Панель для настилки пола, а также способ, устройство и приспособления для изготовления такой панели - RU2358072C2
Код документа: RU2358072C2
Чертежи





















Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к панели для настилки пола, а также к способу, устройству и приспособлению для изготовления такой панели.
Таким образом, настоящее изобретение относится также к способам, которые могут непосредственно использоваться при изготовлении панелей для настилки пола, таким как способы гравирования, которые особенно удобны для изготовления прижимных плит, которые могут применяться для изготовления панелей, при этом эти способы гравирования, хотя и являются предметом настоящего изобретения, однако не ограничены данной областью применения.
Более точно, настоящее изобретение относится к панелям для настилки пола, которые, по меньшей мере, на двух противоположных краях снабжены соединительными частями, при этом данная панель содержит напечатанный декор, верхний слой, более точно составной слой на основе синтетического материала, и основание, составленное или не составленное из нескольких слоев или частей. Примеры таких панелей известны, среди прочего, из документов WO 97/47834, WO 01/96689, WO 02/058924, WO 2004/063491 и DE 20 317 527. Более точно, настоящее изобретение относится к панелям с покрытием в виде плавающего узора.
Известно, что на верхней стороне такой панели может быть нанесен узор посредством просечек, которые наносят на составной слой, выполненный на основе синтетического материала, при этом в большинстве вариантов применяют прижимную плиту, имеющую рельеф. Так, например, из WO 01/96689 известно, как может быть имитирована структура дерева, в частности поры дерева, посредством просечек, тогда как из WO 02/058924 также известно, как могут быть имитированы посредством просечек стыки, которые более глубоко расположены в узоре черепицы.
Раскрытие изобретения
Настоящее изобретение в основном направлено на создание и/или усовершенствование панелей для настилки пола с имитацией дерева и камня или подобных материалов и изготовление усовершенствованных панелей вышеупомянутого типа, предназначенных для настилки пола с точно заданными характеристиками.
В соответствии с предпочтительным вариантом настоящее изобретение направлено на создание панели для настилки пола, имеющей технические характеристики, позволяющие имитировать пол так называемого «зачищенного дерева» более оптимальным образом, чем это было возможно до настоящего времени.
Предметом настоящего изобретения является панель для настилки пола, в частности составная панель, которая, по меньшей мере, на двух противоположных краях снабжена соединительными частями, при этом на декоративной стороне этой панели выполнен декор, имитирующий дерево, с поверхности которого посредством инструмента были удалены части древесины в виде зачищенного дерева, при этом эта панель содержит декор в виде узора дерева, верхний слой на основе синтетического материала и нижележащую подложку на основе дерева, составленную или не составленную из нескольких слоев или частей, причем панель, на поверхности которой расположен декор, снабжена рифлеными частями, продолжающимися в материал на основе дерева вышеупомянутой подложки, при этом рифленые части, по меньшей мере, имитируют вышеупомянутые удаленные части древесины.
За счет использования рифленых частей, продолжающихся в вышеупомянутую подложку, создается то преимущество, что поверхность в месте нахождения рифленых частей, располагается более глубоко, в результате чего возможна лучшая имитация зачищенного дерева.
В таком зачищенном дереве зачищенные части занимают относительно большую поверхность. Когда далее зачищенные части отображаются на составном полу посредством просечек в составном слое, которые проходят в глубину исключительно в этот составной слой, тогда возникает тот недостаток, что глубина относительно поверхности очень мала, в результате чего ожидаемый эффект почти не заметен. Однако за счет применения более глубоких рифленых частей, выполненных согласно настоящему изобретению, этот недостаток сводится к минимуму.
Более того, автор изобретения вопреки всем ожиданиям обнаружил, что обычные подложки, в частности из фибролита средней плотности (MDF) или фибролита высокой плотности (HDF), дают возможность изготовить стабильные по размерам рифленые части, даже если просечки проходят в подложку.
В соответствии с предпочтительным вариантом выполнения настоящего изобретения панель характеризуется тем, что рифленые части объединяют, по меньшей мере, части, которые выполнены в виде утопленных частей, имитирующих части дерева или части древесины, удаленной с поверхности.
Целесообразным является то, что панель имеет, по меньшей мере, вдоль одного края, а в предпочтительном варианте, по меньшей мере, вдоль двух противоположных краев или на четырех краях утопленную крайнюю область, имеющую, по меньшей мере, одну наклонную крайнюю часть.
В соответствии с еще одним предпочтительным вариантом выполнения утопленная крайняя область выполнена в виде рифленой части, которая, как упомянуто выше, продолжается до упомянутой подложки.
Декор панели воспроизводит узор дерева, а узор дерева содержит, по меньшей мере, одну крайнюю область, на которой проявляется общий визуальный краевой эффект.
В итоге предпочтительно, чтобы подложка на высоте вышеупомянутых рифленых частей, по меньшей мере, в местах, где эти части вдавлены на наибольшую глубину, имела бы углубление величиной минимум 0,4 мм, или, что даже более предпочтительно, минимум 0,5 мм.
Другим объектом настоящего изобретения является панель для настилки пола, которая, по меньшей мере, на двух противоположных краях снабжена соединительными частями, при этом эта панель содержит декор, верхний слой на основе синтетического материала и нижележащую подложку на основе дерева, составленную или не составленную из нескольких слоев или частей, причем панель, на поверхности которой расположен декор, снабжена одной или более рифленой частью, продолжающейся в материал на основе дерева подложки, при этом глубина одной или более рифленой части, соответственно, разница высот между нерифленой верхней стороной панели и наиболее глубоко расположенной точкой этих рифленых частей больше, чем обычная толщина верхнего слоя, расположенного сверху подложки. За счет использования просечек вышеупомянутой глубины возникает ситуация, при которой эти просечки хорошо заметны. Кроме того, едва ли возможно или совсем невозможно наличие различий в высотах самих рифленых частей, когда просечки ограничены толщиной верхнего слоя.
В соответствии с предпочтительным вариантом выполнения настоящего изобретения панель для настилки пола имитирует узор такого дерева, с поверхности которого посредством инструмента были удалены куски древесины, более точно имитирует так называемое зачищенное дерево. Более конкретно, панель содержит рифленые части, которые выполнены в виде утопленных частей, имитирующих части дерева, удаленные с верхней поверхности.
Панель, по меньшей мере, вдоль одного края, а в предпочтительном варианте, по меньшей мере, на двух противоположных краях или на четырех краях имеет утопленную крайнюю область, имеющую, по меньшей мере, одну наклонную крайнюю часть. Эта утопленная крайняя часть выполнена в виде рифленой части, которая, как упомянуто выше, продолжается до указанной подложки, при этом глубина этой рифленой части, другими словами, разница высот между нерифленой верхней стороной панели и наиболее глубоко расположенной точкой этой рифленой части больше, чем обычная толщина верхнего слоя, расположенного сверху подложки.
Кроме этого, на панели может быть выполнен декор, воспроизводящий узор дерева, и этот узор дерева содержит одну или более крайнюю область, на которой проявляется общий визуальный краевой эффект. Для других узоров на декоре может быть также создан визуальный крайний узор.
Третьим объектом настоящего изобретения является панель для настилки пола, которая, по меньшей мере, на двух противоположных краях снабжена соединительными частями, при этом эта панель содержит декор, верхний слой на основе синтетического материала и нижележащую подложку на основе дерева, составленную или не составленную из нескольких слоев или частей, причем панель, на поверхности которой расположен декор, снабжена одной или более рифленой частью, продолжающейся на вышеупомянутую подложку, при этом декор в месте расположения этих рифленых частей углублен на, по меньшей мере, 0,4 мм, предпочтительно, по меньшей мере, на 0,5 мм, причем указанные рифленые части продолжаются в материал на основе дерева подложки.
За счет использования рифленых частей, на которых декор углублен более чем, по меньшей мере, на 0,4 мм, по меньшей мере, на 0,5 мм соответственно, достигается то преимущество, что реально видимая поверхность также углублена на эту величину, в результате чего обеспечивается требуемая видимость углубления.
Эта отличительная особенность полезна также для имитации такого дерева, с поверхности которого посредством инструмента удалены куски древесины, более точно имитирует так называемое зачищенное дерево. В этом случае вышеупомянутые рифленые части в предпочтительном варианте используются для имитации локальных утопленных частей или проточек на поверхности.
В этом конкретном варианте выполнения панели, соответствующей настоящему изобретению, эта панель имеет, по меньшей мере, вдоль одного края, а в предпочтительном варианте, по меньшей мере, вдоль двух противоположных краев или на четырех краях утопленную крайнюю область, имеющую, по меньшей мере, одну наклонную крайнюю часть. Эта утопленная крайняя область выполнена в виде просечки, при этом декор углублен, по меньшей мере, на 0,4 мм или предпочтительно, по меньшей мере, на 0,5 мм, а это означает, что такая просечка выполнена, по меньшей мере, в наиболее глубокой точке такой утопленной крайней области.
Предпочтительным является то, что панель может иметь декор, воспроизводящий узор дерева или другой узор, при этом этот узор виден на крайней области, на которой проявляется общий визуальный краевой эффект.
Четвертым объектом настоящего изобретения является панель для настилки пола, которая, по меньшей мере, на двух противоположных краях снабжена соединительными частями, при этом панель содержит декор, верхний слой на основе синтетического материала и нижележащую подложку на основе дерева, составленную или не составленную из нескольких слоев или частей, причем панель на одном или более крае имеет крайнюю область, наклоненную по направлению к соответствующему краю, при этом указанная крайняя область проходит по поверхности декора и сформирована посредством рифленой части, причем указанная рифленая часть продолжается в материал на основе дерева подложки. Применение наклонной крайней части, проходящей по поверхности декора и выполненной посредством рифленой части, дает различные преимущества. За счет такой наклонной крайней части среди прочего достигается то, что в состыкованном положении панели не соприкасаются друг с другом непосредственно по их плоской верхней стороне, при этом когда две соседних панели расположены отчасти под углом по отношению друг к другу, тогда в результате менее заметен будет неровный настил под полом. Поскольку наклонная крайняя область проходит по поверхности самого декора, она может быть изготовлена простым способом в ходе прессования досок, из которых формируют панели. Использование наклонной крайней области дает также то преимущество, что возможный рельеф, который выполнен на верхней стороне панели, может перейти к краям в более или менее постоянном виде.
Следует заметить, что данный вариант выполнения настоящего изобретения может быть применим к панелям различного типа. Однако это особенно полезно, когда имитируется такое дерево, с поверхности которого посредством инструмента были удалены куски древесины, более точно имитируется так называемое зачищенное дерево.
В конкретном варианте выполнения панели для настилки пола эта панель содержит декор, воспроизводящий узор дерева или другой узор, и на этом узоре будет представлена, по меньшей мере, одна крайняя область, на которой проявляется общий визуальный краевой эффект.
Пятым объектом настоящего изобретения является панель для настилки пола, которая, по меньшей мере, на двух противоположных краях снабжена соединительными частями, при этом эта панель содержит декор, верхний слой на основе синтетического материала и нижележащую подложку на основе дерева, составленную или не составленную из нескольких слоев или частей, причем панель на одном или более крае имеет крайнюю часть, состоящую, по меньшей мере, из наклонной крайней части, проходящей по поверхности декора, а также вторую часть, расположенную между краем панели и наклонной крайней частью, причем указанная наклонная крайняя часть выполнена в виде рифленой части, продолжающейся в материале на основе дерева подложки. Использование указанной второй части дает то преимущество, что при наличии разницы зазоров на краю панели исключается или сводится к минимуму возможная разница высот верхнего края, так что при стыковке двух панелей всегда можно гарантировать, что эти панели состыкуются друг с другом примерно на одной высоте.
По этой причине эта вторая часть в наиболее предпочтительном варианте далее будет проходить параллельно или в основном параллельно основной плоскости панели, другими словами, при обычном применении она будет располагаться горизонтально или в основном горизонтально. Пятый вариант выполнения настоящего изобретения снова может быть применим к панелям различного типа. Однако это особенно полезно, когда имитируется такое дерево, с поверхности которого посредством инструмента были удалены куски древесины, более точно имитируется так называемое зачищенное дерево. То есть эти панели получают их обычный вид путем использования наклонной крайней части. За счет использования вышеупомянутой второй части между этой наклонной крайней областью и верхним краем панели исключаются вышеупомянутые недостатки, связанные с возможной разностью высот. Однако следует заметить, что при хорошо управляемом процессе фрезерования указанная разница зазоров невелика, и, следовательно, понятно, что нет необходимости в наличии вышеупомянутой второй части для обеспечения хорошей стыковки двух панелей, почти не имеющих различий в высотах.
