Изготовление декоративных поверхностей - RU2742293C2
Код документа: RU2742293C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к изготовлению декоративных поверхностей, предпочтительно декоративных панелей или плиток, c использованием технологии краско-струйной печати. Изобретение, в частности, относится к декоративным панелям из PVC (поливинилхлорида), также называемых виниловыми плитками или виниловыми планками. Зачастую для таких плиток также используется сокращенное обозначение ВПСЛ, что соответствует наименованию «виниловая плитка серии люкс».
Уровень техники
Глубокая печать, офсетная печать и флексографическая печать во все бόльших масштабах замещаются для различных областях применения промышленными системами краско-струйной печати вследствие гибкости условий использования последних, что проявляется, например, в отношении печати изменяемых данных, что обеспечивает возможность осуществления коротких производственных серий и персонализированного производства с низкими издержками, а также в их улучшенной надежности, что позволяет включать такие системы в производственные линии.
В публикации EP 2865527 A (AGFA GRAPHICS) раскрывается способ изготовления декоративной поверхности, включающий стадии: а) импрегнирования бумажной подложки термоотверждающейся смолой; b) струйного нанесения цветного рисунка с использованием одной или нескольких водных типографских красок для краско-струйной печати, включающих полимерное латексное связующее, на бумагу, импрегнированную термоотверждающейся смолой; с) сушки указанных одной или нескольких водных типографских красок для краско-струйной печати; и d) горячего прессования термоотверждающейся бумаги, несущей на себе цветной рисунок, для получения декоративной поверхности.
Основной недостаток данных декоративных панелей на основе древесины и бумаги заключается в их ограниченной водостойкости, что препятствует их использованию в ванных комнатах и кухнях.
Один подход заключается в использовании декоративной поверхности водостойкого широкого коврового покрытия, например путем нанесения на всю площадь пола ковролина из полимера PVC. Однако, в общем случае вследствие наличия у стен и входов в помещения множества углов и выемок нанесение такого большого ковролина требует использования квалифицированной рабочей силы и удаления всей мебели из помещения.
Еще один подход заключается в разрешении проблемы, связанной с водостойкостью, путем замены слоев на основе древесины и бумаги в декоративных панелях водостойкими полимерными слоями. Такие напольные панели на полимерной основе, использующие полимеры, подобные поливинилхлориду, раскрываются, например, в публикации WO 2011/077311 A (FLOORING INDUSTRIES). Данные полимерные напольные панели обладают структурами с взаимным зацеплением, которые обеспечивают взаимное зацепление с аналогичными панелями, обладающими такими же структурами с взаимным зацеплением, что обеспечивает возможность легкого монтажа бесклеевого покрытия для поверхности пола собственными силами. Декоративный слой в таких напольных панелях изготавливают с использованием типографских красок на водной основе или на основе растворителя для глубокой печати, характеризующихся относительно высокой вязкостью, на термопластичной пленке, изготовленной из полимера PVC.
Типографские краски для краско-струйной печати в общем случае характеризуются относительно низкой вязкостью, что приводит к проблемам, связанным с качеством изображения (например, растеканию) при проведении печати типографскими красками для краско-струйной печати на водной основе или на основе растворителя на термопластичной пленке, изготовленной из полимера PVC.
В неопубликованной патентной заявке PCT/EP2016/060507 (AGFA & UNILIN) раскрывается способ изготовления декоративных поверхностей, включающий стадии: а) краско-струйной печати (19) изображения на первой термопластичной пленке (12) с использованием пигментированной УФ-отверждаемой типографской краски для краско-струйной печати; b) нанесения второй термопластичной пленки (12) на изображение, отпечатанное с использованием краско-струйной печати; и с) горячего прессования (20) первой и второй термопластичных пленок для получения декоративного ламината; где пигментированная УФ-отверждаемая типографская краска для краско-струйной печати содержит полимеризуемую композицию, содержащую от 30 до 70% мас. монофункциональных полимеризуемых соединений и от 30 до 70% мас. полифункциональных полимеризуемых соединений, где уровень массового процентного содержания в % мас. приведен в расчете на совокупную массу полимеризуемой композиции; и где по меньшей мере одна из первой и второй термопластичных пленок представляет собой прозрачную пленку. Декоративные панели по данному изобретению характеризуются хорошей адгезией и отсутствием растрескивания. Однако, для высокоискривленных поверхностей, например вокруг колонн, иногда требуется еще более высокая гибкость.
Таким образом, все еще существует потребность в улучшенных способах изготовления декоративных поверхностей с использованием технологии краско-струйной печати.
Сущность изобретения
В целях преодоления описанных выше проблем были реализованы предпочтительные варианты осуществления настоящего изобретения с использованием способа изготовления декоративных поверхностей, определенного в пункте 1 формулы изобретения.
Использование определенных пигментированных УФ-отверждаемых типографских красок для краско-струйной печати в комбинации с определенным сополимером винилхлорида-винилацетата обеспечило возможность получения декоративных панелей, характеризующихся превосходными качеством изображения, адгезией, высокой гибкостью и отсутствием растрескивания отпечатка во время тиснения.
Технологический процесс изготовления был сделан намного более простым, что делает возможным полное его осуществление на производственных мощностях изготовителя декоративной панели.
Одно преимущество для изготовителя декоративной панели заключается в возможности исключения большого запаса декоративных рулонов с нецифровой печатью, поскольку в технологический процесс изготовления включается оперативная УФ-краско-струйная печать. Еще одно преимущество заключалось в том, что стала возможной намного более быстрая реакция на рыночную конъюнктуру, а также что было исключено непроизводительное растрачивание декоративных рулонов, поскольку нет необходимости их заказывать на предприятии для печати декора в минимальном отпускаемом количестве и заблаговременно.
Печать на собственных мощностях делает возможными широкий ассортимент продукции и предложение индивидуализированной продукции, например декоративных панелей, включающих логотипы компаний, и все это в отсутствие существенных финансовых потерь.
Еще одно преимущество краско-струйной печати заключается в возможности контроля технологического процесса изготовления на уровне, когда, например, тисненная текстура древесины безупречно соответствует цветному рисунку древесины, отпечатанному с использованием краско-струйной печати.
Дополнительные преимущества и варианты осуществления настоящего изобретения будут очевидны из следующего далее описания изобретения.
Краткое описание чертежей
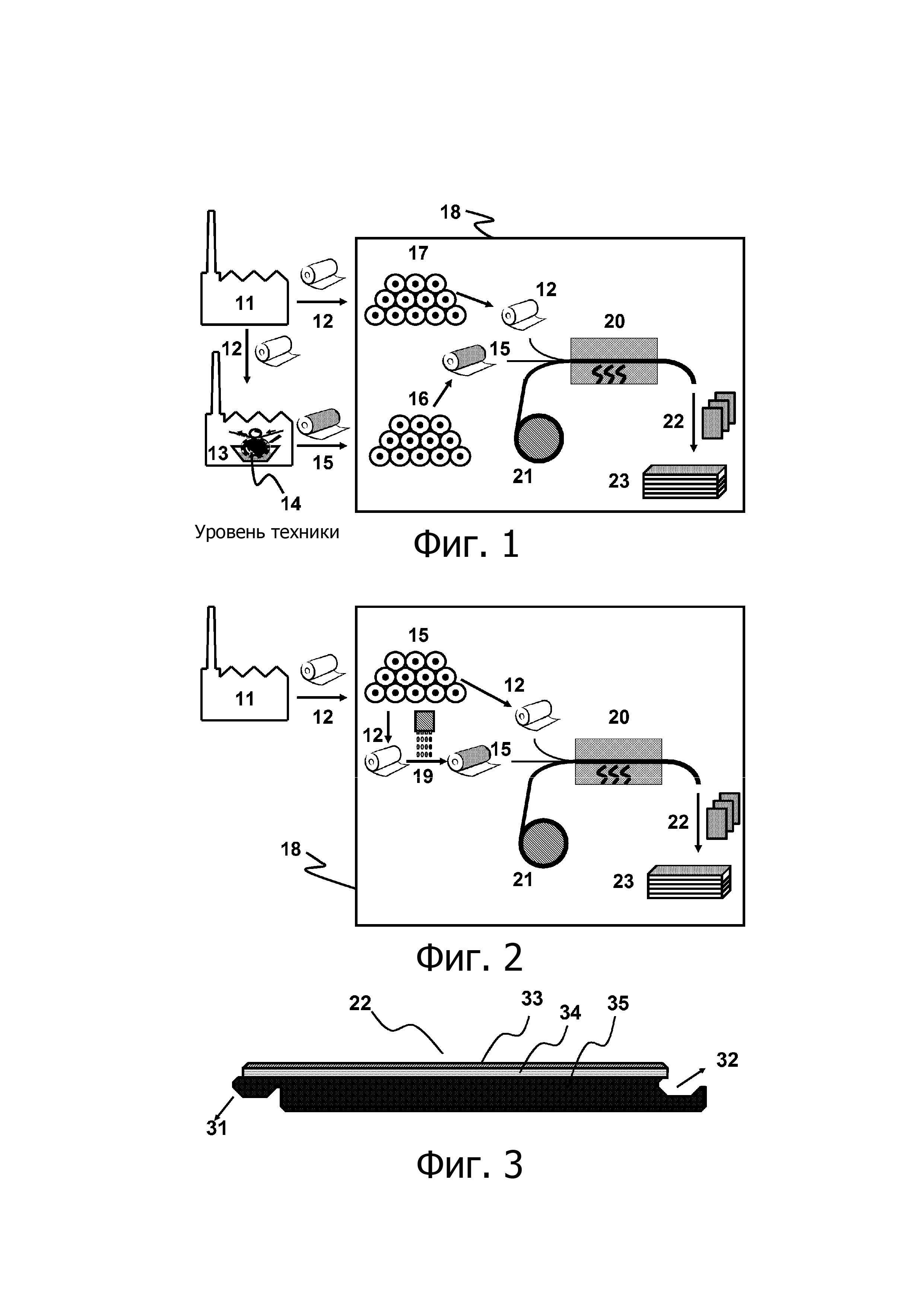
Фиг. 1 демонстрирует производственный технологический процесс изготовления полимерных декоративных панелей из уровня техники, где производитель (11) рулонов полимера PVC поставляет рулон (12) полимера PVC на предприятие (13) для печати декора, использующее глубокую печать (14), в целях доставки декоративного рулона (15) полимера PVC на склад (16) готовой продукции изготовителя (18) напольных панелей. Изготовитель (11) рулонов полимера PVC также поставляет и рулоны (12) полимера PVC на склад (17) готовой продукции изготовителя (18) напольных панелей, который изготавливает сборную конструкцию из слоев рулона (12) полимера PVC, декоративного рулона (15) полимера PVC и слоя (21) основы, которые после горячего прессования (20) в единую структуру разрезают с получением декоративных панелей (22), которые собирают в готовый к продаже комплект (23) декоративных панелей.
Фиг. 2 демонстрирует производственный технологический процесс изготовления полимерных декоративных панелей, в котором изготовитель (11) рулонов полимера PVC поставляет рулоны (12) полимера PVC на склад (15) готовой продукции изготовителя (18) напольных панелей, который получает декоративный рулон (15) полимера PVC путем краско-струйной печати (19) на рулоне (12) полимера PVC. После этого изготовитель (18) напольных панелей изготавливает сборную конструкцию из слоев рулона (12) полимера PVC, декоративного рулона (15) полимера PVC и слоя (21) основы, которые после горячего прессования (20) в единую структуру разрезают с получением декоративных панелей (22), которые собирают в готовый к продаже комплект (23) декоративных панелей.
