Способ проектирования цементной смеси (варианты), способ изготовления конечной цементной смеси, способ изготовления конечной сухой цементной смеси, цементная смесь, конечная цементная смесь - RU2135427C1
Код документа: RU2135427C1
Чертежи




































Описание
Настоящее изобретение относится к гидравлическим цементным составам, изделиям, изготавливаемым из таких составов, и методам обработки таких гидравлических цементных составов и изделий. Более конкретно, настоящее изобретение направлено на создание систем и процессов для оптимизации функциональных свойств и расчетных характеристик цементных материалов при одновременной минимизации себестоимости изготовления, для чего используется метод микроструктурной инженерии, являющийся частью технологии материалов. Кроме того, настоящее изобретение направлено на создание систем и процессов, позволяющих определить требуемые изменения параметров обработки при использовании конкретного технологического процесса при изменении состава исходных сырьевых материалов, обеспечивая воспроизводимое получение материала с единообразными функциональными свойствами и расчетными характеристиками.
2. Обзор технологий
Гидравлические цементные материалы впервые начали использовать в Древнем Риме около двух тысяч лет назад в качестве связующего вещества
для строительных растворов (которые в настоящее время, как правило, представляют собой смесь цемента, воды и песка) и бетонов (которые в настоящее время, как правило, представляют собой смесь цемента,
воды и заполнителей, таких как песок и (или) щебень). Впоследствии знания в отношении гидравлических цементных материалов были утрачены и эти материалы были вновь открыты в 1829 году Дж. Ампином в
Англии. После 1829 года бетон нашел применение в различных областях, так как он является относительно недорогим материалом и легко поддается формообразованию при самых различных условиях. Важно и то,
что универсальность бетона повышается благодаря отсутствию требований к высокой квалификации рабочей силы и отсутствии потребности в специализированном оборудовании при изготовлении обычных бетонных
изделий. Уже более ста лет бетон не только используется в качестве одного из основных строительных материалов, но также применяется в инфраструктуре всех основных сооружений, используемых современным
обществом, таких как трубы, тротуары, дорожные бордюры, мосты, шоссейные дороги, опоры, фундаменты и плотины.
Материалы на основе гидравлического цемента образуются путем смешивания цемента с водой с целью получения цементной пасты. В типичной цементной пасте соотношение воды и цемента составляет от 0,1 до 1. В настоящем патентном описании термин "цементная паста" относится, среди прочего, к жидкой смеси цемента с водой. Как правило, при добавлении воды к цементу в цементной пасте начинается реакция гидратации, но эта реакция не завершается. При добавлении воды к гидравлическому цементу синтетические клинкерные минералы, входящие в состав цемента, вступают с водой в химическую реакцию, в результате которой образуется новая многофазная структура, описываемая как "CSH"-гель или гидрат силиката кальция. В результате этой реакции смесь воды с цементом схватывается и застывает, связывая частицы заполнителя и образуя штукатурку или бетон.
Одной из важнейших областей использования гидравлических цементных составов является изготовление бетона. В настоящем описании и патентной формуле термин "бетон" в широком смысле определяется как неорганический композитный материал, включающий используемую в качестве основного связующего материала цементную пасту, свойства которой формируются в условиях, близких к условиям окружающей среды. (Отличие бетона от неорганических керамических материалов состоит в том, что он не подвергается нагреву до нескольких сот градусов с целью образования соединений в процессе спекания, а отверждается посредством гидратации). Бетон является твердым и прочным строительным материалом, изготавливаемым путем смешивания водоцементной смеси с одним или несколькими заполнителями, включая песок, гравий, другие горнорудные материалы, металлы и (или) сплавы металлов.
В современных усовершенствованных марках бетона (применявшихся, например, для туннеля между Францией и Англией или для соединительного участка большой кольцевой дороги в Дании) в состав смеси может входить до 12-15 различных компонентов. К числу таких компонентов могут относится, например, три сорта песка, три сорта крупнозернистого заполнителя и один сорт цемента специального назначения, летучая зола, микрозернистый кремнезем, два типа присадок для пластификации смеси и снижения концентрации воды, реагенты для захвата воздуха, ускорители схватывания, замедлители и вода. Кроме всех этих компонентов, другими переменными факторами, влияющими на характеристики конечного изделия, являются технология изготовления и оборудование.
Обычно двумя важнейшими расчетными критериями для цементных материалов являются (а) реологические характеристики текучести свежего бетона и (b) прочность бетона на сжатие, измеряемая через 28 дней после начала процесса отверждения. Характеристики текучести обычно измеряются путем наполнения конического сосуда высотой 30 см свежезамешанным бетоном. После этого конический сосуд удаляется, и конус свежезамешанного бетона оставляется без внешней поддержки. Величина осадки бетона (т. е. значение уменьшения высоты конуса по вертикали) характеризует его текучесть. Прочность бетона на сжатие обычно проверяется путем испытаний на разрушение цилиндрических образцов под нагрузкой, которые проводятся после отверждения в течение 28 дней. Прочность измеряется в фунт/кв, дюйм (фунты на квадратный дюйм) или в МПа (мегапаскали).
Другие расчетные параметры, такие как проницаемость, диффузия хлоридов (имеющая важное значение для предотвращения коррозии и, следовательно, для обеспечения долговечности всей конструкции), тепловое растрескивание, усадка при высыхании, пластическая усадка, сопротивление сульфатам, реакции щелочных соединений с кремнеземом и количество микродефектов, также оказывают непосредственное влияние на прочность и долговечность бетона. Многие из вышеуказанных параметров зависят от пористости бетона. Микродефекты обычно обусловлены такими явлениями, как образование цементного молока и расслоение составляющих компонентов бетона, которые обычно связаны с неудовлетворительным расчетом структуры бетона. ("Выступание цементного молока" представляет собой процесс миграции воды к верхней поверхности свежеуложенного бетона и ее накапливания на поверхности или под крупнозернистым заполнителем. "Расслоение" представляет собой явление, имеющее место при отсутствии внутреннего сцепления между частицами бетона и связанном с этим отделением цементного раствора от крупнозернистого заполнителя).
Те же свойства, которые обуславливают широкое использование бетона (т. е. низкая стоимость, простота использования, доступность сырья), обусловили недостаточную изученность бетона, что не позволяет развивать и полностью использовать потенциальные возможности этого материала. В прошлом было легче изменить состав смеси, чем попытаться понять взаимозависимости и влияние различных компонентов. Из-за этого технические возможности материалов на основе цемента оставались ограниченными.
После многих десятилетий практического опыта технология изготовления бетонных изделий превратилась в систему инструкций, правил и стандартов, основанных на эмпирических результатах, полученных при изменении составов цементных смесей. Эти инструкции являются попыткой обеспечения единообразия при получении бетона с заданными характеристиками. В Соединенных Штатах Америки общепринятые стандарты для проектирования бетонных конструкций представляют собой эмпирические формулы, разработанные комитетом 211 Американского института бетона ("ACI") и изложенные в инструкции ACI 211.1-81 "Практические рекомендации по выбору пропорций материалов для нормального, утяжеленного и массового бетона". Хотя другие страны применяют несколько отличающиеся стандарты, полученные составы в основном аналогичны друг другу и подвержены тем же недостаткам.
Эти эмпирические стандарты позволяют изготовителю бетона на "бетонном заводе", "предприятии по подготовке готовых смесей" или на "строительной площадке" определять рекомендуемые количества цемента, песка (конкретного типа), крупнозернистого заполнителя (конкретного типа) и воды для получения бетонных смесей, обеспечивающих заданные функциональные характеристики - прежде всего, характеристики осадки и прочности. К сожалению, сложные составы и разнообразные свойства материалов, окружающие условия и назначения приводили к тому, что обработка материалов на базе цементов оставалась ремеслом, основанным на методе проб и ошибок, и не становилась процессом, основанным на науке и технологии.
Типичный подход к разработке бетонной смеси по стандартам ACI 211 заключается в выборе рекомендуемого состава смеси с заданными характеристиками осадки и прочности. После этого производится замешивание бетона и определяется фактическая осадка. В результате наличия таких переменных факторов, как размер, форма, тип и размерный диапазон песка, крупнозернистого заполнителя и цемента, а также вариаций процедуры смешивания и условий окружающей среды, фактическая осадка обычно не соответствует теоретической. В соответствии с этим выполняются дополнительные замесы с меняющимся количеством воды до тех пор, пока не будет получена смесь с требуемой осадкой.
Полученный бетон затем помещается в цилиндры и отверждается в течение 28 дней. Полученные цементные цилиндры затем подвергаются нагружению с целью определения их фактической прочности на сжатие. Если фактическая прочность не будет соответствовать теоретической, то процесс повторяется с применением нового рекомендованного состава смеси, обладающей повышенной или пониженной теоретической прочностью (в зависимости от фактической прочности предыдущей смеси). Легко видеть, что этот процесс может оказаться весьма длительным и зачастую дорогостоящим.
Процесс, применявшийся до настоящего изобретения, имеет ряд недостатков. Наиболее очевидным является тот факт, что этот процесс не учитывает изменчивость характеристик компонентов, вследствие чего необходимо выполнять пробные замесы, чтобы обеспечить получение требуемых характеристик осадки и прочности. Использование пробных смесей приводит к серьезным задержкам, поскольку для отверждения требуется не менее 28 дней. Более того, при этом могут потребоваться существенные расходы, связанные как с подготовкой и испытаниями смесей, так и с задержками до проведения испытаний. Кроме того, даже в случае получения смеси, отвечающей требованиям к осадке и прочности, нет никаких гарантий, что эта смесь имеет самую низкую себестоимость.
Дополнительные испытания могут выявить тот факт, что за счет изменения диапазона размеров частиц или пропорций песка, крупнозернистого заполнителя и цемента можно получить более дешевую смесь с такими же или даже более точными характеристиками осадки и прочности, соответствующими заданным значениям. И наконец, после определения приемлемого состава смеси для заданного набора материалов, часто бывает очень трудно, а то и невозможно поддерживать единообразие характеристик (т. е. осадки и прочности) из-за естественных вариаций свойств сырьевых материалов.
Другой расчетный метод заключается в том, что сначала изготавливается серия различных бетонных смесей с добавлением различных компонентов, включая присадки, и изменением их пропорций. К числу присадок могут относиться летучая зола, микрозернистый кремнезем, реагенты для сокращения количества воды, пуццолан, наполнители и реагенты для захвата воздуха, которые влияют на осадку и прочность бетона. Смеси выбираются из числа близких к рекомендуемому составу, обладающему требуемыми теоретическими характеристиками осадки и прочности. Однако для варьирования бетонной смеси с 13 компонентами на 10 различных экспериментальных уровнях потребуется 1013 сочетаний.
Разработаны компьютерные программы, такие как программа фирмы Shieldstone & Associate, Inc. , г. Даллас, штат Техас, в которых учитываются эти проблемы и предпринимаются попытки оценки и сортировки больших баз данных о составах смесей с целью выбора оптимального состава смеси при использовании данного сырья. В целом, система Shieldstone пытается совместить распределения размеров частиц известных бетонных смесей с распределением размеров частиц имеющегося сырья, чтобы обеспечить сходство характеристик бетонных смесей. Такие программы, однако, не имели большого успеха и не получили распространения, так как в составе смеси для любой данной местности может использоваться почти бесконечное количество различных типов компонентов.
Например, хотя в составе смеси обычно используется не больше трех типов крупнозернистого заполнителя, число фактических размеров и поверхностных текстур частиц крупнозернистого заполнителя разного типа, в свою очередь влияющее на свойства смеси, может варьироваться почти до бесконечности. В соответствии с этим чрезвычайно трудно обеспечить совпадение характеристик смеси, изготовленной из имеющегося сырья, с эмпирическими результатами, полученными для смесей, изготовленных из другого сырья. Проблема усложняется еще более по мере увеличения числа имеющихся компонентов. Более того, создание новой смеси на основе эмпирических результатов, полученных для предыдущей смеси, может не привести ни к улучшению новой смеси, ни к обеспечению оптимальности или максимальной экономичности новой смеси.
Поэтому практически невозможно и нецелесообразно использовать обычные методы испытаний или эмпирические таблицы, составленные на основе прежних результатов, чтобы с определенной достоверностью и точностью определить, какие типы и пропорции компонентов многокомпонентной смеси позволят получить состав смеси, обеспечивающий требуемые характеристики осадки и прочности и имеющей минимальную себестоимость для каждой конкретной партии изготовленного бетона. Даже если удастся получить смесь с требуемой осадкой и прочностью, все еще остается под вопросом долговечность бетона. Почти любое сочетание заполнителей позволит получить требуемую прочность и осадку, если будет добавлено достаточное количество воды и цемента. Однако по мере увеличения количества добавляемой воды снижается долговечность изготавливаемых бетонных конструкций. Соответственно применение вышеописанного процесса не гарантирует, что выбранная смесь обеспечит максимальную долговечность.
Также предпринимались попытки моделирования определенных аспектов или характеристик бетонных смесей. Например, уравнения Bolomey и Feret являются попыткой моделирования получаемой через 28 дней прочности бетона и строительного раствора соответственно. Аналогично, уравнение Larrard является попыткой корреляции воздействия упаковки частиц на прочность смесей, содержащих цемент, летучую золу и микрозернистый кремнезем, тогда как формула Popovic является попыткой корреляции содержания воды в смеси с получаемой осадкой или формуемостью смеси.
Однако по ряду причин такие уравнения практически не нашли признания и применения в бетонной промышленности. Во-первых, что наиболее важно, между уравнениями не выявлено никаких взаимных зависимостей. Следовательно, хотя эти уравнения и могут оказаться полезными при оценке какого-либо конкретного параметра, независимо друг от друга они не могут найти применения при разработке структуры смеси с точной оптимизацией всех характеристик. Во-вторых, эмпирические исследования выявили расхождения между теоретическими результатами вышеуказанных уравнений и полученными фактическими экспериментальными значениями. И наконец, эти уравнения, как правило, рассчитаны на применение для стандартных смесей на основе песка, цемента и крупнозернистого заполнителя и не учитывают влияния воздушных пузырьков, имеющихся в составе смеси, или добавления современных присадок, таких как наполнители, летучая зола, микрозернистый кремнезем и другие пуццолланы.
Проблемы, связанные с бетонными смесями, часто усугубляются на бетонных заводах, которые не могут позволить себе роскошь испытания смеси перед ее использованием. Из-за сложности контролирования характеристик текучести и потери текучести свежего "несхватившегося" бетона при длительном промежутке времени до заливки в форму (иногда доходящим до 10 часов после замеса), большая часть бетонного раствора производится на бетонных заводах, расположенных относительно недалеко от строительной площадки. Поэтому операторы таких заводов обучены оценке бетонных материалов "на вид и на ощупь", а не определению структуры бетона с помощью научных методов.
Преобладающий практический метод, применяемый на бетонных заводах, заключается в использовании фиксированного дозирования (т. е. получения заданных составов смесей) с помощью компьютерных систем, что позволяет комбинировать материалы с меняющимися характеристиками с целью получения застывшего бетона, обладающего заданными характеристиками. Однако одной из основных традиционных проблем при изготовлении единообразного бетона с предсказуемыми характеристиками является тот факт, что используемые составляющие материалы меняются изо дня в день и даже от одного замеса к другому и от одной площадки к другой. В результате характеристики бетонных материалов имеют высокие стандартные отклонения.
Поэтому в бетонной промышленности приходится использовать принцип задания составов смеси с запасом функциональных характеристик, что позволяет компенсировать невозможность обеспечения однородности изготавливаемого материала. Стандартной бетонной смеси приписывается теоретическая расчетная прочность, основанная на прочности пробных цилиндров после отверждения в течение, как минимум, 28 дней. В зависимости от количества испытывавшихся цилиндров и значений стандартного отклонения результатов испытаний, фактические значения прочности могут существенно отличаться от теоретических. В отличие от этого, чем более однородным будет изготавливаемый бетон, тем меньший запас для него потребуется.
Практика задания составов с избыточными параметрами в сочетании с неудовлетворительным начальным формулированием состава оказывается намного более дорогостоящей, чем может показаться с первого взгляда, как для изготовителя, так и для общества в целом. После задания расчетных и функциональных критериев для конкретной партии бетона изготовитель не может просто изготавливать продукцию, которая в среднем будет отвечать каждому из этих критериев. Изготовитель должен запроектировать продукцию, которая будет отвечать минимальным критериям, предполагая наихудшее сочетание характеристик всех используемых материалов.
Например, качество и сортность имеющегося цемента могут колебаться в диапазоне от А (наихудшее сочетание) до В (наилучшее сочетание). Аналогично, качество и сортность каждого типа заполнителя также могут колебаться в диапазоне от С до D. Качество песка будет колебаться в диапазоне от E до F. Даже качество воды и других присадок может колебаться в некотором данном диапазоне; однако эти колебания обычно имеют меньшее значение, чем колебания качества цемента, песка и крупнозернистого заполнителя.
Диапазон разброса характеристик любого данного типа цемента, песка или материала-заполнителя может быть достаточно большим, так как получение сырья с узким диапазоном разброса характеристик и с единообразным качеством и частицами одинакового размера будет обходиться весьма дорого. Как выяснилось, завышение характеристик бетонного материала обеспечивает более высокую эффективность, чем использование гарантированно однородного сырья с контролируемым качеством.
Следовательно, при обработке бетона изготовитель должен считать, что в любое данное время качество песка соответствует категории "А" (наихудшее качество), качество заполнителя соответствует категории "С" (наихудшее качество) и качество цемента соответствует категории "E" (наихудшее качество). Сразу же становится очевидным, что типы и объемы фактически используемых материалов должны существенно отличаться от тех, которые необходимы для достижения заданного результата.
В результате может быть получено более дорогое изделие, обладающее избыточным запасом прочности на сжатие, доходящим до нескольких тысяч фунтов/кв. дюйм. Тем не менее в любое данное время прочность изготавливаемого изделия может колебаться от всего лишь адекватной до завышенной на 50%. На рынке с высоким уровнем конкуренции это приводит к получению минимальной или вообще нулевой прибыли, либо - в худшем случае - к желанию "срезать углы" и изготовить недоброкачественное изделие, которое раньше или позже может разрушиться.
Принцип задания излишнего запаса прочности также отражается в пропорциях различных компонентов. Это означает, что в смесь с заранее заданным составом обычно добавляется избыточное количество песка, чтобы обеспечить внутреннее сцепление частиц смеси и предотвратить ее расслоение или вытекание цементного молока. Однако добавление избытка песка приводит к получению более пористой и менее долговечной смеси. Как правило, в смесь также добавляется избыточное количество цемента, чтобы обеспечить достаточную прочность, но это увеличивает стоимость изделия.
Более того, даже несмотря на то, что оператор бетонного завода существенно увеличит расчетный запас прочности, он никогда не может быть уверен в том, что изделие будет иметь заданные эксплуатационные характеристики. Это связано не только с разбросом характеристик исходных материалов, но также и с тем, что для обеспечения заданного набора функциональных параметров операторы обычно используют стандартные составы смесей (или рецептуру). Такие рецептуры являются эмпирическими и основаны на усредненном историческом опыте, но все же вызывают сомнение в отношении характеристик любого конкретного изделия. Оператор никогда не может быть уверен в том, что он использует в точности те же материалы, которые применялись при определении состава стандартной смеси, а также в том, что эти материалы обеспечат такие же результаты.
Дополнительная проблема, встречающаяся в повседневной практике бетонной промышленности, заключается в том, что из-за вышеупомянутого разброса характеристик материалов водители бетоновозов обычно предпринимают некоторые меры для самостоятельного изменения или "корректирования" пластичности или характеристик текучести бетона, изменяя их по сравнению с теми, которыми бетон обладал во время загрузки бетоновоза на бетонном заводе. Выполнена оценка, показывающая, что примерно при 70% поставок бетона обычно добавляют воду в бетонный раствор, чтобы повысить его текучесть или "улучшить внешний вид". В результате увеличивается соотношение воды и цемента, а прочность бетона на сжатие снижается. В других странах было установлено, что подобная практика приводит к серьезным последствиям, и это было запрещено. Следовательно, приготовление бетона на бетонных заводах связано с дополнительным недостатком, состоящим в отсутствие контроля за бетонной смесью после ее вывоза с бетонного завода и в непредсказуемости качества продукта.
Известен способ проектирования цементной смеси и способ изготовления цементной смеси, в которых имеются вышеуказанные недостатки, содержащей цемент, воду и заполнитель (мелкий и крупный) с определением пропорции цемента, воды и заполнителя в соответствии с процедурой оптимизации состава, предусматривающий следующие этапы: а) получение партии гидравлического цемента и партии заполнителя, которые используются для получения гидратированной цементной смеси, причем гидравлический цемент и заполнитель содержат множество отдельных частиц, имеющих средний диаметр и плотность упаковки, б) выбор заданной осадки конуса цементной смеси до затвердевания и заданной прочности конечной гидратированной после отверждения (см. Справочник по строительным материалам для заводских и построечных лабораторий, М.,1961, стр. 74-75, стр. 91-92, стр. 119-129).
На основе вышесказанного легко понять, что в данной отрасли техники требуются технологические процессы и методы изготовления, обеспечивающие единообразное и предсказуемое изготовление однородных цементных составов и изделий, которые гарантированно будут отвечать заданным требованиям к качеству и заданным функциональным требованиям.
Другим значительным достижением в этой отрасли будет возможность единообразного и предсказуемого изготовления цементных составов и изделий, которые гарантированно будут отвечать заданным расчетным и функциональным требованиям при сведении к минимуму необходимости в избыточном расчетном запасе прочности и, тем самым, при снижении себестоимости изготовления.
Кроме того, значительным достижением в этой отрасли будет возможность единообразного и предсказуемого изготовления однородных цементных составов и изделий, несмотря на разброс количественных и качественных характеристик используемых сырьевых материалов (т. е. цемента, песка, гравия, заполнителя, воды и присадок).
Другим значительным достижением в этой отрасли будет создание новых составов и процессов для изготовления цементных смесей и изделий с такими прогнозируемыми характеристиками, которые позволят устранить необходимость в изменении получаемого продукта водителем бетоновоза или в пункте доставки.
Другим значительным достижением в этой отрасли будет создание новых процессов расчета бетона, благодаря которым цементные составы будут предсказуемым образом обеспечивать требуемые характеристики прочности, осадки и долговечности.
Другим значительным достижением в этой отрасли будет создание новых составов и процессов расчета состава бетона, которые позволят устранить необходимость в применении метода аппроксимирования за счет проб и ошибок.