В конкретном варианте выполнения панели эта панель содержит декор, воспроизводящий узор дерева или другой узор, при этом на данном узоре присутствует, по меньшей мере, один визуальный краевой эффект.
Шестым объектом настоящего изобретения является панель для настилки пола, которая, по меньшей мере, на двух противоположных краях снабжена соединительными частями, при этом эта панель содержит декор, верхний слой на основе синтетического материала и нижележащую подложку на основе дерева, составленную или не составленную из нескольких слоев или частей, а декор выполнен в виде узора дерева, причем декор в виде узора дерева содержит крайнюю область, на которой проявляется общий визуальный краевой эффект, причем визуальный краевой эффект скомбинирован с действием наклонной крайней части на соответствующем крае, причем наклонная крайняя часть выполнена в виде рифленой части, продолжающейся в материале на основе дерева подложки. За счет комбинированного действия рабочей наклонной части и визуального краевого эффекта создается возможность имитации хорошей защиты панели. Например, при воспроизведении только визуального краевого эффекта посредством тени, отпечатанной на рисунке, возникает очень неестественный эффект. При использовании только наклонной крайней части создается реальный эффект, однако этот реальный эффект в большинстве случаев связан с ограничениями по глубине. Теперь в соответствии с данным вариантом выполнения оказывается возможной комбинация обоих эффектов, как упомянуто выше, для получения хорошей имитации. Данный вариант выполнения настоящего изобретения снова может быть применим к панелям различного типа. Однако снова это особенно полезно, когда имитируется такое дерево, с поверхности которого посредством инструмента были удалены куски древесины, более точно имитируется так называемое зачищенное дерево.
Следует учесть, что наклонная часть в предпочтительном варианте выполнения может быть изготовлена посредством продавливания, хотя не исключается применение иных технологий получения такой наклонной части.
Седьмым объектом настоящего изобретения является панель для настилки пола, которая, по меньшей мере, на двух противоположных краях снабжена соединительными частями, при этом эта панель содержит декор, верхний слой на основе синтетического материала и нижележащую подложку на основе дерева, составленную или не составленную из нескольких слоев или частей, причем панель, на поверхность которой нанесен декор, снабжена, по меньшей мере, двумя видами частей, выполненных посредством продавливания, во-первых, одной или более рифленых частей, продолжающихся в материал на основе дерева подложки, во-вторых, просечками, в основном расположенными в отдельных местах верхнего слоя. Предложены технические средства для такого изготовления вышеупомянутых частей двух видов, посредством которых открываются широкие возможности для формирования поверхностей панелей. В этом случае создается также то преимущество, что на одной поверхности очень удобным способом могут быть объединены рельефы различной формы, при этом первый рельеф формируют посредством вышеупомянутых рифленых частей, продолжающихся в подложку, а второй рельеф формируют посредством вышеупомянутых просечек, которые располагаются на верхнем слое в основном локально. Следует учесть, что вышеупомянутые просечки также могут быть выполнены, по меньшей мере, частично на верхнем слое в месте расположения рифленых частей, другими словами, эти два вида рельефов могут быть выполнены с перекрытием одного другим.
Для того чтобы ясно различать разницу между вышеупомянутыми рифлеными частями и вышеупомянутыми просечками, предпочтительно, чтобы подложка в месте расположения рифленых частей была бы утоплена, по меньшей мере, на 0,4 мм и наиболее предпочтительно, по меньшей мере, на 0,5 мм.
Следует заметить, что свойства вышеупомянутых признаков в той части, в которой они не противоречат друг другу, могут быть объединены случайным образом на одной и той же панели.
Более того, один или более признак могут быть объединены на панелях, соответствующих вышеупомянутым признакам. Это будет подробно описано ниже и может быть применено к любой из вышеупомянутых панелей.
Вышеупомянутая подложка в предпочтительном варианте содержит продукт на основе дерева и, что даже предпочтительнее, фибролита дерева, в частности фибролита средней плотности (MDF) или фибролита высокой плотности (HDF). Автор изобретения обнаружил, что этот вид материала, среди прочего, очень удобен для изготовления рифленых частей, в которых просечки выполнены более глубоко, чем только в составном слое, расположенном на подложке.
В предпочтительном варианте вся сердцевина панели состоит из фибролита средней плотности (MDF) или фибролита высокой плотности (HDF), однако не исключается использование сборной сердцевины, при этом слой фибролита средней плотности (MDF) или фибролита высокой плотности (HDF) имеется непосредственно под составным слоем, тогда как ниже его имеются другие слои из другого или такого же материала. Также не исключается модификация доски из фибролита средней плотности (MDF) или фибролита высокой плотности (HDF), такая, например, как удаление возможных твердых поверхностных слоев. Следует заметить, что при удалении такого поверхностного слоя это удаление выполняют на нижней стороне, а также на верхней стороне доски с тем, чтобы избежать искривления доски. Указанными слоями с твердой поверхностью обозначены зоны самого фибролита средней плотности (MDF) или фибролита высокой плотности (HDF), которые расположены вблизи поверхности доски и которые имеют более высокую плотность, чем материал сердцевины доски.
В соответствии с важным признаком по существу вся сердцевина панели представляет собой доску из фибролита средней плотности (MDF) или фибролита высокой плотности (HDF), выполняющего функцию вышеупомянутой подложки, при этом рифленые части, проходящие внутрь этой сердцевины, выполнены таким образом, что обратная сторона вышеупомянутой доски остается недеформированной, а рифленые части являются только локальными частями, так что доска в целом, следовательно, в тех местах, где отсутствуют просечки, несколько сжата или не совсем сжата, более конкретно возможное сжатие, измеренное снаружи рифленых частей, составляет менее 1% толщины.
В предпочтительном варианте вышеупомянутый декор содержит отпечатанный носитель, более конкретно отпечатанную бумагу.
В другом предпочтительном варианте выполнения настоящего изобретения для изготовления составного слоя использован так называемый ламинат прямого давления (DPL) в предпочтительном варианте такого типа, который сформирован из двух слоев, а именно пропитанного смолой и отпечатанного носителя, на котором имеется декор, и так называемого покрытия. В связи с этим следует заметить, что автор изобретения, вопреки всем ожиданиям, обнаружил, что даже тонкие составные слои, такие как ламинат прямого давления (DPL), могут быть утоплены на глубину, которая больше толщины самого составного слоя.
В предпочтительном варианте толщина верхнего слоя или составного слоя меньше 0,2 мм.
Более конкретно, составной слой может быть составлен из одного или более одного материала и может быть изготовлен на основе термоусадочной смолы, в частности смолы меламина.
Следует заметить, что вместо декора, отпечатанного на носителе, таком как бумага, возможны иные технологии для нанесения такого декора на панель, выполненную в соответствии с настоящим изобретением. Так, не исключено выполнение декора на подложке непосредственно либо посредством промежуточного грунтования, уплотнительного слоя или подобного. Затем наверх этого слоя наносят прозрачный верхний слой, после чего на панели выполняют рифленые части, и/или просечки, и/или наклонные части.
В предпочтительном варианте выполнения вышеупомянутые рифленые части изготовлены с применением прижимной плиты и на их краях имеются непрерывные переходы и отсутствуют ступенчатые переходы, обычно возникающие при использовании прижимной плиты, выполненной посредством различных операций травления. Путем исключения или сведения к минимуму этих особого вида ступенчатых переходов и используя только непрерывные переходы, за исключением того случая, когда ступенчатые переходы просто предпочтительны, создается то преимущество, что могут быть изготовлены постоянно наклоненные части, например крайние части, которые, с одной стороны, являются более реалистичными, но, с другой стороны, также меньше подвержены износу, в противоположность ступенчатым поверхностям.
В предпочтительном варианте рифленые части являются следствием сжатия прижимной плитой, при этом выступающие части, которые должны сформировать вышеупомянутые рифленые части, являются следствием подготовки прижимной пластины с применением механического инструмента, в частности фрезы.
Преимуществом этого процесса является то, что могут быть исключены типичные недостатки обычного процесса травления.
В соответствии с конкретным вариантом панель для настилки пола вдали от вышеупомянутых рифленых частей также содержит просечки, которые в основном меньше вышеупомянутых рифленых частей, при этом эти просечки в предпочтительном варианте на самом деле являются следствием наличия выступов, изготовленных в вышеупомянутой прижимной плите с применением технологии травления.
Настоящее изобретение относится, в частности, к «рифленым частям» большего размера и, следовательно, не только, например, к просечкам, служащим для обеспечения имитации пор дерева. В предпочтительном варианте предполагается, что эти рифленые части занимают поверхность, по меньшей мере, превышающую 0,5×0,5 см.
В предпочтительном варианте выполнения глубина одной или больше вышеупомянутой рифленой части и/или утопленных крайних областей, другими словами, разница высот между нерифленой верхней стороной панели и наиболее глубоко расположенной точкой этих рифленых частей, а также разница высот между верхней стороной панели и наиболее глубоко расположенной точкой утопленной крайней области, соответственно, меньше 1,5 мм. В этом случае создается то преимущество, что почти отсутствует риск повреждения верхнего слоя и, в частности, декора при выполнении заглубления.
С другой стороны, предпочтительно, чтобы вышеупомянутая глубина составляла бы, по меньшей мере, 0,4 мм или, что даже лучше, по меньшей мере, 0,5 мм. Конечно, она не должна быть такой для всех рифленых частей.
В том случае, когда панель для настилки пола содержит рифленые части, имитирующие так называемое зачищенное дерево, тогда среди этих частей имеются в предпочтительном варианте части, которые проходят в виде продольных элементов. Кроме этого, могут присутствовать рифленые части, которые проходят в поперечном направлении.
В конкретном предпочтительном варианте выполнения панели, имитирующей зачищенное дерево, удаленные части дерева, подлежащие имитации, воспроизводятся при начертании декора, а также посредством реально используемых рифленых частей, и эти рифленые части будут нанесены в соответствии с декором на верхней стороне панели.
В том случае, когда панель содержит рифленые части, формирующие утопленные части, которые имитируют так называемое зачищенное дерево, а также содержит наклонные крайние части, при этом желательно, чтобы рифленые части, выполненные в виде утопленных частей и имитирующие локально удаленные части древесины, находились бы на верхней поверхности панели, так же как и на ее крайней области, а также панель содержит наклонные крайние части, при этом эти рифленые части, которые имитируют зачищенное дерево, располагаются на верхней поверхности панели, равно как и крайние части.
В том случае, когда панель содержит указанную наклонную крайнюю часть, эта наклонная крайняя область, в сечении перпендикулярная соответствующему краю, имеет длину, равную, по меньшей мере, 3 мм и предпочтительно по меньшей мере, 5 мм, однако, в предпочтительном варианте, меньшую 15 мм.
Далее такая наклонная крайняя часть в предпочтительном варианте имеет наклон по отношению к плоскости панели, меньший 10° и предпочтительно меньший 5°.
В том случае, когда вышеупомянутая панель содержит утопленную крайнюю область с наклонной крайней частью, вторая часть, которая менее наклонена и в предпочтительном варианте выполнена плоской, может быть размещена между наклонной крайней частью и верхним краем панели.
Такая вторая часть, проходящая между верхним краем и наклонной частью, в предпочтительном варианте параллельна или в основном параллельна основной плоскости панели. Такая вторая часть является оптимальной.
В соответствии с конкретным вариантом выполнения настоящего изобретения утопленная крайняя область и, более конкретно, наклонная часть, с одной стороны, и узор декора, расположенный под ней, с другой стороны, выполнены соответствующими друг другу. В данном случае это означает, что, например, при имитации зачищенного дерева, когда узор изменяется из-за наклонной отсечки края, это изменение также отображается в декоре.
В том случае, когда используют наклонные крайние части, их в предпочтительном варианте формируют на двух противоположных краях. В случае удлиненной панели предпочтительными являются удлиненные края. Однако ясно, что такая наклонная часть и/или утопленная крайняя область также могут быть сформированы также на четырех краях панели.
