких сдвиговых нагрузок в течение 4
минут.
"Упаковочная" плотность карбоната кальция в каждой из этих смесей была около 0,63 и готовые смеси имели следующий процентный (по объему) состав твердых агрегатных неорганических компонентов: 89.7%, 87,9%, 85,3%, 81,3%, 74,4% и 52,2%. Это соответствует по весу: 94,5%, 93,5%, 92,0%, 89,6%, 85,1% и 74,1%. Листы по примерам 1-6 содержали следующие количества волокон в процентах от общего объема твердых веществ: 7,2%, 8,5%, 10,3%, 13,1%, 18,0% и 28,7%. В весовых процентах аналогичные показатели существенно ниже.
Формовочные смеси экструдировались через шнековый экструдер с головкой размерами 30 см x 0,6 см с получением листов, имеющих заданные размеры по ширине и толщине. Экструдированный лист затем пропускался между парой редукционных валков, имеющих зазор между ними, соответствующий толщине формируемого листа. Поскольку карбонат кальция имеет низкую удельную поверхность, эти смеси имеют низкую адгезию к валкам. Листы, образованные в соответствии с примерами, имеют толщину 0,23 мм, 0,3 мм, 0,38 мм и 0,5 мм.
Чем меньше применяется карбоната кальция, тем выше прочность на разрыв, упругость и способность к изгибу. Однако, добавление большого количества карбоната кальция обеспечивает производство листа с более гладкой поверхностью и с большей пригодностью к пропусканию между валками, что снижает количество внутренних дефектов. Увеличение количества CaCO3 приводит к уменьшению пористости листа, которая изменяется в пределах от 37,4% до 70,3% от объема готового сухого листа.
Примеры 7-12
Листы с высоким содержанием неорганики были изготовлены из формовочных смесей, которые содержали следующие компоненты, кг:
Пример 7.
CaCO3 - 1,0
Волокно - 0,2
Tylose - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 8.
CaCO3 - 1,0
Волокно - 0,3
Tylose - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 9.
CaCO3 - 1,0
Волокно - 0,4
Tylose - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 10.
CaCO3 - 1,0
Волокно - 0,5
Tylose - 0,1
Вода - 2,1
Стеклянные сферы - 0,
5
Пример 11.
CaCO3 - 1,0
Волокно - 0,6
Tylose - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 12.
CaCO3 - 1,0
Волокно - 0,7
Tylose - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Волокна, использованные в каждом из этих примеров, изготовлены из южной
сосны. Вода, Tylose FL 15002 и волокна вначале перемешивались 10 минут в мешалке-смесителе Хобарта. Затем в смесь были добавлены - карбонат кальция и полые стеклянные сферы, затем в течение 6 минут
дополнительное перемешивание при низком усилии сдвига. "Упаковочная" плотность сочетания карбоната кальция и полых стеклянных сфер в каждой из смесей 0,73, конечные смеси имеют соответственно
следующее объемное содержание твердых агрегатных компонентов: 88,5%, 85,3%, 82,3%, 79,6%, 77,0% и 74,5%. Листы по примерам 7-12 содержали следующие количества волокон в процентах от общего объема
твердых компонентов, соответственно: 7,2%, 8,5%, 10,3%, 13,1%, 18,0% и 28,7%. В весовых процентах аналогичные показатели существенно ниже.
Формирование смеси экструдировалось через шнековый экструдер с головкой размером 30 см x 0,6 см с получением листов, имеющих заданные размеры по ширине и толщине. Экструдированный лист затем пропускался между парой редукционных валков, имеющих зазор между ними, соответствующий толщине формируемого листа.
Поскольку как карбонат кальция, так и стеклянные сферы имеют низкую удельную поверхность, смеси имеют низкую адгезию к валкам. Листы, образованные в соответствии с этими примерами, имеют толщину: 0,23 мм, 0,3 мм, 0,38 мм и 0,5 мм.
При использовании частиц, имеющих средний диаметр 35 мкм (максимум 100 мкм), полученный лист обладает матовой поверхностью. Однако, когда применяются много меньшие частицы (98% из них меньше 2 мкм), полученный лист обладает гладкой поверхностью.
Увеличение количества волокон в листе увеличивало прочность на растяжение, упругость и изгибаемость готового листа.
Пример 13
Примеры 7-12 были повторены за
исключением того факта, что карбонат кальция был заменен 1,0 кг слюды. Во всех других отношениях смеси были приготовлены аналогичным образом. Слюда является пластинчатым природным материалом, имеющим
средний размер частиц менее 10 мкм. "Упаковочная" плотность частиц композиции из слюды и стеклянных сфер в каждой из смесей примерно 0,7, а конечные смеси имеют следующий процентный (по объему) состав
твердых агрегатных неорганических компонентов, соответственно: 88,5%, 85,3%, 82,3%, 79,6%, 77,0% и 74,5%. Пластинчатая форма слюды обеспечивает получение более гладкой поверхности готового листа.
Пример 14
Композиционный состав и способы, описанные в примере 13, были повторены за исключением того, что было добавлено 0,25 кг южной сосны к формировочной смеси,
применяющейся для изготовления листов с неорганическим наполнителем. Изготовленные, затвердевшие листы имели прочность на разрыв 14,56 МПа, модуль 2523 МПа, удлинение в машинном направлении до
разрушения 1,42%, а в слабом направлении (т. е. поперечном машинном) показатели таковы: прочность на растяжение 6,66% МПа, удлинение до разрушения 0,93%.
Пример 15
Примеры
7-12 были повторены во всех отношениях за исключением того, что карбонат кальция был заменен 1,0 кг каолина. Во всех других отношениях смеси были подготовлены таким же образом. Каолин является
природной глиной, в которой 98% частиц имеют размер менее чем 2 микрона. "Упаковочная" плотность частиц композиции из каолина и полых стеклянных сфер в каждой из смесей была 0,69, а результирующие
смеси имели следующий процентный (по объему) состав твердых агрегатных неорганических компонентов, соответственно: 88,5%, 85,3%, 82,3%, 79,6%, 77,0% и 74,5%. Каолин придает готовым листам гладкую
поверхность.
Примеры 16-21
Листы с высоким содержанием неорганики были приготовлены из формовочных смесей, которые содержали следующие компоненты, кг:
Пример 16.
Плавленный кремнезем - 1,0
Целлюлозные волокна - 0,2
Tylose FL 15002 - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 17.
Плавленный кремнезем - 1,0
Целлюлозные волокна - 0,3
Tylose FL 15002 - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 18.
Плавленный
кремнезем - 1,0
Целлюлозные волокна - 0,4
Tylose FL 15002 - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 19.
Плавленный кремнезем - 1,0
Целлюлозные волокна - 0,5
Tylose FL 15002 - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 20.
Плавленный кремнезем - 1,0
Целлюлозные
волокна - 0,6
Tylose FL 15002 - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 21.
Плавленный кремнезем - 1,0
Целлюлозные волокна - 0,7
Tylose FL 15002 - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
В качестве волокон, примененных в каждом из примеров, использовалась южная сосна. Вода, Tylose 15002 и волокна
вначале перемешивались 10 минут в мешалке-смесителе Хобарта.
Затем плавленный кремнезем и полые стеклянные сферы добавлялись к смеси, которая дополнительно перемешивалась 6 минут при малых усилиях сдвига. "Упаковочная" плотность частиц композиции плавленного кремнезема и полых стеклянных сфер в каждой из этих смесей была около 0,73, а результирующие смеси имеют, соответственно, следующее объемное содержание твердых неорганических агрегатных компонентов: 88,5%, 85,3%, 82,3%, 79,6%, 77,0% и 74,5%. Листы по примерам 16-21 содержали следующие количества волокон в процентах от общего объема твердых компонентов, соответственно: 7,2%, 8,5%, 10,3%, 13%, 18,0% и 28,7%. В весовых процентах аналогичные показатели существенно ниже.