Еще одним значительным достижением в этой отрасли будет создание новых составов и процессов расчета состава бетона, которые обеспечат оптимальность и наибольшую экономическую эффективность состава смеси для конкретного бетона, включающего разнообразные компоненты и присадки.
Другим достижением станет создание новых процессов для изменения технологических процессов изготовления цементных составов и изделий в "режиме реального времени" с целью реагирования на изменение сырьевых материалов, поступающих на площадку.
Такие цементные составы, изделия и методы раскрываются в настоящем патентном описании и являются предметом настоящей патентной заявки.
Краткое описание изобретения
Настоящее
изобретение относится к гидравлическим цементным составам, изделиям, изготавливаемым из таких составов, и системам для изготовления и обработки таких гидравлических цементных составов и бетонных
изделий, обеспечивающим оптимизацию функциональных свойств и расчетных характеристик цементных материалов при одновременной минимизации себестоимости изготовления. Вместо эмпирического метода проб и
ошибок, который на протяжении всей истории применялся для расчета бетонных смесей, используется научный метод технологии материалов, дающий возможность обеспечения требуемых качественных характеристик
и функциональных свойств цементных материалов с помощью микроструктурной инженерии.
Процесс оптимизации структуры по настоящему изобретению состоит из двенадцати различных этапов.
Этап 1 состоит в обеспечении максимальной плотности упаковки сухой цементной смеси, включающей цемент и, по меньшей мере, один или несколько типов заполнителя ("типы" соответствуют заполнителям с частицами, размеры которых входят в определенный диапазон. В обычных смесях, как правило, используют один тип мелкозернистого заполнителя, например, песка, и один тип крупнозернистого заполнителя, например, гравия). Надлежащее сочетание заполнителей различных типов обеспечит повышение плотности упаковки бетонной смеси и может обеспечить максимальную плотность упаковки частиц смеси.
Исследования продемонстрировали, что в случае смесей с плотностью упаковки частиц, приближающейся к максимуму, повышаются характеристики бетона как в сыром, так и в твердом состоянии. Таким образом, по мере приближения к максимальной плотности упаковки частиц бетонной смеси происходит оптимизация таких характеристик, как формуемость, прочность, проницаемость, сопротивление диффузии хлоридов и долговечность. Это объясняется тем, что к смеси с максимальной плотностью упаковки частиц надо добавлять лишь минимальное количество воды, что обеспечивает повышенное внутреннее сцепление частиц, предотвращающее выступание цементного молока и обеспечивающее минимальное расслоение компонентов в точке, соответствующей максимальной плотности упаковки, что, в свою очередь, снижает себестоимость смеси.
Пропорции цемента и различных типов мелкозернистого и крупнозернистого заполнителя, необходимые для обеспечения максимальной плотности упаковки частиц, определяются с помощью теоретического расчета плотности упаковки для всех сочетаний сырьевых материалов. Сравнивая плотность упаковки для различных составов, можно определить значение максимальной плотности упаковки частиц и соответствующее процентное соотношение компонентов по объему.
Этап 2 заключается в определении исходного оптимального состава бетонной смеси, который не только будет обеспечивать приближающуюся к максимальной плотность упаковки частиц, но также будет обладать достаточным внутренним сцеплением для предотвращения выступания цементного молока или расслоения и будет обеспечивать требуемые значения прочности и осадки. Подход, на основе которого разработан данный метод оптимизации, заключается в определении первоначального значения удельной стоимости исходного состава, обеспечивающего плотность упаковки частиц, наиболее близкую к максимальной, а также требуемые характеристики прочности, осадки и внутреннего сцепления, после чего это первоначальное значение сравнивается с удельной стоимостью смесей, имеющих те же характеристики, но различные соотношения мелкозернистого и крупнозернистого заполнителя. Сравнивая удельную стоимость каждой из оптимальных смесей при варьировании соотношений мелкозернистого и крупнозернистого заполнителя, можно выявить наиболее экономичную смесь, обладающую заданными характеристиками.
Исходная оптимальная смесь определяется путем выбора смеси, не только обеспечивающей плотность упаковки частиц, наиболее близкую к максимальной, что позволит обеспечить оптимальные характеристики, но также включающей достаточное количество песка, чтобы обеспечить внутреннее сцепление и предотвратить выступание цементного молока и расслоение компонентов бетона. Затем определяют плотность упаковки смеси и количество воды, требуемое для придания смеси требуемой осадки. На основе этой информации выполняется расчет прочности получаемой смеси, после чего расчетное значение сравнивается с заданной прочностью. Если расчетная прочность будет слишком низкой или высокой, то, соответственно, увеличивают или сокращают содержание цемента при поддержании постоянного соотношения мелкозернистого и крупнозернистого заполнителя. Вышеописанный процесс повторяется для новой смеси и продолжается до тех пор, пока для заданного соотношения мелкозернистого и крупнозернистого заполнителя не будет получена смесь с требуемыми характеристиками прочности и осадки. Полученная смесь называется исходной оптимальной смесью.
На этапе 3 производится сравнение значений удельной стоимости оптимальных смесей для каждого определенного соотношения мелкозернистого и крупнозернистого заполнителя, чтобы определить состав смеси, оптимизированной как по функциональным характеристикам, так и по себестоимости. Наиболее логично этот процесс осуществляется путем определения соотношения мелкозернистого и крупнозернистого заполнителя для исходной смеси, выявленной на этапе 2. После этого производят приращение объема мелкозернистого заполнителя и соответствующее приращение объема крупнозернистого заполнителя, тем самым задавая новое значение соотношения мелкозернистого и крупнозернистого заполнителя. Затем определяют состав и стоимость оптимальной смеси для нового соотношения мелкозернистого и крупнозернистого заполнителя, после чего полученные значения сравнивают со значениями, полученными для предыдущей оптимальной смеси. Если новая оптимальная смесь будет дешевле, то производят новое изменение соотношения мелкозернистого и крупнозернистого заполнителя и выполняют новый расчет оптимального состава и стоимости, после чего их сравнивают с предыдущими значениями. Этот процесс продолжается до тех пор, пока новая смесь не станет более дорогостоящей по сравнению с предыдущей (или пока не будет достигнуто максимально возможное количество мелкозернистого заполнителя), после чего расчетный цикл прекращается, так как предыдущая смесь является наилучшей.
На этапах 4-7 определяют эффект, получаемый за счет добавления к стандартной бетонной смеси различных присадок, включая, соответственно, летучую золу, микрозернистый кремнезем, реагенты для сокращения количества воды и наполнители. Реагенты для сокращения количества воды добавляются с целью сокращения количества воды, требуемой для обеспечения заданной осадки смеси. Летучая зола и наполнители добавляются в качестве заменителя цемента и используются, в частности, в низкопрочном бетоне с целью снижения стоимости материалов, а также с целью сокращения количества воды, требуемой для обеспечения заданной осадки смеси.
Летучая зола, микрозернистый кремнезем и пуццоланы также обладают определенными цементоподобными характеристиками и самостоятельно способствуют повышению прочности бетона. Применение микрозернистого кремнезема обычно связано с увеличением количества воды, требуемой для обеспечения заданной осадки смеси, тогда как применение других пуццоланов может привести как к увеличению, так и к сокращению количества требуемой воды в зависимости от химического состава и морфологии данного пуццолана.
На этапе 8 вышеописанные процессы объединяют в группу внутренних циклов, в ходе которых выполняют приращения содержания компонентов и расчет пропорций мелкозернистого заполнителя, цемента, крупнозернистого заполнителя, подмешиваемой воды, летучей золы, микрозернистого кремнезема и реагента для сокращения количества воды, при которых будет обеспечено получение бетонной смеси с требуемыми характеристиками и минимальной стоимостью.
На этапе 9 рассматривается влияние реагентов для захвата воздуха, а также рассчитывается и корректируется требуемое количество этих реагентов, чтобы обеспечить достаточное заданное содержание воздуха в получаемой бетонной конструкции. Реагенты для захвата воздуха добавляются для того, чтобы обеспечить высокую морозостойкость бетона.
На этапе 10 определяется поправочный коэффициент для оптимизационного процесса, что позволяет уточнить оценку получаемой осадки. Как правило, это выполняется путем построения графика для сравнения теоретического и реального содержания воды при одном и том же значении осадки. Затем рассчитывается корреляция между результатами, и полученный корреляционный коэффициент включается в вычислительный процесс, чтобы повысить точность получаемых результатов.
На этапе 11 определяется долговечность или пористость бетона, которая может быть включена в оптимизационный процесс в качестве одного из параметров, характеризующих качество. Выбор смеси на основе параметра долговечности гарантирует, что выбранная смесь будет обладать достаточной долговечностью для ее целевого назначения.
И наконец, на этапе 12 описывается метод точного определения объема или веса компонентов, требуемых для получения в точности заданного выхода или объема окончательной смеси. В этом процессе учитываются параметры упаковки частиц и объем пространства между частицами.
Далее, настоящее изобретение направлено на создание систем, позволяющих определить требуемые изменения параметров обработки при изменении состава исходных сырьевых материалов, тем самым обеспечивая воспроизводимое получение материала с единообразными функциональными свойствами и расчетными характеристиками. По настоящему изобретению можно изготавливать составы на основе гидратированного цемента, обладающие высокой плотностью и прочностью. Было продемонстрировано, что за счет регулирования параметров в соответствии с настоящим изобретением можно обеспечить минимальное или практически незаметное расслоение или выступание цементного молока у свежего бетона.
Таким образом, с помощью технологических методов по настоящему изобретению можно изготавливать целое семейство новых бетонов повышенной прочности и долговечности.
Краткое
описание чертежей
Для изложения способов достижения вышеописанных и других преимуществ изобретения ниже приводится более подробное описание изобретения, кратко описанного выше, с ссылками на
конкретные способы реализации изобретения, иллюстрируемые на прилагаемых чертежах. С учетом того, что эти чертежи отражают лишь типичные способы реализации изобретения и, следовательно, не
ограничивают его объем, изобретение будет подробно описано в развернутом виде с помощью прилагаемых чертежей.
На фиг. 1 представлен график плотности упаковки частиц для тройной смеси, состоящей из цемента, кварцевого песка (0-2 мм) и дробленого гранита (8-16 мм).
На фиг. 2 представлен график плотности упаковки частиц по фиг. 1, на котором приведены линии, показывающие способ определения состава в зависимости от плотности, указанной на графике.
На фиг. 3 представлен график для сравнения экспериментальной и теоретической плотности упаковки частиц (по модели Туфара /Toufar/) для тройной смеси цемента, мелкого гравия (3/8") и песка.
На фиг. 4 представлен график, предназначенный для сравнения экспериментальной и откорректированной теоретической плотности упаковки частиц для смеси по фиг. 3.
На фиг. 5 представлен график плотности упаковки частиц с линиями псевдочастиц.
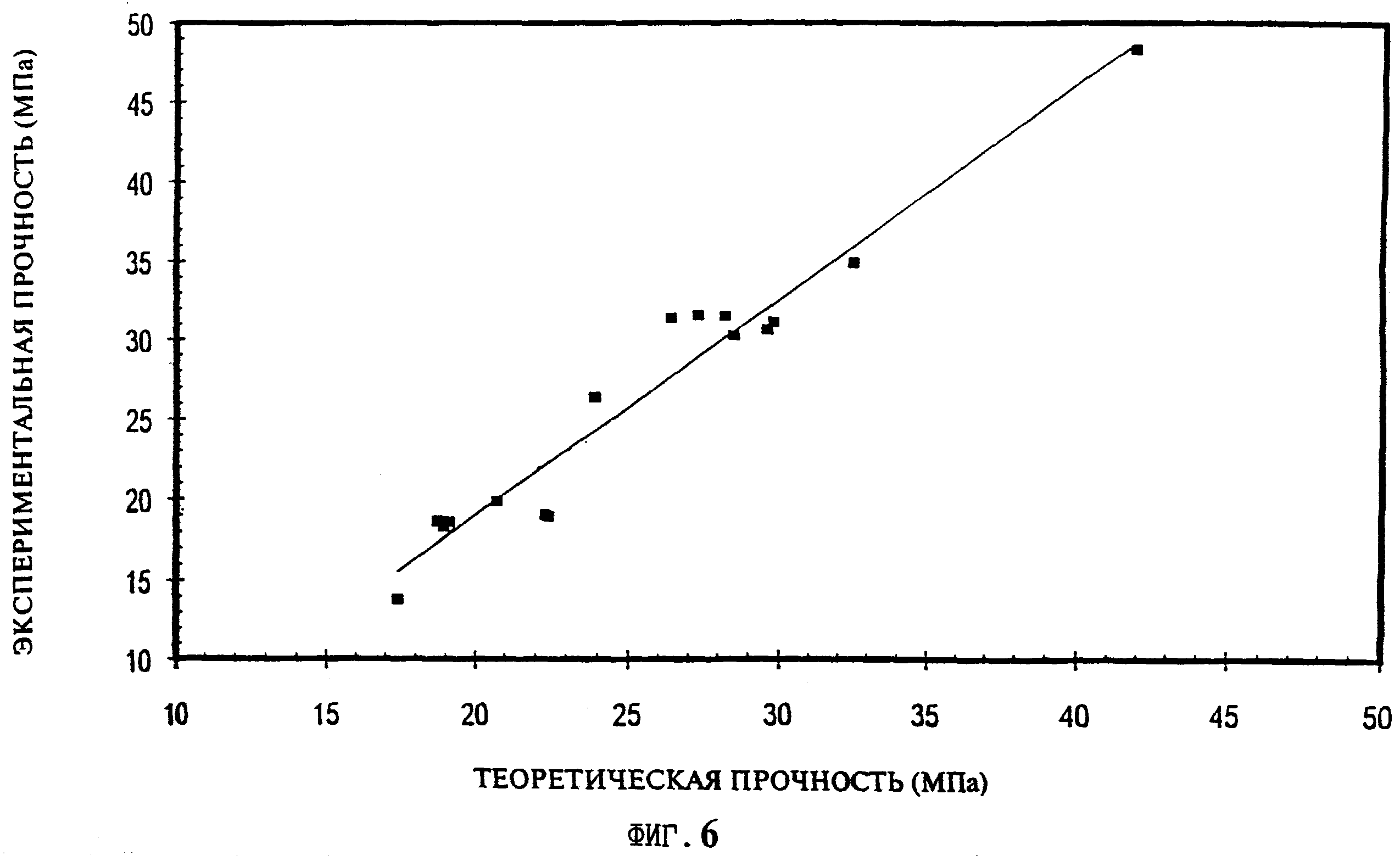
На фиг. 6 представлен график экспериментальных значений прочности для разных смесей в сравнении с соответствующими теоретическими значениями прочности для смеси по уравнению Фере /Feret/.
На фиг. 7 представлен график, используемый для сравнения экспериментальных и теоретических значений прочности для смесей по фиг. 6.
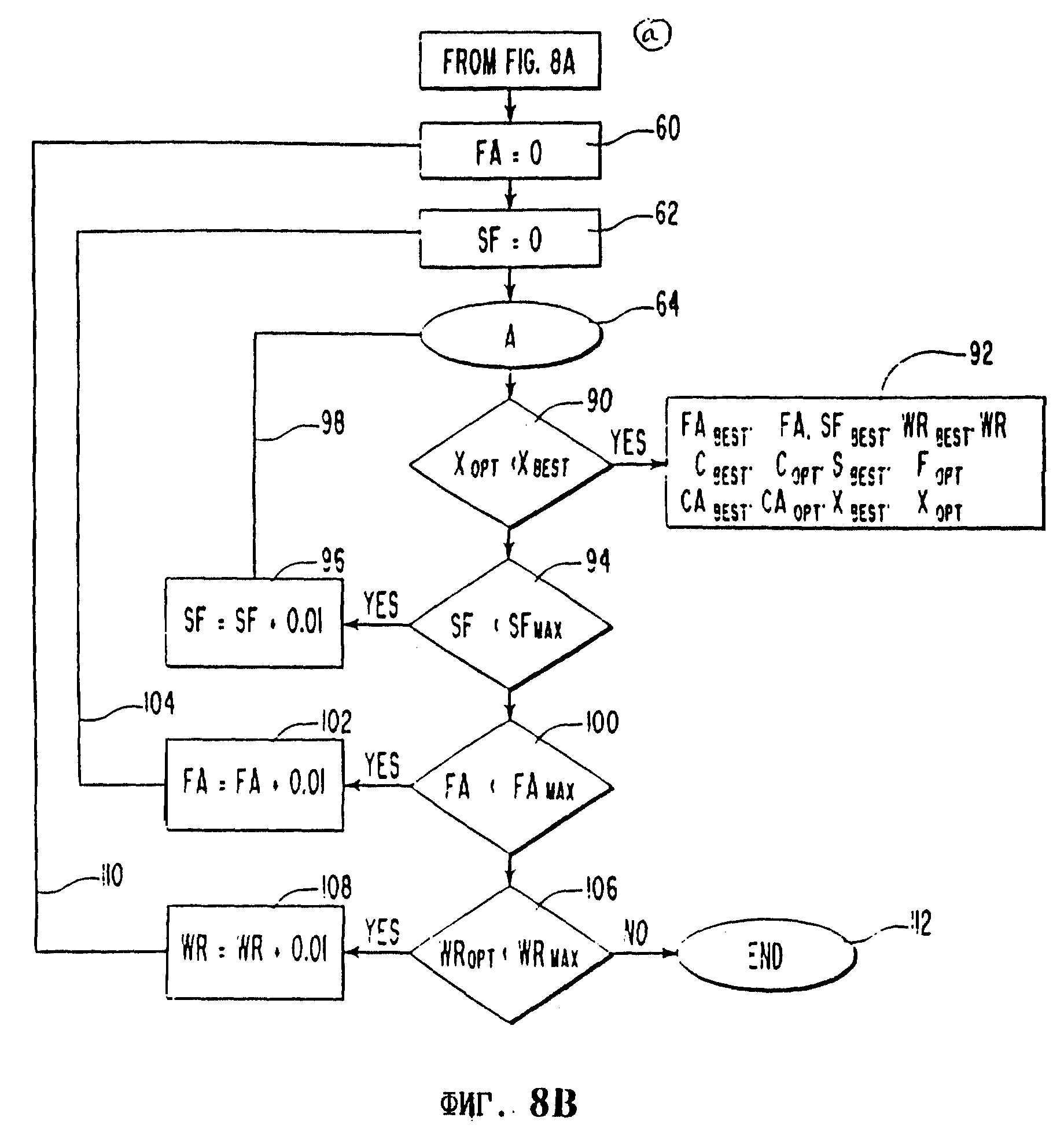
На фиг. 8 (А)-(В) представлена логическая блок-схема системы оптимизации.
На фиг. 9 показана иерархическая структура логической блок-схемы, представленной на фиг. 8 (В).
На фиг. 10 показана корреляция между откорректированными теоретическими значениями плотности упаковки и экспериментально определенной плотности упаковки частиц песка и мелкого гравия по примеру 1.
На фиг. 11 показана корреляция между откорректированными теоретическими значениями плотности упаковки тройной системы и экспериментально определенной плотности упаковки системы, состоящей из частиц цемента, песка и мелкого гравия по примеру 1.
На фиг. 12 показана корреляция между фактическим и теоретическим количеством воды для смесей по примеру 1.
На фиг. 13 показана корреляция между содержанием воздуха и осадкой для смесей по примеру 1.
На фиг. 14 показана корреляция между фактической и расчетной осадкой для смесей по примеру 1.
На фиг. 15 показана корреляция между фактическим и теоретическим количеством воды для смесей по примеру 2.
На фиг. 16 показана корреляция между содержанием воздуха и осадкой для смесей по примеру 2.
На фиг. 17 показана корреляция между фактической и расчетной осадкой для смесей по примеру 2.
На фиг. 18 показана корреляция между фактическим и теоретическим количеством воды для смесей по примеру 3.
На фиг. 19 показана корреляция между содержанием воздуха и осадкой для смесей по примеру 3.
На фиг. 20 показана корреляция между фактической и расчетной осадкой для смесей по примеру 3.
На фиг. 21 показана корреляция между фактическим и теоретическим количеством воды для смесей по примеру 4.
На фиг. 22 показана корреляция между содержанием воздуха и осадкой для смесей по примеру 4.
На фиг. 23 показана корреляция между фактической и расчетной осадкой для смесей по примеру 4.
На фиг. 24 показана корреляция между фактическим и теоретическим количеством воды для смесей по примеру 6.
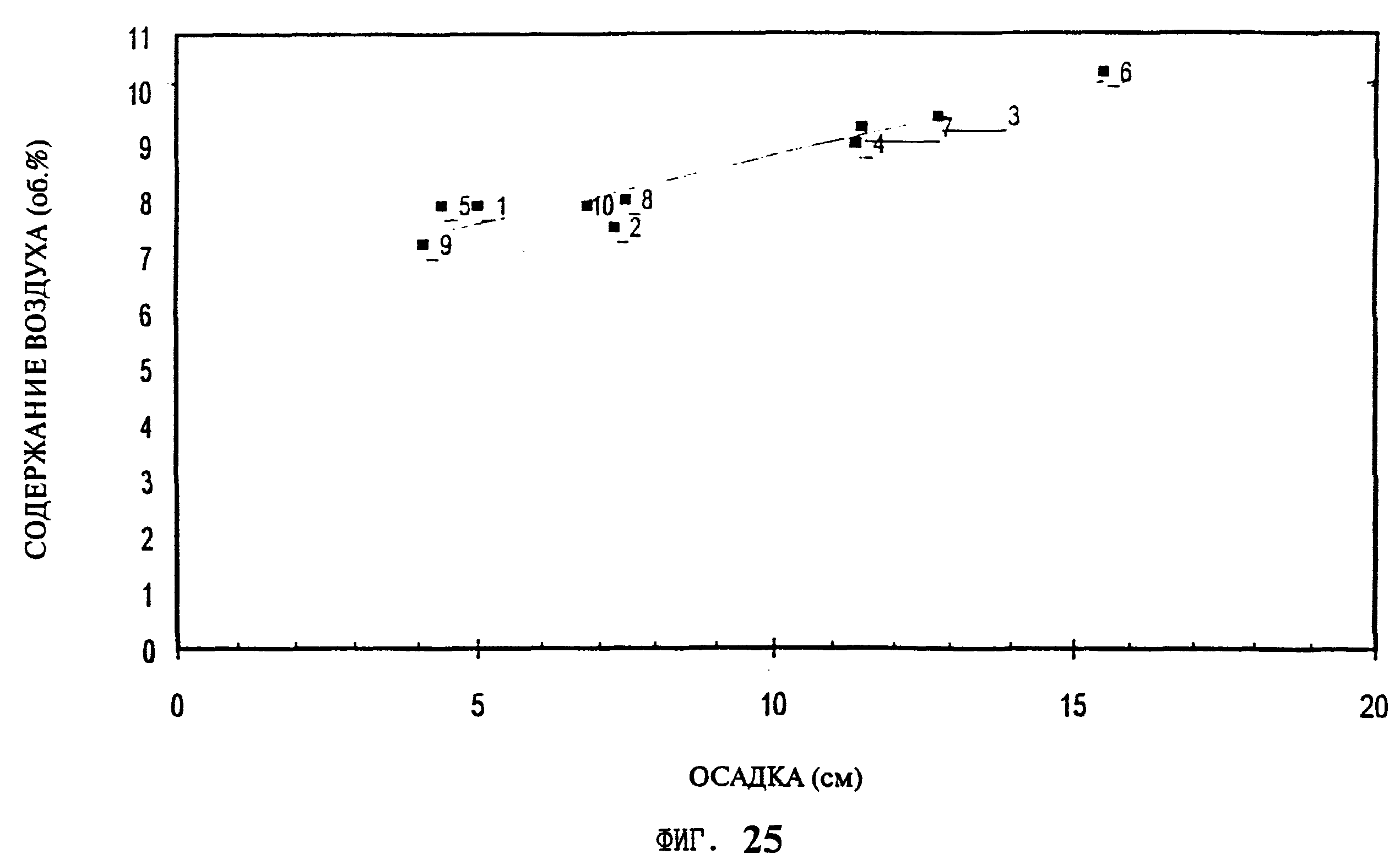
На фиг. 25 показана корреляция между содержанием воздуха и осадкой для смесей по примеру 6.
На фиг. 26 показана корреляция между фактической и расчетной осадкой для смесей по примеру 6.
На фиг. 27 показана плотность упаковки частиц для мелкого гравия по примеру 18.
На фиг. 28 показан средний диаметр мелкого гравия по примеру 18.
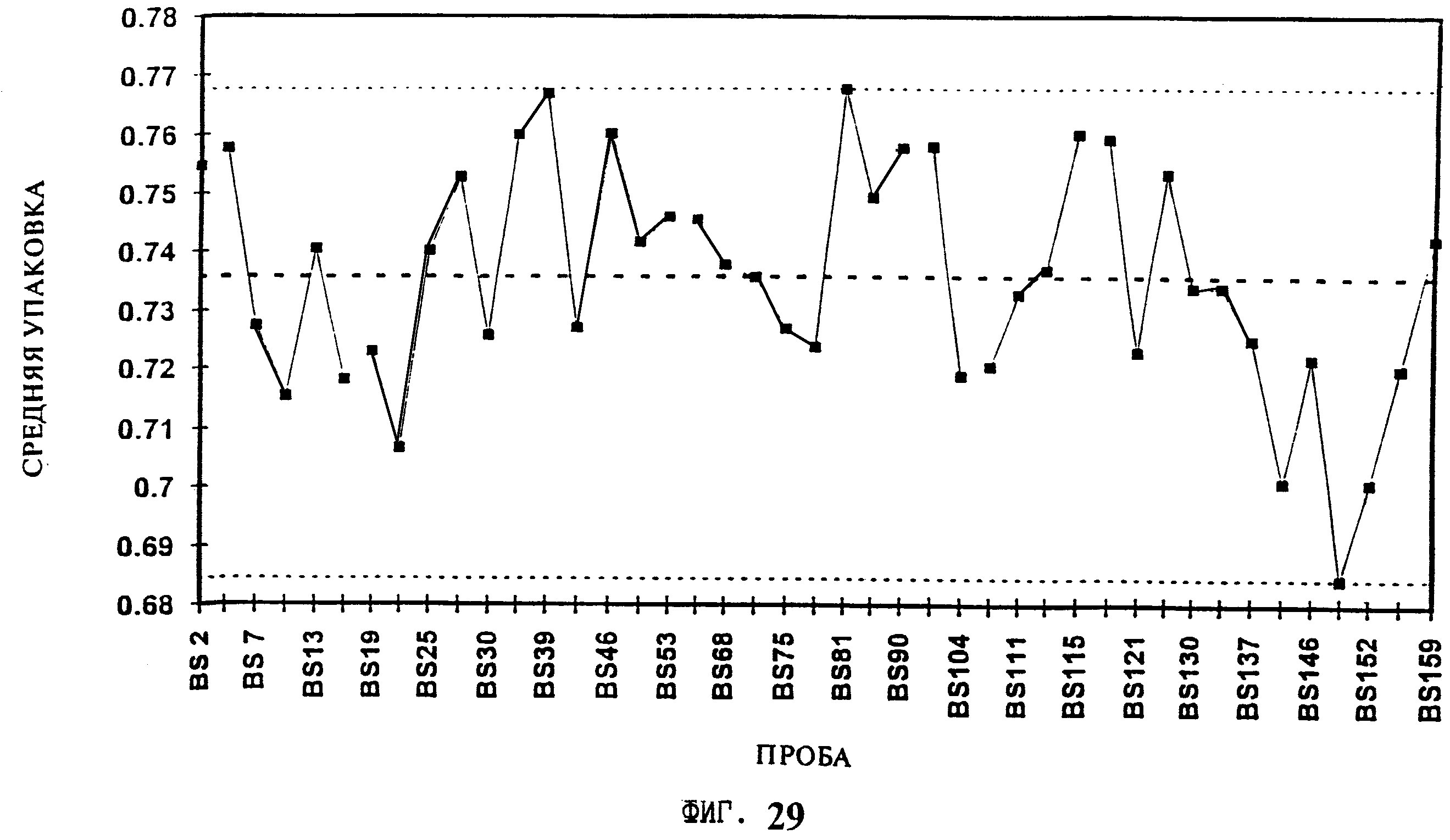
На фиг. 29 показана плотность упаковки частиц песка по примеру 19.
На фиг. 30 показан средний диаметр частиц песка по примеру 19.
На фиг. 31 показана плотность упаковки частиц типичного щебня со средним размером 1'' по примеру 20.
На фиг. 32 показан средний диаметр типичного щебня со средним размером 1'' по примеру 20.
На фиг. 33 показан график плотности упаковки частиц для трех крупнозернистых заполнителей по примеру 32.
Подробное описание предпочтительных вариантов изобретения
Настоящее изобретение относится к гидравлическим цементным составам,
изделиям, изготавливаемым из таких составов, и методам обработки таких гидравлических цементных составов и изделий. Более конкретно, настоящее изобретение направлено на создание систем для оптимизации
функциональных свойств и расчетных характеристик цементных материалов при одновременной минимизации себестоимости изготовления, для чего используется метод микроструктурной инженерии, являющийся
частью технологии материалов. Кроме того, настоящее изобретение направлено на создание систем, позволяющих определить требуемые изменения параметров обработки при использовании конкретного
технологического процесса при изменении состава исходных сырьевых материалов, обеспечивая воспроизводимое получение продукции с единообразными функциональными свойствами и расчетными
характеристиками.
I. Общее описание
А. Разработка составов с помощью микроструктурной инженерии
Как уже упоминалось, инструкции, нормативы и стандарты, которые обычно
используются в настоящее время при обработке цементных и бетонных материалов, основаны на усредненных эмпирических результатах, полученных в течение ряда десятилетий. Для компенсации разброса
характеристик, имеющего место в результате применения подобных стандартов, при проектировании изделий из бетонных материалов задается избыточный запас прочности чтобы гарантировать, что получаемые
изделия на основе цемента будут обладать заданными характеристиками.
В отличие от этого, в настоящем изобретении используется метод технологии материалов, позволяющий с помощью микроструктурной инженерии создать бетон, обладающий требуемыми характеристиками и свойствами. В соответствии с этим подходом были разработаны математические модели, которые затем были объединены с моделями, известными в данной отрасли техники, с целью получения новых моделей, предназначенных для точного определения параметров прочности, осадки и долговечности для бетонной смеси, основанной на разработанном составе компонентов. С помощью таких моделей можно точно определить состав смеси, позволяющий оптимизировать заданные характеристики и свойства при минимизации стоимости материалов. Более того, модели также могут использоваться для выявления необходимости в добавлении таких присадок, как наполнители, реагенты для сокращения количества воды, реагенты для удержания воздуха, микрозернистый кремнезем, летучая зола и другие пуццоланы; и (если такие присадки необходимы) для выявления количества этих присадок, требуемого для оптимизации состава смеси.
Микроструктурная инженерия представляет собой метод придания микроструктуре гидравлически отверждаемых составов определенных желательных, заранее заданных свойств, необходимых для конечного изделия. Метод микроструктурной инженерии также позволяет учитывать стоимость материалов, разброс параметров технологического процесса и возможные проблемы. Другими словами, метод микроструктурной инженерии в отличие от традиционного метода проб и ошибок, изготовления и опробования, позволяет разрабатывать составы с предсказуемыми заданными характеристиками прочности, веса, осадки и формуемости, пористости, проницаемости, долговечности, стоимости, экологической нейтральности, а также позволяет решать различные технологические проблемы.
Для разработки любых конкретных изделий можно использовать огромное разнообразие различных видов сырья, число которых оценивается величинами порядка 50 - 80 тысяч. Сырьем могут служить материалы различных широких классов, такие как металлы, полимеры, эластомеры, керамика, стекло, композиционные материалы и цементы. В рамках определенного класса существует некоторое сходство характеристик, методов обработки и областей применения. Например, керамика обладает высоким значением модуля упругости, тогда как для полимеров это значение невысоко; металлы могут подвергаться формообразованию путем литья и ковки, тогда как композитные материалы требуют послойной укладки или специальных методов формования.
Однако разделение характеристик материалов по классам сопряжено с определенной опасностью; это может привести к узкой специализации (когда металлург ничего не знает о керамике) и к консервативности мышления ("мы используем сталь, потому что мы всегда ее использовали"). Именно узкая специализация и консервативность мышления ограничили рассмотрение вопроса об использовании гидравлически отверждаемых материалов для изготовления разнообразных изделий. Тем не менее, после осознания того факта, что цементные материалы имеют весьма широкую область применения и могут создаваться с помощью методов микроструктурной инженерии, возможность их применения для изготовления различных изделий становится почти неограниченной.
В настоящем изобретении для создания сырьевых цементных материалов с контролируемыми характеристиками используется стратегия микроструктурной инженерии. Этот подход основан на технологии материалов, которая представляет собой научную дисциплину, фокусирующуюся на выявлении зависимостей между новыми материалами, методами обработки, микроструктурой и функциональными характеристиками, как показано ниже в табл. 1.
Теоретические основы состоят в понимании того, как различные технологические процессы, используемые для обработки требуемых сырьевых материалов, влияют на микроструктуру, и соответственно, на характеристики получаемых изделий. Понимание этих взаимосвязей позволяет целенаправленно заменять материалы и использовать разные технологические методы для изготовления изделия, обладающего заданными функциональными характеристиками.
Метод технологии материалов продемонстрирован на самых разнообразных материалах, включая сталь, полимеры, композитные материалы, полупроводники и - в недавнее время - сверхпроводники. Для всех этих столь разнообразных материалов метод технологии материалов приводит к появлению нового поколения высокоэффективных материалов. Благодаря технологии материалов можно моделировать взаимосвязи между методами обработки, микроструктурой и характеристиками, что позволяет разрабатывать конкретные изделия с оптимизированными характеристиками и оптимальной себестоимостью, основываясь на научном понимании, а не на методе проб и ошибок.
Применение метода технологии материалов к бетону представляет собой нелегкую задачу из-за сложности структуры, присущей цементным материалам. Взаимосвязи, позволяющие контролировать и оптимизировать микроструктуру и характеристики бетона, являются взаимозависимыми и с трудом поддаются выявлению. Сложный характер сотен химических реакций, происходящих при гидратации цемента, наряду с большим разбросом параметров сырья, разнообразием технологических методов, методов обращения с изделиями, метолов их отверждения и т. п. обусловил господствовавшее в данной отрасли промышленности мнение о том, что бетон не относится к числу поддающихся контролю материалов с достаточно предсказуемыми характеристиками, позволяющими использовать метод технологии материалов. В историческом аспекте исследователи лишь регистрировали изменения микроструктуры и характеристик бетона. Общепринятый вывод состоял в том, что моделирование принесет мало пользы или вообще окажется невозможным.
Одним из аспектов бетона, особо затрудняющим применение научного подхода технологии материалов, является связь между "сырым" (на ранней стадии) и последующим "затвердевшим" (застывшим) состоянием, а также оптимизация параметров для этих состояний. Например, для обеспечения оптимальной осадки и формуемости требуются другие рецептуры, отличающиеся от тех, что обеспечивают высокую прочность и низкую проницаемость. Это очевидное противоречие между различными характеристиками материала (требуемыми во время подготовки и заливки в сравнении с периодом после отверждения) считалось неустранимым противоречием, для решения которого инженер и рабочий должны найти оптимальный компромисс.
По этим причинам до настоящего времени наука и технология материалов на основе цемента не были связаны с практикой, и в данной отрасли не использовался комплексный подход для понимания взаимосвязей между обработкой, микроструктурой и характеристиками. В настоящем изобретении метод технологии материалов используется для микроструктурной инженерии бетона, что позволит специалистам в данной отрасли применять этот новый подход и процесс, дающий удивительные результаты. Для проектирования новых цементных материалов каждый этап, представленный в табл. I был подвергнут анализу и разбивке на категории, как показано в табл. II.
После этого были разработаны эмпирические модели, описывающие влияние методов обработки материалов на микроструктуру и, следовательно, на функциональные характеристики получаемых цементных изделий. Эти эмпирические модели были подвергнуты доработке (т. е. увеличению или сужению объема моделирования и ограничению параметров за счет введения определенных констант), чтобы создать модели, которые были бы пригодны для опробования. Затем апробированные модели были объединены в единую систему, предназначенную для разработки и изготовления конкретных изделий, обладающих заданными характеристиками.
Полученная система, раскрываемая в настоящем изобретении, может выполнять несколько функций. Прежде всего следует отметить возможность предсказуемого определения связи между каждым компонентом и ранее указанным этапом, что позволяет разрабатывать и изготавливать превосходные бетоны при низкой стоимости. Более конкретно, система позволяет определить, какие сочетания материалов, включая присадки, следует использовать для получения цементной смеси с требуемыми параметрами осадки и окончательной прочности при обеспечении минимальной стоимости. Система также позволяет определить, какое сочетание имеющихся материалов следует использовать для получения смеси с заданными характеристиками. Кроме того, система позволяет определить, какое сочетание материалов следует использовать для получения смеси с максимальной долговечностью или любой заданной долговечностью без выступания цементного молока или расслоения компонентов. Дополнительные функции системы будут описаны ниже или станут очевидными из нижеприведенного описания и патентной формулы.