В том случае, когда, как упомянуто выше, используют визуальный краевой эффект, он может быть реализован различными способами. Ниже описаны два важных способа.
В соответствии с первым способом визуальный краевой эффект заключается, по меньшей мере, в том, что на крайней части на декоре воспроизводят разрез дерева, имитирующий эффект сделанного на дереве скоса. В этом случае, когда разрез дерева представлен на декоре, должен быть сделан только подходящий декор и не возникает необходимости наносить отдельные покрытия на соответствующие места. Ясно, что при имитации досок такой визуальный краевой эффект будет воспроизведен на коротких сторонах этих досок.
Следует заметить, что также исключительно благодаря имитации разреза дерева создается оптический эффект глубины.
В соответствии со вторым способом вышеупомянутый визуальный краевой эффект заключается, по меньшей мере, в том, что в крайней области на декоре воспроизводят теневой эффект. В этом случае тень наносят на сам декор, например, узора дерева, и это выполняют таким образом, что тень создает эффект наклонного края. На практике тень будет достаточно широкой и в предпочтительном варианте иметь ширину, по меньшей мере, равную 0,5 см.
В случае прямоугольных, либо квадратных, либо продольных панелей в предпочтительном варианте на одном крае, по меньшей мере, одной пары противоположных краев создают такой теневой эффект, тогда как на противоположных краях не создают тень или создают менее выраженную тень.
Кроме этого, такой теневой эффект может быть использован на обоих парах краев вместо одной пары краев, при этом на обоих парах противоположных краев далее создают один край с такой тенью, тогда как другой край такой пары краев не показывает тени или показывает менее выраженную тень.
В наиболее предпочтительном варианте выполнения настоящего изобретения визуальный эффект действует совместно с эффектом от реальной наклонной части на соответствующем крае, в предпочтительном варианте от наклонной рифленой части, которая сформирована, как описано выше.
В соответствии с конкретным вариантом выполнения настоящего изобретения теневой эффект представлен не только в одной или более крайней области, но, например, также в области, расположенной по центру между ними. При имитации зачищенного дерева тень может быть отображена на краях рифленых частей.
Следует заметить, что тень, необходимая для создания вышеупомянутого теневого эффекта, может быть воспроизведена постепенным способом.
В том случае, когда декор воспроизводит узор дерева, на верхней стороне могут быть выполнены просечки, имитирующие поры дерева. В этом случае желательно, чтобы просечки, имитирующие поры дерева, соответствовали бы узору дерева, другими словами, для этой цели использовалась бы техника так называемого «регулярного рифления».
В соответствии с настоящим изобретением просечки, имитирующие поры дерева, в предпочтительном варианте выполнены также на вышеупомянутых рифленых частях, а более конкретно, на наклонных частях и/или частях, предназначенных для имитации «удаленных частей дерева».
Глубина просечек, имитирующих поры дерева, в предпочтительном случае меньше толщины вышеупомянутого слоя синтетического материала.
В том случае, когда декор демонстрирует узор дерева, панель может быть выполнена таким образом, что один и тот же узор дерева проходит по всей панели, за счет чего каждая панель представляет изображение одной цельной деревянной доски. Это является особым преимуществом в том случае, когда панели предназначены для имитации так называемого зачищенного дерева.
В соответствии с другим конкретным вариантом выполнения настоящего изобретения в том случае, когда работают с напечатанным декором, содержащим пропитанную бумагу, тогда используют растягиваемую бумагу, в результате чего эта бумага будет лучше приспособлена к деформациям, возникающим при изготовлении рифленых частей.
Далее объектом настоящего изобретения является также конкретный способ изготовления панели для настилки пола, который, среди прочего, очень удобен для изготовления вышеупомянутых панелей. А именно способ изготовления панели, которая содержит, по меньшей мере, подложку, а также декор и верхний слой на основе синтетического материала, характеризующийся тем, что содержит, по меньшей мере, следующие этапы:
- изготовление прижимной плиты, на поверхности которой имеется первый рельеф, который выполнен, по меньшей мере, посредством машинной обработки поверхности с использованием механического инструмента;
- формирование указанной панели, при этом указанную прижимную плиту с вышеупомянутым первым рельефом применяют для формирования рифленых частей на декоративной стороне панели, а более конкретно, на декоративной стороне доски, из которой в дальнейшем получают такие панели.
При помощи прижимной плиты, которая, как упоминалось выше, изготовлена методом машинной обработки с применением механического инструмента, можно эффективным способом произвести относительно большую разницу в рельефах, тогда как возможны более плавные переходы, которые при получении большой разницы в рельефах невозможно произвести исключительно травлением, так как далее при этом возникают ступенчатые переходы.
В конкретном варианте выполнения настоящего изобретения прижимная плита снабжена также отдельно произведенным вторым рельефом, сделанным после нанесения первого рельефа. Это дает то преимущество, что оба вида рельефа могут быть на верхней части наложены один на другой. В этом случае второй рельеф является более тонким, чем первый рельеф.
В предпочтительном варианте второй рельеф получают иной обработкой, чем машинная обработка с использованием механического инструмента.
В том случае, когда описанный выше способ применяют для изготовления описанных выше панелей, ясно, что вышеупомянутые «рифленые части» по существу изготавливают посредством вышеупомянутого первого рельефа прижимной плиты, тогда как, например, «просечки» для получения пористой структуры или подобного изготавливают посредством второго рельефа.
В наиболее предпочтительном варианте выполнения настоящего изобретения первый рельеф на прижимной плите получают посредством фрезерования, в частности процесса фрезерования с цифровым управлением.
В предпочтительном варианте второй рельеф получают методом травления. В соответствии с настоящим изобретением для этой цели может быть использован ряд специальных технологий травления, которые обеспечивают хорошее травление, несмотря на то, что поверхность, которую подвергают травлению, уже имеет неровности, которые могут стать довольно большими в результате воздействия первого рельефа. Кроме этого, рассмотрены технологии травления, посредством которых на значительные по величине рабочие части прижимной плиты, в предпочтительном варианте на всю прижимную плиту, может быть нанесено защитное вещество с применением точного способа нанесения.
В соответствии с первым предпочтительным вариантом выполнения применяют технологию травления, которая, по меньшей мере, включает использование вещества, которое может затвердевать при воздействии излучения, в частности при воздействии света, такого как ультрафиолетовый свет, в предпочтительном варианте в виде геля, наносимого на поверхность прижимной плиты, которую подвергают травлению, при этом данное вещество непрерывно наносят на выступающие и не выступающие части;
использование пленки поверх этого вещества, которая снабжена отпечатанным декором или подобным декором, имеющим части, непроницаемые для указанного излучения, при этом эта пленка повторяет неровности вещества в предпочтительном варианте за счет протягивания пленки по веществу посредством вакуумной протяжки; облучение таким образом, что те части указанного вещества, которые чувствительны к излучению, затвердевают; удаление указанной пленки; удаление не затвердевших частей указанного вещества и травление прижимной плиты, при этом далее вытравливается материал прижимной плиты в тех местах, в которых отсутствует указанное вещество. Указанную пленку изготавливают посредством цифровой технологии, в предпочтительном варианте посредством принтера с цифровым управлением.
В соответствии со вторым предпочтительным вариантом выполнения систематически, непосредственно или косвенно выстраивают защитный узор посредством устройства или части устройства, перемещаемого относительно прижимной плиты, при этом данное устройство является устройством с цифровым управлением.
В соответствии с первым аспектом этого второго предпочтительного варианта применяют технологию травления, которая, по меньшей мере, включает использование вещества, которое может затвердевать при воздействии излучения, в частности при воздействии света, такого как ультрафиолетовый свет, в предпочтительном варианте в виде геля, наносимого на поверхность прижимной плиты, которую подвергают травлению; откладывание защитного вещества систематически и в виде узора на это вещество, так что определенные зоны становятся непроницаемыми для указанного излучения; облучение таким образом, что те части указанного вещества, которые чувствительны к излучению, затвердевают; удаление указанной пленки; удаление не затвердевших частей указанного вещества и травление прижимной плиты, при этом далее вытравливается материал прижимной плиты в тех местах, в которых отсутствует указанное вещество. В предпочтительном варианте вышеупомянутый узор наносят на вещество посредством принтера с цифровым управлением, печатающий блок которого перемещают поверх вещества. Преимуществом этого является получение очень точного узора.
В соответствии со вторым аспектом этого второго предпочтительного варианта применяют технологию травления, включающую, по меньшей мере, использование защитного вещества на прижимной плите с применением устройства с цифровым управлением в соответствии с узором на самой прижимной плите, так что на прижимной плите оказываются покрытыми определенные зоны; воздействие на прижимную плиту травящим агентом таким образом, что в основном на прижимной плите вытравливается материал в тех местах, где отсутствует указанное вещество, и очистка прижимной плиты. Используемым устройством может быть принтер, например струйный принтер, который далее вместо обычных чернил распыляет на прижимную плиту защитное вещество против травящих агентов в соответствии с требуемым узором. Очевидно, что такое вещество должно быть стойким к кислоте. Им может быть вещество, которое само затвердевает или которое может быть подвергнуто облучению перед затвердеванием, таким как облучение теплом, ультрафиолетовым светом или подобным.
В соответствии с третьим аспектом этого второго предпочтительного варианта применяют технологию травления, которая, по меньшей мере, включает использование вещества, которое может затвердевать при воздействии излучения, в частности при воздействии света, такого как ультрафиолетовый свет, в предпочтительном варианте в виде геля, наносимого на поверхность прижимной плиты, которую подвергают травлению; избирательное воздействие излучения с использованием управляемого, в предпочтительном варианте с цифровым управлением, источника излучения, за счет чего определенные части указанного вещества затвердевают, удаление не затвердевших частей указанного вещества и травление прижимной плиты в тех местах, в которых отсутствует указанное вещество. В данном случае также может быть нанесен точный защитный узор, несмотря на тот факт, что прижимная плита уже содержит неровную поверхность благодаря наличию первого рельефа.
В аспектах вышеупомянутого второго предпочтительного варианта желательно использовать дополнительные средства, перемещаемые по поверхности непосредственно или косвенно в зависимости от положения поверхности относительно этих дополнительных средств. В соответствии с одной особенностью настройка может быть выполнена путем регулировки фокуса. В соответствии с другой особенностью настройка может быть выполнена посредством регулировки расстояния относительно прижимной плиты.
Вышеприведенное означает, например, что в указанном первом варианте дополнительные средства представляют собой принтер с печатающей головкой, у которой, например, регулируется фокус и/или расстояние до прижимной плиты. В указанном втором варианте используемое устройство, предназначенное для нанесения защитного покрытия, может быть регулируемым. В третьем аспекте может быть регулируемым источник излучения, служащий для облучения затвердеваемого вещества, нанесенного на прижимную плиту.
В соответствии с еще одним предпочтительным вариантом выполнения, иначе, чем травлением, второй рельеф получают посредством управляемого, целесообразно с цифровым управлением, процесса удаления или нанесения материала, например посредством искровой эрозии, а более конкретно, с помощью так называемого искрового фрезерования. Кроме того, не исключается применение обычного процесса фрезерования, например более точного фрезерования, чем фрезерование, при котором получают первый рельеф.
Для получения первого рельефа также может быть использована иная технология, чем машинная обработка с использованием механического инструмента, однако иная, чем травление. Так, например, прижимную плиту можно подвергнуть обработке в прессе таким образом, чтобы получить требуемый рельеф.
В качестве прижимной плиты в основном используют так называемый стол, который остается по существу плоским на его задней стороне.
В соответствии с конкретным способом, соответствующим настоящему изобретению, панели, или, по меньшей мере, доски, из которых получают панели, изготовлены посредством, по меньшей мере, двух циклов прессования, вместо одного цикла. Для этой цели предметом настоящего изобретения является также способ изготовления панели для настилки пола, согласно которому эта панель содержит, по меньшей мере, подложку, а также декор и верхний слой на основе синтетического материала, характеризующийся тем, что на панели или, по меньшей мере, на доски, из которых получают эти панели, нанесен окончательный рельеф в ходе, по меньшей мере, двух циклов прессования, а именно первого цикла прессования, при котором на поверхности панелей или досок наносят рельеф, содержащий в основном просечки, проходящие, по существу, исключительно по верхнему слою синтетического материала, и второго цикла прессования, при котором последовательно на панели или доски наносят рифленые части, которые продолжаются в вышеупомянутую подложку.
