Способ изготовления панелей для пола, а также панели для пола, изготовленные таким способом - RU2354547C1
Код документа: RU2354547C1
Чертежи


























Описание
Настоящее изобретение относится к способу изготовления панелей для пола, а также к панелям для пола, изготовленным таким способом.
Более точно, настоящее изобретение относится к способу изготовления панелей для пола такого типа, которые содержат верхний слой на основе синтетического материала, в частности к панелям для пола, которые наиболее часто называют многослойными панелями.
Известно, что такие панели для пола могут быть различной конструкции.
Наиболее часто многослойные панели содержат, по меньшей мере, основу, рисунок, а также верхний слой на основе синтетического материала. Верхний слой наиболее часто содержит ряд несущих листов, например бумаги, которые пропитаны смолой, например смолой меламина, такой как формальдегид меламина. В этом случае обычно выполняют ламинат как так называемый «DPL» (ламинат прямого давления), поскольку верхний слой напрессовывают непосредственно на основу, или как так называемый «HPL» (ламинат высокого давления), поскольку верхний слой как таковой получают путем обработки давлением до его размещения как целого на основе. Кроме этого имеются другие способы формирования такого верхнего слоя, например путем использования пленок, путем использования вещества, которое должно затвердеть, такого как лак или подобное, или другие способы. Рисунок в большинстве случаев печатают либо непосредственно на основе, с возможностью предварительного грунтования, либо на одном или более вышеупомянутом несущем листе или на вышеупомянутой пленке.
Известно, что такие панели для пола могут быть использованы для формирования покрытия пола с плавающим рисунком. При этом такие панели в ходе монтажа соединяют по краям либо с помощью классического соединения типа язык и канавка, посредством чего они присоединяются друг к другу, либо с применением механических соединительных частей, обеспечивающих взаимное соединение панелей для пола в горизонтальном и вертикальном направлениях, например, как описано в международной патентной заявке WO 97/47834. В этом документе описано, как могут быть сформированы соответствующие соединительные части при движении панелей по вращающемуся механическому режущему инструменту. Этот способ называют также фрезерованием.
Из международной патентной заявки WO 01/96688 известно также, что необходимо удалить часть материала с верхнего края такой многослойной панели, так чтобы итоговая поверхность образовала бы, например, скос, независимо от того, будет этот скос в дальнейшем покрыт декоративным слоем или нет.
Целью настоящего изобретения является создание способа изготовления панелей для пола, который позволяет получить лучшую и/или менее дорогую, и/или более гибкую, и/или более надежную хорошую отделку. Целью настоящего изобретения являются также панели для пола, имеющие такую отделку.
Для достижения этой цели настоящее изобретение в соответствии с первым аспектом представляет собой способ изготовления панелей для пола такого типа, которые содержат верхний слой на основе синтетического материала и, по меньшей мере, на двух противоположных сторонах имеют профилированные краевые области, которые содержат, по меньшей мере, соединительные части, при этом панели начинают изготавливать из материала в форме доски и формируют, по меньшей мере, частично с помощью лазерной обработки, причем указанную лазерную обработку применяют для удаления части материала с верхнего слоя и в результате лазерной обработки получают, по меньшей мере, часть окончательной поверхности профилированной краевой области.
Применение лазерной обработки в ходе формирования панелей для пола в большинстве случаев, однако, не означает пренебрежение, по меньшей мере, одним из традиционных видов обработки, например обработкой вращающимся механическим режущим инструментом, таким как фреза. Лазерная обработка требует меньшего технического обслуживания, чем, например, фрезерование. Более того, с помощью лазерного луча получают более тонкий и гладкий разрез, чем, например, при распиловке или фрезеровании.
В предпочтительном варианте для формирования панелей для пола из материала в форме доски применяют указанную лазерную обработку, а также, по меньшей мере, один или несколько видов другой обработки, которые выполняют с помощью одного или более механического режущего инструмента, такого как фреза или пила.
Указанная лазерная обработка может быть выполнена на материале в форме доски, из которого в ходе и после этой обработки получают панели для пола, а также на материале в форме доски, уже имеющем требуемые или почти требуемые размеры соответствующих панелей для пола.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения лазерную обработку и вышеупомянутые другие виды обработки проводят совместно, при этом за счет лазерной обработки уменьшают область контакта между, с одной стороны, режущим инструментом (режущими инструментами) соответственно и, с другой стороны, вышеупомянутым верхним слоем, более конкретно, уменьшают область контакта, обычно существующую между такими режущими инструментами и верхним слоем при изготовлении таких панелей для пола целиком с помощью механической обработки материала в форме доски. Уменьшение этого контакта означает общее уменьшение износа и увеличение срока службы соответствующего режущего инструмента (режущих инструментов). Ограничение механического контакта с верхним слоем также приводит к улучшению качества панели для пола. Это преимущество особенно заметно в панелях для пола с хрупким верхним слоем, который ломается под действием механического контакта, таким, например, как термоусадочный верхний слой на основе формальдегида меламина. В частности, это преимущество имеет место в панелях для пола с верхними слоями, в которых присутствует износостойкий материал, например корунд, т.к. такой материал вызывает повышенный износ и повреждение режущего инструмента, и этот недостаток может быть значительно уменьшен за счет применения лазерной обработки.
В конкретном предпочтительном варианте осуществления настоящего изобретения с помощью лазерной обработки материал удаляют поперечно верхнему слою по всей его толщине, в предпочтительном случае, делая разрез, проходящий через верхний слой. В этом случае преимущество заключается в объединении лазерной обработки и указанных других видов обработки таким образом, что за счет использования лазерной обработки полностью исключается контакт механического режущего инструмента с указанным верхним слоем.
В предпочтительном варианте указанную профилированную краевую область формируют, по меньшей мере, частично с помощью указанной лазерной обработки. В этом случае в соответствии с конкретным предпочтительным вариантом осуществления настоящего изобретения, по меньшей мере, часть окончательной поверхности профилированной краевой области формируют с помощью лазерной обработки. Это не исключает использование этой профилированной краевой области со скосом, при этом окончательную поверхность этого скоса формируют, по меньшей мере, частично с помощью вышеупомянутой лазерной обработки.
В предпочтительном варианте окончательную поверхность профилированной краевой области формируют также, по меньшей мере, частично с помощью вышеупомянутых других видов обработки. В этом случае в дальнейшем используют, например, механические инструменты, например вращающиеся режущие инструменты и/или приспособления. Использование механических инструментов для формирования профилированных краевых областей в панелях для пола, которые содержат, по меньшей мере, соединительные части, известно, например, из WO 97/47834. В настоящем изобретении, однако, как указано выше, используют эти инструменты совместно с лазерной обработкой, при этом контакт между этими инструментами и верхним слоем может быть ограничен или даже исключен, что ограничивает износ и повреждение механического инструмента и приводит к более качественной окончательной обработке.
Известно, что при изготовлении профилированной краевой области и соединительных частей панели перемещают вдоль механического инструмента, например путем применения способа так называемого непрерывного фрезерования. В такой конструкции в пределах объема настоящего изобретения рекомендуется закрепить линзу лазера и перемещать панели вдоль лазерного луча. Однако не исключается вариант установки линзы лазера подвижным способом и/или удерживания панели. Такая лазерная обработка в предпочтительном варианте имеет место на конвейере и дает возможность удалить часть материала на глубину более 0,2 мм или, что даже лучше, более 1 мм, так что вышеупомянутая удаленная часть материала включает в себя большую часть толщины верхнего слоя и в предпочтительном случае располагается ниже верхнего слоя.
Авторы с удивлением обнаружили, что при работе указанного конвейера может быть достигнута скорость обработки, которая сравнима со скоростью непрерывного фрезерования, например скорость больше 100 м/мин или, что даже лучше, более 150 м/мин. Не исключены скорости, большие 200 м/мин. Скорости, большие 100 м/мин, позволяют использовать на конвейере лазерную обработку совместно, например, с фрезерованием без снижения производительности конвейера.
Когда с помощью указанной лазерной обработки лазерной обработки формируют окончательный верхний край, по меньшей мере, части периферии панели для пола, тогда применение способа в соответствии с первым аспектом настоящего изобретения позволит получить исключительно высококачественную краевую поверхность панели. Это происходит потому, что при выполнении такой лазерной обработки верхний слой, по меньшей мере, на высоте указанного верхнего края может иметь температуру, при которой синтетический материал верхнего слоя становится пластичным, благодаря чему после лазерной обработки, например, когда верхний слой охладят, образуется гладкий верхний край.
В предпочтительном варианте окончательный верхний край, сформированный с помощью лазерной обработки, делают с подрезом. Он может быть выполнен любым способом, например путем наклона лазерного луча, регулировки фокуса и/или положения лазерной установки относительно заготовки или аналогичным образом.