Фиг. 3 демонстрирует поперечное сечение декоративной панели (22), включающей слой (35) основы, имеющий гребень (31) и шпунт (32) и ламинированный с верхней стороны прозрачной или непрозрачной термопластичной пленкой (34) и прозрачной термопластичной пленкой (33).
Подробное описание изобретения
Определения
Термин «алкил» обозначает все варианты, возможные для каждого количества атомов углерода в алкильной группе, то есть метил, этил, для трех атомов углерода: н-пропил и изопропил; для четырех атомов углерода: н-бутил, изобутил и третичный бутил; для пяти атомов углерода: н-пентил, 1,1-диметилпропил, 2,2-диметилпропил и 2-метилбутил, и тому подобное.
Если не указано иное, то замещенная или незамещенная алкильная группа предпочтительно будет являться С1-С6 алкильной группой.
Если не указано иное, то замещенная или незамещенная алкенильная группа предпочтительно будет являться С2-С6 алкенильной группой.
Если не указано иное, то замещенная или незамещенная алкинильная группа предпочтительно будет являться С2-С6 алкинильной группой.
Если не указано иное, то замещенная или незамещенная аралкильная группа предпочтительно будет являться фенильной или нафтильной группой, включающей одну, две, три или более С1-С6 алкильных групп.
Если не указано иное, то замещенная или незамещенная алкарильная группа предпочтительно будет являться С7-С20 алкильной группой, включающей фенильную группу или нафтильную группу.
Если не указано иное, то замещенная или незамещенная арильная группа предпочтительно будет являться фенильной группой или нафтильной группой.
Если не указано иное, то замещенная или незамещенная гетероарильная группа предпочтительно будет представлять собой пяти- или шестичленное кольцо, замещенное одним, двумя или тремя атомами кислорода, атомами азота, атомами серы, атомами селена или их комбинациями.
Термин «замещенный», например в случае замещенной алкильной группы, означает, что эта алкильная группа может быть замещена атомами, отличными от атомов, обычно присутствующих в такой группе, то есть от атомов углерода и водорода. Например, замещенная алкильная группа может включать атом галогена или тиольную группу. Незамещенная алкильная группа содержит только атомы углерода и водорода.
Если не указано иное, то замещенная алкильная группа, замещенная алкенильная группа, замещенная алкинильная группа, замещенная аралкильная группа, замещенная алкарильная группа, замещенная арильная группа и замещенная гетероарильная группа предпочтительно замещены одним или несколькими фрагментами, выбранными из группы, состоящей из метила, этила, н-пропила, изопропила, н-бутила, изобутила и третичного бутила, сложного эфира, амида, простого эфира, простого тиоэфира, кетона, альдегида, сульфоксида, сульфона, сложного эфира сульфоновой кислоты, сульфонамида, -Cl, -Br, -I, -OH, -SH, -CN и -NO2.
Способы изготовления декоративных поверхностей
Способ изготовления декоративных поверхностей, включающий следующие стадии, осуществляемые в указанному порядке:
а) краско-струйную печать (19) изображения на первой термопластичной пленке (12) путем струйного нанесения и УФ-отверждения одной или нескольких пигментированных УФ-отверждаемых по свободно-радикальному механизму типографских красок для краско-струйной печати на первой термопластичной пленке (12); b) нанесение на изображение, отпечатанное с использованием краско-струйной печати, второй термопластичной пленки (12), несущей слой, содержащий сополимер винилхлорида-винилацетата-винилового спирта, где данный слой расположен лицевой стороной к изображению, отпечатанному с использованием краско-струйной печати на первой термопластичной пленке; и с) горячее прессование (20) первой и второй термопластичных пленок для получения декоративного ламината; где по меньшей мере одна из указанных первой и второй термопластичных пленок представляет собой прозрачную термопластичную пленку; и где одна или несколько пигментированных УФ-отверждаемых по свободно-радикальному механизму типографских красок для краско-струйной печати содержат полимеризуемую композицию, содержащую: от 30 до 90% мас. одного или нескольких соединений, содержащих одну этиленненасыщенную полимеризуемую группу; от 10 до 70% мас. одного или нескольких соединений, содержащих две этиленненасыщенные полимеризуемые группы; и от 0 до 10% мас. одного или нескольких соединений, содержащих три или более этиленненасыщенных полимеризуемых групп, где все уровни массового процентного содержания приведены в расчете на совокупную массу полимеризуемой композиции.
В одном более предпочтительном варианте осуществления вышеупомянутый способ включает стадию d) резки ламината для получения декоративной панели (22). Способ по изобретению также может быть использован для изготовления декоративных поверхностей коврового покрытия (например, винилового рулона), но предпочтительно он используется для изготовления декоративных панелей, поскольку декоративные панели не требуют использования квалифицированных работников для монтажа и не требует удаления всей мебели из помещения.
Пленки являются термопластичными, так чтобы они могли сплавляться друг с другом во время горячего прессования (20). Горячее прессование предпочтительно осуществляют путем предварительного нагрева первой и второй термопластичных пленок предпочтительно до температуры, составляющей более 130°С, более предпочтительно находящейся в диапазоне от 140 до 170°С, и предпочтительно с использованием после этого охлаждаемого пресса в целях сплавления их для получения декоративного ламината. В альтернативном варианте пресс, содержащий первую и вторую термопластичные пленки, может быть нагрет до температуры, составляющей более чем 130°С, со следующим затем охлаждением пресса в целях сплавления первой и второй термопластичных пленок для получения декоративного ламината. Давление, использующееся в обоих способах, предпочтительно составляет более 10 бар, более предпочтительно находится в диапазоне от 15 до 40 бар.
Термопластичные пленки предпочтительно выбирают из группы, состоящей из поливинилхлорида (PVC), полиолефинов, подобных полиэтилену (РЕ) и полипропилену (РР), полиамидов (РА), полиуретана (PU), полистирола (PS), сополимера акрилонитрила-бутадиена-стирола (ABS), полиметилметакрилата (РММА), поликарбоната (РС), полиэтилентерефталата (РЕТ), полиэфирэфиркетона на основе простых эфиров (РЕЕК) или их смесей или сополимеров.
В одном предпочтительном варианте осуществления первая и вторая термопластичные пленки являются пленками поливинилхлорида. Пленки поливинилхлорида предпочтительно относятся к жесткому типу, включающему менее 10% мас. пластификатора, более предпочтительно эти пленки PVC содержат от 0 до 5% мас. пластификатора. Пластификатор может быть фталатным пластификатором, но по причинам безопасности для здоровья предпочтение отдается нефталатным пластификаторам.
Предпочтительные нефталатные пластификаторы включают диизононилциклогексан-1,2-дикарбоксилат (DINCH), дипропиленгликольдибензоат (DGD), диэтиленгликольдибензоат (DEGD), триэтиленгликольдибензоат (TEGD), ацетилированные моноглицериды полностью гидрированного касторового масла (COMGHA), сложные эфиры изосорбида, бис(2-этилгексил)терефталат, пластификаторы на основе растительного масла, подобные продукту EcolibriumTM от компании DOW, и их смеси.
В одном предпочтительном варианте осуществления пигментированную УФ-отверждаемую типографскую краску для краско-струйной печати отверждают с использованием УФ СИД (светоизлучающие диоды).
Декоративные поверхности
Ниже в настоящем документе изобретение будет раскрыто для декоративных панелей, но за исключением того, что относится к профилям гребня и шпунта, изобретение равным образом применимо и к декоративной поверхности коврового покрытия, такой как виниловый рулон.
Декоративная панель (22), полученная с использованием способа по настоящему изобретению, несет изображение, отпечатанное с использованием краско-струйной печати, между двух термопластичных пленок, где по меньшей мере одна из двух термопластичных пленок является прозрачной. Прозрачная пленка необходима для того, чтобы изображение, отпечатанное с использованием краско-струйной печати, было видимым, поскольку оно располагается на внутренней стороне декоративного ламината.
В одном предпочтительном варианте осуществления декоративная панель (22) несет изображение, отпечатанное с использованием краско-струйной печати на первой термопластичной пленке (34), которая предпочтительно является непрозрачной термопластичной пленкой, в то время как вторая термопластичная пленка (33) является прозрачной и несет слой, содержащий сополимер винилхлорида-винилацетата-винилового спирта.
В одном альтернативном варианте осуществления декоративная панель (22) несет изображение, отпечатанное с использованием типографской краски на прозрачной первой термопластичной пленке (33), в то время как вторая термопластичная пленка (34) предпочтительно является непрозрачной и несет, содержащий сополимер винилхлорида-винилацетата-винилового спирта.
Преимущество наличия непрозрачной термопластичной пленки заключается в том, что улучшается яркость красок изображения, отпечатанного с использованием краско-струйной печати, и в маскировке дефектов и неоднородностей в необязательном слое основы, которые, таким образом, не будут оказывать воздействия на качество изображения. Непрозрачная термопластичная пленка предпочтительно является белой непрозрачной термопластичной пленкой, но также может быть и желтоватой или коричневатой непрозрачной термопластичной пленкой для уменьшения расхода типографской краски во время краско-струйной печати.
В одном более предпочтительном варианте осуществления декоративная панель (22) включает гребень (31) и шпунт (32) для бесклеевого взаимного зацепления с декоративными панелями, имеющими аналогичные гребень и шпунт. В одном более предпочтительном варианте осуществления гребень (31) и шпунт (32) представляют собой часть слоя (35) основы.
Декоративные панели, включающие гребень и шпунт, имеющие специальную форму (см. фиг. 3), могут быть защелкнуты одна в другую. Их преимущество заключается в быстром и легком монтаже пола или стены без необходимости в использовании клея. Форма гребня и шпунта, необходимая для получения хорошего механического соединения, хорошо известна в уровне техники ламинированных напольных покрытий, как это проиллюстрировано публикациями EP 2280130 A (FLOORING IND.), WO 2004/053258 (FLOORING IND.), US 2008010937 (VALINGE) и US 6418683 (PERSTORP FLOORING).
Профили гребня и шпунта являются в особенности предпочтительными для напольных панелей и стеновых панелей, но в случае мебельных панелей такой профиль гребня и шпунта по эстетическим причинам предпочтительно отсутствует для дверец мебели и передних поверхностей выдвижных ящиков. Однако, профиль гребня и шпунта может быть использован для защелкивания друг с другом других панелей мебели, как это проиллюстрировано в публикации US 2013071172 (UNILIN).
Декоративная панель, подобная напольной панели, имеет одно единственное изображение, отпечатанное с использованием краско-струйной печати, на термопластичной пленке. Однако изображение, отпечатанное с использованием краско-струйной печати, также может присутствовать и на обеих сторонах слоя основы. Последний вариант является в особенности желательным в случае декоративных панелей для мебели. В таком случае изображения, отпечатанные с использованием краско-струйной печати, предпочтительно располагаются между двумя термопластичными пленками на обеих сторонах слоя основы.