Данная система может быть построена в виде ряда последовательных этапов для расчета с помощью номограмм без применения вычислительной техники, либо в виде компьютерной программы. В процессе формулирования состава смеси пользователь должен ввести заданные значения прочности и осадки; показатели плотности естественной упаковки и среднего диаметра частиц используемого заполнителя и цемента; характеристики летучей золы, микрозернистого кремнезема, наполнителей, реагента для сокращения количества воды, реагента для захвата воздуха или других пуццоланов (если эти присадки предполагается использовать); а также удельную стоимость каждого компонента бетона. Затем с помощью данного процесса выявляются составы смесей, которые позволят получить бетон с заданными характеристиками. После этого рассчитывается удельная стоимость смесей этих составов и полученные данные сравниваются между собой, чтобы выявить наиболее дешевую бетонную смесь, обладающую заданными характеристиками.
В. Упаковка частиц
Для полного понимания процесса оптимизации по настоящему изобретению необходимо усвоить
некоторые основные положения механики бетона. Как уже упоминалось, одной из проблем при моделировании бетона является очевидное противоречие между оптимизацией характеристик для сырого и отвержденного
бетона.
К числу характеристик сырого бетона относится осадка, являющаяся конкретной мерой реологической функции содержания воды и цемента. Чем больше воды вводится в цементную смесь, тем меньшей становится вязкость цементной пасты и тем меньшими будут силы трения между частицами заполнителя, и, следовательно, тем большей будет осадка. В свою очередь, высокое значение осадки обуславливает повышение формуемости, что упрощает заливку и обработку поверхности бетона. Однако для различных конструкций требуются различные значения осадки - в диапазоне от 0 до 23 см.
К числу характеристик застывшего бетона относятся прочность и пористость. Эти характеристики также зависят от содержания воды, но в обратной пропорции. Чем больше воды вводится в цементную смесь, тем меньшей становится концентрация цемента, что обуславливает снижение конечной прочности бетона. Кроме того, смеси с большим содержанием воды часто подвержены расслоению или выступанию цементного молока.
"Выступание цементного молока" представляет собой процесс миграции воды к верхней поверхности свежеуложенного бетона, обусловленный осаждением более тяжелого заполнителя. Миграция воды увеличивает соотношение воды и цемента вблизи верхней поверхности бетона, что, соответственно, приводит к ослаблению и снижению стойкости поверхностного слоя. "Расслоение" представляет собой отделение цементного раствора (цемент, вода и песок) от крупнозернистого заполнителя, что приводит к ухудшению однородности материала, появлению участков с недостаточным содержанием цемента, снижению прочности и повышению пористости и проницаемости. И наконец, высокое содержание воды также приводит к увеличению пористости по всему объему застывшего бетона, что снижает его долговечность.
Однако исследователи установили, что наилучшие характеристики для сырого и отвержденного бетона могут быть получены в случае таких смесей, состав которых обеспечивает плотность упаковки частиц, близкую к максимальной. Плотность упаковки зависит от способа упаковки частиц, который представляет собой выбор размеров частиц и пропорций содержания материалов, обеспечивающих заполнение больших пустот мелкими частицами, между которыми образуются небольшие пустоты, вновь заполняемые еще более мелкими частицами, и так далее до достижения максимальной плотности упаковки частиц. В идеале, структура бетона может формироваться за счет максимально эффективной упаковки крупнозернистого заполнителя, последующей упаковки мелкозернистого заполнителя в промежутки между частицами крупнозернистого заполнителя и окончательного заполнения пастой оставшихся небольших объемов между частицами.
Для понимания взаимосвязи между характеристиками в сыром и отвержденном состоянии рассмотрим сухую бетонную смесь "А" с плотностью упаковки 0,5, имеющую объем в один кубический метр, которая затем смешивается с водой в объеме X. Поскольку плотность упаковки частиц составляет менее единицы, часть объема (то есть 0,5 м3) представляет собой воздушные пустоты или промежуточные объемы между частицами, которые впоследствии будут заполнены водой.
Теперь, если размер частиц в смеси "А" изменить так, чтобы увеличить плотность упаковки частиц до 0,8, то общий объем новой смеси будет меньше и составит 0,625 м3 так как объем воздушных пустот внутри смеси сократился до 0,125 м3. Таким образом, если то же количество воды X добавить к новой смеси, имеющей плотность 0,8, то осадка увеличится, поскольку вода, которая ранее использовалась для заполнения воздушных пустот, теперь используется для обволакивания частиц и снижения сил трения между ними.
В альтернативном варианте, по мере возрастания плотности упаковки частиц можно также сокращать количество добавляемой воды, тем самым повышая прочность бетона при сохранении того же значения осадки. Следовательно, по мере приближения к максимальной плотности упаковки частиц оптимизируются характеристики как для сырого, так и для отвержденного бетона, поскольку для обеспечения заданной осадки в смесь нужно добавить лишь минимальное количество воды.
Однако следует отметить, что по мере приближения к максимальной плотности упаковки частиц нарастают тенденции к расслоению и выступанию цементного молока. Это связано с тем, что при максимальной плотности упаковки частиц в смеси не будет хватать песка или мелкозернистого заполнителя для создания достаточно когезивной матрицы, являющейся опорой для заполнителя. В результате происходит расслоение, ухудшающее однородность и снижающее прочность получаемого бетона.
Определение состава смеси, обеспечивающего максимальную плотность упаковки частиц, также позволяет получить экономический эффект. Как правило, цемент является самым дорогим компонентом в бетонной смеси. Для обеспечения структуры с адекватной когезией (т. е. с достаточными силами внутреннего сцепления частиц) необходимо ввести достаточное количество цемента, чтобы покрыть все частицы заполнителя, а также, предпочтительно, заполнить пустоты внутри бетонной смеси. (Если пустоты между частицами заполнителя будут заполнены цементом, а не водой, то прочность бетона увеличивается). При достижении максимальной плотности упаковки частиц площадь поверхности частиц и объем пустот между ними минимизируются, что минимизирует количество требуемого цемента. В соответствии с этим, стоимость бетона также минимизируется. Разумеется, выявление наиболее дешевой смеси производится с учетом стоимости различных компонентов.
Иногда более дешевыми будут смеси с меньшей плотностью упаковки частиц. Например, самым дешевым компонентом обычно является песок. В соответствии с этим, смеси с низкой концентрацией цемента и высокой концентрацией песка будут самыми дешевыми. Однако по мере возрастания процентного содержания песка и по мере соответствующего отхода от структуры с максимальной плотностью упаковки частиц возрастает пористость, что обуславливает снижение долговечности смеси.
Способность точного и прогнозируемого регулирования упаковки частиц в растворе обеспечивает возможность регулирования системной реологии смеси. Реологические характеристики системы частично связаны с вязкостью и пределом текучести смеси и являются функцией как макрореологии, так и микрореологии. Макрореология описывает взаимосвязь между твердыми частицами, определяемую характером их упаковки. Путем избирательного регулирования распределения размеров частиц в смеси при сохранении постоянного содержания воды или смазывающего компонента смеси можно целенаправленно изменять вязкость и предел текучести смеси.
Контролирование системной реологии смеси является важным фактором для обеспечения экономичного массового изготовления тонкостенной тары и других изделий, подобных описанным в патентной заявке "Гидравлически отверждаемые тарные и другие изделия для хранения, раздачи и упаковки пищевых продуктов и напитков и методы их изготовления", которая ранее была включена в настоящую заявку посредством ссылки. Смесям с низкой вязкостью легче придать требуемую форму, и поэтому такие смеси обычно предпочтительны на этапе формования тарного изделия. Однако после того, как тара будет отформована, предпочтительно, чтобы смесь имела достаточно высокий предел текучести, чтобы обеспечивать формоустойчивость тарного изделия без внешней поддержки, давая возможность для массового изготовления тары. Для оптимизации вязкости и предела текучести смеси можно применять регулирование упаковки частиц.
Микрореология является функцией тех компонентов системы, которые обладают качествами смазки и заполняют или переполняют пространство между "макрочастицами". Путем модификации смазочных материалов (в качестве которых могут служить вода, реагенты для модификации реологических характеристик, пластификаторы или другие материалы) можно химическим способом изменять вязкость и предел текучести. Микрореологические характеристики также можно изменять физическим способом - посредством изменения формы и размеров частиц, например, путем использования нарубленных волокон, пластинчатой слюды, округлых частиц микрозернистого кремнезема или частиц толченого сырого цемента, которые будут по-разному взаимодействовать со смазочными материалами.
Хотя теория упаковки частиц известна, существуют определенные трудности с быстрым, точным и единообразным определением размеров и пропорций заданных компонентов, которые необходимы для обеспечения максимальной плотности упаковки частиц. Настоящее изобретение позволяет решить эту проблему за счет создания математической модели, обеспечивающей точное определение плотности упаковки для смеси с заданным объемным соотношением компонентов, включающих, как минимум, один тип заполнителя и цемент. Для определения максимальной плотности упаковки частиц рассчитывается значение плотности упаковки для всех сочетаний объемного содержания компонентов сырья.
II. Процесс оптимизации структуры смеси
Ниже
приводится подробное описание теоретических основ, математических моделей и этапов, необходимых для точного и воспроизводимого определения оптимальных пропорций цемента, воды, песка, крупнозернистого
заполнителя и присадок (таких как реагенты для сокращения количества воды, реагенты для захвата воздуха, наполнители, летучая зола, микрозернистый кремнезем и другие пуццоланы), необходимых для
получения бетонной смеси, обладающей заданными характеристиками как в сыром, так и в твердом состоянии при минимальной себестоимости.
Этап 1 состоит в обеспечении максимальной плотности упаковки и соответствующего состава сухой бетонной смеси, включающей цемент и один или несколько типов заполнителя.
Этап 2 заключается в определении исходного оптимального состава бетонной смеси, который будет обеспечивать плотность упаковки частиц, приближающуюся к максимальной, и при этом будет обладать требуемой прочностью, осадкой и когезией при определенном соотношении мелкозернистого и крупнозернистого заполнителя.
На этапе 3 производится сравнение значений удельной стоимости оптимальных смесей для каждой оптимальной смеси при определенном соотношении мелкозернистого и крупнозернистого заполнителя, чтобы определить смесь, оптимальную во всех отношениях.
На этапах 4-7 рассматриваются методы учета эффектов, получаемых за счет независимого добавления к стандартной бетонной смеси различных присадок, включая, соответственно, летучую золу, микрозернистый кремнезем, реагенты для сокращения количества воды и наполнители.
Этап 8 осуществляется с помощью логической схемы и итеративных циклов, используемых для определения состава наилучшей оптимальной смеси, обладающей заданными характеристиками при минимальной себестоимости. Смесь включает мелкозернистый заполнитель, цемент, крупнозернистый заполнитель, подмешиваемую воду, летучую золу, реагенты для сокращения количества воды, реагенты для захвата воздуха, наполнители, микрозернистый кремнезем и другие пуццоланы с требуемыми характеристиками и минимальной стоимостью.
На этапе 9 полученная смесь модифицируется, чтобы обеспечить надлежащую концентрацию реагента для захвата воздуха и, соответственно, требуемое содержание воздуха в изделии.
На этапе 10 описывается метод определения поправочного коэффициента для оптимизационного процесса, что позволяет уточнить оценку получаемой осадки и тем самым дополнительно оптимизировать результаты.
На этапе 11 обеспечиваются средства для определения долговечности смеси, гарантирующие, что выбранная смесь будет обладать достаточной долговечностью для ее целевого назначения.
И наконец, на этапе 12 описывается метод точного определения объема или веса компонентов смеси, требуемых для получения заданного выхода или объема окончательной смеси.
Этап 1. Максимальная
плотность упаковки
Первый этап оптимизационного процесса состоит в определении максимальной плотности упаковки и соответствующего объема каждого компонента сухой цементной смеси. Термины
"бетонная смесь", "цементная смесь" или "смесь", используемые в настоящем описании и прилагаемой патентной формуле, предназначены для общего обозначения составов, включающих по меньшей мере один тип
цемента и, по меньшей мере, один тип заполнителя, к которым можно добавлять воду и различные присадки. Термин "строительный раствор", используемый в настоящем описании и прилагаемой патентной формуле,
предназначен для обозначения смеси, которая содержит только цемент и один тип заполнителя. По настоящему изобретению можно формулировать составы и других смесей, включая штукатурный раствор и сухую
штукатурку.
Термины "заполнитель" или "заполнители", используемые в настоящем описании и прилагаемой патентной формуле, предназначены для обозначения разнообразных дробленых и природных камней и минералов. Однако для использования в рамках настоящего изобретения они должны быть доброкачественными и отвечать определенным стандартам для оптимального технического применения: они должны представлять собой чистые, твердыми, плотные, прочные, долговечные частицы, свободные от абсорбированных химикатов, покрытия из глины или гумуса, а также других тонкозернистых материалов, которые могут повлиять на гидратацию и связи, обеспечиваемые в цементной пасте.
Для некоторых смесей целесообразно использовать заполнители, предназначенные для снижения веса и (или) повышения теплоизолирующих характеристик смеси. К примерам полезных заполнителей относятся перлит, вермикулит, песок, гравий, щебень, известняк, стеклянный бисер, аэрогели, ксерогели, морской гель, слюда, глина, синтетическая глина, глинозем, кремнезем, летучая зола, микрозернистый кремнезем, пластинчатый глинозем, каолин, микросферы, полые стеклянные сферы, пористые керамические сферы, дигидрат гипса, карбонат кальция, алюминат кальция, пробка, семена, легкие полимеры, ксонотлит (кристаллический кальциевый силикагель), легкая вспененная глина, непрореагировавшие частицы цемента, пемза, расслоенный камень и другие горнорудные материалы. Непрореагировавшие частицы цемента также могут рассматриваться как "заполнитель" в широком смысле этого термина.
В рамках настоящего изобретения в дополнение к обычным заполнителям, используемым в цементной промышленности, с гидравлическими цементами можно сочетать и целый ряд других заполнителей, включая наполнители, упрочнители, металлы и металлические сплавы (такие как нержавеющая сталь, алюминат кальция, железо, медь, серебро и золото), шарики или полые сферические материалы (такие как стекло, полимеры и металлы), опилки, бусины, порошки (такие как кремнеземная пудра, или микрозернистый кремнезем), а также волокна (такие как графитовые, кремнеземные, глиноземные, стеклянные, полимерные, органические волокна и другие типы волокон, обычно используемые для изготовления различных композиционных материалов). В качестве заполнителей по настоящему изобретению можно использовать даже такие материалы, как семена, крахмалы, желатины и агаровые материалы.
Исследованиями установлено, что плотность упаковки частиц смеси повышается при использовании двух или нескольких типов заполнителя с различным средним размером частиц. В соответствии с этим, термин "заполнитель", используемый в настоящем описании и прилагаемой патентной формуле, часто дополнительно определяется как мелкозернистый заполнитель и крупнозернистый заполнитель. Для получения улучшенной упаковки частиц желательно, чтобы соотношение средних размеров частиц крупнозернистого и мелкозернистого заполнителя составляло около 3:1, предпочтительно - около 5:1, а наиболее предпочтительно - около 7:1. Обычно в качестве мелкозернистого заполнителя используется песок. Песок состоит из частиц диаметром около 8 мм и менее. Обычный крупнозернистый заполнитель, как правило, содержит частицы размером примерно от 2 до 165 мм. В вариантах реализации настоящего изобретения, предусматривающих изготовление тонкостенных изделий, может оказаться предпочтительным, чтобы размер частиц заполнителя превышал размер частиц цемента не более чем в двадцать раз. Такой заполнитель, как правило, будет состоять из частиц диаметром менее 2 мм.
Термины "мелкозернистый заполнитель" и "крупнозернистый заполнитель", используемые в настоящем описании и прилагаемой патентной формуле, не предназначены для ограничительного обозначения какого-либо диапазона размеров, а просто используются, чтобы указать, что заполнитель одного типа содержит более крупные частицы, чем заполнитель другого типа. Например, в цементной смеси, содержащей два типа песка, песок с более крупными частицами будет называться крупнозернистым заполнителем.
Термин "тип", используемый в настоящем описании и прилагаемой патентной формуле в отношении заполнителя, цемента и других твердых частиц, относится как к виду используемого материала, так и к диапазону размеров частиц. Например, хотя крупнозернистый заполнитель обычно состоит из частиц размером от 2 до 165 мм, один тип крупнозернистого заполнителя может состоять из частиц размером от 2 до 8 мм, тогда как другой тип может состоять из частиц размером от 8 до 16 мм. Как будет показано ниже, оптимальная плотность упаковки частиц смеси может быть обеспечена за счет селективного сочетания заполнителей различных типов. Исследованиями установлено, что те типы заполнителей, которые состоят из частиц с определенным средним размером, но характеризуются большим диапазоном разброса размеров, обычно обеспечивают более высокую плотность упаковки.
Цемент, используемый в настоящем изобретении, относится к семейству цементов, известных под названием гидравлические цементы. Гидравлический цемент характеризуется продуктами гидратации, образующимися в результате реакции с водой. Гидравлические цементы следует отличать от цементов других видов, таких как полимерные органические цементы. Термин "порошковый гидравлический цемент", используемый в настоящем описании, включает исходный клинкер, а также битый, толченый, молотый и обработанный клинкер на различных стадиях образования цементного порошка с различными размерами частиц.
Примером известных в данной отрасли цементов являются: большое семейство портландцементов (включая обычный портландцемент без добавки гипса), цементы на базе алюмината кальция (включая цементы на базе алюмината кальция без регуляторов схватывания), штукатурные материалы, силикатные цементы (включая β- дикальций- силикаты, трикальций-силикаты и их смеси), гипсовые цементы, фосфатные цементы и цементы на базе оксихлорида магния. Термин "гидравлический цемент" также включает другие виды цемента, такие как α- дикальций- силикат, который приобретает свойства гидравлического связующего при условиях гидратации, предусмотренных настоящим изобретением. Подразумевается, что термин "цемент" также включает наполнители, летучую золу, микрозернистый кремнезем и другие пуццоланы. Гидравлические цементы обычно состоят из частиц размером от 0,1 мкм до 100 мкм.
Все объемные показатели, используемые в настоящем патентном описании, если не оговорено иное, выражаются в виде доли от общего содержания твердых веществ в смеси. Термин "общее содержание твердых веществ", используемый в настоящем описании и прилагаемой патентной формуле, относится к содержанию цемента, заполнителя, а также (если требуется) наполнителей, летучей золы, микрозернистого кремнезема и других пуццоланов. Таким образом, общее содержание заполнителя и цемента в стандартной смеси всегда составляет 1,0. Объемные показатели количества воды и воздуха в смеси также выражаются в виде доли от объема твердых веществ. Следовательно, значение 0,3 для объема воды в смеси соответствует объему воды, равному 30% от общего объема твердых веществ в смеси. Соответственно, общий объем смеси, включая воду, составит 1,3.
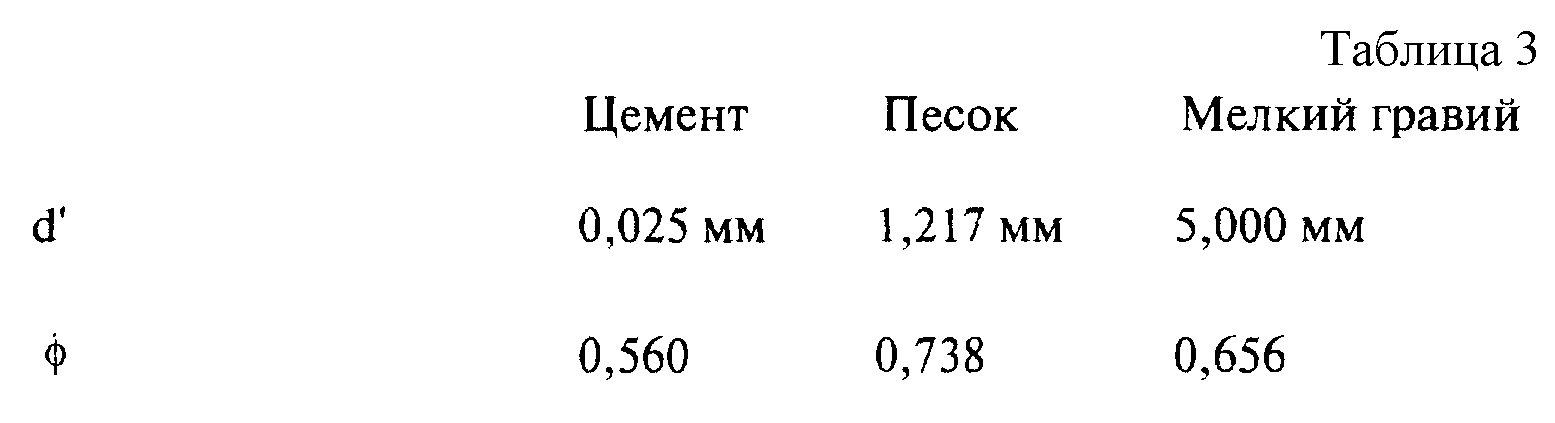
Типы заполнителя и цемента по
настоящему изобретению дополнительно различаются по среднему диаметру (d') и естественной плотности упаковки (φ) частиц. Эти значения определяются экспериментально и используются при расчете
теоретической плотности упаковки частиц получаемой бетонной смеси. Средний размер частиц определяется путем построения графика распределения размеров частиц каждого материала в соответствии с
распределением Розина-Раммлера- Сперлинга-Беннета, описываемого следующим уравнением:
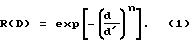
Здесь d - диаметр частиц, R(D) - накопленная вероятность того, что диаметр будет меньше d, d' - диаметр, для которого R(d') = 0,368, что соответствует 36,8% остатка на сите при просеивании, а n - наклон линии, определяемой путем построения графика зависимости процентного количества частиц, остающихся на сите, от размера ячеек сита.
Плотность упаковки материала каждого типа (φ)
определяется путем засыпания материала в цилиндр, диаметр которого, как минимум, в десять раз превышает диаметр самой крупной частицы материала. Затем цилиндром постукивают по твердой поверхности до
полного уплотнения материала. После измерения высоты материала в цилиндре и веса материала плотность упаковки определяется по следующей формуле:
где WM = вес материала;
SGM = удельный вес материала; и
VM = объем материала.
Таким образом производится количественное определение объема частиц в виде функции от морфологических характеристик частиц, удельной площади поверхности и других специфичных характеристик поверхности.
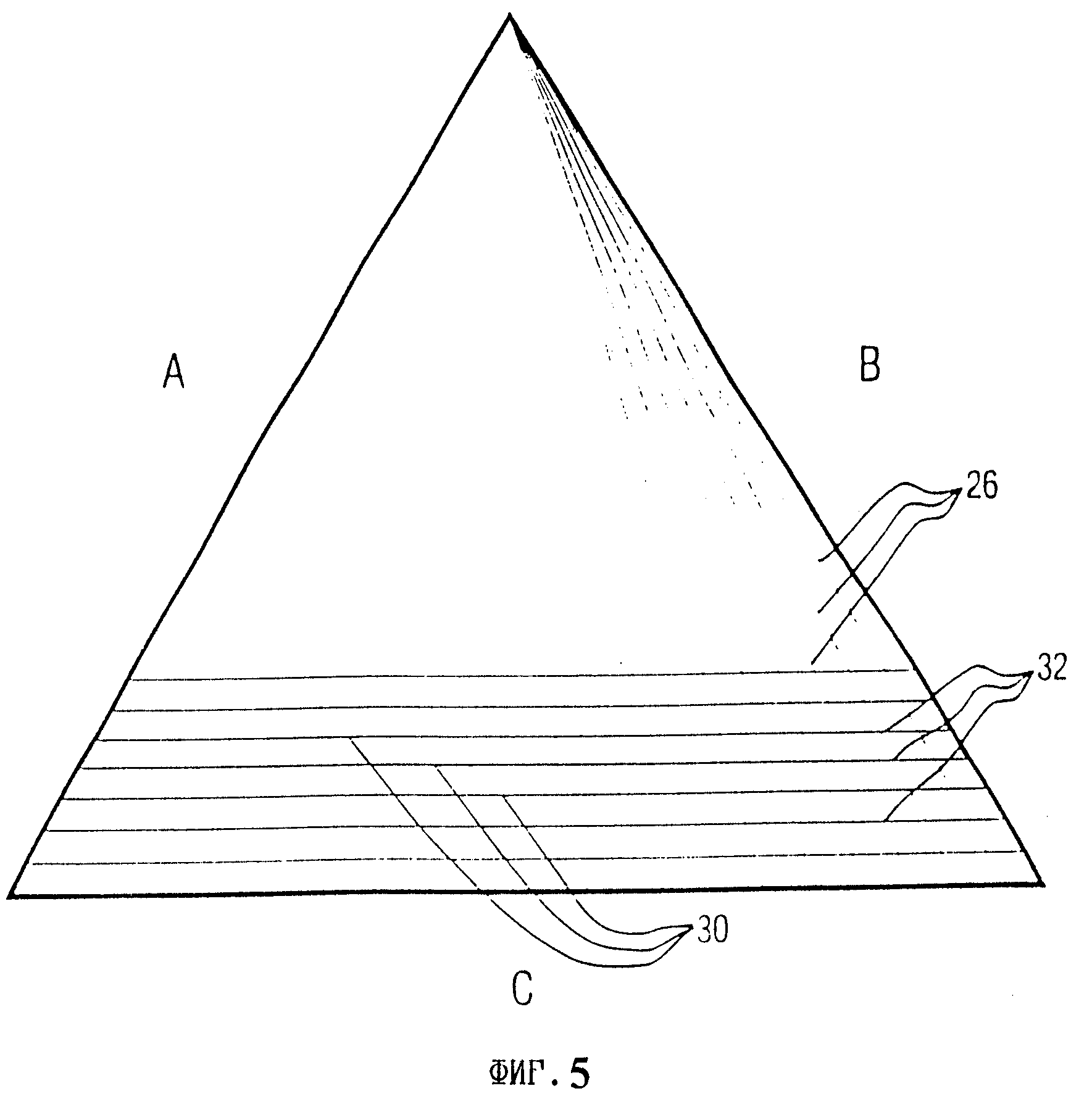
Максимальная плотность упаковки частиц обычной трехкомпонентной смеси, включающей цемент, один тип мелкозернистого заполнителя и один тип крупнозернистого заполнителя, определяется путем приращения объема каждого компонента смеси и расчета соответствующей плотности упаковки. Затем различные значения плотности упаковки наносятся на треугольный график плотности упаковки, что позволяет выявить состав, обеспечивающий максимальную плотность упаковки.
В качестве примера на фиг. 1 представлен график плотности упаковки для тройной смеси, состоящей
из цемента, кварцевого песка (0-2 мм) и дробленого гранита (8-16 мм). Сторона (А) графика определяет объемный процент мелкозернистого заполнителя (песок); сторона (В) определяет объемный процент
цемента; и сторона (С) определяет объемный процент крупнозернистого заполнителя (дробленый гранит). Значения внутри треугольника соответствуют плотности упаковки при различном процентном объемном
содержании компонентов смеси. Считывание значений графика производится в следующем порядке:
1(а). Выбрать на треугольнике требуемое значение плотности упаковки. Например, на фиг. 2 выбрана
точка "Z", отображающая значение максимальной плотности упаковки частиц для заданной смеси.
1(b). Определить выраженное в объемных процентах содержание цемента в бетонной смеси, которое необходимо для получения плотности упаковки, соответствующей точке "Z", для чего следует провести горизонтальную линию 20 от точки "Z" к стороне (В) треугольника. Значение в точке пересечения линии 20 и стороны (В) треугольника равно процентному содержанию цемента, необходимому для получения требуемой плотности упаковки. В примере, показанном на фиг. 2, процентное (по объему) содержание цемента составляет около 10%.
1(с). Определить выраженное в объемных процентах содержание мелкозернистого заполнителя в бетонной смеси, которое необходимо для получения плотности упаковки, соответствующей точке "Z", для чего следует провести горизонтальную линию 22 от точки "Z" к стороне (А) треугольника. Значение в точке пересечения линии 22 и стороны (А) треугольника равно процентному содержанию мелкозернистого заполнителя, необходимому для получения требуемой плотности упаковки. В данном примере процентное (по объему) содержание мелкозернистого заполнителя составляет около 30%.
1(d). Поскольку сумма процентного содержания компонентов смеси должна составлять 100%, то получается, что при содержании в смеси 10% цемента и 30% мелкозернистого заполнителя содержание крупнозернистого заполнителя должно составить 60%. Однако это же значение также можно определить по графику плотности упаковки, проведя линию 24 параллельно стороне (А); линия начинается в точке "Z" и пересекается со стороной (С). Значение в точке пересечения линии 24 и стороны (С) треугольника равно процентному содержанию крупнозернистого заполнителя. Как показано на фиг. 2, это значение составляет около 60%. С помощью этого метода можно определить состав смеси для любой плотности упаковки, показанной на графике, либо - в обратном порядке - определить плотность упаковки для любого заданного состава смеси.
Значения плотности упаковки, указанные на графике, определялись по модели Туфара, Клозе и Борна (Toufar, Klose и Born) (ниже именуется
"моделью Туфара"), используемой с поправочным коэффициентом. Модель Туфара представляет собой формулу для расчета плотности упаковки для бинарных (двойных) смесей:

Здесь r1 = объем частиц меньшего размера;
r2 = объем частиц большего размера;
d1 = диаметр частиц меньшего размера;
d2 = диаметр частиц большего размера;
φ1= плотность упаковки частиц меньшего размера,
φ2= плотность упаковки частиц большего размера.
Для расчета плотности упаковки двухкомпонентных смесей можно также использовать другие модели. К числу применимых моделей относятся модели Эйма (Aim) и Ларрарда (Larrard), описываемые в статье В. Йохансена и П. И. Андерсена (V. Johansen и P.J. Andersen) "Упаковка частиц и свойства бетона", см. Материаловедение бетона II. стр. 118-122, Американское общество керамики (1991), которая включается в настоящий документ посредством данной ссылки.
Для повышения точности модели Туфара было выполнено сравнение
экспериментальной плотности упаковки частиц для тройной смеси с соответствующей теоретической плотностью упаковки, рассчитанной по модели Туфара. Как показано на фиг. 3, выполненное для тройной смеси
цемента, мелкого гравия (3/8'') и песка сравнение выявило линейную корреляцию между теоретическими и экспериментальными значениями плотности упаковки. Однако теоретические значения, полученные по
модели Туфара, несколько превышали фактические экспериментальные значения. Для компенсации этого расхождения значения по модели Туфара были откорректированы в соответствии с корреляцией между
теоретическими и экспериментальными, обычными значениями. Уравнение для определения откорректированной плотности упаковки применительно к бетону выглядит следующим образом:
PC = 0,
9940 PT - 0,00895 (4)
Переменная PC означает откорректированную плотность упаковки, а PT означает экспериментальную или моделированную плотность упаковки,
полученную с помощью модели Туфара. Таким образом, подставляя в это уравнение вместо PT значения, полученные по модели Туфара, и определяя значения PC, можно определить
откорректированное теоретическое значение плотности упаковки бетонной смеси с погрешностью не более 2% от фактического значения плотности упаковки.
Точность откорректированной модели Туфара продемонстрирована на фиг. 4, где показан график, предназначенный для сравнения экспериментальной и откорректированной теоретической плотности упаковки частиц. В оставшейся части настоящего патентного описания все ссылки на применение и результаты модели Туфара будут подразумевать также и применение корректирующего уравнения, невзирая на то, упоминается ли об этом или нет. Постоянные, использованные в корректирующем уравнении (уравнение (4)), применяются независимо от типа упаковываемого материала. Однако значения этих постоянных частично основаны на экспериментальных данных о плотности упаковки и, следовательно, могут меняться в зависимости от количества и точности опытов.
Поскольку с помощью модели Туфара можно рассчитывать плотность упаковки только для двухкомпонентных смесей, значения плотности упаковки сначала рассчитываются для линии (С) на графике плотности упаковки (т. е. для линии, отображающей процентное содержание крупнозернистого заполнителя). На линии (С) в состав смеси входят только крупнозернистый заполнитель и мелкозернистый заполнитель, без добавления цемента. Например, если вновь обратиться к фиг. 2, соответствующий состав для плотности упаковки на линии (С), где процентное содержание крупнозернистого заполнителя составляет 50%, будет следующим: 50% крупнозернистого заполнителя, 50% мелкозернистого заполнителя и 0% цемента.
Плотность упаковки вдоль линии (С) сначала рассчитывается за счет изменения состава смеси крупнозернистого заполнителя и мелкозернистого заполнителя приращениями по 1%. Например, значение φ сначала определяется с помощью модели Туфара (уравнение (3)), где r1 = 0,01, что означает 1 об.% мелкозернистого заполнителя, а r2 = 0,99, что означает 99 об.% крупнозернистого заполнителя, d1 - экспериментальное значение d' для мелкозернистого заполнителя, d2 - экспериментальное значение d' для крупнозернистого заполнителя, φ1 - экспериментальное значение φ для мелкозернистого заполнителя, а φ2 - экспериментальное значение φ для крупнозернистого заполнителя.
После определения плотности упаковки φ для данного состава смеси выполняется коррекция этого значения с помощью ранее описанного корректирующего уравнения (4). Полученное значение затем наносится в соответствующую точку линии (С) графика плотности упаковки. В ходе второго расчета все числовые значения остаются такими же, за тем исключением, что теперь r1 = 0,02, что соответствует 2% мелкозернистого заполнителя, а r2 = 0,98, что соответствует 98% крупнозернистого заполнителя. Этот процесс продолжается до тех пор, пока не будут подсчитаны значения φ для всех сочетаний объемов мелкозернистого заполнителя и крупнозернистого заполнителя с приращениями в 1%.
Понятно, что чем меньшее приращение используется при изменении процентного содержания различных компонентов, тем точнее будут окончательные результаты. Однако для упрощения примеров и описания настоящего изобретения были использованы приращения по 1%.
Вышеописанный процесс также может использоваться для расчета максимальной плотности упаковки частиц строительного раствора. Как было указано выше, строительный раствор представляет собой двухкомпонентную смесь, состоящую из цемента и одного типа заполнителя. Определив линию (А) в качестве линии, отражающей объемное содержание цемента, а линию (С) в качестве линии, отражающей объемное содержание заполнителя, и затем вводя постепенно изменяемые значения содержания цемента и заполнителя в модель Туфара, можно определить все возможные значения плотности упаковки для двухкомпонентной смеси вдоль линии (С). Наибольшее значение плотности упаковки на линии (С) будет соответствовать составу смеси цемента и заполнителя, при котором обеспечивается максимальная плотность упаковки частиц.
При определении максимальной плотности упаковки частиц трехкомпонентной смеси, после определения значений плотности упаковки вдоль линии (С) для расчета значений внутри треугольника также используется модель Туфара. Так как модель Туфара применяется только для расчета плотности упаковки двухкомпонентной смеси, задаются псевдочастицы, отображающие сочетание различных соотношений мелкозернистого и крупнозернистого заполнителя вдоль линии основания. Затем значения плотности упаковки внутри треугольника могут рассчитываться для двухкомпонентной смеси, состоящей из псевдочастиц и цемента.
Каждая смесь псевдочастиц и цемента представляется в виде линии псевдочастиц, проведенной внутри треугольника. На фиг. 5 показана серия линий псевдочастиц 26, протянувшихся от вершины треугольника 28 до линии (С), отображающей объемное содержание крупнозернистого заполнителя. Поскольку объемное содержание крупнозернистого заполнителя может изменяться от 0% до 100%, всего имеется 100 отдельных линий псевдочастиц. Каждая линия отображает псевдочастицу, у которой соотношение мелкозернистого и крупнозернистого заполнителя определяется значением в точке пересечения с линией содержания крупнозернистого заполнителя. Например, линия, соединенная с точкой, которая соответствует содержанию крупнозернистого заполнителя, составляющему 1%, отображает псевдочастицу, состоящую из 1% крупнозернистого заполнителя и 99% мелкозернистого заполнителя. По мере перемещения по линии псевдочастиц по вертикали в направлении вершины треугольника 28 процентное содержание цемента увеличивается, а процентное содержание псевдочастиц пропорционально уменьшается; однако соотношение мелкозернистого и крупнозернистого заполнителя остается постоянным.
Затем построение графика плотности упаковки завершается путем расчета и нанесения значений плотности упаковки для каждого 1- процентного приращения объемного содержания цемента вдоль каждой из линий псевдочастиц. Эти точки графика плотности упаковки легче всего определить проведя горизонтальную линию 30 (см. фиг. 5) для каждого значения процентного содержания цемента так, чтобы каждая горизонтальная линия 30 пересекалась с каждой линией псевдочастиц 26. Точки пересечения 32 представляют собой точки, в которых рассчитываются значения плотности упаковки. Значения, необходимые для определения плотности упаковки по модели Туфара, можно определить с помощью ранее описанного метода считывания численных значений с графика плотности упаковки.
Например, первая линия псевдочастиц проводится от вершины треугольника к точке, отображающей 1% содержания крупнозернистого заполнителя на линии (С).
Затем определяется значение плотности упаковки на линии псевдочастиц, соответствующей 1 об. % цемента. Для расчета плотности упаковки используется модель Туфара, в которой r1 представляет
собой объемное содержание мелких частиц (цемента), равное 0,01; r2 представляет собой объемное содержание псевдочастиц, равное 0,99; φ1 - экспериментально определенная
плотность упаковки цемента; φ2 - плотность упаковки псевдочастиц, равная ранее скорректированной и рассчитанной плотности упаковки смеси, состоящей из 1% крупнозернистого заполнителя
и 99% мелкозернистого заполнителя; d1 равно экспериментально определенному значению d' для цемента; и наконец, d2 равно среднему диаметру псевдочастиц. Значение d2
определяется с помощью следующего уравнения:
d2 - r1d'1 + r2d'2 (5)
В вышеприведенном уравнении значения r1 и2 равны соответственно объему мелкозернистого заполнителя и крупнозернистого заполнителя в смеси, для которой определяется значение плотности упаковки. Значения r1 и r2
определяются путем считывания значений с графика плотности упаковки, как было описано выше. И наконец, значения d'1 и d'2 представляют собой экспериментальные значения d' для
мелкозернистого заполнителя и крупнозернистого заполнителя, соответственно. После определения плотности упаковки производится корректировка с использованием вышеописанного поправочного коэффициента,
чтобы более точно отобразить значения истинной плотности упаковки, которые затем наносятся на график плотности упаковки.
После определения значений плотности упаковки и их нанесения на график, внутри треугольника можно провести контурные линии путем соединения точек с одинаковой плотностью упаковки. Затем можно определить максимальную плотность и соответствующий процентный состав смеси, для чего на графике следует найти значение максимальной плотности упаковки частиц и определить соответствующий состав смеси, как было описано выше.
Если бетонная смесь содержит два типа мелкозернистого заполнителя или два типа крупнозернистого заполнителя, т. е. состоит из четырех компонентов, то с помощью модели Туфара создается псевдочастица, у которой плотность упаковки и средний диаметр отображают оба типа мелкозернистого заполнителя или крупнозернистого заполнителя. Затем ранее описанный метод определения максимальной плотности упаковки частиц трехкомпонентной смеси можно применить с использованием этой псевдочастицы вместо мелкозернистого или крупнозернистого компонента.
Плотность упаковки псевдочастиц соответствует максимальной плотности упаковки частиц двух мелкозернистых заполнителей или двух крупнозернистых заполнителей. Максимальная плотность упаковки определяется путем сравнения всех значений плотности упаковки для различных соотношений процентного содержания двух компонентов. Это тот же процесс, что используется для определения плотности упаковки мелкозернистого заполнителя и крупнозернистого заполнителя вдоль линии (С) на графике плотности упаковки.
Средний диаметр псевдочастиц d'p определяют по формуле:
d'p = r1d'1 + r2d'2
(6)
Здесь r1 и r2 соответствуют процентному содержанию двух типов
крупнозернистого заполнителя или мелкозернистого заполнителя для смеси с максимальной
плотностью упаковки частиц, а значения d'1 и d'2 соответствуют среднему диаметру двух типов мелкозернистого заполнителя или крупнозернистого заполнителя соответственно.
В тех случаях, когда бетонная смесь содержит три типа мелкозернистого заполнителя или крупнозернистого заполнителя, также можно использовать псевдочастицу, у которой плотность упаковки и
средний диаметр отображают различные типы мелкозернистого заполнителя или крупнозернистого заполнителя. Плотность упаковки псевдочастицы соответствует максимальной плотности упаковки частиц
трехкомпонентной смеси мелкозернистых заполнителей или крупнозернистых заполнителей и определяются тем же способом, который использовался для определения максимальной плотности упаковки частиц
трехкомпонентной смеси цемента, мелкозернистого заполнителя и крупнозернистого заполнителя. Средний диаметр псевдочастицы определяется по формуле:
d'p = r1d'1
+ r2d'2 + r3d'3 (7)
Здесь, как и ранее, значения r соответствуют процентному содержанию каждого типа мелкозернистого заполнителя или
крупнозернистого заполнителя в смеси, имеющей максимальную плотность упаковки, а значения d'p соответствуют среднему диаметру частиц каждого типа мелкозернистого заполнителя и
крупнозернистого заполнителя соответственно.
Если бетонная смесь содержит четыре и более типов мелкозернистого заполнителя или крупнозернистого заполнителя, то сначала определяются значения плотности упаковки и среднего диаметра псевдочастицы, отображающей два наиболее крупнозернистых материала. Затем эта псевдочастица комбинируется с частицей следующего меньшего размера, в результате чего получается двухкомпонентная упаковка, которая в свою очередь определяется с помощью новой псевдочастицы, имеющей новые значения плотности упаковки и среднего диаметра. Затем новая псевдочастица комбинируется со следующей частицей меньшего размера, и этот процесс продолжается до тех пор, пока не будут включены все различные типы крупнозернистого заполнителя или мелкозернистого заполнителя.
Разумеется, в смесь также можно вводить цемент двух или более типов. Однако размеры частиц цемента настолько малы, что сочетание различных типов цемента, как правило, не оказывает существенного влияния на плотность упаковки частиц в смеси. Тем не менее, в некоторых областях назначения, например, при упаковке частиц порошка или мелкодисперсного строительного раствора, комбинирование нескольких типов цемента может иметь значение. В таких случаях цемент разных типов может быть представлен в виде псевдочастицы тем же способом, который используется для мелкозернистого заполнителя и крупнозернистого заполнителя.
Вышеописанный процесс представляет собой метод определения плотности упаковки частиц для всех возможных сочетаний данного сырья. Следовательно, путем сравнения можно определить, какие компоненты обеспечат максимальную плотность упаковки частиц. Варьируя типы технологического сырья с использованием разнообразных материалов, можно создать базу данных, позволяющую выбрать те типы компонентов, которые дадут наивысшее значение максимальной плотности упаковки частиц.
Этап 2. Оптимизация характеристик
Вторым этапом является процесс оптимизации, предназначенный для выявления оптимальной бетонной смеси, обладающей заданными характеристиками прочности и осадки при определенном соотношении
мелкозернистого и крупнозернистого заполнителя. Почти любое сочетание заполнителей позволит получить требуемую прочность и осадку, если будет добавлено достаточное количество воды и цемента. Однако
настоящее изобретение обеспечивает метод определения минимальных объемов цемента и воды, добавляемых в смесь с заданным соотношением мелкозернистого и крупнозернистого заполнителя с целью получения
бетонной смеси с требуемыми характеристиками.
Поскольку конечная цена бетона зависит от рыночной цены его составляющих компонентов, настоящее изобретение может использоваться для выявления самой дешевой смеси путем расчета и сопоставления удельной стоимости каждой смеси при варьировании соотношений мелкозернистого и крупнозернистого заполнителя. На данном этапе описывается метод определения оптимального состава смеси при заданном соотношении мелкозернистого и крупнозернистого заполнителя. На следующем этапе 3 описывается порядок сравнения стоимостных показателей для каждой оптимальной смеси при варьировании соотношений мелкозернистого и крупнозернистого заполнителя.
Для определения состава бетонной смеси, обладающей заданными характеристиками прочности и осадки, прежде всего необходимо определить количество воды, которое требуется для обеспечения заданной осадки ранее выбранной смеси. После определения количества воды можно получить значение конечной прочности бетона. Если конечная прочность будет больше или меньше требуемой, то оценивается количество цемента, необходимое для получения требуемой прочности, что дает новый состав смеси. Затем вновь определяется количество воды, необходимое для обеспечения требуемой осадки новой смеси, и этот процесс повторяется до тех пор, пока не будет обеспечено соответствие заданной и теоретической прочности. Благодаря этому процессу количество цемента, требуемого для обеспечения заданной прочности, сводится к минимуму, что позволяет минимизировать стоимость бетона.
Более конкретно, этот процесс проводится в виде следующих этапов:
2(а). Исходная смесь, обладающая плотностью упаковки, достаточно близкой к максимальной, что позволяет оптимизировать
характеристики бетона без расслоения компонентов или выступания цементного молока, выбирается (как описано для этапа 1) путем нахождения точки максимальной плотности упаковки частиц на графике
плотности упаковки и определения соответствующего объемного содержания компонентов смеси. Соответствующие объемы цемента, мелкозернистого заполнителя и крупнозернистого заполнителя для точки,
соответствующей максимальной плотности упаковки частиц, определяются в виде переменных VC(MP), VF(MP) и VCA(MP) ,сумма которых равна 1,0. После этого объем цемента
поддерживается на постоянном уровне, объем мелкозернистого заполнителя увеличивается на величину, называемую коэффициентом запаса когезии, а объем крупнозернистого заполнителя уменьшается на ту же
величину. Таким образом, параметры смеси перемещаются по горизонтали влево на графике плотности упаковки. Соответствующая смесь называется исходной смесью.
Соответствующие объемы
компонентов исходной смеси определяются с помощью уравнений:
VC = VC(Mp) (8)
VF = VF(MP) + CF (9)
VCA = VCA(MP) - CF (10)
Переменная CF представляет собой коэффициент запаса когезии и обычно равна примерно 0,5. Использование коэффициента запаса когезии обеспечивает наличие в смеси
достаточного количества мелкозернистого заполнителя, что позволит получить смесь с достаточной когезией, что предотвращает расслоение или выступание цементного молока. В смесях, расположенных на
графике плотности упаковки справа от исходной смеси, обычно будет происходить расслоение или выступание цементного молока. Коэффициент запаса когезии может меняться в диапазоне примерно от 0 до 0,15 в
зависимости от типа бетона. Для низкопрочных бетонов требуется высокий коэффициент запаса когезии, доходящий примерно до 0,15, тогда как для высокопрочного бетона требуется низкий коэффициент запаса
когезии, составляющий менее 0,05 .
Соотношение мелкозернистого и крупнозернистого заполнителя в исходной смеси определяется по линии псевдочастиц, проходящей от вершины треугольника на графике плотности упаковки через точку исходной смеси к линии крупнозернистого заполнителя. Ниже описывается способ определения оптимальной бетонной смеси вдоль этой конкретной линии псевдочастиц.
2 (b). Плотность упаковки частиц исходной бетонной смеси определяется способом, описанным для этапа 1.
2 (с). Определяется количество подмешиваемой воды,
необходимое для обеспечения заранее заданной осадки для исходной бетонной смеси. Это количество воды определяется в два приема. Сначала определяется количество воды, необходимое для обеспечения
осадки смеси, составляющей 1 см, для чего используется следующая формула:

Здесь φ - - плотность упаковки частиц смеси, определенная на этапе 2(с), и W1 - объем воды, требуемый для обеспечения осадки смеси, составляющей 1 см. Значение W1 представляет собой долю от объема твердых веществ в составе смеси.
Исследованиями установлено, что уравнение (11) обычно является наиболее точным при определении количества воды, требуемой для того, чтобы осадка смеси составила 1 см. Хотя, как было установлено, фактическая осадка может иметь разброс, доходящий до 2,5 см, выбор осадки в 1 см не является критически важным, так как на этапе 9 по настоящему изобретению производится корректировка расхождений между количеством добавленной воды и фактической осадкой.
После того, как будет рассчитано значение W1 для
осадки в 1 см, количество воды, необходимое для обеспечения заданной осадки, рассчитывается по формуле Поповича (Popovic) следующим образом:

Здесь W1 - ранее определенный объем воды, необходимый для обеспечения осадки в 1 см,
W2 - объем воды, необходимый для обеспечения заданной осадки,
S1 - 1,0, что отображает осадку в 1,0 см, и
S2 - заданная осадка в см.
2(d). На основе результатов
этапов 2(а)-2(с) можно определить прочность получаемой бетонной смеси на сжатие после отверждения в течение 28 дней, для чего используется уравнение Фере (Fere):

Здесь σ - - теоретическая прочность бетонной смеси на сжатие после отверждения в течение 28 дней, выраженная в МПа,
VC - объем цемента в смеси,
W2 - объем воды, требуемой для обеспечения заданной осадки смеси, определенный на этапе 2(с),
K = постоянная Фере.
Постоянная Фере, применяемая в соответствии с настоящим изобретением, не является истинной константой, а зависит от типа используемого смешивающего аппарата. Было установлено, что значение
этой постоянной обычно составляет примерно от 250 до 600. Для смесителей с поддонами типичное значение этой постоянной составляет 280; для мешалок с обратным направлением вращения ротора типичное
значение составляет около 340; а для смесителей с высоким усилием сдвига - порядка 340-450. Смесители с высоким усилием сдвига и методы их применения описаны в патенте Соединенных Штатов Америки N 4
225 247 "Устройство для смешивания и перемешивания" и патенте Соединенных Штатов Америки N 4 552 463 "Метод и аппарат для приготовления коллоидных растворов". Значение постоянной K для данного
смесителя можно получить путем разрешения вышеприведенного уравнения относительно K с использованием эмпирических значений σ, полученных при использовании соответствующего смесителя. Значение K
также может меняться в зависимости от типа заполнителя, а значение VA (объем воздуха в смеси) определяется по следующему уравнению:

Здесь %ВОЗД - оценка объемного содержания воздуха в смеси. Объем воздуха в смеси меняется в зависимости от типа используемого смесителя, объема мелкозернистого заполнителя в смеси и типов присадок, добавляемых в смесь. Объем воздуха может быть оценен специалистами в данной отрасли и обычно составляет около 1-2% при осадке свыше 10 см и около 2-4% при осадке менее 10 см.
На фиг. 6 приводятся результаты сравнения значений прочности бетонной смеси после отверждения в течение 28 дней, полученные по уравнению Фере и
путем фактических измерений прочности бетона. Как можно видеть на фиг. 6, линия наилучшего совпадения отклоняется от линии прямой пропорциональности. Посредством корреляции значений теоретически
рассчитанной прочности и экспериментальной (или фактической) прочности можно обеспечить более точное определение прочности с помощью следующего корректирующего уравнения:
σC
= 1,351σT-7,930 (15)
Вводя теоретические значения прочности σT, полученные по уравнению Фере, можно получить откорректированное значение прочности σC. Погрешность уравнения для корректировки значений прочности показана на фиг. 7, на котором приводятся графики экспериментальных значений прочности в сравнении с теоретической прочностью,
полученной с помощью корректирующего уравнения. В оставшейся части настоящего патентного описания все ссылки на применение и результаты уравнения Фере будут подразумевать также и применение
корректирующего уравнения, невзирая на то, упоминается об этом или нет.
Постоянные, использованные в корректирующем уравнении (уравнение (15)), частично основаны на экспериментальных данных по прочности и, следовательно, могут меняться в зависимости от количества и точности опытов. Кроме того, уравнение (13) для прочности после отверждения в течение 28 дней основано на предположении, что частицы крупнозернистого заполнителя и мелкозернистого заполнителя обладают большей прочностью, чем застывшая цементная паста, что обычно справедливо, если используются доброкачественные заполнители. Исключением является случай использования известняка, который является весьма непрочным заполнителем.
Уравнение Фере также основано на предположении об использовании стандартных или нормализованных методов смешивания, заливки, отделки и отверждения бетона, описанных Американским институтом бетона ("ACI") в документе ACI 304-85 "Инструкции по дозированию, смешиванию, транспортировке и заливке бетона", отчет комитета 304 ACI (Американский институт бетона, 1985 год); и в документе ACI 308-81 "Стандартные методы отверждения бетона", отчет комитета 308 ACI (Американский институт бетона, пересмотренная редакция 1986 года), которые включаются в настоящее патентное описание посредством данной ссылки.
2(e). Полученное
значение прочности на сжатие σ/ сравнивается с заданной прочностью. Если теоретическая прочность смеси будет меньше заданной, то этапы 2(b) - 2(e) повторяются путем замены исходной смеси новой
смесью с соответствующей новой плотностью упаковки. Состав новой смеси, необходимый для обеспечения заданной прочности, определяют путем повышения или снижения объема цемента. Ориентировочная оценка
объема цемента, необходимого для обеспечения заданной прочности, определяется путем подстановки значения заданной прочности в уравнение Фере и его разрешения относительно соответствующего объема
цемента в соответствии со следующим уравнением:
Здесь VC(N) - объем цемента в новой смеси,
W2 - объем воды, необходимый для обеспечения заданной осадки для исходной или предыдущей смеси,
%ВОЗД = оценка объемного содержания воздуха в смеси,
K = постоянная Фере, зависящая от типа смесителя, и
σD= заданная прочность в МПа.
При изменении объема цемента для новой смеси необходимо нормализовать
объем мелкозернистого заполнителя и крупнозернистого заполнителя, так чтобы общий объем мелкозернистого заполнителя, крупнозернистого заполнителя и цемента в сумме составлял 1,0. Однако соотношение
мелкозернистого и крупнозернистого заполнителя сохраняется постоянным. В соответствии с этим, объем мелкозернистого заполнителя и крупнозернистого заполнителя в новой смеси определяется с помощью
уравнений:
VF(N) = rF - (1 -VC(N)) (17)
VCA(N) = rCA - (1-VC(N)) (18)
Здесь rF и rCA
представляют собой соответственно пропорции мелкозернистого и крупнозернистого заполнителя и являются константами для каждой линии псевдочастиц. Эти соотношения определяются по уравнениям:
rF = VF/(VF + VCA) (19)
rCA = VCA/(VF + VCA) (20)
Эта новая смесь соответствует той точке на
графике плотности упаковки, где линия псевдочастиц, описанная в этапе 2(а), пересекается с горизонтальной линией, проведенной от точки нового объемного содержания цемента, определяемой по уравнению
(16). По мере изменения объема цемента осуществляется перемещение вверх или вниз по линии псевдочастиц.
Этапы 2(b)-2(d) неоднократно повторяются до тех пор, пока теоретическая прочность смеси не будет равна заданной прочности. Полученная смесь для данного соотношения мелкозернистого и крупнозернистого заполнителя будет обладать заданной осадкой и прочностью при использовании минимального количества цемента и воды.
Для некоторых низкопрочных бетонов требуемый объем цемента может быть весьма небольшим. Однако для создания достаточно когезивной матрицы бетонной смеси, что требуется для предотвращения расслоения компонентов, смесь обычно должна содержать не менее 10% цемента. Таким образом, объем цемента может снижаться только до тех пор, пока полученная прочность не станет равной заданной прочности или пока объем цемента не станет равным 10%. Однако, как описывается ниже, в случае использования наполнителей объем цемента может составлять менее 10%.
Вышеописанный процесс также может применяться для строительного раствора путем замены значений, использованных для соотношения мелкозернистого и крупнозернистого заполнителя, соответствующими значениями для заполнителей, использованных в составе строительного раствора. Определяемый состав, включающий цемент, заполнитель и воду, позволяет получить строительный раствор с требуемыми характеристиками осадки и прочности при использовании минимального количества цемента. Предполагается также, что получаемая смесь для строительного раствора будет оптимизирована по стоимости. Хотя можно сформулировать такие смеси с повышенным процентным содержанием и цемента и пониженным процентным содержанием крупнозернистого заполнителя, которые будут обладать требуемой осадкой и, как минимум, требуемой прочностью, такие смеси практически никогда не бывают более дешевыми, что обусловлено относительно высокой стоимостью цемента.
Этап 3: Оптимизация по
стоимости
Как указывалось выше, на этом этапе описывается метод определения удельной стоимости оптимальной бетонной смеси и сравнения значений, полученных для каждого соотношения
мелкозернистого и крупнозернистого заполнителя, что позволяет составить смесь, оптимальную во всех отношениях. В общих чертах, для этого сначала надо определить значение удельной стоимости исходной
оптимальной смеси, выявленной на этапе 2. Затем определяют оптимальный состав и соответствующую удельную стоимость для второй оптимальной смеси, имеющей новое соотношение мелкозернистого и
крупнозернистого заполнителя.
Новое соотношение мелкозернистого и крупнозернистого заполнителя получают путем снижения объемного содержания крупнозернистого заполнителя на 1% и соответствующего увеличения объемного содержания мелкозернистого заполнителя. Затем удельная стоимость второй оптимальной смеси сравнивается с удельной стоимостью исходной смеси. Если цена исходной смеси будет меньше цены второй смеси, то состав исходной смеси является наиболее экономичным и процесс завершается. Если же вторая смесь окажется дешевле исходной, то производится следующее изменение соотношения мелкозернистого и крупнозернистого заполнителя, чтобы получить третью оптимальную смесь. Затем сопоставление стоимости повторяется до тех пор, пока не будет получена самая дешевая смесь.
Более конкретно, процесс стоимостной оптимизации производится с помощью следующих этапов:
3(а). Определить удельную стоимость оптимальной смеси, полученной по этапу 2,
основываясь на удельной стоимости цемента, мелкозернистого заполнителя и крупнозернистого заполнителя, используемых в смеси.
3(b). С помощью того же графика плотности упаковки, который применялся на этапе 2, определить новое значение соотношения мелкозернистого и крупнозернистого заполнителя путем снижения объема крупнозернистого заполнителя на 0,01 и увеличения объема мелкозернистого заполнителя на 0,01. Это новое соотношение мелкозернистого и крупнозернистого заполнителя определяется с помощью линии псевдочастиц, соединяющей вершину треугольника со значением объемного содержания крупнозернистого заполнителя, которое будет на 1% меньше этого значения для исходной смеси (смещено влево).
3(с). Повторять этап 2 вдоль новой линии псевдочастиц до тех пор, пока не будет определена оптимальная смесь для нового соотношения мелкозернистого и крупнозернистого заполнителя. Такая смесь именуется второй оптимальной смесью. Исходная смесь, использованная на новой линии псевдочастиц, имеет такой же объем цемента, как оптимальная смесь на предыдущей линии псевдочастиц.
3(d). Определить удельную стоимость второй оптимальной смеси, определенной на этапе 3(с). Если цена второй оптимальной смеси будет больше цены исходной оптимальной смеси, то состав исходной смеси является наиболее экономичным и процесс завершается. Если же цена второй оптимальной смеси будет меньше цены исходной оптимальной смеси, то производится следующее изменение соотношения мелкозернистого и крупнозернистого заполнителя, как описано для этапа 3(b), и определяется состав третьей оптимальной смеси в соответствии с этапами 2(b)-2(e). Стоимость третьей оптимальной смеси сравнивается со стоимостью предыдущей (в данном случае - второй) оптимальной смеси, чтобы выявить более дешевую смесь. Этот процесс продолжается до тех пор, пока не будет найден наиболее экономичный состав или не будет достигнуто максимальное процентное содержание мелкозернистого заполнителя.
В предпочтительном варианте реализации настоящего изобретения процентное содержание песка в смеси для бетона не должно превышать 80%, даже если такой состав будет более дешевым. Это связано с тем, что по мере перемещения влево по графику плотности упаковки за счет увеличения объема мелкозернистого заполнителя или песка возрастает пористость получаемого бетона, что соответственно снижает долговечность смеси.
При 80-процентном содержании песка долговечность бетона становится настолько низкой, что это делает его непригодным практически для любых областей применения, за исключением тех, где задается особо низкая прочность, а также за исключением строительных растворов, в которых отсутствует заполнитель. Таким образом, бетонная смесь, оптимальная во всех отношениях, определяется как смесь, обладающая заданными характеристиками и минимальной удельной стоимостью, либо как смесь, обладающая заданными характеристиками и содержащая 80% песка. Однако, как указывалось выше, настоящая система может быть видоизменена для расчета строительных растворов, содержащих только цемент и один заполнитель. В таких случаях объем песка может превышать 80%. Кроме того, допустимое количество мелкозернистого заполнителя может задаваться пользователем системы с учетом требуемой долговечности бетона и размера частиц заполнителя.
Сочетание этапов 1-3 характеризует методы определения состава смеси цемента, воды и заполнителя, обладающей заданной осадкой и прочностью. Количество воды, добавляемой в смесь, можно свести к минимуму с целью максимизации прочности. Пропорции мелкозернистого заполнителя, крупнозернистого заполнителя и цемента можно оптимизировать с целью минимизации стоимости смеси. Более того, с помощью вышеописанного процесса можно единообразно и точно составлять смеси, обладающие заданными характеристиками независимо от изменения параметров сырья.
Этапы 1-3 также можно использовать для определения состава смеси, обладающей наибольшей долговечностью. Как будет описано позже для этапа 11, смесь с наибольшей долговечностью определяется как смесь с минимальной пористостью. Это объясняется тем, что, как правило, по мере увеличения пористости долговечность смеси снижается. Исследованиями установлено, что пористость смеси сокращается по мере повышения плотности упаковки частиц. Следовательно, смеси с плотностью упаковки, близкой к максимальной, будут иметь наибольшую долговечность.
Этап 4. Летучая зола.
Присадками или добавками называются те ингредиенты бетона, которые отличны от цемента, мелкозернистого заполнителя, крупнозернистого заполнителя и воды и добавляются в смесь до ее смешивания или во время смешивания, чтобы изменить характеристики или стоимость бетона. Настоящее изобретение включает математическую модель для отображения эффекта добавления в бетонную смесь следующих присадок: пуццоланы (такие как летучая зола и микрозернистый кремнезем), реагенты для сокращения количества воды, реагенты для захвата воздуха и наполнители. За счет включения этих моделей в ранее описанный процесс оптимизации можно определять состав оптимальных бетонных смесей, в которые включены такие присадки.
Пуццолан представляет собой кремниевый или кремний-алюминиевый материал, который сам по себе почти не обладает свойствами цемента, но в мелкодисперсной форме и в присутствии воды вступает в химическую реакцию с гидроокисями кальция, натрия и калия, выделяющимися при гидратации цемента, и образует составы, обладающие свойствами цемента. Двумя из пуццоланов, которые чаще всего используются в этой отрасли промышленности и которые предусматриваются настоящим изобретением, являются летучая зола (зольная пыль) и микрозернистый кремнезем (кремнеземная пыль).
Летучая зола представляет собой минеральную присадку, получаемую при сжигании порошкового угля на электростанциях. В состав летучей золы, в основном, входит силикатное стекло, содержащее кремнезем, глинозем, железо и кальций. В меньшей пропорции в состав летучей золы также входят магний, сера, натрий, калий и углерод. В отличие от частиц, получаемых в результате помола, таких как цементные частицы, имеющие острые грани, летучая зола состоит из сферических частиц. Размер частиц может колебаться от 1 мкм до 100 мкм, но как правило составляет менее 20 мкм.
Для смеси, в которой часть цемента заменена равным объемом летучей золы, обычно требуется меньше воды для получения такого же значения осадки, как в смеси, содержащей только цемент. Это объясняется пониженной активностью летучей золы при реакции гидратации, а также сферической формой частиц летучей золы, что в совокупности обеспечивает снижение сил трения между частицами смеси. Таким образом, летучую золу можно применять в качестве заменителя цемента для повышения осадки и формуемости смеси без увеличения объема добавляемой воды. В альтернативном варианте летучая зола может служить заменителем цемента с целью сокращения количества воды, добавляемой в смесь при сохранении той же осадки, что позволяет снизить соотношение воды и цемента. Кроме повышения формуемости смеси, летучая зола обладает некоторыми характеристиками гидравлического цемента, что способствует повышению прочности получаемого бетона.
Если в состав бетонной смеси будет включена летучая зола, то для определения наиболее экономичного состава смеси можно использовать тот же процесс, который был описан для этапов 1-3. Однако для определения количества воды, требуемой для обеспечения заданной осадки и получаемой прочности, применяются несколько видоизмененные формулы.
В общих чертах, на начальном этапе процесса повторяют операции по этапам 1 и 2 для определения оптимального состава смеси (без присадки), обладающей заданными характеристиками прочности и осадки при определенном соотношении мелкозернистого и крупнозернистого заполнителя. С учетом состава полученной оптимальной смеси часть объемного содержания цемента небольшими приращениями заменяется летучей золой. По мере возрастания процентного содержания летучей золы рассчитывается удельная стоимость каждой смеси и производится ее сравнение со стоимостью предыдущей смеси, чтобы выявить самую дешевую смесь для данного соотношения мелкозернистого и крупнозернистого заполнителя.
Затем значение соотношения мелкозернистого и крупнозернистого заполнителя изменяется путем перемещения влево на 1% на графике плотности упаковки. Вышеописанный процесс повторяется для определения самой дешевой смеси с использованием летучей золы при новом значении соотношения мелкозернистого и крупнозернистого заполнителя. Затем сравнивают значения удельной стоимости оптимальных смесей при разных значениях соотношения мелкозернистого и крупнозернистого заполнителя, чтобы выявить самую дешевую смесь. Процесс продолжается путем перемещения влево по графику плотности упаковки до тех пор, пока не будет получена полностью оптимизированная смесь, содержащая летучую золу и обладающая заданными характеристиками.
Конкретный процесс стоимостной оптимизации смеси, содержащей летучую золу, включает следующие этапы:
4(а). Определение состава оптимальной смеси
(без присадок), обладающей заданными характеристиками осадки и прочности при исходном значении соотношения мелкозернистого и крупнозернистого заполнителя - это тот же процесс, который описан для
этапов 1 и 2.
4(b). Определение состава оптимальной смеси с добавлением летучей золы при исходном значении соотношения мелкозернистого и крупнозернистого заполнителя. На основе состава, полученного на этапе 2, заменить 1% объема цемента равным объемом летучей золы и рассчитать получаемую прочность. Что касается графика плотности упаковки, то объем летучей золы включается вместе с объемом цемента. Экспериментально установлено, что частицы летучей золы имеют практически такой же средний диаметр d и такую же естественную плотность упаковки φ, как частицы цемента. Таким образом, объемное содержание цементного материала остается постоянным, несмотря на замену цемента летучей золой. Однако, если средний размер и естественная плотность упаковки частиц летучей золы будут существенно отличаться от аналогичных характеристик цемента, то цемент, как было описано для этапа 1, можно будет представить в виде псевдочастицы, соответствующей сочетанию цемента и летучей золы. Тот же принцип применяется при добавлении микрозернистого кремнезема, наполнителей и других пуццоланов, как будет описано ниже. Определение существенности отличий зависит от требуемой точности результатов.
Исследованиями установлено, что в том случае, если в общем объеме цемента и летучей золы содержание летучей золы составит 37%, то при этом обеспечивается примерно
6-процентное сокращение количества воды, необходимой для получения требуемой осадки. Фактическое сокращение потребления воды может несколько меняться в зависимости от различных типов летучей золы и
поддается эмпирическому определению. Поэтому объем воды, необходимой для обеспечения заданной осадки бетонной смеси, содержащей летучую золу, определяется с помощью модифицированного уравнения
Поповича:

Здесь WFA - достигаемое за счет применения летучей золы сокращение объема воды, необходимой для обеспечения заданной осадки, которое определяется по уравнению:

Здесь W1 = ранее определенный объем воды, необходимой для обеспечения осадки в 1 см для стандартной смеси, и
%FA = объемное содержание летучей золы в смеси цемента и летучей золы.
Затем значение W2 можно использовать для расчета прочности, достигаемой после отверждения в течение 28 дней. Хотя летучая зола и обладает некоторыми характеристиками
гидратируемого материала, но ее вклад в общую прочность смеси будет меньшим, чем вклад равного объема цемента. В соответствии с этим для расчета прочности бетона, достигаемой после отверждения в
течение 28 дней, в случае использования летучей золы применяется модифицированная формула Фере:

Здесь K2 - постоянная, известная под названием показателя прочностных реакций и характеризующая прочность, обеспечиваемую единицей объема летучей золы, в сравнении с прочностью, обеспечиваемой равным объемом цемента. Обычно значение этой постоянной составляет от 0,3 до 0,6 и может быть определено конкретно для используемого типа летучей золы, W2 и VA - те же величины, которые ранее были определены на этапе 2(d), и VFA - объем летучей золы в смеси, рассчитываемый с помощью следующего уравнения:
VFA = %FA • (VC+FA/100) (24)
Здесь VC+FA - общий объем цемента и летучей золы, который можно определить по графику плотности упаковки, где он представлен в виде объема цемента, и
VC - объем цемента в смеси, рассчитываемый с помощью следующего уравнения:
VC = VC+FA - VFA (25)
4(с). Сравнение значения прочности, получаемой для смеси с использованием летучей золы, с заданным значением прочности. Если получаемая прочность будет отличаться от заданной, то составляют новую смесь, оценивая объем цемента и летучей золы, необходимый для обеспечения требуемой прочности смеси, причем в новой смеси будет использовано то же соотношение объемов цемента и летучей золы. Новый объем цемента рассчитывается по следующему уравнению:
Здесь σD= = заданная прочность в МПа, и K, K2, VA, W2 и %FA были ранее определены на этапе 4(b).
Объем летучей золы в новой смеси рассчитывается по уравнению:

Определения всех переменных были приведены выше.
Соответствующие нормализованные объемы мелкозернистого заполнителя и крупнозернистого заполнителя можно рассчитать в соответствии с уравнениями (17) и 18, применяемыми на этапе 2(e). После этого этапы 4(b) и 4(с) повторяют до тех пор, пока не будет получена смесь, у которой расчетная прочность будет равна заданной прочности.
4(d). Рассчитать удельную стоимость смеси по этапу 4(с), в которой содержится 1% летучей золы, и сравнить со стоимостью смеси по этапу 4(а), не содержащей летучей золы. Если стоимости смеси по этапу 4(с) будет меньше, то этапы 4(b)-4(d) повторяются путем замены летучей золой еще 1% объема цемента в смеси по этапу 4(а). Этапы 4(b)-4(d) повторяются с увеличением объема летучей золы до тех пор, пока не будет получена самая дешевая смесь с использованием летучей золы или пока объемное содержание летучей золы не превысит 30%. В смесях, где содержание летучей золы превышает 30%, гелеобразование цемента недостаточно для того, чтобы предотвратить расслоение компонентов и выступание цементного молока из бетона. Кроме того, поскольку для гидратации летучей золы требуются гидроксильные ионы, поступающие из цемента, большая дозировка летучей золы не может быть рекомендована для обеспечения требуемой прочности.
4(e). Как и в случае этапа 3, процесс продолжается путем изменения значений соотношения мелкозернистого и крупнозернистого заполнителя за счет сокращения объемного содержания крупнозернистого заполнителя на 1%, что соответствует перемещению влево на 1% по графику плотности упаковки. Используя смеси, основанные на новом значении соотношения мелкозернистого и крупнозернистого заполнителя, этапы 4(a)-4(d) повторяются до тех пор, пока не будет определена самая дешевая смесь, включающая летучую золу и обладающая заданными характеристиками прочности и осадки.
4(f). Рассчитать удельную стоимость смеси по этапу 4(e) и сравнить ее со стоимостью смеси по этапу 4(d). Если смесь по этапу 4(e) будет дешевле, то этап 4(e) повторяют, перемещаясь еще на 1% по графику плотности упаковки, тем самым меняя значение соотношения мелкозернистого и крупнозернистого заполнителя. Этот процесс продолжается путем изменения соотношения мелкозернистого и крупнозернистого заполнителя до тех пор, пока не будет получена самая дешевая смесь, включающая летучую золу, или пока объемное содержание мелкозернистого заполнителя не достигнет 80%, как упоминалось выше.
Другие пуццоланы, добавляемые в бетонную смесь, демонстрируют аналогичное поведение. В качестве примера (но не в качестве ограничения объема изобретения), к числу таких пуццоланов можно отнести доменный шлак, пирекс, диатомную землю, опаловый черт, глину, сланец, вулканический туф и пемзу. Такие пуццоланы могут быть включены в оптимизационный процесс с помощью вышеприведенных уравнений, в которые следует вводить соответствующие значения коэффициентов сокращения количества воды и показателей прочностных реакций. Как правило, в бетонную смесь добавляют не более двух пуццоланов, так как дополнительное увеличение их количества не дает ни экономического эффекта, ни улучшения характеристик материала.
Этап 5: Микрозернист и
кремнезем
Микрозернистый кремнезем, также называемый кремнеземной пылью, тоже входит в число пуццолановых присадок, но отличается от других пуццоланов своей особо большой удельной площадью
поверхности и тем способом, которым он воздействует на бетонную смесь. Микрозернистый кремнезем является продуктом восстановления кварца высокой очистки при обжиге вместе с углем в электродуговой печи
при изготовлении кремния или феррокремниевых сплавов. Фактически, микрозернистый кремнезем представляет собой двуокись кремния в аморфной форме. Поскольку частицы этого материала формируются во
взвешенном в воздухе состоянии, они имеют сферическую форму, подобно частицам летучей золы. Однако частицы микрозернистого кремнезема являются чрезвычайно мелкими и обычно имеют диаметр менее 1 мкм,
причем средний диаметр составляет 0,1 мкм.
Состав оптимальной смеси с использованием микрозернистого кремнезема можно определить тем же способом, который использовался при определении надлежащего количества летучей золы по этапу 4; однако при этом следует использовать другие формулы для определения требуемого количества воды и конечной прочности. В отличие от летучей золы, микрозернистый кремнезем требует больше воды для обеспечения той же осадки, но кремнезем придает цементной смеси более высокую прочность. Что касается графика плотности упаковки, то объем микрозернистого кремнезема также считается частью объема цемента в смеси. При желании можно использовать псевдочастицы, отображающие сочетание цемента и микрозернистого кремнезема.
Исследованиями установлено, что замена 20 об.% цемента соответствующим объемом микрозернистого кремнезема приведет примерно к 20-процентному увеличению количества воды, требуемой для обеспечения
заданной осадки. (Фактическое увеличение количества воды может меняться для разных видов микрозернистого кремнезема, но этот параметр легко определить эмпирически). В соответствии с этим расчетом
процентное содержание воды, необходимое для получения смеси, включающей микрозернистый кремнезем и обладающей заданной осадкой, определяется с помощью следующего уравнения:

Здесь WSF - требуемое за счет применения микрозернистого кремнезема увеличение объема воды, необходимой для обеспечения заданной осадки, которое определяется по уравнению:
Здесь %SF = объемное содержание микрозернистого кремнезема в смеси цемента и микрозернистого кремнезема.
Затем значение W2 можно использовать для расчета прочности бетона, достигаемой
после отверждения в течение 28 дней. С учетом цементирующих характеристик микрозернистого кремнезема модифицированное уравнение Фере для расчета прочности бетона с микрозернистым кремнеземом,
достигаемой после отверждения в течение 28 дней, выглядит следующим образом:
Здесь VSF - объем микрозернистого кремнезема в смеси, рассчитываемый с помощью следующего уравнения:
VSF = %SF • (VC+SF/100) (31)
Здесь VC+SF - общий объем цемента и микрозернистого кремнезема, который можно определить по графику плотности упаковки, где он представлен в виде объема цемента, и
VC - объем цемента в смеси, рассчитываемый с помощью следующего уравнения:
VC = VC+SF - VSF , (32)
K3 - постоянная активности, характеризующая прочность, обеспечиваемую единицей объема микрозернистого кремнезема, в сравнении с прочностью, обеспечиваемой равным объемом цемента. Обычно значение этой постоянной составляет от 1,5 до 4, причем предпочтительным значением является 2. Фактическое значение этой постоянной может определяться для данного типа микрозернистого кремнезема эмпирическим способом. K, W2 и VA - те же величины, которые ранее были определены на этапе 2(d).
Эти формулы для расчета количества воды и прочности можно включить в процесс, описанный на этапе 4, чтобы определить оптимальный состав бетонной смеси, включающей микрозернистый кремнезем и обладающей заданной осадкой и прочностью при минимальной стоимости.
Как указывалось для этапа 4(с), если
расчетная прочность не будет равна заданной, то можно рассчитать ориентировочные объемы цемента и микрозернистого кремнезема, необходимые для достижения заданной прочности. Новый объем цемента
рассчитывается по следующему уравнению:
Здесь σD = заданная прочность в МПа;
K, K3, VA, W2 и %SF были определены ранее.
Объем микрозернистого кремнезема в новой смеси рассчитывается по следующему уравнению, так чтобы
обеспечить постоянное значение соотношения цемента и микрозернистого кремнезема:

Определения всех переменных были указаны выше. Соответствующие нормализованные объемы мелкозернистого заполнителя и крупнозернистого заполнителя можно рассчитать в соответствии с уравнениями, приведенными для этапа 2(e).
Аналогично летучей золе объем микрозернистого кремнезема не должен превышать 20% от совокупного объема цемента и микрозернистого кремнезема. Концентрации, превышающие 20%, могут привести к ограничению упрочнения смеси и к усадочному растрескиванию при высыхании, что обусловлено большой удельной площадью поверхности частиц микрозернистого кремнезема.
Этап 6. Реагент для сокращения количества воды.
Присадки для сокращения количества воды используются для снижения расхода подмешиваемой воды, необходимой для получения бетона с заданной осадкой или формуемостью. Типичные реагенты для сокращения количества воды содержат 30 вес. % активных компонентов, включая лигносульфаты, гидроксилированные карбоксильные кислоты и сульфонированный конденсат нафталин-формальдегида, которые позволяют примерно на 15% сократить количество воды, необходимой для получения требуемой осадки. Особо активные реагенты для сокращения количества воды, также именуемые суперпластификаторами, обычно содержат 40 вес.% активных компонентов, включая сульфонированный конденсат меламин-формальдегида, сульфонированный конденсат нафталин-формальдегида и лигносульфонат, которые позволяют примерно на 30% сократить количество воды, необходимой для получения требуемой осадки. Реагенты для сокращения количества воды также могут включать замедлитель схватывания, который замедляет процесс упрочнения бетона. Однако в отличие от летучей золы реагенты для сокращения количества воды не обладают цементирующими свойствами и поэтому в основном влияют на прочность цемента только за счет изменения соотношения воды и цемента.
Реагенты для сокращения количества воды обычно функционируют путем их адсорбции в поверхность цементных частиц. При этом на поверхностях частиц создается отрицательный заряд, что приводит к их взаимному отталкиванию. В силу такого механизма действия реагенты для сокращения количества воды могут рассматриваться как некоторый вид дисперсантов. Было установлено, что нормальные и особо активные реагенты для сокращения количества воды обеспечивают одинаковое снижение количества воды при эквивалентной концентрации активных ингредиентов.
Основное различие между нормальными и особо активными реагентами для сокращения количества воды состоит в том, что особо активные реагенты для сокращения количества воды промышленного изготовления обычно имеют повышенную концентрацию активных диспергирующих ингредиентов и пониженную концентрацию замедлителей схватывания. Таким образом, тип применяемого в данной смеси реагента для сокращения количества воды можно учесть в ходе оптимизационного процесса с помощью процесса нормализации, описанного ниже.
Кроме того, так как реагенты для сокращения количества воды содержат замедлитель схватывания, обычно в бетонную смесь добавляют не более 1% (от веса цемента) раствора нормальных реагентов для сокращения количества воды и не более 2% особо активных реагентов для сокращения количества воды. Если превысить эти концентрации, то бетон может вообще не застыть. Особо активные реагенты для сокращения количества воды можно использовать в большей концентрации, так как они содержат меньшую концентрацию замедлителей схватывания.
Если предположить, что в стандартную бетонную смесь добавляются только реагенты для сокращения количества воды, то процесс определения оптимальной смеси будет таким же, как тот, что использовался на этапе 4 для определения оптимальной смеси с включением летучей золы. Единственное отличие заключается в изменении формул для расчета требуемого количества подмешиваемой воды и прочности. Процесс начинается с определения оптимального состава смеси для первого значения соотношения мелкозернистого и крупнозернистого заполнителя. Затем в смесь добавляются постепенно наращиваемые объемы реагентов для сокращения количества воды. Затем выполняется расчет и сравнение удельной стоимости этих смесей, чтобы определить оптимальный состав смеси, включающей реагенты для сокращения количества воды, при исходном значении соотношения мелкозернистого и крупнозернистого заполнителя. Затем изменяют значение соотношения мелкозернистого и крупнозернистого заполнителя и процесс повторяется. Путем сопоставления значений удельной стоимости оптимальных смесей при каждом значении соотношения мелкозернистого и крупнозернистого заполнителя можно определить оптимальный состав смеси, содержащей реагенты для сокращения количества воды.
Поскольку общий процесс определения оптимального состава смеси с использованием реагента для сокращения количества воды будет таким же, как процесс, описанный для этапа 4, ниже подробно рассматриваются только модифицированные формулы этапа 4. После определения оптимального состава смеси при исходном значении соотношения мелкозернистого и крупнозернистого заполнителя выполняется добавка реагента для сокращения количества воды в количестве 0,1% от веса цемента в оптимальной смеси. Конечная прочность рассчитывается с помощью уравнения Фере. Однако для расчета конечной прочности необходимо определить количество воды, требуемой для обеспечения заданной осадки смеси, содержащей реагент для сокращения количества воды.
Для составления формулы расчета количества воды, требуемой для смеси с использованием такого реагента, необходимо нормализовать различные типы реагентов для сокращения количества воды. Особо активные реагенты для сокращения количества воды обычно содержат 40 вес.% активных ингредиентов. Добавление в цементную смесь такого реагента в количестве 2% (от веса цемента) приводит к 30-процентному сокращению количества воды, требуемой для обеспечения заданной осадки. Исследованиями установлено, что зависимость между концентрацией добавляемого реагента для сокращения количества воды и сокращением требуемого количества воды является практически линейной. Если вышеописанный особо активный реагент для сокращения количества воды принять в качестве стандартного, то в соответствии с этим можно нормализовать все такие реагенты. Например, добавление 1% реагента, в котором концентрация активных ингредиентов составляет только 30%, считается аналогичным добавлению 0,75% стандартного реагента для сокращения количества воды. Это объясняется сокращением на 0,25% концентрации активного ингредиента в новом реагенте для сокращения количества воды.
Основываясь на параметрах
стандартного реагента для сокращения количества воды, процентное содержание воды, требуемой для обеспечения заданной осадки смеси, содержащей такой реагент, определяется с помощью следующего
уравнения:

Здесь WWR - достигаемое за счет применения такого реагента снижение объема воды, необходимого для обеспечения заданной осадки, которое определяется по уравнению:

Здесь W1 = ранее определенный объем воды, необходимый для обеспечения осадки в 1 см, и
%WR = объемное содержание реагента для сокращения количества воды в смеси, выраженное в процентах от веса цемента.
Затем значение W2 можно использовать для расчета прочности бетона, достигаемой после отверждения в течение 28 дней. Поскольку реагенты для сокращения количества воды не вносят своего независимого вклада в прочность бетона, для расчета прочности бетона, достигаемой после отверждения в течение 28 дней, можно использовать те же формулы, которые применялись на этапе 2. Обычно объем реагента для сокращения количества воды в смеси настолько мал, что изменение объема смеси в результате добавления этого реагента не учитывается. Однако при желании можно учесть объем реагента для сокращения количества воды. Ту часть состава этого реагента, которую составляет вода, можно вычесть из количества воды, добавляемой в смесь. Оставшаяся часть реагента для сокращения количества воды представляет собой твердые вещества, которыми можно заменить часть цемента, аналогично тому, как цемент заменялся летучей золой и микрозернистым кремнеземом на этапах 4 и 5, соответственно.
Поскольку количество воды, требуемой для обеспечения заданной осадки, при использовании реагента для сокращения количества воды уменьшается, соотношение воды и цемента в смеси также снижается, что приводит к повышению прочности получаемой смеси. Таким образом, количество цемента может сокращаться до тех пор, пока не будет определен состав смеси, обладающей требуемой прочностью и осадкой и содержащей 0,1% реагента для сокращения количества воды. Затем выполняется стоимостный анализ, и если смесь с реагентом для сокращения количества воды окажется дешевле, то к смеси добавляется еще 0,1% реагента для сокращения количества воды. Вышеописанный процесс повторяется в порядке, описанном на этапе 4, до тех пор, пока не будет найдена оптимальная смесь, включающая реагент для сокращения количества воды. Однако, как упоминалось выше, реагенты для сокращения количества воды обычно добавляются в концентрации, не превышающей 2% от веса цемента. Превышение этой концентрации может привести к увеличению продолжительности отверждения бетона до практически неприемлемого уровня.
Как правило, реагенты для сокращения количества воды не добавляются в бетон низкой прочности. Поскольку для таких смесей требуется лишь минимальное количество цемента, добавление дорогих реагентов для сокращения количества воды является экономически неэффективным. Однако в случае высокопрочного бетона, добавление реагента для сокращения количества воды может обеспечить существенное сокращение требуемого количества цемента, что, в свою очередь, обуславливает экономическую эффективность использования таких реагентов.
Этап 7. Наполнители
Наполнители являются другим видом присадок, которые могут
учитываться в оптимизационном процессе. Содержание цемента, требуемое для обеспечения когезии (внутреннего сцепления) бетонной смеси и для соответствующего предотвращения расслоения компонентов и
выступания цементного молока, обычно составляет, как минимум, 10% от общего объема цемента, мелкозернистого заполнителя и крупнозернистого заполнителя. Однако некоторые бетоны низкой прочности, могут
достигать заданной прочности при концентрации цемента, меньшей чем 10%. В таких случаях можно использовать недорогие наполнители с частицами, размеры которых примерно равны размерам частиц цемента,
что позволяет скомпенсировать разницу между количеством цемента, необходимым для достижения заданной прочности, и 10%, необходимыми для получения когезивной смеси.
Наполнители обычно не обладают цементирующими свойствами и не вносят непосредственного вклада в прочность получаемого бетона. Однако, так же как летучая зола, наполнители позволяют (в сравнении с цементом) сократить количество воды, требуемой для обеспечения заданной осадки, и, соответственно, могут косвенно влиять на осадку и прочность получаемого бетона. Например (но не в качестве ограничения объема изобретения), к числу таких наполнителей могут относиться карбонат кальция, доломит, гранит, базальт и рудные породы, размолотые до получения частиц, размеры которых аналогичны размерам частиц летучей золы - диаметром менее 100 мкм. Сокращение количества воды, требуемого для получения заданной осадки, обеспечивается за счет примерно сферической формы частиц наполнителей и отсутствия реакций гидратации.
Наполнители обычно вводятся в бетонную смесь независимо от пуццоланов или других присадок. Поскольку наполнители используются только для низкопрочных бетонов, добавление пуццоланов, у которых прочность вдвое меньше, чем у цемента, а стоимость более чем в два раза выше, приведет лишь к увеличению стоимости смеси.
Как указывалось при рассмотрении предыдущих этапов, минимальное объемное содержание цемента, необходимое для предотвращения расслоения компонентов и выступания цементного молока, составляет около 10%. Однако благодаря наполнителям объемное содержание цемента можно снижать и далее, для чего часть цемента заменяется наполнителем. Что касается графика плотности упаковки, то несмотря на замену цемента наполнителями процентное содержание цемента остается постоянным и составляет 10%, поскольку частицы наполнителей обладают теми же характеристиками упаковки, что и частицы цемента. Однако, как уже упоминалось, в тех случаях, когда средние диаметры частиц и естественная плотность упаковки частиц наполнителей будут существенно отличаться от аналогичных параметров цемента, то сочетание наполнителей и цемента может быть отображено в виде псевдочастиц.
При использовании наполнителей количество подмешиваемой воды, требуемой для обеспечения заданной осадки, сокращается примерно на ту же величину, что и
в случае добавления летучей золы. Таким образом, количество воды, требуемой для обеспечения заданной осадки смеси, содержащей наполнители, определяется с помощью следующего уравнения:

Здесь WF - достигаемое за счет применения наполнителей сокращение объема воды, необходимой для обеспечения заданной осадки, которое определяется по уравнению:
Здесь %FIL = объемное содержание наполнителей в смеси цемента и летучей золы.
Затем значение W2 можно использовать для расчета прочности, достигаемой после отверждения в течение 28 дней. Так как наполнители не вносят своего вклада в прочность бетона, для расчета прочности бетона, достигаемой после отверждения в течение 28 дней, и для оценки объема цемента, необходимого для получения заданной прочности, применяются те же формулы, которые использовались на этапе 2.
Этап 8. Система оптимизации общей структуры
После изучения процесса оптимизации бетонной смеси с
одной присадкой, используемой в сочетании с цементом, мелкозернистым заполнителем, крупнозернистым заполнителем и водой, различные процессы можно объединить в систему с применением внутренних циклов,
что позволяет определить оптимальный состав смеси, включающей определенные комбинации присадок, включая летучую золу, микрозернистый кремнезем и реагент для сокращения количества воды. Ниже в качестве
примера (но не для ограничения объема настоящего изобретения) такая система описывается с помощью логической блок-схемы, показанной на фиг. 8 (А)-(В).
Разумеется, существуют различные способы построения и реализации настоящей системы. Однако данная система построена на единой теоретической основе, заключающейся в расчете всех возможных комбинаций цемента, мелкозернистого заполнителя, крупнозернистого заполнителя и различных присадок, обеспечивающих заданные характеристики прочности и осадки. Затем выполняется сравнение стоимости каждой смеси, чтобы определить самую дешевую из всех смесей. Таким образом, соответствующий состав будет являться наилучшим из всех возможных составов. На практике не потребуется производить расчет для всех смесей. В соответствии с нижеописанной системой, как только будет установлено, что смесь становится дороже после увеличения доли мелкозернистого заполнителя в соотношении мелкозернистого и крупнозернистого заполнителя, дальнейшее изменение соотношения мелкозернистого и крупнозернистого заполнителя становится нецелесообразным, поскольку все новые смеси для данного объема цемента будут более дорогими.
На фиг. 8 (А)-(В) в прямоугольник 34 вводится перечень всех типов цемента, мелкозернистого заполнителя и крупнозернистого заполнителя, которые будут использоваться в составе смеси. Типы компонентов классифицируются по среднему диаметру частиц d' и плотности упаковки φ, как показано в прямоугольнике 36. Как упоминалось при рассмотрении этапа 1, все типы мелкозернистого заполнителя и крупнозернистого заполнителя сводятся к единым псевдочастицам мелкозернистого заполнителя и крупнозернистого заполнителя, как показано в прямоугольнике 38.
Затем в ромбе 40 система задает вопрос о том, будет ли микрозернистый кремнезем включаться в состав смеси. Если микрозернистый кремнезем не включается, то в прямоугольнике 42 максимальное количество микрозернистого кремнезема равно 0. Если микрозернистый кремнезем может использоваться, то в прямоугольник 44 следует ввести его максимальное количество. Как упоминалось при рассмотрении этапа 5, объем микрозернистого кремнезема, как правило, не превышает 20% от объема цементного материала. Применительно к описываемой здесь системе, термин "цементные материалы" включает цемент, летучую золу и микрозернистый кремнезем. В ромбе и прямоугольниках 46-50 та же информация запрашивается относительно реагентов для сокращения количества воды, а в ромбе и прямоугольниках 52-56 та же информация запрашивается относительно летучей золы.
После выбора присадок определяют исходные параметры, для чего значение предыдущей наилучшей стоимости XBEST приравнивают к бесконечности, а объемы реагента для сокращения количества воды, летучей золы и микрозернистого кремнезема приравнивают к нулю, как показано в прямоугольниках 58-62. Теперь система подготовлена к определению состава и стоимости исходной смеси, обладающей заданными характеристиками прочности и осадки. Этот процесс осуществляется по логической схеме 64, показанной на фиг. 9.
Процесс оптимизации начинается с прямоугольника 66, где производится расчет максимальной плотности упаковки частиц для данного сочетания цемента, мелкозернистого заполнителя и крупнозернистого заполнителя. Значение максимальной плотности упаковки частиц определяется в соответствии с процессом, описанным при рассмотрении этапа 1. Затем состав смеси при максимальной плотности упаковки частиц уточняется с помощью коэффициента запаса когезии, показанного в прямоугольнике 68, что позволяет определить показанный в прямоугольнике 70 состав исходной смеси, в которой не будет наблюдаться расслоение компонентов или выступание цементного молока. В прямоугольнике 69 задается исходное значение оптимальной стоимости, равное бесконечности, предназначенное для последующего сравнения с фактической стоимостью.
В прямоугольнике 72 осуществляется расчет количества воды, требуемой для обеспечения заданной осадки. На основе требуемого количества воды определяется конечная прочность смеси, показанная в прямоугольнике 74. В ромбе 76 выполняется сравнение рассчитанной и заданной прочности. Если предположить, что рассчитанная прочность не будет равна заданной, то ориентировочный объем цемента, требуемого для обеспечения заданной прочности, рассчитывается в прямоугольнике 78.
Далее, в прямоугольнике 78 производится нормализация объема мелкозернистого заполнителя и крупнозернистого заполнителя, так чтобы в новой смеси объемы цемента, мелкозернистого заполнителя и крупнозернистого заполнителя в общей сложности составили 1,0 при сохранении соотношения мелкозернистого и крупнозернистого заполнителя. Все вышеописанные расчеты выполняются с помощью уравнений, приведенных при рассмотрении этапа 2.
Введя новый состав смеси, система возвращается к прямоугольнику 72 по циклическому ответвлению 79, после чего процесс повторяется для новой смеси путем расчета требуемого количества воды и конечной прочности и последующего сравнения рассчитанной прочности с заданной. Цикл 79 повторяется до тех пор, пока рассчитанная прочность не станет равна заданной, после чего в прямоугольнике 80 выполняется расчет стоимости полученной смеси. Затем в ромбе 82 стоимость смеси по прямоугольнику 80 сравнивается со стоимостью оптимальной смеси. Поскольку исходное значение оптимальной стоимости было приравнено к бесконечности, первая смесь, обладающая заданными характеристиками, будет считаться оптимальной, и значения объема цемента, мелкозернистого заполнителя, крупнозернистого заполнителя, а также стоимости смеси заносятся как оптимальные в прямоугольник 84.
Затем в ромбе 86 система сравнивает объем мелкозернистого заполнителя с максимальным допустимым объемом мелкозернистого заполнителя. Как указывалось при рассмотрении этапа 2, это значение обычно составляет около 80% от объема твердых веществ. Если объем мелкозернистого заполнителя в смеси будет меньше максимально допустимого объема мелкозернистого заполнителя, то система переходит к прямоугольнику 88, где определяется новое значение соотношения мелкозернистого и крупнозернистого заполнителя путем увеличения объема мелкозернистого заполнителя на 1% и соответствующего снижения объема крупнозернистого заполнителя; объем цемента сохраняется постоянным. Затем система возвращается к прямоугольнику 70 по цикличному ответвлению 89, и процесс повторяется, начиная с определения того содержания цемента, мелкозернистого заполнителя и крупнозернистого заполнителя при новом значении соотношения мелкозернистого и крупнозернистого заполнителя, которое обеспечит равенство расчетной и заданной прочности смеси.
После того как будет определен состав смеси с заданными характеристиками при новом значении соотношения мелкозернистого и крупнозернистого заполнителя, в прямоугольнике 80 рассчитывается стоимость этой смеси и осуществляется сравнение полученного значения со стоимостью ранее определенной оптимальной смеси. Если стоимость новой смеси будет ниже, то новая смесь становится оптимальной и цикл 89 продолжается путем задания нового значения соотношения мелкозернистого и крупнозернистого заполнителя в прямоугольнике 88. Цикл 89 продолжается до тех пор, пока он не будет завершен через ромб 82 или ромб 86. Цикл 89 заканчивается через ромб 86 в том случае, если объем мелкозернистого заполнителя в новой оптимальной смеси будет не меньше заданного максимального объема мелкозернистого заполнителя. Цикл 89 также может закончиться через ромб 82, если стоимость новой смеси будет выше стоимости ранее определенной оптимальной смеси. В точке завершения цикла 89 оптимальный состав представляет собой наилучшую во всех отношениях смесь цемента, мелкозернистого заполнителя и крупнозернистого заполнителя, обладающую заданной прочностью и осадкой при минимальной стоимости.
В ромбе 90 осуществляется сравнение стоимости оптимальной смеси, определенной в прямоугольнике 84, со стоимостью самой дешевой смеси. Поскольку начальное значение наименьшей стоимости в прямоугольнике 58 первоначально приравнивается к бесконечности, значение наименьшей стоимости в прямоугольнике 84 сначала приравнивается к стоимости оптимальной смеси по прямоугольнику 84 на момент выхода из цикла 89. В прямоугольнике 92 хранятся данные о составе и стоимости наилучшей смеси.
Затем система начинает выполнять серию внутренних циклов, в которых осуществляются приращения объемов микрозернистого кремнезема, летучей золы и реагента для сокращения количества воды. Сравниваются значения стоимости каждой из оптимальных смесей, после чего параметры наилучшей смеси записываются в прямоугольник 92. В ромбе 94 выясняется, меньше ли содержание микрозернистого кремнезема в смеси, чем заданное максимальное значение содержания микрозернистого кремнезема. Если ответ будет положительным, то объем микрозернистого кремнезема в цементном материале увеличивается на 1%, как показано в прямоугольнике 96. Затем система через циклическое ответвление 97 возвращается к циклу 64. С помощью формул, указанных на этапе 5, в цикле 64 посредством изменения соотношения мелкозернистого и крупнозернистого заполнителя теперь осуществляется определение состава и стоимости смесей, содержащих микрозернистый кремнезем и обладающих заданными характеристиками; при этом значение отношения объема микрозернистого кремнезема к объему цементных материалов остается постоянным для каждой смеси.
Цикл 89 продолжается посредством измерения соотношения мелкозернистого и крупнозернистого заполнителя до тех пор, пока новая смесь не станет дороже предыдущей смеси, что будет выявлено при сравнении стоимостей в ромбе 82, либо до тех пор, пока не будет достигнуто максимальное допустимое значение объема мелкозернистого заполнителя. После выполнения любого из этих условий система возвращается к ромбу 90, и стоимость оптимальной смеси по прямоугольнику 84 сравнивается со стоимостью предыдущей оптимальной смеси. Если стоимость оптимальной смеси будет меньше, то состав этой оптимальной смеси становится новым наилучшим составом. Затем система проверяет, не достигнуто ли максимальное допустимое значение объема микрозернистого кремнезема. Если это значение не достигнуто, то еще 1% цементного материала заменяется микрозернистым кремнеземом. Затем цикл 98 повторяется, чтобы выявить новую оптимальную смесь при вновь заданном соотношении объема микрозернистого кремнезема и объема цементного материала. Цикл 98 непрерывно повторяется до тех пор, пока объем микрозернистого кремнезема в смеси не достигнет максимального допустимого значения.
После достижения максимального допустимого объема микрозернистого кремнезема в ромбе 100 выясняется, достигнуто ли максимальное допустимое содержание летучей золы в смеси. Если максимальное содержание еще не достигнуто, то в прямоугольнике 102 1% цементного материала заменяется летучей золой. Затем система по циклическому ответвлению 104 возвращается к прямоугольнику 62, где объем микрозернистого кремнезема сбрасывается на нуль и осуществляется новый вход в цикл 64.
Теперь в цикле 64 используются формулы, описанные при рассмотрении этапа 4, чтобы определить оптимальный состав смеси, состоящей из цемента, 1% летучей золы (от объема цементного материала) микрозернистого кремнезема, мелкозернистого заполнителя и крупнозернистого заполнителя. После того как объем микрозернистого кремнезема достигнет максимального допустимого значения, система выходит из цикла 98, и объемное содержание летучей золы вновь увеличивается на 1%. Затем объем микрозернистого кремнезема вновь сбрасывается на нуль и постепенно повышается по мере прогона цикла 98 для состава с двумя процентами летучей золы. Этот цикл продолжается до тех пор, пока не будет достигнуто максимальное допустимое содержание летучей золы.
Затем в ромбе 106 выясняется, не превышено ли максимально допустимое значение объема реагента для сокращения количества воды. Если максимальное содержание не превышено, то в смесь добавляется реагент для сокращения количества воды в концентрации 0,1% от веса цементного материала. Затем система повторяет циклы 98 и 10 для каждого приращения концентрации реагента для сокращения количества воды.
Каждый раз, когда выявляется состав оптимальной смеси, стоимость сравнивается со значением стоимости наилучшей смеси, хранящимся в прямоугольнике 92. Таким образом, когда будет достигнуто максимально допустимое значение объема реагента для сокращения количества воды и система заканчивает свою работу путем выхода через овал 112, параметры наилучшей смеси, хранящиеся в прямоугольнике 92, представляют собой параметры самой дешевой смеси, обладающей заданными характеристиками осадки и прочности и выбранной на основе всех возможных сочетаний цемента, летучей золы, микрозернистого кремнезема, реагента для сокращения количества воды, мелкозернистого заполнителя и крупнозернистого заполнителя.
Если цемент сочетается только с летучей золой или только
с микрозернистым кремнеземом, то
расчет требуемого объема воды и конечной прочности смеси осуществляют с помощью формул по этапам 4 и 5 соответственно. Однако в тех случаях, когда в одной и той же смеси используются цемент, летучая
зола и микрозернистый кремнезем, следует использовать нижеприведенные уравнения. Объем воды, требуемой для обеспечения заданной осадки смеси, содержащей микрозернистый кремнезем и летучую золу,
определяется по уравнению:
Здесь WSF и WFA соответствуют определениям, приведенным при рассмотрении этапов 4 и 5.
На основе рассчитанного значения W2 конечная прочность для прямоугольника 74 может быть рассчитана с помощью модифицированного
уравнения Фере:

Здесь
VSF = %SF • (VT/100) (41)
VFA = %FA • (VT/100) (42)
VC = VT - VSF - VFA (43)
Здесь VT - общий объем цемента, мелкозернистого заполнителя и летучей золы в смеси. Другие переменные ранее были определены на этапах 4 и 5.
Если расчетная прочность не будет равна заданной, то ориентировочные
значения для новых объемов цемента, летучей золы и микрозернистого кремнезема могут быть рассчитаны соответственно с помощью следующих уравнений:



где все переменные были ранее определены на этапах 4 и 5.
При использовании вышеприведенных уравнений отношения объемов цемента, летучей золы и микрозернистого кремнезема к общему объему цементных материалов остаются постоянными. Соответствующие объемы цемента и крупнозернистого заполнителя можно определить с помощью уравнений по этапу 2.
И наконец, как более подробно описывается при рассмотрении этапа 6, добавки реагента для сокращения количества воды учитываются только при определении объема воды, требуемой для обеспечения заданной осадки. Таким образом, независимо от того, добавляется ли реагент для сокращения количества воды к смеси цемента и летучей золы, смеси цемента и микрозернистого кремнезема, либо к смеси цемента, летучей золы и микрозернистого кремнезема, вышеприведенные уравнения изменяются только путем вычитания объема воды, требуемой для обеспечения заданной осадки, сокращающегося в результате добавки этого реагента.
Например, объем воды, требуемой для обеспечения заданной осадки для смеси, содержащей цемент, летучую золу, микрозернистый
кремнезем, реагент для сокращения количества воды, мелкозернистый заполнитель и крупнозернистый заполнитель, определяется с помощью следующего уравнения:

Здесь значения WFA, WSF и WWR были определены соответственно на этапах 4, 5 и 6.
Следует отметить, что в оптимизационном процессе также можно учитывать воздействия других пуццоланов или присадок, для чего в процесс итеративного расчета просто добавляется еще один цикл. Аналогично, вышеописанная система может учитывать и добавку наполнителей, но поскольку наполнители практически никогда не вводятся в смеси, содержащие другие присадки, будет получен тот же результат.
Этап 9. Реагент для захвата воздуха.
В отличие от вышеописанных присадок реагенты для захвата воздуха не моделируются в рамках оптимизационного процесса и поэтому соответствующая корректировка вносится по факту. Реагенты для захвата воздуха представляют собой присадки, стабилизирующие воздушные пузырьки, которые образуются в процессе смешивания. Для этого используется снижение коэффициента поверхностного натяжения воды. Реагент для сокращения количества воды образует водоотталкивающую пленку, прочность которой достаточна для удержания и стабилизации пузырьков воздуха. В отличие от естественных воздушных пузырьков пузырьки, образующиеся благодаря применению реагента для сокращения количества воды имеют чрезвычайно малые размеры - их диаметр составляет от 10 до 1000 мкм.
Основные преимущества повышения процентного содержания воздушных пустот в бетонной смеси состоят в повышении морозостойкости (стойкости к замораживанию и оттаиванию бетона во влажной среде), а также в улучшении формуемости бетонной смеси. Вода, замерзающая во влажном бетоне, обуславливает осмотическое и гидравлическое давление в капиллярах и порах цементной пасты и заполнителя. Эти циклические давления, возникающие в процессе замерзания и оттаивания, могут привести к разбуханию бетонной конструкции и потере ее прочности. Воздушные пустоты обеспечивают снижение этих давлений, так как они играют роль пустых камер, в которые оттаивающая вода может поступать без создания нежелательного внутреннего давления в бетонной конструкции.
Реагенты для захвата воздуха несколько увеличивают осадку и улучшают формуемость бетонной смеси за счет формирования воздушных пузырьков, по которым могут перемещаться частицы смеси, что обеспечивает снижение сил трения между частицами. Кроме того, за счет включения воздушных пузырьков в цементную пасту, возрастает объем пасты, благодаря чему увеличивается количество пасты, обволакивающей частицы заполнителя и снижающей силы трения между ними. К типичным реагентам для сокращения количества воды относятся соли древесных смол (винзоловая смола), некоторые синтетические детергенты, соли сульфонированного лигнина, соли нефтяных кислот, соли белковых материалов, жирные и смолистые кислоты и их соли, сульфонаты алкил-бензола и соли сульфонированных углеводородов.
Обычно реагенты для захвата воздуха добавляются в концентрации от 0,02% до 0,2% от веса цемента (в зависимости от типа и количества твердых веществ в составе реагента для захвата воздуха), что обеспечивает повышение содержания воздуха до 4-10% от объема бетона. Требуемая концентрация реагента для захвата воздуха зависит от когезионных характеристик бетонной смеси. В процессе оптимизации обычно используется такая дозировка добавок к смеси, которая соответствует рекомендациям предприятий-поставщиков. Реагент для захвата воздуха Sika Aer® компании Sika добавляется в концентрации 0,04% от веса цемента и обеспечивает концентрацию воздуха, составляющую около 5% от объема бетона.
После фактического получения оптимальной смеси можно определить реальное содержание воздуха в смеси. Если после завершения оптимизационного процесса содержание воздуха при данной осадке будет выше или ниже в сравнении со значением содержания воздуха, принятым во время этапа 2(с), то оптимизационный процесс может быть повторно проведен с использованием откорректированного значения содержания воздуха в смеси, либо смесь может быть переформулирована с применением соответствующего количества реагента для захвата воздуха. Содержание воздуха также может моделироваться в соответствии с описанием, приведенным для этапа 10. Как и в случае реагента для сокращения количества воды, процентное содержание реагента для захвата воздуха в смеси обычно настолько невелико, что сам этот реагент не учитывается при определении объема смеси. Однако конечное увеличение объема воздуха в смеси учитывается при определении прочности смеси.
Этап 10. Корректировка систем.
После разработки системы по этапу 8 можно применить метод линейной регрессии для повышения точности результатов, даваемых системой. В общих чертах, это выполняется путем построения графика теоретически рассчитанного объема подмешиваемой воды, требуемой для обеспечения заданной осадки, в зависимости от фактического объема подмешиваемой воды, требуемой для обеспечения заданной осадки.
На практике вышеописанный процесс включает
следующие этапы:
10(а). Определить теоретический объем воды, требуемой для обеспечения заданной осадки оптимальной смеси, определенной на этапе 8. Этот объем соответствует значению W2 по формуле Поповича и является тем же объемом, который используется при определении конечной прочности оптимальной смеси после отверждения в течение 28 дней.
10(b). Физически добавить теоретический объем воды в оптимальную смесь по этапу 8. Затем экспериментально определить фактическую осадку и содержание воздуха в смеси. В результате аппроксимаций, использованных в оптимизационном процессе, зачастую могут наблюдаться расхождения между фактическими и теоретическими значениями осадки и содержания воздуха.
10(с). С помощью формулы Поповича определить количество воды W2, необходимой для того, чтобы заданная смесь имела фактическую осадку, определенную на этапе 10(b). Таким образом, после этапов 10(b) и 10(с) будут получены фактические и теоретические значения для объема воды, требуемой для обеспечения заданной осадки для заданной смеси.
10(d). Повторить этапы 10(a)-10(d) для различных значений заданной осадки. Эти этапы следует повторить не менее трех раз, причем точность окончательных результатов будет тем выше, чем больше раз повторялись эти этапы. Таким образом будут получены два набора значений, соответствующих фактическим и теоретическим объемам воды, требуемой для обеспечения заданной осадки.
10(е). Построить график на основе значений, полученных на этапе 10(d), причем фактические объемы воды, требуемой для обеспечения заданной осадки, будут откладываться по оси y, а теоретические объемы воды, требуемой для обеспечения заданной осадки, будут откладываться по оси x. Исследованиями установлено, что такой график обычно является линейным.
10(f). Сформулировать линейную зависимость по этапу 10(е) в следующем виде:
W2C = (W2 • m) + b (48)
Здесь W2c - фактическое количество воды, требуемой для обеспечения заданной осадки (на практике это значение представляет собой откорректированное
теоретическое количество воды, требуемой для обеспечения заданной осадки)
W2 - теоретическое количество воды, требуемой для обеспечения заданной осадки,
m - наклон прямой
на графике по этапу 10(е), и
b - точка пересечения с осью y.
10(g). Построить график экспериментально определенного содержания воздуха в зависимости от экспериментально
определенных значений осадки для соответствующих смесей. Определить корреляцию в виде следующей зависимости:
ВОЗДФАКТ = (ОСАДКА • m) + b (49)
Здесь ВОЗДфакт - объем воздуха в смеси с соответствующей осадкой,
ОСАДКА - осадка данной смеси,
m - наклон линии, отображающей зависимость фактической осадки от соответствующего
содержания воздуха, и
b - точка пересечения этой наклонной линии с осью y.
10(h). Формула по этапу 10(f) включается в оптимизационный процесс так, чтобы после определения с помощью уравнения Поповича теоретического объема воды, требуемой для обеспечения заданной осадки, полученное значение W2 вводилось в уравнение (48) по этапу 10(f). Затем определяется откорректированное или уточненное значение W2c, определяющее объем воды, требуемой для обеспечения заданной осадки. Затем заданное значение осадки вводится в уравнение (49) с целью определения объема воздуха в составе смеси. Полученные значения объема воздуха и откорректированного объема воды вводятся в уравнение Фере для расчета прочности смеси. После этого процесс оптимизации продолжается в вышеописанном порядке. Таким образом величину осадки можно оценить с погрешностью ± 2 см.
Этап 11. Долговечность.
Вышеописанный процесс оптимизации может также использоваться для того чтобы выбранная смесь обладала достаточной долговечностью, соответствующей ее назначению. Долговечность определяется как способность конструкции сохранять свою целостность в течение длительного периода времени и в настоящем патенте измеряется посредством показателя пористости. Смеси с высокой пористостью обычно имеют избыточную концентрацию воды или мелкозернистого заполнителя и, следовательно, обладают низкой долговечностью. Общая пористость смеси может быть определена с помощью следующего уравнения, в предположении, что гидратация цемента уже завершена на 80%.