Известно, что изготовление панелей для пола начинают с материала в форме доски, на котором имеется указанный верхний слой, содержащий частицы износостойкого материала, например керамического материала, такого как Al2O3, SiC, алмаз и т.п. Использование способа в соответствии с первым аспектом настоящего изобретения дает конкретные преимущества. При обработке верхней стороны панели предполагается, что указанные частицы расплавляются, испаряются или расщепляются, что дает очень качественную обработку, с точки зрения того, что отсутствуют или почти отсутствуют выступающие твердые части на полученной поверхности. Это имеет место в противоположность, например, фрезерованию, при котором твердые частицы выступают из верхнего слоя, или верхний слой вокруг твердых частиц удаляют, так что эти частицы образуют выступающие твердые части на полученной поверхности. В сравнении со способом, по которому эти части материала верхнего слоя удаляют с помощью фрезерования, лазерная обработка верхнего слоя с износостойкими частицами также обеспечивает последующее ограничение износа инструмента. Более того данный способ позволяет получить постоянное качество и, следовательно, более надежную обработку.
В частности, настоящее изобретение может быть использовано для изготовления многослойных панелей для пола, содержащих основу, состоящую или не состоящую из нескольких слоев или частей, рисунок, а также указанный верхний слой из синтетического материала. В предпочтительном варианте верхний слой такой многослойной панели для пола имеет одну или более следующую особенность: содержит максимум три несущих слоя, пропитанных смолой и напрессованных на основание, среди которых имеется слой с напечатанным рисунком; изготовлен в виде ламината прямого давления (DPL); имеет толщину менее 0,5 мм.
Благодаря такой малой толщине этот верхний слой исключительно удобно подвергать лазерной резке.
При изготовлении панелей для пола, в частности многослойных панелей, традиционным способом с применением вращающегося режущего инструмента верхний слой зачастую повреждается, а в случае хрупкого верхнего слоя, например из термоусадочной смолы типа формальдегида меламина, ломается, что приводит, среди прочего, к образованию по краю панели, например в виде ламината прямого давления (DPL), белой линии, которая остается видимой на покрытии пола, состоящем из нескольких таких панелей. Известен способ закрашивания краев таких панелей с помощью красящего состава с тем, чтобы замаскировать эти искаженные края. Настоящее изобретение не исключает того, что при реализации способа по первому аспекту с помощью лазерной обработки в комбинации или нет с другими видами обработки тепловая обработка поверхности воздействует, по меньшей мере, на часть окончательной поверхности профилированной краевой области. В предпочтительном варианте эта тепловая обработка включает, по меньшей мере, изменение цвета. За счет использования тепловой обработки лазером и отложения части удаленного материала часть профилированной краевой области, например верхний край панели для пола, может быть окрашена в темный цвет. Это позволит также избежать того, что край многослойной панели становится видимым искаженно, и может сделать закрашивание краев с помощью красящих агентов ненужным. Другая возможная обработка поверхности состоит, по меньшей мере, в нагревании поверхности с помощью лазерной обработки с последующим сглаживанием нагретой поверхности в нагретом состоянии с тем, чтобы улучшить гладкость поверхности.
В соответствии с другим возможным вариантом осуществления настоящего изобретения лазерную обработку применяют, по меньшей мере, единственно для нагревания поверхности панелей для пола или, по меньшей мере, части поверхности панелей для пола с учетом механических и/или тепловых и/или других свойств указанных частей. Такой нагрев поверхности панелей может привести к тому, что, например, последующая обработка такой нагретой и предпочтительно все еще теплой части с помощью механического инструмента или лазера может быть выполнена более эффективно. Так, например, за счет этого может быть уменьшен износ инструмента, или энергия лазерного луча на поверхности материала в ходе обработки может быть использована более выгодным образом. В том случае, когда панели для пола представляют собой многослойные панели с верхним слоем на основе синтетического материала, такой нагрев может привести, по меньшей мере, к локальному размягчению соответствующего верхнего слоя. Это размягчение может дать преимущество в том случае, когда верхний слой вне синтетического материала также содержит твердые частицы, такие как оксид алюминия (Al2О3). В этом случае при последующей обработке верхнего слоя механическим инструментом возникает меньшее сопротивление удалению твердых частиц вместе с размягченным синтетическим материалом, что может привести к существенному уменьшению износа механического инструмента и улучшению конечного качества верхнего слоя. Так, например, верхний слой может быть размягчен для последующего его отрезания, например при формировании вышеупомянутой профилированной краевой области.
Как упомянуто выше, результатом лазерной обработки согласно первому аспекту настоящего изобретения является эффективное удаление материала из верхнего слоя. В многослойном материале в форме доски часть удаленного в результате лазерной обработки материала проходит внутрь основы, например, до глубины от 0,7 до 2 мм ниже верхнего края панели. Не исключается применение указанной лазерной обработки для удаления только части материала из основы. Путем лазерной обработки могут быть сделаны прорези, при этом скругленные или наклонные части могут быть сделаны в таких местах, которые трудно достижимы или не достижимы для режущего инструмента.
Однако следует заметить, что если имеется необходимость избежать отложения удаленной части материала на верхней стороне панели в ходе лазерной обработки, то производят также обдув для удаления выброшенных частей материала. Обдув может быть выполнен с помощью либо, с одной стороны, режущего газа, выходящего из сопла, предпочтительно по одной оси с лазерным лучом под давлением 6 бар или более, или, с другой стороны, с помощью потока внешнего газа, например, под давлением также 6 бар. Для обеспечения оптимального удаления выброшенного материала в предпочтительном варианте выполняют обдув и/или всасывание, которые характеризуются одним или более, а предпочтительно комбинацией следующих признаков:
- по меньшей мере, обдув производят, по существу, в направлении, противоположном направлению движения передней стороны лазера вдоль материала в форме доски;
- по меньшей мере, обдув производят, по существу, в направлении, поперечном направлению движения указанной передней стороны лазера вдоль материала в форме доски, и в то же время в направлении в сторону от окончательно сформированной панели для пола;
- по меньшей мере, всасывание производят поперек и предпочтительно, по существу, в направлении, перпендикулярном поверхности или декоративной стороне формируемой панели для пола выше уже сделанного разреза в непосредственной близости от передней стороны лазера.
Следует заметить, что благодаря использованию обдува или всасывания с вышеупомянутыми особенностями оказывается возможным противодействовать плохо пахнущим частицам, при этом исключается или сводится к минимуму осаждение плохо пахнущих частиц на изготовленных панелях для пола. Согласно одному из вариантов осуществления настоящего изобретения вместо потоков газа или в комбинации с потоком газа могут быть выполнены циклы промывки с помощью жидкой среды, такой как вода, спирт и т.п. Эти циклы промывки могут быть в особенности полезны для предотвращения появления указанных плохих запахов.
В особенно предпочтительном варианте осуществления настоящего изобретения работают с лазером, расположенным под углом по отношению к поверхности материала в форме доски, при этом размещение под углом производят так, чтобы выполнить, по меньшей мере, одно из следующих условий, а предпочтительно комбинацию следующих условий:
- поверхность, предназначенная для лазерной обработки, другими словами, поверхность, расположенная непосредственно перед передней стороной лазера, и лазерный луч образуют угол, меньший 90°, измеренный в проекции лазерного луча на плоскость, расположенную перпендикулярно плоскости материала в форме доски и проходящей по направлению выдвижения передней стороны лазера;
- поверхность, предназначенная для лазерной обработки, и лазерный луч образуют угол в пределах от 50 до 70°, например 60°;
- поверхность, предназначенная для лазерной обработки, и лазерный луч образуют угол, соответствующий любому из приведенных выше условий, при этом вслед за лазерным лучом на панель для пола направляют поток газа с помощью той же самой лазерной головки, по существу, в том же самом направлении.
Такой наклон лазерного луча дает особенное преимущество в отношении качества лазерной обработки. Это ведет к более эффективной обработке, более качественной окончательной поверхности и/или менее загрязненной удаляемым материалом.
Использование способа, соответствующего первому аспекту настоящего изобретения, для изготовления панелей для пола, состоящих, по меньшей мере, частично из материала на основе волокон, желательно волокон дерева, которые объединены вместе связующим веществом, таким как формальдегид среднего давления (MDF) или формальдегид высокого давления (HDF), дает большое количество преимуществ. Так, с помощью лазерной обработки, например, могут быть получены поверхности без выступающих волокон. Известно, что многослойные панели для пола часто содержат основу из такого материала.
При выполнении вышеуказанной обработки в соответствии с первым аспектом настоящего изобретения можно сделать так, чтобы связующий материал на высоте указанного края стал пластичным и за этим этапом обработки следовал бы этап, на котором волокна на высоте края впрессовывались бы в связующий материал с помощью прижимного элемента, так что при охлаждении связующего материала получается гладкая поверхность.