Декоративные панели могут иметь любую желательную форму, такую как квадратная, прямоугольная или восьмиугольная. Для напольного покрытия декоративные панели предпочтительно имеют прямоугольную форму, например 18 см × 140 см и толщину в диапазоне от 2 до 6 мм. При толщине, составляющей не более 6 мм, большая площадь пола может быть покрыта с использованием довольно ограниченной массы декоративных панелей. Низкая масса увеличивает комфорт при монтаже декоративных панелей и приводит к финансовой выгоде при транспортировке на склады готовой продукции по сравнению с более тяжелыми декоративными панелями на древесной основе.
В одном предпочтительном варианте осуществления декоративные панели изготавливают в виде прямоугольных продольных планок. Их размеры могут варьироваться в значительном диапазоне. Предпочтительно панели имеют длину более 1 метра, и ширину более 0,1 метра, например панели могут иметь в длину приблизительно 1,3 метра, а в ширину - приблизительно 0,15 метра. В соответствии с одним конкретным вариантом осуществления длина панелей превосходит 2 метра, при этом ширина предпочтительно составляет приблизительно 0,2 метра или более. Печать для таких панелей предпочтительно проводится без повторов.
В одном предпочтительном варианте осуществления декоративные панели выбирают из группы, состоящей из кухонных панелей, напольных панелей, мебельных панелей, потолочных панелей и стеновых панелей.
Декоративные панели, кроме того, могут включать звукопоглощающий слой. Один пример такого звукопоглощающего слоя раскрывается в публикации US 8196366 (UNILIN).
Первые термопластичные пленки
Первая термопластичная пленка включает термопластичную пленку и изображение, обычно цветной рисунок, отпечатанный на ней с использованием краско-струйной печати.
На содержание цветного рисунка никаких особенных ограничений не накладывают. Цветной рисунок также может включать информацию, такую как текст, стрелки, логотипы и тому подобное. Преимущество краско-струйной печати заключается в возможности печати такой информации мелкой серией без избыточных затрат, чего нельзя сказать про глубокую печать.
В одном предпочтительном варианте осуществления цветной рисунок представляет собой воспроизведение рисунка древесины или воспроизведение рисунка камня, но им также может быть и фантазийный или выдуманный рисунок, такой как карта древнего мира или геометрический рисунок или даже одноцветный вариант для изготовления, например, пола, состоящего из черных и красных плиток, или одноцветной дверцы мебели.
Одно преимущество печати цветного рисунка древесины заключается в возможности изготовления пола, имитирующего, помимо дуба, сосны и бука, также и очень дорогостоящую древесину, подобную черному ореху, которая обычно недоступна для декорирования жилища.
Одно преимущество печати цветного рисунка камня заключается в возможности изготовления пола, который представляет собой точную имитацию каменного пола, но без ощущения холода при хождении по нему босыми ногами и с возможностью легкой замены с течением времени в соответствии с модой.
Первая термопластичная пленка предпочтительно имеет толщину, составляющую по меньшей мере 80 мкм. В случае печати изображения с использованием краско-струйной печати на прозрачной термопластичной пленке, использованной в качестве защитного наружного слоя декоративного ламината, она предпочтительно будет иметь толщину более 100 мкм, более предпочтительно в диапазоне от 200 до 700 мкм, а наиболее предпочтительно от 300 до 500 мкм.
В случае использования первой термопластичной пленки в качестве защитного наружного слоя декоративного ламината она может включать дополнительные отделочные слои на поверхности в соответствии с представленным ниже в настоящем документе описанием изобретения для второй термопластичной пленки.
Вторые термопластичные пленки
Вторая термопластичная пленка несет слой, содержащий сополимер винилхлорида-винилацетата-винилового спирта. Такой слой обеспечивает оптимальную адгезию с изображением, отпечатанным с использованием краско-струйной печати, в то время как гибкость может быть максимизирована при использовании пигментированных УФ-отверждаемых по свободно-радикальному механизму типографских красок для краско-струйной печати, содержащих большие количества соединений, содержащих одну этиленненасыщенную полимеризуемую группу в полимеризуемой композиции типографских красок для краско-струйной печати. Слой предпочтительно содержит сополимер винилхлорида-винилацетата-винилового спирта, включающий более 80% мас. винилхлорида и от 1 до 15% мас. винилового спирта в расчете на совокупную массу сополимера. Еще одно преимущество включения винилового спирта в определенный сополимер винилхлорида-винилацетата заключается в том, что слой становится нелипким, и вторую термопластичную пленку можно хранить в виде рулона без возникновения проблем, связанных с клейкостью.
Нанесение слоя, содержащего сополимер винилхлорида-винилацетата-винилового спирта, предпочтительно проводят с использованием методики нанесения покрытия, выбираемой из нанесения покрытия с использованием распыления, нанесения покрытия с использованием погружения, нанесения покрытия с использованием ножевого устройства, нанесения покрытия с использованием экструдирования, нанесения покрытия с использованием центрифугирования, нанесения покрытия с использованием скользящего бункера и нанесения покрытия путем обливания.
Слой, содержащий сополимер винилхлорида-винилацетата-винилового спирта, наносят для получения массы сухого вещества в диапазоне предпочтительно от 1 до 10 г/м2, более предпочтительно от 2 до 7 г/м2, а наиболее предпочтительно от 3 до 6 г/м2. Количество менее 1 г/м2 не обеспечивало хорошей адгезии, в то время как количество более 10 г/м2 вновь наблюдались проблемы, связанные с липкостью и клейкостью. Очень хорошее стабильное качество получали при нанесении покрытия при массе сухого вещества в диапазоне от 2 до 6 г/м2.
Раствор для нанесения покрытия из сополимера винилхлорида-винилацетата-винилового спирта предпочтительно получают с использованием органического растворителя, характеризующегося температурой кипения не более 95°С при нормальном давлении. Это позволяет осуществлять быструю сушку, что особенно полезно в организации технологического процесса однопроходной краско-струйной печати. Органический растворитель для сополимера винилхлорида-винилацетата-винилового спирта предпочтительно выбирают из метилэтилкетона или этилацетата для того, чтобы свести к минимуму опасность взрыва.
Вторую термопластичную пленку предпочтительно используют в декоративном ламинате в качестве наружного слоя, получая, таким образом, прозрачный защитный слой для видимого изображения, напечатанного с использованием краско-струйной печати. Однако на защитный слой могут быть нанесены дополнительные отделочные слои.
В одном предпочтительном варианте осуществления на защитный слой наносят антистатический слой. Методики придания декоративным панелям антистатических свойств хорошо известны в уровне техники декоративных ламинатов, как это проиллюстрировано публикацией EP 1567334 A (FLOORING IND.).
В одном конкретном предпочтительном варианте осуществления декоративная панель включает полиуретановый отделочный слой на защитном слое.
Верхнюю поверхность декоративной поверхности, то есть по меньшей мере защитный слой, предпочтительно снабжают рельефом, согласующимся с цветным рисунком, таким как, например, текстура древесины, трещины и сучки на отпечатке древесины. Методики тиснения для получения такого рельефа хорошо известны в уровне техники напольных панелей в соответствии, например, с раскрытием в публикациях EP 1290290 A (FLOORING IND.), US 2006144004 (UNILIN), EP 1711353 A (FLOORING IND.) и US 2010192793 (FLOORING IND.).
Наиболее предпочтительно рельеф получают в результате спрессовывания цифровой печатной формы, валика или ленты для тиснения с термопластичной пленкой, образующей защитный слой во время горячего прессования.
Цифровой печатной формой для тиснения является печатная форма, которая включает возвышения, которые могут быть использованы для получения рельефа на декоративной панели в результате спрессовывания цифровой печатной платы для тиснения с защитным слоем декоративной панели или составных декоративных панелей. Возвышения могут представлять собой отвержденные отпечатанные методом краско-струйной печати капельки, наносимые струей с использованием устройства для краско-струйной печати, а наиболее предпочтительно УФ-отвержденные капельки, отпечатанные в результате краско-струйной печати. Возвышения предпочтительно формируют в результате печати и отверждения капелек, отпечатанных методом краско-струйной печати поверх уже отвержденных или точечно отвержденных капелек, отпечатанных методом краско-струйной печати. Печатная форма предпочтительно является жесткой вследствие использования металла или твердого пластика.
Альтернативой цифровой печатной форме для тиснения может служить цифровой цилиндр для тиснения, которым является цилиндр, включающий возвышения для формирования рельефа на декоративных панелях в результате спрессовывания и вращения цифрового цилиндра для тиснения по отношению к защитному слою декоративных панелей.
Отделочный слой, предпочтительно полиуретановый отделочный слой, может включать твердые частицы, подобные корунду, для предотвращения царапания верхней поверхности. Совокупное количество твердых частиц предпочтительно находится в диапазоне от 1 г/м2 до 100 г/м2, предпочтительно от 2 г/м2 до 50 г/м2.
Предпочтительными твердыми частицами являются керамические или минеральные частицы, выбираемые из группы, состоящей из оксида алюминия, карбида кремния, диоксида кремния, нитрида кремния, карбида вольфрама, карбида бора и диоксида титана, или из любых других оксида металла, карбида металла, нитрида металла или карбонитрида металла. Наиболее предпочтительные твердые частицы представляют собой корунд и так называемую сиалоновую керамику. В принципе, может быть использован широкий спектр частиц. Само собой разумеется, что также может быть использована и любая смесь из вышеупомянутых твердых частиц.
Количество твердых частиц может быть определено как функция желательной стойкости к царапанию.
Предпочтительными являются твердые частицы, характеризующиеся средним размером частиц в диапазоне от 1 до 200 мкм. Предпочтительно поверх отпечатанного рисунка наносят количество таких частиц в диапазоне от 1 до 40 г/м2. Для более низких уровней качества может оказаться достаточным количество, составляющее менее, чем 20 г/м2.
Вторая термопластичная пленка предпочтительно имеет толщину, составляющую по меньшей мере 80 мкм. В случае использования в качестве защитного наружного слоя декоративного ламината второй термопластичной пленки она предпочтительно будет иметь толщину, составляющую более 100 мкм, более предпочтительно в диапазоне от 200 до 700 мкм, а наиболее предпочтительно от 300 до 500 мкм.
Слои основы
В одном предпочтительном варианте осуществления декоративная панель (22) включает слой (35) основы. Слой основы обеспечивает придание декоративной панели достаточной жесткости таким образом, чтобы, например, при изгибании длинной прямоугольной декоративной панели под ее собственным весом панель не разрушалась. По этой причине слой основы предпочтительно армируют с использованием волокон.
На декоративной поверхности (22) слой (21, 35) основы прикрепляют к стороне непрозрачной термопластичной пленки первой и второй термопластичных пленок или прикрепляют к стороне прозрачной термопластичной пленки в случае, когда как первая, так и вторая термопластичные пленки присутствуют в виде прозрачных термопластичных пленок.
В одном предпочтительном варианте осуществления слой (35) основы включает по существу поливинилхлорид и армирующие волокна. Более предпочтительно слой основы включает по существу поливинилхлорид и стеклянные волокна.
Слой основы может быть образован из двух пленок, предпочтительно пленок поливинилхлорида, с располагающейся в промежутке между ними стекловолоконной ватой.
Слой основы может содержать минерал. В особенности подходящими для использования в настоящем документе являются тальк или карбонат кальция (мел), оксид алюминия, диоксид кремния. Слой основы может включать антипирен.