Формировочные смеси экструдировались через шнековый экструдер с головкой размером 30 см x 0,6 см с получением листов, имеющих заданные размеры по ширине и толщине. Экструдированный лист затем пропускался между парой редукционных валков, имеющих зазор между ними, соответствующий толщине формируемого листа.
Плавленный кремнезем является кварцевым веществом со средним размером частиц менее чем 10 мкм. Поскольку плавленный кремнезем и стеклянные сферы имеют низкую удельную поверхность, эти смеси обладают низкой адгезией к валкам. Листы, образованные в соответствии с примерами, имеют толщину 0, 23, 0,3, 0,38 и 0,5 мм.
Увеличение содержания волокон приводит к увеличению прочности на растяжение, гибкости, способности выдерживать изгибающие нагрузки (готового листа).
Хотя примеры, которые приводятся ниже, являются гипотетическими, они базируются на реальных смесях и процессах. Они представлены для более полного раскрытия сущности изобретения.
Примеры 22-27
Листы с высоким содержанием неорганики приготовлены из формовочных смесей, включающих следующие компоненты, кг:
Пример 22.
Измельченный
гранит - 1,0
Целлюлозное волокно - 0,2
Tylose FL 15002 - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 23.
Измельченный гранит - 1,0
Целлюлозное волокно - 0,3
Tylose FL 15002 - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 24.
Измельченный гранит - 1,0
Целлюлозное
волокно - 0,4
Tylose FL 15002 - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 25.
Измельченный гранит - 1,0
Целлюлозное волокно - 0,5
Tylose FL 15002 - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 26.
Измельченный гранит - 1,0
Целлюлозное волокно - 0,6
Tylose FL
15002 - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 27.
Измельченный гранит - 1,0
Целлюлозное волокно - 0,7
Tylose FL 15002 - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
В каждом из примеров используются волокна южной сосны. Вода, Tylose FL 15002 и волокна вначале смешиваются в течение 10 минут в мешалке-смесителе
Хобарта. Затем тонко измельченный кварц и полые стеклянные сферы добавляют к смеси, которая дополнительно перемешивается 6 минут при низких значениях сдвига. "Упаковочная" плотность композиции из
плавленного кварца и полых стеклянных сфер в каждом из этих примеров около 0,73, а готовые смеси имеют следующие объемное содержание твердых неорганических агрегатных компонентов: 88,5%, 85,3%, 82,3%,
79,6%, 77,0% и 74,5%. Формировочные смеси экструдировались через шнековый экструдер с головкой с размерами 30 см x 0,6 см с получением листов, имеющих заданные размеры по ширине и толщине.
Экструдированный лист затем пропускался между парой редукционных валков, имеющих зазор между ними, соответствующий толщине формируемого листа.
Низкая удельная поверхность стеклянных сфер обеспечивает малую адгезию к валкам. Листы, образованные в соответствии с примерами, имеют толщину 0,23, 0,3, 0,38 и 0,5 мм.
Увеличение содержания волокон приводит к увеличению прочности на растяжение, гибкости, способности выдерживать изгибающие нагрузки (готового листа).
Пример 28
Композиции примеров 22-27 были повторены за исключением того, что 1,
0 кг тонко измельченного кварца был заменен тонко измельченным гранитом. Во всех остальных отношениях смеси были приготовлены таким же образом. "Упаковочная" плотность комбинации тонко измельченного
гранита и полых стеклянных сфер в каждом из этих примеров около 0,74, а результирующие смеси имеют следующее объемное содержание твердых неорганических агрегатных компонентов: 88,5%, 85,3%, 82,3%, 79,
6%, 77,0% и 74,5%.
Уменьшение количества агрегатных компонентов увеличивает эффективное количество связующего и волокон. Включение большого количества агрегатных компонентов приводит к тому, что листы, имеющие большую жесткость, становятся более хрупкими и имеют большую прочность на сжатие.
Увеличение содержания волокон и органического связующего приводит к увеличению прочности на разрыв, гибкости и жесткости.
Пример 29
Композиции примеров 22-27 были повторены за исключением того, что 1,0 кг тонко измельченного базальта был
заменен на тонко измельченный гранит. Во всех остальных отношениях смеси были приготовлены таким же образом. Упаковочная плотность комбинации тонко измельченного гранита и полых стеклянных сфер в
каждом из этих примеров около 0,74, а результирующие смеси имеют следующее объемное содержание твердых неорганических агрегатных компонентов: 88,5%, 85,3%, 82,3%, 79,6%, 77,0% и 74,5%.
Уменьшение количества агрегатных компонентов увеличивает эффективное количество связующего и волокон. Включение большого количества агрегатных компонентов приводит к тому, что, листы, имеющие большую жесткость, становятся более хрупкими и имеют большую прочность на сжатие.
Увеличение содержания волокон и органического связующего приводит к увеличению прочности на разрыв, гибкости и жесткости.
Примеры 30-34
Листы с высоким содержанием неорганики были изготовлены из формовочных смесей, которые содержали следующие компоненты, кг:
Пример 30.
CaCO3 - 1,0
Волокна - 0,2
Tylose - 0,1
Вода - 2,1
Стеклянные сферы - 0,0
Пример 31.
CaCO3 - 1,0
Волокна - 0,2
Tylose - 0,1
Вода - 2,1
Стеклянные сферы - 0,5
Пример 32.
CaCO3 - 1,0
Волокна - 0,2
Tylose - 0,
1
Вода - 2,1
Стеклянные сферы - 1,0
Пример 33.
CaCO3 - 1,0
Волокна - 0,2
Tylose - 0,1
Вода - 2,1
Стеклянные
сферы - 1,5
Пример 34.
CaCO3 - 1,0
Волокна - 0,2
Tylose - 0,1
Вода - 2,1
Стеклянные сферы - 2,0
Волокна,
использованные в каждом из этих примеров, изготовлены из южной сосны. Вода, Tylose 15002 и волокна вначале перемешивались в мешалке-смесителе Хобарта. Затем к смеси добавляли карбонат кальция и полые
стеклянные сферы. Смесь дополнительно перемешивалась 6 минут при низких усилиях сдвига.
Упаковочная плотность комбинации карбоната кальция и полых стеклянных сфер в каждой из этих смесей была около 0,73, а конечные смеси имеют следующее объемное содержание твердых неорганических агрегатных компонентов: 62,8%, 88,5%, 93,2%, 95,2% и 96,6%. Плотности (выраженные в г/см3 ) полученных листов были 2,0, 0,87, 0,66, 0,57 и 0,52, соответственно. Листы по примерам 30-34 содержали следующие количества волокон в объемных пределах от общего количества твердых компонентов, соответственно: 24,3%, 7,5%, 4,4%, 3,1% и 2,4%. Эти количества будут меньше, если измерение проводить в весовых процентах.
Формировочные смеси экструдировались через шнековый экструдер с головкой размерами 30 см x 0,6 см с получением листов, имеющих заданные размеры по ширине и толщине. Экструдированный лист затем пропускался между парой редукционных валков, имеющих зазор между ними, соответствующий толщине формируемого листа.
Поскольку карбонат кальция и стеклянные сферы имеют низкую удельную поверхность, эти смеси обладают низкой адгезией к валкам. Листы, образованные в соответствии с примерами, имеют толщину 0,23 мм, 0,3 мм, 0,38 мм и 0,5 мм.