Для выполнения лазерной обработки в соответствии с первым аспектом настоящего изобретения рекомендуется использование лазера на CO2 с выходной мощностью более 1 кВт и даже лучше более 2 кВт, или, что даже лучше, более 4 кВт. Желательно, чтобы частота импульсов лазера была бы выше 10 кГц. Кроме этого возможны другие лазерные источники, такие как, например, лазеры на иттрий-алюминиевом гранате с неодимом, а также импульсные лазеры с другими частотами. В предпочтительном варианте осуществления настоящего изобретения работают на коротком фокусном расстоянии, например на фокусном расстоянии, меньшем 10 см, так что мощность лазера может быть сконцентрирована на верхнем слое панели для пола оптимальным образом. Под «фокусным расстоянием» понимают расстояние от линзы до панели для пола. В предпочтительном варианте расстояние от сопла до панели для пола устанавливают малым, менее 1,5 мм или, что даже лучше, менее 1 мм.
Следует заметить, что в соответствии с настоящим изобретением в случае, когда не возникает необходимости в эффективном удалении материала, но единственное, что необходимо, это модифицировать свойства части панели, подвергнутой воздействию лазерного луча, мощность лазерного луча может быть ограничена 100 или 200 Вт.
Далее следует заметить, что должны быть приняты различные меры предосторожности для улучшения взаимодействия энергии лазера с панелью для пола. Так, например, в случае, когда лазер используют для обработки верхнего слоя панели для пола, тогда могут присутствовать в синтетическом материале или смоле элементы, которые улучшают такое взаимодействие энергии лазера. Так, например, частицы сажи, замешанные в смолу, могут создавать очень выгодный эффект. Кроме того, рекомендуется использовать иные твердые частицы, отличные Al2О3, такие как NiC, Tip2, алмаз, ВС4, т.к. они оказывают очень хорошее влияние на взаимодействие лазерного света в синтетическом материале верхнего слоя. Веществами, которые желательно исключить как вредные и/или загрязняющие верхний слой, являются, например, бокситы и сульфат бария.
Лазерный источник в предпочтительном варианте располагают снаружи рабочей области лазерного источника, например снаружи установки, в которой производят соответствующую лазерную обработку и другой тип обработки в соответствии со способом по настоящему изобретению. В такой конструкции лазерный луч подают по направлению к линзе по стабилизированному оптическому пути либо с помощью зеркал, как в случае, например, CO2-лазера, или с помощью стекловолокна, как в случае Nd-YAG-лазера.
В предпочтительном варианте осуществления настоящего изобретения лазерный луч на его оптическом пути может быть расщеплен на несколько лучей с помощью так называемого «расщепителя луча». Расщепление луча, выходящего из одного лазерного источника, на, по меньшей мере, два лазерных луча имеет то преимущество в случае применения в способе изготовления панелей для пола, что в одно и то же время могут быть обработаны два края, тогда как место, занимаемое лазерными источниками, например лазерами на СО2, остается ограниченным. В предпочтительном варианте два вышеупомянутых лазерных луча обрабатывают два противоположных края панели для пола. Ясно, что в случае расщепления лазерного луча на несколько лучей, требуемая мощность лазерного источника равна сумме требуемых мощностей лучей плюс потери, которые возникают при расщеплении.
Ясно, что в способе согласно первому аспекту настоящего изобретения вместо вышеупомянутой лазерной обработки может также применяться другая обработка, при этом используют иной луч, чем лазерный, такой, например, как водяная струя, электронный луч, ионный луч, луч плазмы, луч с частицами, такими как песок, искровой луч, такой как серия искр при электроискровой обработке, и подобные. Следует заметить, что, например, для применения электрических искр верхний слой должен быть сделан отчасти электропроводным, как это известно, например, из международной заявки WO 2004/050359.
Изменение цвета края панели для пола, как это указано при рассмотрении первого аспекта настоящего изобретения, может быть также получено с помощью других тепловых источников, отличных от лазерного луча. Ясно, что такое изменение цвета, независимо от источника тепла, позволяет частично или полностью избежать появления указанной искажающей белой линии. Настоящее изобретение в соответствии со вторым аспектом представляет собой способ изготовления панелей для пола, более точно многослойных панелей для пола такого типа, которые содержат основу, рисунок, а также верхний слой на основе синтетического материала, при этом способ содержит, по меньшей мере, этап обработки, на котором с помощью источника нагрева проводят тепловую обработку, по меньшей мере, одного верхнего края многослойной панели, при этом эта тепловая обработка включает изменение цвета соответствующего края и применяется в качестве дополнительной обработки для окрашивания светлых краев, которые получаются в результате резки по верхнему слою многослойной панели.
Авторы обнаружили, что изменение мощности теплового источника, например лазерного луча, приводит к изменению цвета обработанного края. Так, например, можно изменять получаемый цвет от светло-коричневого до темно-коричневого или черного. Эти цвета представляют особый интерес для постобработки панелей, имитирующей темные образцы дерева или камня. Такие темные рисунки делают, например, при имитации таких образцов дерева, как темный дуб, венге и т.п., или на панелях, имеющих теневой эффект на краю их рисунка, как это может иметь место, например, в случае, когда ближе к краю с помощью рисунка создают оптическую иллюзию, такую как скос. На практике на таких темных панелях будет особо заметна вышеупомянутая белая линия. В предпочтительном варианте в данном способе применяют лазерный луч, имеющий регулируемую мощность от 20 до 200 Вт и, что даже лучше, от 50 до 100 Вт. Изменение цвета происходит благодаря одной или более следующих возможностей:
- частичному нагреву верхнего слоя,
- частичному нагреву основы,
- частичному нагреву рисунка,
- осаждению частиц копоти в результате обжига либо верхнего слоя, либо основы, либо рисунка,
- запуску химической реакции на верхнем слое или основе.
В предпочтительном варианте такого способа окрашивание производят одновременно с обработкой указанной поверхности. Это может быть выполнено, например, с помощью лазерного луча. Следует заметить, что этот конкретный вариант является предпочтительным, в частности, для малых поверхностей, например с размером в одном направлении, меньшим 1 мм.
В соответствии с третьим аспектом настоящее изобретение представляет собой способ изготовления панелей для пола, более точно, многослойных панелей для пола такого типа, которые содержат основу, рисунок, изображающий несколько планок или кафельных плиток, и верхний слой на основе синтетического материала. Способ включает в себя, по меньшей мере, этап обработки, на котором, по меньшей мере, частично с помощью лазерной обработки наносят рельеф на верхнюю поверхность панелей для пола, при этом указанный рельеф содержит область, из которой удален материал, чтобы имитировать стык или скос, причем указанная область расположена на верхней поверхности между указанными изображаемыми планками или кафельными плитками.
Использование на верхней поверхности панелей для пола рельефа, такого как рельеф, по меньшей мере, частично содержащий структуру дерева или камня, по меньшей мере, частично исключает этап обработки давлением и устраняет износ прижимной пластины, имеющей отношение к этому этапу. Более того благодаря цифровому управлению процессом лазерной обработки можно простым способом изменить рельеф. Там, где традиционно для получения другого рельефа на верхней поверхности многослойной панели требовалось заменить прижимную плиту, в способе по третьему аспекту настоящего изобретения для получения другого рельефа на верхнем слое необходимо установить другую программу выполнения лазерной обработки.
Область с рельефом может быть использована, например, для более реалистичного отображения различных деревянных планок или кафельных плиток за счет удаления материала между изображаемыми планками или кусками черепицы.
Полученный рельеф, например структура дерева или камня и/или стык, после этого может быть окрашен с помощью подходящей краски, а может быть не окрашен. В этом случае может быть использован способ окраски, описанный в международной патентной заявке WO 2004/108436.
Следует заметить, что в соответствии с третьим аспектом настоящего изобретения лазерная обработка может быть выполнена как на многослойном материале в форме доски больших размеров, так на многослойном материале в форме доски, уже имеющем требуемые размеры, или на панелях для пола, имеющих почти требуемые размеры.
В соответствии с четвертым аспектом настоящее изобретение представляет собой способ изготовления панелей для пола, более точно многослойных панелей для пола такого типа, которые содержат основу, рисунок, а также верхний слой на основе синтетического материала, содержащий, по меньшей мере, следующие этапы обработки:
- изготовление прижимной плиты, снабженной рельефом;
- формирование вышеупомянутых панелей для пола, при этом указанную прижимную плиту используют, по меньшей мере, для создания с помощью указанного рельефа выдавленных частей на верхней поверхности панелей для пола, а более конкретно на доске, из которой в дальнейшем формируют панели для пола,
отличающийся тем, что указанный рельеф на прижимной плите выполняют, по меньшей мере, с помощью лазерной обработки.
Поскольку лазерную обработку выполняют с применением цифрового управления, то способ в соответствии с четвертым аспектом настоящего изобретения дает гибкую технологию изготовления панелей для пола. Он допускает, например, получение прижимной плиты с рельефом, таким как структура дерева или камня, без применения процесса травления. Процесс травления не является гибким, т.к. включает в себя множество промежуточных этапов. Обычно процесс травления содержит создание маски из геля, который затвердевает под действием света, после чего вытравливаются части прижимной плиты, которые не покрыты этой маской. Получение маски путем селективного отверждения геля может быть достигнуто путем покрытия пленкой частей с гелем, которые не должны затвердевать, затем выдерживают гель на свету и удаляют неотвердевшие гелевые части.