Слой основы также может представлять собой так называемый древесно-пластиковый композит (ДПК), предпочтительно содержащий один или несколько полимеров или сополимеров, выбираемых из группы, состоящей из полипропилена, полиэтилена и поливинилхлорида.
Пигментированные УФ-отверждаемые по свободно-радикальному механизму типографские краски для краско-струйной печати
Цветной рисунок печатают с использованием одной или нескольких пигментированных УФ-отверждаемых по свободно-радикальному механизму типографских красок для краско-струйной печати, содержащих полимеризуемую композицию, содержащую: от 30 до 90% мас. одного или нескольких соединений, содержащих одну этиленненасыщенную полимеризуемую группу; от 10 до 70% мас. одного или нескольких соединений, содержащих две этиленненасыщенные полимеризуемые группы; и от 0 до 10% мас. одного или нескольких соединений, содержащих три или более этиленненасыщенных полимеризуемых групп, где все уровни массового процентного содержания в % мас. приведены в расчете на совокупную массу полимеризуемой композиции.
В одном особенно предпочтительном варианте осуществления количество одного или нескольких соединений, содержащих одну этиленненасыщенную полимеризуемую группу, составляет более 72% мас., более предпочтительно более 80% мас., где уровень массового процентного содержания в % мас. приведен в расчете на совокупную массу полимеризуемой композиции.
В одном предпочтительном варианте осуществления полимеризуемые соединения более, чем на 80% мас., предпочтительно более, чем на 90% мас., состоят из акрилатов и необязательных N-виниллактамов, где уровни массового процентного содержания в % мас. приведены в расчете на совокупную массу полимеризуемой композиции. Такие типографские краски для краско-струйной печати характеризуются высокой скоростью отверждения и особенно хорошо подходят для отверждения с использованием УФ СИД.
В наиболее предпочтительном варианте осуществления типографские краски для краско-струйной печати не содержат преднамеренно добавленной воды или преднамеренно добавленных органических растворителей, но могут содержать очень маленькие количества воды, в общем случае составляющие менее 5% мас. воды в расчете на совокупную массу типографской краски. Данную воду не добавляют преднамеренно, а она поступает в состав в виде загрязнения из других компонентов, таких как, например, полярные органические растворители. Количества воды, составляющие более, чем 5% мас. воды в расчете на совокупную массу типографской краски, зачастую делают типографские краски для краско-струйной печати нестабильными, предпочтительно уровень содержания воды составляет менее 1% мас. в расчете на совокупную массу типографской краски, а наиболее предпочтительно вода вообще отсутствует.
В одном менее предпочтительном варианте осуществления пигментированная УФ-отверждаемая типографская краска для краско-струйной печати содержит от 20 до 60% мас. органического растворителя в расчете на совокупную массу типографской краски для краско-струйной печати. В таком случае помимо средств УФ-отверждения становятся необходимы дополнительные средства сушки для выпаривания растворителя.
Типографские краски для краско-струйной печати составляют в виде комплекта типографских красок для краско-струйной печати, включающего типографские краски для краско-струйной печати, имеющие различные цвета. Комплект типографских красок для краско-струйной печати может быть стандартным комплектом типографских красок CMYK (бирюзовый-пурпурный-желтый-черный), но предпочтительно является комплектом типографских красок CRYK (бирюзовый-красный-желтый-черный), где пурпурную (М) типографскую краску заменяют на красную (R) типографскую краску для краско-струйной печати. Использование красной типографской краски для краско-струйной печати улучшает цветовую гамму цветных рисунков на основе древесины, что соответствует большинству декоративных панелей в напольном покрытии.
Комплект типографских красок для краско-струйной печати может быть расширен за счет дополнительных типографских красок, таких как коричневая, пурпурная, красная, зеленая, синяя и/или оранжевая, в целях дополнительного увеличения цветовой гаммы комплекта типографских красок. Комплект типографских красок для краско-струйной печати также может быть расширен путем объединения типографских красок для краско-струйной печати высокой оптической плотности с типографскими красками для краско-струйной печати низкой оптической плотности. Объединение таких типографских красок с темными и светлыми цветами и/или черной и серой типографских красок улучшает качество изображения в результате понижения зернистости структуры. Однако предпочтительно комплект типографских красок для краско-струйной печати состоит из не более, чем 3 или 4 типографских красок для краско-струйной печати, что делает возможной разработку однопроходных краско-струйных принтеров с высокой производительностью с приемлемыми издержками.
В дополнение к полимеризуемым соединениям пигментированные УФ-отверждаемые по свободно-радикальному механизму типографские краски для краско-струйной печати включают один или несколько фотоинициаторов, один или несколько соинициаторов, один или несколько ингибиторов и одно или несколько поверхностно-активных веществ в количествах, которые являются желательными для того, чтобы имелась возможность для нанесения в виде струи и возможность отверждения при использовании краско-струйных принтеров.
В одном предпочтительном варианте осуществления монофункциональные полимеризуемые соединения состоят из моноакрилатов и необязательно N-виниллактамов. Использование моноакрилатов и виниллактамов вместо, например, метакрилатов делает возможными высокие скорости отверждения.
Пигментированная УФ-отверждаемая типографская краска для краско-струйной печати является отверждаемой по свободно-радикальному механизму типографской краской для краско-струйной печати. Как это было установлено в промышленных системах краско-струйной печати, катионно-отверждаемые типографские краски для краско-струйной печати создавали проблемы, связанные с надежностью струйного нанесения вследствие «паразитного» рассеянного УФ-излучения. УФ-отверждение типографской краски вызывало отражение УФ-излучения, в том числе УФ-излучение попадало на сопловую печатную форму печатающей головки для краско-струйной печати, что приводило в результате к выходу сопел из строя вследствие закупоривания сопла отвержденной типографской краской. В отличие от свободно-радикальной типографской краски, где радикальные частицы характеризуются намного более коротким сроком жизни, катионная отверждаемая типографская краска продолжает отверждаться после образования в сопле кислотной структурной единицы под воздействием УФ-излучения.
Полимеризуемые соединения
Полимеризуемые соединения предпочтительно присутствуют в пигментированных УФ-отверждаемых типографских красках для краско-струйной печати в количестве, составляющем по меньшей мере 60% мас., более предпочтительно по меньшей мере 70% мас., где значение в % мас. приведено в расчете на совокупную массу типографской краски для краско-струйной печати.
В качестве полимеризуемого соединения могут быть использованы любые мономеры и олигомеры, способные подвергаться свободно-радикальной полимеризации. Вязкость УФ-отверждаемой типографской краски для краско-струйной печати может быть отрегулирована путем варьирования соотношения между мономерами и олигомерами. Полимеризуемые соединения могут представлять собой любые мономер и/или олигомер, обнаруживаемые в публикации Polymer Handbook Vol 1 + 2, 4-е издание, под редакцией J. BRANDRUP et al., Wiley Interscience, 1999.
Этиленненасыщенную полимеризуемую группу предпочтительно выбирают из группы, состоящей из группы акрилата, метакрилата, акриламида, метакриламида, стирола, малеината, фумарата, итаконата, винилового простого эфира, винилового сложного эфира, аллилового простого эфира и аллилового сложного эфира.
В одном предпочтительном варианте осуществления полимеризуемые соединения, содержащие одну этиленненасыщенную полимеризуемую группу, выбирают из акриловой кислоты, метакриловой кислоты, малеиновой кислоты (или их солей), малеинового ангидрида, алкил(мет)акрилатов (линейных, разветвленных и циклоалкиловых), таких как метил(мет)акрилат, н-бутил(мет)акрилат, трет-бутил(мет)акрилат, циклогексил(мет)акрилат и 2-этилгексил(мет)акрилат; арил(мет)акрилатов, таких как бензил(мет)акрилат и фенил(мет)акрилат; гидроксиалкил(мет)акрилатов, таких как гидроксиэтил(мет)акрилат и гидроксипропил(мет)акрилат; (мет)акрилатов, содержащих другие типы функциональностей (например, замещенные оксиранами, амином, фтором, полиэтиленоксидом, фосфатом), таких как глицидил(мет)акрилат, диметиламиноэтил(мет)акрилат, трифторэтилакрилат, метоксиполиэтиленгликоль(мет)акрилат и трипропиленгликоль(мет)акрилатфосфат; аллильных производных, таких как аллилглицидиловый простой эфир; стирольных соединений, таких как стирол, 4-метилстирол, 4-гидроксистирол, 4-ацетостирол и стиролсульфоновая кислота; (мет)акрилонитрила; (мет)акриламидов (в том числе N-моно- и N,N-дизамещенных), таких как N-бензил(мет)акриламид; малеимидов, таких как N-фенилмалеимид; винильных производных, таких как винилкапролактам, винилпирролидон, винилимидазол, винилнафталин и винилгалогениды; виниловых простых эфиров, таких как винилметиловый простой эфир; виниловых сложных эфиров карбоновых кислот, таких как винилацетат, винилбутират и винилбензоат.
В одном более предпочтительном варианте осуществления полимеризуемые соединения, содержащие одну этиленненасыщенную полимеризуемую группу, выбирают из моноакрилатов и виниллактамов.
N-виниллактамы представляют собой мономеры, хорошо известные на современном уровне техники, и поэтому детализированное их описание не требуется. N-виниллактамы содержат винильную группу, присоединенную к атому азота амидной группы, которая может быть, кроме того, замещена аналогично тому, что имеет место для мономерных (мет)акрилатов. Предпочтительными примерами являются N-винилкапролактам (NVC) и N-винилпирролидон (NVP), при этом соединение NVC является особенно предпочтительным.
В одном предпочтительном варианте осуществления полимеризуемые соединения, содержащие одну этиленненасыщенную полимеризуемую группу, включают по меньшей мере один ациклический углеводородный монофункциональный акрилатный мономер, предпочтительно выбираемый из октадецилакрилата (ODA), тридецилакрилата (TDA), изодецилакрилата (IDA), лаурилакрилата (LA).
В одном предпочтительном варианте осуществления полимеризуемые соединения, содержащие две и более этиленненасыщенных полимеризуемых групп, выбирают из группы, состоящей из триэтиленгликольдиакрилата, тетраэтиленгликольдиакрилата, полиэтиленгликольдиакрилата, дипропиленгликольдиакрилата, трипропиленгликольдиакрилата, полипропиленгликольдиакрилата, 1,4-бутандиолдиакрилата, 1,6-гександиолдиакрилата, 1,9-нонандиолдиакрилата, неопентилгликольдиакрилата, диметилолтрициклодекандиакрилата, диакрилата аддукта бисфенол А-ЕО (этиленоксид), диакрилата аддукта бисфенол А-РО (пропиленоксид), гидроксипивалатнеопентилгликольдиакрилата, пропоксилированного неопентилгликольдиакрилата, алкоксилированного диметилолтрициклодекандиакрилата и политетраметиленгликольдиакрилата, триметилолпропантриакрилата, ЕО-модифицированного триметилолпропантриакрилата, три(пропиленгликоль)триакрилата, триметилолпропантриакрилата, модифицированного капролактоном, пентаэритриттриакрилата, пентаэритриттетраакрилата, пентаэритритэтокситетраакрилата, дипентаэритритгексаакрилата, дитриметилолпропантетраакрилата, глицеринпропокситриакрилата, алкоксилированного циклогексанондиметанолдиакрилата, дипентаэритритгексаакрилата, модифицированного капролактамом, алкоксилированного циклогексанондиметанолдиакрилата, алкоксилированного гександиолдиакрилата, диоксангликольдиакрилата, диоксангликольдиакрилата, циклогексанондиметанолдиакрилата, диэтиленгликольдиакрилата, неопентилгликольдиакрилата, акрилатов виниловых простых эфиров, пропоксилированного глицеринтриакрилата и пропоксилированного триметилолпропантриакрилата, дитриметилолпропантетраакрилата, дипентаэритритпентаакрилата, этоксилированного пентаэритриттетраакрилата, метоксилированных гликольакрилатов и сложных эфиров акриловой кислоты.