В том случае когда этот способ применяют для изготовления панелей типа ламината прямого давления (DPL), тогда в предпочтительном варианте в ходе первого цикла прессования верхний слой напрессовывают на подложку.
В предпочтительном варианте панели для настилки пола, более конкретно доски, из которых производят такие панели, подвергают второму циклу прессования в теплых условиях, поскольку либо они все еще теплые после первого цикла прессования, либо их снова нагревают. На втором цикле прессования можно также работать с прессом, который нагрет или не нагрет.
Ясно, что данный способ может быть использован для изготовления описанных выше панелей для пола, а также других панелей. Настоящее изобретение относится также к способам изготовления прижимной плиты, служащей для прессования прижимной плиты или подобного, при этом вышеописанный способ применяют независимо от того, применяют или нет эту прижимную плиту для изготовления панелей для настилки пола.
Другие технические характеристики будут приведены в подробном описании настоящего изобретения.
Краткое описание чертежей
Для пояснения особенностей настоящего изобретения ниже подробно описаны несколько не ограничивающих предмет изобретения предпочтительных вариантов его выполнения со ссылкой на прилагаемые чертежи, на которых изображено следующее.
На фиг.1 схематично и в перспективе приведена панель для настилки пола в соответствии с настоящим изобретением.
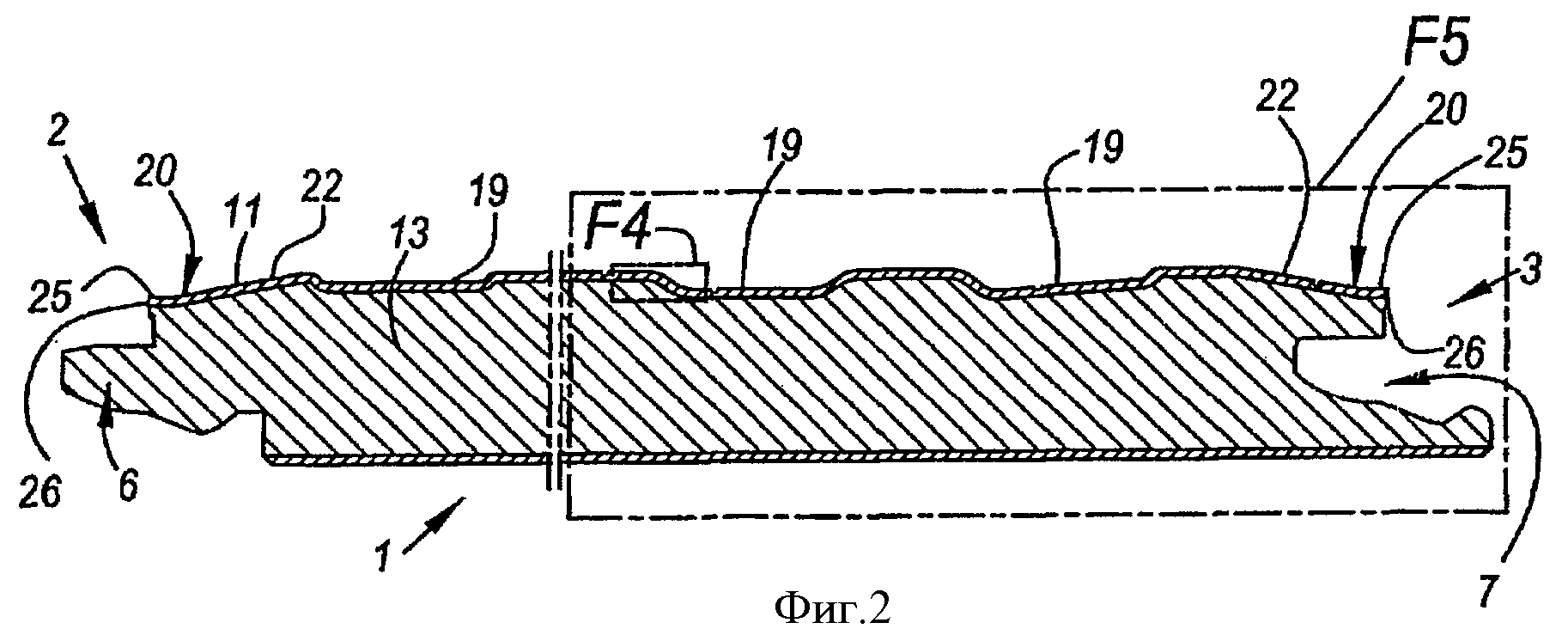
На фиг.2 и 3 в увеличенном масштабе приведены соответственно сечения по линиям II-II и III-III, показанным на фиг.1.
На фиг.4 схематично и в увеличенном масштабе приведена часть F4, показанная на фиг.2.
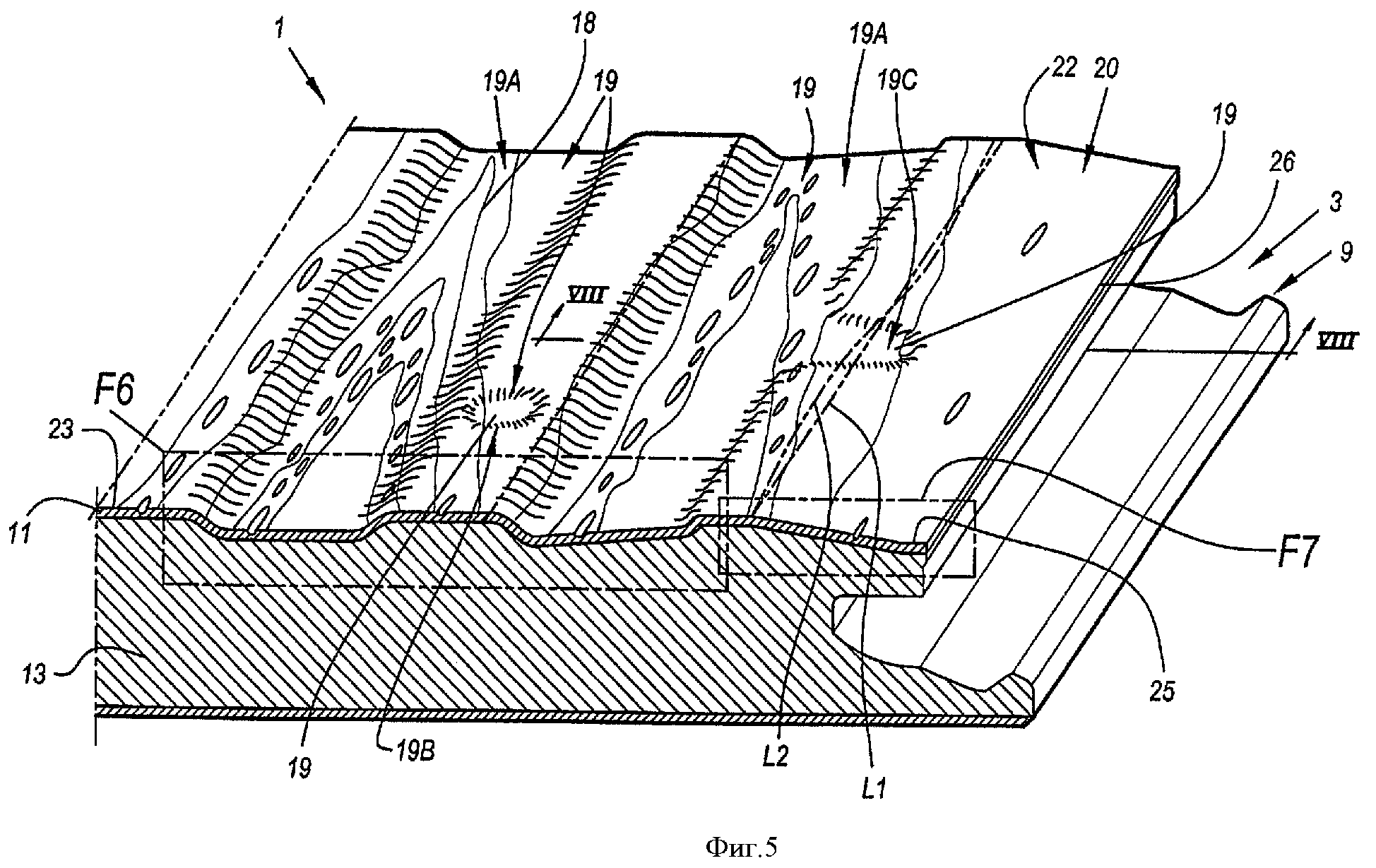
На фиг.5 в увеличенном масштабе и в перспективе приведена часть F5, показанная на фиг.2.
На фиг.6 и 7 в увеличенном масштабе приведены части F6 и F7, показанные на фиг.5.
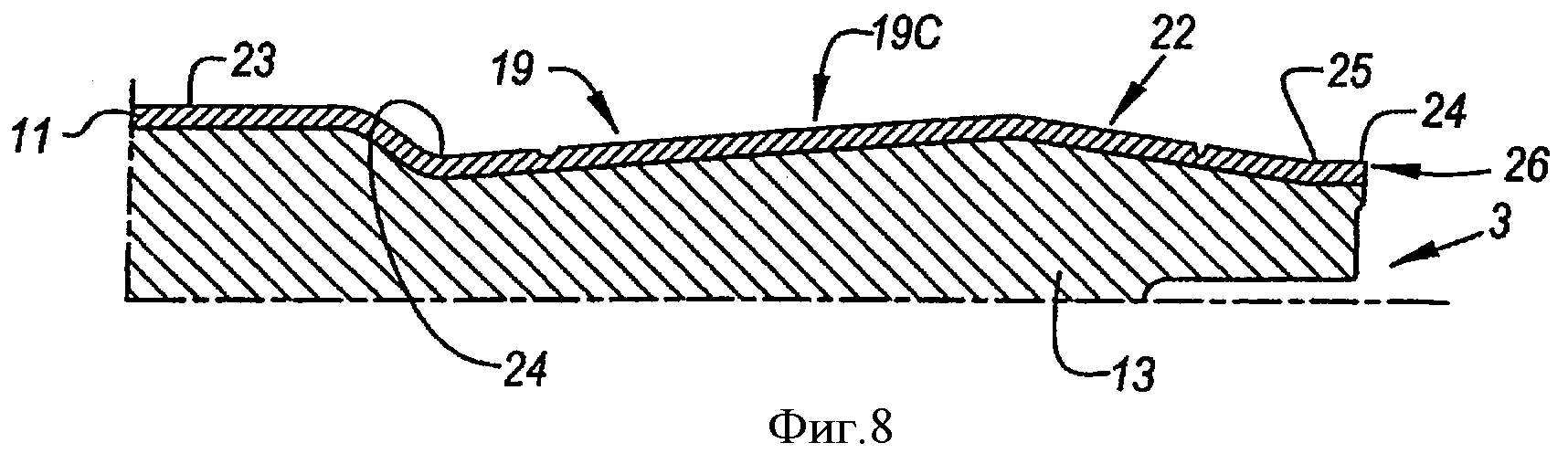
На фиг.8 в увеличенном масштабе приведено сечение по линии VIII-VIII, показанной на фиг.5.
На фиг.9 схематично и в перспективе приведен вариант выполнения панели для настилки пола в соответствии с настоящим изобретением.
На фиг.10 и 11 в увеличенном масштабе приведены сечения по линиям Х-Х и XI-XI, показанным на фиг.9.
На фиг.12 приведен вариант части F12, показанной на фиг.10.
На фиг.13 и 14 схематично приведены два этапа способа изготовления панели для настилки пола в соответствии с настоящим изобретением.
На фиг.15 схематично и в сечении приведен вид двух состыкованных панелей для настилки пола в соответствии с настоящим изобретением.
На фиг.16 приведен вид, аналогичный виду, приведенному на фиг.15, однако как вариант выполнения.
На фиг.17-24 схематично приведены различные способы производства приспособлений, предназначенных для изготовления панелей для пола в соответствии с настоящим изобретением, в частности производства прижимной плиты.
На фиг.25-27 схематично приведены три этапа другого способа, соответствующего настоящему изобретению.