Следует заметить, что лазерная обработка может иметь отношение к процессу удаления материала, такому как лазерная резка, а также к процессу осаждения материала, такому как лазерное плакирование, селективному лазерному спеканию или селективному лазерному плавлению. Так, например, таким способом может быть удален такой материал, который, например, виден в структуре дерева или камня, или выборочным образом такой материал, как твердые частицы, например Al2О3 или подобные, могут быть осаждены, например, в виде структуры дерева или камня.
Использование лазерной обработки как части процесса осаждения материала, среди прочего, при изготовлении прижимной плиты с рельефом дает конкретные преимущества. Для получения рельефа, предназначенного, например, для получения продавленных частей на верхней поверхности панелей для пола в виде структуры дерева или камня, должна быть приготовлена только прижимная плита, или, другими словами, на прижимную плиту материал должен осаждаться только в тех местах, где расположены выдавленные части на панели для пола, например поры дерева. Это отличает данный процесс от процесса удаления материала, когда должна быть произведена обработка прижимной плиты везде, за исключением, возможно, тех мест, где должны быть расположены на панели для пола соответствующие выдавленные части.
В основном можно утверждать, но, однако, это не всегда так, что меньше половины верхней поверхности панели для пола содержит выдавленные части, так что использование процесса осаждения материала в большинстве случаев приводит к сокращению времени обработки. Кроме этого преимуществом является возможность осаждения избирательным или не избирательным образом другого материала, такого как износостойкий керамический материал, например Al2О3. В этом случае поверхность или определенные части поверхности могут иметь требуемые свойства, например сопротивление износу прижимной плиты может быть в отдельных ее местах усилено.
Применение прижимной плиты в соответствии с четвертым аспектом настоящего изобретения для формирования панели для пола или доски, из которой в дальнейшем будут сформированы панели для пола, дает возможность с помощью вышеупомянутого рельефа сформировать на панели выдавленные части, которые, например, представляют собой структуру дерева или камня.
Ясно, что возможности лазерной обработки не ограничены получением структуры дерева или камня. Так, например, на прижимной плите может быть образован выступ, который формирует в ходе процесса прессования выдавленные части на верхней поверхности или на краю панелей для пола, которые образуют, например, стык или скос.
Следует заметить, что настоящее изобретение относится также к панели для пола, которая характеризуется тем, что для ее изготовления используют способ в соответствии с одним или несколькими аспектами настоящего изобретения.
Другие особенности вышеупомянутых способов и панелей для пола будут понятны из нижеследующих примеров и прилагаемой формулы изобретения.
Ниже описаны различные предпочтительные варианты осуществления настоящего изобретения, взятые в качестве примеров, не ограничивающих объем настоящего изобретения, со ссылкой на прилагаемые чертежи, на которых изображено следующее.
На фиг.1 в сильно схематическом виде приведены насколько этапов реализации способа изготовления панелей для пола в соответствии с настоящим изобретением.
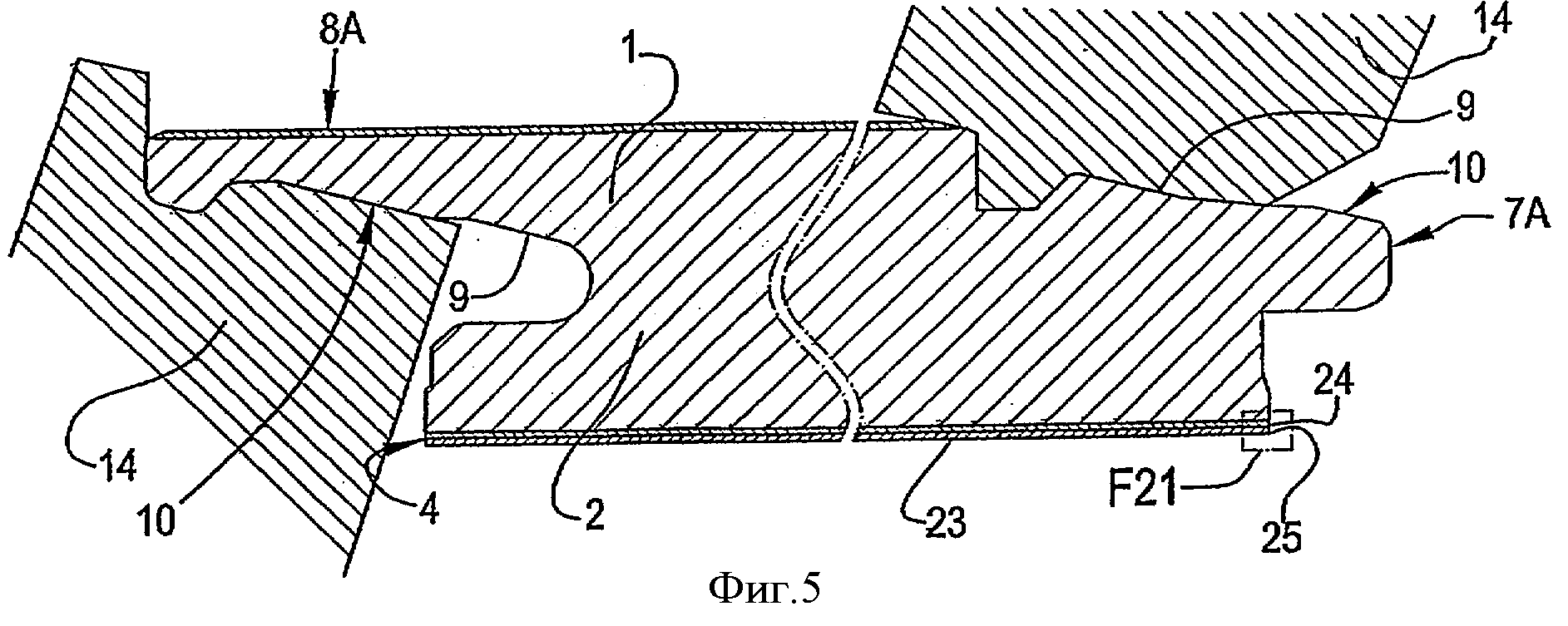
На фиг.2-5 в увеличенном масштабе приведены сечения по линиям II-II, III-III, IV-IV и V-V соответственно на фиг.1.
На фиг.6 приведен вариант части, обозначенной F6 на фиг.2.
На фиг.7 приведен вариант сечения по линии VII-VII фиг.1.
На фиг.8-10 приведены другие варианты.