Здесь WW - вес воды на один кубический метр бетона,
WC - вес цемента на один кубический метр бетона, и
%ВОЗД - процентное содержание воздуха в смеси, определяемое относительно содержания твердых веществ в составе смеси.
Таким образом, вышеприведенное уравнение можно использовать при определении осадки и прочности, чтобы обеспечить надлежащие характеристики смеси. Это осуществляется следующим образом: после того, как будет выяснено, что смесь обладает достаточной прочностью и осадкой, можно рассчитать значение общей пористости, чтобы определить, соответствует ли оно заданной пористости. Если заданная пористость недостаточна, то можно увеличить процентное объемное содержание цемента, что позволяет снизить пористость конструкции и обеспечить ее достаточную долговечность.
Этап 12. Выход продукта.
После определения пропорций полностью оптимизированной компонентов смеси желательно предусмотреть возможность такого расчета объема компонентов, который позволит обеспечить требуемый выход или объем смеси. В применяемых в настоящее время технологических процессах выход смеси обычно переоценивается. Как правило, объем предлагаемой смеси рассчитывается путем деления веса каждого компонента на его соответствующую плотность, чтобы получить объем каждого компонента. Затем объемы всех компонентов складываются, чтобы получить суммарный объем получаемой смеси.
Однако такой метод не учитывает плотность упаковки частиц и, следовательно, не учитывает объем пространства, остающегося между частицами в смеси. В результате фактический объем смеси превышает расчетное значение. Приготовление излишнего количества бетона является не только дорогостоящим процессом в смысле напрасного расходования материалов, времени и энергии, но также приводит к проблемам при безопасном удалении излишков материала.
В отличие от этого настоящее изобретение включает метод расчета выхода смеси, учитывающий объем воздуха, содержащегося в смеси. Процесс включает деление объема каждого компонента (определенного с помощью вышеописанного процесса оптимизации) на общий объем смеси и последующее умножение соответствующих долей на требуемый объем смеси. Эти расчеты позволяют определить фактический объем каждого компонента, который должен быть введен в смесь, чтобы получить заданный объем смеси. В свою очередь, объем компонентов можно умножить на их соответствующий удельный вес, чтобы определить вес каждого компонента, который следует ввести в смесь с целью получения заданного весового выхода смеси.
Например, объем цемента, требуемый для получения 100 м3 заданной смеси, можно определить с помощью следующего уравнения:
Объем цемента = (VC
/VT) • 100 (51)
Здесь VC - объем цемента в смеси, определенный на этапе 10 оптимизационного процесса и представленный в виде долевого содержания твердых веществ в
смеси. Суммарное содержание твердых веществ (т. е. цемента, мелкозернистого заполнителя, крупнозернистого заполнителя и (если используются) летучей золы и микрозернистого кремнезема) составляет 1,
0.
VT - общий объем оптимизированной смеси, определенный на этапе 8. Значение VT получают путем добавления объема вводимой в смесь воды W к объему твердых
веществ (который в сумме равен 1,0) и деления полученной суммы на объем воздуха, содержащегося в смеси. Таким образом, общий объем рассчитывается по следующей формуле:
Здесь процентное содержание воздуха в смеси (%ВОЗД) можно определить эмпирически с помощью пробного замеса. Используя вышеприведенное уравнение для каждого из компонентов смеси, можно точно определить объем каждого компонента, требуемый для получения заданного выхода смеси.
К настоящему времени были выполнены многочисленные опыты для сравнения бетонных смесей, рассчитываемых обычными способами, с теми, у которых состав определялся с помощью вышеописанного процесса оптимизации. Ниже приводятся конкретные примеры использования оптимизационного процесса по изобретению, а также производится сравнение обычных и оптимизированных смесей.
Пример 1
Песок и мелкий гравий
смешивались с портландцементом типа 1 для получения бетонной смеси для фундамента, содержащей мелкий гравий. Сначала были определены характеристики заполнителей, чтобы определить значения d' и
плотности упаковки каждого компонента (см. табл. 3):
Упаковка двухкомпонентной смеси песка и крупнозернистого заполнителя была рассчитана по модели Туфара и скоррелирована с
экспериментальными значениями, как было описано выше при рассмотрении этапа 1. На фиг. 10 показана корреляция между скорректированной теоретической плотностью упаковки и экспериментальным значением
плотности упаковки смеси пески и мелкого гравия. Тот факт, что линия наилучшей аппроксимации соответствует прямо пропорциональной зависимости, свидетельствует о точности математической модели. На фиг.
11 показана корреляция между скорректированными значениями теоретической плотности упаковки трехкомпонентной смеси и экспериментальными значениями плотности упаковки трехкомпонентной смеси цемента,
песка и мелкого гравия. Из фиг. 11 можно видеть, что модель для оценки характеристик упаковки частиц является точной.
На основе вышеуказанных входных параметров ранее описанные модели
использовались для оценки состава смеси с мелким гравием, содержащей максимально 55% песка от общего объема цемента, песка и мелкого гравия и обладающей прочностью 24 МПа. Предполагаемое значение
осадки составляло 5 см, а содержания воздуха - 2,0 об.%. Первый оптимизированный состав смеси имел следующий вид:
Цемент - 289,9 кг/м3
Песок - 1109,3 кг/м3
Мелкий гравий - 693,1 кг/м3
Вода - 200,5 кг/м3
φ - 0,804
После добавления дополнительного количества воды, равного объему поглощения
заполнителями (1,01% от веса песка и 1,42% от веса мелкого гравия) бетонная смесь перемешивалась в барабанной мешалке в течение 3 минут, после чего измерялись значения осадки и содержания воздуха:
Фактическая осадка - 5,0 см
Фактическое содержание воздуха - 3,8 об.%
С учетом зарегистрированных опытных значений осадки и содержания воздуха было рассчитано теоретическое
количество воды по методу, описанному на этапе 2, чтобы откорректировать и смоделировать фактическое соотношение осадки и содержания воды.
Те же материалы были использованы для
имитации второго состава смеси с максимальным содержанием песка 55 об.%, прочностью 25 МПа, осадкой 15 см и ожидаемым содержанием воздуха 2,0%. Была получена следующая оценка состава смеси:
Цемент - 309,2 кг/м3
Песок - 1076,0 кг/м3
Мелкий гравий - 672,3 кг/м3
Вода - 215,1 кг/м3
φ - 0,807
После
добавления дополнительного количества воды, равного объему поглощения заполнителями (1,01% от веса песка и 1,42% от веса мелкого гравия), бетонная смесь перемешивалась в барабанной мешалке в течение 3
минут, после чего измерялись значения осадки и содержания воздуха:
Фактическая осадка - 22,0 см
Фактическое содержание воздуха - 3,3 об.%
С учетом зарегистрированных опытных
значений осадки и содержания воздуха было рассчитано теоретическое количество воды по методу, описанному на этапе 2, чтобы откорректировать и смоделировать фактическое соотношение осадки и содержания
воды. На фиг. 12 показана зависимость между фактическим и теоретическим количеством воды для первых двух замесов (отмечены цифрами 1 и 2). На основе первых двух точек графика фактический объем воды
коррелируется с теоретическим объемом воды с учетом наблюдаемой осадки в соответствии со следующим уравнением:
Wact = 0,609Wтеор + 0,116
Это уравнение теперь
используется для корректировки расчетного теоретического количества воды по этапу 2.
На фиг. 4 показана зависимость фактического замеренного содержания воздуха от фактической осадки
для первых двух замесов (обозначенных цифрами 1 и 2). На основе первых двух точек графика фактическое содержание воздуха коррелируется с осадкой в соответствии с уравнением:
ВОЗДфакт = -0,029 • ОСАДКА + 3,947
Это уравнение теперь используется для прогнозирования величины фактического содержания воздуха, вводимой в уравнение Фере.
После первоначального моделирования значений фактической осадки и фактического содержания воздуха в бетоне, производные модели теперь могут использоваться для точной оценки осадки бетона. С использованием тех же вышеуказанных материалов были получены нижеуказанные оценки осадки и содержания воздуха для бетона с максимальным содержанием песка 55 об.% и прочностью 25 МПа (см. табл.4).
После выполнения каждого замеса рассчитывалось теоретическое содержание воды для фактической осадки и полученные значения наносились на график, представленный на фиг. 12. Увеличение числа точек обеспечивает повышение точности оценки фактической осадки. Аналогично, с целью повышения точности оценки содержания воздуха, значения фактического содержания воздуха наносились на график, представленный на фиг. 13. Зависимость фактической осадки от расчетной осадки показана на фиг. 14. Как можно видеть из фиг. 14, первые два значения осадки обычно являются неточными. Регистрируя фактические значения осадки и содержания воздуха и вводя эту информацию в модель по линии обратной связи, можно повысить точность, чтобы обеспечить более точную регистрацию последующих значений осадки. Погрешность составляет около 2,0 см.
Как показано на этом примере, преимущество по сравнению с обычными методами расчета состоит в том, что теперь для уточнения модели и прогнозирования состава бетона с точными значениями прочности, содержания воздуха и осадки при минимальной возможной стоимости материалов практически требуется рассчитать только два состава смеси.
Пример 2
Песок и мелкий гравий смешивались с портландцементом типа 1 для получения бетонной смеси, предназначенной для фундаментов и содержащей мелкий гравий. При тех же
исходных параметрах, что были указаны в примере 1, ранее описанные методы использовались для оценки состава смеси на базе мелкого гравия с максимальным содержанием песка 50 об.% от общего объема
цемента, песка и мелкого гравия и с прочностью 25 МПа. Предлагаемое значение осадки составляло 5 см, а содержания воздуха - 2,5 об.%. Первый оптимизированный состав смеси имел следующий вид:
Цемент - 257,8 кг/м3
Песок - 1030,4 кг/м3
Мелкий гравий - 864,3 кг/м3
Вода - 171,0 кг/м3
φ - 0,804
После
добавления дополнительного количества воды, равного объему поглощения заполнителями (1,2% от веса песка и 1,4% от веса мелкого гравия), бетонная смесь перемешивалась в барабанной мешалке в течение 3
минут, после чего измерялись значения осадки и содержания воздуха:
Фактическая осадка - 2,5 см
Фактическое содержание воздуха - 3,0 об.%
С учетом зарегистрированных опытных
значений осадки и содержания воздуха было рассчитано теоретическое количество воды по методу, описанному на этапе 2, чтобы откорректировать и смоделировать фактическое соотношение осадки и содержания
воды.
Те же материалы были использованы для имитации второго состава смеси с максимальным содержанием песка 50 об.%, прочностью 25 МПа, осадкой 15 см и ожидаемым содержанием воздуха 2,
0%. Была получена следующая оценка состава смеси:
Цемент - 275,3 кг/м3
Песок - 1025,4 кг/м3
Мелкий гравий - 819,6 кг/м3
Вода - 189,
4 кг/м3
φ - 0,809
После добавления дополнительного количества воды, равного объему поглощения заполнителями (1,2% от веса песка и 1,4% от веса мелкого гравия),
бетонная смесь перемешивалась в барабанной мешалке в течение 3 минут, после чего измерялись значения осадки и содержания воздуха:
Фактическая осадка - 5,5 см
Фактическое содержание
воздуха - 2,7 об.%
С учетом зарегистрированных опытных значений осадки и содержания воздуха было рассчитано теоретическое количество воды по методу, описанному на этапе 2, чтобы
откорректировать и смоделировать фактическое соотношение осадки и содержания воды. На фиг. 15 показана зависимость между фактическим и теоретическим количеством воды для первых двух замесов (отмечены
цифрами 1 и 2). На основе первых двух точек графика фактический объем воды коррелируется с теоретическим объемом воды с учетом наблюдаемой осадки в соответствии со следующим уравнением:
Wact = 1,740Wтеор - 0,124
Это уравнение теперь используется для корректировки расчетного теоретического количества воды по этапу 2. Как можно видеть из фиг. 15, произошла
какая-то ошибка при определении первого значения осадки - точка N 1 полностью смещена. К сожалению, модель для замеса N 3 теперь базируется на замесах N 1 и 2. Как будет показано ниже, опыты с
увеличенным количеством замесов позволяют откорректировать модель и повысить точность прогнозирования осадки с помощью данной программы.
После первоначального моделирования значений фактической осадки и фактического содержания воздуха в бетоне производные модели теперь могут использоваться для точной оценки осадки бетона. С использованием тех же вышеуказанных материалов были получены нижеуказанные оценки осадки и содержания воздуха для бетона с максимальным содержанием песка 50 об.% и прочностью 25 МПа (см. табл. 5).
После выполнения каждого замеса рассчитывалось теоретическое содержание воды для фактической осадки, и полученные значения наносились на график, представленный на фиг. 15. Увеличение числа точек обеспечивает повышение точности оценки фактической осадки. Аналогично, с целью повышения точности оценки содержания воздуха значения фактического содержания воздуха наносились на график, представленный на фиг. 16. На фиг. 17 показана зависимость фактической осадки от расчетной. Как можно видеть из фиг. 17, только значения осадки для замесов N1 и 2 оказались неточными. После корректировки отклонений модели остальные смеси давали правильную осадку.
В результате получен бетон с точными значениями прочности, содержания воздуха и осадки при минимальной возможной стоимости материалов.
Пример 3
Песок и мелкий гравий смешивались с портландцементом типа 1 и летучей золой с целью получения бетонной смеси для фундамента, содержащей мелкий гравий. При тех же исходных параметрах,
что были указаны в примере 1, ранее описанные модели для смесей, содержащих летучую золу, использовались для оценки состава смеси на базе мелкого гравия с максимальным содержанием песка 60 об. % от
общего объема цемента, песка и мелкого гравия; с максимальным содержанием летучей золы, составляющим 30%; и с прочностью 30 МПа. Предлагаемое значение осадки составляло 5 см, а содержание воздуха 2,0
об.%. Первый оптимизированный состав смеси имел следующий вид:
Цемент - 298,8 кг/м3
Летучая зола - 128,0 кг/м3
Песок - 1220,4 кг/м3
Мелкий гравий - 461,9 кг/м3
Вода - 190,5 кг/м3
φ - 0,805
После добавления дополнительного количества воды, равного объему поглощения
заполнителями (1,01% от веса песка и 1,42% от веса мелкого гравия), бетонная смесь перемешивалась в барабанной мешалке в течение 3 минут, после чего измерялись значения осадки и содержания
воздуха::
Фактическая осадка - 3,5 см
Фактическое содержание воздуха - 3,1 об.%
С учетом зарегистрированных опытных значений осадки и содержания воздуха было рассчитано
теоретическое количество воды по методу, описанному на этапе 4, чтобы откорректировать и смоделировать фактическое соотношение осадки и содержания воды.
Те же материалы были
использованы для имитации второго состава смеси с максимальным содержанием песка 60 об.%, 30%-ным содержанием летучей золы, прочностью 30 МПа, осадкой 15 см и ожидаемым содержанием воздуха 2,0%. Была
получена следующая оценка состава смеси:
Цемент - 333,8 кг/м3
Летучая зола - 134,8 кг/м3
Песок - 1188,1 кг/м3
Мелкий гравий - 397,5
кг/м3
Вода - 213,1 кг/м3
φ - 0,801
После добавления дополнительного количества воды, равного объему поглощения заполнителями (1,01% от веса
песка и 1,42% от веса мелкого гравия), бетонная смесь перемешивалась в барабанной мешалке в течение 3 минут, после чего измерялись значения осадки и содержания воздуха::
Фактическая осадка
- 19,5 см
Фактическое содержание воздуха - 1,8 об.%
С учетом зарегистрированных опытных значений осадки и содержания воздуха было рассчитано теоретическое количество воды по методу,
описанному на этапе 4, чтобы откорректировать и смоделировать фактическое соотношение осадки и содержания воды. На фиг. 18 показана зависимость между фактическим и теоретическим количеством воды для
первых двух замесов (отмечены цифрами 1 и 2). На основе первых двух точек графика фактический объем воды коррелируется с теоретическим объемом воды в соответствии со следующим уравнением:
Wact = 0,489Wтеор + 0,127
Это уравнение теперь используется для корректировки расчетного теоретического количества воды по этапу 4.
На фиг. 19 показана
зависимость фактического замеренного содержания воздуха от фактической осадки для первых двух замесов (обозначенных цифрами 1 и 2). На основе первых двух точек графика фактическое содержание воздуха
коррелируется с осадкой в соответствии с уравнением:
ВОЗДфакт = -0,081 • ОСАДКА + 3,384
Это уравнение теперь используется для прогнозирования величины фактического
содержания воздуха, используемой при определении прочности смеси.
После первоначального моделирования значений фактической осадки и фактического содержания воздуха в бетоне производные модели теперь могут использоваться для точной оценки осадки бетона. С использованием тех же вышеуказанных материалов были получены следующие оценки осадки и содержания воздуха для бетона с максимальным содержанием песка 60 об.%, содержанием летучей золы 30% и прочностью 30 МПа (см. табл.6).
После выполнения каждого замеса рассчитывалось теоретическое содержание воды для фактической осадки, и полученные значения наносились на график, представленный на фиг. 18. Увеличение числа точек обеспечивает повышение точности оценки фактической осадки. Аналогично, с целью повышения точности оценки содержания воздуха, значения фактического содержания воздуха наносились на график, представленный на фиг. 19. На фиг. 20 также показана зависимость фактической осадки от расчетной. Как можно видеть из фиг. 20, значения фактической осадки оказались достаточно близкими к значениям расчетной осадки для большинства замесов.
В результате получен бетон (содержащий летучую золу) с точными значениями прочности, содержания воздуха и осадки при минимальной возможной стоимости материалов.
Пример 4
Песок и мелкий гравий
смешивались с портландцементом типа 1 и реагентом для захвата воздуха с целью получения бетонной смеси для фундамента, содержащей мелкий гравий. При тех же исходных параметрах, что были указаны в
примере 1, ранее описанные модели по этапам 9 и 10 использовались для оценки состава смеси на базе мелкого гравия с максимальным содержанием песка 60 об. % от общего
объема цемента, песка и мелкого
гравия, с содержанием реагента для захвата воздуха, составляющим 0,04%, и с прочностью 25 МПа. Предполагаемое значение осадки составляло 20 см, а содержание воздуха - 3,0 об.%. Первый оптимизированный
состав смеси имел следующий вид:
Цемент - 347,6 кг/м3
Содержание реагента для захвата воздуха - 0,139 кг/м3
Песок - 1182,2 кг/м3
Мелкий гравий - 532,0
Вода - 208,6 кг/м3
φ - 0,806
После добавления дополнительного количества воды, равного объему поглощения заполнителями (1,01% от веса
песка и 1,42% от веса мелкого гравия), бетонная смесь перемешивалась в барабанной мешалке в течение 3 минут, после чего измерялись значения осадки и содержания воздуха:
Фактическая осадка
- 15,2 см
Фактическое содержание воздуха - 6,3 об.%
С учетом зарегистрированных опытных значений осадки и содержания воздуха было рассчитано теоретическое количество воды по методу,
описанному на этапе 2, чтобы откорректировать и смоделировать фактическое соотношение осадки и содержания воды.
Те же материалы были использованы для имитации второго состава смеси с
максимальным содержанием песка 60 об.%, содержанием реагента для захвата воздуха 0,04%, прочностью 25 МПа, осадкой 15 см и ожидаемым содержанием воздуха 4,0%. Была получена следующая оценка состава
смеси:
Цемент - 339,2 кг/м3
Содержание реагента для захвата воздуха - 0,136 кг/м3
Песок - 1197,6 кг/м3
Мелкий гравий - 538,9
кг/м3
Вода - 192,8 кг/м3
φ - 0,806
После добавления дополнительного количества воды, равного объему поглощения заполнителями (1,01% от веса
песка и 1,42% от веса мелкого гравия), бетонная смесь перемешивалась в барабанной мешалке в течение 3 минут, после чего измерялись значения осадки и содержания воздуха:
Фактическая осадка - 3,
0 см
Фактическое содержание воздуха - 5,9 об.%
С учетом зарегистрированных опытных значений осадки и содержания воздуха было рассчитано теоретическое количество воды по методу,
описанному на этапе 2, чтобы откорректировать и смоделировать фактическое соотношение осадки и содержания воды. На фиг. 21 показана зависимость между фактическим и теоретическим количеством воды для
первых двух замесов (отмечены цифрами 1 и 2). На основе первых двух точек графика фактический объем воды коррелируется с теоретическим объемом воды в соответствии со следующим уравнением:
Wact = 0,893Wтеор + 0,083
Это уравнение теперь используется для корректировки расчетного теоретического количества воды по этапу 2.
На фиг. 22 показана
зависимость фактического замеренного содержания воздуха от фактической осадки для первых двух замесов (обозначенных цифрами 1 и 2). На основе первых двух точек графика фактическое содержание воздуха
коррелируется с осадкой в соответствии с уравнением:
ВОЗДфакт = 0,033 • ОСАДКА + 5,802
Это уравнение теперь используется для прогнозирования величины фактического
содержания воздуха, используемой при определении прочности смеси.
После первоначального моделирования значений фактической осадки и фактического содержания воздуха в бетоне, производные модели теперь могут использоваться для точной оценки осадки бетона. С использованием тех же вышеуказанных материалов были получены следующие оценки осадки и содержания воздуха для бетона с максимальным содержанием песка 60 об.%, содержанием реагента для захвата воздуха 0,04% и прочностью 25 МПа (см. табл. 7).
После выполнения каждого замеса рассчитывалось теоретическое содержание воды для фактической осадки, и полученные значения наносились на график, представленный на фиг. 21. Как и в других случаях, увеличение числа точек обеспечивает повышение точности оценки фактической осадки. Аналогично, с целью повышения точности оценки содержания воздуха, значения фактического содержания воздуха наносились на график, представленный на фиг. 22. На фиг. 23 также показана зависимость фактической осадки от расчетной. Как можно видеть из фиг. 23, значения фактической осадки оказались достаточно близкими к значениям расчетной осадки для большинства замесов.
В результате получен бетон (содержащий реагент для захвата воздуха) с точными значениями прочности, содержания воздуха и осадки при минимальной возможной стоимости материалов.
Пример 5
Следовало определить состав низкопрочного бетона, в котором в качестве наполнителя используется карбонат кальция. Бетон был рассчитан на прочность 15 МПа и максимальное
содержание песка 60 об.% от общего объема цемента, наполнителя, песка и мелкого гравия. Для обеспечения хорошей когезии следовало применить не менее 10% цемента и наполнителя от общего объема цемента,
наполнителя, песка и мелкого гравия. После настройки модели по первым двум замесам, как описано в примере 1 и примере 2, была рассчитана следующая смесь для получения осадки 3,5 см:
Цемент
- 201,4 кг/м3
Наполнитель - 74,1 кг/м3
Песок - 1220,4 кг/м3
Мелкий гравий - 461,9 кг/м3
Вода - 190,5 кг/м3
При использовании наполнителя в смесь вводится только то количество цемента, которое необходимо для обеспечения требуемой прочности; требуемая когезия обеспечивается за счет наполнителя. Если бы
наполнитель не применялся, то чтобы обеспечить требуемую когезию, в смесь пришлось бы добавить дополнительное количество цемента, но в этом случае оптимальный бетон имел бы прочность 20,7 МПа.
Сравнивая эти два состава, можно определить сокращение стоимости материалов за счет использования наполнителя, составляющее 3,60 доллара/м3.
Пример 6
Песок и
мелкий гравий смешивались с портландцементом типа 1 и суперпластификатором с целью получения бетонной смеси для фундамента, содержащей мелкий гравий. При тех же исходных параметрах, что были указаны в
примере 1, ранее описанные модели для реагентов для сокращения количества воды по этапу 8 использовались для оценки состава смеси на базе мелкого гравия с максимальным содержанием песка 50 об.% от
общего объема цемента, песка и мелкого гравия, с максимальным содержанием WRDA-19, составляющим 2% от веса цемента, и с прочностью 35 МПа. Предлагаемое значение осадки составляло 2 см, а содержание
воздуха - 9,0 об.%. Первый оптимизированный состав смеси имел следующий вид:
Цемент - 383,0 кг/м3
WRDA-19 - 7,7 кг/м3
Песок - 991,7 кг/м3
Мелкий гравий - 711,1 кг/м3
Вода - 142,0 кг/м3
φ - 0,813
После добавления дополнительного количества воды, равного объему поглощения
заполнителями (1,01% от веса песка и 1,42% от веса мелкого гравия) и вычитания объема воды, содержащейся в WRDA-19 (60% воды), бетонная смесь перемешивалась в барабанной мешалке в течение 3 минут,
после чего измерялись значения осадки и содержания воздуха:
Фактическая осадка - 5,0 см
Фактическое содержание воздуха - 7,9 об.%
С учетом зарегистрированных опытных
значений осадки и содержания воздуха было рассчитано теоретическое количество воды по методу, описанному на этапе 8, чтобы откорректировать и смоделировать фактическое соотношение осадки и содержания
воды.
Те же материалы были использованы для имитации второго состава смеси с максимальным содержанием песка 50 об.%, 2% WRDA-19, прочностью 35 МПа, осадкой 4 см и ожидаемым
содержанием воздуха 9,0%. Была получена следующая оценка состава смеси:
Цемент - 397,6 кг/м3
WRDA-19 - 8,0 кг/м3
Песок - 990,8 кг/м3
Мелкий гравий - 676,3 кг/м3
Вода - 150,9 кг/м3
фи - 0,813
После добавления дополнительного количества воды, равного объему поглощения заполнителями (1,
01% от веса песка и 1,42% от веса мелкого гравия) и вычитания объема воды, содержащейся в WRDA-19 (60% воды), бетонная смесь перемешивалась в барабанной мешалке в течение 3 минут, после чего
измерялись значения осадки и содержания воздуха:
Фактическая осадка - 7,3 см
Фактическое содержание воздуха - 0,5 об.%
С учетом зарегистрированных опытных значений осадки и
содержания воздуха было рассчитано теоретическое количество воды по методу, описанному на этапе 8, чтобы откорректировать и смоделировать фактическое соотношение осадки и содержания воды. На фиг. 24
показана зависимость между фактическим и теоретическим количеством воды для первых двух замесов (отмечены цифрами 1 и 2). На основе первых двух точек графика фактический объем воды коррелируется с
теоретическим объемом воды в соответствии со следующим уравнением:
Wфакт = 1,423Wтеор - 0,125
Это уравнение теперь используется для корректировки расчетного
теоретического количества воды по этапу 8.
На фиг. 16 показана зависимость фактического замеренного содержания воздуха от фактической осадки для первых двух замесов (обозначенных
цифрами 1 и 2). На основе первых двух точек графика фактическое содержание воздуха коррелируется с осадкой в соответствии с уравнением:
ВОЗДфакт = -0,174 • ОСАДКА+8,770
Это уравнение теперь используется для прогнозирования величины фактического содержания воздуха по этапу 8.
После первоначального моделирования значений фактической осадки и фактического содержания воздуха в бетоне алгоритмы и производные модели теперь могут использоваться для точной оценки осадки бетона. С использованием тех же вышеуказанных материалов были получены следующие оценки осадки и содержания воздуха для бетона с максимальным содержанием песка 50 об.%, содержанием WRDA-19, составляющим 2%, и прочностью 35 МПа (см. табл.8).
После выполнения каждого замеса рассчитывалось теоретическое содержание воды для фактической осадки и полученные значения наносились на график, представленный на фиг. 24. Увеличение числа точек обеспечивает повышение точности оценки фактической осадки. Аналогично, с целью повышения точности оценки содержания воздуха значения фактического содержания воздуха наносились на график, представленный на фиг. 25. На фиг. 26 также показана зависимость фактической осадки от расчетной. Как можно видеть из фиг. 26, значения фактической осадки оказались достаточно близкими к значениям расчетной осадки для большинства замесов.
В результате получен бетон (содержащий реагент для сокращения количества воды) с точными значениями прочности, содержания воздуха и осадки при минимальной возможной стоимости материалов.
Пример 7
Подрядчик потребовал привезти на строительную площадку бетон с потерей осадки, не превышающей 5,0 см за полчаса. Прочность бетона
должна составлять 35 МПа, а осадка на стройплощадке - 10,0 см.
Расчет состава бетона проводился как в примере 6, но вместо использования максимальной концентрации суперпластификатора WRDA-19, составлявшей 2%, для сокращения потери осадки использовалась комбинация нормального реагента для сокращения количества воды и суперпластификатора. В нижеуказанном составе смеси использовалась максимальная рекомендованная дозировка в 1,0% нормального пластификатора (WRDA-79) и 1,0% суперпластификатора (WRDA-19), добавляемого с целью достижения максимальной расчетной концентрации, составлявшей 2,0%.
Цемент - 414 кг/м3
WRDA-19 - 4,1кг/м3
WRDA-77 - 4,1кг/м3
Песок - 967кг/м3
Мелкий
гравий - 660 кг/м3
Вода - 142 кг/м3
Осадка - 15,5 см
Воздух - 10,3%
Через 0,5 часа после поставки па стройплощадку бетон имел осадку 11,5 см,
тогда как осадка смеси, содержавшей только суперпластификатор, составила 8,5 см.
Этот результат демонстрирует предсказуемость осадки при использовании как нормального, так и особо активного реагента для сокращения количества воды.
Пример 8
Состав бетонной смеси определялся по стандарту ACI 211.1.89, "Практические рекомендации по выбору пропорций
материалов для нормального, утяжеленного и массового бетона", чтобы обеспечить прочность на сжатие 25 МПа и осадку 5 см. Стоимость используемых материалов составила:
Цемент - 74,96
долл./тонну
Песок - 5,60 долл./тонну
Крупнозернистый заполнитель - 11,02 долл./тонну
Максимальный размер частиц крупнозернистого заполнителя составлял 10 мм, а модуль
зернистости песка составлял 2,34 - 2,4.
Нижеуказанная смесь разрабатывалась в соответствии с рекомендациями ACI:
Цемент - 330 кг/м3
Песок - 954 кг/м3
Крупнозернистый заполнитель - 762 кг/м3
Вода - 205 кг/м3
Воздух - 3 %
Осадка - 3-5 см
Стоимость - 38,39 долл./м3
В соответствии с вышеописанной системой был определен следующий состав смеси:
Цемент - 303 кг/м3
Песок - 1192 кг/м3
Крупнозернистый
заполнитель - 573 кг/м3
Вода - 195 кг/м3
Воздух - 4,0%
Осадка - 4,7 см
Стоимость - 35,60 долл./м3
Значения осадки,
содержания воздуха и прочности определялись экспериментально.
Данный пример демонстрирует преимущество вышеописанного метода в сравнении со стандартом АСI, заключающееся в том, что фактические значения осадки и прочности были получены при одновременной экономии затрат, составляющей 2,79долл./м3.
Пример 9
Состав бетонной смеси определялся по
стандарту ACI 211.1.89, "Практические рекомендации по выбору пропорций материалов для нормального, утяжеленного и массового бетона", чтобы обеспечить прочность на сжатие 25 МПа и осадку 10 см.
Стоимость используемых материалов составила:
Цемент - 74,96 долл./тонну
Песок - 5,60 долл./тонну
Крупнозернистый заполнитель - 11,02 долл./тонну
Максимальный размер
частиц крупнозернистого заполнителя составлял 10 мм, а модуль зернистости песка составлял 2,34 -2,4.
Нижеуказанная смесь разрабатывалась в соответствии с рекомендациями ACI:
Цемент - 362 кг/м3
Песок - 875 кг/м3
Крупнозернистый заполнитель - 762 кг/м3
Вода - 225 кг/м3
Воздух - 3%
Осадка - 8-10 см
Стоимость - 40,35 долл./м3
В соответствии с вышеописанной системой был определен следующий состав смеси:
Цемент - 312 кг/м3
Песок - 1174 кг/м3
Крупнозернистый заполнитель - 565 кг/м3
Вода - 212 кг/м3
Воздух - 4,3%
Осадка - 11,2 см
Стоимость - 36,
11 долл./м3
Значения осадки, содержания воздуха и прочности определялись экспериментально.
Данный пример демонстрирует преимущество вышеописанного метода в
сравнении со стандартом ACI, заключающееся в том, что фактические значения осадки и прочности были получены при одновременной экономии затрат, составляющей 4,24 долл./м3
Пример
10
Состав бетонной смеси определялся по стандарту ACI 211.1.89, "Практические рекомендации по выбору пропорций материалов для нормального, утяжеленного и массового бетона", чтобы обеспечить
прочность на сжатие 25 МПа и осадку 15 см. Стоимость используемых материалов составила:
Цемент - 74,96 долл./тонну
Песок - 5,60 долл./тонну
Крупнозернистый заполнитель - 11,
02 долл./тонну
Максимальный размер частиц крупнозернистого заполнителя составлял 10 мм, а модуль зернистости песка составлял 2,34 - 2,4.
Был определен следующий состав
смеси:
Цемент - 387кг/м3
Песок - 816 кг/м3
Крупнозернистый заполнитель - 762 кг/м3
Вода - 240 кг/м3
Воздух - 3,
0%
Осадка - 15 -18 см
Стоимость - 41,90 долл./м3
В соответствии с вышеописанными алгоритмами был рассчитан следующий состав смеси:
Цемент - 303 кг/м3
Песок - 1192 кг/м3
Крупнозернистый заполнитель - 573 кг/м3
Вода - 195 кг/м3
Воздух - 4.0%
Осадка - 4.7 см
Стоимость - 35.6 долл./м3
Значения осадки, содержания воздуха и прочности определялись экспериментально.
Данный пример демонстрирует преимущество вышеописанного
метода в сравнении со стандартом ACI, заключающееся в том, что фактические значения осадки и прочности были получены при одновременной экономии затрат, составляющей 6,30 долл./м3
Пример 11
Бетонный завод изготавливал насосную бетонную смесь на основе мелкого гравия, предназначенную для фундаментных работ. Смесь с осадкой 10 см и прочностью на сжатие 13,8 МПа имела
следующий состав:
Цемент - 329 кг/м3
Песок - 1224 кг/м3
Мелкий гравий - 530 кг/м3
Вода - 214 кг/м3
Стоимость
- 37,24 долл./м3
Состав смеси был изменен с помощью вышеописанной системы, чтобы получить осадку 10 см и прочность 16,6 МПа. Прочность была несколько завышена с целью создания
расчетного запаса.
Цемент - 242 кг/м3
Песок - 1165 кг/м3
Мелкий гравий - 602 кг/м3
Вода - 234 кг/м3
Стоимость - 31,20 долл./м3
С помощью предложенного метода расчета было сэкономлено 6,04 доллара на 1 м3 бетона.
Пример 12
Бетонный завод
изготавливал насосную бетонную смесь на основе мелкого гравия, предназначенную для фундаментных работ. Смесь с осадкой 10 см и прочностью на сжатие 17,2 МПа имела следующий состав:
Цемент
- 368 кг/м3
Песок - 1205 кг/м3
Мелкий гравий - 517 кг/м3
Вода - 214 кг/м3
Стоимость - 39,93 долл./м3
Состав смеси был изменен с помощью вышеописанной системы, чтобы получить осадку 10 см и прочность 20,0 МПа (повышение прочности на 2,8 МПа). Прочность была несколько завышена с целью создания
расчетного запаса.
Цемент - 277 кг/м3
Песок - 1172 кг/м3
Мелкий гравий - 574 кг/м3
Вода - 231 кг/м3
Стоимость - 33,60 долл./м3
С помощью предложенного метода расчета было сэкономлено 6,04 доллара на 1 м3 бетона, а также обеспечено хорошее качество бетона.
Пример 13
Бетонный завод изготавливал насосную бетонную смесь на основе мелкого гравия, предназначенную для фундаментных работ. Смесь с осадкой 10 см и прочностью на сжатие 20,7
МПа имела следующий состав:
Цемент - 368 кг/м3
Песок - 1188 кг/м3
Крупнозернистый заполнитель - 513 кг/м3
Вода - 214 кг/м3
Воздух - 1,5%
Стоимость - 41,73 долл./м3
Состав смеси был изменен с помощью вышеописанной системы, чтобы получить осадку 10 см и прочность 23,5 МПа.
Прочность была несколько завышена с целью создания расчетного запаса.
Цемент - 307 кг/м3
Песок - 1177 кг/м3
Крупнозернистый заполнитель - 547
кг/м3
Вода - 229 кг/м3
Воздух - 1,5%
Стоимость - 35,57 долл./м3
С помощью предложенного метода расчета было сэкономлено 6,16
доллара на 1 м3 бетона, а также обеспечено хорошее качество бетона.
Пример 14
Бетонный завод изготавливал бетонную смесь на основе 1- дюймового щебня, обладавшую
осадкой 10 см и прочностью на сжатие 13,8 МПа. Типичный состав смеси:
Цемент - 265 кг/м3
Песок - 820 кг/м3
Щебень - 972 кг/м3
Вода
- 211 кг/м3
Воздух - 1,5%
Стоимость - 35,18 долл./м3
Состав смеси был изменен с помощью вышеописанной системы, чтобы получить осадку 10 см и прочность
16,6 МПа. Прочность была несколько завышена с целью создания расчетного запаса.
Цемент - 224 кг/м3
Песок - 1203 кг/м3
Щебень - 642 кг/м3
Вода - 210 кг/м3
Воздух - 1,5%
Стоимость - 32,00 долл./м3
С помощью предложенного метода расчета было сэкономлено 3,18 доллара на 1
м3 бетона, а также обеспечено хорошее качество бетона.
Пример 15
Бетонный завод изготавливал бетонную смесь на основе 1-дюймового щебня, обладавшую осадкой 10 см и
прочностью на сжатие 17,2 МПа. Типичный состав смеси:
Цемент - 294 кг/м3
Песок - 814 кг/м3
Щебень - 968 кг/м3
Вода - 206 кг/м3
Воздух - 1,5%
Стоимость - 37,08 долл./м3
Состав смеси был изменен с помощью вышеописанной системы, чтобы получить осадку 10 см и прочность 20,0 МПа.
Прочность была несколько завышена с целью создания расчетного запаса.
Цемент - 252 кг/м3
Песок - 1211 кг/м3
Щебень - 615 кг/м3
Вода - 208 кг/м3
Воздух - 1,5%
Стоимость - 33,59 долл./м3
С помощью предложенного метода расчета было сэкономлено 3,49 доллара на 1 м бетона, а
также обеспечено хорошее качество бетона.
Пример 16
Бетонный завод изготавливал бетонную смесь на основе 1-дюймового щебня, обладавшую осадкой 10 см и прочностью на сжатие 20,
7 МПа. Типичный состав смеси:
Цемент - 323 кг/м3
Песок - 810 кг/м3
Щебень - 962 кг/м3
Вода - 200 кг/м3
Воздух
- 1,5%
Стоимость - 39,24 долл./м3
Состав смеси был изменен с помощью вышеописанной системы, чтобы получить осадку 10 см и прочность 23,5 МПа. Прочность была несколько
завышена с целью создания расчетного запаса.
Цемент - 276 кг/м3
Песок - 1204 кг/м3
Щебень - 611 кг/м3
Вода - 204 кг/м3
Воздух - 1,5%
Стоимость - 35,18 долл./м3
С помощью предложенного метода расчета было сэкономлено 4,06 доллара на 1 м3 бетона, а также
обеспечено хорошее качество бетона.
Пример 17
Бетонный завод изготавливал бетонную смесь на основе 1-дюймового щебня, обладавшую осадкой 10 см и прочностью на сжатие 27,6
МПа. Типичный состав смеси:
Цемент - 376 кг/м3
Песок - 783 кг/м3
Щебень - 936 кг/м3
Вода - 204 кг/м3
Воздух - 1,
5%
Стоимость - 42,99 долл./м3
Состав смеси был изменен с помощью вышеописанной системы, чтобы получить осадку 10 см и прочность 30,4 МПа. Прочность была несколько завышена
с целью создания расчетного запаса.
Цемент - 336 кг/м3
Песок - 1168 кг/м3
Щебень - 593 кг/м3
Вода - 207 кг/м3
Воздух - 1,5%
Стоимость - 38,04 долл./м3
С помощью предложенного метода расчета было сэкономлено 4,95 доллара на 1 м3 бетона, а также обеспечено хорошее
качество бетона.
Пример 18
При обычном порционном изготовлении бетона взвешивание отдельных компонентов производится со все возрастающей точностью. С помощью современного
оборудования в настоящее время можно взвешивать воду с погрешностью не свыше 1 л/м3. Однако, несмотря на весьма точное взвешивание всех компонентов, при регистрации значений осадки
наблюдался большой разброс результатов для разных замесов бетона. Если регистрируется слишком низкое значение осадки, то обычно доливают воду, что приводит к завышению соотношения воды и цемента и,
следовательно, неконтролируемому снижению прочности на сжатие. Однако в случае завышенного значения осадки может наблюдаться расслоение компонентов и выступание цементного молока, что может привести к
появлению внутренних дефектов и к общему ухудшению качества бетона.
Ряд опытов на бетонном заводе показал, что средний размер частиц d' и плотность упаковки φ имеют большой разброс. На фиг. 27 показана плотность упаковки мелкого гравия, проверявшаяся один раз в день. На фигуре показаны линии средней, минимальной и максимальной плотности упаковки. На фиг. 28 показано значение d' для образцов мелкого гравия по фиг. 27. И в этом случае на фигуре показаны линии среднего, минимального и максимального диаметра частиц. На основе фиг. 18 и 19 можно прийти к выводу, что наблюдаемый разброс характеристик мелкого гравия является большим и обуславливает наблюдаемый разброс осадки при изготовлении бетона. Результаты указывают на необходимость постоянного контроля разброса характеристик материалов, чтобы повысить общее качество бетона.
Пример 19
Аналогично примеру 18, проводился ежедневный замер разброса характеристик типичного песка.
Результаты показаны на фиг. 29 и 30. Как можно видеть, был обнаружен большой разброс значений d' и плотности упаковки.
Результаты указывают на необходимость постоянного контроля разброса характеристик материалов, чтобы повысить общее качество бетона.
Пример 20
Аналогично примеру 19, проводился ежедневный замер разброса характеристик типичного песка.
Результаты показаны на фиг. 31 и 32. Как можно видеть, был обнаружен большой разброс значений d' и плотности упаковки.
Результаты указывают на необходимость постоянного контроля разброса характеристик материалов, чтобы повысить общее качество бетона.
Пример 21
Было установлено, что разброс характеристик материалов, продемонстрированный в примерах 18,
19 и 20, оказывает существенное влияние на осадку изготавливаемого бетона и, следовательно, на количество воды, требуемой для обеспечения заданной осадки, и на количество цемента, требуемого для
обеспечения заданной прочности.
При расчете смеси на основе мелкого гравия, рассмотренной в примере 11, было установлено, что при сочетании песка и мелкого гравия в соответствии с
разбросом характеристик, показанным на фиг. 27-32, т. е. при сочетании максимальной и минимальной плотности упаковки этих компонентов, стоимость расчетного бетона с осадкой в 10 см и прочностью 13,8
МПа составила бы:
При наихудшей упаковке - 32,17 долл./м3
Экономия в сравнении с нормальной смесью - 5,07 долл./м3
При наилучшей упаковке - 30,47
долл./м3
Экономия в сравнении с нормальной смесью - 6,77 долл./м3
Результаты указывают на экономическую эффективность разработки состава бетона с
контролированием характеристик материалов.
Пример 22
Было установлено, что разброс характеристик материалов, продемонстрированный в примерах 18, 19 и 20, оказывает
существенное влияние на осадку изготавливаемого бетона и, следовательно, на количество воды, требуемой для обеспечения заданной осадки, и на количество цемента, требуемого для обеспечения заданной
прочности.
При расчете смеси на основе мелкого гравия, рассмотренной в примере 12, было установлено, что при сочетании песка и мелкого гравия в соответствии с разбросом характеристик,
показанным на фиг. 27-32, т. е. при сочетании максимальной и минимальной плотности упаковки этих компонентов, расчетный бетон с осадкой в 10 см и прочностью 17,2 МПа стоил бы:
При наихудшей
упаковке - 34,25 долл./м3
Экономия в сравнении с нормальной смесью - 5,68 долл./м3
При наилучшей упаковке - 32,16 долл./м3
Экономия в
сравнении с нормальной смесью - 7,77 долл./м3
Результаты указывают на экономическую эффективность разработки состава бетона с контролированием характеристик материалов.
Пример 23
Было установлено, что разброс характеристик материалов, продемонстрированный в примерах 18, 19 и 20, оказывает существенное влияние на осадку изготавливаемого бетона и,
следовательно, на количество воды, требуемой для обеспечения заданной осадки, и на количество цемента, требуемого для обеспечения заданной прочности.
При расчете смеси на основе
мелкого гравия, рассмотренной в примере 13, было установлено, что при сочетании песка и мелкого гравия в соответствии с разбросом характеристик, показанным на фиг. 27-32, т. е. при сочетании
максимальной и минимальной плотности упаковки этих компонентов, расчетный бетон с осадкой в 10 см и прочностью 20,7 МПа стоил бы:
При наихудшей упаковке - 36,19 долл./м3
Экономия в сравнении с нормальной смесью - 5,54 долл./м3
При наилучшей упаковке - 33,78 долл./м3
Экономия в сравнении с нормальной смесью - 7,95 долл./м3
Результаты указывают на экономическую эффективность разработки состава бетона с контролированием характеристик материалов.
Пример 24
Было установлено, что
разброс характеристик материалов, продемонстрированный в примерах 18, 19 и 20, оказывает существенное влияние на осадку изготавливаемого бетона и, следовательно, на количество воды, требуемой для
обеспечения заданной осадки, и на количество цемента, требуемого для обеспечения заданной прочности.
При расчете смеси на основе 1-дюймового щебня, рассмотренной в примере 14, было
установлено, что при сочетании песка и щебня в соответствии с разбросом характеристик, показанным на фиг. 27-32, т. е. при сочетании максимальной и минимальной плотности упаковки этих компонентов,
расчетный бетон с осадкой в 10 см и прочностью 13,8 МПа стоил бы:
При наихудшей упаковке - 32,70 долл./м3
Экономия в сравнении с нормальной смесью - 2,48 долл./м3
При наилучшей упаковке - 31,74 долл./м3
Экономия в сравнении с нормальной смесью - 3,44 долл./м3
Результаты указывают на экономическую
эффективность разработки состава бетона с контролированием характеристик материалов.
Пример 25
Было установлено, что разброс характеристик материалов, продемонстрированный в
примерах 18, 19 и 20, оказывает существенное влияние на осадку изготавливаемого бетона и, следовательно, на количество воды, требуемой для обеспечения заданной осадки, и на количество цемента,
требуемого для обеспечения заданной прочности.
При расчете смеси на основе 1-дюймового щебня, рассмотренной в примере 15, было установлено, что при сочетании песка и щебня в
соответствии с разбросом характеристик, показанным на фиг. 27-32, т. е. при сочетании максимальной и минимальной плотности упаковки этих компонентов, расчетный бетон с осадкой в 10 см и прочностью 17,
2 МПа стоил бы:
При наихудшей упаковке - 34,40 долл./м3
Экономия в сравнении с нормальной смесью - 2,68 долл./м3
При наилучшей упаковке - 33,34
долл./м3
Экономия в сравнении с нормальной смесью - 3,74 долл./м3
Результаты указывают на экономическую эффективность разработки состава бетона с
контролированием характеристик материалов.
Пример 26
Было установлено, что разброс характеристик материалов, продемонстрированный в примерах 18, 19 и 20, оказывает
существенное влияние на осадку изготавливаемого бетона и, следовательно, на количество воды, требуемой для обеспечения заданной осадки, и на количество цемента, требуемого для обеспечения заданной
прочности.
При расчете смеси на основе 1-дюймового щебня, рассмотренной в примере 16, было установлено, что при сочетании песка и щебня в соответствии с разбросом характеристик,
показанным на фиг. 27-32, т. е. при сочетании максимальной и минимальной плотности упаковки этих компонентов, расчетный бетон с осадкой в 10 см и прочностью 20,7 МПа стоил бы:
При наихудшей
упаковке - 36,10 долл./м3
Экономия в сравнении с нормальной смесью - 3,14 долл./м3
При наилучшей упаковке - 34,82 долл./м3
Экономия в
сравнении с нормальной смесью - 4,42 долл./м3
Результаты указывают на экономическую эффективность разработки состава бетона с контролированием характеристик материалов.
Пример 27
Было установлено, что разброс характеристик материалов, продемонстрированный в примерах 18, 19 и 20, оказывает существенное влияние на осадку изготавливаемого бетона и,
следовательно, на количество воды, требуемой для обеспечения заданной осадки, и на количество цемента, требуемого для обеспечения заданной прочности.
При расчете смеси на основе
1-дюймового щебня, рассмотренной в примере 17, было установлено, что при сочетании песка и щебня в соответствии с разбросом характеристик, показанным на фиг. 27-32, т. е. при сочетании максимальной и
минимальной плотности упаковки этих компонентов, расчетный бетон с осадкой в 10 см и прочностью 27,6 МПа стоил бы:
При наихудшей упаковке - 39,17 долл./м3
Экономия в
сравнении с нормальной смесью - 3,82 долл./м3
При наилучшей упаковке - 37,58 долл./м3
Экономия в сравнении с нормальной смесью - 5,41 долл./м3
Результаты указывают на экономическую эффективность разработки состава бетона с контролированием характеристик материалов.
Пример 28
Результаты, указанные в примерах
21-27, продемонстрировали, что оперативный контроль разброса значений d' и плотности упаковки материалов, используемых при изготовлении бетона, обеспечивает:
повышение однородности
характеристик текучести,
повышение однородности характеристик прочности,
повышение однородности качественных характеристик бетона,
сокращение затрат на материалы.
Результаты показали, что динамический расчет смеси, при котором состав смеси меняется при изменении материалов, представляет собой новый метод разработки состава бетона. Этот метод гарантирует получение оптимальных характеристик бетона при изменении характеристик материалов.
Пример 29
Бетоны, запроектированные на различную осадку по примерам 1-7,
продемонстрировали прекрасную когезию при отсутствии видимых признаков расслоения компонентов или выступания цементного молока.
Пример 30
Бетоны, запроектированные по
примерам 8-10, имели хорошую когезию и продемонстрировали незначительные признаки расслоения компонентов или выступания цементного молока в сравнении со смесями обычного состава, рассчитанного по
рекомендациям Американского института бетона (ACI).
Пример 31
Бетоны, запроектированные по примерам 8-10, имели хорошую когезию и продемонстрировали незначительные признаки
расслоения компонентов или выступания цементного молока в сравнении со смесями обычного состава, изготавливаемыми на бетонных заводах.
Пример 32
Три типа крупнозернистого
заполнителя (гранит с размером частиц в диапазоне 2-8 мм, гранит с размером частиц в диапазоне 8-16 мм и гранит с размером частиц в диапазоне 16-32 мм) предполагалось использовать при строительстве
бетонного моста с высокой долговечностью и предлагаемым сроком службы 100 лет. По этой причине пористость следовало свести к минимуму, и бетон должен был обладать формуемостью при минимальном
содержании воды.
Поэтому была выполнена оптимизация упаковки частиц заполнителей, чтобы улучшить формуемость бетона. Значения плотности упаковки и среднего размера частиц приведены в табл. 4.
Ориентировочная упаковка трех типов крупнозернистого заполнителя показана на фиг. 33. Как можно видеть из рисунка, максимальная упаковка составляет 0,68 и достигается при следующем составе, приведенном в табл. 10.
При оптимальном сочетании заполнителей был получен бетон с весьма хорошей формуемостью, который отвечал техническим требованиям подрядчика, причем количество суперпластификатора могло быть снижено в сравнении с тем, что использовалось в стандартных смесях подрядчика, что было эквивалентно экономии на сумму 400 000,00 долларов.
С учетом вышеизложенного можно прийти к выводу о том, что настоящее изобретение предусматривает обладающие новизной процессы и методы единообразного и предсказуемого изготовления однородных цементных смесей и изделий, которые будут гарантированно соответствовать заданным требованиям к качеству и обладать заданными эксплуатационными характеристиками.
Настоящее изобретение также обеспечивает единообразные и предсказуемые новые цементные составы и изделия, обладающие заданными расчетными и эксплуатационными характеристиками при сведении к минимуму необходимости в создании излишнего запаса прочности цементных материалов и, тем самым, при минимизации стоимости изготовления.
Настоящее изобретение также предусматривает методы для единообразного и предсказуемого изготовления таких однородных цементных составов и изделий, даже несмотря на использование сырья (т. е. цемента, песка, гравия, заполнителей, воды и присадок) с меняющимися качественными характеристиками и параметрами.
Настоящее изобретение также обеспечивает новые составы и процессы для изготовления цементных составов и изделий, качество которых гарантированно будет таким, что водителям бетоновозов не потребуется изменять параметры смеси.
Кроме того, настоящее изобретение предусматривает методы изготовления цементных составов и изделий, которые будут обладать достаточной долговечностью для их области назначения.
Далее, настоящее изобретение предусматривает новые процессы для расчета состава, обеспечивающие получение требуемых характеристик прочности, осадки и долговечности цементных составов.
Настоящее изобретение также обеспечивает новые составы и процессы для расчета бетона, исключающие необходимость в использовании аппроксимации по методу проб и ошибок.
Более того, настоящее изобретение также обеспечивает новые составы и процессы для расчета бетона, обеспечивающие оптимальный состав смеси для определенного бетона, изготавливаемого из разнообразных компонентов и присадок, при одновременном обеспечении максимальной экономической эффективности.
И наконец, настоящее изобретение предусматривает новые процессы для изменения технологических процессов изготовления цементных составов и изделий "в режиме реального времени" при изменении характеристик сырьевых материалов, поступающих на место работ.
Настоящее изобретение может реализовываться в других специфичных формах без отхода от его сути и важнейших характеристик. Описанные варианты реализации настоящего изобретения во всех отношениях должны рассматриваться как чисто иллюстративные и не ограничивающие объем изобретения. Следовательно, объем изобретения указан в прилагаемой патентной формуле, а не в предшествующем описании. Все изменения в рамках смысла и диапазона эквивалентности патентной формулы входят в объем изобретения.
Реферат
Способ проектирования цементной смеси используется для определения пропорций песка, цемента, крупнозернистого заполнителя, воды, летучей золы, реагентов для сокращения количества воды, реагентов для захвата воздуха и наполнителей, необходимых для получения бетонной смеси, обладающей заданной прочностью и осадкой при минимальной стоимости. Процесс оптимизации включает комбинацию математических моделей, которые точно отражают характеристики бетонной смеси, основанные на характеристиках ее отдельных компонентов. Процесс также обеспечивает возможность оптимизации долговечности цементной смеси и точного расчета ожидаемого весового выхода смеси. Технический результат - создание новых способов расчета цементных составов - бетона, благодаря которым цементные составы будут предсказуемым образом обеспечивать требуемые характеристики прочности, осадки и долговечности. 6 с. и 30 з.п.ф-лы. 33 ил.

Комментарии