Пример 35
Относительно тонкие листы с неорганическим наполнителем были
получены формированием смеси с неорганическим наполнителем, которая содержала, кг:
Вода - 2,0
Tylose FL 15002 - 0,2
Полые стеклянные сферы (<100 микрон) - 2,0
Волокна абака - 5% по объему твердых компонентов
Смесь с неорганическим наполнителем была приготовлена предварительным намачиванием волокон абака, которые производителем обрабатываются так,
что 85% целлюлозы является альфа-гидроцеллюлозой, с последующим добавлением излишка воды и волокон, а также Tylose. Эта смесь перемешивается при относительно высокой скорости около 10 минут, а затем
еще 10 минут при относительно низкой скорости после добавления полых стеклянных сфер.
Эта смесь пропускается между парой валков и превращается в листы, имеющие толщину около 1,0 мм. Мокрые листы процарапывались, а затем изгибались для формирования коробки. Однако при этом коробка не имела достаточной прочности и наблюдалось расслоение материала.
Поэтому технология была изменена, вначале обеспечивалось затвердевание листов, затем они процарапывались, складывались в форме коробки, а затем скреплялись склеиванием по известным в технике способам. Число расслоений по местам изгибов было крайне незначительным. Таким образом, желательно делать надрезы и затем складывать тонкие листы после того, как они затвердели. Из этих листов была сделана коробка, имеющая форму, вид и вес коробки для зерна, которая изготавливается в настоящее время из картона.
Пример 36
Сухие листы, сделанные в соответствии с примером 35, были
разрезаны и свернуты для образования стаканчика и склеены путем использования известных средств. В примерах 35 и 36 демонстрируется возможность изготовления коробок, стаканчиков или других контейнеров
сходной формы, которые сейчас делают из картона, бумаги или пластмассы.
В следующих примерах показано, что возможно изготовление обладающих высокой гибкостью и прочностью листов с неорганическим наполнителем. Такие листы особенно целесообразны в случаях, когда гибкость и способность амортизировать имеет важное значение. Хотя приводимые ниже примеры являются гипотетическими, они основаны на сходных составах смесей и технологиях, которые имели место в действительности. Они представлены для более полного раскрытия изобретения.
Примеры 37-41
Упругие,
амортизирующие листы изготовлены из смесей с неорганическим наполнителем, содержащих 2,0 кг воды, 0,1 кг Tylose 15002 и 2% волокон абака (по объему от смеси), а также следующие количества
пластмассовых сфер, кг:
Пример - Пластмассовые сферы
37 - 1,1200
38 - 0,9213
39 - 0,7225
40 - 0,5238
41 - 0,3251
Пластмассовые сферы
изготовлены из полипропилена и имеют средний размер частиц менее 100 микрон и среднюю плотность 0,02 г/см3. Смеси с неорганическим наполнителем приготовлены вначале смешиванием в течение 5
минут вместе воды, Tylose и волокон при значительных усилиях сдвига, затем добавлением пластмассовых сфер в смесь при низких усилиях сдвига. Полученная смесь с неорганическим наполнителем
экструдируется через головку, а затем пропускается через пару валков для образования листов толщиной 5 мм. Листы с неорганическим наполнителем очень упруги и относительно прочны по сравнению с
аналогичными материалами из пластмассы.
Эти упаковочные материалы могут быть сжаты без ущерба (т.е. они не крошатся) даже тогда, когда силы сжатия значительно превышают усилия, выдерживаемые полистиролом. Гибкие материалы с неорганическим наполнителем могут быть экструдированы в форме прутков прямоугольного сечения, которые обладают высокой упругостью, придаваемой им этой смесью.
Примеры 42-45
Гибкие листы с неорганическим наполнителем изготовлены в соответствие с примерами 37-41 за исключением того, что количество волокон абака в смеси
увеличено до следующих значений (в объемных процентах):
Пример - Волокна абака
42 - 4
43 - 6
44 - 8
45 - 10
Полученные листы с неорганическим
наполнителем имеют в основном такие же плотности и гибкости, как и листы, изготовленные в соответствии с примерами 37-41, но с увеличенным значением упругости на растяжение, в результате увеличения
содержания волокон абака.
В следующих примерах формируются очень тонкие листы (0,1-0,5 мм), которые имеют многие характеристики и свойства, делающие их в гораздо большей степени пригодными для использования, чем бумага, картон, пластмасс, полистирол или металлические листы сходной толщины и веса. Желаемые свойства получены в результате применения микроструктурной технологии, которая обеспечивает производство листов, обладающих свойствами, которые недостижимы при массовом производстве изделий (листов) из вышеупомянутых материалов.
Примеры 46-63
Листы, из которых возможно приготовление множества объектов (включая контейнеры для пищи и напитков), были сделаны из водоотверждаемой смеси, которая содержала следующие компоненты, кг:
Портландцемент - 1,0
Перлит - 0,5
Слюда - 0,5
Волокна (Южная сосна) - 0,25
Tylose FL 15002 - 0,2
Вода - 2,5
Портландцемент, слюда, волокна, Tylose
и вода были смешаны в смесителе с высоким значением усилий сдвига в течение 5 минут, после этого был добавлен перлит, а полученная смесь дополнительно перемешивалась 5 минут в смесителе с низким
значением усилий сдвига. Водоотверждаемая смесь затем помещалась в шнековый экструдер и экструдировалась через головку с выходным отверстием в виде щели. Смесь экструдировалась в ленточные листы,
имеющие ширину 300 мм и толщину 6 мм.
Листы далее пропускались между одной или более парами редукционных валков для получения листов с окончательной толщиной 0,2 мм, 0,25 мм, 0,3 мм, 0,35 мм, 0,4 мм, 0,45 мм и 0,5 мм. Валки имели диаметр 17 см, были сделаны из нержавеющей стали с покрытием, полированным никелем (0,1 RMS). Покрытие предохраняет водоотверждающую смесь от прилипания к валкам. Дополнительно валки нагревались до температуры 110oC также с целью предотвращения прилипания смеси к валкам.
Для того, чтобы получить листы, имеющие необходимую толщину, экструдированные листы уменьшали по толщине, поэтапно пропуская через валки, имеющие уменьшающийся по размерам зазор между валками каждой пары. Толщина листа уменьшалась следующим образом: 6 мм ---> 2 мм ---> 0,5 мм ---> окончательная толщина. Комбинация экструзионного процесса и процесса прокатки обеспечивает получение листов с существенной степенью однородно ориентированными волокнами (вдоль длины или в машинном направлении). В результате листы имели большее сопротивление на растяжение в машинном направлении по сравнению с аналогичным показателем в поперечном машинном направлении. Этот фактор может быть использован для того, чтобы обеспечить максимальную прочность контейнера в преимущественном направлении приложения к нему напряжения растяжения.
Затвердевшие листы с неорганическим наполнителем затем были окончательно обработаны, снабжены покрытием, а затем использованы для изготовления ряда различных контейнеров для пищи и напитков, например, "холодный стаканчик" (т. е. стакан для холодных безалкагольных напитков в ресторанах типа "фаст-фуд") был сделан вырезанием соответствующей заготовки из листа, свертыванием заготовки в форму стаканчика, склеиванием краев свернутой заготовки, используя обычный водный клей, помещением диска на донную часть стаканчика, свертыванием кромки боковой поверхности стаканчика для удерживания днища и образованием ободка на поверхности стаканчика для получения более гладкой поверхности в зоне потребления напитка. Для изготовления стаканчиков применяются листы, имеющие толщину 0,3 мм и 0,4 мм.