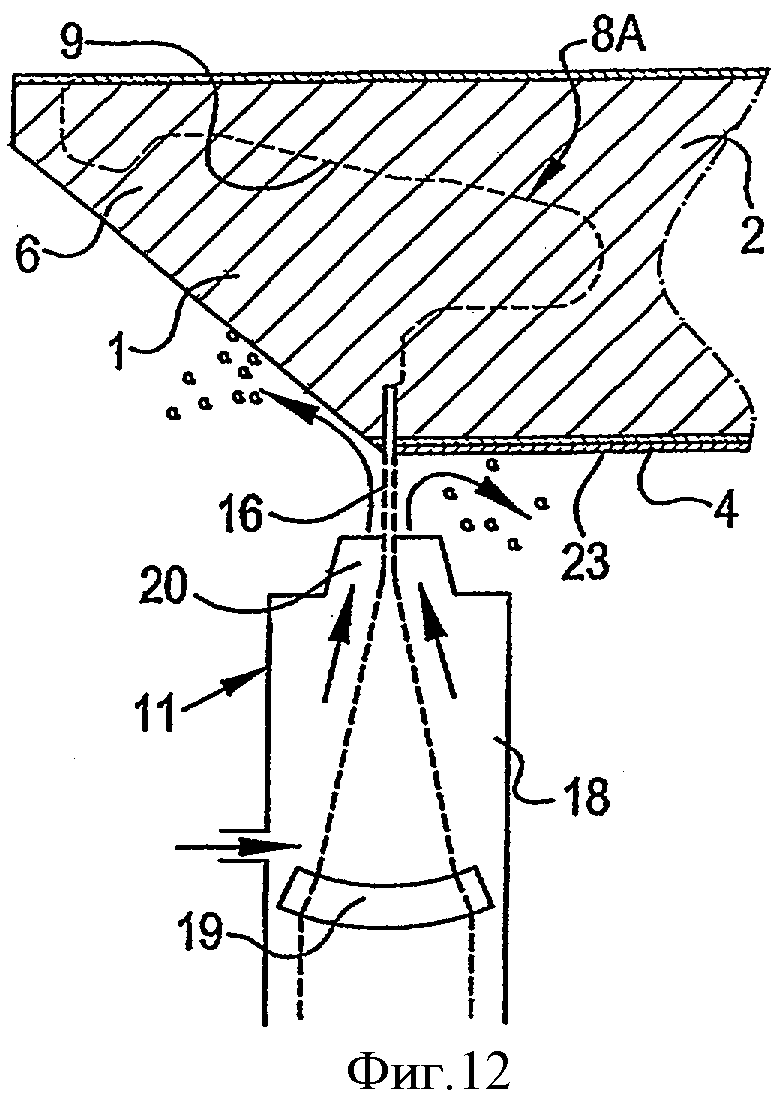
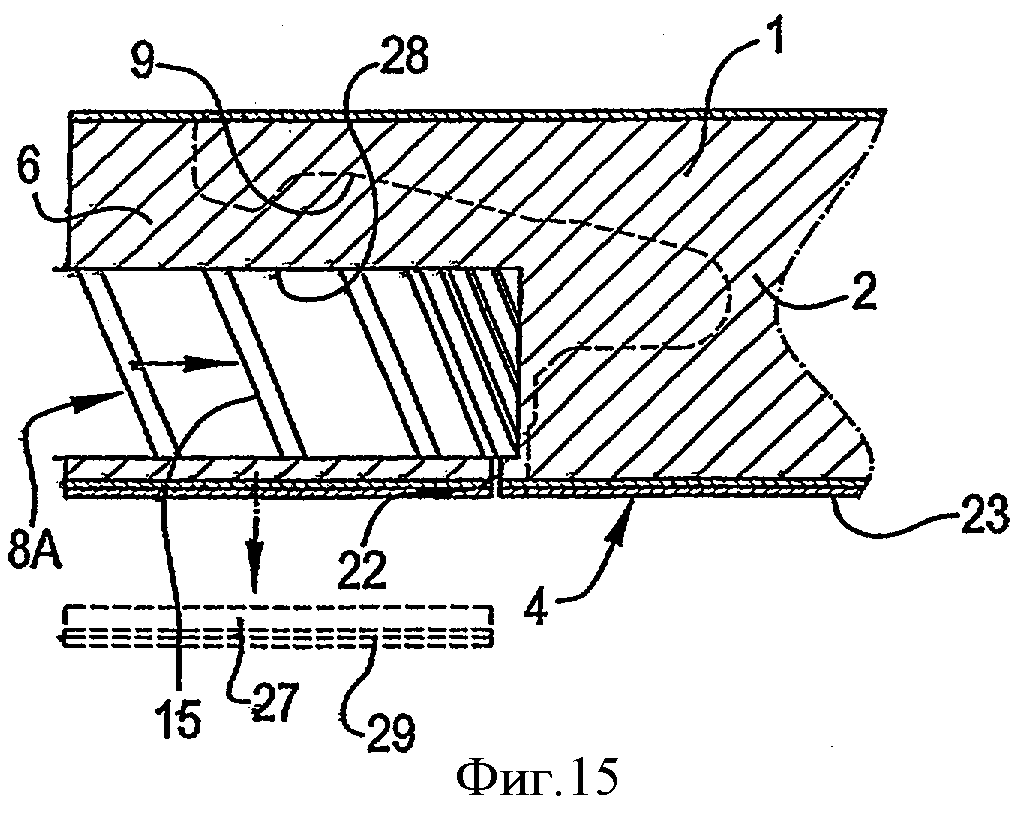
На фиг.11-16 приведены сечения, аналогичные фиг.9 и10, но, однако, для других вариантов.
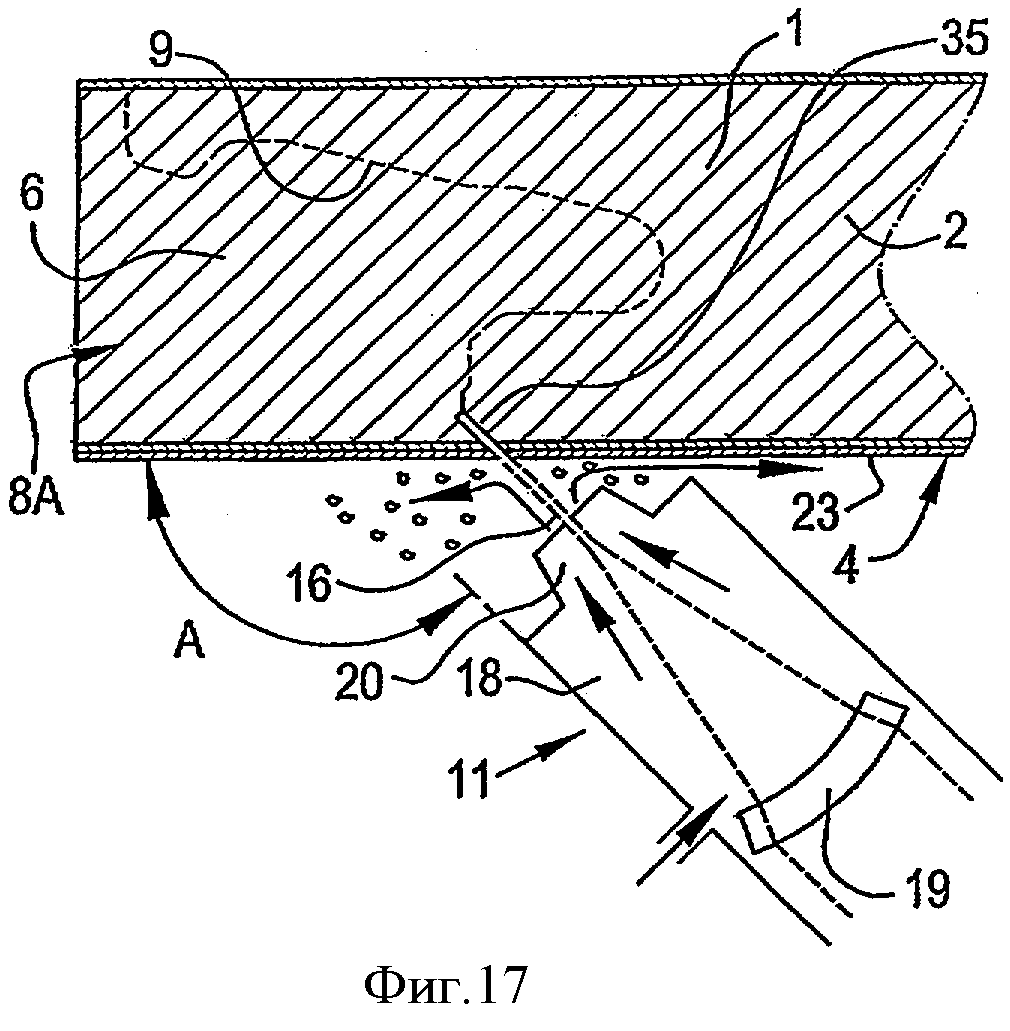
На фиг.17 и 18 приведены другие варианты.
На фиг.19 и 20 в уменьшенном масштабе приведен другой способ, соответствующий настоящему изобретению.
На фиг.21 приведена в сильно увеличенном и схематическом виде область, обозначенная F18 на фиг.5.
На фиг.22 приведен другой способ, соответствующий настоящему изобретению.
На фиг.23 приведено сечение, аналогичное сечению на фиг.21, но для другого варианта.
На фиг.24-26 схематически приведены еще варианты осуществления настоящего изобретения.
На фиг.27-30 приведены другие два варианта способа, соответствующего настоящему изобретению, при этом на фиг.28-30 в увеличенном масштабе приведена часть, обозначенная F28 на фиг.27.
На фиг.31 приведен еще один предпочтительный вариант способа, соответствующего настоящему изобретению.
На фиг.1-5 приведен способ изготовления панелей 1 для пола. Более точно, способ относится к изготовлению панелей 1 для пола, в частности многослойных панелей такого типа, которые содержат основу 2, рисунок 3, а также верхний слой 4 на основе синтетического материала 5. Изготовление панелей 1 начинают с материала в форме доски, в данном случае многослойного материала в форме доски 6. В представленном примере этот материал 6 уже имеет приблизительно требуемые размеры одной доски 1 для пола. После формования панелей 1 для пола из материала в форме доски панели 1 имеют профилированные краевые участки 9, которые содержат, по меньшей мере, соединительные части 10, выполненные, по меньшей мере, на двух противоположных сторонах или в данном случае на всех четырех сторонах, а именно продольных сторонах 7А-8А и коротких сторонах 7В-8В. При этом панель 1 для пола формируют, по меньшей мере, частично с помощью лазерной обработки 11 из материала в форме доски, в данном случае из многослойного материала 6. В данном случае панель 1 для пола содержит профилированные края 9 на двух парах сторон, и лазерную обработку 11 проводят на каждой стороне.