Предпочтительные акрилаты виниловых простых эфиров представляют собой соответствующие соединения, раскрытые в публикации US 6310115 (AGFA). Одно особенно предпочтительное соединение представляет собой 2-(2-винилоксиэтокси)этилакрилат. Другие подходящие для использования акрилаты виниловых простых эфиров представляют собой соответствующие соединения, раскрытые в колонках 3 и 4 публикации US 6767980 B (NIPPON SHOKUBAI).
Красители
Цветные пигменты могут быть черным, бирюзовым, пурпурным, желтым, красным, оранжевым, фиолетовым, синим, зеленым, коричневым, их смесью и тому подобным. Цветной пигмент может быть выбран из соответствующих продуктов, раскрытых в публикации HERBST, Willy, et al. Industrial Organic Pigments, Production, Properties, Applications. 3-е издание, Wiley-VCH, 2004. ISBN 3527305769.
Один особенно предпочтительный пигмент бирюзовой типографской краски для краско-струйной печати представляет собой медный фталоцианиновый пигмент, более предпочтительно продукты C. I. Pigment Blue 15:3 или C. I. Pigment Blue 15:4.
Особенно предпочтительные пигменты красной или пурпурной типографской краски для краско-струйной печати представляют собой продукты C. I. Pigment Violet 19, C. I. Pigment Red 254, C. I. Pigment Red 176, C. I. Pigment Red 202 и C. I. Pigment Red 122 и их смешанные кристаллы.
Особенно предпочтительные пигменты желтой типографской краски для краско-струйной печати представляют собой продукты C. I. Pigment Yellow 150, C. I. Pigment Yellow 155, C. I. Pigment Yellow 120 и C. I. Pigment Yellow 180 и их смешанные кристаллы.
Для черной типографской краски подходящие материалы пигментов включают разновидности сажи, такие как продукты RegalTM 400R, MogulTM L, ElftexTM 320 от компании Cabot Co. или Carbon Black FW18, Special BlackTM 250, Special BlackTM 350, Special BlackTM 550, PrintexTM 25, PrintexTM 35, PrintexTM 55, PrintexTM 90, PrintexTM 150T от компании DEGUSSA Co., MA8 от компании MITSUBISHI CHEMICAL Co. и C. I. Pigment Black 7 и C. I. Pigment Black 11.
Также могут быть использованы и смешанные кристаллы. Смешанные кристаллы также обозначаются термином «твердые растворы». Например, в определенных условиях различные хинакридоны смешиваются друг с другом с образованием твердых растворов, которые достаточно сильно отличаются как от физических смесей соединений, так и от самих соединений. В твердом растворе молекулы компонентов входят в одну и ту же кристаллическую решетку, обычно, но не всегда, кристаллическую решетку одного из компонентов. Дифракционная рентгенограмма получающегося в результате кристаллического твердого вещества является характерной для данного твердого вещества и может быть легко отличена от соответствующей рентгенограммы физической смеси тех же самых компонентов, взятых в той же пропорции. У таких физических смесей может быть выделена рентгенограмма каждого из компонентов, и исчезновение множества данных линий представляет собой один из критериев образования твердых растворов. Одним примером, доступным на коммерческих условиях, является продукт CinquasiaTM Magenta RT-355-D от компании Ciba Specialty Chemicals.
Также могут быть использованы и смеси из пигментов. Например, черная типографская краска для краско-струйной печати может включать сажевый пигмент и по меньшей мере один пигмент, выбираемый из группы, состоящей из синего пигмента, бирюзового пигмента, пурпурного пигмента и красного пигмента. Как было установлено, такая черная типографская краска для краско-струйной печати позволила легко и лучше контролировать цвета для получения окрасок в виде древесины.
Частицы пигмента в пигментированной типографской краске для краско-струйной печати должны быть достаточно маленькими для обеспечения свободного течения типографской краски через устройство для краско-струйной печати, в особенности в эжектирующих соплах. Также использование маленьких частиц является желательным для получения максимальной интенсивности окраски и для замедления седиментации.
Средний размер частиц пигмента в пигментированной типографской краске для краско-струйной печати должен находиться в диапазоне от 0,005 мкм до 15 мкм. Предпочтительно средний размер частиц пигмента находится в диапазоне от 0,005 до 5 мкм, более предпочтительно от 0,005 до 1 мкм, в особенности предпочтительно от 0,005 до 0,3 мкм, а наиболее предпочтительно от 0,040 до 0,150 мкм.
Пигмент в типографской краске для краско-струйной печати предпочтительно используют в количестве в диапазоне от 0,1 до 20% мас., предпочтительно от 1 до 10% мас., а наиболее предпочтительно от 2 до 6% мас., в расчете на совокупную массу пигментированной типографской краски для краско-струйной печати. Концентрация пигмента, составляющая по меньшей мере 2% мас., является предпочтительной с точки зрения уменьшения количества типографской краски для краско-струйной печати, требуемого для получения цветного рисунка, в то время как концентрация пигмента, составляющая более 5% мас., уменьшает цветовую гамму для печати цветного рисунка при использовании печатающих головок, характеризующихся диаметром сопла в диапазоне от 20 до 50 мкм.
Белая типографская краска для краско-струйной печати предпочтительно включает пигмент, характеризующийся высоким показателем преломления, предпочтительно показателем преломления, составляющим более 1,60, предпочтительно более 2,00, более предпочтительно более 2,50, а наиболее предпочтительно более 2,60. Такие белые пигменты в общем случае характеризуются очень высокой кроющей способностью, то есть для сокрытия окраски и дефектов внутреннего слоя необходимо ограниченное количество такой белой типографской краски. Наиболее предпочтительный белый пигмент представляет собой диоксид титана.
Белая типографская краска для краско-струйной печати предпочтительно содержит белый пигмент в количестве от 5% мас. до 30% мас., более предпочтительно от 8 до 25% мас., белого пигмента в расчете на совокупную массу белой типографской краски для краско-струйной печати.
Среднечисленный диаметр частиц белого пигмента предпочтительно находится в диапазоне от 50 до 500 нм, более предпочтительно от 150 до 400 нм, а наиболее предпочтительно от 200 до 350 нм. Достаточной укрывистости не удается получить при среднем диаметре частиц менее 50 нм, а стабильность при хранении и пригодность для струйного нанесения у типографской краски имеют тенденцию к ухудшению, когда средний диаметр частиц превышает 500 нм.
Полимерные диспергаторы
Типичные полимерные диспергаторы представляют собой сополимеры двух мономеров, но могут включать три, четыре, пять или еще больше мономеров. Свойства полимерных диспергаторов зависят как от природы мономеров, так и от их распределения в полимере. Сополимерные диспергаторы предпочтительно характеризуются следующими далее композициями полимеров:
• мономеры, заполимеризованные статистически (например, мономеры А и В, заполимеризованные в виде АВВААВАВ);
• мономеры, заполимеризованные с регулярным чередованием (например, мономеры А и В, заполимеризованные в виде АВАВАВАВ);
• мономеры, заполимеризованные по градиентному (с клиновидным распределением) варианту (например, мономеры А и В, заполимеризованные в виде АААВААВВАВВВ);
• блочные сополимеры (например, мономеры А и В, заполимеризованные в виде АААААВВВВВВ), где длина каждого из блоков (2, 3, 4, 5 или еще более) важна для диспергирующей способности полимерного диспергатора;
• привитые сополимеры (привитые сополимеры состоят из полимерной основной цепи, включающей полимерные боковые цепи, прикрепленные к основной цепи); и
• смешанные формы данных полимеров, например блочные градиентные сополимеры.
Подходящие для использования полимерные диспергаторы перечислены в разделе «Диспергаторы», а более конкретно во абзацах [0064-[0070] и [0071]-[0077], в публикации EP 1911814 A (AGFA GRAPHICS).
Полимерный диспергатор предпочтительно характеризуется среднечисленной молекулярной массой Mn в диапазоне от 500 до 30000, более предпочтительно от 1500 до 10000.
Полимерный диспергатор предпочтительно характеризуется среднемассовой молекулярной массой Mw, составляющей менее 100000, более предпочтительно менее 50000, а наиболее предпочтительно менее 30000.
Полимерный диспергатор предпочтительно характеризуется полидисперсностью PD, составляющей менее 2, более предпочтительно менее 1,75, а наиболее предпочтительно менее 1,5.
Коммерческие примеры полимерных диспергаторов представляют собой нижеследующее:
• диспергаторы DISPERBYKTM, доступные в компании BYK CHEMIE GMBH;
• диспергаторы SOLSPERSETM, доступные в компании NOVEON;
• диспергаторы TEGOTM DISPERSTM от компании EVONIK;
• диспергаторы EDAPLANTM от компании MÜNZING CHEMIE;
• диспергаторы ETHACRYLTM от компании LYONDELL;
• диспергаторы GANEXTM от компании ISP;
• диспергаторы DISPEXTM и EFKATM от компании CIBA SPECIALTY CHEMICALS INC.;
• диспергаторы DISPONERTM от компании DEUCHEM; и
• диспергаторы JONCRYLTM от компании JOHNSON POLYMER.
В особенности предпочтительные полимерные диспергаторы включают диспергаторы SolsperseTM от компании NOVEON, диспергаторы EfkaTM от компании CIBA SPECIALTY CHEMICALS INC. и диспергаторы DisperbykTM от компании BYK CHEMIE GMBH. В особенности предпочтительными диспергаторами являются диспергаторы SolsperseTM 32000, 35000 и 39000 от компании NOVEON.
Полимерный диспергатор предпочтительно используют в количестве в диапазоне от 2 до 600% мас., более предпочтительно от 5 до 200% мас., наиболее предпочтительно от 50 до 90% мас., в расчете на массу пигмента.
Система фотоинициирования
Систему фотоинициирования используют для инициирования полимеризации полимеризуемой композиции в типографских красках для краско-струйной печати. Система фотоинициирования включает один или несколько фотоинициаторов и необязательно один или несколько соинициаторов.
Фотоинициатор представляет собой свободно-радикальный инициатор. Свободно-радикальный фотоинициатор представляет собой химическое соединение, которое инициирует прохождение полимеризации мономеров и олигомеров при воздействии актиничного излучения в результате образования свободного радикала.
Можно различить два типа свободно-радикальных фотоинициаторов, которые используют в типографских красках для краско-струйной печати по настоящему изобретению. Инициатор Норриша, относящийся к типу I, является инициатором, который расщепляется после возбуждения, что приводит к непосредственному получению инициирующего радикала. Инициатор Норриша, относящийся к типу II, является фотоинициатором, который активируется под действием актиничного излучения и образует свободные радикалы в результате отщепления атома водорода от второго соединения, которое и становится фактическим инициирующим свободным радикалом. Данное второе соединение называется синергистом или соинициатором полимеризации. В настоящем изобретении могут быть использованы фотоинициаторы, относящиеся как к типу I, так и к типу II, по раздельности или в комбинации.