Суммарный изгиб при приложении постоянной силы в точке на 1 дюйм ниже ободка сопоставим с изгибом в случае обычного бумажного стаканчика. Стаканчик из композиции с неорганическим наполнителем без какого-либо покрытия сохраняет герметичность (не течет) в течение 5 минут после помещения внутрь него водного раствора голубой метиленовой краски и поверхностно-активного вещества (концентрация 0,1%). Естественно, что любая течь, которая могла бы иметь место, может быть предотвращена нанесением соответствующего покрытия.
"Ракушечный" контейнер (типа используемых в промышленности быстроприготовляемой пищи для гамбургеров) был сделан вырезанием соответствующей заготовки из листа, нанесением подрезов с целью образования желаемых линий изгиба, сгибанием заготовки в форму ракушечного контейнера и скреплением концов собранной заготовки (используя как клей, так и защелкивающиеся механические средства) с целью обеспечения целостности контейнера. Листы, имеющие толщину 0,4 мм и 0,5 мм, были использованы для изготовления ракушечных контейнеров.
Листы прогнуты или соединены вместе со стороны листа, противоположной прорези. Необходимо отметить, что обычные прорези в известных материалах позволяют обеспечить более легкий изгиб листа или сближение листов со стороны прорези. Полученные ракушечные контейнеры имеют сопоставимые или лучшие изоляционные свойства по сравнению с бумажными ракушечными контейнерами.
Контейнер для чипсов (такой как используется для чипсов в промышленности быстрого приготовления пищи) был сделан вырезанием соответствующей заготовки из листа, прорезанием линии, соответствующей линиям изгиба, сгибанием заготовки с целью формирования контейнера для чипсов и склеиванием концевых частей прогнутых элементов заготовки для обеспечения целостности контейнера. Для изготовления контейнеров для чипсов были использованы листы толщиной 0,25 мм, 0,3 мм, 0,35 мм, 0,4 мм, 0,45 мм и 0,5 мм.
Коробки для замороженной пищи (такие как применяются для замороженных овощей или чипсов в супермаркетах) изготовлялись вырезанием соответствующей заготовки из листа, прорезанием линий в заготовке, соответствующих линиям изгиба, сгибанием заготовки с целью формирования коробки для замороженных продуктов, склеиванием частей изогнутых элементов заготовки для обеспечения целостности контейнера. Для изготовления контейнеров для замороженной пищи были использованы листы толщиной 0,25 мм, 0,3 мм, 0,35 мм, 0,4 мм.
Коробка для холодного зерна была сделана вырезанием соответствующей заготовки из листа толщиной 0,3 мм, прорезанием линий в заготовке, соответствующих линиям изгиба, сгибанием заготовки с целью формирования коробки для холодного зерна, склеиванием концевых частей изогнутых элементов заготовки для обеспечения целостности коробки для зерна.
Соломинка была сделана скатыванием 0,25 мм листа в форму соломинки и склеиванием концов путем применения известных склеивающих средств. При изготовлении соломинки, как и при изготовлении каждого из ранее упомянутых контейнеров, целесообразно контролировать содержание влаги в листе для поддержания наивысшего уровня упругости листа. Достижение наиболее высокого уровня упругости минимизирует расслаивание и износ листа.
Установлено, что контейнеры разрушаются в присутствии воды, причем среднее время разрушения 1 день. Избыточный материал, который снимается с листов при изготовлении контейнеров, легко поддается повторной переработке простым измельчением и смешиванием с водоотверждаемой смесью.
Контейнеры, выполненные для следующих целей, представлены в табл. 4 в конце описания.
Пример 64
Способы и оборудование по примерам 46-63 были использованы вновь за исключением того, что смесь с высоким содержанием неорганических веществ, имеющая
нижеперечисленные компоненты, была применена вместо водоотверждаемой смеси, кг:
Перлит - 1,0
Слюда - 1,0
Волокно (Южная сосна) - 0,25
Tylose FL 15002 - 0,2
Вода - 2,5
Слюда, волокно, Tylose и вода смешиваются в миксере при высоких давлениях сдвига в течение 5 минут, после чего добавляют перлит, а полученную смесь перемешивают дополнительно 5
минут при низких давлениях сдвига. Затем смесь с неорганическим наполнителем помещают в шнековый экструдер и экструдируют через головку, имеющую форму щели. Смесь экструдируется в виде длинных листов,
имеющих ширину 300 мм и толщину 6 мм.
Далее листы пропускают между одной или более парами валков для достижения листами окончательной толщины в 0,2 мм, 0,25 мм, 0,3 мм, 0,35 мм, 0,4 мм, 0,45 мм и 0,5 мм, соответственно.
В затвердевшем состоянии листы с неорганическим наполнителем имеют качества, аналогичные качествам водоотверждаемых листов, сделанных в соответствии с примерами 46-63, за исключением того, что отсутствие в смеси портландцемента придает листам большую упругость и меньшую хрупкость, кроме того листы имеют меньшую водостойкость. Тем не менее, листы сильно сходны и могут использоваться для изготовления стаканчиков для холодных напитков, ракушечных контейнеров, контейнеров для чипсов и замороженной пищи, коробок для холодного зерна, соломинок для питья.
Пример 65
Пример 63 повторен полностью за исключением того, что лист, применяющийся для образования соломинки для питья, имеет толщину только 0,05 мм.
Соломинка для питья, сделанная в соответствии с примером, имеет массу, приблизительно равную 1/5 массы соломинки толщиной 0,25 мм, что делает такую соломинку пригодной для массового производства в
качестве предмета одноразового использования.
Пример 66
На листы с неорганическим наполнителем, использованные для производства контейнеров по примерам 46-64, наносится
печатью текст, для чего применяются обычные печатные прессы, применяемые при печати на обычных бумажных листах. Печатная краска сохнет так же быстро или даже быстрее, чем на обычной бумаге. Листы с
нанесенной печатью могут быть использованы для изготовления любых контейнеров.
Пример 67
Листы с неорганическим наполнителем с нанесенной печатью, полученные по примеру 66,
используются для производства стаканчиков в соответствии со способом по примеру 46 за исключением того, что верхний ободок обрабатывается смазывающим минеральным маслом до операции завертывания этого
ободка. Тем не менее, завертывание возможно и без использования масла, стаканчик имеет все необходимые показатели по весу, прочности, водостойкости для коммерческого использования в промышленности
быстрого приготовления пищи. Кроме того, на стаканчик может быть напечатана вся необходимая информация.
Пример 68
Ракушечные контейнеры сделаны с использованием листов,
изготовленных в соответствии с примерами 46-64. Листы испытываются для определения оптимальной глубины прорези, которая обеспечивает наиболее легкий изгиб, сохраняя в то же время зону изгиба с
достаточно высокими показателями прочности и упругости. В процессе испытаний глубина прорези изменялась от 20 до 50%, наилучшие результаты получены при глубине 25% от толщины листа. Кроме того,
установлено, что более толстые листы (0,4-0,5 мм) обеспечивают получение лучшего надреза, обеспечивают изготовление ракушечного контейнера более жесткого и прочного.
Пример 69
Ракушечный контейнер изготовлен с использованием листов по примерам 46-64, за исключением того, что применена обратная тройная петля. Это означает, что ряд из трех прорезей выполнен на внешней
стороне ракушечного контейнера. Поскольку наличие 3-х прорезей сокращает длину линии изгиба, то такая конструкция (с 3-мя петлями изгиба) обеспечивает большее число циклов открытия-закрытия, чем
конструкция с одной петлей.
Пример 70
Стаканчики для холодных напитков, изготовленные в соответствии с примерами 46, 47 и 64, пропускают через машину для нанесения воскового
покрытия (имеющуюся в продаже на рынке). Машина наносит однородный слой покрытия на поверхность. Слой воска полностью защищает поверхность стаканчика от влаги и обеспечивает его водостойкость.