При изготовлении панелей 1 для пола в представленном варианте после вышеупомянутой лазерной обработки 11 проводят одну или более, предпочтительно, механическую обработку 12 с помощью одного или более режущего инструмента 13, такого как, например, вращающаяся или перемещаемая фреза 14, одна или более пила 15, или подобного, как описано ниже. В частности, в примере на фиг.1 на каждой стороне 7А-8А-7В-8В один шаг обработки выполняют с помощью пилы 15 и два шага обработки выполняют с помощью вращающейся фрезы 14. При этом выполняется так называемое непрерывное фрезерование. Как показано, панель 1 вначале перемещают продольными сторонами 7А-8А вдоль лазерных лучей 16 и вращающихся фрез 13 с тем, чтобы сформировать соответствующие краевые области 9, после чего панели 1 подвергают аналогичной обработке по их коротким сторонам 7В-8В.
Для того чтобы избежать работы лазерного луча 16 без необходимости, выполнение лазерной обработки 11 может включаться и выключаться по сигналу, выявляющему наличие или отсутствие панели 1. Возможно использование также так называемого «опрокидывателя луча», который нейтрализует лазерный луч 16 в ситуации, когда панель 1 отсутствует, а лазерный луч неожиданно остался.
Вышеупомянутые другие виды обработки 12, в данном случае три последовательных вида обработки двух противоположных сторон 7-8 панели 1, в предпочтительном случае выполняют на одной и той же установке 17. В предпочтительном случае лазерную обработку 11 также выполняют на этой же установке 17, хотя не исключено, что преимущества достигаются, когда лазерную обработку 11, как показано на фиг.1 для коротких сторон 7В-8В панели 1, выполняют на внешней установке 17, на которой проводят указанные другие виды обработки 12. При установке лазерной головки 18 в обычную обрабатывающую установку рекомендуется защитить ее, насколько это возможно, от пыли, создаваемой в результате указанной другой обработки 12, которая конечно менее ответственна при расположении лазерной головки снаружи установки 17. Под «лазерной головкой» понимается часть лазерной установки, которая содержит линзу 19 и так называемое сопло 20. Остающиеся части лазерной установки, такие как, например, лазерный источник и оптический канал, не представлены на фигурах, однако, в предпочтительных случаях расположены снаружи установки 17.
Ясно, что последовательность этапов обработки, таких как представленные на фиг.1, может изменяться случайным образом, или, например, вначале, перед выполнением лазерной обработки 11, может быть выполнен один или несколько этапов иной обработки 12 многослойного материала в форме доски 6, так, как показано, например, при другой компоновке 21 лазера, представленной пунктирной линией на фиг.1. Кроме этого лазерная обработка 11 может следовать за одним или более этапом другой или аналогичной обработки. Ясно также, что можно вначале обрабатывать короткие стороны 7В-8В и после длинные стороны 7А-8А панели 1. Кроме этого не исключена одновременная или попеременная обработка длинных и коротких сторон, а можно ограничиться также обработкой только длинных или только коротких сторон, или только одной стороны. Кроме этого на одной стороне могут быть выполнены различные виды лазерной обработки, реализующей или нереализующей обычную резку.
Как представлено на фиг.2, лазерную обработку 11 в предпочтительном варианте выполняют на каждом из двух противоположных краев 7А-8А и, что даже лучше, одновременно на двух этих краях. Оба лазерных луча выходят из одного источника, луч которого расщепляют с помощью так называемого «расщепителя лучей», который известен. Ясно, что одновременно могут быть использованы также более двух лазерных лучей или что одновременно могут обрабатываться более двух сторон с помощью лазерных лучей, выходящих из одного и того же источника, или без их помощи.
Лазерную обработку 11, приведенную на фиг.2, используют, по меньшей мере, для удаления части 22 материала с верхнего слоя 4, а, более точно, для образования просечки в нем. При этом обработку применяют также для удаления части 22 материала с основания 2 таким образом, что путем лазерной обработки 11 в данном случае также формируют, по меньшей мере, профилированную крайнюю область в окончательном виде. В представленном примере лазерную обработку 11 используют для прорезания декоративной стороны 23 панели 1 для пола, благодаря чему часть полученной поверхности 24 формирует верхний край 25 панелей 1 для пола.
Следует заметить, что рекомендуется выдержать расстояние FD между линзой лазера и панелью 1 для пола, называемое фокальным расстоянием, малым, например меньше 10 см. Таким путем энергия лазера концентрируется в малой области, так что удаляются, по существу, только верхний слой 4 и, возможно, основа непосредственно под верхним слоем. Сохранение короткого фокусного расстояния гарантирует эффективную обработку верхнего слоя 4 панели 1 для пола.
Расстояние ND (расстояние от сопла) между соплом 20 и панелью 1 составляет величину порядка 1 мм. Небольшие изменения расстояния ND оказывают небольшое влияние на эффективность процесса в целом или глубину такой лазерной обработки 11 в частности. Так, например, обычные изменения этой величины в 0,05 мм, являющиеся результатом транспортировки панели 1 вдоль лазерного луча 16, не будут влиять или будут незначительно влиять на процесс.
Следует заметить, что, по меньшей мере, в представленных примерах панели 1 обрабатывают с декоративной стороной 23, направленной вниз. Ясно, что в пределах объема настоящего изобретения возможны также иные ориентации панелей 1 и иные приемы обработки, имеющие к ним отношение. Ясно, что панели в ходе обработки подают удобным образом. Способы подачи известны и подробно не рассматриваются.
Далее следует отметить, что на этапе обработки с применением лазера в предпочтительном варианте используют режущий газ 26, например сжатый воздух, азот или подобный, который с помощью форсунки 20 подают вдоль оси лазерного луча 16. Назначение такого режущего газа 26 может быть двойным. Во-первых, газ охлаждает линзу 19, во-вторых, он может сдувать часть удаляемого с панели 1 материала. Не исключаются синергетические эффекты между режущим газом 26 и лазерной обработкой 11, посредством которых эффективность лазерной обработки 11 возрастает.
В представленной компоновке рекомендуется обратить особое внимание на сохранение линзы 19 лазера свободной от пыли или других загрязнений. Это возможно, например, путем непрерывной подачи потока воздуха над линзой лазера, за счет чего вероятность сохранения частиц пыли на линзе лазера минимальна. Такая частица пыли может выгореть и увеличить риск повреждения линзы 19. Можно также установить экран вокруг всей лазерной установки, за которым луч лазера 16 может быть подан через окно. При использовании лазера на СО2 такое окно может состоять из ZnSe. При использовании ND-YAG-лазера такое окно может состоять из стекла или кварца. В этой связи следует также заметить, что в такой загрязненной атмосфере имеет преимущества так называемый «волоконный лазер». При этом такие лазеры могут быть изготовлены в том же диапазоне мощностей, как и СО2-лазеры, однако они имеют большую гибкость в части объединения с установкой 17. ND-YAG-лазеры и волоконные лазеры применяют, в частности, там, где часть 22 материала, подлежащего удалению, не содержит каких-либо органических веществ.
Как представлено на фиг.3-5, вышеупомянутая лазерная обработка 11 и последующие вышеупомянутые другие виды обработки 12, в данном случае три вида машинной обработки, комбинируются таким образом, что за счет использования лазерной обработки 11 область контакта между режущим инструментом и вышеупомянутым верхним слоем 4 уменьшается или, как в данном примере, пропадает.
Для этого, как показано на фиг.3, при обработке, следующей за лазерной обработкой 11, часть 27 материала удаляют с помощью пилы 28 до входа в вышеупомянутый разрез, так что остаточная часть 29 верхнего слоя 4 и, возможно, часть основы 2 под этим верхним слоем 4 отделяются от панели 1, и, следовательно, в ходе последующей обработки область контакта между режущим инструментом и верхним слоем 4 ограничена, а в предпочтительном варианте даже отсутствует. На фиг.4 и 5 показано, как далее могут быть сформированы краевые части 9 панели 1, например с помощью вращающейся фрезы.
На фиг.6 показано, что в предпочтительном варианте осуществления настоящего изобретения лазерный луч 16 падает на верхнюю сторону 30 панели 1 под углом А<90°, предпочтительно под углом А от 87° до 89°. За счет этого путем лазерной обработки 11 создается наклоненный внутрь край на верхнем крае 25 панелей, посредством которого достигается хорошее соприкосновение соседних панелей 1 в покрытии пола. На фиг.6 показана также дополнительная струя 31 газа, которая подается примерно перпендикулярно лазерному лучу 16 в направлении в сторону от формируемой панели 1, так что возможные осаждения частиц сдуваются с панели.
На фиг.7 представлен конкретный вариант осуществления способа согласно первому аспекту настоящего изобретения. Здесь лазерный луч 16 направлен под существенным наклоном по отношению к направлению движения 32 панелей 1, как показано на чертежах и описано в формуле изобретения. В предпочтительном варианте лазерный луч 16 образует угол В<80° или, что даже лучше, угол В порядка 60° с верхней стороной 30 панели 1. Авторы с удивлением обнаружили, что такой наклон сводит к минимуму потенциальные возможные осаждения удаленного материала, тогда как эффективность и качество обработки сохраняются приемлемыми. Предполагается, что это происходит из-за того, что режущий газ 26 сдувает удаленный материал вдоль уже сформированной линии разреза 33. Следует заметить, что настоящее изобретение не исключает того, что лазерный луч 16 также образует иные углы по отношению к панели 1, например угол В>90°.