На фиг.28 приведено сечение части доски, из которой могут быть получены различные панели для настилки пола, соответствующие настоящему изобретению, вместе с частью соответствующей прижимной плиты.
На фиг.29 в увеличенном масштабе приведен вариант части, показанной на фиг.7.
Осуществление изобретения
Как показано на фиг.1, настоящее изобретение относится к панелям 1 для настилки пола, имеющим покрытие с плавающим узором.
На двух противоположных сторонах 2, 3 или предпочтительно на двух парах противоположных сторон 2, 3 и 4, 5 этой панели 1, как показано на фиг.2 и 3, имеются соединительные части 6, 7 и 8, 9, посредством которых различные такие панели 1 могут быть состыкованы друг с другом. Как показано, эти соединительные части 6, 7 и/или 8, 9 в предпочтительном варианте являются соединительными частями такого типа, которые в состыкованном положении панелей 1 действуют как запоры в вертикальном и горизонтальном направлениях.
Как показано на фиг.4, панель 1 для настилки пола содержит, по меньшей мере, декор 10 и верхний слой 11, называемый также составным слоем, с основой из синтетического материала 12, а также подложку 13.
В представленном примере верхний слой 11 выполнен как ламинат прямого давления (DPL), который, как представлено более подробно, однако схематично на фиг.4, состоит из двух слоев, запрессованных один на другой и на подложку 13, а именно первый слой 14, называемый в целом декоративным слоем, состоящий из носителя 15, пропитанного синтетическим материалом 12, в частности смолой, например носителя, выполненного из бумаги, на которой отпечатан декор 10, и второй слой 16, состоящий из носителя 17, пропитанного синтетическим материалом 12, в частности смолой, при этом указанный носитель 17 в большинстве вариантов также состоит из бумаги. В этом варианте второй слой 16 образует так называемое покрытие, которое, как известно, становится прозрачным при воздействии давления, так что декор 10 становится видимым. В это покрытие может быть включен известным способом материал, который улучшает износостойкость верхнего слоя 11.
На фиг.2,3 и 5,8 для простоты изложения верхний слой 11 показан в виде одного слоя, который в этой связи изображен крайне толстым. На практике толщина этого верхнего слоя в предпочтительном варианте менее 0,2 мм.
В представленном варианте выполнения настоящего изобретения подложка 13 образует сердцевину панели 1. Однако не исключается вариант, когда подложка прикреплена к сердцевине или образует верхний слой составной сердцевины. В предпочтительном варианте подложка 13 состоит из материала на основе дерева, желательно фибролита дерева и в еще более предпочтительном варианте фибролита средней плотности (MDF) или фибролита высокой плотности (HDF).
Верхний слой 11, включающий декор 10, в предпочтительном варианте элементы, имитирующие части дерева, удаленные с поверхности, с другой стороны, это относится к частям 20, образующим область 21 погруженных краев, которая содержит, по меньшей мере, наклонные крайние части 22. В обоих случаях рифленые части 19, 20 проходят внутрь основания 13, а это означает, что при наличии таких рифленых частей 19, 20 возникают локальные просечки в основании, которое в предпочтительном варианте представляет собой фибролит средней плотности (MDF) или фибролит высокой плотности (HDF).
Следует заметить, что рифленые части 19 в предпочтительном варианте покрывают значительную часть поверхности и что эти части не имеют отношения к малым просечкам, которые имитируют поры дерева. В этом варианте речь идет о значительных частях, которые в предпочтительном варианте занимают поверхность, большую чем 0,5×0,5 см.
Хотя в представленном примере как рифленые части 19, имитирующие локальные углубления, так и рифленые части 20, имитирующие ниже расположенные области 21 с наклонными крайними частями 22, выполнены в соответствии с первым отличительным признаком настоящего изобретения, не исключается использование только одного из двух видов рифленых частей 19 или 20 или даже использование других видов рифленых частей, таких, например, как рифленые части, имитирующие стыки в центре панели, когда одна панель отображает две или более обшивные доски.
Кроме этого, в соответствии с первым предпочтительным вариантом выполнения изобретения не исключается изготовление некоторых вышеупомянутых рифленых частей 19 и/или 20 в виде таких глубоких вмятин, которые проходят в основание, и в этом варианте, как указано выше, удовлетворяют требованиям первой отличительной особенности, тогда как некоторые другие рифленые части сделаны в виде менее глубоких вмятин, например в виде вмятин только на верхнем слое 11. Так, например, рифленые части 19 могут быть выполнены в основании, тогда как рифленые части 20 могут быть выполнены посредством деформации, в частности посредством локального сжатия в верхнем слое 11 или наоборот.
В соответствии с первым вариантом выполнения настоящего изобретения сама вмятина в основании, которая обозначена как D1 на фиг.4, 6 и 7, будет в предпочтительном варианте составлять величину, по меньшей мере, 0,4 мм, а лучше, по меньшей мере, 0,5 мм. Однако в предпочтительном варианте вмятина D1 составляет величину, меньшую 1,5 мм.
На фиг.1-8 также показан второй предпочтительный вариант выполнения. Для этой цели глубина D2 рифленых частей 19, 20, другими словами, разница высот между нерифленой верхней стороной 23 панели 1 и наиболее глубокой точкой 24 рифленой части 19 или 20 установлена большей номинальной толщины D3 верхнего слоя 11, более точно составного слоя, который расположен на подложке 13. В предпочтительном варианте это справедливо для вмятин 19, имитирующих отдельные зачищенные части дерева, а также для вмятин 20, имеющих более глубоко расположенные крайние области 21.
Не исключается, что этот второй предпочтительный вариант может быть применен только для одного из двух типов рифленых частей 19 или 20.
В предпочтительном варианте панель будет также изготовлена в соответствии с третьим предпочтительным вариантом выполнения настоящего изобретения. Для этой цели сам декор 10 в месте расположения указанных рифленых частей 19 и/или 20 углублен, по меньшей мере, на 0,4 мм или, что даже предпочтительнее, по меньшей мере, на 0,5 мм. Это означает, что на фиг.4 расстояние D4 составляет, по меньшей мере, 0,4 мм или, по меньшей мере, 0,5 мм соответственно.
Ясно, что представленный на фиг.1-8 вариант выполнения настоящего изобретения имеет еще одну отличительную особенность. Кроме всего прочего, панель на одном или более краях, в данном варианте на четырех краях 2, 3, 4, 5, имеет наклонные крайние части 22, наклоненные к соответствующим краям и проходящие по поверхности вышеупомянутого декора 10, которые выполнены посредством рифленой части 20, другими словами, посредством части, полученной способом выдавливания, следовательно, без удаления материала.
Далее, представленный на фиг.1-8 вариант выполнения настоящего изобретения имеет дополнительную отличительную особенность. Для этой цели панель 1, как упомянуто выше, на одном или более краях, в данном варианте на всех краях 2, 3, 4, 5, имеет расположенную глубже или утопленную крайнюю область 21, которая проходит по поверхности вышеупомянутого декора 10 и которая образована посредством продавливания верхнего слоя 11 и, возможно, нижележащих слоев, таких как основание 13, при этом крайняя область 21 содержит наклонную крайнюю часть 22, а также часть 25, проходящую между соответствующим краем панели 1 и наклонной крайней части 22, у которой часть 25 является плоской или, как показано, менее наклоненной, чем вышеупомянутая наклонная крайняя часть 22.
Следует заметить, что эта часть 25 в соответствии со всеми другими отличительными особенностями настоящего изобретения является полностью необязательной, а наклонная крайняя часть 22 может также доходить непосредственно до края. Кроме того, крайняя часть 22 во всех рассматриваемых вариантах выполнения настоящего изобретения может иметь наклонный, но изгибающийся профиль, вместо того чтобы иметь плоский наклонный профиль.
Кроме того, на фиг.1-8 приведен ряд деталей предпочтительных вариантов выполнения настоящего изобретения. Эти детали, которые описаны ниже, специально не связаны с указанными отличительными признаками настоящего изобретения, и, следовательно, могут применяться в случайной комбинации с каждой вышеупомянутой особенностью настоящего изобретения.
Как представлено на фиг.1, 2 и 5, когда имитируется зачищенная часть дерева или подобное, то в качестве рифленых частей 19 в предпочтительном варианте представлены части, которые проходят по панели в виде продольных элементов и дополнительно обозначены как 19А.
Как также представлено на фиг.5, когда имитируется зачищенная часть дерева, то могут быть использованы направленные поперек рифленые части 19, снова обозначенные отдельно как 19В-19С.
Как показано также на фиг.5, такие рифленые части 19 могут быть представлены как на обычной верхней поверхности, так же и на утопленной крайней области 21. Как показано посредством части 19С, такая рифленая часть даже может выходить из рабочей верхней поверхности в наклонную крайнюю часть 22, которая подробно показана на фиг.8.
Показанные на фиг.6 и 7 расстояния D2 в предпочтительном варианте составляют, по меньшей мере, 0,4 мм, а лучше, по меньшей мере, 0,5 мм. Однако в любом варианте эти расстояния меньше 1,5 мм, по меньшей мере, когда применяют ламинат прямого давления (DPL).
Как показано на фиг.6, наклонная крайняя часть 22, показанная в сечении, перпендикулярном соответствующему краю, в предпочтительном варианте проходит на расстояние D5, равное, по меньшей мере, 3 мм и, что очень предпочтительно, 5 мм, однако в предпочтительном варианте меньше 15 мм.
Наибольший угол, образованный частью 22 к плоскости панели 1 в предпочтительном варианте меньше 10° и особо предпочтительно меньше 5.
Часть 25, проходящая между соответствующим краем панели 1 и наклонной крайней частью 22, в предпочтительном варианте является по существу плоской или полностью плоской и проходит, как показано, в предпочтительном варианте параллельно главной плоскости панели 1. Эта часть 25 является необязательной.
Расстояние D6 в предпочтительном варианте меньше 1/3 расстояния D5. Далее расстояние D6 в любом случае меньше 2 мм.
Часть 25, расположенная в продольном направлении и в месте нахождения верхнего края 26 панели 1, проходит параллельно плоскости панели 1, за счет чего соединяемые панели 1 на их верхних краях, по существу, всегда стыкуются друг с другом по всей их длине на одной и той же высоте.
Следует учесть, что форма и/или угол наклона такой наклонной части 22, видимые в разрезе, могут быть выполнены различным образом в продольном направлении относительно края, при этом в предпочтительном варианте изменяется в продольном направлении, по меньшей мере, место перехода рабочей верхней поверхности или рабочей верхней стороны 23 панели 1 в наклонную крайнюю часть 22. В данном случае это означает, что, как показано на фиг.5, переход между наклонной крайней частью 22 и рабочей внешней поверхностью 23 происходит не по прямой линии L1, а по линии L2, изменяющей свое положение в боковом направлении и в предпочтительном варианте представляющей собой неправильную кривую.
Как показано на фигурах, на всех четырех краях 2, 3, 4, 5 имеется углубление, расположенное или утопленное на крайних областях 21 и, более конкретно, на наклонных крайних частях 22. Ясно, что возможны только два противоположных края, которые в случае удлиненной панели 1 имеют в предпочтительном варианте удлиненные края.
На фиг.9-11 представлен вариант выполнения настоящего изобретения, в котором использована шестая особенность настоящего изобретения, другими словами, на одном или более крае 2, 5 один или более визуальный эффект действует на сильно наклоненной крайней части 22.
Как показано, для этой цели на рисунке 10 может быть выполнен теневой эффект 27, при этом показанная на крайней части тень попадает на узор дерева 18, также представленный на декоре 10.
В предпочтительном варианте тень такова, что подчеркивает эффект наклонного края.
В предпочтительном варианте тень проходит на ширину В, составляющую, по меньшей мере, 0,5 см. Кроме того, в предпочтительном варианте она попадает на плоскую часть 25.
В том случае, когда панель 1 прямоугольная, следовательно квадратная или удлиненная, предпочтительно, чтобы на каждой из двух пар противоположных краев 2, 3 и 4, 5 такая тень имелась бы на одном из краев 2 и 5 соответственно, тогда как на других краях 3 и 4 соответственно каждой пары краев такая тень отсутствовала бы, или имелась бы менее выраженная тень.