Пример 71
Стаканчики для холодных напитков, изготовленные в соответствии с примерами 46, 47 и 64, выполняются из листов, предварительно обработанных крахмалом. Это обеспечивает
эффект значительного уменьшения абсорбции воды стаканчиками, хотя через некоторое время они разрушаются под действием воды.
Пример 72
Стаканчики для холодных напитков в
соответствии с примерами 46, 47 и 64 покрывают акриловым слоем, используя распылительное сопло малого диаметра. Также как и воск в примере 70, слой акрилового покрытия полностью защищает поверхность
стаканчика от влаги и обеспечивает его водостойкость. Поскольку акриловое покрытие может быть весьма тонким, стаканчик выглядит как если бы он не имел покрытия.
Пример 73
Стаканчик для холодных напитков в соответствии с примерами 46, 47 и 64 покрывают коммерчески применяемым меламином. Для покрытия используют распылительное сопло малого диаметра. Как и в примерах 70 и
72, слой меламинового покрытия полностью защищает поверхность стаканчика от влаги и обеспечивает его водостойкость.
Меламиновое покрытие также малоразличимо и может быть нанесено с меньшей толщиной, чем восковое. Степень гладкости поверхности стаканчика может контролироваться использованием различных типов меламинового покрытия.
Пример 74
Стаканчики для
холодных напитков по примерам 46, 47 и 64 покрывают слоем совершенно безвредного для окружающей среды покрытия, состоящего из смеси гидроксиметилцеллюлозы, пластифицированной полиэтиленгликолем. Это
покрытие полностью защищает поверхность стаканчика от влаги и обеспечивает его водостойкость. Однако поверхность выглядит даже более натуральной и менее блестящей, чем поверхность стаканчика, покрытая
воском, акрилом или меламином.
Пример 75
Стаканчики для холодных напитков по примерам 46, 47 и 64 покрывают слоем совершенно безвредного для окружающей среды покрытия,
состоящего из полилактановой кислоты. Это покрытие полностью защищает поверхность стаканчика от влаги и обеспечивает его водостойкость.
Пример 76
Стаканчик для холодных
напитков по примерам 46, 47 и 64 покрывают слоем совершенно безвредного для окружающей среды покрытия, состоящего из протеинов соевых бобов. Это покрытие полностью защищает поверхность стаканчика от
влаги и обеспечивает его водостойкость.
Примеры 77-83
Ракушечные контейнеры по примерам 48, 49 и 64 альтернативно покрыты теми же материалами, что и использованные в качестве
покрытий для стаканчиков по примерам 70-76. Результаты в основном идентичны результатам, достигнутым в примерах с стаканчиками, снабженными покрытиями.
Пример - Материал покрытия
77 - воск
78 - крахмал
79 - акрил
80 - меламин
81 - пластифицированная гидрометилцеллюлоза
82 - полилактановая кислота
83 - протеин соевых
бобов
Примеры 84-90
Контейнеры для чипсов по примерам 50-55 и 64 альтернативно покрыты теми же материалами, что и использованные для покрытия стаканчиков для холодных напитков в
примерах 70-76. Результаты в основном идентичны результатам, достигнутым в примерах со стаканчиками, снабженными покрытиями.
Пример - Материал покрытия
84 - воск
85
- крахмал
86 - акрил
87 - меламин
88 - пластифицированная гидрометилцеллюлоза
89 - полилактановая кислота
90 - протеин соевых бобов
Примеры
91-97
Контейнеры для замороженной пищи по примерам 56-61 и 64 альтернативно покрыты тем же материалом, что и использованные для покрытия стаканчиков для холодных напитков в примерах 70-76.
Результаты в основном идентичны результатам, достигнутым в примерах с стаканчиками, снабженными покрытиями.
Пример - Материал покрытия
91 - воск
92 - крахмал
93 - акрил
94 - меламин
95 - пластифицированная гидрометилцеллюлоза
96 - полилактановая кислота
97 - протеин соевых бобов
Примеры 98-104
Коробки
для холодного зерна по примерам 62 и 64 альтернативно покрыты тем же материалом, что и использованные для покрытия стаканчиков для холодных напитков в примерах 70-76. Результаты в основном идентичны
результатам, достигнутым в примерах с стаканчиками, снабженными покрытиями.
Пример - Материалы покрытия
98 - воск
99 - крахмал
100 - акрил
101
- меламин
102 - пластифицированная гидрометилцеллюлоза
103 - полилактановая кислота
104 - протеин соевых бобов
Примеры 105-111
Соломки для питья по
примерам 63 и 64 альтернативно покрыты тем же материалом, что и использованные для покрытия стаканчиков для холодных напитков в примерах 70-76. Результаты в отношении внешней поверхности соломинок в
основном идентичны результатам, достигнутым в примерах с стаканчиками, снабженными покрытиями. Что касается внутренней поверхности соломинок, то для нее трудно получить адекватное покрытие
Пример - Материалы покрытия
105 - воск
106 - крахмал
107 - акрил
108 - меламин
109 - пластифицированная гидрометилцеллюлоза
110 - полилактановая
кислота
111 - протеин соевых бобов
Пример 112
Композиции с составом по примерам 46-63 использовались для производства листов с толщиной, измеряющейся в пределах 0,25-0,5 мм.
Смешение, экструдирование и вальцовка велись аналогичным образом. Сухие листы каждой толщины резались на круглые заготовки и штамповались в форме бумажных тарелок с помощью механического коммерческого
пресса, снабженного пуансоном, который используется для изготовления тарелок из бумажных заготовок. Детали тарелок из материала с неорганическим наполнителем аналогичны по форме, прочности, внешнему
виду обычным бумажным тарелкам. Однако тарелки с неорганическим наполнителем более жесткие, чем обычные бумажные, и, следовательно, обладают большей целостностью, когда на них помещается пища.
Пример 113
Сухие листы по примеру 112 вначале смачивают для дополнительного увеличения содержания воды на 5% по весу от веса сухого листа. Затем они штампуются для получения
тарелок (при этом необходимо учитывать, что "сухие" листы содержат воду внутри матрицы с неорганическим наполнителем даже, когда они ощущаются сухими и обладают максимальной жесткостью). Добавленная
вода обеспечивает большую гибкость листов (т.е. большее удлинение перед разрушением), результатом этого является то, что тарелка имеет лучший внешний вид и проработку деталей, чем полученная тем же
процессом обычная бумажная тарелка. Кроме того, добавление воды предотвращает коробление, что обеспечивается текучестью смоченного листа. Пресс нагревают до 200oC и дополнительная вода
испаряется в течение очень короткого периода времени (например, менее одной секунды) через вентиляционные отверстия в нагретой матрице, что позволяет получить сухое изделие большей жесткости, чем
бумага.
Пример 114
Сухие листы по примеру 112 вначале смачиваются для дополнительного увеличения содержания воды на 10% по весу от веса сухого листа, а затем штампуются в
форме тарелок. Дополнительная вода придает листам даже большую гибкость, хотя внешний вид и проработка деталей сопоставимы с результатами по примеру 113. Результатом добавления воды является некоторое
увеличение времени штамповки для удаления добавочной воды и получения тарелки в сухом виде. Установлено, что время штамповки может быть уменьшено увеличением температуры процесса штамповки. Готовое
изделие более жесткое, чем сравниваемые бумажные тарелки.