В предпочтительном случае варианты, приведенные на фиг.6 и 7, объединены для того, чтобы посредством этого получить оптимальную защиту против осаждения на панели 1 и хорошее соединение панелей 1. Очевидно, что вышеупомянутый поток дополнительного газа может быть использован во всех вариантах осуществления настоящего изобретения.
На фиг.8 приведен вариант способа в соответствии с первым аспектом настоящего изобретения, в котором первую лазерную обработку 11 и пропил 28 выполняют, как описано выше со ссылкой на фиг.2 и 3, однако так, что пропил 28 не достигает прорези, сделанной лазерным лучом 16, и, следовательно, лишняя часть верхнего слоя 4 не будет отделяться автоматически. Однако пропил 28 выполняют так, что расстояние d между этим пропилом 28 и прорезью, сделанной лазерным лучом 16, допускает разлом лишней части 29 верхнего слоя 4 под действием надавливающего элемента. В случае, когда данный способ применяют для изготовления панелей 1 для пола, основа 2 которых состоит из материала на базе волокна, такого как, например, фенолформальдегид среднего давления (MDF) или фенолформальдегид высокого давления (HDF), желательно, чтобы расстояние d в большинстве случаев ограничивалось бы значением 0,7 мм. Этот надавливающий элемент просто может представлять собой направляющую 34 с изменяемой высотой в продольном направлении, которая выталкивает наружу лишнюю часть верхнего слоя 4 и отламывает эту часть основы 2 панели 1.
На фиг.9 и 10 приведен вариант способа в соответствии с настоящим изобретением. Здесь вначале выполняют пропил 28 в боковой стороне панели 1 и затем с помощью лазерной обработки 11 выполняют разрез 22 вверх, в указанный пропил 28, так что в этом случае лишняя часть верхнего слоя 4 также отделяется, например, автоматически или может быть легко вытолкнута, как указано выше со ссылкой на фиг.8. После этих этапов обработки могут быть сформированы профилированные краевые области 9, например так, как показано на фиг.4 и 5, так что область контакта между режущим инструментом и верхним слоем 4 ограничена или отсутствует.
На фиг.11 и 12 приведен вариант, в котором лишнюю часть верхнего слоя 4 вначале, в виде ее большей части, легко удаляют с помощью простой прямой формы, например грубого резака 14, после чего выполняют лазерную обработку 11, формируя верхний край 25 панели. После выполнения двух этих этапов обработки, с помощью других видов обработки, показанных на фиг.4 и 5, далее придают форму профилированной краевой области. В ходе последующего придания формы профилированной краевой области контакт между режущим инструментом и верхним слоем 4 будет ограничен или даже будет отсутствовать.
Как показано на фиг.13, не исключается выполнение лазерной обработки 11 для придания формы верхнему краю 25 панели 1 после формирования соединительных частей 10.
На фиг.14-16 приведен другой вариант способа, показанного на фиг.1. Здесь лишнюю часть 29 верхнего слоя 4 удаляют, например путем создания разреза 22 в верхнем слое 4 с помощью лазерной обработки 11 и удаления части 22 материала, например с помощью пилы 15, до вышеупомянутого разреза. После этого проводят обработку, аналогичную обработке, представленной на фиг.4 и 5. Следует обратить внимание, что такая пила во всех описанных случаях также может представлять собой фрезу или другой инструмент. Затем на последнем этапе обработки может быть оформлен верхний край 25 панели 1, например с помощью также машинной обработки, который, однако, будет контактировать с верхним слоем 4. Возможный используемый режущий инструмент 13, служащий для формирования верхнего края 25 панели, в предпочтительном варианте содержит поликристаллический алмаз (так называемый «PKD»), а еще лучше монокристаллический алмаз (так называемый «MKD»). Кроме того, может быть использован режущий инструмент, режущая кромка которого покрыта твердым слоем, таким как химически напыленное алмазное покрытие (по английски называется «CVD инструмент», или «инструмент с химическим осаждением из паровой фазы»).
Способ, представленный на фиг.14-16, может быть использован, например, когда верхний край 25 панели 1 сделан со скосом, при этом этот скос целиком сформирован режущим инструментом 13.
На фиг.17 и 18 приведен способ, благодаря которому упомянутая выше профилированная краевая область содержит такой скос 35, который, по меньшей мере, частично сформирован вышеупомянутой лазерной обработкой 11. При выполнении такой обработки лазерный луч 16 будет попадать на панель 1 наклонно, а именно под углом А>90°, а еще лучше под углом А порядка 135°. Как показано на фиг.18, пропиленный разрез 28 может быть выполнен аналогично варианту, представленному на фиг.3, так что лишнюю часть верхнего слоя 4 удаляют, и в ходе вышеупомянутых других видов обработки 12 устраняют, или только ограничивают контакт с верхним слоем 4. Кроме того, лазерная обработка может быть выполнена исключительно для формирования скоса или его части, тогда как весь другой материал удаляют, применяя или не применяя фрезерование верхнего слоя, при этом лазер затем используют только для формирования поверхности скоса.
Как показано на фиг.1-18, возможны различные варианты способа в соответствии с первым аспектом настоящего изобретения. Ясно, что в пределах объема настоящего изобретения могут быть скомбинированы различные этапы выполнения способа изготовления панели 1, которые содержат одно или более вышеупомянутых преимуществ. Кроме этого взаимная последовательность различных этапов обработки может быть изменена произвольным образом, или лазерные лучи могут быть использованы на различных этапах обработки.
На фиг.19 и 20 приведен вариант способа, соответствующего первому аспекту настоящего изобретения. В отличие от вариантов, приведенных на фиг.1-18, лазерную обработку 11 производят на многослойной панели 6 типа доски, из которой получают несколько панелей 1 в ходе лазерной обработки или после нее. В данном случае части материала удаляют с верхнего слоя 4 с помощью различных лазерных лучей, и в предпочтительном случае эти удаленные части материала проходят внутрь основы 2 многослойного материала 6 в форме доски. С помощью другой обработки 12, например распиловки, как показано, пилами 36, вслед за указанной лазерной обработкой 11 можно, не контактируя с верхним слоем 4, разрезать материал 6, например, на небольшие куски многослойного материала 6 в форме доски, имеющие требуемые размеры панели 1 для пола. Эти небольшие куски затем можно подвергнуть обработке в соответствии со способом, приведенным на фиг.1-18.
На фиг.21 представлен в сильно увеличенном виде верхний слой 4 панели 1 для пола. Этот верхний слой 4 расположен на верху основания 2 панели 1 для пола и состоит из двух несущих листов, пропитанных смолой 37, на одном из несущих листов 38 расположен отпечатанный рисунок 3, представляющий собой, например, узор дерева или камня и формирующий декоративный слой. Декоративный слой закрыт так называемым покрытием, которое содержит прозрачный несущий лист 39, также пропитанный смолой. Показанный верхний слой 4 содержит также частицы 40, представляющие собой износостойкий, желательно керамический материал, такой как Al2О3. Частицы 40 показаны на нижней стороне покрытия, однако, ясно, что они могут быть расположены везде в верхнем слое 4, однако, желательно, выше рисунка 3. Путем лазерной обработки 11 на верхнем слое 4 при разрезании может быть получена гладкая поверхность 41, т.к. на полученной поверхности, как показано, отсутствуют или почти отсутствуют выступающие твердые частицы. Путем лазерной обработки твердые частицы расплавляются, испаряются или расщепляются тепловым ударом, возникающим при лазерной обработке в отличие от другого вида обработки 12, такого как, например, фрезерование, при котором частицы попадают в куски материала, и, следовательно, создается довольно грубый разрез.
Основа 2 панели 1 для пола в предпочтительном варианте содержит материал на основе волокон, желательно волокон дерева, которые объединены вместе связующим материалом, таким как ламинат прямого давления (MDF) или ламинат высокого давления (HDF). При выполнении лазерной обработки 11 желательно, чтобы связующий материал становился бы пластичным, и вслед за этой обработкой следовала бы обработка, в результате которой волокна впрессовывались бы в связующий материал с помощью прижимного элемента, так что при новом охлаждении связующего материала возникала бы гладкая поверхность.