Тень может проходить в значительной степени, например, таким образом, что устанавливается затемнение по мере удлинения тени к более глубоко расположенной поверхности рифленой части 20.
В общем, следует заметить, что тень может быть также использована на рифленой части 19, которая имитирует удаленные части дерева, например имитирует зачищенное дерево, при этом на декоре 10 может быть представлена, например, тень по краям рифленых частей.
На фиг.11 представлен другой визуальный краевой эффект в соответствии с настоящим изобретением, который заключается в том, что в случае, когда декор 10 имитирует узор дерева 18, то в соответствующей крайней области декора 10 сделано изображение 28 косовичников дерева, так что оно располагается на сильно наклоненной крайней части 22.
Как показано, обе разновидности визуальных эффектов могут объединяться друг с другом.
Ясно также, что вышеприведенные визуальные краевые эффекты могут быть использованы на панелях для настилки пола, выполненных в соответствии с отличительными особенностями от первой до пятой. В этом случае эти эффекты могут, но не должны присутствовать на наклонной крайней части 22. Визуальные эффекты могут быть, например, использованы также на верхней плоской стороне.
Использование на самом рисунке изображения 28 косовичников дерева, конечно, в комбинации с узором дерева 18 также образует отличительную особенность настоящего изобретения. При этом достигается преимущество, заключающееся в создании ненавязчивым способом на самом рисунке кажущегося эффекта глубины.
Как показано на фиг.5-8, 10, 11, на верхней стороне панели 1 также выполнены насечки 29, имитирующие поры дерева, которые в предпочтительном варианте соответствуют узору 18 дерева, известному как «упорядоченно рифленый».
Как показано, просечки 29, имитирующие поры дерева, могут быть выполнены на плоской верхней стороне, а также на вышеупомянутых рифленых частях, в частности на крайних частях 20 и/или частях 19, предназначенных для имитации локально удаленных частей дерева.
В предпочтительном случае глубина просечек 29, имитирующих поры дерева, меньше обычной толщины вышеупомянутого верхнего слоя или составного слоя 11.
Как показано на фиг.1-9, на всем протяжении панели 1 показан один и тот же узор дерева 18, так что одна панель 1 представляет собой одну цельную деревянную доску. Однако в соответствии с вариантом выполнения настоящего изобретения не исключается имитация на одной панели 1 более одной доски.
В варианте, приведенном на фиг.1-11, на всех сторонах панели 1 имеются верхние края 26, которые при соединении двух таких панелей 11 стыкуются один с другим, при этом декор 10 проходит по верху этих верхних краев. Это не исключает в соответствие с вариантом выполнения настоящего изобретения того, что потребитель может сделать один или более верхний край с отсечением части материала с тем, чтобы сформировать скос или подобное, при этом декор на этих краях проходит на отсеченную часть. Например, как показано на фиг.12, на поверхности 30 отсеченной части имеется покрытие 31.
На фиг.12 представлена следующая отличительная особенность настоящего изобретения, которая может быть использована независимо, а именно то, что наклонная рифленая крайняя часть 22 переходит в крайнюю часть 32, такую как скос, который формируют путем удаления части материала. В этом случае преимущество заключается в том, что соединение на краях становится менее важным, чем соединение непосредственно друг с другом наклонных крайних частей.
Панели 1 изготавливают в виде больших досок, более точно в виде составных досок, из которых нарезают панели 1, после чего известным способом на их краях формируют соединительные части, например представленные соединительные части 6, 7, 8, 9, посредством ряда операций нарезки.
Как показано на фиг.13, сами доски изготовлены, например, посредством сжатия различных составных слоев при высоком давлении в нагретом прессе 34, при этом, например, на основание 13 запрессовывают декоративный слой 14, покрытие 16 и обратный слой 35 и их закрепляют. Структура или рельеф верхней поверхности доски 33 и, следовательно, также верхняя сторона панели 1 определяется структурой или рельефом контактной поверхности 36 прижимной плиты 37, используемой в прессе 34. Данная прижимная плита лучше известна под названием «стол пресса».
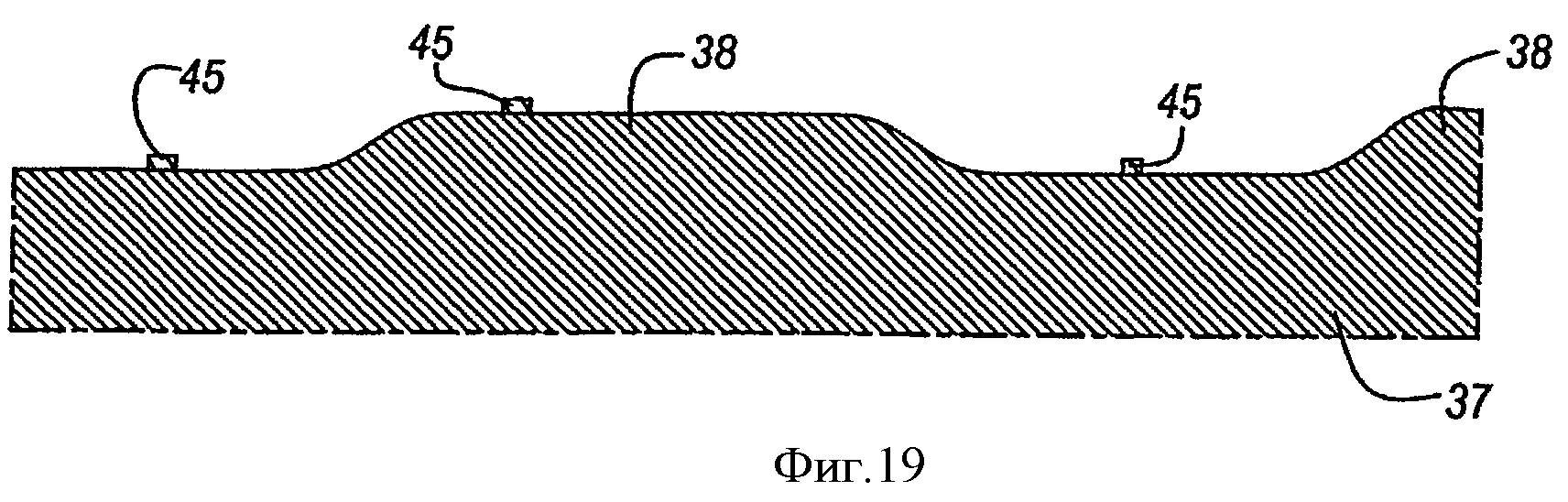
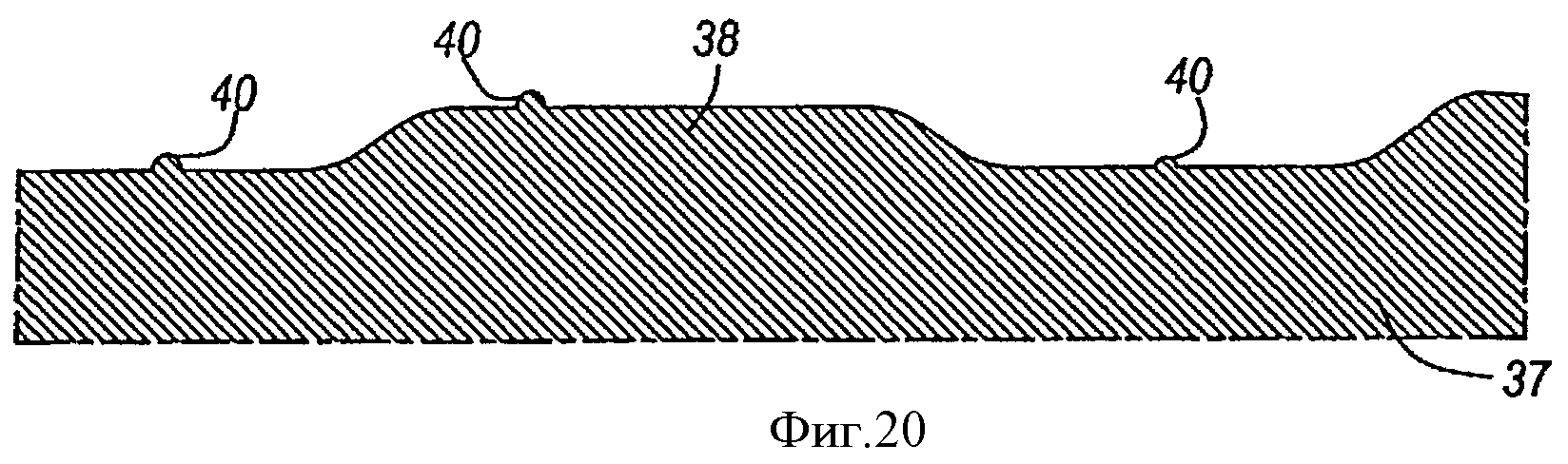
Как схематично показано на фиг.13, контактная поверхность имеет требуемый рельеф, формирующий вышеупомянутые рифленые части или насечки. Итак, эта контактная поверхность имеет, например, первый рельеф, сформированный выступающими частями 38, 39, для получения соответственно рифленых частей 19, 20, а также более тонкий рельеф, сформированный выступами 40 и служащий для образования просечек 29.
На практике размеры доски 33 и прижимной плиты 37 составляют, например, 2.5×5 м или больше. Толщина прижимной плиты 37 чаше всего составляет от 0,5 до 1 см.
Следует заметить, что в соответствии с конкретной отличительной особенностью настоящего изобретения при распиливании досок 33 получают отпиленные отрезки с точно расположенными рифлеными частями, но без узора на декоративном слое. При этом способе отпиленные отрезки всегда могут быть изготовлены с одним и тем же расположением относительно рифленых частей. Это, в частности, важно при работе с расположенными внизу крайними областями, содержащими наклонную часть. В завершении, когда, например, используют декоративный слой 14, тогда этот слой предназначается для протягивания. Если далее отпиленные отрезки изготовлены с учетом узора, то отпиленные отрезки не располагаются в точном заданном положении по отношению к рифленым частям, в результате чего больше не гарантируется ситуация, при которой завершающий верхний край 26 будет всегда расположен на одной и той же высоте. Положение этого края может изменяться, в результате чего на одной панели этот край может быть расположен выше на наклонной крайней части 22, чем на другой панели 1.
Способ распиливания доски 33 с учетом рифленых частей схематично приведен на фиг.14, на которой показано, что все пилы 41 перемещаются в одном и том же направлении через просечки, выполненные посредством выступающих частей 39. Расположение пил 41 по отношению к доске 33 в предпочтительном варианте выполняется автоматически посредством одной или более отметок, выполненных на доске 33 в ходе прессования. На фиг.13 представлено, например, углубление 42, посредством которого на доске 33 может быть сделана такая отметка.
При работе с наклонными крайними частями 22 в предпочтительном варианте, как это упомянуто выше, используются плоские части 25. В этом случае исключается или, по меньшей мере, сводится к минимуму возможное различие высот верхний краев 26, которое может возникнуть как результат производственных допусков в ходе изготовления краев. Это схематично приведено на фиг.15 и 16. На фиг.15 приведен вариант выполнения настоящего изобретения, в котором левая панель 1 выполнена должным образом, но при этом правая панель 1 отпилена и отчасти смещена из-за производственных допусков. В представленном примере это приводит к тому, что плоская часть 25 правой панели 1 имеет меньшую ширину В1 по сравнению с обычной шириной В2. Поскольку части 25 являются плоскими, верхние края 26 панелей 1 все же стыкуются друг с другом на одной высоте. В случае, когда такое же изменение имеет место в варианте выполнения настоящего изобретения без плоских частей 25, то это приведет к нежелательной разнице высот верхних краев 26, как показано на фиг.16. Это не исключает того обстоятельства, что варианты выполнения настоящего изобретения, например, соответствующие фиг.16, подпадают под предмет настоящего изобретения. На самом деле это имеет место, когда используют современную обработку, при которой изменения, создаваемые разницей допусков, приведут лишь к уменьшению различий в высотах, так что эти различия не будут или почти не будут заметны на покрытии пола, и варианты выполнения настоящего изобретения, такие как, например, показанный на фиг.16, без вышеупомянутой плоской части 25, могут также дать удовлетворительные результаты.
На фиг.17-24 схематично приведены некоторые конкретные способы изготовления прижимной плиты 37. Эти способы, которые уже были описаны во введении, в частности, подходят для изготовления прижимной плиты, посредством которой могут быть изготовлены панели 1.