Пример 115
Сухие листы по примеру 112 вначале смачивают для дополнительного увеличения содержания воды на 20% по
весу от веса сухого листа, а затем штампуются в форме тарелок. Дополнительная вода придает листам даже большую гибкость, чем в случае листов по примеру 114. При этом процесс формовки тарелки может
классифицироваться уже как процесс влажного прессования, а не сухой штамповки. Полученное изделие превосходит изделие, получаемое штамповкой бумажного листа, поскольку в полученном прессованием
материале отсутствуют линии сгибов. Готовое изделие более жесткое по сравнению с бумажной тарелкой.
Пример 116
Сухие листы по примеру 112 вначале смачивают для
дополнительного увеличения воды на 30% по весу от веса сухого листа, а затем штампуют в форме тарелок. Добавленная вода придает листам несколько большую гибкость, чем у листов по примеру 115, хотя
процессы формирования и его результаты сходны. Полученное изделие превосходит изделие, полученное штамповкой бумажного листа, поскольку в полученном прессованием изделии совсем отсутствуют линии
сгибов. Увеличение количества воды приводит к увеличению времени прессования по сравнению со случаем, когда вода используется для смачивания листа. Нагревание пресса до более высокой температуры
уменьшает время прессования. Готовое изделие более жесткое по сравнению с бумажной тарелкой.
Пример 117
Процесс в соответствии с примерами 112-116 был повторен во всех
отношениях за исключением того, что на одну из сторон листа было нанесено коммерческое акриловое покрытие до прессования из листов тарелок. Когда лист увлажнялся, воду разбрызгивали на сторону,
противоположную покрытию. Покрытие придавало поверхности тарелок большую гибкость и придавало водостойкость.
Пример 118
Процесс в соответствии с примерами 112-116 был
повторен во всех отношениях за исключением того, что на одну из сторон листа было нанесено коммерческое полиэтиленовое покрытие до прессования из листов тарелок. Когда лист увлажнялся, воду
разбрызгивали на сторону, противоположную покрытию. Покрытие придавало поверхности тарелок большую гибкость и водостойкость.
Примеры 119-125
Процессы в соответствии с
примерами 112-118 были повторены за исключением того, что из листов прессовали бачки, используя обычный пресс для производства бумажных бачков одноразового использования. Бачки из материала с
неорганическим наполнителем имеют диаметр 15 см и глубину 3 см. Поскольку для производства бачка из плоского листа при прессовании требуется большая сила, происходит большой изгиб и деформация, листы,
поступающие на обработку, не должны содержать менее 10% добавленной воды, т.к. в противном случае возникают дефекты. Однако уже при использовании листов с 10% добавочной воды полученное изделие не
имеет скидок и обладает лучшей по качеству поверхностью по сравнению с бачками из бумаги (см. табл. 1 в конце описания).
Примеры 126-132
Формовочные процессы по примерам
112-118 были повторены за исключением того, что листы прессовались в форме двухэлементной плоской упаковки для завтрака, включающей верхнюю и нижнюю половины. Верхняя половина имеет длину 20 см и
глубину 3,5 см, а нижняя имеет длину 21 см и глубину 1,0 см. Были использованы листы толщиной 0,8 мм, вес каждой из обрабатываемых заготовок 12-15 г. Хотя по весу они сопоставимы с существующими
упаковками для завтрака (применяемыми в промышленности быстрого приготовления пищи), они более жесткие.
Верхняя и нижняя половины сочетаются по размерам и могут соединяться с образованием закрытого упаковочного контейнера. Для соединения применяются выступы на верхней половине, которые входят в прорези на нижней половине. Изделие достаточно упругое и не разбивается, когда происходит его разрушение. Те упаковки, которые снабжены покрытием, проявляют синергетический эффект между покрытием и матрицей с неорганическим наполнителем, в результате чего изделие становится прочнее и эластичнее вплоть до момента разрушения. Эффект достигается в результате сильного удлинения эластомерного покрытия (см. табл. 2 в конце описания).
Пример 133
Двухэлементная плоская упаковка для завтрака производилась с использованием смесей по примерам 126-132 за исключением того, что вместо сушки, а затем повторного увлажнения отвальцованного листа,
мокрый лист непосредственно формировался в виде названной упаковки. Мокрый лист легко формировался и при этом возникало крайне незначительное число дефектов. Упаковка для завтрака в соответствии с
настоящим примером имеет толщину 0,5 мм и обладает аналогичными весовыми и изоляционными характеристиками, что и упаковка по предыдущим примерам.
Пример 134
Контейнеры,
упомянутые ранее, помещали в микроволновую печь и испытывали на совместимость с микроволновым излучением, т.е. целью испытания являлось выяснение, сами контейнеры или пища, находящаяся в них,
становятся горячими, когда контейнер и пища облучаются микроволнами. В действительности контейнеры остаются холодными. Поскольку материал контейнера имеет низкое значение диэлектрической постоянной,
вся энергия поступает к пище.
По этой же причине пар, который может конденсироваться на поверхности контейнера в течение начальной фазы излучения, быстро вновь испаряется под действием продолжающегося излучения. В связи с этим при открытии контейнера после прекращения облучения на его поверхности нет конденсата. Любые излишки пара выходят из контейнера при его открытии, что придает пище лучший внешний вид и вкус. Это представляет яркий контраст с случаем полиэтиленовых контейнеров, которые обладают тенденцией к накапливанию больших количеств сконденсированного пара на поверхности контейнера. В результате пища имеет нежелательный "сырой" вид. Кроме того, полистиреновые контейнеры часто плавятся, если пища греется слишком долго.
Удельная теплоемкость материалов с неорганическим наполнителем, так же как и водоотверждаемых материалов относительно низка, они имеют и низкую теплопроводность. Это позволяет обеспечить меньшую передачу тепла от пищи к контейнеру в течение процесса микроволнового нагрева, поэтому контейнер можно вынуть из печи, не обжигая рук. После того, как контейнер вынут из печи, он начинает медленно нагреваться (поглощая некоторое количество тепла от пищи), но никогда не становится слишком горячим настолько, чтобы до него было невозможно дотронуться.
Пример 135
Плоские листы,
подходящие для производства большой номенклатуры контейнеров для пищи и напитков, изготавливаются из смесей с неорганическим наполнителем, содержащих, кг:
Перлит - 0,6
Полые
стеклянные сферы (<0,1 мм) - 1,0
Слюда - 1,0
Волокна (Южная сосна) - 0,25
Tylose FL 15002 - 0,2
Вода - 2,5
Слюда, волокно, Tylose и вода
перемешиваются в смесителе в условиях высоких усилий сдвига в течение 5 минут, затем добавляются перлит и стеклянные сферы и полученная смесь перемешивается с использованием низких усилий сдвига.
Смесь экструдируется через шнековый экструдер с образованием листа шириной 30 см и толщиной 0,6 см. Лист последовательно пропускают между парой нагретых валков для уменьшения толщины листа в пределах
0,1-0,2 мм.
Поскольку стеклянные шарики имеют низкую удельную поверхность (200-250 м3/кг) по сравнению с перлитом, из смеси по настоящему примеру производятся изделия с более равномерной толщиной и улучшенной поверхностью по сравнению с изделиями из смесей по примерам 46-63. Уменьшенная удельная поверхность агрегатных компонентов приводит к уменьшению количества влаги, которая удаляется при взаимодействии с нагретыми валками. Поэтому материал остается более легко формируемым, сохраняет оптимальную реологию, а также обеспечивает меньшее количество микродефектов и большую однородность в течение процесса вальцовки.
Пример 136
Листы, изготовленные по примеру 135, разрезаются, сворачиваются и склеиваются, образуя
стаканчики емкостью 10 унций. Для изготовления применяется коммерчески доступная машина для производства бумажных стаканчиков. Стаканчики альтернативно покрывают воском для придания им
водостойкости.