В целях дополнительного увеличения фоточувствительности УФ-отверждаемая типографская краска для краско-струйной печати может дополнительно содержать соинициаторы. Подходящие для использования примеры соинициаторов могут быть классифицированы в три группы:
1. третичные алифатические амины, такие как метилдиэтаноламин, диметилэтаноламин, триэтаноламин, триэтиламин и N-метилморфолин;
2. ароматические амины, такие как амил-пара-диметиламинобензоат, 2-н-бутоксиэтил-4-(диметиламино)бензоат, 2-(диметиламино)этилбензоат, этил-4-(диметиламино)бензоат и 2-этилгексил-4-(диметиламино)бензоат; и
3. (мет)акрилированные амины, такие как диалкиламиноалкил(мет)акрилаты (например, диэтиламиноэтилакрилат) или N-морфолиноалкил(мет)акрилаты (например, N-морфолиноэтилакрилат).
Предпочтительные соинициаторы представляют собой аминобензоаты.
Подходящие для использования фотоинициаторы раскрываются в публикации CRIVELLO, J. V., et al. VOLUME III: Photoinitiators for Free Radical Cationic. 2-е издание, под редакцией BRADLEY, G. London, UK: John Wiley and Sons., 1998. р. 287-294.
Конкретные примеры фотоинициаторов могут включать (но не ограничиваются только этим) следующие далее соединения или их комбинации: бензофенон и замещенные бензофеноны; 1-гидроксициклогексилфенилкетон, тиоксантоны, такие как изопропилтиоксантон, 2-гидрокси-2-метил-1-фенилпропан-1-он, 2-бензил-2-метиламино(4-морфолинофенил)бутан-1-он, бензилдиметилкеталь, бис(2,6-диметилбензоил)-2,4,4-триметилпентилфосфиноксид, 2,4,6-триметилбензоилдифенилфосфиноксид, 2-метил-1-[4-(метилтио)фенил]-2-морфолинопропан-1-он, 2,2-диметокси-1,2-дифенилэтан-1-он или 5,7-дииодо-3-бутокси-6-флуорон.
Подходящие для использования коммерческие фотоинициаторы включают продукты IrgacureTM 184, IrgacureTM 500, IrgacureTM 907, IrgacureTM 369, IrgacureTM 1700, IrgacureTM 651, IrgacureTM 819, IrgacureTM 1000, IrgacureTM 1300, IrgacureTM 1870, DarocurTM 1173, DarocurTM 2959, DarocurTM 4265 и DarocurTM ITX, доступные в компании CIBA SPECIALTY CHEMICALS, продукт LucerinTM TPO, доступный в компании BASF AG, продукты EsacureTM KT046, EsacureTM KIP150, EsacureTM KT37 и EsacureTM EDB, доступные в компании LAMBERTI, продукты H-NuTM 470 и H-NuTM 470X, доступные в компании SPECTRA GROUP Ltd.
В одном предпочтительном варианте осуществления фотоинициатор выбирают из группы, состоящей из неполимерных многофункциональных фотоинициаторов, олигомерных или полимерных фотоинициаторов и полимеризуемых фотоинициаторов. Такой фотоинициатор, характеризующийся затрудненной диффузией, демонстрирует намного меньшую подвижность в отвержденном слое УФ-отверждаемых типографских красок для краско-струйной печати по сравнению с низкомолекулярным монофункциональным фотоинициатором, таким как бензофенон. Включение фотоинициаторов, характеризующихся затрудненной диффузией, а также соинициаторов, характеризующихся затрудненной диффузией, дает выгоду с точки зрения безопасности оператора краско-струйного принтера.
Наиболее предпочтительно фотоинициатор, характеризующийся затрудненной диффузией, является полимеризуемым фотоинициатором, предпочтительно содержащим по меньшей мере одну акрилатную группу. И наиболее предпочтительно соинициатор, характеризующийся затрудненной диффузией, является полимеризуемым соинициатором, предпочтительно содержащим по меньшей мере одну акрилатную группу.
Подходящий для использования фотоинициатор, характеризующийся затрудненной диффузией, может содержать одну или несколько фотоинициирующих функциональных групп, являющихся производными фотоинициатора Норриша типа I, выбираемого из группы, состоящей из бензоиновых простых эфиров, бензилкеталей, α,α-диалкоксиацетофенонов, α-гидроксиалкилфенонов, α-аминоалкилфенонов, ацилфосфиноксидов, ацилфосфинсульфидов, α-галогенкетонов, α-галогенсульфонов и фенилглиоксалатов.
Подходящий для использования фотоинициатор, характеризующийся затрудненной диффузией, может содержать одну или несколько фотоинициирующих функциональных групп, являющихся производными фотоинициатора Норриша типа II, выбираемого из группы, состоящей из бензофенонов, тиоксантонов, 1,2-дикетонов и антрахинонов.
Подходящие для использования фотоинициаторы, характеризующиеся затрудненной диффузией, также представляют собой соответствующие соединения, раскрытые в публикации EP 2053101 A (AGFA GRAPHICS) в абзацах [0074] и [0075] в отношении дифункциональных и полифункциональных фотоинициаторов, в абзацах [0077]-[0080] в отношении полимерных фотоинициаторов и в абзацах [0081]-[0083] в отношении полимеризуемых фотоинициаторов.
Другие предпочтительные полимеризуемые фотоинициаторы представляют собой соответствующие соединения, раскрытые в публикациях EP 2065362 A (AGFA) и EP 2161264 A (AGFA).
Предпочтительное количество фотоинициатора находится в диапазоне 0-50% мас., более предпочтительно 0,1-20% мас., а наиболее предпочтительно 0,3-15% мас., от совокупной массы отверждаемых дисперсии пигментов или типографской краски.
Предпочтительные соинициаторы, характеризующиеся затрудненной диффузией, являются полимеризуемыми соинициаторами, раскрытыми в публикации ЕР 2053101 А (AGFA GRAPHICS) в абзацах [0088] и [0097].
Предпочтительные соинициаторы, характеризующиеся затрудненной диффузией, включают полимерный соинициатор, обладающий дендритной полимерной архитектурой, более предпочтительно сверхразветвленной полимерной архитектурой. Предпочтительные сверхразветвленные полимерные соинициаторы представляют собой соответствующие соединения, раскрытые в публикации US 2006014848 (AGFA).
УФ-отверждаемая типографская краска предпочтительно содержит соинициатор, характеризующийся затрудненной диффузией, в количестве в диапазоне от 0,1 до 50% мас., более предпочтительно в количестве в диапазоне от 0,5 до 25% мас., наиболее предпочтительно в количестве в диапазоне от 1 до 10% мас., от совокупной массы типографской краски.
Ингибиторы полимеризации
УФ-отверждаемая типографская краска для краско-струйной печати может содержать ингибитор полимеризации. Подходящие для использования ингибиторы полимеризации включают антиоксиданты, относящиеся к фенольному типу, пространственно-затрудненные аминовые светостабилизаторы, антиоксиданты, относящиеся к фосфорному типу, гидрохинонмонометиловый простой эфир, широко используемый в мономерных (мет)акрилатах, и гидрохинон, также могут быть использованы трет-бутилкатехин, пирогаллол.
Подходящие для использования коммерческие ингибиторы представляют собой, например, продукты SumilizerTM GA-80, SumilizerTM GМ и SumilizerTM GS, производимые компанией Sumitomo Chemical Co. Ltd.; продукты GenoradTM 16, GenoradTM 18 и GenoradTM 20 от компании Rahn AG; IrgastabTM UV10 и IrgastabTM UV22, TinuvinТМ 460 и CGS20 от компании Ciba Specialty Chemicals; линейку продуктов FloorstabTM UV (UV-1, UV-2, UV-5 и UV-8) от компании Kromachem Ltd.; линейку продуктов AdditolTM S (S100, S110, S120 и S130) от компании Cytec Surface Specialties.
Поскольку избыточное добавление данных ингибиторов полимеризации будет уменьшать восприимчивость типографской краски к отверждению, предпочтительно определять количество, способное предотвращать полимеризацию, перед смешиванием. Количество ингибитора полимеризации предпочтительно составляет менее 2% мас. в расчете на совокупную массу типографской краски для краско-струйной печати.
Поверхностно-активные вещества
Поверхностно-активные вещества в типографских красках для краско-струйной печати используют для уменьшения поверхностного натяжения типографской краски в целях уменьшения краевого угла смачивания на термопластичной пленке, то есть для улучшения смачивания пленки типографской краской. С другой стороны, типографская краска для краско-струйной печати должна соответствовать жестким критериям в том, что касается эксплуатационных характеристик, в целях получения свойств, подходящих для струйного нанесения с достаточно высокими точностью, надежностью и на протяжении достаточно продолжительного периода времени. Для достижения как смачиваемости подложки типографской краской, так и высоких эксплуатационных характеристик струйного нанесения обычно поверхностное натяжение типографской краски уменьшают путем добавления одного или нескольких поверхностно-активных веществ. Однако, в случае УФ-отверждаемых типографских красок для краско-струйной печати поверхностное натяжение типографской краски для краско-струйной печати определяется не только количеством и типом поверхностно-активного вещества, но также и полимеризуемыми соединениями, полимерными диспергаторами и другими добавками в композиции типографской краски.
Поверхностно-активное вещество (или поверхностно активные вещества) может быть анионным, катионным, неионным или цвиттер-ионным и обычно добавляется в совокупном количестве, составляющем менее, чем 20% мас. в расчете на совокупную массу типографской краски для краско-струйной печати, в частности в совокупном количестве менее 10% мас. в расчете на совокупную массу типографской краски для краско-струйной печати.
Подходящие поверхностно-активные вещества включают фторированные поверхностно-активные вещества, соли жирных кислот, соли сложных эфиров высшего спирта, соли алкилбензолсульфоновой кислоты, соли сложных эфиров сульфоянтарной кислоты и соли сложных эфиров фосфорной кислоты и высшего спирта (например, додецилбензолсульфонат натрия и диоктилсульфосукцинат натрия), этиленоксидные аддукты высших спиртов, этиленоксидные аддукты алкилфенолов, этиленоксидные аддукты сложных эфиров многоатомных спиртов и жирных кислот и ацетиленгликоль и его этиленоксидные аддукты (например, полиоксиэтиленнонилфениловый простой эфир и продукты SURFYNOLTM 104, 104H, 440, 465 и TG, доступные в компании AIR PRODUCTS & CHEMICALS INC.).
Предпочтительные поверхностно-активные вещества включают фторсодержащие поверхностно-активные вещества (такие как фторированные углеводороды) и силиконовые поверхностно-активные вещества. Силиконы обычно представляют собой силоксаны и могут быть алкоксилированными, модифицированными простым полиэфиром, модифицированными сложным полиэфиром, гидроксифункциональными и модифицированными простым полиэфиром, модифицированными амином, модифицированными эпоксидом и могут представлять собой другие их модификации или комбинации. Предпочтительные силоксаны являются полимерными, например представляют собой полидиметилсилоксаны.