Более конкретно, на фиг.17-24 представлено, как на прижимную плиту могут быть нанесены вышеупомянутые «первый» и «второй» рельефы.
На фиг.17 показано, что первый рельеф нанесен посредством машинной обработки с применением механического инструмента 43 поверхности прижимной плиты 37. Как показано, для этой цели в предпочтительном варианте используют фрезу, в частности фрезу с круглой головкой. Эту фрезу в предпочтительном варианте располагают так, что ось вращения 44 проходит всегда или почти всегда под углом к поверхности, с которой она вступает в контакт. Посредством этого первого рельефа формируют, например, выступающие части 38 и 39.
На фиг.18-20 показан первый способ нанесения второго рельефа на первый посредством технологии травления.
В соответствии с первым способом, представленным на фиг.18, вещество в предпочтительном варианте в виде геля, которое может быть укреплено посредством радиации, в частности посредством света, такого как ультрафиолетовый свет, наносят на поверхность прижимной плиты 37, которая будет подвержена травлению, при этом это вещество 45 непрерывно наносят по нормали на выступающие части 38, 39 поверхности. Далее на это вещество 45 наносят пленку 46, снабженную отпечатанным или подобным декором 47, с частями, не пропускающими указанную радиацию, при этом пленка 46 вдавлена на неровности вещества 45, в предпочтительном варианте посредством протягивания пленки по веществу 45 посредством вакуумного протягивания. Далее остается применить подходящее излучение 48, например ультрафиолетовое излучение, ко всей поверхности, так что части вышеупомянутого вещества 45, чувствительные к излучению, затвердевают. После удаления указанной пленки 46 и не затвердевших частей вещества 45 возникает ситуация, показанная на фиг.19. Посредством последующего травления получают прижимную плиту 37, которая снабжена выступами 40, как это показано на фиг.20.
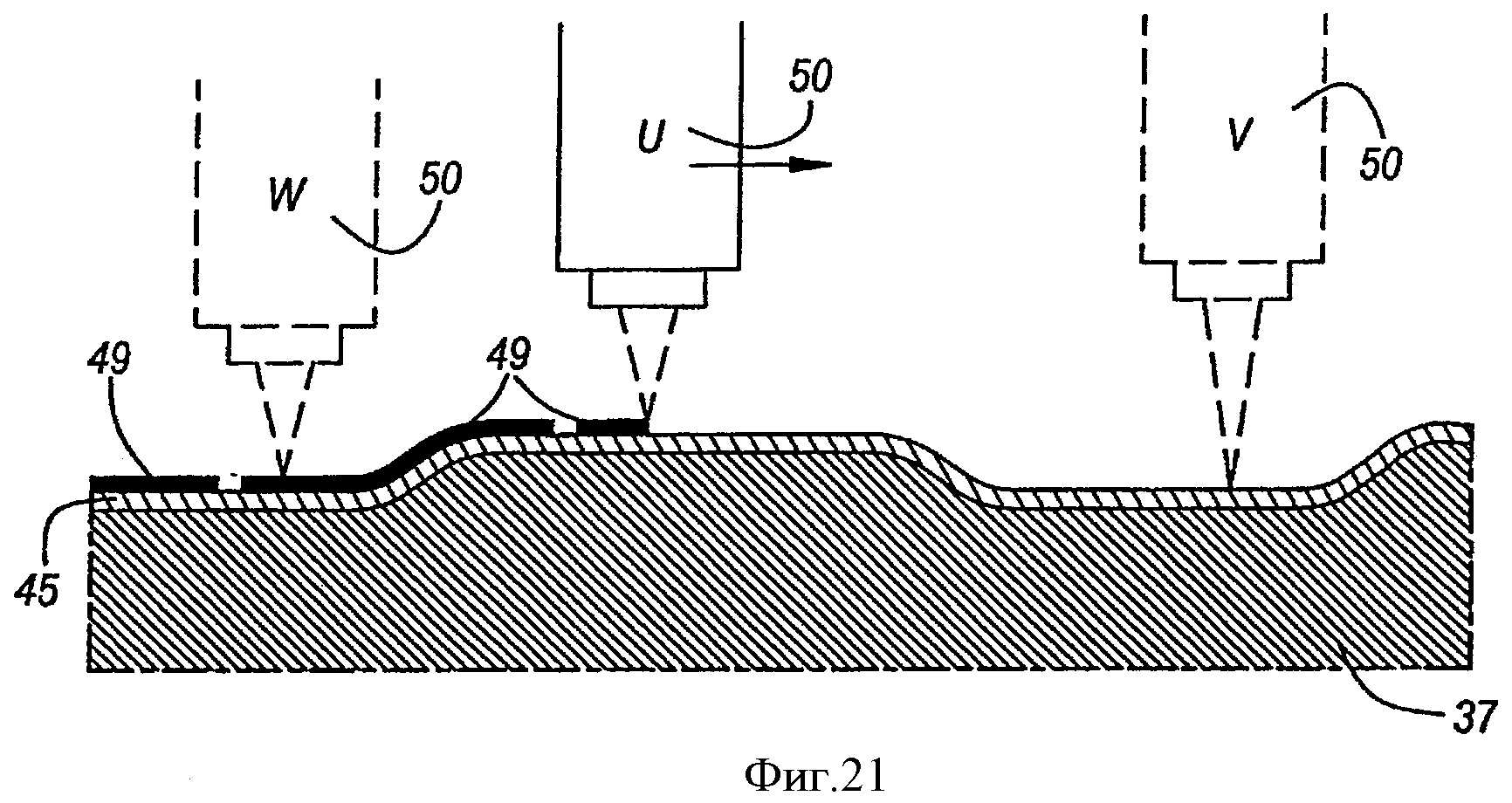
В соответствии со вторым способом на прижимную плиту систематически непосредственно или не непосредственно наносят защитный узор в предпочтительном варианте посредством устройства, которое перемещается относительно прижимной плиты, при этом данное устройство имеет цифровое управление. На фиг.21-23 в сильно схематичном виде приведены три варианта выполнения данного способа, взятые в качестве примера.
Согласно первому варианту, представленному на фиг.21, вещество 45 в предпочтительном варианте в виде геля, которое может быть укреплено посредством радиации, в частности посредством света, такого как ультрафиолетовый свет, наносят на поверхность прижимной плиты 37, которая будет подвержена травлению, при этом это вещество 45 непрерывно наносят по нормали на выступающие части 38, 39 поверхности. Далее систематически и в виде узора на вещество 45 наносят вещество 49, за счет чего определенные зоны становятся непроницаемыми для указанной радиации. Теперь посредством использования подходящей радиации, например ультрафиолетовой радиации, укрепляют части вышеупомянутого вещества 45, которые доступны воздействию радиации. После удаления не затвердевших частей вещества 45 снова создается ситуация, приведенная на фиг.19, после чего каждый может выполнить аналогичную процедуру. Защитное вещество 49 должно быть достаточно устойчивым к воздействию радиации. Этим веществом могут быть чернила, устойчивые к ультрафиолетовому излучению. В качестве используемого устройства может быть использован принтер, головка 50 которого перемещается по прижимной плите 37, за счет того, что подвижна либо головка принтера 50, либо прижимная плита 37, либо обе.
Согласно второму варианту, схематично приведенному на фиг.22, вещество 51, которое противостоит агенту травления, наносят непосредственно на прижимную плиту 37 в виде узора посредством приспособления 52 с цифровым управлением, за счет чего на прижимной плите покрываются определенные зоны. В этом случае возникает ситуация, приведенная на фиг.19, после чего каждый может выполнить аналогичную процедуру.
Приспособление 52 может представлять собой принтер, например струйный принтер, который далее распыляет в соответствии с требуемым узором на прижимную плиту вещество, защищающее от агента травления, вместо обычных чернил. Ясно, что это вещество должно противостоять агенту травления.
Согласно третьему варианту, представленному на фиг.23, вещество 45 в предпочтительном варианте в виде геля, которое может быть укреплено посредством радиоактивного излучения 48, в частности посредством света, такого как ультрафиолетовый свет, наносят на поверхность прижимной плиты 37, которая будет подвержена травлению, при этом это вещество 45 непрерывно наносят по нормали на выступающие части 38, 39 поверхности. Далее путем избирательного облучения вещества 45 посредством подходящей радиации 53 получают затвердевшие части, обозначенные 45А. После удаления не облученных частей указанного вещества 45 создается непосредственно ситуация, показанная на фиг.19, после чего каждый может выполнить аналогичную процедуру. Излучение может генерироваться источником 54, например ультрафиолетовой лампой. В этом случае излучение, например, фокусируют или используют сфокусированный луч света, возможно, лазерный луч.
В вариантах, приведенных на фиг.21-23, используют дополнительное приспособление, которое перемещается по поверхности прижимной плиты или наоборот и которое напрямую или не напрямую обеспечивает позиционирование поверхности относительно этих дополнительных приспособлений. Может быть выполнена настройка посредством регулировки фокуса. Также указанная настройка может быть выполнена посредством регулировки расстояния относительно прижимной плиты.
Вышесказанное означает, что, например, как показано на фиг.21, могут быть изменены фокусировка головки принтера 50 и/или расстояние до основной плоскости прижимной плиты. Таким образом, в положении V представлена ситуация, в которой фокусировка принтера изменена в сравнении с положением U. В положении W представлена ситуация, в которой расстояние головки принтера до основной плоскости прижимной плиты 37 изменено в сравнении с положением U, так что расстояние до поверхности или расстояние печати сохраняется постоянным.
На фиг.22 и 23 представлены аналогичные возможности для положений U-V-W, однако без устройства 52 и источника излучения 54.
В соответствии со способом, иным, чем травление, второй рельеф получают посредством управляемого, в предпочтительном варианте с цифровым управлением, процесса удаления материала, например, применяя процесс искровой эрозии и, более конкретно, процесс так называемого искрового дробления. Эта технология схематично представлена на фиг.24, при этом аппарат 55 искрового дробления удаляет определенное количество материала, тогда как формируются выступы 40, из которых материал не удаляется.
В соответствии с не представленным вариантом вместо систематического удаления материала с прижимной плиты можно также систематически наносить материал на прижимную плиту, для того чтобы получить, например, выступы 40. Конечно, все полученные прижимные плиты далее могут быть отполированы или подвергнуты аналогичной обработке.
Согласно конкретному способу выполнения настоящего изобретения панели для настилки пола и, более конкретно, доски, из которых нарезаны такие панели, изготовлены посредством, по меньшей мере, двух циклов прессования вместо только одного цикла. В этом случае на панели для настилки пола и, более конкретно, на доски, из которых эти панели изготовлены, нанесен окончательный рельеф в ходе выполнения, по меньшей мере, двух циклов прессования. При этом в данном случае каждый может действовать, как схематично показано на фиг.25-27, когда изготавливают доски типа ламината прямого давления (DPL).
На фиг.25 показано, что на первом цикле прессования под прижимную плиту 56 попадают, по меньшей мере, подложка 13, декоративный слой 14 и покрытие 16. Как показано на фиг.26, после прессования возникает верхний слой 11. В этом случае на поверхности панелей или досок возникает рельеф, который содержит просечки 29, проходящие в основном исключительно по верхнему слою синтетического материала, без существенного деформирования подложки.
Далее в ходе второго цикла прессования, как показано на фиг.27, на панелях или досках формируют большие по размеру рифленые части, такие как части 19, которые в предпочтительном варианте проходят в вышеупомянутую подложку. Для этой цели используют вторую прижимную плиту 57.
Второй цикл прессования может быть выполнен в холодном или теплом состоянии. В данном случае тепло используют на втором цикле прессования, это также может быть выполнено посредством подачи досок под прессование в теплом состоянии, а также работая с нагретым прессом или обоими способами.
В противоположность всем ожиданиям автор настоящего изобретения обнаружил, что просечки, которые сделаны на первом цикле прессования, доделаны на втором этапе прессования.
Ясно, что этот способ может быть использован для изготовления вышеупомянутых панелей для настилки пола, а также других панелей.
Следует заметить, что настоящее изобретение относится также к устройствам, которые напрямую или косвенно используются при изготовлении панелей для пола, более конкретно относится к устройствам, описанным со ссылкой на фиг.17-24 при рассмотрении вышеупомянутого способа.