Пример 137
Смесь с неорганическим наполнителем приготовлена из следующих компонентов, кг:
Гемигидрат гипса - 1,0
Перлит - 0,5
Tylose
- 0,075
Волокна - 0,25
Вода - 2,6
Гипс, Tylose, волокна и вода перемешиваются в смесителе с высокими усилиями сдвига в течение 3 минут, затем добавляют перлит и перемешивают
при низких усилиях сдвига дополнительно 3 минуты.
Смесь экструдируется в лист толщиной 6 мм, а затем поэтапно вальцуется для уменьшения толщины листов в диапазоне 0,25-0,5 мм.
Эти листы легко формируются в соответствующий контейнер для пищи или напитков путем применения операций, изложенных в настоящем описании. Прочностные свойства сравнимы с аналогичными свойствами контейнеров, сделанных из других смесей. Такие контейнеры могут быть использованы вместо контейнеров, приготовленных из бумаги, картона или полистирола.
Пример 138
Любая смесь с неорганическим наполнителем изменяется путем включения 25% гемигидрата гипса (от веса агрегатного компонента). Гипс действует как водоабсорбирующий компонент (или агент внутреннего
обезвоживания) и приводит к ускорению процесса формирования стабильности. Прочностные свойства контейнеров, изготовленных из этих смесей, сопоставимы с аналогичными изделиями, сделанными без
добавления гипса.
Пример 139
Любая смесь с неорганическим наполнителем изменяется путем включения 25% портландцемента (от веса агрегатного компонента). Портландцемент
действует как водоабсорбирующий компонент (или агент внутреннего обезвоживания) и приводит к ускорению процесса формирования стабильности. Кроме того, портландцемент улучшает внутреннюю когезию
формируемой смеси, что приводит к улучшению обрабатываемости и стабильности формы смеси. Портландцемент также улучшает прочность и усиливает жесткость затвердевшего изделия. Он до некоторой степени
уменьшает упругость изделия.
Пример 140
Листы с неорганическим наполнителем, полученные из любой ранее описанной смеси, применяются для производства печатной продукции,
например, журналов или брошюр. Такие журналы или брошюры имеют одновременно как более тонкие, гибкие листы, так и более толстые, менее гибкие листы. Тонкие, более гибкие листы имеют толщину 0,25-0,05
мм, а более толстые, менее гибкие листы толщину 0,1-0,2 мм.
Пример 141
Гофрированные листы с неорганическим наполнителем были получены путем использования любой из упомянутых
композиций. При этом конструкция листа в виде "бутерброда" - два плоских листа, между которыми гофрированный лист. Плоские наружные листы изготавливались вальцовкой материала в плоский лист
соответствующей толщины. Гофрированный внутренний лист (аналогичный по конструкции волнистым, гофрированным внутренним листам обычной картонной коробки) изготавливается подачей затвердевшего или
увлажненного плоского листа с неорганическим наполнителем заданной толщины через пару валков с взаимодействующими гофрированными поверхностями или зубьями.
На гофрированный лист наносился клей, а затем он устанавливался между двумя плоскими листами и вся конструкция выдерживалась до затвердевания клея. Полученный гофрированный лист имеет более высокие показатели по прочности, жесткости и надежности по сравнению с обычными гофрированными картонными листами.
Пример 142
Листы с высоким содержанием неорганики были изготовлены, а затем покрыты снаружи
пропиткой с целью определения воздействия, если таковое будет, на прочность и другие характеристики листов. Листы были получены экструдированием, а затем вальцевались между парой валков, исходная
формовочная смесь содержала, кг:
Карбонат кальция - 1,0
Полые стеклянные сферы - 0,5
Волокна (Южная сосна) - 0,4
Tylose FL 15002 - 0,4
Вода - 2,1
Затвердевший лист (Лист 1), образованный из этой смеси и имеющий толщину 1,0 мм, имел прочность на разрыв 18,48 МПа, модуль 1863 МПа и удлинение (до момента разрушения) 2,42%. Лист 1 был затем
пропитан (или покрыт для уплотнения пар листа) водным раствором крахмала. Полученный в результате пропитанный лист имел прочность на растяжение 21,83 МПа, модуль 2198 МПа, и удлинение (до момента
разрушения) 2,02%. Это показывает, что пропитка крахмалом увеличивает прочность на растяжение и жесткость листа с неорганическим наполнителем.
Второй затвердевший лист, образованный
из той же формовочной смеси (Лист 2), имел прочность на растяжение 21,21 МПа, модуль 2120 МПа и удлинение (до момента разрушения) 3,22%. Лист был затем пропитан водным составом латекса-каолина (70%
наполнения). Пропитанный лист имел прочность на растяжение 18,59 МПа, модуль 3305 МПа, удлинение (до момента разрушения) 2,13%. Это показывает, что латекс-каолиновая пропитка уменьшает прочность на
растяжение, одновременно увеличивая жесткость листа с неорганическим наполнителем. Эта пропитка уменьшает абсорбцию воды листом в более значительной мере, чем пропитка крахмалом,
Другой лист
типа 2 был пропитан латекс-каолин-крахмальной пропиткой (70% наполнения). Пропитанный лист имел прочность на растяжение. 15,31 МПа, модуль 3954 МПа и удлинение (до момента разрушения) 1,28%. Это
показывает, что латекс-каолин-крахмальная пропитка уменьшила прочность на растяжение, одновременно увеличивается жесткость листа с неорганическим наполнителем в большей степени, чем в случае
латекс-каолиновой пропитки.
Третий затвердевший лист, образованный из той же смеси (Лист 3), имел прочность на растяжение 11,11 МПа, модуль 1380 МПа и удлинение (до момента разрушения) 1,86%. Затем лист 3 был пропитан латекс-каолиновой пропиткой (50% наполнения), его характеристики - прочность на растяжение 10,78 МПа, модуль 2164 МПа и удлинение (до момента разрушения) 1, 62%. Эта пропитка слегка уменьшает прочность, несколько увеличивает жесткость листа.
Другой лист типа 3 был пропитан латекс-каолин-крахмальной пропиткой (50% наполнения), имел следующие характеристики: прочность на растяжение 10,86 МПа, модуль 1934 МПа и удлинение (до момента разрушения) 1,15%.
Пример 143
Листы с высоким содержанием неорганики были
получены экструдированием, а затем пропущены между парой валков, формовочная смесь имела состав, указанный в табл. 4.
Объем волокон относительно общего объема твердых веществ 46,5%. Лист, образованный в соответствии с этим примером, имеет прочность на растяжение 56 МПа.
Пример 144
Смесь и способ производства по примеру 143 был повторен во всех отношениях
за исключением того, что карбонат кальция заменен окисью кальция. Это создает связывающий эффект, когда окись кальция превращается в карбонат кальция в результате реакции с двуокисью углерода и
водой.
Пример 145
Использованные контейнеры с неорганическим наполнителем и контейнеры из водоотверждаемого материала (как мусор) подвергались компостированию с пищевыми
отходами. Через 4 недели контейнеры полностью разрушались и был получен компост, который напоминает землю для рассады.
V. РЕЗЮМЕ
Из изложенного следует, что настоящее
изобретение позволяет получить улучшенные композиции и способы производства смесей с высоким содержанием неорганики, которые могут быть использованы для получения листов и других предметов,
производимых в настоящее время из бумаги, картона, полистирола, пластмассы, стекла или металла.
Кроме того, настоящее изобретение обеспечивает получение композиций и способов, посредством которых производятся листы с высоким содержанием неорганики, имеющие свойства, аналогичные тем, которыми обладают листы из бумаги, картона, полистирола, пластмассы или металла. Такие листы могут быть использованы для производства различных контейнеров и других промышленных изделий путем использования существующего оборудования и существующих технологий, которые сейчас применяются для производства названных изделий из бумажных, картонных, пластмассовых, полистироловых или металлических листов.