Фторированное или силиконовое соединение, использующееся в качестве поверхностно-активного вещества, может представлять собой сшиваемое поверхностно-активное вещество. Подходящие сополимеризуемые соединения, характеризующиеся наличием поверхностно-активных эффектов, включают, например, сополимерные полиакрилаты, акрилаты, модифицированные силиконом, метакрилаты, модифицированные силиконом, акрилированные силоксаны, силоксаны, модифицированные акриловым соединением, модифицированным простым полиэфиром, фторированные акрилаты и фторированный метакрилат. Данные акрилаты могут представлять собой моно-, ди-, три- или более высокофункциональные (мет)акрилаты.
В зависимости от области применения может быть использовано поверхностно-активное вещество, характеризующееся высоким, низким или промежуточным динамическим поверхностным натяжением. Силиконовые поверхностно-активные вещества, как это в общем известно, характеризуются низкими динамическими поверхностными натяжениями, в то время как фторированные поверхностно-активные вещества, как известно, характеризуются более высокими динамическими поверхностными натяжениями.
В отверждаемых типографских красках для краско-струйной печати зачастую предпочтительными являются силиконовые поверхностно-активные вещества, в особенности реакционноспособные силиконовые поверхностно-активные вещества, которые способны полимеризоваться совместно с полимеризуемыми соединениями во время стадии отверждения.
Примерами подходящих коммерческих силиконовых поверхностно-активных веществ являются соответствующие соединения, поставляемые компанией BYK CHEMIE GMBH (в том числе продукты BykTM-302, 307, 310, 331, 333, 341, 345, 346, 347, 348, UV3500, UV3510 и UV3530), соответствующие соединения, поставляемые компанией TEGO CHEMIE SERVICE (в том числе продукты Tego RadTM 2100, 2200N, 2250, 2300, 2500, 2600 и 2700), полисиликонгексаакрилат EbecrylTM 1360 от компании CYTEC INDUSTRIES BV и линейка продуктов EfkaTM-3000 (в том числе продукты EfkaTM-3232 и EfkaTM-3883) от компании EFKA CHEMICALS B. V.
Получение типографских красок для краско-струйной печати
Получение пигментированных УФ-отверждаемых типографских красок для краско-струйной печати хорошо известно специалистам в соответствующей области техники. Предпочтительные способы получения раскрываются в абзацах [0076]-[0085] публикации WO-2011/069943 (AGFA).
Устройства для краско-струйной печати
Типографские краски для краско-струйной печати могут быть нанесены струей с использованием одной или нескольких печатающих головок, эжектирующих маленькие капельки типографской краски контролируемым образом через сопла на краскоприемную поверхность, которая перемещается по отношению к печатающей головке (головкам).
Предпочтительная печатающая головка для системы краско-струйной печати является пьезоэлектрической головкой. Пьезоэлектрическая краско-струйная печать имеет в своей основе перемещение пьезоэлектрического керамического преобразователя при приложении к нему напряжения. Приложение напряжения изменяет форму пьезоэлектрического керамического преобразователя в печатающей головке, создавая полость, которая после этого заполняется типографской краской. Когда напряжение убирают, керамика вновь расширяется до своей первоначальной формы, эжектируя каплю типографской краски из печатающей головки. Однако способ краско-струйной печати по настоящему изобретению не ограничивается пьезоэлектрической краско-струйной печатью. Могут быть использованы и другие печатающие головки для краско-струйной печати, которые включают различные типы, такие как тип непрерывного действия и термический, электростатический и акустический капельно-импульсный тип.
Печатающая головка для краско-струйной печати обычно осуществляет сканирование вперед и назад в поперечном направлении через перемещающуюся краскоприемную поверхность. Зачастую печатающая головка для краско-струйной печати не производит печать при движении назад. Для получения высокой производительности по площади печати предпочтительной является двунаправленная печать. Еще один предпочтительный способ печати заключается в «технологическом процессе однопроходной печати», который может быть осуществлен с использованием печатающих головок для постраничной краско-струйной печати или множества печатающих головок для краско-струйной печати со смещением в продольном и поперечном направлениях, которые покрывают всю ширину краскоприемной поверхности. В технологическом процессе однопроходной печати печатающие головки для краско-струйной печати обычно остаются неподвижными, а поверхность подложки передвигается под печатающими головками для краско-струйной печати.
Устройства для УФ-отверждения
УФ-отверждаемые типографские краски для краско-струйной печати отверждаются в результате воздействия на них ультрафиолетового излучения.
При краско-струйной печати средства отверждения могут быть скомпонованы в комбинации с печатающей головкой краско-струйного принтера, так что они передвигаются совместно с печатающей головкой таким образом, чтобы отверждаемая композиция подвергалась воздействию отверждающего излучения очень скоро после струйного нанесения.
В такой компоновке может оказаться затруднительным обеспечение достаточно маленького источника излучения, соединенного и передвигающегося совместно с печатающей головкой. Поэтому может быть использован статический фиксированный источник излучения, например источник отверждающего УФ-излучения, соединенный с источником излучения с использованием гибких средств, проводящих излучение, таких как оптоволоконный жгут или гибкая трубка с внутренним отражением.
В альтернативном варианте актиничное излучение может быть подано из фиксированного источника на излучательную головку с использованием особой компоновки зеркал, в том числе зеркала на излучательной головке.
Источник излучения, скомпонованный без его перемещения совместно с печатающей головкой, также может быть удлиненным источником излучения, простирающимся в поперечном направлении через краскоприемную поверхность для отверждения и примыкающим к поперечной траектории печатающей головки таким образом, чтобы последовательные ряды изображений, формируемые при использовании печатающей головки, проходили бы ступенчато или непрерывно под данным источником излучения.
В качестве источника излучения может быть использован любой источник ультрафиолетового излучения до тех пор, пока часть испускаемого излучения может быть поглощена фотоинициатором или системой фотоинициатора, такой как ртутная лампа высокого или низкого давления, трубка с холодным катодом, черное излучение, ультрафиолетовый СИД, ультрафиолетовый лазер и УФ-импульсная лампа. Среди них предпочтительным источником является источник, характеризующийся относительно длинноволновым УФ-вкладом и демонстрирующий доминирующую длину волны в диапазоне 300-400 нм. Более конкретно, предпочтительным является источник излучения УФ-А вследствие уменьшенного рассеяния излучения для него, что в результате приводит к получению более эффективного внутреннего отверждения.
УФ-излучение в общем случае классифицируют по категориям УФ-A, УФ-B и УФ-С следующим далее образом:
• УФ-A: от 400 нм до 320 нм,
• УФ-В: от 320 нм до 290 нм,
• УФ-С: от 290 нм до 100 нм.
Кроме того, возможно отверждение изображения с использованием последовательно или одновременно двух источников излучения, характеризующихся различными длинами волн или светимостью. Например, в качестве первого УФ-источника может быть выбран источник, обогащенный излучением УФ-C, в частности в диапазоне 260 нм-200 нм. В таком случае второй УФ-источник может быть обогащен излучением УФ-A, например галлиевая лампа или другая лампа, характеризующаяся высоким уровнем излучений как УФ-A, так и УФ-B. Использованию двух УФ-источников, как было обнаружено, свойственны такие преимущества, как, например, высокая скорость отверждения и высокая степень отверждения.
Для облегчения отверждения краско-струйный принтер зачастую включает установки для исчерпания кислорода. Установки для исчерпания кислорода формируют атмосферу азота или другого относительно инертного газа (например, СО2) с возможностью регулировки расположения и концентрации инертного газа в целях уменьшения концентрации кислорода в среде отверждения. Остаточные уровни содержания кислорода обычно выдерживают на уровне, составляющем всего лишь 200 ч./млн., но в общем случае в диапазоне от 200 ч./млн. до 1200 ч./млн.
Пример
Материалы
Все материалы, использованные в следующих далее примерах, легко доступны из стандартных источников, таких как в компании Sigma-Aldrich (Belgium) и Acros (Belgium), если не указано иное.
PB15:4 представляет собой сокращенное обозначение, использующееся для пигмента C. I. Pigment Blue 15:4, доступного под обозначением HostapermTM Blue P-BFS в компании CLARIANT.
S35000 представляет собой сокращенное обозначение, использующееся для продукта SOLSPERSETM, представляющего собой гипердиспергатор на основе полиэтиленимина-сложного полиэфира, от компании LUBRIZOL.
DB162 представляет собой сокращенное обозначение, использующееся для полимерного диспергатора DisperbykTM 162, доступного в компании BYK CHEMIE GMBH, из которого удалили смесь растворителей из 2-метокси-1-метилэтилацетата, ксилола и н-бутилацетата. Полимерный диспергатор является диспергатором на основе сложного полиэфира-полиуретана, получаемым на основе капролактона и толуолдиизоцианата и характеризующимся аминовым числом 13 мг КОН/г, значением Mn, составляющим приблизительно 4425, и значением Mw, составляющим приблизительно 6270.
EFKA представляет собой полиакрилатный диспергатор, доступный под обозначением EfkaTM 7701 в компании BASF.
NVC представляет собой N-винилкапролактам, доступный в компании BASF BELGIUM, NV.
IBOA представляет собой изоборнилакрилат, доступный под обозначением SartomerTM SR506D в компании ARKEMA.
ACMO представляет собой акрилоилморфолин, доступный в компании RAHN.
IDA представляет собой изодецилакрилат, доступный под обозначением SartomerTM SR395 в компании SARTOMER.
PEA представляет собой 2-феноксиэтилакрилат, доступный под обозначением SartomerTM SR339С в компании ARKEMA.
THFA представляет собой тетрагидрофурфурилакрилат, доступный под обозначением SartomerTM SR285 в компании ARKEMA.
TBCH представляет собой 4-трет-бутилциклогексилакрилат, доступный под торговым наименованием SartomerTM CD217 в компании ARKEMA.
EPA представляет собой этоксилированный нонилфенолакрилат, доступный под обозначением SartomerTM SR504D в компании ARKEMA.
GenomerTM 1122 представляет собой монофункциональный уретанакрилат от компании RAHN.
PEG400DA представляет собой полиэтиленгликольдиакрилат, доступный под обозначением SartomerTM SR344 в компании ARKEMA.
VEEA представляет собой 2-(2’-винилоксиэтокси)этилакрилат, являющийся дифункциональным мономером, доступным в компании NIPPON SHOKUBAI, Japan.
DPGDA представляет собой дипропиленгликольдиакрилат, доступный под обозначением LaromerTM DPGDA в компании BASF.
MPDA представляет собой 3-метил-1,6-пентандиилдиакрилат, доступный под обозначением SartomerTM SR341 в компании ARKEMA.
ТМPТA представляет собой триметилолпропантриакрилат, доступный под обозначением SartomerTM SR351 в компании ARKEMA.
SR9035 представляет собой этоксилированный (15) триметилолпропантриакрилат, содержащий пятнадцать элементарных этокси-звеньев, характеризующийся молекулярной массой 956 и доступный под обозначением SartomerTM SR9035 в компании SARTOMER.
TPO представляет собой 2,4,6-триметилбензоилдифенилфосфиноксид, доступный под обозначением OmniradTM TPO в компании IGM.
TPO-L представляет собой ацилфосфиноксидный фотоинициатор, доступный под обозначением OmniradTM TPO-L в компании IGM RESINS.
IrgacureTM 819 представляет собой бисацилфосфиноксидный фотоинициатор, доступный в компании BASF.
DarocureTM ITX представляет собой смесь из изомеров 2- и 4-изопропилтиоксантонов от компании BASF.