Для управления инструментом 43 можно начать с цифровых данных, полученных сканированием реальной модели. В предпочтительном варианте для этой цели используют описанную выше специальную модель, например модель, сформированную из фибролита средней плотности (MDF) или фибролита высокой плотности (HDF).
Сканируя эту модель, получают данные для 3-х мерного управления инструментом 43.
Вышеупомянутое вещество 45 может быть нанесено на прижимную плиту 37 любым способом. В предпочтительном варианте это выполняют погружением.
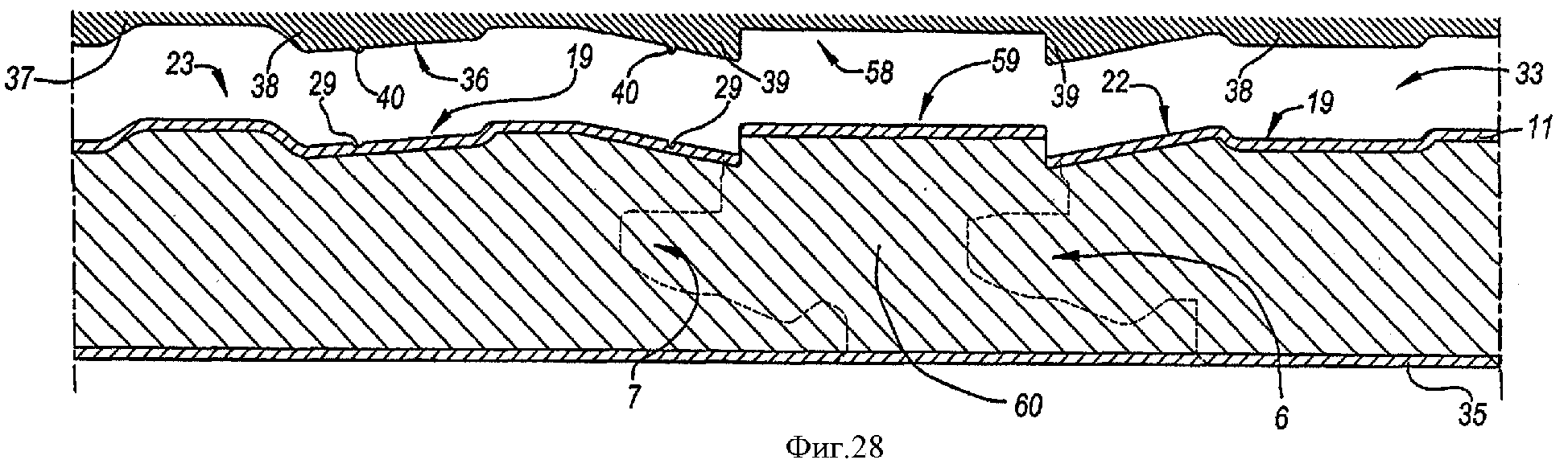
На фиг.28 представлен другой конкретный вариант выполнения настоящего изобретения, в котором прижимная плита 37 между выступающими частями 39, предназначенными для создания рифленых частей 20 на доске 33, на панелях 1, содержит углубления 58. Как представлено на фиг.28, такие углубления 58 выполняют в областях 59 на верхней стороне 23 доски 33, которые не углублены, или почти не углублены, или, по меньшей мере, менее углублены, чем окружающие области на доске 33. При прессовании прикладываемое давление будет действовать меньше в этой области 59, чем в вышеупомянутых окружающих областях, в примере на фиг.28 меньше, чем на наклонных крайних частях 22, и возможные последующие поры на верхнем слое 11 будут проявляться исключительно на высоте этой области 59. Так, например, воздушные пузырьки, которые захвачены синтетическим материалом 12 или смолой, будут двигаться в направлении этой области 59, что приведет к образованию, например, белого сияния или точки, которые будут наблюдаться на декоре 10. Итак, ясно, что эти области 59 в предпочтительном варианте располагаются исключительно в части 60 доски 33, которая предназначена для удаления путем, например, распиливания или дробления, когда из доски 33 формируют панели 1 для настилки пола. Соединительные части 6,7, которые при этом должны быть образованы, обозначены пунктирной линией на фиг.28.
Не исключено, что верхний слой 11 будет растрескиваться на краях областей 59, в частности в случае, когда углубления 58 имеют ступенчатые края. Однако это не приводит к возникновению проблемы, т.к. данные трещины обычно будут располагаться на части 60, которая будет удалена.
Следует заметить, что авторы изобретения достигли успехов в процессе управления образованием пор, с тем чтобы избежать нежелательных эффектов в области 59 доски 33, материал которой не используется для изготовления панелей 1 для настилки пола. Применение углублений 58 в прижимной плите 37 с целью концентрации пор в точно определенной области 59 может привести к возможности снижения давления и времени прессования и, следовательно, к уменьшению потребления энергии в ходе изготовления панелей 1 для настилки пола.
Согласно предпочтительному варианту выполнения настоящего изобретения прижимная плита 37 предназначена для изготовления доски 33, которая содержит верхний слой 11 на основе синтетического материала 12 и нижележащую подложку 13, составленную или не составленную из различных слоев или частей, из которой формируют панели 1, причем согласно изобретению прижимная плита 37 снабжена средством в виде углублений 58, так что возникновение пор в указанном верхнем слое 11 в результате обработки прижимной плиты 37 концентрируется в областях 59 на доске 33, соответствующих вышеупомянутым углублениям 58. В предпочтительном варианте вышеупомянутые углубления 58 таковы, что область 59 на доске 33, соответствующая этим углублениям, при возникновении пор располагается в части 60 доски 33, которую удаляют при формировании указанных панелей 1.
На фиг.29 представлен другой вариант выполнения наклонной части 22, при этом в поперечном сечении форма и/или расположение переходов между действительной верхней стороной 23 панели 1 и наклонной частью 22 изменяются в продольном направлении. Вдали от верхней стороны 23, в сечении линии 61 и 62 показывают, как эта верхняя сторона 23 и, в частности, эта наклонная часть 22 могут, например, изменять свою форму в продольном направлении. Для этой цели линиями 61 и 62 обозначена верхняя сторона 23 на некотором расстоянии за плоскостью фиг.29.
Следует заметить, что в соответствии с конкретным отличительным признаком, также показанным на фиг.29, наклонные части 22, собранные в предпочтительном варианте, по меньшей мере, из двух частей, причем первая часть 63 присоединена к верхнему краю 26 панели и/или краю верхнего слоя 11 и форма этой первой части 63, показанная в поперечном сечении, является постоянной или почти постоянной в продольном направлении на большей части длины соответствующего края, а вторая часть 64, которая в предпочтительном варианте выходит из первой части 63 к переходу по направлению к верхней стороне панели, форма которой в поперечном сечении изменяется в продольном направлении.
Использование частей 63 и 64 является особенно важным, т.к. дает большую свободу в конструировании верхней поверхности или верхней стороны 23, поскольку далее можно оптимальным образом выбрать форму части 64 в переходе к верхней стороне 23, которая должна быть изготовлена, тогда как сохраняется возможность хорошей стыковки панелей 1, т.к. на высоте верхней части 63 может быть получен верхний край 26, который является прямым в продольном направлении, в частности, на высоте верхнего края 26. Это означает, что удается избежать разницы высот в продольном направлении на верхнем крае 26 панели 1 для настилки пола, благодаря чему при стыковке одинаковых панелей 1 не будет возникать нежелательной разности высот между двумя состыкованными панелями 1. Следует заметить, что часть 63 может иметь очень малую ширину.
В соответствии с предпочтительным вариантом выполнения настоящего изобретения рифленые части 19 и/или 20 изготовлены посредством прижимной плиты, форма которой, по меньшей мере, для этих частей 19 и/или 20 изменяется в зависимости от выбранной модели, более конкретно от выбранных частей дерева или подобного.
Когда, как описано выше, на краю плиты 1 имеются две части 63 и 64, тогда желательно, чтобы часть 64 была бы изготовлена посредством выбранной модели с формированием на прижимной плите соответствующей части, тогда как часть 63 изготавливают на основе цифровой базы данных, которые введены заранее. Более того, желательно иметь возможность манипулировать полученными таким образом данными в отношении частей 63, и/или 64, и/или возможной промежуточной части, за счет чего возникают в предпочтительном варианте непрерывные переходы между частями 63 и 64, другими словами, эти части 63 и 64 плавно переходят одна в другую. Более того, не исключается манипулирование данными, например, для того чтобы внести изменения в режимы работы оборудования, выходящие за пределы полученных данных.
Следует заметить, что настоящее изобретение также относится к панелям для настилки пола, каждая из которых имитирует более одной доски, при этом вышеупомянутые наклонные крайние части далее могут быть сформированы между двумя досками на одной панели.
Могут быть изготовлены панели различной толщины. В предпочтительном варианте толщина панели составляет величину от 6 до 15 мм.
Не исключается формирование вышеупомянутого тонкого рельефа с использованием рельефной фольги, которую помещают между прижимной плитой и доской 33, вместо того чтобы использовать рельеф, сделанный на самой прижимной плите.
Также не исключается использование просечек 29, которые проходят более глубоко, чем толщина верхнего слоя 11, при этом данный верхний слой может быть проколот насквозь.
Вышеупомянутые рифленые части с просечками, проходящими в подложку, могут быть изготовлены посредством обычного прочеса прессования. Однако желательно использовать более высокое давление, чем обычно. Более конкретно, следует использовать давление более 77 бар. При использовании такого высокого давления риск возникновения пор в верхнем слое минимален.
Возможно, однако, нежелательно, использование более тяжелого покрытия на верхнем слое, чем обычно при изготовлении панелей из ламината прямого давления (DPL), с тем чтобы компенсировать более высокий риск предварительного износа. В предпочтительном варианте следует использовать покрытие с бумажным носителем, имеющим плотность, по меньшей мере, 80 г/м2.
Следует заметить, что понятие «пористая структура» в настоящем описании может быть интерпретировано как в узком, так и в широком смысле. При узкой интерпретации понимается, что учитываются только поры дерева. При широкой интерпретации следует понимать, что учитываются поры дерева, а также другие более тонкие структуры дерева, такие как волокна дерева и другие. Ясно, что при этом должны быть выполнены просечки 29, соответственным образом имитирующие такую пористую структуру.
Далее следует заметить, что под понятием «утопленная крайняя область» следует понимать крайнюю область, поверхность которой расположена ниже обычной верхней поверхности 23 панели 1 для настилки пола.
Следует заметить, что глубина изготовленных рифленых частей не обязательно соответствует размеру выступающих частей прижимной плиты 37. На практике подложка после продавливания чаще всего несколько отходит назад. Выступающие части могут быть различной высоты. В предпочтительном варианте, однако, они имеют максимальную высоту от 0,8 до 1 мм при использовании ламината прямого давления (DPL).
Настоящее изобретение не ограничено представленными вариантами его выполнения, взятыми в качестве примеров, напротив, вышеупомянутая панель, вышеупомянутые способы, устройства и приспособления для производства, среди прочего, такой панели, могут быть реализованы в соответствии с различными вариантами, не выходящими за предмет настоящего изобретения.
Реферат
Изобретение относится к напольным покрытиям и касается панели для настила пола, а также способу, устройству и приспособлению для изготовления такой панели. Панель, в частности составная панель, которая, по меньшей мере, на двух противоположных краях снабжена соединительными частями, при этом на декоративной стороне этой панели выполнен декор, имитирующий дерево, с поверхности которого посредством инструмента были удалены части древесины, в виде зачищенного дерева, и при этом эта панель содержит декор в виде узора дерева, верхний слой на основе синтетического материала и нижележащую подложку на основе дерева, составленную или не составленную из нескольких слоев или частей. Панель, на поверхности которой расположен декор, снабжена рифлеными частями, продолжающимися в материал на основе дерева вышеупомянутой подложки, при этом эти рифленые части, по меньшей мере, имитируют вышеупомянутые удаленные части древесины. Изобретение позволяет создать усовершенствованные панели для настила пола с точно заданными характеристиками. 11 н. и 79 з.п. ф-лы, 29 ил.
Формула
во-вторых, просечками (29), в основном расположенными в отдельных местах верхнего слоя (11).
Комментарии