На фиг.22 и 23 представлен способ в соответствии со вторым аспектом настоящего изобретения. Этот способ содержит, по меньшей мере, этап обработки, на котором с помощью теплового источника, в данном случае лазерного луча 16, производят тепловую обработку, по меньшей мере, одного края, желательно верхнего края 25 многослойной панели, при этом данная тепловая обработка включает обесцвечивание 42 соответствующего края. На фиг.23 показана в увеличенном виде область, обозначенная F23 на фиг.22, а также показано, что обесцвечивание возникает, по меньшей мере, на верхнем слое 4 и, как показано, продолжается поверх всего верхнего слоя 4 даже до основания 2. Обесцвечивание в итоге получают путем частичного выжигания верхнего слоя 4 и/или основы 2 и/или рисунка 3 и/или покрытия из частиц сажи, как результат выжигания либо верхнего слоя 4, либо основания 2, либо рисунка 3.
В предпочтительном варианте тепловую обработку в соответствии со вторым аспектом настоящего изобретения выполняют с помощью теплового источника, мощность которого может быть установлена в зависимости от требуемого цвета соответствующего края. Изменение цвета от светло-коричневого до черного является предпочтительным, т.к. такое обесцвечивание желательно, в частности, для темных рисунков.
На фиг.24 и 25 показан способ в соответствии с четвертым аспектом настоящего изобретения. В соответствии с этим на фигурах приведен способ, содержащий два этапа обработки.
На фиг.24 приведен первый этап обработки, а именно изготовление прижимной плиты 43, на которую нанесен рельеф 44. Как показано на фиг.24, этот рельеф получают, по меньшей мере, с помощью лазерной обработки 11. Здесь предполагается, что лазерная обработка 11 осуществляется при цифровом управлении, и в ходе ее удаляют части материала с основания для того, чтобы сформировать вышеупомянутый рельеф на прижимной плите. Представленный рельеф содержит несколько разновидностей выступов. Эти выступы предназначены, например, для получения выдавленных частей на панели 1 для пола в виде пор дерева или др. или для отпечатывания стыков в многослойном материале 6.
На фиг.25 показано, как затем на втором этапе прижимную плиту используют для формирования вышеупомянутой панели 1 для пола с целью получения с помощью указанного рельефа выдавленных частей на верхней поверхности панели 1 для пола и, в частности, на многослойном материале 6 в форме доски, из которого последовательно формируют панели 1 для пола. В данном случае это относится к многослойному материалу 6 типа ламината прямого давления (DPL), при этом в прессе 45 на верхней стороне основания 2, желательно основания 2 с наполнителем из дерева, верхний слой 4, состоящий в данном случае их двух несущих листов, пропитанных смолой, прессуют непосредственно на основании 2 под воздействием температуры и давления. На нижней части основания 2 делают защитный слой 46, который также содержит несущий лист, пропитанный смолой.
В соответствии с конкретным предпочтительным вариантом осуществления настоящего изобретения, который приведен на фиг 26, на прижимную плиту нанесен рельеф с применением процесса осаждения материала, например лазерной обработкой, такой как селективное лазерное спекание, лазерное плакирование и т.п. С помощью такого процесса в слоях может быть выстроен рельеф, и этот рельеф может состоять из другого материала, чем материал прижимной плиты, например из износостойкого материала. Как показано, этот материал 47 может быть подан в виде порошка, после чего он затвердевает в требуемом месте, например, под действием лазерного луча 16. Для такой лазерной обработки желательно применять неодимовый лазер на алюмоиттриевом гранате в комбинации с так называемым сканером. Как известно, такой сканер содержит набор зеркал, отражающих луч в место контакта с прижимной плитой.
Следует обратить внимание, что различные аспекты настоящего изобретения могут быть объединены друг с другом в той части, где они не противоречат друг другу, образуя способ изготовления панелей для пола, при реализации которого достигается одно или более из вышеописанных преимуществ.
Следует далее заметить, что вышеупомянутое движение панели 1 для пола по лазерному лучу 16 или, возможно, по режущему инструменту вышеупомянутого другого вида обработки 12 является относительным перемещением, и, следовательно, не исключается совместное движение панели 1 и лазерного луча 16 и, в конкретном варианте, движение только лазерного луча 16. В наиболее предпочтительном варианте, однако, перемещают только панели 1 для пола.
На фиг.27 и 28 приведен способ в соответствии с настоящим изобретением, согласно которому лазерную обработку 11 выполняют при изготовлении панелей 1, при этом на одном или более верхнем крае 25 обеспечивают утопленную краевую область 48. Более точно утопленную краевую область 48 получают, по меньшей мере, с помощью лазерного луча 16, направляемого на панель 1 на высоте верхнего края 25. Как показано на фиг.27, лазерный луч 16 применяют, по меньшей мере, для нагревания и/или размягчения верхнего слоя 4 и/или расположенного под ним материала. Как показано на фиг.28, далее нагретый или размягченный материал с помощью прижимного ролика 49 или другого прижимного элемента преобразуют в утопленную краевую область 48.
В соответствии с другим способом, показанным на фиг.29 и 30, лазерную обработку, показанную на фиг.27, используют для удаления материала 22 из верхнего слоя 4 и/или расположенного под ним материала, в частности материала основания 2, таким путем, что часть верхнего слоя 4, расположенного на верхнем крае 25 панели для пола, может быть вытолкнута по направлению к основанию 2 или подобным образом, так что в данном случае также возникает утопленная краевая область 48. Следует обратить внимание на то, что при выполнении данного способа в предпочтительном случае используют клей 50 в выполненной прорези 22 с тем, чтобы сохранить указанную часть верхнего слоя 4 в ее измененном положении, другими словами, в положении, показанном на фиг.30.
На фиг.31 приведен способ в соответствии с настоящим изобретением, согласно которому создают поперечный всасывающий эффект или проводят операцию 51 всасывания в данном случае перпендикулярно поверхности или декоративной стороне 23 панели 1 для пола, которая должна быть сформирована выше уже сформированного разреза 22 и в непосредственной близости от передней стороны лазера. При непосредственном приближении передняя сторона лазера оказывается в области, где возникает дым и осаждаются частицы материала. Как упомянуто выше, операцию 51 всасывания в предпочтительном случае объединяют с операцией обдува, например, потоком 31 внешнего газа, показанного на фиг.6.
В других вариантах осуществления настоящего изобретения там, где это возможно, могут быть использованы другие лучи, кроме «лазерных». Лазерный луч может быть заменен, например, для резки - лучом из другой среды, при этом среда понимается в наиболее широком смысле, при этом, среди прочего, пригодны: ионный луч, электронный луч, жидкостная струя, газовая струя, искровой луч (электроискровая обработка) или подобный.
Настоящее изобретение не ограничивается описанными примерами его осуществления, представленными на чертежах, наоборот, могут иметь место различные модификации, не выходящие за объем настоящего изобретения. Например, вышеупомянутый пропил 28 может быть также реализован любым другим способом, возможно также с помощью лазера.
Реферат
Панели для пола содержат верхний слой на основе синтетического материала, причем, по меньшей мере, на двух противоположных сторонах панели имеют профилированные краевые области, которые имеют, по меньшей мере, соединительные части. Изготовление панелей для пола начинают с материала в форме доски. Панели для пола формируют, по меньшей мере, частично с помощью лазерной обработки материала в форме доски. Лазерную обработку применяют для удаления части материала с верхнего слоя, при этом в результате обработки получают, по меньшей мере, часть окончательной поверхности профилированной краевой области. 5 н. и 34 з.п. ф-лы, 31 ил.
Формула
по меньшей мере, обдув производят по существу в направлении, противоположном направлению движения передней стороны лазера вдоль материала в форме доски, независимо от того, используют или нет режущий газ;
по меньшей мере, обдув производят по существу в направлении, поперек направления движения передней стороны лазера вдоль материала в форме доски, и в то же время в направлении в сторону от окончательно сформированной панели (1) для пола;
по меньшей мере, всасывание (51) производят поперек, а предпочтительно, по существу перпендикулярно поверхности (23) формируемой панели (1) для пола, над уже выполненным разрезом и в непосредственной близости от передней стороны лазера.
поверхность, предназначенная для лазерной обработки (11), другими словами, поверхность, расположенная непосредственно перед передней стороной лазера, и лазерный луч (16) образуют угол меньший 90°;
поверхность, предназначенная для лазерной обработки (11), другими словами, поверхность, расположенная непосредственно перед передней стороной лазера, и лазерный луч (16) образуют угол в пределах от 50 до 70°;
поверхность, предназначенная для лазерной обработки (11), другими словами, поверхность, расположенная непосредственно перед передней стороной лазера, и лазерный луч (16) образуют угол, соответствующий любому из приведенных выше условий, при этом вслед за лазерным лучом (16) на панель (1) для пола подают поток газа с помощью той же лазерной головки (18) по существу в том же направлении.
изготавливают прижимную плиту, снабженную рельефом;
формируют панели (1) для пола, при этом указанную прижимную плиту используют, по меньшей мере, для создания с помощью указанного рельефа выдавленных частей на верхней поверхности панелей (1) для пола, а более конкретно, на доске, из которой в дальнейшем формируют панели (1) для пола, отличающийся тем, что указанный рельеф на прижимной плите выполняют, по меньшей мере, с помощью лазерной обработки (11).
Комментарии