DETX представляет собой сокращенное обозначение для продукта GenocureTM DETX, являющегося фотоинициатором, доступным в компании RAHN.
IrgacureTM 184, IrgacureTM 379 и IrgacureTM 907 представляют собой фотоинициаторы, доступные в компании BASF.
Бензофенон является доступным под обозначением OmniradTM BP в компании IGM RESINS.
PBZ представляет собой 4-фенилбензофенон, являющийся фотоинициатором, доступным под обозначением GenocureTM PBZ в компании RAHN AG.
EPD представляет собой этил-4-диметиламинобензоат, доступный под обозначением GenocureTM EPD в компании RAHN AG.
EHA представляет собой 2-этилгексил-4-диметиламинобензоат, доступный под обозначением GenocureTM EНА в компании RAHN.
CN963B80 представляет собой дифункциональный соинициатор, доступный под обозначением SartomerTM CN963B80 в компании ARKEMA.
CN3755 представляет собой диакрилированный соинициатор, доступный под обозначением SartomerTM CN3755 в компании SARTOMER.
PMF представляет собой п-метоксифенол.
BНТ представляет собой сокращенное обозначение для 2,6-ди-трет-бутил-4-метилфенол (CASRN128-37-0) от компании ALDRICH CHEMICAL CO.
CupferronTM AL представляет собой N-нитрозофенилгидроксиламин от компании WAKO CHEMICALS LTD.
IrgastabTM UV10 представляет собой 4-гидрокси-2,2,6,6-тетраметилпиперидинооксисебацинат от компании BASF.
BYKTM UV3510 представляет собой смачиватель на основе полидиметилсилоксана, модифицированного простым полиэфиром, доступный в компании BYK CHEMIE GMBH.
TegoglideTM 410 и TegoglideTM 450 представляют собой поверхностно-активные вещества от компании EVONIK.
SilwetTM L7500 представляет собой силиконовое поверхностно-активное вещество, доступное в компании MOMENTIVE PERFORMANCE MATERIALS.
SolbinTM AL представляет собой сополимер винилхлорида-винилацетата-винилового спирта от компании NISSIN CHEMICAL CO. LTD.
UAGHTM представляет собой сополимер винилхлорида-винилацетата-винилового спирта от компании UNIVAR.
UMOHTM представляет собой сополимер винилхлорида-винилацетата-винилового спирта от компании WUXI HONGHUI RESIN CO. LTD.
SunvacTM GH представляет собой сополимер винилхлорида-винилацетата-винилового спирта от компании YANTAI SUNY CHEM INTERNATIONAL CO. LTD.
LPOHTM представляет собой сополимер винилхлорида-винилацетата-винилового спирта от компании WUXI HONGHUI RESIN CO. LTD.
SolbinTM TA3 представляет собой сополимер винилхлорида-винилацетата-гидроксипропилакрилата от компании NISSIN CHEMICAL CO. LTD.
VinnolTM E22-48A представляет собой сополимер винилхлорида-гидроксипропилакрилата от компании WAСKER CHEMIE.
VinnolTM E15-40A представляет собой сополимер винилхлорида-гидроксипропилакрилата от компании WAСKER CHEMIE.
SolbinTM M5 представляет собой сополимер винилхлорида-винилацетата-гидроксиалкилакрилата от компании NISSIN CHEMICAL CO. LTD.
P2 представляет собой непрозрачную белую пленку поливинилхлорида, имеющую толщину 80 мкм.
С3 представляет собой прозрачную пленку поливинилхлорида, имеющую толщину 500 мкм.
Методы измерения
1. Адгезия
Адгезию определяли путем проведения испытания на сопротивление отслаиванию в соответствии с документом EN431:1994 в отношении образца шириной 50 мм при скорости 100 мм/мин, но при угле измерения 360є. Для хорошей адгезии желательным является сопротивление отслаиванию 75 Н.
Таблица 1
2. Гибкость
УФ-отверждаемую типографскую краску для краско-струйной печати наносили в виде покрытия на подложку MetamarkTM MD5-100, используя устройство для нанесения покрытия с удалением излишков при использовании стержня и проволочный стержень на 10 мкм. Образец с нанесенным покрытием полностью отверждали с использованием транспортера Fusion DRSE-120, снабженного лампой Fusion VPS/I600 (D-колба лампы), который транспортировал образцы под УФ-лампой на ленточном транспортере со скоростью 20 м/мин.
Гибкость определяли с использованием изготовленной по специальному заказу аппаратуры для растяжения планки, имеющей ширину 1 см и полученной из образца с нанесенным покрытием при использовании режущего устройства. Планку устанавливали между первой фиксированной стенкой и второй стенкой, которая могла быть горизонтально смещена путем вращения рукоятки.
Планку растягивали от первоначальной длины L1 5 см до длины L2, при которой планка разрушалась. Относительное удлинение рассчитывали в виде процентной величины в соответствии со следующей далее математической формулой:
Относительное удлинение (%) = (L2-L1 / L1) Ч 100
Оценку гибкости проводили в соответствии с классификацией, описанной в таблице 2.
Таблица 2
Пример 1
В данном примере иллюстрируется то, что комбинация из конкретных пигментированных УФ-отверждаемых типографских красок для краско-струйной печати в сочетании с сополимером винилхлорида-винилацетата-винилового спирта обеспечивала получение хорошей адгезии и высокой гибкости при горячем прессовании декоративной панели при использовании пленок поливинилхлорида.
Получение дисперсии бирюзового пигмента
Пигментированные УФ-отверждаемые типографские краски для краско-струйной печати получали с использованием бирюзового пигмента РВ15:4, диспергированного в соответствии со следующим далее способом. С использованием диспергатора DISPERLUXTM от компании DISPERLUX S. A. R. L., Luxembourg на протяжении 30 минут смешивали компоненты в соответствии с позициями D-1 или D-2 в таблице 3. После этого дисперсии размалывали с использованием мельницы Bachofen DYNOMILL ECM, заполненной бисеринами диоксида циркония, стабилизированного иттрием, на 0,4 мм («износостойкими мелющими телами на основе диоксида циркония» от компании TOSOH Co.). Смеси циркулировали по мельнице на протяжении 2 часов. После размалывания дисперсии пигментов выгружали в емкость через фильтр на 1 мкм.
Таблица 3
Получение типографских красок для краско-струйной печати
Сравнительные типографские краски для краско-струйной печати от С-1 до С-7 и типографские краски для краско-струйной печати изобретения от I-1 до I-3 получали путем объединения компонентов в соответствии с таблицей 4 и таблицей 5. Значение% мас. приведено в расчете на совокупную массу типографской краски для краско-струйной печати.
Таблица 4
Таблица 5
Все типографские краски характеризовались вязкостью и поверхностным натяжением, подходящими для использования при краско-струйной печати.
Изготовление декоративной панели
Типографские краски для краско-струйной печати наносили на матовую сторону термопластичной пленки Р2 при толщине 10 мкм. Образцы подвергали УФ-отверждению с использованием транспортера Fusion DRSE-120, снабженного лампой Fusion VPS/I600 (D-колба лампы), который транспортировал образцы под УФ-лампой на ленточном транспортере со скоростью 20 м/мин. Максимальная выходная мощность лампы составляла 1,05 Дж/см2, а пиковая интенсивность составляла 5,6 Вт/см2.
На термопластичную пленку С3 наносили покрытие с использованием раствора продукта SolbinTM AL в МЕК до толщины сухой пленки 3 г/м2. Каждую из термопластичных пленок с нанесенным покрытием Р2 объединяли с прозрачной термопластичной пленкой С3 с расположением слоя типографской краски на пленке Р2 лицевой стороной к слою, содержащему сополимер винилхлорида-винилацетата-винилового спирта на пленке С3. Совместно с пленкой полимера PVC, содержащей стеклянные волокна, в качестве слоя основы толщиной 4 мм пленки Р2 и С3 подвергали горячему прессованию на протяжении 1 минуты с использованием печатной формы для тиснения при температуре 200ºС и давлении 12 бар, а после этого проводили резку для получения декоративной панели.
Оценка и результаты
Полученные в результате горячего прессования образцы оценивали на предмет адгезии и гибкости. Результаты продемонстрированы в таблице 6. Соединения, содержащие одну, две и три этиленненасыщенные полимеризуемые группы, представляются, соответственно, обозначениями «1 =», «2 =» и «3 =», где их уровни массового процентного содержания приведены в расчете на совокупную массу полимеризуемой композиции.
Таблица 6

Как можно видеть из таблицы 6, только пигментированные УФ-отверждаемые типографские краски для краско-струйной печати I-1 - I-3 были способны обеспечить декоративные панели, характеризующиеся хорошей гибкостью и хорошей адгезией.
Пример 2
В данном примере иллюстрируется воздействие типа сополимера винилхлорида-винилацетата на адгезию при горячем прессовании декоративной панели при использовании пленок поливинилхлорида.
Изготовление декоративной панели
Для получения декоративных панелей использовали типографские краски для краско-струйной печати С-1, I-2 и I-3, тем же самым образом, что и в примере 1, за исключением замены сополимера SolbinTM AL на сополимер винилхлорида-винилацетата в соответствии с раскрытием в таблице 7.
Таблица 7
Сополимер винилхлорида (VC)-винилацетата (VA) может включать различные типы третьего мономера. Как можно видеть в таблице 7, только виниловый спирт (VOH) способен обеспечить получение достаточной адгезии для конкретных УФ-отверждаемых типографских красок для краско-струйной печати, соответствующих изобретению I-2 и I-3. Отсутствие винилацетата (VA) или включение других типов мономера, подобных 2-гидроксиакрилату или дикарбоновой кислоте, в результате приводят к получению неудовлетворительной адгезии.
Перечень ссылочных позиций
Таблица 8
Реферат
Способ изготовления декоративных поверхностей, включающий следующие стадии, осуществляемые в указанном порядке: а) краско-струйная печать (19) изображения на первой термопластичной пленке (12) путем струйного нанесения и УФ-отверждения одной или нескольких пигментированных УФ-отверждаемых по свободно-радикальному механизму типографских красок для краско-струйной печати на первой термопластичной пленке (12); b) нанесение на изображение, отпечатанное с использованием краско-струйной печати, второй термопластичной пленки (12), несущей слой, содержащий сополимер винилхлорида-винилацетата-винилового спирта, где данный слой расположен лицевой стороной к изображению, отпечатанному с использованием краско-струйной печати на первой термопластичной пленке; и с) горячее прессование (20) первой и второй термопластичных пленок для получения декоративного ламината; где по меньшей мере одна из первой и второй термопластичных пленок представляет собой прозрачную термопластичную пленку; и где одна или несколько пигментированных УФ-отверждаемых по свободно-радикальному механизму типографских красок для краско-струйной печати содержат полимеризуемую композицию, содержащую: от 30 до 90% мас. одного или нескольких соединений, содержащих одну этиленненасыщенную полимеризуемую группу; от 10 до 70% мас. одного или нескольких соединений, содержащих две этиленненасыщенные полимеризуемые группы; и от 0 до 10% мас. одного или нескольких соединений, содержащих три и более этиленненасыщенных полимеризуемых групп, где все уровни массового процентного содержания, % мас., приведены в расчете на совокупную массу полимеризуемой композиции. 2 н. и 13 з.п. ф-лы, 3 ил., 8 табл.
Комментарии