Далее, настоящее изобретение позволяет производить листы, формируемые из смесей, содержащих только часть воды обычных суспензий, которые используются для производства бумаги, а также не требуют интенсивного обезвоживания в течение формовочного процесса.
Кроме того, настоящее изобретение позволяет производить листы и контейнеры и другие предметы, сделанные из них, которые легко разлагаются на вещества, широко распространенные в земной коре.
Более того, настоящее изобретение позволяет производить композиции и осуществлять способы, которые делают возможным производство листов, контейнеров и других предметов из них с затратами, которые сопоставимы или даже ниже, чем в существующих способах производства изделий из бумаги или полистирола. Более того, такие способы производства листов являются менее энергоемкими, обеспечивают сохранение значительных природных ресурсов и требуют меньших капитальных затрат по сравнению с производством листов из обычной бумаги.
Настоящее изобретение обеспечивает получение композиций и использование способов для массового производства листов с высоким содержанием неорганики, которые могут быть легко изготовлены и основательно высушены за несколько минут после начала производственного процесса.
Настоящее изобретение обеспечивает получение композиций и способов, которые обеспечивают производство листов с высоким содержанием неорганики, обладающих повышенной упругостью, прочностью на растяжение, жесткостью, формируемостью и пригодностью к организации массового производства по сравнению с материалами, имеющими высокое содержание неорганического наполнителя.
Настоящее изобретение может быть воплощено в других модификациях без отхода от его сущности или существенных характеристик. Приведенные в описании модификации следует рассматривать как чисто иллюстративные и не ограничивающие объем изобретения. Поэтому объем изобретения определяется содержанием приводимых ниже пунктов формулы изобретения, а не описанием. Все изменения, которые находятся в смысловых рамках эквивалентности пунктам формулы, считаются подпадающими под их объем.
Реферат
Изобретение относится к изделию производства, способу и оборудованию для производства листов, имеющих матрицу, заполненную большим количеством неорганических веществ, полученных путем смешивания органического полимерного связующего, воды, одного или более неорганических агрегатных материалов, волокон и выбранных дополнительных смесей в заданных пропорциях для того, чтобы получить лист, который имеет заданные свойства. Смеси с неорганическими веществами формируются в листы путем первого экструдирования смеси и последующего прохождения экструдированного материала через валки. Прокатанные через валки листы высушиваются ускоренным способом для того, чтобы образовать отвержденный лист, путем прокатки через горячие валки и/или в сушильной камере. Листы, содержащие неорганические вещества, могут иметь свойства, существенно схожие с листами, полученными из традиционных материалов, таких, как бумага, картон, полистирол, пластик и металл. Такие листы могут быть свернуты, спрессованы, маркированы, перфорированы, согнуты и склеены. В частности, они имеют применение в массовом производстве изделий, таких, как пищевые контейнеры и контейнеры для напитков, упаковочные материалы. Технический результат - создание экологически безопасных высококачественных материалов и изделий. 3 с. и 188 з.п.ф-лы, 26 ил., 4 табл.
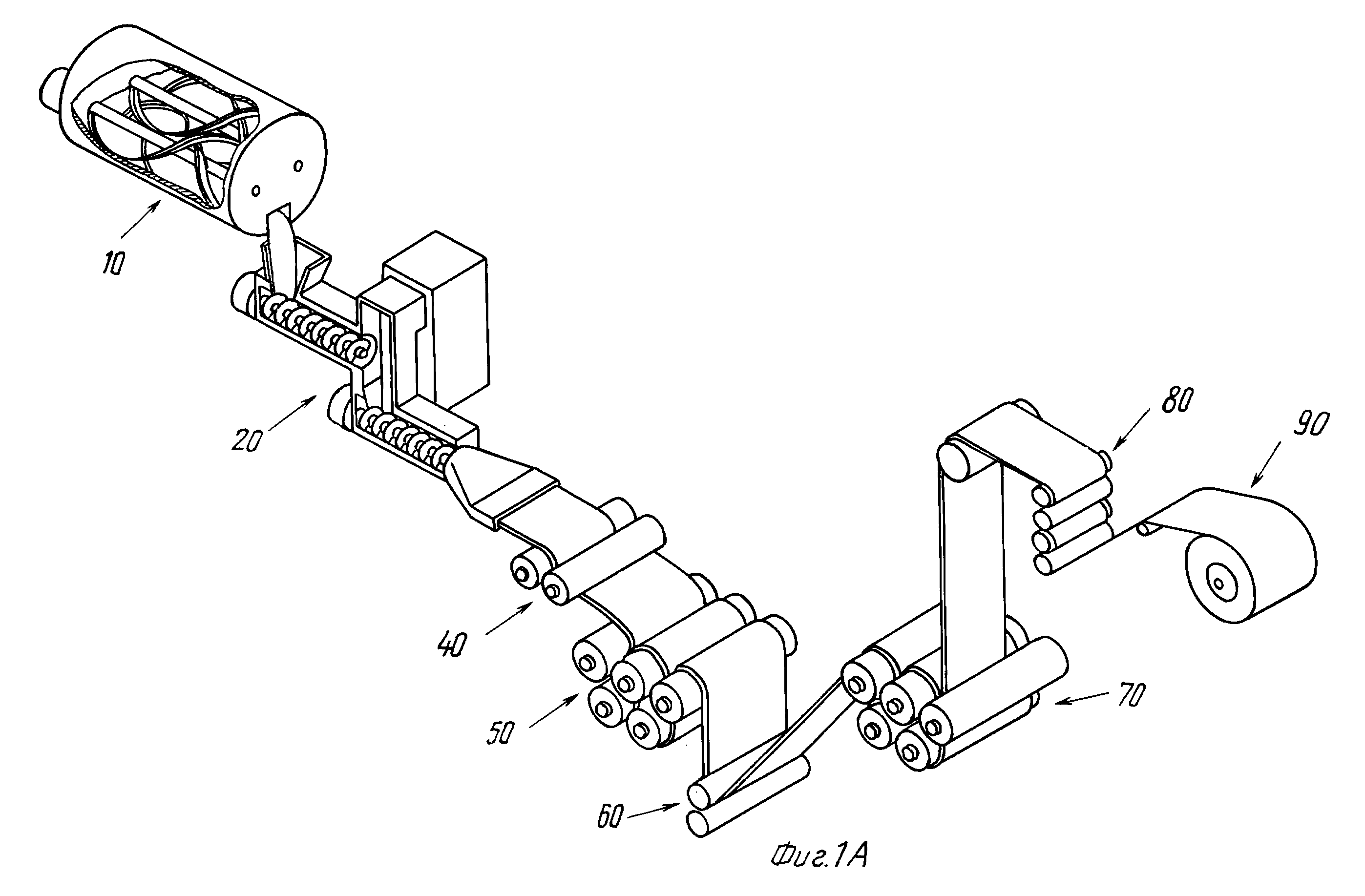
Формула
25.11.92 по пп.1, 4, 5, 8 - 17, 28 - 39, 43 - 52, 57 - 64, 77, 83 - 99, 101, 103, 104, 114, 117 - 118, 128, 142, 150, 168 - 170, 181 - 182;
19.11.93 по пп.2, 3, 6, 7, 18 - 27, 40 - 42, 53 - 56, 65 - 76, 78 - 82, 100, 102, 105 - 113, 115, 116, 119 - 127, 129 - 141, 143 - 149, 151 - 167, 171 - 180, 183 - 191.
Комментарии